Хромирование или никелирование что лучше – Никелирование и хромирование
alexxlab | 06.04.2019 | 0 | Вопросы и ответы
Никелирование и хромирование
ПЛАН
1. НИКЕЛИРОВАНИЕ. 2
2. ХРОМИРОВАНИЕ. 6
СПИСОК ИСПОЛЬЗОВАННЫХ ИСТОЧНИКОВ.. 10
Никелированные покрытия обладают рядом ценных свойств: они хорошо полируются, приобретая красивый долго сохраняющейся зеркальный блеск, отличаются стойкостью и хорошо предохраняют металл от коррозии.
Цвет никелевых покрытий серебристо-белый с желтоватым оттенком; они легко полируются, но со временем тускнеют. Покрытия характеризуются мелкокристаллической структурой, хорошим сцеплением со стальной и медной основой и способностью пассивироваться на воздухе.
Никелирование широко применяют в качестве декоративного покрытия деталей светильников, предназначенных для освещения общественных и жилых помещений.
Для покрытия стальных изделий никелирование часто производят по промежуточному подслою из меди. Иногда применяют трехслойное покрытие никель-медь-никель. В отдельных случаях на слой никеля наносят тонкий слой хрома, при этом образуется покрытие никель-хром. На детали из меди и сплавов на ее основе никель наносят без промежуточного подслоя. Суммарная толщина двух и трехслойных покрытий регламентирована нормалями машиностроения, обычно она составляет 25–30 мкм.
На деталях, предназначенных для работы в условиях влажного тропического климата, толщина покрытия должна составлять не менее 45 мкм. При этом регламентируемая толщина слоя никеля не менее 12–25 мкм.
Для получения блестящих покрытий никелированные детали полируют. В последнее время широко применяют блестящее никелирование, при котором исключается трудоемкая операция механического полирования. Блестящее никелирование достигается при введении в электролит блескообразователей. Однако декоративные качества поверхностей, полированных механическим путем, выше, чем поверхностей, полученных способом блестящего никелирования.
Осаждение никеля происходит при значительной катодной поляризации, которая зависит от температуры электролита, его концентрации, состава и некоторых других факторов.
Электролиты для никелирования относительно просты по своему составу. В настоящее время применяют сульфатные, борфтористоводородные и сульфамитные электролиты. На светотехнических заводах используют исключительно сульфатные электролиты, которые позволяют работать с высокими плотностями тока и получать при этом покрытия высокого качества. В состав этих электролитов входят соли, содержащие никель, буферные соединения, стабилизаторы и соли, способствующие растворению анодов.
Достоинствами этих электролитов являются недефицитность компонентов, высокая устойчивость и невысокая агрессивности. Электролиты допускают в своем составе высокую концентрацию соли никеля, что позволяет увеличивать катодную плотность тока и, следовательно, повышать производительность процесса.
Сульфатные электролиты обладают высокой электропроводностью и хорошей рассеивающей способностью.
Широкое применение получил электролит следующего состава, г/л:
NiSO4·7h3O240–250
NaCl*22,5
h4BO330
*Или NiCl2·6h3O – 45 г/л.
Никелирование проводят при температуре 60°C, pH=5,6÷6,2 и катодной плотности тока 3–4 A/дм2.
В зависимости от состава ванны и режима ее работы можно получить покрытия, обладающие различной степенью блескости. Для этих целей разработано несколько электролитов, составы которых приведены ниже, г/л:
для матового покрытия:
NiSO4·7h3O180–200
Na2SO4·10h3O80–100
h4BO330–35
NaCl5–7
Никелируют при температуре 25–30°C, на катодной плотности тока 0,5–1,0 A/дм2 и pH=5,0÷5,5;
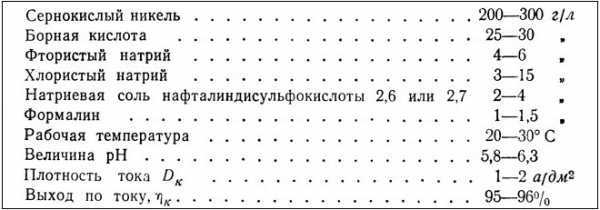
для полублестящего покрытия:
Сернокислый никель NiSO4·7h3O200–300
Кислота борная h4BO330
2,6–2,7-Дисульфонафталиновая кислота5
Фтористый натрий NaF5
Хлористый натрий NaCl7–10
Никелирование ведут при температуре 20–35°C, катодной плотности тока 1–2 A/дм2 и pH=5,5÷5,8;
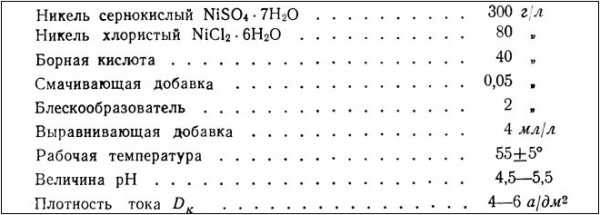
для блестящего покрытия:
Никель сернокислый (гидрат) 260–300
Никель хлористый (гидрат) 40–60
Борная кислота30–35
Сахарин0,8–1,5
1,4–бутиндиол (в пересчете на 100%) 0,12–0,15
Фталимид0,08–0,1
Рабочая температура никелирования 50–60°C, pH электролита 3,5–5, плотность катодного тока при интенсивном перемешивании и непрерывной фильтрации 2–12 A/дм2, плотность анодного тока 1–2 A/дм2.
Особенностью никелирования является узкий диапазон кислотности электролита, плотности тока и температуры.
Для поддержания состава электролита в требуемых пределах в него вводят буферные соединения, в качестве которых чаще всего используют борную кислоту или смесь борной кислоты с фтористым натрием. В некоторых электролитах в качестве буферных соединений используют лимонную, винную, уксусную кислоту или их щелочные соли.
Особенностью никелевых покрытий является их пористость. В отдельных случаях на поверхности могут появляться точечные пятна, так называемый “питтинг”.
Для предотвращения питтинга применяют интенсивное воздушное перемешивание ванн и встряхивание подвесок с укрепленными на них деталями. Уменьшению питтинга способствует введение в электролит понизителей поверхностного натяжения или смачивающих веществ, в качестве которых применяют лаурилсульфат натрия, алкилсульфат натрия и другие сульфаты.
Отечественная промышленность выпускает хорошее антипиттинговое моющее средство “Прогресс”, которое добавляют в ванну в количестве 0,5 мг/л.
Никелирование очень чувствительно к посторонним примесям, которые попадают в раствор с поверхности деталей или за счет анодного растворения. При никелировании стальных де-
талей раствор засоряется примесями железа, а при покрытии сплавов на основе меди – ее примесями. Удаление примесей осуществляют путем подщелачивания раствора карбонатом или гидроокисью никеля.
Органические загрязняющие вещества, способствующие питтингу, удаляют при кипячении раствора. Иногда применяют тонирование никелированных деталей. При этом получают цветные поверхности, обладающие металлическим блеском.
Тонирование осуществляют химическим или электрохимическим способом. Сущность его заключается в образовании на поверхности никелиевого покрытия тонкой пленки, в которой происходит интерференция света. Такие пленки получают путем нанесения на никелированные поверхности органических покрытий толщиной несколько микрометров, для чего детали обрабатывают в специальных растворах.
Хорошими декоративными качествами обладают черные никелевые покрытия. Эти покрытия получают в электролитах, в которые дополнительно к сульфатам никеля добавляют сульфаты цинка.
Состав электролита для черного никелирования следующий, г/л:
Сульфат никеля40–50
Сульфат цинка20–30
Роданистый калий25–32
Сернокислый аммоний12–15
Никелирование ведут при температуре 18–35°C, катодной плотности тока 0,1 A/дм2 и pH=5,0÷5,5.
Хромовые покрытия обладают высокими твердостью и износостойкостью, низким коэффициентом трения, стойки к действию ртути, прочно сцепляются с основным металлом, а также химически и нагревостойки.
При изготовлении светильников хромирование применяют для получения защитно-декоративных покрытий, а также в качестве отражающих покрытий при изготовлении зеркальных отражателей.
Хромирование производят по предварительно нанесенному подслою медь-никель или никель-медь-никель. Толщина слоя хрома при таком покрытии обычно не превышает 1 мкм. При изготовлении отражателей хромирование в настоящее время вытесняется другими способами покрытия, однако на некоторых заводах он еще применяется для изготовления отражателей зеркальных светильников.
Хром обладает хорошим сцеплением с никелем, медью, латунью и другими материалами, на которые выполняют осаждение, однако при осаждении других металлов на хромовое покрытие всегда наблюдается плохое сцепление.
Положительным свойством покрытий из хрома является то, что детали получаются блестящими непосредственно в гальванических ваннах, для этого не требуется их полировать механическим путем. Наряду с этим хромирование отличается от других гальванических процессов более жесткими требованиями к режиму работы ванн. Незначительные отклонения от требуемой плотности тока, температуры электролита и других параметров неизбежно приводят к ухудшению покрытий и массовому браку.
Рассеивающая способность хромовых электролитов невысокая, что приводит к плохому покрытию внутренних поверхностей и углублений деталей. Для повышения равномерности покрытий применяют специальные подвески и дополнительные экраны.
Для хромирования используют растворы хромового ангидрида с добавкой серной кислоты.
Промышленное применение нашли три типа электролитов: разбавленные, универсальные и концентрированные (табл.1). Для получения декоративных покрытий и для получения отражателей используют концентрированный электролит. При хромировании применяют нерастворимые свинцовые аноды.
Таблица 1 – Составы электролитов для хромирования
В процессе работы концентрация хромового ангидрида в ваннах снижается, поэтому для восстановления ванн проводят ежесуточную корректировку путем добавления в них свежего хромового ангидрида.
Разработано несколько рецептур саморегулирующихся электролитов, в которых автоматически сохраняется соотношение концентрации
.Состав такого электролита следующий, г/л:
Cr2O3250
SrSO45-6
K2SiF620
Хромирование производят при катодной плотности тока 50–80 А/дм2 и температуре 60–70°C.
В зависимости от соотношения между температурой и плотностью тока можно получить различные виды хромового покрытия: молочные блестящие и матовые.
mirznanii.com
Хромирование и никелирование – тонкие покрытия с массой достоинств
«Крас-Прибор» предоставляет услуги по хромированию и никелированию металлических изделий. Хромирование и никелирование – разновидности гальванической обработки. Хроматирование выполняет практическую и декоративную функции. Предметы, покрытые хромом, имеют красивую блестящую металлическую поверхность, одновременно повышаются их защитные свойства и стойкость к коррозии. При немалой толщине хромового покрытия можно добиться увеличения износоустойчивости изделия. Хромом можно покрыть практически любую твердую поверхность.
Никелирование широко используется на производстве деталей химической аппаратуры, автомобилей, медицинского инструмента и деталей, эксплуатируемых в условиях сухого трения. Покрытие никеля отличается равномерностью, оно придает поверхности декоративный привлекательный внешний вид и обеспечивает защиту от коррозии, воздействия агрессивных газов и растворов. Покрытия из никеля позволяют наращивать размеры деталей. Толщина покрытия никелем варьируется в переделах 1-50 мкм. Не только защитные свойства сообщает покрываемой поверхности металлизация никелем, но и позволяет увеличивать размер изделия.
Хромирование и никелирование являются эффективными способами увеличения износостойкости трущихся деталей, защиты их от коррозии, а также способом защитно-декоративной отделки. Существует множество факторов, которые влияют на внешний вид этих покрытий, в частности, условия и параметры процесса хромирования или никелирования. К примеру, процесс хромирования сопровождается интенсивным выделением кислорода и водорода. В процессе хромирования электролит загрязняется примесями железа, меди, цинка, натрия и образующихся трехвалентных ионов хрома. Существует также такой способ хромирования, как бестрещинное хромирование. Оно достигается путем регулирования температуры, концентрации и отношения катализатор/хромовая кислота из электролита. Это позволяет осаждать тонкие слои хрома, почти не имеющие трещин. Такой фактор, как пластичность хромированного покрытия существенно зависит от режима хромирования. Хрупкие осадки хрома (блестящие и матовые) характерны для низких температур электролита и высоких плотностей тока. Более пластичные покрытия получаются при высоких температурах и низких плотностях тока (молочные осадки). Блестящие, матовые и молочные осадки хрома переносят без разрушения упругие деформации основного металла.
kraspribor.ru
Гальваника: хромирование, цинкование или никелирование?
Нанесение гальванических покрытий – процесс, который может показаться несведущему человеку чем-то вроде средневековой алхимии. Металлы погружаются в ванну с раствором, а после такого «купания» полностью внешне преображаются. Своими метаморфозами гальваническое покрытие обязано рецептуре жидкости, называемой электролитом. При сравнительно одинаковых условиях процесса определённый состав раствора способен придать поверхности обрабатываемого металлоизделия различные свойства.

В прошлом году АО «Казанский Гипронииавиапром» открыло новый гальванический цех с единственной в России линией по промышленному применению защиты никель-бор. Подобные предприятия имеются только в США. Поверхность Ni-B является достойной альтернативой традиционному хромированию. Она стойка к износу и высокой температуре и обладает низким трением. Гальваническое покрытие такого рода позволяет изготавливать детали автомобилей и мотоциклов, обладающие большей долговечностью. К примеру, для сохранения блеска хромированная подножка требует ежегодной реконструкции, а нанесение гальванических покрытий из никеля и бора даёт для данной детали гарантию стойкого первоначального вида минимум 5 лет. Осаждение такого покрытия используется для создания антипригарной поверхности не только утюгов, но и выхлопных труб, его используют при изготовлении электронных печатных плат. Электрохимический способ гальванических покрытий означает, что нанесение производится в электролите для металлов – проводников, а химический способ применим и для диэлектриков.
Что применить вместо гальванического цинкования?, хромирование или никелирование
Гальваническое цинкование является одним из самых распространённых способов защиты металла от коррозии – всем известно оцинкованное кровельное железо, «цинковые» вёдра, корыта и тазики. Однако это покрытие чувствительно к действию смол и жиров типа олифы и быстро разрушается при контакте с промасленными или окрашенными деталями. Гальваническое цинкование можно заменить никелированием с примесью бора, что и осуществляется для различных металлоконструкций для отрасли нефтедобычи и переработки, деревообрабатывающей и оборонной промышленности. Гальваника – хромирование, никелирование или цинкование – в любом случае использует электролиты определённой рецептуры, которые и задают защитные свойства поверхностного слоя любого изделия. Выбор технологии определяется множеством факторов, среди которых экономичность процесса, его экологическая безопасность, возможность полной автоматизации, скорость выполнения работ и физико-химические свойства металла или сплава, который необходимо защитить от вредного воздействия окружающей среды и придать требуемые эксплуатационные характеристики. Применение относительно дорогостоящих инноваций не всегда даёт скорую финансовую выгоду, но в конечном итоге окупается сторицей. Для этого необходимо учитывать все факторы оценки целесообразности того или иного вида гальваники.
Обзоры
volix.ru
Никелирование и хромирование
ПЛАН
1. НИКЕЛИРОВАНИЕ. 22. ХРОМИРОВАНИЕ. 6
СПИСОК ИСПОЛЬЗОВАННЫХ ИСТОЧНИКОВ.. 10
1. НИКЕЛИРОВАНИЕ
Никелированные покрытия обладают рядом ценных свойств: они хорошо полируются, приобретая красивый долго сохраняющейся зеркальный блеск, отличаются стойкостью и хорошо предохраняют металл от коррозии.Цвет никелевых покрытий серебристо-белый с желтоватым оттенком; они легко полируются, но со временем тускнеют. Покрытия характеризуются мелкокристаллической структурой, хорошим сцеплением со стальной и медной основой и способностью пассивироваться на воздухе.
Никелирование широко применяют в качестве декоративного покрытия деталей светильников, предназначенных для освещения общественных и жилых помещений.
Для покрытия стальных изделий никелирование часто производят по промежуточному подслою из меди. Иногда применяют трехслойное покрытие никель-медь-никель. В отдельных случаях на слой никеля наносят тонкий слой хрома, при этом образуется покрытие никель-хром. На детали из меди и сплавов на ее основе никель наносят без промежуточного подслоя. Суммарная толщина двух и трехслойных покрытий регламентирована нормалями машиностроения, обычно она составляет 25–30 мкм.
На деталях, предназначенных для работы в условиях влажного тропического климата, толщина покрытия должна составлять не менее 45 мкм. При этом регламентируемая толщина слоя никеля не менее 12–25 мкм.
Для получения блестящих покрытий никелированные детали полируют. В последнее время широко применяют блестящее никелирование, при котором исключается трудоемкая операция механического полирования. Блестящее никелирование достигается при введении в электролит блескообразователей. Однако декоративные качества поверхностей, полированных механическим путем, выше, чем поверхностей, полученных способом блестящего никелирования.
Осаждение никеля происходит при значительной катодной поляризации, которая зависит от температуры электролита, его концентрации, состава и некоторых других факторов.
Электролиты для никелирования относительно просты по своему составу. В настоящее время применяют сульфатные, борфтористоводородные и сульфамитные электролиты. На светотехнических заводах используют исключительно сульфатные электролиты, которые позволяют работать с высокими плотностями тока и получать при этом покрытия высокого качества. В состав этих электролитов входят соли, содержащие никель, буферные соединения, стабилизаторы и соли, способствующие растворению анодов.
Достоинствами этих электролитов являются недефицитность компонентов, высокая устойчивость и невысокая агрессивности. Электролиты допускают в своем составе высокую концентрацию соли никеля, что позволяет увеличивать катодную плотность тока и, следовательно, повышать производительность процесса.
Сульфатные электролиты обладают высокой электропроводностью и хорошей рассеивающей способностью.
Широкое применение получил электролит следующего состава, г/л:
NiSO4·7h3O 240–250
NaCl* 22,5
h4BO3 30
*Или NiCl2·6h3O – 45 г/л.
Никелирование проводят при температуре 60°C, pH=5,6ч6,2 и катодной плотности тока 3–4 A/дм2.
В зависимости от состава ванны и режима ее работы можно получить покрытия, обладающие различной степенью блескости. Для этих целей разработано несколько электролитов, составы которых приведены ниже, г/л:
для матового покрытия:
NiSO4·7h3O 180–200
Na2SO4·10h3O 80–100
h4BO3 30–35
NaCl 5–7
Никелируют при температуре 25–30°C, на катодной плотности тока 0,5–1,0 A/дм2 и pH=5,0ч5,5;
для полублестящего покрытия:
Сернокислый никель NiSO4·7h3O 200–300
Кислота борная h4BO3 30
2,6–2,7-Дисульфонафталиновая кислота 5
Фтористый натрий NaF 5
Хлористый натрий NaCl 7–10
Никелирование ведут при температуре 20–35°C, катодной плотности тока 1–2 A/дм2 и pH=5,5ч5,8;
для блестящего покрытия:
Никель сернокислый (гидрат) 260–300
Никель хлористый (гидрат) 40–60
Борная кислота 30–35
Сахарин 0,8–1,5
1,4–бутиндиол (в пересчете на 100%) 0,12–0,15
Фталимид 0,08–0,1
Рабочая температура никелирования 50–60°C, pH электролита 3,5–5, плотность катодного тока при интенсивном перемешивании и непрерывной фильтрации 2–12 A/дм2, плотность анодного тока 1–2 A/дм2.
Особенностью никелирования является узкий диапазон кислотности электролита, плотности тока и температуры.
Для поддержания состава электролита в требуемых пределах в него вводят буферные соединения, в качестве которых чаще всего используют борную кислоту или смесь борной кислоты с фтористым натрием. В некоторых электролитах в качестве буферных соединений используют лимонную, винную, уксусную кислоту или их щелочные соли.
Особенностью никелевых покрытий является их пористость. В отдельных случаях на поверхности могут появляться точечные пятна, так называемый “питтинг”.
Для предотвращения питтинга применяют интенсивное воздушное перемешивание ванн и встряхивание подвесок с укрепленными на них деталями. Уменьшению питтинга способствует введение в электролит понизителей поверхностного натяжения или смачивающих веществ, в качестве которых применяют лаурилсульфат натрия, алкилсульфат натрия и другие сульфаты.
Отечественная промышленность выпускает хорошее антипиттинговое моющее средство “Прогресс”, которое добавляют в ванну в количестве 0,5 мг/л.
Никелирование очень чувствительно к посторонним примесям, которые попадают в раствор с поверхности деталей или за счет анодного растворения. При никелировании стальных де-
талей раствор засоряется примесями железа, а при покрытии сплавов на основе меди – ее примесями. Удаление примесей осуществляют путем подщелачивания раствора карбонатом или гидроокисью никеля.
Органические загрязняющие вещества, способствующие питтингу, удаляют при кипячении раствора. Иногда применяют тонирование никелированных деталей. При этом получают цветные поверхности, обладающие металлическим блеском.
Тонирование осуществляют химическим или электрохимическим способом. Сущность его заключается в образовании на поверхности никелиевого покрытия тонкой пленки, в которой происходит интерференция света. Такие пленки получают путем нанесения на никелированные поверхности органических покрытий толщиной несколько микрометров, для чего детали обрабатывают в специальных растворах.
Хорошими декоративными качествами обладают черные никелевые покрытия. Эти покрытия получают в электролитах, в которые дополнительно к сульфатам никеля добавляют сульфаты цинка.
Состав электролита для черного никелирования следующий, г/л:
Сульфат никеля 40–50
Сульфат цинка 20–30
Роданистый калий 25–32
Сернокислый аммоний 12–15
Никелирование ведут при температуре 18–35°C, катодной плотности тока 0,1 A/дм2 и pH=5,0ч5,5.
2. ХРОМИРОВАНИЕ
Хромовые покрытия обладают высокими твердостью и износостойкостью, низким коэффициентом трения, стойки к действию ртути, прочно сцепляются с основным металлом, а также химически и нагревостойки.При изготовлении светильников хромирование применяют для получения защитно-декоративных покрытий, а также в качестве отражающих покрытий при изготовлении зеркальных отражателей.
Хромирование производят по предварительно нанесенному подслою медь-никель или никель-медь-никель. Толщина слоя хрома при таком покрытии обычно не превышает 1 мкм. При изготовлении отражателей хромирование в настоящее время вытесняется другими способами покрытия, однако на некоторых заводах он еще применяется для изготовления отражателей зеркальных светильников.
Хром обладает хорошим сцеплением с никелем, медью, латунью и другими материалами, на которые выполняют осаждение, однако при осаждении других металлов на хромовое покрытие всегда наблюдается плохое сцепление.
Положительным свойством покрытий из хрома является то, что детали получаются блестящими непосредственно в гальванических ваннах, для этого не требуется их полировать механическим путем. Наряду с этим хромирование отличается от других гальванических процессов более жесткими требованиями к режиму работы ванн. Незначительные отклонения от требуемой плотности тока, температуры электролита и других параметров неизбежно приводят к ухудшению покрытий и массовому браку.
Рассеивающая способность хромовых электролитов невысокая, что приводит к плохому покрытию внутренних поверхностей и углублений деталей. Для повышения равномерности покрытий применяют специальные подвески и дополнительные экраны.
Для хромирования используют растворы хромового ангидрида с добавкой серной кислоты.
Промышленное применение нашли три типа электролитов: разбавленные, универсальные и концентрированные (табл.1). Для получения декоративных покрытий и для получения отражателей используют концентрированный электролит. При хромировании применяют нерастворимые свинцовые аноды.
Таблица 1 – Составы электролитов для хромирования
| компоненты | составы электролита, г/л | ||
| разбавлен- ного | универсаль- ного | концентри- рованного | |
| хромовый ангидрид серная кислота катодная плотность тока, А/дм2 температура раствора, °С | 150 1,5 45–100 55–60 | 250 2,5 15–60 45–55 | 350 3,5 10–30 35–45 |
Разработано несколько рецептур саморегулирующихся электролитов, в которых автоматически сохраняется соотношение концентрации .
Состав такого электролита следующий, г/л:
Cr2O3 250
SrSO4 5-6
K2SiF6 20
Хромирование производят при катодной плотности тока 50–80 А/дм2 и температуре 60–70°C.
В зависимости от соотношения между температурой и плотностью тока можно получить различные виды хромового покрытия: молочные блестящие и матовые.
Молочное покрытие получается при температуре 65–80°С и
низкой плотности тока. Блестящее покрытие получается при температуре 45–60°C и средней плотности тока. Матовое покрытие получается при температуре 25–45°C и высокой плотности тока. При производстве светильников чаще всего используют блестящее хромовое покрытие.
Для получения зеркальных отражателей хромирование проводят при температуре 50–55°C и плотности тока 60 A/дм2. при изготовлении зеркальных отражателей производят предварительное осаждение меди и никеля. Отражающую поверхность полируют после нанесения каждого из слоев. Технологический процесс включает в себя следующие операции:
шлифование и полирование поверхности;
меднение;
полирование, обезжиривание, декапирование;
никелирование;
полирование, обезжиривание, декапирование;
хромирование;
чистое полирование.
После каждой технологической операции производят 100% -ный контроль качества покрытия, так как несоблюдение требований технологии приводит к отслаиванию подслоя вместе с хромовым покрытием.
Изделия из меди и медных сплавов хромируют без промежуточного подслоя. Детали погружают в электролит после подачи на ванну напряжения. При нанесении многослойных покрытий на стальные изделия толщина слоя регламентируется ГОСТ 3002-70. Значения толщины приведены в таблице 2.
Таблица 2 – Минимальная толщина многослойных гальванических покрытий
| условия работы | условное обозначение группы покрытий | толщина покрытия, мкм | |||
| минимальная | средне- расчетная | ||||
| никелиевого без подслоя | многослойного медь-никель или никель-медь- никель | хромового | |||
| суммарная | верхнего слоя никеля | ||||
| легкие средние жесткие | Л С Ж | 10 30 – | 10 30 45 | 5 10 15 | 0,5 0,5 0,5 |
При хромировании часть шестивалентного хрома Cr6+ попадает в сточные воды, поэтому для предотвращения выбросов Cr6+ в открытые водоемы применяют защитные меры – устанавливают нейтрализаторы и очистные сооружения.
СПИСОК ИСПОЛЬЗОВАННЫХ ИСТОЧНИКОВ
1. Афанасьева Е.И., Скобелев В.М. “Источники света и пускорегулирующая аппаратура: Учебник для техникумов”, 2-е изд., перераб., М: Энергоатомиздат, 1986, 270с.2. Боленок В.Е. “Производство электроосветительных приборов: Учебник для техникумов”, М: Энергоиздат, 1981, 303с.
3. Денисов В.П. “Производство электрических источников света”, М: Энергия, 1975, 488с.
4. Денисов В.П., Мельников Ю.Ф. “Технология и оборудование производства электрических источников света: Учебник для техникумов”, М: Энергия, 1983, 384с.
5. Пляскин П.В. и др. “Основы конструирования электрических источников света”, М: Энергоатомиздат, 1983, 360с.
6. Чуркина Н.И., Литюшкин В.В., Сивко А.П. “Основы технологии электрических источников света” / под общ. ред. Прыткова А.А., Саранск: Мордовское книжное издательство, 2003, 344с.
coolreferat.com
хромирование , никелирование …
DD199 26-09-2011 10:42привет ганзовцы, подскажите , где можно сделать хромирование или никелирование травмата в москве или области ( но желательно в столице) . обыскался уже , везде крупные масштабы только берут… может кто-нибудь поделится инфой и подскажет номер или адрес, ссылку и т.д.
zl0ybk 26-09-2011 18:04Задам другой вопрос, повлияет ли никелирование ствола(ствол от мр-81) на его “боевые” характеристики ?
DD199 27-09-2011 03:24вопрос с подвохом или как? если “или как” , то наврядли это влияет на дульную энергию, а мне оно и не надо , для вида хотел …
BobbyS 27-09-2011 04:01quote:
для вида хотел …


quote:
BobbyS
Красиво!DD199 27-09-2011 13:02
quote:
Originally posted by BobbyS:
BobbyS
это никель второй? или просто полировка?))DD199 27-09-2011 13:50
ааа, думал ваша работа)
это оксид титана , кто-нибудь слышал про такое?
quote:
Originally posted by DD199:
кто-нибудь слышал про такое?
Про финиш блю, да, слышали
quote:
Originally posted by BobbyS:
Про финиш блю
можешь рассказать про это? может кто делает? про покрытие мало инфы , то есть про места где делают …zl0ybk 27-09-2011 18:11
Так что там с никелированием внутренней поверхности ствола? Резинка по поверхности лучше лететь будет?
BobbyS 28-09-2011 12:44 
и Гроза и ТТ вычурная безвкусная ХОХЛОМА!!!!!!! ИМХО
DD199 28-09-2011 01:59quote:
Originally posted by BobbyS:
BobbyS
четко)))BobbyS 28-09-2011 05:36
quote:
Originally posted by SCHNITZERR:
и Гроза и ТТ вычурная безвкусная ХОХЛОМА!!!!!!! ИМХО
Вот чем мне нравится постсоветская вычурная безвкусная хохлома – так это тем, что стреляет без задержек, в отличии от аутентичного со списанными в утиль пугачами сельских участковых ЗИДовского вторчермета

ИМХО
….”охотничий пистолет”….
DD199 28-09-2011 10:42походу никто не владеет инфой про покрытие в москве((
DD199 28-09-2011 11:43quote:
Originally posted by BobbyS:
направление на ремонт и ССю на завод
направление? че за?
походу про хром и никель никто не знает))
DD199 30-09-2011 12:38quote:
Originally posted by BobbyS:
походу нет у народа желания рассказывать где в столице лабают светленькие МР-81
оно и видноvovchun 01-10-2011 20:26
,
BobbyS 01-10-2011 22:08quote:
Originally posted by vovchun:
,

А зачем хромировать? Для особой палевности девайся?
guns.allzip.org
Никелирование в домашних условиях своими руками: технология, советы
Никелирование, которое является достаточно распространенной технологической операцией, выполняют для того, чтобы нанести на поверхность металлического изделия тонкий слой никеля. Толщина такого слоя, величину которого можно регулировать, используя различные приемы, может варьироваться от 0,8 до 55 мкм.

Никелирование используется в качестве защитно-декоративного покрытия, а также для получения подслоя при хромировании
С помощью никелирования металла можно сформировать пленку, обеспечивающую надежную защиту от таких негативных явлений, как окисление, развитие коррозионных процессов, реакции, вызванные взаимодействием с соляной, щелочной и кислотной средами. В частности, очень большое распространение получили никелированные трубы, которые активно используются для производства изделий сантехнического назначения.
Чаще всего никелированию подвергаются:
- изделия из металла, которые будут эксплуатироваться на открытом воздухе;
- кузовные детали мото- и автотранспортных средств, в том числе и те, для изготовления которых был использован алюминиевый сплав;
- оборудование и инструменты, применяемые в общей медицине и стоматологии;
- изделия из металла, которые длительное время эксплуатируются в воде;
- ограждающие конструкции, изготовленные из стали или алюминиевых сплавов;
- изделия из металла, подвергающиеся воздействию сильных химических веществ.
Существует несколько используемых как в производственных, так и в домашних условиях методов никелирования металлических изделий. Наибольший интерес в практическом плане представляют способы никелирования металлических деталей, не требующие применения сложного технологического оборудования и реализуемые в домашних условиях. К таким способам относится электролитическое и химическое никелирование.
Свойства гальванического и химического покрытия никелем
Электролитическое никелирование
Суть технологии электролитического никелирования металлических деталей, имеющей и другое название – «гальваническое никелирование», можно рассмотреть на примере того, как выполняется омеднение поверхности изделия из металла. Такую процедуру можно проводить как с применением электролитического раствора, так и без него.
Деталь, которая будет в дальнейшем обрабатываться в электролитическом растворе, подвергается тщательной обработке, для чего с ее поверхности при помощи наждачной бумаги удаляют оксидную пленку. Затем обрабатываемое изделие промывается в теплой воде и обрабатывается содовым раствором, после чего снова промывается водой.

Крупные детали лучше очищать пескоструйным аппаратом
Сам процесс никелирования выполняется в стеклянной емкости, в которую заливается водный раствор (электролит). В составе такого раствора содержится 20% медного купороса и 2% серной кислоты. Обрабатываемую деталь, на поверхность которой необходимо нанести тонкий слой меди, в растворе электролита помещают между двумя анодами из меди. Чтобы запустить процесс омеднения, на медные аноды и обрабатываемую деталь необходимо подать электрический ток, величину которого рассчитывают, исходя из показателя 10–15 мА на один квадратный сантиметр площади детали. Тонкий слой меди на поверхности изделия появляется уже через полчаса его нахождения в растворе электролита, причем такой слой будет тем толще, чем дольше будет протекать процесс.
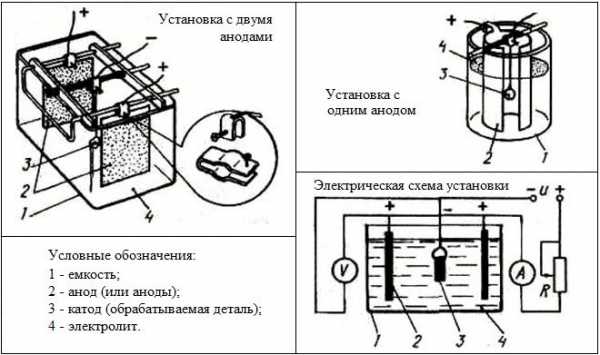
Схема установки для электролитического никелирования
Нанести медный слой на поверхность изделия можно и по другой технологии. Для этого необходимо изготовить кисточку из меди (можно использовать многожильный провод, предварительно сняв с него изоляционный слой). Такую кисточку, сделанную своими руками, надо зафиксировать на деревянной палочке, которая будет служить ручкой.
Изделие, поверхность которого предварительно зачищают и обезжиривают, помещают в емкость из диэлектрического материала и заливают электролитом, в качестве которого можно использовать насыщенный водный раствор медного купороса. Самодельную кисточку подключают к плюсовому контакту источника электрического тока, а обрабатываемую деталь – к его минусу. После этого приступают к процедуре омеднения. Заключается она в том, что кисточкой, которую предварительно обмакивают в электролит, проводят над поверхностью изделия, не прикасаясь к ней. Наносить покрытие, применяя такую методику, можно в несколько слоев, что позволит сформировать на поверхности изделия слой меди, на котором практически отсутствуют поры.
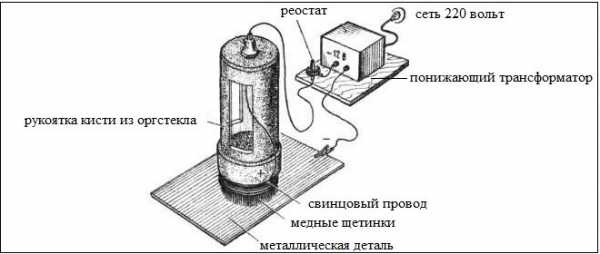
Схема простого приспособления для нанесения покрытия
Электролитическое никелирование выполняется по схожей технологии: при его осуществлении тоже используется раствор электролита. Так же, как и в случае с омеднением, обрабатываемое изделие располагают между двумя анодами, только в данном случае они изготовлены из никеля. Аноды, помещенные в раствор для никелирования, подключаются к плюсовому контакту источника тока, а изделие, подвешенное между ними на металлической проволоке, – к минусовому.
Для осуществления никелирования, в том числе и выполняемого своими руками, используются электролитические растворы двух основных типов:
- водный раствор, включающий в свой состав сернокислый никель, натрий и магний (14:5:3), 2% борной кислоты, 0,5% поваренной соли;
- раствор на основе нейтральной воды, содержащий в своем составе 30% сульфата никеля, 4% хлорида никеля, 3% борной кислоты.
Электролит блестящего никелирования с добавкой органических блескообразователей (натриевых солей)
Выравнивающий электролит блестящего никелирования. Подходит для поверхностей с низким классом очистки
Чтобы приготовить электролитический раствор, сухую смесь из вышеуказанных элементов заливают одним литром нейтральной воды и тщательно перемешивают. Если в полученном растворе образовался осадок, от него избавляются. Только после этого раствор можно использовать для выполнения никелирования.
Обработка по данной технологии обычно длится полчаса, при этом используют источник тока с напряжением 5,8–6 В. Результатом является поверхность, покрытая неравномерным матовым цветом серого цвета. Чтобы она стала красивой и блестящей, необходимо ее зачистить и выполнить ее полировку. Следует иметь в виду, что такая технология не может быть использована для деталей, отличающихся высокой шероховатостью поверхности или имеющих узкие и глубокие отверстия. В таких случаях покрытие поверхности металлического изделия слоем никеля следует выполнять по химической технологии, которую также называют чернением.
Электролит для осаждения черного никеля
Суть технологической операции чернения заключается в том, что на поверхность изделия сначала наносится промежуточное покрытие, основой которого может быть цинк или никель, а на верхней части такого покрытия формируется слой черного никеля толщиной не более 2 мкм. Покрытие никелем, выполненное по технологии чернения, смотрится очень красиво и обеспечивает надежную защиту металла от негативного воздействия различных факторов внешней среды.
В отдельных случаях металлическое изделие одновременно подвергают сразу двум технологическим операциям, таким как никелирование и хромирование.
Химическое никелирование
Процедуру химического никелирования изделий из металла выполняют по следующей схеме: обрабатываемую деталь на некоторое время погружают в кипящий раствор, в результате чего на ее поверхности оседают частички никеля. При применении такой технологии электрохимическое воздействие на металл, из которого изготовлена деталь, отсутствует.
Результатом использования такой технологии никелирования является формирование на поверхности обрабатываемой детали никелевого слоя, который прочно связан с основным металлом. Наибольшей эффективности такой способ никелирования позволяет добиться в тех случаях, когда с его помощью обрабатываются предметы, изготовленные из стальных сплавов.

Комплект для нанесения никелированного покрытия химическим способом
Выполнять такое никелирование в домашних условиях или даже в условиях гаража нетрудно. При этом процедура никелирования проходит в несколько этапов.
- Сухие реактивы, из которых будет приготовлен электролитический раствор, смешиваются с водой в эмалированной посуде.
- Полученный раствор доводят до кипения, а затем в него добавляют гипофосфит натрия.
- Изделие, которое необходимо подвергнуть обработке, помещают в электролитический раствор, причем делают это так, чтобы оно не касалось боковых стенок и дна емкости. Фактически надо изготовить бытовой аппарат для никелирования, конструкция которого будет состоять из эмалированной емкости соответствующего объема, а также диэлектрического кронштейна, на котором будет фиксироваться обрабатываемая деталь.
- Продолжительность кипения электролитического раствора в зависимости от его химического состава может составлять от одного часа до трех.
- После завершения технологической операции уже никелированная деталь извлекается из раствора. Затем ее промывают в воде, в составе которой содержится гашеная известь. После тщательной промывки поверхность изделия подвергается полированию.

Процесс никелировки в домашних условиях
Электролитические растворы для выполнения никелирования, которому можно подвергать не только сталь, но также латунь, алюминий и другие металлы, обязательно содержат в своем химическом составе следующие элементы – хлористый или сернокислый никель, гипофосфит натрия различной кислотности, какую-либо из кислот.
Чтобы увеличить скорость никелирования изделий из металла, в состав для выполнения этой технологической операции добавляют свинец. Как правило, в одном литре электролитического раствора выполняют никелевое покрытие поверхности, площадь которой составляет 20 см2. В электролитических растворах с более высокой кислотностью проводят никелирование изделий из черных металлов, а в щелочных обрабатывают латунь, осуществляют никелирование алюминия или деталей из нержавеющей стали.
Некоторые нюансы технологии
Выполняя никелирование латуни, изделий из стали различных марок и других металлов, следует учитывать некоторые нюансы этой технологической операции.
- Пленка из никеля будет более устойчивой, если она нанесена на предварительно омедненную поверхность. Еще более устойчивой никелированная поверхность будет в том случае, если готовое изделие будет подвергнуто термической обработке, заключающейся в его выдержке при температуре, превышающей 450°.
- Если никелированию подвергаются детали из закаленных сталей, то нагревать и выдерживать их можно при температуре, не превышающей 250–300°, иначе они могут утратить свою твердость.
- При никелировании изделий, отличающихся большими размерами, возникает потребность в постоянном перемешивании и в регулярной фильтрации электролитического раствора. Такая сложность особенно характерна для процессов никелирования, выполняемых не в промышленных, а в домашних условиях.
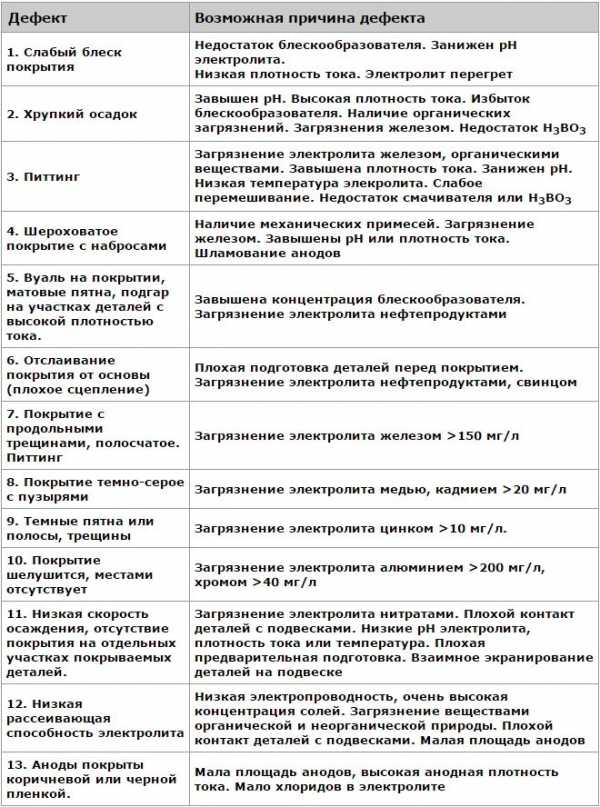
Причины дефектов никелирования
По сходной с никелированием технологии можно покрыть латунь, сталь и другие металлы слоем серебра. Покрытие из данного металла наносят, в частности, на рыболовные снасти и изделия другого назначения, чтобы предотвратить их потускнение.
Процедура нанесения слоя серебра на сталь, латунь и другие металлы отличается от традиционного никелирования не только температурой проведения и временем выдержки, но также тем, что для нее применяют электролитический раствор определенного состава. При этом выполняют данную операцию в растворе, температура которого составляет 90°.

Никелированные латунные фитинги
Чтобы своими руками приготовить раствор, при помощи которого на сталь, латунь и другие металлы наносится слой серебра, достаточно выполнить ряд несложных действий.
- В 10%-й водный раствор соли добавляют аптечный ляпис.
- Осадок серебра, выпавший в растворе, промывают, смешивают с 2%-м гипосульфитом и фильтруют.
- Полученную смесь смешивают с меловой пылью и доводят до сметанообразного состояния.
Такой смесью, которая может храниться только в течение нескольких суток, натирается поверхность металлического изделия, пока на ней не сформируется тонкий слой серебра.

Полученное покрытие легко полируется до блеска
Можно приготовить порошок для серебрения, который не утратит своих характеристик в течение полугода. Для получения такого порошка необходимо смешать 15 граммов ляписа, 55 граммов лимонной кислоты и 30 граммов хлористого аммония. Все компоненты после перемешивания следует перетереть в пыль. Хранится полученный порошок в сухом виде.
Достаточно сложным является никелирование такого металла, как алюминий. Компоненты, входящие в состав электролитического раствора для никелирования изделий из данного металла, дорогостоящие, но даже их использование не дает гарантии того, что сформированный на изделии слой никеля не пойдет пузырями. Блестящее никелирование, если ему подвергают алюминий, может порвать готовое покрытие, поэтому в домашних условиях такую обработку выполняют в условиях слабой адгезии.
Оценка статьи:
Загрузка…Поделиться с друзьями:
met-all.org
Никелирование в домашних условиях – особенности технологии
Никелирование в домашних условиях – процесс несложный. После его проведения металлическая поверхность становится защищенной от коррозии на долгое время. Материал применяется в машиностроительном производстве, в сфере пищевой промышленности, в оптическом производстве.
Конструктивные элементы из черных или цветных металлов защищены от коррозии и меньше подвергаются износу. Если в составе раствора никеля присутствует фосфор, то поверхностная пленка становится прочнее и показатель твердости приближается к хромированной поверхности.
О процессе выполнения
Никелирование – востребованная часть технологии и удачное решение для покрытия обработанного изделия. На деталь наносится тонкий слой жидкого никеля, регулируемой толщины в пределах от 0,8 мкм до 0,55 микрометров. Никелирование металла также выполняет функцию декоративного покрытия.
Этот процесс обеспечит формирование прочной пленки, способствующей обеспечению, в свою очередь, защиты изделия от щелочей и кислот, атмосферных проявлений. Для выпуска сантехнической продукции покрытие труб, кранов, переходников и иных деталей – идеальное решение.

Защиту от внешних воздействий этим методом рекомендуется выполнять для:
- Изделий из металла, эксплуатация которых предусматривается под открытым небом.
- Кузовов автомобильных средств.
- Инструментов и оборудования, которым оснащены стоматологические клиники.
- Металлических деталей, если их эксплуатация планируется в водной среде.
- Стальных или алюминиевых конструкций, выполняющих функции ограждения.
- Изделий, при эксплуатации которых будет взаимодействие с химическими средами.
Всего практикуется несколько уникальных методов выполнения работ. Они нашли применение и в производстве, и в быту. При любом раскладе заинтересовывает процесс проведения этой работы в личных мастерских, ведь не нужно выполнять сложных технологических операций.
К данным методам относят:
- химическое никелирование;
- электролитическое нанесение покрытия.
Параметры гальванических покрытий:
| Критерий оценки | Вид покрытия изделия | |
| гальваническое | химическое | |
| Необходимая температура для плавления материала | 1450 0С | 890 0С |
| Предел удельного сопротивление материала, ОМ х м | Примерно 8,5 *10-5 | Примерно 60 *10-5 |
| Восприимчивость к созданию магнетизма | 37 | 4 |
| Твердость по шкале Виккерса | 250 | 550 |
| Показатель продольной деформации в % | От 10 до 30 | От 3 до 6 |
| Характеристика прочности при сцеплении с поверхностью материала | От 35 до 45 | От 35 до 50 |
Проведение работы
Нанесение на обрабатываемую поверхность тонкой пленки материала способствует созданию блеска и защите от перепада температур и агрессивных воздействий внешних сред.
Перед непосредственным выполнением задачи, металл следует тщательно подготовить, чтобы сцепление никеля с поверхностным слоем было основательным.
Технология подготовки заключается в:
- Обработке наждачной мелкозернистой бумагой.
- Протирке поверхности щеткой и жесткой щетиной или металлической проволокой.
- Промывании водой.
- Обезжиривании в растворе кальцинированной соды.
- Промывании чистой водой еще раз.
Так как поверхность, обработанная никелем, зачастую быстро теряет свойство отражать свет и тускнеет, то производится ее хромирование. Это покрытие обеспечивает надежность при эксплуатации изделия.
Состав, используемый при нанесении на стальную поверхность, обеспечивает катодную защиту материала. Поэтому никелирование стали гарантирует надежность при эксплуатации изделия. Если поверхность отчасти не защищена слоями никеля, то в скором времени проявится ржавчина, а слой отвердевшего никеля постепенно будет отслаиваться. Металл рекомендует покрывать толстым покрытием никеля.
Покрытие можно наносить на медные и железные поверхности, или сплавы на их основе. Титан или вольфрам и иные металлы тоже можно обработать никелем. Покрывать такие материалы, как свинец, висмут, олово или кадмий не рекомендуется. Перед тем как наносить покрытие на стальную поверхность последнюю следует обработать тонким медным слоем.
Электролитическое никелирование
Его же называют гальваническое никелирование. Этот метод считается недорогостоящим, поэтому он наиболее чаще применяем. Покрытия получаются пористыми и непосредственно зависят от подготовки основания и толщины слоя защитного покрытия. Чтобы данная работа была произведена с должным качеством, следует уменьшить процент проявления пор. Для этих целей применяется предварительное омеднение детали или нанесение покрытия многослойным.

Электрохимическое никелирование оснований производится по следующим этапам:
- Электролит никелирования приготавливается по описанной схеме. Для этого на 200 мл воды нужно подготовить 60 граммов сульфата никеля, 7 граммов хлорида никеля, 6 граммов борной кислоты. Все компоненты тщательно развести в воде в предназначенной емкости. Чтобы покрыть стальную или медную поверхность следует использовать аноды из никеля, опускаемые непосредственно в электролит.
- Далее деталь закрепить на проволоке и поместить между пластинками из никеля, а проволоки, проходящие он никелевых пластинок нужно соединить. Подключение деталей производится к отрицательному электрическому заряду, а проволочек к положительному.
- После следует подключение реостата и микроамперметра к цепи регулирования источника тока. Чтобы обеспечить такое действие необходимо выбрать источники тока с показателем напряжения не больше 6 В. Действие силы тока на изделие должно длиться не более 20 минут.
- После обрабатываемое изделие нужно помыть и просушить. В результате получилось матовое сероватое покрытие.
- Для обеспечения блеска необходимо произвести полирование поверхностного слоя.
При всех положительных качествах производства данной операции, имеется существенный недостаток, о котором необходимо помнить. При электролитической обработке металлического изделия, покрытие получается неравномерным, то есть не заполняются раковины, а в местах выступающих шероховатостей никелировочный слой стекает.
Химический способ
Этот метод считается дорогостоящим относительно электролитического. Получается достаточно прочное и тонкое основание нанесенного слоя.
Никелирование деталей производится следующим образом:
- Берется 10%раствор цинка хлористого и разводится небольшими порциями в растворе никеля сернокислого до получения ярко-зеленого оттенка.
- Далее используя сосуд из фарфора, полученную смесь следует нагреть до закипания. Не нужно пугаться, что получиться муть, это никаким образом не повлияет на качество запланированных работ.
- Для никелировки следует опустить в кипящий раствор деталь, предварительно очищенную от пыли и обезжиренную содовым раствором.
- Процесс кипения должен длиться не менее часа, но по мере испарения жидкости в емкость необходимо понемногу добавлять дистиллированную воду. В случае если насыщенный зеленый цвет будет светлеть, то это значит, что необходимо добавить небольшую часть сернокислого никеля.
- После прохождения времени кипения следует вынуть деталь и промыть в воде с растворенным в ней мелом.
- Тщательно высушить на открытом воздухе.
Изделия из чёрного металла, покрытые этим методом получаются прочными и надежными при эксплуатации.
Анализ химического нанесения защитного слоя показывает, что происходящий процесс лежит в основе восстановления никеля из соляной жидкости при помощи натрия гипофосфита и иных элементов. Растворы могут быть как щелочными, так и кислыми.
Предназначение кислотных составов лучше подходит для обработки цветных или черных металлов. Щелочи предназначены для нанесения на нержавеющие поверхности.
Кислота провоцирует снижение разряда при увеличении температуры, но поверхность получается с меньшим показателем шероховатости. При применении такого состава обеспечивается хорошее сцепление покрытия с поверхностью.
Состав раствора на основе воды для покрытия никелем, используется для всех металлов. Можно применять не только дистиллированную воду, но и конденсат, образовавшийся в холодильнике. Химические реактивы лучше применять чистые с буквой “Ч” на упаковке.
Для получения раствора изначально все ингредиенты разводятся в воде, а затем добавляется гипофосфит натрия. Одного литра раствора достаточно для никелирования площади поверхности 10х10 см2.
О черном покрытии
Черное никелирование одновременно преследует две цели:
- декоративность покрытия;
- специализированное назначение.
При этом недостаточно обеспечиваются свойства защиты металла, на основании этого заключения следует наносить промежуточные слои из цинка, кадмия или никеля. При этом сталь нужно оцинковать, а цветные металлы – никелировать. Толщина покрытия довольно толстая до 2 мкм, поэтому оно хрупкое. Для ванн с содержанием никелевого раствора добавляется значительное количество роданида и цинка.
Состав – около 50% элемента никеля, а в оставшейся части содержится углерод, цинк, азот и сера.
Никелирование алюминия либо стальных конструкций производится приготовлением ванн с растворением всех компонентов, с последующим их фильтрованием. С борной кислотой, как правило, возникают проблемы при ее растворении, но ее можно отдельно развести в воде при температуре до 700С. Насыщенное никелирование этим цветом прямо пропорционально показателю плотности подаваемого тока.
О ваннах для никелирования
В домашних мастерских для ванн никелирования используется три составляющих: сульфат, борная кислота и хлорид. Сульфат – играет роль источника образование ионов никеля. Для функционирования анодов из никеля существенное влияние оказывает хлорид, при этом процент концентрации не учитывается.
Если в ванне недостаточно хлорида, то выделение никеля небольшое, снижается показатель выходного тока, и качество полученного покрытия оставляет желать лучшего.
Аноды растворяются почти в полном объеме для протекания процесса покрытия алюминиевых или медных изделий. Хлорид способствуют увеличению проводимости ванн при больших концентрациях цинка. Раствор борной кислоты обеспечивает нормальный уровень кислотности.
Видео: химическое никелирование.
О хромировании пластика
Хромирование пластика в домашних условиях производится следующим образом:
- Чтобы покрыть пластмассу необходимо присоединить конструктивные элементы или детали к трансформатору.
- Взять кисточку, присоединенную тоже к трансформатору и залить электролитом.
- На предварительно подготовленную поверхность нанести слой электролита, движениям и вверх-вниз.
- При необходимости нанесение слоя нужно повторить.
Чтобы хорошо лег слой покрытия, повторять процесс следует не менее 30 раз.
Поверхность пластмассовых деталей после обработки необходимо просушить и промыть водой. Хромирование поверхностей будет смотреться привлекательно, если натереть изделие куском войлока, так покрытию будет придан блеск.
Не всегда удается хромирование изделий из пластика, поэтому предпочтение отдается растворам на никеле.
Хромирование пластмассовых изделий достаточно трудоемкое и затратное, к примеру, цена на трансформатор немалая. Так что лучшим решением будет обращение в специализированную организацию.
При выполнении любой из работ по покрытию изделий происходят химические процессы, поэтому справочник химика 21 пригодится.
metmastanki.ru