Токарный румынский станок – Что скажете о румынском токарном станке snb 400 – Вопросы по выбору станков и оборудования
alexxlab | 24.01.2020 | 0 | Токарный
Сведения о производителе токарно-винторезного станка SN-402, SN-502Изготовитель и разработчик токарного станка модели SN-402, SN-502 – Предприятие токарных станков Арад (Interprinderea de masini unelte ARAD, I.M.U.A), Румыния. SN-402, SN-502 Станок токарно-винторезный. Назначение и область примененияТокарно-винторезный станок SN-402, SN-502 предназначен для выполнения различных токарных работ и нарезания метрической, модульной, дюймовой и питчевой резьб. Обрабатываемые детали устанавливаются в центрах или патроне. Универсальные токарно-винторезные станки SN-402 и SN-502 являются станками средней величины, имея максимальный диаметр обработки 430 мм и, соответственно, 510 мм, а установленная мощность привода 7,5 кВт. Станки могут быть использованы с большой эффективностью как отдельных работ, так для работ небольшой и средней серии, при обработке в универсальном патроне или между центрами. Станины этих токарных станков выполняются во варианте с расстоянием между центрами между 750, 1000, 1500 и 2000 мм. Эти варианты представляют приспособления и для различных производственных задании. Основные операции, выполняемые на этих станках:
Фото токарно-винторезного станка SN-402, SN-502Фото токарно-винторезного станка SN-402, SN-502. Смотреть в увеличенном масштабе
Фото токарно-винторезного станка SN-402, SN-502. Смотреть в увеличенном масштабе
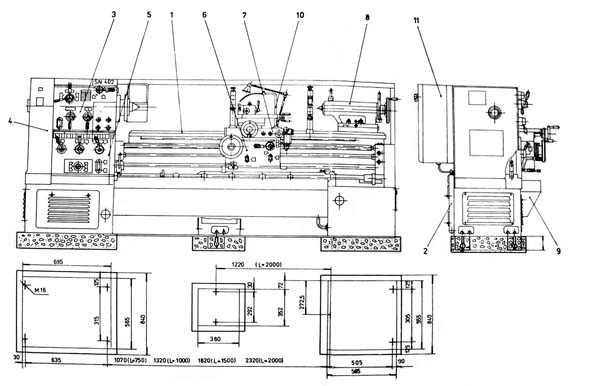
Расположение составных частей токарно-винторезного станка SN-402, SN-502
Расположение составных частей токарно-винторезного станка SN-402, SN-502. Смотреть в увеличенном масштабе Спецификация органов управления токарно-винторезного станка SN-402, SN-502
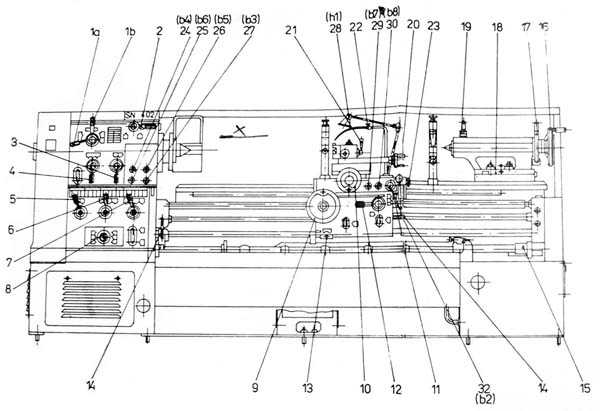
Расположение органов управления токарно-винторезным станком SN-402, SN-502
Расположение органов управления токарно-винторезным станком SN-402, SN-502. Смотреть в увеличенном масштабе Спецификация органов управления токарно-винторезным станком SN-402, SN-502
Схема кинематическая токарно-винторезного станка SN-402, SN-502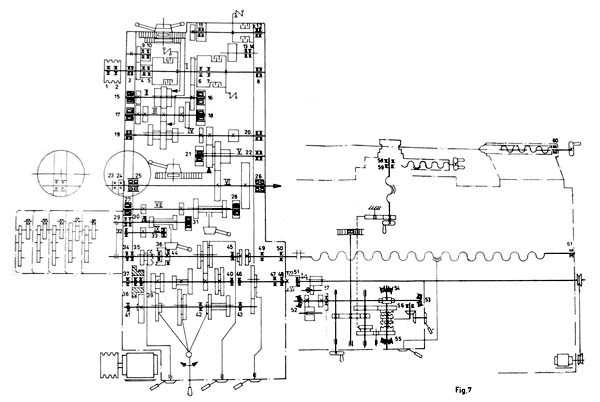 Схема кинематическая токарно-винторезного станка SN-402, SN-502. Смотреть в увеличенном масштабе Схема кинематическая токарно-винторезного станка SN-402, SN-502
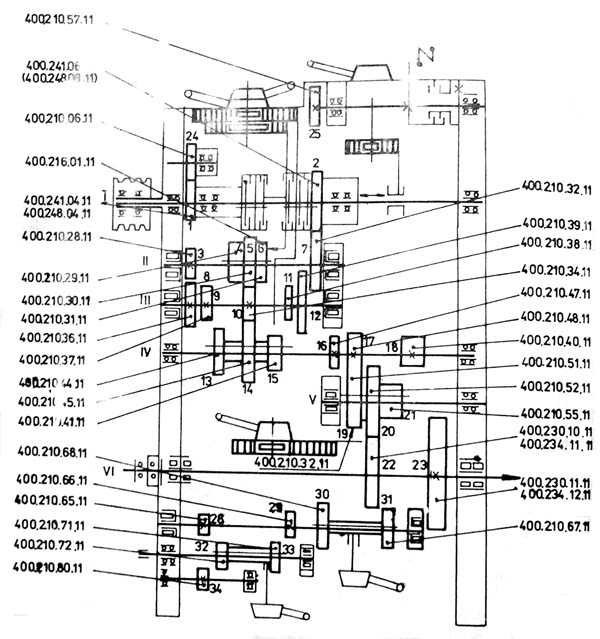
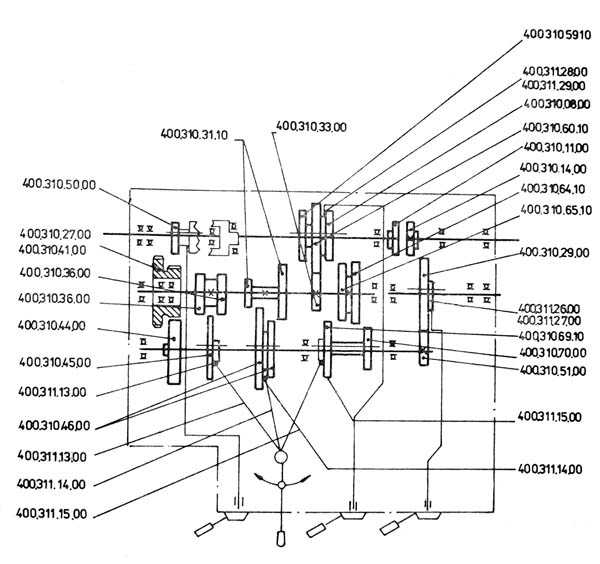
Схема кинематическая токарно-винторезного станка SN-402, SN-502. Смотреть в увеличенном масштабе Схема кинематическая шпиндельной бабки токарно-винторезного станка SN-402, SN-502
Схема кинематическая шпиндельной бабки токарно-винторезного станка SN-402, SN-502. Смотреть в увеличенном масштабе Схема кинематическая коробки подач токарно-винторезного станка SN-402, SN-502
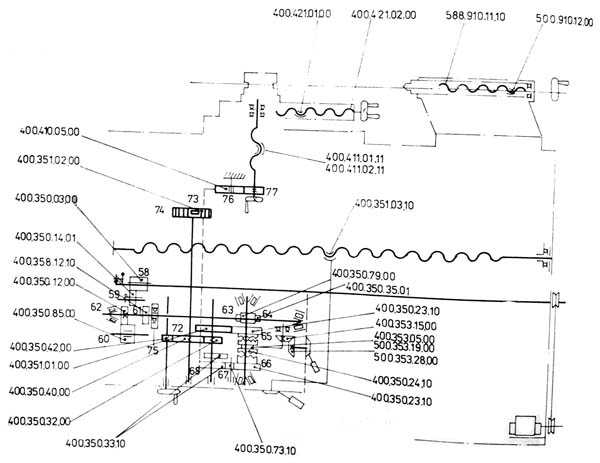
Схема кинематическая коробки подач токарно-винторезного станка SN-402, SN-502. Смотреть в увеличенном масштабе Схема кинематическая фартука и задней бабки токарно-винторезного станка SN-402, SN-502
Схема кинематическая фартука и задней бабки токарно-винторезного станка SN-402, SN-502. Смотреть в увеличенном масштабе Токарно-винторезный универсальный станок SN-402, SN-502. Видеоролик.Технические характеристики токарно-винторезных станков SN-402, SN-502
Связанные ссылки. Дополнительная информация Каталог-справочник токарных станков Паспорта и руководства токарных станков Справочник деревообрабатывающих станков Купить каталог – Купить справочник – Купить базу данных: Прайс-лист информационных изданий | ПродукцияНовости |




stanki-katalog.ru
Румын SN401 – Импортные токарные станки
Пока узнал вот что. Станок сделан в Румынии. Румыния – не самая машиностроительная держава. Визуально, если сравнить этот станок с таким же по классу чешским TOS SV18RA, можно заметить, что качество литья, обработки, сборки у чехов повыше. Высокие отношения (с). Румын сделан грубее. За литейными формами пригляд был хуже. Но румын в работе позволяет гораздо больше. Направляющие закалены у обоих.
В этой серии было два почти одинаковых станка. Сначала они назывались SN400 и SN500, затем SN401 и SN501, и наконец SN402 и SN502. Цифры обозначают диаметр обработки над станиной. Последняя – модификацию. Год производства моего – ориентировочно 1987. Под патроном есть вставка, которую можно вынуть. Тогда можно обработать диаметр 630 мм. Неплохой стандартный патрон 315 мм с комбинированными кулачками. К станку должна прилагаться куча оснастки, но в приданое досталось совсем немного: пара ключей, центра, нечто непонятное (вроде как быстросъёмный резцедержатель), патрон поменьше и похуже (не факт, что родной и вообще подойдёт). Я даже не могу открыть электрошкаф ибо он заперт на треугольный ключ, которого нет в комплекте. Интересно, железнодорожный подойдёт?
Эти станки выпускались с РМЦ 750, 1000, 1500 и 2000. У меня – 750. Это очень хорошо потому, что места мало и нужен был компактный станок. Даже с таким РМЦ есть ускоренная подача, что радует. Диаметр отверстия в шпинделе мог быть 65 и 105. У меня – 105. Это тоже очень хорошо потому, что это даёт универсальность. Например, мне надо будет точить концы габаритных осей. Короче, этот станок я выбрал сознательно. Мог взять за те же деньги того же чеха в идеальном состоянии, но взял этого. По многим параметрам он превосходит 1к62. Удивила штатная конусная линейка. Такого я пока не видел нигде. Мощность привода шпинделя – 7.5 кВт. Сначала думал поставить поменьше, но пока не буду этого делать. Управление бывает механическими и электромагнитными муфтами. У моего – механическое управление, что также очень радует. В фартуке есть маслонасос, который смазывает направляющие.
Станок работает тихо, большая часть режимов и подач работают нормально. На всех режимах я его ещё не гонял. Он неплохо хранился, ржи нет. Призмы в идеальном состоянии, а вот на плоскостях, особенно задней бабки под патроном есть продольные царапины. Видимо, елозили по стружке. В целом станок достаточно уезженый. Ему сильно досталось, а потом красочкой сверху облили и – красота! Это мой первый в жизни токарник. У меня ещё нет ни опыта, ни измерительного инструмента, но всё будет. Сейчас оборудую свою мастерскую, потом покажу её в соответствующем разделе. Три основных станка: листогиб, фрезер и этот уже куплены. Что интересно – все иностранцы. Остались вальцы и заточной, чтоб резцы и фрезы затачивать. Буду благодарен, если на счёт заточного кто что подскажет. Хотелось бы маленький и универсальный. Раскроечный станок сделаю сам на базе мартышки. Потом, может, и до плазмы с ЧПУ дойду.
Вот пока всё, что узнал по конструкции. Продолжение следует.
www.chipmaker.ru
Румынский SN281 – Импортные токарные станки
Всем добрый день.
Продолжу свой монолог.
Разобрал суппорт, снял ведущий валик с убитой шестерней.
Центра нормальные не забитые. Проточил до диаметра 13 мм.
Проточил шестерню 13 мм в минус 6 соток.
Посадил на горячую.
Установил валик, проверил на биение, получил 2 сотки (мерил индикатором по высоте зуба). Для модуля 2 думаю очень даже не плохо.
Забрал у шлифовщика исправленную рейку. По микрометру на длине 500 мм разницы 1,5 сотки.
Первым делом наметил и просверлил отверстия под штифты. Штифты там конусные, конусного сверла у меня нет. Просверлил простым сверлом диаметром на 2 десятки меньше большей стороны конуса.
Надо было на 3 меньше делать, за счет биения сверла штифт свободно заходит почти на одну треть.
Примерил по месту, Попал точно в размер.
Разметил и просверлил отверстия под винты крепления.
Там все оказалось просто.
В станину винты вкручиваются под небольшим углом, 1-2 градуса, для поджатия рейки к верху станины. А отверстия в рейке прямые на 1 мм больше диаметра винта.
Примерка:
Для наглядности старая и новая рейка:
Собрал суппорт, получилось не плохо. При первых перемещениях чувствовалось зацепление шестерня/рейка. Видимо еще не приработались. Погонял суппорт ходовым винтом на всю длину рейки. 20-30 прогонов, точно не считал. Перемещения стали плавными на всей длине. Люфт по лимбу 1,5 деления.
В общем считаю ремонт прошел очень удачно. Я доволен.
Всем спасибо за внимание.
Изменено пользователем Maxim_IIwww.chipmaker.ru