Токарный станок 16е20 – 16Е20 Станок токарно-винторезный универсальный паспорт, руководство, схемы, описание, характеристики
alexxlab | 17.08.2020 | 1 | Токарные станки
16Е20 Станок токарно-винторезный универсальный паспорт, руководство, схемы, описание, характеристики
Сведения о производителе токарно-винторезного станка 16Е20
Разработчик и изготовитель токарно-винторезного станка 16Е20 – Алма-Атинский станкостроительный завод, основанный в 1932 году как чугунолитейный завод № 1 областного отдела легкой промышленности.
С апреля 1942 года после объединения с литейно-механическим заводом “20 лет Октября”, эвакуированным из Луганска, стал называться Алма-Атинским механическим заводом N21 им. 20-летия Октября Наркомата среднего машиностроения СССР.
В 1945 году переименован в Алма-Атинский станкостроительный завод им. 20-летия Октября.
Завод выпускал станки токарно-винторезные: 16Д20, 16Д20П, 16Д20ПФ1, ТВ16, 16Д25, 1Д95, 1Е95, 1М95, 16Е20.
Станки завода Алма-Атинский станкостроительный завод им. 20-летия Октября
16Е20 Станок токарно-винторезный универсальный. Назначение и область применения
Токарно-винторезный станок 16Е20 предназначен для выполнения различных токарных работ и нарезания метрической, модульной, дюймовой и питчевой резьб. Обрабатываемые детали устанавливаются в центрах или патроне.
Особенности конструкции и принцип работы станка 16е20
Многие узлы станка заимствованы у станка модели
Жесткая коробчатой формы станина с калеными шлифованными направляющими установлена на монолитном основании, одновременно служащим стружкосборником и резервуаром для охлаждающей жидкости.
Механизм шпиндельной бабки станка позволяет получить 4 ряда чисел оборотов шпинделя: два ряда с пределами 12 40 и 50 160 об/мин, при включенных переборах 1:32 и 1:8 и два ряда с пределами 200 630 и 500 1600, при включенных переборах 1:2 и 1,25:1. В этом случае переборы 1:32 и 1:8 выключаются.
Шпиндель с фланцевым передним концом смонтирован в прецизионных подшипниках качения, не требующих регулировки в процессе эксплуатации.
Выходной вал шпиндельной бабки через сменные зубчатые колеса соединен с коробкой подач.
Коробка подач (16Б20П.070.000 покупная) обеспечивает перемещение суппорта в широком диапазоне подач от ходового вала при точении и от ходового вжата при нарезании резьб. Для нарезания резьб предусмотрено непосредственное соединение ходового винта с входным валом коробки подач.
Фартук станка (16Б20П.061.000 покупной) снабжен оригинальным механизмом выключения подачи суппорта, обеспечивающим высокую точность останова на жестком упоре. Комплекс ограждающих и блокировочных устройств гарантирует безопасность работы на станке.
На суппорте имеются масштабные линейки с визирами для удобства определения величины перемещения резцовых и поперечных салазок в процессе работы. Новая конструкция резцедержателя улучшает стабильность фиксации.
Наиболее целесообразно использовать станок в инструментальных и ремонтных службах в условиях мелкосерийного и единичного производства на чистовых и получистовых работах.
Класс точности станка Н. При чистовой обработке деталей из конструкционных сталей шероховатость обработанной поверхности V6б.
Отклонение от цилиндричности 7 мкм, конусности 20 мкм на длине 300 мм, отклонение от прямолинейности торцевой поверхности на диаметре 300 мм — 16 мкм.
Обозначение универсального токарно-винторезного станка
1 – токарный станок (номер группы по классификации ЭНИМС)
6 – токарно-винторезный станок (номер подгруппы по классификации ЭНИМС)
Е – поколение станка или обозначение завода – производителя:
- А, К – Станкостроительный завод Красный Пролетарий
- Б – Средневолжский станкостроительный завод
- В – Астраханский станкостроительный завод
- ВТ – Витебский станкостроительный завод
- Д – Алма-Атинский станкостроительный завод им. 20-летия Октября
- Е, Л- Ереванское станкостроительное ПО
20 – высота центров над станиной (220 мм)
Буквы в конце обозначения модели:
Г – исполнение станка с выемкой в станине
К – исполнение станка с гидрокопировальным устройством
М – исполнение станка для серийного производства с гидрокопировальным устройством
П – исполнение станка с повышенной точностью по ГОСТ 8-82
В – исполнение станка с высокой точностью по ГОСТ 8-82
Ф1 – исполнение станка с устройством цифровой индикации УЦИ
Ф3 – исполнение станка с системой ЧПУ
Российские и зарубежные аналоги токарного станка 16Е20
МК6056, МК6057, МК6058 – Ø 500 – производитель Красный пролетарий г. Москва
16Б16, 16Б16П, 16Б16В, 16Б16А – Ø 360 – производитель Средневолжский станкостроительный завод СВЗС, г. Самара
Samat 400L, Samat 400M, Samat 400S – Ø 400 – производитель Средневолжский станкостроительный завод СВЗС, г. Самара
16В20, 16В20П – Ø 445 – производитель Астраханский станкостроительный завод
МСТ1620М – Ø 400 – производитель Минский станкостроительный завод им. Октябрьской революции МЗОР
16ВТ20, 16ВТ20П – Ø 500 – производитель Витебский станкостроительный завод Вистан
CA6140A, CA6140B, CA6240A, CA6240B, – Ø 400 – производитель Shenyang Machine Tool (Group) Co., Ltd. SMTCL Китай
CD6140A, CD6240A – Ø 400 – производитель Dalian Machine Tool Group DMTG Китай
CS6140, CS6140A, CS6240, CS6240A, BJ1630G, BJ1630GD – Ø 400 – производитель Bochi Machine Tool Group Co.,ltd. Китай
C6240 – Ø 400 – производитель Anhui Chizhou Household Machine Tool Китай
GH-1840 ZX – Ø 460 – производитель Jet ( Walter Meier AG WMH ) Швейцария, Китай
CU400, CU400M, C400TM
– Ø 440 – производитель Zmm-Bulgaria Holding Ltd., ЗММ Болгария ХолдингC11MS – Ø 510 – производитель Zmm-Bulgaria Holding Ltd., ЗММ Болгария Холдинг
CU402 – Ø 400 – производитель ZMM Vratsa, ЗММ Враца, Болгария
Габариты рабочего пространства токарного станка 16Е20. Эскиз суппорта

Габариты рабочего пространства токарного станка 16е20
Чертеж шпинделя токарно-винторезного станка 16Е20.

Шпиндель токарно-винторезного станка 16е20
Общий вид токарно-винторезного станка 16Е20

Фото токарно-винторезного станка 16е20

Фото токарно-винторезного станка 16е20
16Е20 Расположение составных частей токарно-винторезного станка

Расположение основных узлов токарно-винторезного станка 16е20
Спецификация составных частей токарно-винторезного станка 16Е20
- Коробка передач – 1Е95.080.000
- Облицовка коробки подач – 1Е95.071.000
- Бабка шпиндельная – 1Е95.020.000
- Электрооборудование – 16Е20.180.000
- Ограждение патрона – АГ-3.260.000
- Экран защитный – 1Е95.270.000
- Ограждение суппорта – 1Е95.254.000
- Резцедержатель – 1Е95.040.000
- Суппорт резцедержателя – 1Е95.044.000
- Каретка – 1Е95.050.000
- Бабка задняя – 1Е95.050.000
- Охлаждение – 16Е20Ф1.053.000
- Основание – 1Е95.010.000
- Фартук – 16Б20П.061.000 (покупной – Гомельский завод станочных узлов)
- Рукоятка дублирующая – 1Е95.076.000
- Централизованная система смазки – 1Е95.240.000
- Коробка подач – 16Б20П.070.000 (покупная – Гомельский завод станочных узлов)
Расположение органов управления токарно-винторезным станком 16Е20

Расположение органов управления токарно-винторезным станком 16е20
Перечень органов управления токарно-винторезного станка 16Е20
- Рукоятка установки частоты вращения шпинделя
- Таблица выбора подач и частот вращения шпинделя
- Рукоятка установки правой и левой резьб и подачи
- Вводный выключатель
- Сигнальная лампа (указатель включения электропитания)
- Кнопка нулевой защиты
- Рукоятка включения насоса охлаждения
- Указатель нагрузки главного привода станка
- Рукоятка установки частоты вращения шпинделя
- Отсчетный лимб с символом цены деления
- Рукоятка поворота и крепления резцовой головки
- Рукоятка ручного перемещения резцовых салазок
- Кнопка включения быстрых ходов каретки и суппорта
- Рукоятка управления ходами каретки и суппорта
- Рукоятка крепления пиноли задней бабки
- Рукоятка крепления задней бабки к станине
- Маховик перемещения пиноли задней бабки
- Винт поперечного перемещения задней бабки
- Рукоятка включения гайки ходового винта
- Защелка включения фартука
- Таблица с символами включения гайки ходового винта
- Кнопочная станция включения, реверсирования и выключения главного привода
- Рукоятка ручной поперечной подачи суппорта
- Маховик ручного перемещения каретки
- Кнопка подачи масла для смазки поперечных салазок и прижимных планок
- Рукоятка управления электродвигателем главного привода
- Рукоятка установки величины подачи или резьбы
- Рукоятка установки вида работ (подача и тип нарезаемой резьбы)
- Аварийный выключатель
- Таблица символов для выбора вида резьбы
- Рукоятка установки величины подачи или резьбы
Схема электрическая принципиальная токарно-винторезного станка 16Е20

Расположение основных узлов токарно-винторезного станка 16е20
Схема электрическая принципиальная станка 16Е20. Смотреть в увеличенном масштабе
Технические характеристики токарного станка 16Е20
| Наименование параметра | 16К20 | 16Е20 |
|---|---|---|
| Основные параметры станка | ||
| Класс точности по ГОСТ 8-82 | Н | Н |
| Наибольший диаметр заготовки устанавливаемой над станиной, мм | 400 | 400 |
| Высота оси центров над плоскими направляющими станины, мм | 215 | 215 |
| Наибольший диаметр заготовки обрабатываемой над суппортом, мм | 220 | 210 |
| Наибольшая длина детали, устанавливаемой в центрах (РМЦ), мм | 710, 1000, 1400, 2000 | 1000 |
| Наибольшее расстояние от оси центров до кромки резцедержателя, мм | 225 | 225 |
| Наибольший диаметр сверла при сверлении стальных деталей, мм | 25 | 25 |
| Наибольшая масса детали, обрабатываемой в центрах, кг | 460..1300 | 460..1300 |
| Наибольшая масса детали, обрабатываемой в патроне, кг | 200 | 200 |
| Шпиндель | ||
| Диаметр отверстия в шпинделе, мм | 52 | 52 |
| Наибольший диаметр прутка, проходящий через отверстие в шпинделе, мм | 50 | 50 |
| Частота вращения шпинделя, об/мин | 12,5..1600 | 20..1600 |
| Количество прямых скоростей шпинделя | 22 | 16 |
| Количество обратных скоростей шпинделя | 12 | 16 |
| Конец шпинделя по ГОСТ 12593-72 | 6К | 6К |
| Коническое отверстие шпинделя по ГОСТ 2847-67 | Морзе 6 | Морзе 6 |
| Диаметр фланца шпинделя, мм | 170 | 170 |
| Наибольший крутящий момент на шпинделе, Нм | 960 | |
| Суппорт. Подачи | ||
| Наибольшая длина продольного перемещения суппорта (каретки), мм | 645, 935, 1335, 1935 | 950 |
| Наибольшая длина поперечного перемещения суппорта, мм | 300 | 275 |
| Скорость быстрых продольных перемещений, мм/мин | 3800 | 3800 |
| Скорость быстрых поперечных перемещений, мм/мин | 1900 | 1900 |
| Максимально допустимая скорость перемещений при работе по упорам, мм/мин | 250 | |
| Минимально допустимая скорость перемещения каретки (суппорта), мм/мин | 10 | |
| Цена деления лимба продольного перемещения, мм | 1 | 1 |
| Цена деления лимба поперечного перемещения, мм | 0,05 | 0,05 |
| Диапазон продольных подач, мм/об | 0,05..2,8 | 0,03..4,21 |
| Диапазон поперечных подач, мм/об | 0,025..1,4 | 0,015..2,1 |
| Количество подач продольных | 42 | 48 |
| Количество подач поперечных | 42 | 48 |
| Количество нарезаемых резьб – метрических | 26 | |
| Количество нарезаемых резьб – модульных | 22 | |
| Количество нарезаемых резьб – дюймовых | 39 | |
| Количество нарезаемых резьб – питчевых | 32 | |
| Пределы шагов метрических резьб, мм | 0,5..112 | 0,5..56 |
| Пределы шагов дюймовых резьб, ниток/дюйм | 56..0,5 | 56..0,5 |
| Пределы шагов модульных резьб, модуль | 0,5..112 | 0,5..28 |
| Пределы шагов питчевых резьб, питч диаметральный | 56..0,5 | 56..2,0 |
| Наибольшее усилие, допускаемое механизмом подач на резце – продольное, Н | 5884 | |
| Наибольшее усилие, допускаемое механизмом подач на резце – поперечное, Н | 3530 | |
| Резцовые салазки | ||
| Наибольшая длина перемещения резцовых салазок, мм | 150 | 130 |
| Перемещение резцовых салазок на одно деление лимба, мм | 0,05 | 0,05 |
| Шкала угла поворота резцовых салазок, град | ±90° | ±90° |
| Цена деления шкалы поворота резцовых салазок, град | 1° | 1° |
| Наибольшее сечение державки резца, мм | 25 х 25 | 25 х 25 |
| Высота от опорной поверхности резца до оси центров (высота резца), мм | 25 | 25 |
| Число резцов в резцовой головке | 4 | 4 |
| Задняя бабка | ||
| Диаметр пиноли, мм | ||
| Конус отверстия пиноли задней бабки по ГОСТ 2847-67 | Морзе 5 | Морзе 5 |
| Наибольшее перемещение пиноли, мм | 150 | 120 |
| Перемещение пиноли на одно деление лимба, мм | 0,1 | 0,1 |
| Величина поперечного смещения корпуса бабки, мм | ±15 | ±15 |
| Электрооборудование | ||
| Электродвигатель главного привода, кВт | 11 | 5,5 |
| Электродвигатель привода быстрых перемещений, кВт | 0,12 | 0,55 |
| Электродвигатель насоса СОЖ, кВт | 0,125 | 0,125 |
| Электродвигатель шлифовального приспособления, кВт | нет | 0,27 |
| Электродвигатель заточного приспособления, кВт | нет | 0,75 |
| Габариты и масса станка | ||
| Габариты станка (длина ширина высота) РМЦ=1000, мм | 2795 х 1190 х 1500 | 2400 х 1220 х 1640 |
| Масса станка, кг | 3010 | 2000 |
Связанные ссылки. Дополнительная информация
Каталог справочник токарно-винторезных станков
Паспорта и схемы к токарно-винторезным станкам и оборудованию
Справочник деревообрабатывающих станков
Купить каталог, справочник, базу данных: Прайс-лист информационных изданий
stanki-katalog.ru
Станок 16Е20 таблицы, шильды — Шильды для оборудования
Описание
Набор таблиц для токарно-винторезного станка 16Е20. Материал — алюминий. Состояние — новое. Печать — термотрансферная. Изделие долговечно и устойчиво к истиранию.
Сведения о производителе токарно-винторезного станка 16Е20
Разработчик и изготовитель токарно-винторезного станка 16Е20 — Алма-Атинский станкостроительный завод, основанный в 1932 году как чугунолитейный завод № 1 областного отдела легкой промышленности.
С апреля 1942 года после объединения с литейно-механическим заводом «20 лет Октября”, эвакуированным из Луганска, стал называться Алма-Атинским механическим заводом N21 им. 20-летия Октября Наркомата среднего машиностроения СССР.
В 1945 году переименован в Алма-Атинский станкостроительный завод им. 20-летия Октября.
Завод выпускал станки токарно-винторезные: 16Д20, 16Д20П, 16Д20ПФ1, ТВ16, 16Д25, 1Д95, 1Е95, 1М95, 16Е20.
16Е20 Станок токарно-винторезный универсальный. Назначение и область применения
Токарно-винторезный станок 16Е20 предназначен для выполнения различных токарных работ и нарезания метрической, модульной, дюймовой и питчевой резьб. Обрабатываемые детали устанавливаются в центрах или патроне.
Многие узлы станка заимствованы у станка модели 1Е95. По всем качественным показателям (производительности, точности, долговечности, надежности, удобству обслуживания, безопасности работы и т. д.) превосходит станок модели 1Е95. Жесткая коробчатой формы станина с калеными шлифованными направляющими установлена на монолитном основании.
Жесткая коробчатой формы станина с калеными шлифованными направляющими установлена на монолитном основании, одновременно служащим стружкосборником и резервуаром для охлаждающей жидкости.
Механизм шпиндельной бабки станка позволяет получить 4 ряда чисел оборотов шпинделя: два ряда с пределами 12 40 и 50 160 об/мин, при включенных переборах 1:32 и 1:8 и два ряда с пределами 200 630 и 500 1600, при включенных переборах 1:2 и 1,25:1. В этом случае переборы 1:32 и 1:8 выключаются.
Шпиндель с фланцевым передним концом смонтирован в прецизионных подшипниках качения, не требующих регулировки в процессе эксплуатации.
Выходной вал шпиндельной бабки через сменные зубчатые колеса соединен с коробкой подач, обеспечивающей перемещение суппорта в широком диапазоне подач от ходового вала при точении и от ходового вжата при нарезании резьб. Для нарезания резьб предусмотрено непосредственное соединение ходового винта с входным валом коробки подач.
На суппорте имеются масштабные линейки с визирами для удобства определения величины перемещения резцовых и поперечных салазок в процессе работы. Новая конструкция резцедержателя улучшает стабильность фиксации.
Фартук станка снабжен оригинальным механизмом выключения подачи суппорта, обеспечивающим высокую точность останова на жестком упоре. Комплекс ограждающих и блокировочных устройств гарантирует безопасность работы на станке.
Наиболее целесообразно использовать станок в инструментальных и ремонтных службах в условиях мелкосерийного и единичного производства на чистовых и получистовых работах.
Класс точности станка Н. При чистовой обработке деталей из конструкционных сталей шероховатость обработанной поверхности V6б.
Отклонение от цилиндричности 7 мкм, конусности 20 мкм на длине 300 мм, отклонение от прямолинейности торцевой поверхности на диаметре 300 мм — 16 мкм.
Обозначение универсального токарно-винторезного станка
1 — токарный станок (номер группы по классификации ЭНИМС)
6 – токарно-винторезный станок (номер подгруппы по классификации ЭНИМС)
Е – поколение станка или обозначение завода — производителя:
- А, К — Станкостроительный завод Красный Пролетарий
- Б — Средневолжский станкостроительный завод
- В — Астраханский станкостроительный завод
- ВТ — Витебский станкостроительный завод
- Д — Алма-Атинский станкостроительный завод им. 20-летия Октября
- Е, Л- Ереванское станкостроительное ПО
20 – высота центров над станиной (220 мм)
Буквы в конце обозначения модели:
Г – исполнение станка с выемкой в станине
К – исполнение станка с гидрокопировальным устройством
М – исполнение станка для серийного производства с гидрокопировальным устройством
П – исполнение станка с повышенной точностью по ГОСТ 8-82
В – исполнение станка с высокой точностью по ГОСТ 8-82
Ф1 – исполнение станка с устройством цифровой индикации УЦИ
Ф3 – исполнение станка с системой ЧПУ
Российские и зарубежные аналоги токарного станка 16Е20
МК6056, МК6057, МК6058 — Ø 500 — производитель Красный пролетарий г. Москва
16Б16, 16Б16П, 16Б16В, 16Б16А — Ø 360 — производитель Средневолжский станкостроительный завод СВЗС, г. Самара
Samat 400L, Samat 400M, Samat 400S — Ø 400 — производитель Средневолжский станкостроительный завод СВЗС, г. Самара
16В20П — Ø 445 — производитель Астраханский станкостроительный завод
МСТ1620М — Ø 400 — производитель Минский станкостроительный завод им. Октябрьской революции МЗОР
16ВТ20, 16ВТ20П — Ø 500 — производитель Витебский станкостроительный завод Вистан
CA6140A, CA6140B, CA6240A, CA6240B, — Ø 400 — производитель Shenyang Machine Tool (Group) Co., Ltd. SMTCL Китай
CD6140A, CD6240A — Ø 400 — производитель Dalian Machine Tool Group DMTG Китай
CS6140, CS6140A, CS6240, CS6240A, BJ1630G, BJ1630GD — Ø 400 — производитель Bochi Machine Tool Group Co.,ltd. Китай
C6240 — Ø 400 — производитель Anhui Chizhou Household Machine Tool Китай
GH-1840 ZX — Ø 460 — производитель Jet ( Walter Meier AG WMH ) Швейцария, Китай
CU400, CU400M, C400TM — Ø 440 — производитель Zmm-Bulgaria Holding Ltd., ЗММ Болгария Холдинг
C11MS — Ø 510 — производитель Zmm-Bulgaria Holding Ltd., ЗММ Болгария Холдинг
CU402 — Ø 400 — производитель ZMM Vratsa, ЗММ Враца, Болгария
Габариты рабочего пространства токарного станка 16Е20. Эскиз суппорта
 Эскиз суппорта
Эскиз суппортаЧертеж шпинделя токарно-винторезного станка 16Е20.
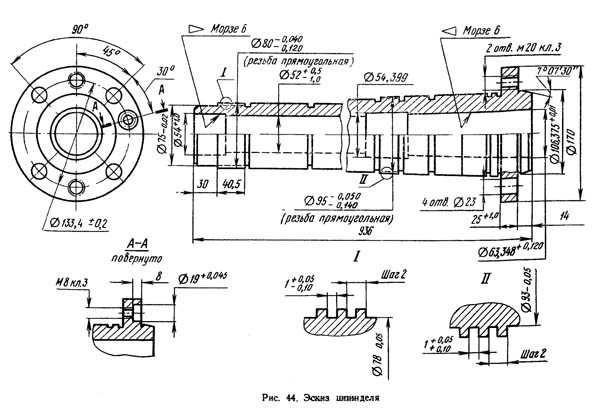 16Е20 Эскиз шпинделя
16Е20 Эскиз шпинделяОбщий вид токарно-винторезного станка 16Е20
 16Е20
16Е20 16Е20
16Е2016Е20 Расположение составных частей токарно-винторезного станка
 Расположение составных частей
Расположение составных частейСпецификация составных частей токарно-винторезного станка 16Е20
- Коробка передач — 1Е95.080.000
- Облицовка коробки подач — 1Е95.071.000
- Бабка шпиндельная — 1Е95.020.000
- Электрооборудование — 16Е20.180.000
- Ограждение патрона — АГ-3.260.000
- Экран защитный — 1Е95.270.000
- Ограждение суппорта — 1Е95.254.000
- Резцедержатель — 1Е95.040.000
- Суппорт резцедержателя — 1Е95.044.000
- Каретка — 1Е95.050.000
- Бабка задняя — 1Е95.050.000
- Охлаждение — 16Е20Ф1.053.000
- Основание — 1Е95.010.000
- Фартук — 16Б20П.061.000
- Рукоятка дублирующая — 1Е95.076.000
- Централизованная система смазки — 1Е95.240.000
- Коробка подач — 16Б20П.070.000
Расположение органов управления токарно-винторезным станком 16Е20
 Расположение органов управления
Расположение органов управленияПеречень органов управления токарно-винторезного станка 16Е20
- Рукоятка установки частоты вращения шпинделя
- Таблица выбора подач и частот вращения шпинделя
- Рукоятка установки правой и левой резьб и подачи
- Вводный выключатель
- Сигнальная лампа (указатель включения электропитания)
- Кнопка нулевой защиты
- Рукоятка включения насоса охлаждения
- Указатель нагрузки главного привода станка
- Рукоятка установки частоты вращения шпинделя
- Отсчетный лимб с символом цены деления
- Рукоятка поворота и крепления резцовой головки
- Рукоятка ручного перемещения резцовых салазок
- Кнопка включения быстрых ходов каретки и суппорта
- Рукоятка управления ходами каретки и суппорта
- Рукоятка крепления пиноли задней бабки
- Рукоятка крепления задней бабки к станине
- Маховик перемещения пиноли задней бабки
- Винт поперечного перемещения задней бабки
- Рукоятка включения гайки ходового винта
- Защелка включения фартука
- Таблица с символами включения гайки ходового винта
- Кнопочная станция включения, реверсирования и выключения главного привода
- Рукоятка ручной поперечной подачи суппорта
- Маховик ручного перемещения каретки
- Кнопка подачи масла для смазки поперечных салазок и прижимных планок
- Рукоятка управления электродвигателем главного привода
- Рукоятка установки величины подачи или резьбы
- Рукоятка установки вида работ (подача и тип нарезаемой резьбы)
- Аварийный выключатель
- Таблица символов для выбора вида резьбы
- Рукоятка установки величины подачи или резьбы
Схема электрическая принципиальная токарно-винторезного станка 16Е20
 16Е20 схема электрическая
16Е20 схема электрическаяshildservice.com
|
Универсальный токарно-винторезный станок модели 16Е20 предназначен для обработки черных и цветных металлов с большой скоростью резания резцами из быстрорежущей стали и твердых сплавов. Станок предназначен для выполнения разнообразных токарных работ, в том числе для нарезания резьб: метрической, дюймовой, модульной и питчевой. Отклонение станка на цилиндричности и конусности , 7 и 20 мк, соответственно, при длине 300 миллиметров, отклонение от прямолинейности при диаметре в 300 миллиметров примерно 16 мк. __________________________ Скачать документацию на токарно-винторезный станок 16Е20Паспорт на токарно-винторезный станок 16Е20 __________________________ Основные технические характеристики токарно-винторезный станок 16Е20
|

ostankah.ru
16E20 Паспорт на станок | Паспорта на станки
ТЕХНИЧЕСКОЕ ОПИСАНИЕ
Станок токарно-винторезный 16E20 (рис 1) предназначен для выполнения разнообразных токарных работ, а таете да нарезания метрической, модульной, дюймовой и питчевой резьб.
Класс точности станка – Н по ГОСТ 8-77.
Задняя бабка перемешается по направляющим станины и крепится к Еей в нужной положении через систему рычагов и эксцентрик 6 (рис.7) рукояткой 4. Перенесение пиноли I осуществляется вращением маховика 5 через винтовую пару 2, 3, а фиксация пинали I – рукояткой 13 на оси 14.
Для установки задней бабка соосно со шпинделем поверхности платиков 17 совмещают в одну плоскость с помощью винтов 12 и 16. Платики 17 расположены на опорной плите 18 и корпусе 15.
Скачать Паспорт на станок токарно-винторезный 16E20
Каретка, суппорт и резцедержатель
Каретка, суппорт и резцедержатель служат для
закрепления режущего инструмента и сообщения ему движения подачи при обработке деталей.
Каретка 10 (рис.8) перемешается по направляющим станины, а стол 7 – по направляющим каретки I (автоматически и вручную). Автоматическое перемещение обеспечивается механизмом фартука с приводом от ходового вала.
Плавность движения каретки определяется степенью поджатия планок 9 и 12 к нижним направляющим станины.
Плавность перемещения поперечных и резцовых салазок зависит от зазора между боковыми поверхностями направляющих и регулируется клиньями.
Суппорт (рис.9) несет на себе четырехпозиционный резцедержатель, который поворачивается рукояткой I (рис.10) и фиксируется через каждые 90°.
На каретке установлены кнопки пуска, реверса, останова и торможения электродвигателя глазного привода.
Фартук снабжен четырьмя мелкозубыми муфтами (рис.II) I, 2, 3, 4 для прямого и обратного хода каретки и суппорта в продольном и поперечном направлениям. Управление перемещениями каретки и нижней части суппорта производится одной рукояткой, направление перемещения которой при включении того или.
Рисунок 1 – Станок токарно-винторезный 16E20
Скачать Паспорт на станок токарно-винторезный 16E20
pasportanastanki.ru
|
Универсальный токарно-винторезный станок модели 16Е20 предназначен для обработки черных и цветных металлов с большой скоростью резания резцами из быстрорежущей стали и твердых сплавов. Станок предназначен для выполнения разнообразных токарных работ, в том числе для нарезания резьб: метрической, дюймовой, модульной и питчевой. Отклонение станка на цилиндричности и конусности , 7 и 20 мк, соответственно, при длине 300 миллиметров, отклонение от прямолинейности при диаметре в 300 миллиметров примерно 16 мк. __________________________ Скачать документацию на токарно-винторезный станок 16Е20Паспорт на токарно-винторезный станок 16Е20 __________________________ Основные технические характеристики токарно-винторезный станок 16Е20
|
ostankah.ru
Станок токарно-винторезный повышенной точности 16Е20П (РМЦ-1000)
Если Вам необходимо купить Станок токарно-винторезный повышенной точности 16Е20П (РМЦ-1000) звоните по телефонам:
в Москве +7 (499) 372-31-73
в Санкт-Петербурге +7 (812) 245-28-87
в Минске +375 (17) 246-40-09
в Екатеринбурге +7 (343) 289-16-76
в Новосибирске +7 (383) 284-08-84
в Челябинске +7 (351) 951-00-26
в Тюмени +7 (3452) 514-886
в Нижнем Новгороде +7 (831) 218-06-78
в Самаре +7 (846) 201-07-64
в Перми +7 (342) 207-43-05
в Ростове-на-Дону +7 (863) 310-03-86
в Воронеже +7 (473) 202-33-64
в Красноярске +7 (391) 216-42-04;
в Абакане, Альметьевске, Архангельске,
Астрахани, Барнауле, Белгороде, Благовещенске, Брянске, Владивостоке, Владимире, Волгограде, Вологде, Иваново, Ижевске, Иркутске, Йошкар-Оле, Казани, Калуге, Кемерово, Кирове, Краснодаре, Красноярске, Кургане, Курске, Кызыле, Липецке, Магадане, Магнитогорске, Майкопе, Мурманске, Набережных Челнах, Нижнекамске, Великом Новгороде, Новокузнецке, Новороссийске, Новом Уренгое, Норильске, Омске, Орле, Оренбурге, Пензе, Перми, Петрозаводске, Пскове, Рязани, Саранске, Саратове, Севастополе, Симферополе, Смоленске, Сыктывкаре, Тамбове, Твери, Томске, Туле, Улан-Удэ, Ульяновске, Уфе, Хабаровске, Чебоксарах, Чите, Элисте, Якутске, Ярославле и в других городах
По всей России бесплатный номер 8 (800) 775-16-64.
В странах СНГ — Беларуси, Туркменистане, Узбекистане, Украине, Таджикистане, Молдове, Азербайджане, Кыргызстане, Армении в городах Бишкек, Баку, Ереван, Минск, Ашхабад, Кишинев, Душанбе, Ташкент, Киев и других для покупки оборудования типа Станок токарно-винторезный повышенной точности 16Е20П (РМЦ-1000) звоните на любой удобный номер, указанный на нашем сайте, или оставьте свои контакты под кнопкой ЗАКАЗАТЬ ЗВОНОК вверху сайта – мы сами Вам перезвоним.
stanok-kpo.ru
Станок токарный 16Е20 Не армян, а Алма-Атинец отл. состояние. Аналог 16К20 (облегчённый) Б/У
46939
- Искать:
- Все →
- Видео
- Объявления
- Новости
- Компании
- Пользователи
- Доска объявлений
- Лента
- Видео
- Каналы
- Компании
- Форумы
- Добавить
- Видео
- Объявление
- Компанию
- Регистрация
- Вход
Навигация
- Доска объявлений
- Металлообработка
- Токарное оборудование
- Токарно-винторезные станки











www.prostanki.com