Токарно винторезный станок 1м63 – 1М63 – технические характеристики токарного станка
alexxlab | 20.06.2018 | 1 | Винторезные станки
Токарно-винторезный станок 1М63: характеристики, паспорт
Токарно-винторезный станок 1М63 разработали и начали выпускать в середине 50-х годов. Данное оборудование на тот момент имело уникальные технические характеристики, станок 1М63 позволил проводить обработку на высоком качестве заготовок из различных металлов.
 Токарно-винторезный станок 1М63
Токарно-винторезный станок 1М63Область применения
Покупателями винторезного станка 1М63 зачастую становились машиностроительные заводы с довольно крупным объемом производства. Это связано с тем, что ходовой винт модели позволяет проводить обработку заготовки длиной 750-10000 мм в зависимости от РМЦ. Однако сегодня этот токарно-винторезный станок существенно уступает современным винторезным моделям по показателю производительности и точности обработки. Назначение: можно точить цилиндрические и конусообразные детали, нарезать резьбу.
Токарный станок модели 1М63 может использоваться для работы со сложными формами и округлыми типами заготовок. Дополнительное назначение – нарезка различных типовых резьб. Чертеж оборудования предполагает очень удобную конструкцию основного шпинделя и самого резца, кроме того допускается установка для работы следующих инструментов: зенкеров, сверл, метчиков и плашек. Сама заготовка для последующей обработки может закрепляться непосредственно в патроне либо поддерживается крепеж в центрах.
К основным достоинствам машины приписывают:
- простота выполнения любой операции;
- не сложная конструкция узловых элементов машины;
- станина токарного станка 1М63 характеризуется достаточной жесткость, также увеличены стандарты температурной стабильности и точности обработки;
- характеристики двигателей установки имеют высокие показатели мощности, что облегчает обработку по металлу;
- износостойкость каждого отдельного узлового агрегата имеет высокие значения;
- скорость нарезания резьб очень высокая;
- кинематическая схема отличается определенной жесткостью, что положительно сказывается на всей работоспособности установки;
- в комплектации 1М63 присутствуют электрические и стандартные механические блокировки, которые обеспечивают максимальную безопасность при выполнении любой операции.
Особенности конструкции
У 1М63 есть несколько качеств, которые выделяют его среди других станков токарной группы:
- Резцедержатель 1М63 создан так, что можно использовать инструменты из специальных сплавов и быстрорежущей стали. Резцедержатель создан так, что можно его изменять под режущий инструмент и поворачивать на нужный угол.
- Токарный станок по металлу 1М63 относится к классу винторезных машин, которые отвечают за возможность проведения работы по нарезанию резьб. Для этого устанавливается гитара сменных шестерен. Кроме этого коробка скоростей имеет сменные зубчатые колеса. Путем подбора зубчатых колес можно изменять шаг резьбы.
- Для того чтобы точение детали могла проводится на высокой скорости и при высоких показателях подачи повысили жесткость нижней части суппорта и станины.
- На токарно-винторезном станке 1М63 установлен специальный двигатель и коробка подач, которые дают возможность ускорить движение суппорта во время точения заготовки. Коробка подач также имеет шестерни из каленной стали.
- При создании верхней части 1М63 также предусмотрели возможность перемещения. Именно поэтому при установке стандартного резцедержателя можно проводить точение конических поверхностей.

Гитара токарного станка 1М63
Паспорт токарно-винторезного станка 1М63 указывает на то, что вес варьируется в пределе от 4200-13200 в зависимости от показателя РМЦ. Проведем также обзор основных характеристик.
Скачать паспорт (инструкцию по эксплуатации) токарно-винторезного станка 1М63
Широкий спектр выполняемых работ на токарном оборудовании этой модели обеспечивается отдельными модернизациями конструкции. Любая операция по точению, созданию конусов и нарезанию резьб выполняется достаточно легко, без тонкой скрупулезной настройки. Дополнительными конструкционными особенностями установки 1М63 являются:
- размер поперечника заготовок повышен до 700 мм.;
- показатель допустимого диаметра деталей над суппортом равняется 350 мм.;
- увеличен допустимая масса заготовок, теперь можно работать с деталями до 3,5 тонны;
- диаметр отверстия цилиндрической формы в главном шпинделе равняется 105 мм.;
- имеется функция крестообразного смещения суппортов в продольной плоскости – 5,2, в поперечной до 2 м/минуту;
- повышена мощность силового узла до 15 кВт.;
- масса модели составляет 5750 кг.
Суппорт токарного станка 1М63
Большие габариты, увеличенная функциональность позволяют устанавливать модель 1М63 в больших цехах, где упор делается на количество выпускаемой продукции. При этом точность работы и эффективность машины также остается на достаточном уровне.
Основные характеристики
Устройство фрикциона токарно станка 1М63, как и остальных его элементов соответствует установленным стандартам в 1982. Модель относится к классу точности Н и должна соответствовать установленным стандартам. Технические характеристики следующие:
- Подшипники шпинделя 1М63 поддерживают частоту вращения в пределах от 10 до 1 250 об/мин.
- Токарный станок может иметь самый различный показатель РМЦ. Во время работы оба фиксирующих элемента неподвижные.
- Модель может использоваться для обработки длинных и не жестких деталей с различным показателем РМЦ. Для этого предусмотрена возможность установки люнета. Однако стоит учитывать, что люнет не поставляется в комплекте. Люнет для токарного станка 1М63 используется для ограничения при обработке деформации деталей.
- Резцедержатель выполнен в классическом стиле: инструмент сам по себе неподвижный, двигается только суппорт. Расстояние между осью центров и кромкой резцедержателем составляет 32 см. При изготовлении резцедержателя применяется прочный материал, который исключает вероятность деформации конструкции. Настройка резцедержателя позволяет подобрать оптимальные показатели точения.
- Отверстия в шпинделе 65 мм. Шпиндель используется для установки заготовок диаметром 630 мм. Прямой прут может устанавливаться и подаваться по мере точения на рассматриваемом токарно-винторезном 1М63.
- Устанавливается задняя бабка на рассматриваемом токарно-винторезном станке, при ее мощи фиксируется задний конец.
- Коробка передач дает возможность регулировать скорость в 22 диапазонах.
- Суппорт имеет продольную и поперечную подачу в автоматическом режиме.
- Кинематический механизм довольно сложный. Есть передняя и задняя бабка. В передней бабке есть коробка скоростей. Задняя бабка позволяет фиксировать второй конец детали. Положение задней бабки может изменяться. Также используются обгонные муфты 1М63, отвечающие за поддержание точности работы.
- При рассмотрении коробок скоростей и подачи отметим высокую прочность и надежность. Ремонтопригодность коробок делает токарно-винторезный станок 1М63 более привлекательным.
- Электрический шкаф расположен в передней бабке, что подтверждает чертеж токарного станка 1М63.
- Фартук токарного станка 1М63 управляется при помощи специального переключателя.
- Характеристика сменных колес позволяет нарезать дюймовую, метрическую, модульную и питчевую резьбу. Технический потенциал у модели довольно большой. Установить можно сменные колеса для точения резьбы самого различного типа
Приобрести люнет для повышения качества обработки следует в случае, когда нужно проводить высокоточное точение деформирующихся заготовок. Люнеты могут изготавливаться из самых различных материалов. Если не использовать люнет, то сильная подача приведет к деформации заготовки. Люнеты могут устанавливаться и сниматься в зависимости от поставленных задач.
Электрооборудование и кинематическая схема
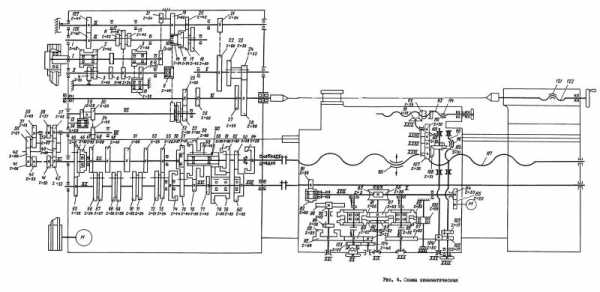
Кинематическая схема станка 1М63
Токарно-винторезный станок 1М63, электросхема которого имеет 4 электродвигателя, также имеет подробное описание каждого узлового модуля в своем паспорте. Основной мотор может работать от сети 50 Гц или 60 Гц. Электрическая схема указывает на то, что мотор имеет мощность 13 кВт.
Инструкция по эксплуатации предусматривает охлаждение системы. Для этого также устанавливается большой мотор. Кинематическая схема указывает на необходимость подачи 22 литров жидкости в минуту. Мощность электродвигателя 0,12 кВт.
Кинематический механизм представлен и мотором, который обеспечивает ускоренное движение суппорта. Резец передвигается вместе с суппортом благодаря установке мотора, мощность которого 1,1 кВт.
Кинематическая схема станка 1М63 также указывает на наличие четырех муфт. Муфта фрикционная 1М63 отвечает за движение каретки: продольный и поперечный проход проводится во время обтачивания, внутренний механический элемент позволяет быстро подводить режущий инструмент. Электромагнитный тип устройства позволяет быстро изменять положение каретки. Имеется фрикционная муфта прямого хода 1М63, которая предназначена для обеспечения плавности прямых подач в оборудовании.

Электрическая схема станка 1М63
Ремонт оборудования
Работа на любом оборудовании предполагает проведение как планового ремонта, так и комплексного. Мероприятия по восстановлению работоспособности отдельных механизмов требуются для модели 1М63 достаточно редко. Но, постепенная потеря стабильности, расшатывание отдельных компонентов конструкции ведет к понижению точности операций и снижении скорости обработки.
Для проведения комплексного ремонта у производителя заказчику необходимо совместно со станком отсылать следующие документы: технические паспорт установки, специальные акты предыдущих технических осмотров и ведомость, в которой отражена информация о сборочных узловых модулях.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru
Токарный станок 1М63: характеристики и устройство
Станок произведен в 1950 году, но насколько старая модель справляется с задачами современной обработки заготовок. Токарный станок 1М63 – ретро модель, она поражает своей эффективностью современных специалистов.
В послевоенный период повышенное внимание уделялось производственным мощностям и повышению качества обработки металлических заготовок. На помощь рядовым низкоэффективным моделям оборудования пришел инновационный станок 1М63. Разработанный рязанскими инженерами агрегат обладал уникальной расширенной функциональностью, это существенно увеличивало продуктивность работы.
Общие сведения
С внедрением модели 1М63 на крупных производствах заготовок были повышены стандарты качества обработки металлов и цветных сплавов. Каждая деталь, изготовленная на новом оборудовании, обладала повышенной долговечностью, точностью изгибов. Погрешность каждой операции сводилась к минимальным значениям.
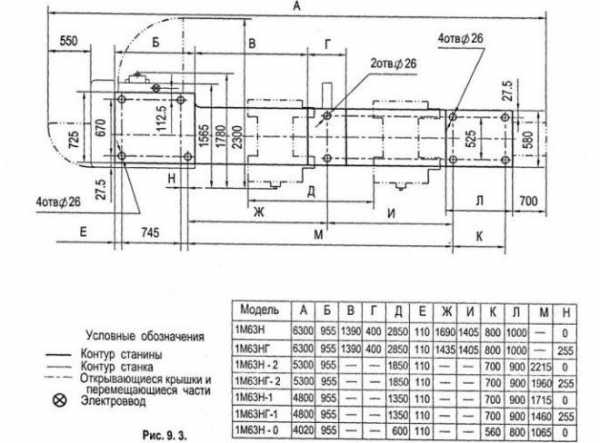
Установочный чертеж токарного станка
Новый станок 1М63 стал лидером по важнейшим показателям безопасности операций, удобству работы, максимальной производительности. Предназначался он для производственных мощностей и больших нагрузок, но также подходил для индивидуального использования в частных мастерских.
Агрегат способен нарезать и растачивать любую разновидность резьбы на заготовках любого размера. На станке легко обтачивать поверхности металла, цилиндрической формы, обтачивать конусные фасоны, обрезать отверстия, накатывать сетчатое рифление.
Примечательной особенностью оборудования считается значительно увеличенная жесткость главной станины станка. При грамотной настройке шпинделя, рациональному выставлению каретки точность выполнения каждой операции стремиться к максимальной, а надежность результата поражает собственными показателями.
Конструкция токарного станка
Характеристики и особенности станка
Любой завод, закупивший подобное оборудование, выходил на лидирующие позиции по эффективности в собственном регионе. Даже в современных цехах используется модель 1М63 в качестве высокоэффективного средства обработки. Особенностями этого агрегата считаются:
- В работе агрегата используются твердые резцы, они создаются из быстрорежущего металла. Легко работать с инструментом из специальных прочных сплавов.
- Отрегулировать шаг резьбы, осуществить настройку величины подач мастера могут простым способом. За эту регулировку отвечает гитара шестеренок сменного вида, зубчатые колесики основной коробки передач.
- Благодаря увеличенной жесткости каретки, станины и тонкой настройки шпиндельного механизма поддерживается высокая скорость для любой операции.
- Верхняя часть токарно-винторезного станка 1М63 незначительно смещается, это обуславливает возможность вытачивать конусы увеличенной длинны.
- Суппорт передвигается быстро в различных направлениях. Эти движения обеспечивает дополнительный двигатель, он питается от общей сети.
Супорт токарного станка
Параметры агрегата
Технические возможности агрегата ограничиваются следующими допустимыми параметрами:
- согласно ГОСТ точность обработки деталей достигает показателя «H»;
- диаметр обтачиваемых заготовок над суппортом достигает 35 см, обработка над станиной ограничивается 63 см;
- максимальный показатель длины заготовки доходит до 140 см;
- центры оборудования расположены на высоте 31,5 см;
- вращение шпинделя поддерживается на заниженных до 18/1800 оборотов в минуту, это происходит при включении заднего хода. Прямой ход шпинделя осуществляется на оборотах – 10/1250.
- встроенная система торможения играет роль коробки передач, это позволило выделить на станке 22 прямые скорости обработки и 11 обратных.
Токарный станок 1М63
Описание и тонкости использования оборудования
Для допуска любого специалиста к агрегату этому человеку необходимо полностью разобраться с техническими характеристиками токарного станка 1М63. Знание возможностей, основных модулей устройства и правил безопасности становится пропускным билетом к осуществлению первой операции.
Цикл работы:
- начало эксплуатации сопровождается предстартовой проверкой рабочей зоны, ее очистки;
- разбросанные инструменты следует убрать, проверить отсутствие посторонних предметов на станине;
- включить привод необходимо нажатием на кнопку запуска, она расположена рядом с коробкой подач;
- приборная панель оснащена дополнительной кнопкой запуска, это облегчает работу;
- мотор привода отвечает за рабочую подачу оборотов, ускоренное движение обеспечивается дополнительным двигателем.
Пуск основного двигателя производится при выключенном фрикционе.
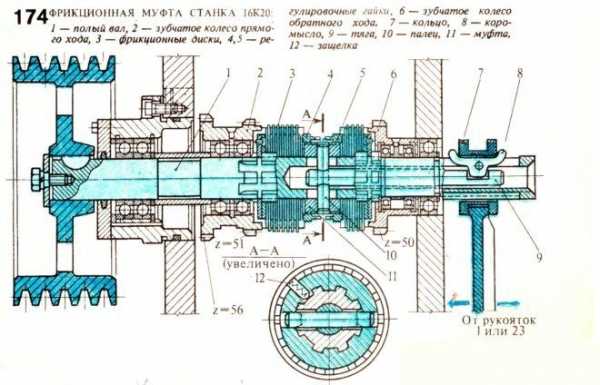
Устройство фрикционной муфты токарного станка
Любая поломка, ограничивающая работоспособность агрегата, не должна ремонтироваться собственными средствами. Поскольку станок – агрегат повышенной опасности, его ремонт обязан осуществлять квалифицированный мастер.
Характеристики суппорта устройства:
- максимально допустимое перемещение в продольной плоскости равняется 126 см, при поперечном движении допускается отклонение от изначального положения на 40 см;
- резцовая головка одновременно оснащается 4 токарными инструментами;
- поддерживается продольное ускоренное движение суппорта по имеющимся направляющим станины 4,5 м, а в поперечной плоскости – 1,6 м.
Рассматривая лимб, легко обнаружить множество делений, каждое из них соответствует 1 мм в продольной плоскости, 0,05 мм при поперечном передвижении.
При совершении лимбом полного оборота происходит смещение суппорта на 30 см в продольной плоскости, и 5 мм в поперечное отклонение.
Обеспечивает передвижение суппорта механический привод, имеется ручное управление этим модулем, но для ускоренного движения суппорта необходимо применить специальный электродвигатель.
Изначально устройство токарно-винторезного станка 1М63 кажется сложным, но изучение предписаний инструкции позволяет легко овладеть тонкостями работы на этом агрегате.
Преимущества агрегата
Функциональные преимущества, которые выводят станок на лидирующее место, по эффективности:
Стандартная укомплектованная версия 1м63 со временем была доработана, что позволило увеличить точность конечного результата. Такое усовершенствование еще больше увеличило возможности устройства, а также повысило стандарты качества.
Конструктивными особенностями модели, которые обеспечивают высокую эффективность работы, являются:
- Точность обработки обеспечивается тремя факторами, они воплощены инженерами-разработчиками: высокая стабильность температурного режима любой операции, максимальная вибрационная устойчивость, повышенная жесткость всей конструкции.
- Ускоренное нарезание резьбы обеспечивается при использовании реверсивного режима работы, это позволяет увеличить скорость до 30%.
- Уникальная блокировочная система и ограждения рабочей зоны позволили создать безопасные комфортные условия для работников.
- Мощность двигателя превосходит альтернативные модели станков.
- Увеличены допустимые размеры обрабатываемых деталей. Заготовки токарно-винторезного станка 1М63 достигают в длину 10 метров, а масса таких деталей доходит до 3,5 тонны.
- Прочность зубчатых колес увеличена за счет особого изготовления, они выполнены из легированных стальных материалов.

Зубчатое колесо токарного станка 1М63
Полностью укомплектованный станок модели 1М63 обладает необходимой функциональностью, она позволила ему завоевать популярность не только советского пространства, но и зарубежного. В будущем на базе этого технологичного агрегата было разработано множество модификаций, дополнительных рабочих модулей и систем, они по техническим возможностям значительно превосходили базовую комплектацию.
Несмотря на перфекционизм современного оборудования, увеличенные до невозможности их эксплуатационные характеристики, модификации 1М63 используются в цехах по сегодняшний день, при этом обеспечивая обработку тысяч новых заготовок.
Видео по теме: 1М63(ДИП300) токарно винторезный станок
promzn.ru
Токарно винторезный станок 1М63 – обзор
СодержаниеЭтот станок предназначен для обработки небольших деталей выполненных из цветных или черных металлов. Быстрорежущие и твердосплавные инструменты подходят для индивидуального и мелкосерийного производства в машиностроительных заводах.
Токарно-винторезный станок
Токарно-винторезный станок 1М63 может точить наружные цилиндрические и конические поверхности, торцы, прорезать канавки и отрезку, обтачивать конические фасоны поверхностей, сверлить, зенкеровать и развертывать отверстия, нарезать различные резьбы (метрическую, дюймовую) резцом, накатывать сетчатые рифления поверхности.
Конструктивные особенности устройства
Повышенная жесткость станины, широкий диапазон настроек каретки и на шпинделе, определили надежность и высокую точность выполнения операций. Конструкция может выполнять все типы токарных работ, в том числе, формирование различных типов резьбы. Станок позволяет применять различные резцы.
Конструкция суппорта оснащена механической подачей, это позволяет обрабатывать длинные конусы.
Особенности станка:
- суппорт быстро перемещается в поперечном и продольном направлениях. Эти манипуляция возможны благодаря электродвигателю;
- главное движение представляет собой ступенчатый механизм. За эту функцию отвечает коробка скоростей, передачи в которой переключаются путем изменений порядка сцепления шестерен;
- многофункциональная коробка скоростей. Механизмы устройства позволяют реверсировать движения суппорта. Дополнительная опция – увеличение шага нарезаемой резьбы.
Токарно винторезный станок 1м63 оснащен закрытым фартуком, который имеет встроенную систему смазки. Она состоит из плунжерного насоса и распределителя масла. По указателю уровня масла регистрируют состояние текущего процесса.

Токарно-винторезный станок 1М63-3
Для нарезания точной и специальной резьбы нужно создать набор с зубчатыми колесами. В дальнейшем их устанавливают в коробку передач.
Станок с габаритами 353×168х129 см и общей массой 4300 кг имеет точность «Н». Основные паспортные характеристики включают максимально допустимый размер заготовки:
- над станиной – 63 см;
- над суппортом – 35 см.
Допустимая высота центров – 31,5 см во время обработки можно использовать заготовки длиной 140 см и массой 2000 кг.
В паспорте указана характеристика шпинделя:
- Электродвигатель мощностью 13 кВт.
- Частота вращения прямого движения – 10-1250 об/мин., обратное движение – 18-1800 об/мин.
- Отверстие диаметром 7 см.
- Скорость при прямом вращении – 22, при обратном – 11.
Станок оснащен механизмом торможения шпинделя. Он включает в себя электрическую часть, активация которой происходить при нажатии на соответствующую кнопку на пульте управления.
Характеристики подачи:
- Продольное смещение — 126 см, попересчное — 40 см.
- Резцовые салазки перемещаются на 22 см.
- Количество подач — 44.
- Продольные подачи осуществляются в пределах 0,064-1,025, а поперечные – 0,026-0.38.
- Деления лимба составляет 0,05 мм.
к меню ↑
Люнеты и подшипники на токарный станок 1М63Н
Люнеты 1М63 считаются самыми популярными моделями в своей области, так как их часто используют для станков токарно-винтового типа. Изделия предназначены для обработки сложных конических и цилиндрических поверхностей.

Комплект роликов (в сборе) для неподвижного люнета станка 1М63Н
Процесс предполагает наружную и внутреннюю обработку и нарезание резьбы. В зависимости от того, какую операцию необходимо выполнить, люнеты могут меняться.
data-ad-client=”ca-pub-8514915293567855″
data-ad-slot=”5929285318″>
Неподвижные люнеты изготавливают из крепких металлов (в основном используют чугун). Устанавливая конструкция важно проследить, чтобы нижняя часть соответствовала направляющим станка.
Фиксация заготовки происходит по винтовой системе (три кулачка обеспечивают надежное закрепление). Если деталь обрабатывают по центру, тогда люнеты выступают в качестве промежуточной опоры.
В комплектацию деталей станка входят «подшипники качения». Подшипники разделяют на множество различных типов, но все они имеют общий принцип работы.
Кольца вращаются относительно друг друга благодаря промежуточным элементам (телам качения), через которые происходит передача движения (качения). Увеличенная контактная поверхность между кольцами значительно уменьшает силу трения.
Таким образом, можно добиться высокой скорости вращения, а подшипники будут служить еще долгое время. Подшипники качения имеют отличительную черту – тела качения (ролики, шарики, иглы).

Неподвижный люнет для токарно-винторезного станка 1М63
Сепаратор защищает тела качения от взаимодействия между собой. Но существуют подшипники, которые состоят из тел качения и сепаратора или без наличия сепаратора.
к меню ↑
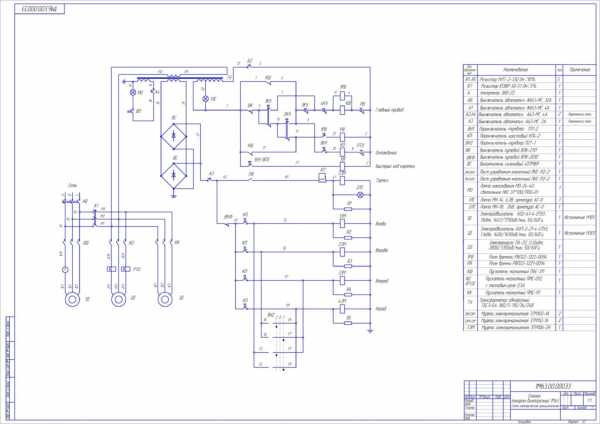
Электрическая схема станка
Электросхема принципиальная включает:
- главный привод;
- привод подач;
- привод охлаждения.
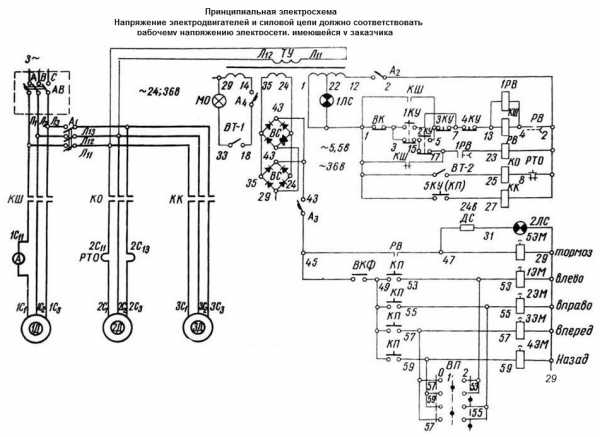
Электрическая схема токарно-винторезного станка 1M63-3
к меню ↑
Преимущества и недостатки станка 1М63
Преимущества:
- жесткость, виброустойчивость и температурная стабильность гарантируют точную обработку;
- высокая износостойкость оборудования;
- быстрая обработка резьбы;
- высокая жесткость кинематической цепи;
- наличие электрических и механических блокировок гарантирует безопасную работу.
Основной недостаток станка – невысокая мощность, что не позволяет использовать его для крупносерийного производства.
к меню ↑
Ремонт токарно-винторезного станка
Перед отправкой станка на капитальный ремонт, его необходимо очистить от стружки и грязи. Масло и охлаждающую жидкость сливают. Если агрегат не снимают с фундамента, тогда запчасти, заготовки и отдельные детали необходимо убрать.

Токарно-винторезный станок 1М63 советского производства
Если станок отправляют в ремонтный завод, с ним направляют следующие документы:
- Технический паспорт (другие документы от производителя).
- Акт о техническом осмотре.
- Ведомость о сборочных единицах (запчасти), которые направляют с оборудованием.
Запчасти (шкивы, муфты и т.д.) нужно демонтировать, скомплектовать с другими парными деталями и отправить в ремонт. Универсальные принадлежности (патроны, планшайбы, люнеты, делительные головки, оправки, тиски и т.п.) не входят в капитальный ремонт конструкции. Эти запчасти ремонтируются отдельно от станка за дополнительную плату.
Станок должен быть укомплектован всеми деталями независимо от их степени износа.
Технические характеристики станка 1М63
Отсутствующие запчасти изготавливают за дополнительную плату.
Если поступивший в ремонт станок имеет запчасти (или отсутствуют базовые детали) со сквозными трещинами, выломанными стенками, днищами или перегородками его не примут на капитальный ремонт.
Такой случай предполагает составление акта на описание станка, только после этой процедуры возможен восстановительный ремонт по соглашению сторон.
к меню ↑
Обзор сборки и работы токарно-винторезного станка 1М63 (видео)
data-full-width-responsive=”true”
data-ad-client=”ca-pub-8514915293567855″data-ad-slot=”8040443333″>
ostanke.ru
Токарный станок 1М63: характеристики, конструкция, схемы, паспорт
Станок по металлу модели 1М63 пользовался особой популярностью на территории стран бывшего Советского Союза. Агрегатом осуществляли обработку заготовок различного диаметра. Токарная установка отправлялась на экспорт в разные страны, отличаясь от конкурентов надежностью и неприхотливостью использования.

Предназначение
Токарный станок 1М63 предназначается для обработки сложных и округлых металлических поверхностей. Кроме того, он применяется для нарезки резьбы. Для обработки торцов заготовки могут использоваться различные резцы, сверла, метчики, зенкеры, плашки. Обрабатываемые заготовки устанавливаются в центрах либо патроне.
Главными его достоинствами считаются элементарность использования, жесткость опоры и сильные двигательные системы. Эти преимущества определяют работу токарного оборудования в течение длительного периода времени.
Маркировка моделей
Число — буквенный индекс винторезного агрегата 1М63 показывает:
- цифра 1 – токарное оборудование;
- число 6 показывает, что станок относят к разряду металлорежущих установок;
- буква «М» указывает на поколение токарного устройства;
- цифра 3 – допустимый радиус обрабатывания болванки, составляет 315 мм.
Среди модифицированных версий токарного станка возможно следующее обозначение:
- Г – агрегат с углублением в несущей станине;
- А, М – в токарном устройстве присутствует механический привод резцового суппорта;
- Б – показатель быстроходности станка;
- К – установка с копировальной оснасткой;
- П – показывает точность обработки согласно “ГОСТ 8-82”;
- Ф1 – прибор с установкой цифровой индикации;
- Ф2 – винторезная установка с системой численного позиционирования ЧПУ;
- Ф3 – агрегат оснащен непрерывным ЧПУ.

Модификационные модели
Время и повышенный спрос заставляет специалистов совершенствовать токарное оборудование. Станок 1М63, определенный для обработки металлических поверхностей, пришел на смену стандартной модели 163. Агрегаты выпускались в большом объеме. Неудивительно, но на некоторых производственных площадках сохранились эти токарные агрегаты в надлежащем виде и до сих пор эксплуатируются, несмотря на все пройденные гарантийные сроки. Токарно-винторезный станок 1М63 через некоторое время сам послужил прототипом модели 1М63Н. Токарный станок 1М63Н отличается усовершенствованной оснасткой по сравнению с прежними моделями серии. Буква «Н» показывает, что устройство обеспечивает нормальную точность.
Главные отличия 1М63Н от предыдущих версий серии:
- повышенная мощность основного привода;
- увеличенная скорость обработки резьбы;
- расширенный диаметр проема в шпинделе;
- способность обрабатывать изделия до 10 м в длину и массой до 3,5 тонн с повышенной точностью;
- применение легированной стали в шестернях;
- повышенная безопасность использования.
Среди основных модификаций устройства 1М63 выделяют следующие модели: 1М63Ф101, 1М63БГ, 1М63М, 1М63Н 1М63НГ, 1М63НП.
Стоит отметить, что популярный прежде токарно-винторезный станок 1М63 снят с производства и больше не выпускается.
Как работает?
Перед тем как непосредственно приступить к выполнению токарных работ, необходимо внимательно ознакомиться с техникой безопасности и правилами эксплуатации станка.
Пренебрежение данными инструкциями влечет за собой последствия. Поэтому если у рабочего не имеется навыка работ с токарным оборудованием, то в его же интересах заручиться поддержкой специалиста, который проконтролирует эксплуатацию установки.
После того как токарный агрегат смонтирован и подключен, необходимо предварительно подготовить его к эксплуатации. Рабочее место должно быть в чистоте, без лишних деталей и инструментария. Чтобы запустить привод следует нажать кнопку запуска на блоке подач. Дополнительная кнопка включения располагается на панели приборов каретки. Фрикцион должен быть в выключенном состоянии.

Движение суппорта приводится посредством четырех фрикционных муфт, располагающихся в фартуке устройства. На фартуке также предусмотрен переключатель зажимных устройств (муфт), две из которых предоставляют продольный ход, а другая половина поперечное движение. Тумблер обладает несколькими режимами – нейтральным и наклонными положениями, соответствующие вектору хода каретки. Верхушка переключателя обладает кнопкой, которая контролирует скоростное движение суппорта.
В ситуациях, когда токарно-винторезный станок 1М63 серьезно поврежден, его нужно отправить на восстановление, предварительно приведя в надлежащий порядок. Наряду с оборудованием, в сервис должен быть предоставлена и техническая документация, чтобы решить вопрос с запасными деталями.
Конструктивные особенности
Как уже выяснилось, то токарно-винторезный станок 1М63 способен осуществлять различные виды точения, обработку конусов, изготовление резьбы любого типа.
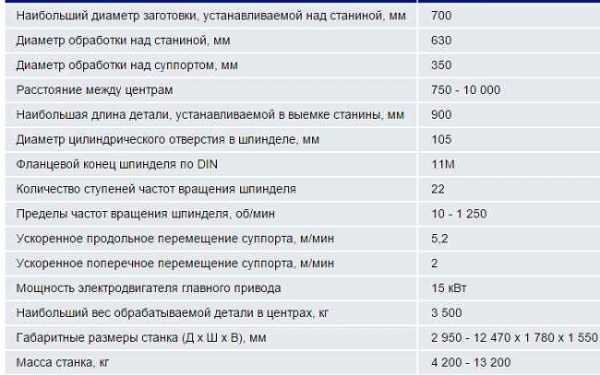
Среди основных технических характеристик 1М63 выделяют:
- допустимый поперечник детали, смонтированный над главной опорой – 700 мм;
- предельный диаметр изделия над суппортом – 350;
- максимальный вес болванки – 3,5 т;
- степень вращения шпиндельного узла – 22 ед.;
- диаметр цилиндрического проема в шпинделе – 105 мм;
- степень вращения – от 10 до 1250 об/мин;
- крестообразное перемещение суппорта – 5,2 (продольное) и 2 (поперечное) м/мин;
- мощность силового агрегата – 15 кВт;
- размеры устройства – 5 240 x 1 780 x 1 550;
- масса оборудования – 5750 кг.
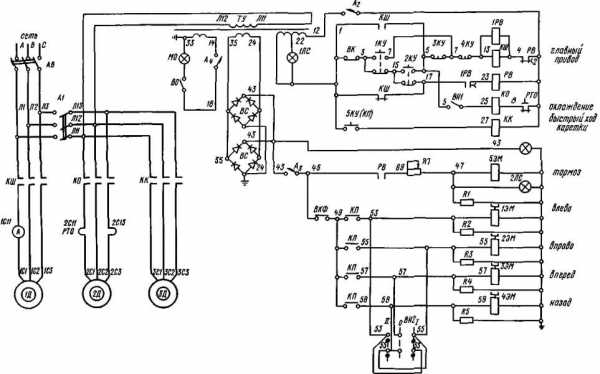
Так выглядят основные технические характеристики станка 1М63. Если требуется просмотреть полную документацию оборудования или 1М63 паспорт, то их можно скачать бесплатно, нажав на пункт «скачать паспорт на станок 1М63». Электрическая схема оборудования представлена ниже.
Люнет
Что такое люнет? Люнет – станочное приспособление, служащее дополнительной опорой при обработке заготовок. Они предназначаются для возделывания деталей круглого и конического типа.
Люнет меняется при разных видах обработки. Неподвижный люнет производят из чугуна. Монтируя конструкцию, необходимо учитывать факт соответствия направляющим установки. Установка детали осуществляется по винтовой схеме. В случаях, когда рабочую поверхность следует закрепить по центру, то люнет выступает в роли вспомогательной опоры.

Фото: люнет для станка 1М63
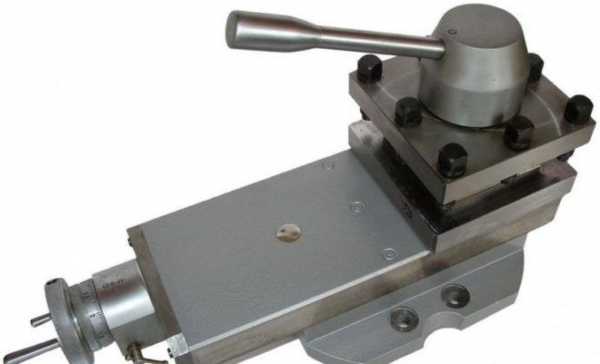
Суппорт
Этот элемент станка предназначается для фиксации режущего инструментария. Он имеет крестовидную конструкцию и может передвигаться, как по осевым направляющим несущей станины, так и в перпендикулярном направлении – по кареткам токарного станка. Перемещение осуществляется ручным, механическим способом, для этого в устройстве предусмотрен специальный механизм.
Задняя бабка
Этот механизм системы устанавливается к направляющим несущей станины посредством 2 планок и 4 болтов. Легкое передвижение задней бабки по направляющим обусловлено наличием установленных в мостик четырех радиальных шарикоподшипниках. Чтобы определить степень удаления пиноли при сверлении металлических поверхностей, монтируется винтовой лимб, а осевое перемещение пиноли производится посредством маховика.

Охлаждающая система
Из описания в паспорте следует, что система охлаждения 1М63 – это насос, смонтированный в правой тумбе, откуда охладитель поступает к инструменту. Отработанный раствор собирается в поддоны, находящиеся в лицевой и оборотной стороне станка. Далее эта смесь снова поступает в резервуар правой тумбы.
Фартук
В станке этот механизм – закрытого типа, с удаляемой лицевой стенкой. Передник получает вращательные движения посредством ходового винта либо ролика. Так как токарно-винторезный станок 1М63 обладает электромагнитными муфтами, регулировка фартука сконцентрирована в одной рукояти. Вектор поворота рукояти совпадает с направленностью хода подач либо каретки. В фартуке присутствует обгонная муфта, позволяющая включать скоростной режим при задействованной рабочей подаче. Чтобы избежать одновременного запуска бегунка и рабочего винта, в оборудовании предусмотрена электрическая блокировка.
Электрооборудование
Станок токарно-винторезный оборудован 4 двигателями:
- Основной движок A02-6I-4 СПУЗ со степенью вращения до 1750 об/мин.
- Силовой агрегат охлаждающей системы XI4-22М. Частота вращения мотора 3350 об/мин, с номинальной мощностью 0,12 кВт. Система способна подавать охладитель – 22 л/мин.
- Движок, способствующий ускоренному передвижению каретки A02-2I-4. Частота вращательного хода – 1690 об/мин, мощность – 1,1 кВт.
- Насос С12-54, служащий для подачи смазывающей смеси – 8,2 л/мин. На него устанавливается стандартный фильтр модели Г41-22.
Электрическая схема 1М63
Стоит отметить, что основной двигатель 1М63 запускается только при включенном фрикционе.
Блок скоростей и подач агрегата
В левой лицевой зоне станины расположена коробка скоростей, а шкив ее привода вращается за счет работы мотора. Все скорости регулируются по принципу ступенчатой работы коробки. Шкив, приведенный в движение, запускает работу многочисленных составных элементов коробки скоростей, а контролирует и регулирует скорость – оператор, путем выбора подходящей скорости, которых всего 22. Причем от самого вала шпиндель получает 6 максимальных скоростей, благодаря чему коэффициент полезного действия (КПД) агрегата значительно повышается.
Все шестерни, с помощью которых изменяется скорость работы станка, производят из термически закаленной стали и имеют высокие показатели прочности. Эти детали размещены на шлицевых металлических валиках, а валы, в свою очередь, работают на роликовых и шариковых видах подшипников. Помимо этого, узел контроля и регулировки скоростей оснащен двумя специальными устройствами, позволяющие изменять ход работы суппорта на обратное движение и делать больше шаг изготавливаемой резьбы в четыре или шестнадцать раз.
Подобный агрегат сделан в двухосной закрытой комплектации. За счет работы шестерней и переключения рычагов коробки подач, оператор без особого труда может контролировать и регулировать работу во время выполнения поставленных задач.
Сама же коробка подач станка 1М63 выполнена в закрытом варианте. Использованием необходимых рычагов и заменой специальных зубчатых шестерней, при производственной необходимости, можно произвести отладку процесса подач для изготовления нормального ряда различных видов резьбы, а также получения нужных подач при возделывании всевозможных деталей на данном токарном станке. А для создания высокоточных и специализированных индивидуальных резьб лучше воспользоваться возможностью перехода на прямое включение винта.
На основе 1М63 было создано невероятное количество модификационных моделей, придавая этому токарному агрегату особую значимость. Несмотря на новое поколение современных станков, установка 1М63 продолжает стоять на многих производственных предприятиях страны, обрабатывая ежедневно огромное количество заготовок.
Паспорт
Скачать паспорт токарно винторезного станка 1М63
oxmetall.ru
Токарный станок 1М63 (Дип 300): устройство,характеристика,схемы станка

Общие сведения
Токарно винторезный станок 1М63 предназначен для обработки сравнительно небольших деталей из черных и цветных металлов быстрорежущим (Р18, Р6М5) и твердосплавным (ВК, ТК, ТТК) инструментами в индивидуальном и мелкосерийном производствах в цехах машиностроительных заводов и других отраслях промышленности. На токарном станке 1М63 осуществляется точение наружных цилиндрических и конических поверхностей, торцов, прорезания канавок и отрезку, обтачивание конических фасонных поверхностей, сверления, зенкерования и развертывание отверстий, нарезание различных резьб резцом, нарезание метрической, дюймовой резьбы метчиком и плашкой, накатывание сетчатых рифлений поверхности.
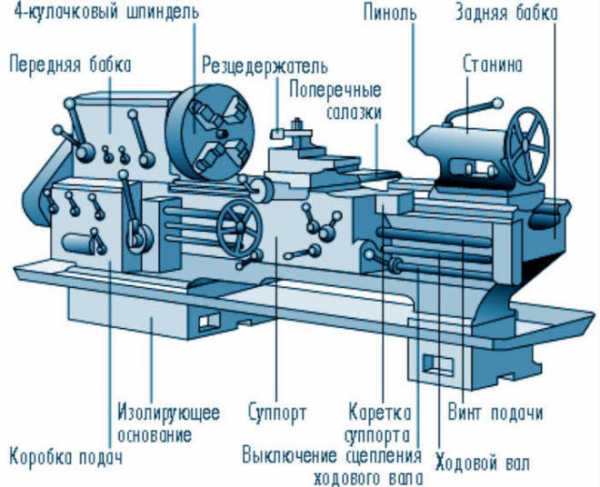
Устройство токарного станка 1М63 (Дип 300)
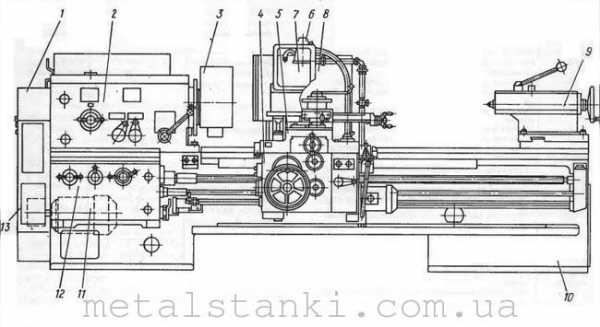
Устройство токарного станка 1М63
- Сменные шестерни
- Передняя бабка
- Ограждение патрона
- Фартук
- Суппорт
- Электрооборудование
- Ограждение
- Ограждение
- Задняя бабка
- Станина
- Электродвигатель
- Коробка подач
- Защитный кожух
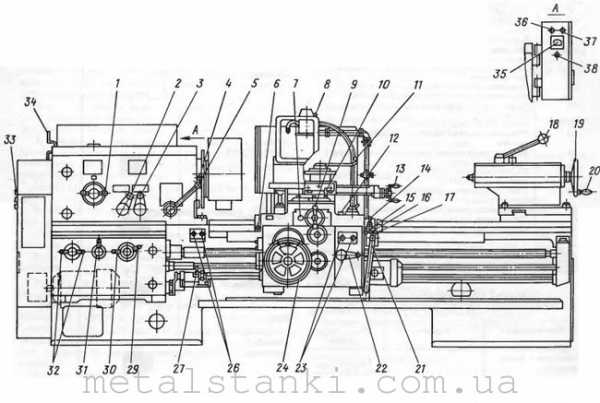
Органы управления токарного станка 1М63 (Дип 300)
1,5 Рукоятка регулировки частоты вращения об/мин шпинделя;
2. Ручка установки основного или увеличенного шага P и деления на многозаходные резьбы;
3. Ручка установки на нарезание правой и левой резьб и величины подачи;
4. Кнопка фиксации ограждения патрона;
6. Ручка включения насоса для ручной смазки направляющих суппорта;
7. Ручка включения поперечной подачи;
8. Тумблер включения освещения;
9. Рукоятка ручной поперечной подачи S суппорта;
10. Ручка включения механического поперечного перемещения верхнего суппорта;
11. Ручка включения поворота и закрепления резцедержателя;
12. Головка зажима и разжима сухаря крепления каретки;
13. Ручка ручного поперечного перемещения верхнего суппорта;
14. рукоятка включения и быстрых ходов суппорта;
15.Тумблер переключения на точении конусов и цилиндров;
16. Тумблер включения насоса подачи СОЖ;
17. Переключатель подач дистанционного управления;
18. Ручка крепления пиноли задней бабки станка;
19. Маховик осевого перемещения пиноли задней бабки;
20. Рукоятка маховика;
21, 27 Рукоятка управления фрикционом;
22. Ручка включения гайки ходового винта станка;
23, 26 Кнопочные станции включения и выключения главного привода станка;
24. Маховик продольного перемещения суппорта по направляющим станины;
29. Рукоятка настройки наладки шага резьбы и отключения ходового винта;
30.Ручка настройки величины шага P резьбы и подач;
31. Рукоятка выбора резьбы;
32. Рукоятка выбора подачи и шага нарезаемой резьбы;
33. Квадрат вала шкива для деления на многозаходные резьбы;
34. Выключатель вводной;
35. Указатель нагрузки;
36. Сигнальная лампа, показывающая включение и отключение электромагнитного тормоза;
37. Сигнальная лампа наличия напряжения;
38. Сигнальная лампа – аварийная.
www.metalstanki.com.ua
Токарно-винторезный станок модели 1м63
1. Назначение и устройство токарно-винторезного станка 1м63
Данный токарно-винторезный станок нормальной точности 1м63 (н) предназначен для выполнения различных токарных работ, таких как обтачивание цилиндрических поверхностей, подрезание торцов, протачивание канавок, отрезание обработанной детали, растачивание внутренних цилиндрических поверхностей, сверление, зенкерование, развертывание, обработка конических поверхностей, а также для нарезания метрической, дюймовой и питчевой резьб. Высокая мощность привода и жесткость станка, широкий диапазон частоты вращения шпинделя и подач позволяют полностью использовать возможность прогрессивных инструментов при обработке различных матералов.
Техническая характеристика 1М63
2. Устройство и работа основных узлов станка
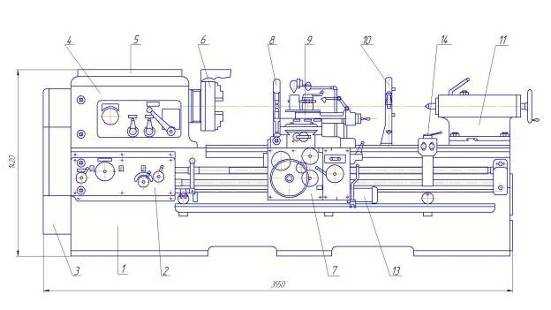
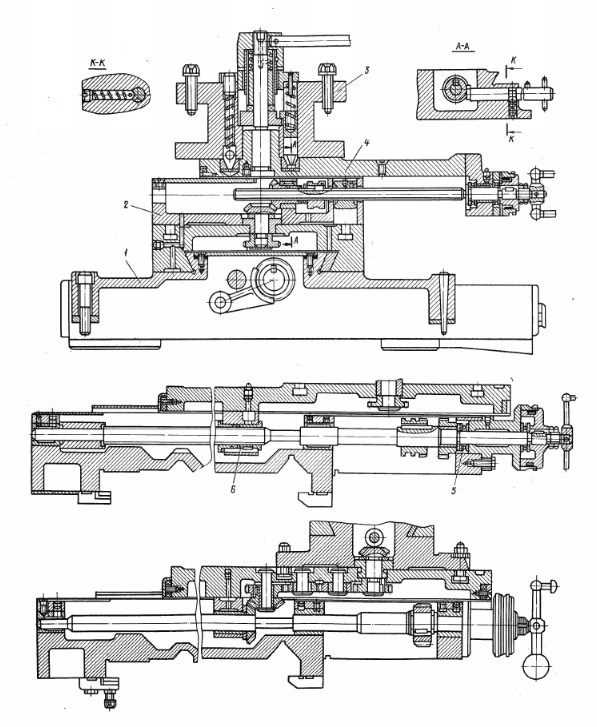
Рисунок 1 (Токарно-винторезный станок мод. 1М63)
Станок состоит из следующих основных узлов (рис. 1):
Станины 1, коробки подач 2, гитары сменных колес 3, передней бабки 4 со шпинделем 6, электрошкафа 5, фартука 7 и суппорта 9, подвижного 8 и неподвижного 10 люнетов, задней бабки 11, электродвигателя для ускоренного перемещения суппорта 13, механизма поддержки ходового винта и вала 14.
Станина. Станина является базовой сборочной единицей, на которой монтируются остальные сборочные единицы.
Станина цельнолитая с тумбами, имеет две призматические направляющих для каретки и две для задней бабки, из которых одна плоская.
Внутри станины имеются наклонные люки (окна) для отвода стружки и охлаждающей жидкости.
В правой тумбе помещается бак с эмульсией и электронасос. На левой тумбе сзади крепится электродвигатель главного привода.
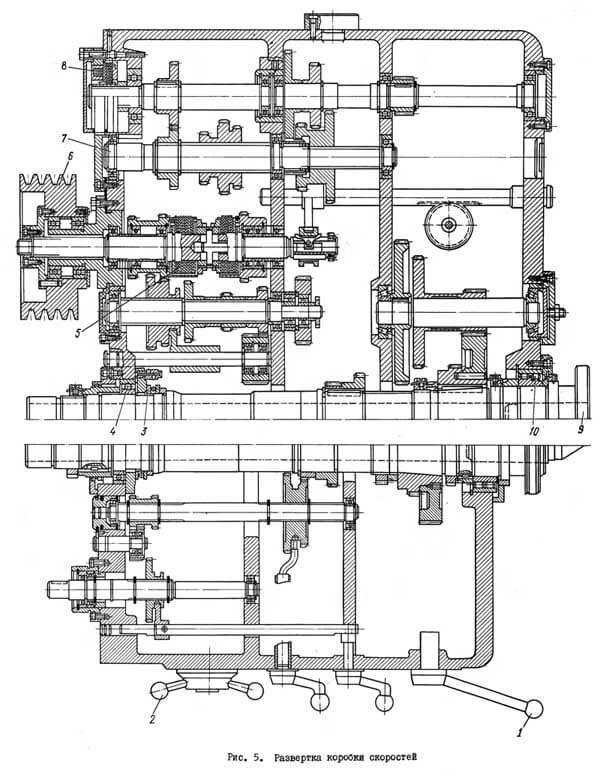
Передняя бабка. Передняя бабка (рис2) установлена на левой головной части станины. Все зубчатые колеса кинематической цепи смонтированы на валах и шпинделе, изготовлены из хромистой стали, закалены и прошлифованы. Валы установлены на подшипниках качения. Шпиндель со сквозным отверстием и внутренними конусами имеет две опоры. Передняя опора – двухрядный подшипник с короткими цилиндрическими роликами.
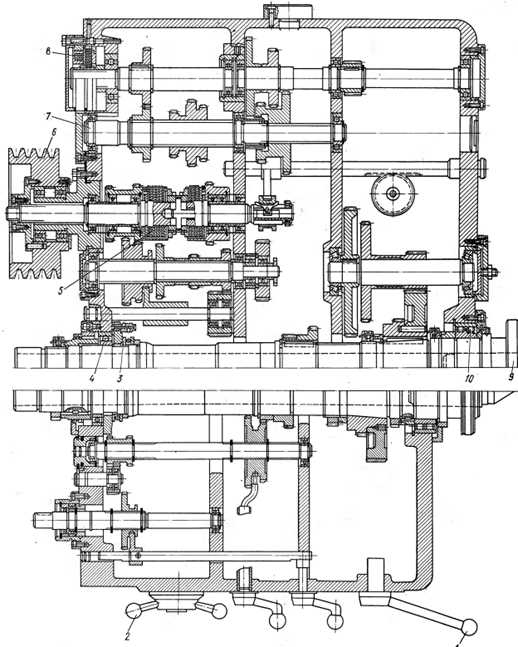
Рисунок 2(развертка коробки скоростей)
Задняя опора – радиально-упорный подшипник, работающий в паре с упорным шарикоподшипником. Изменение частоты вращения шпинделя достигается перемещением блоков шестерен по шлицевым валам при помощи двух рукояток, выведенных на переднюю стенку. Прямое и обратное вращение шпинделя осуществляется фрикционной механической муфтой, а торможение – электромагнитной муфтой.
Задняя бабка. Задняя бабка перемещается по направляющим станины на четырех радиальных шарикоподшипниках, установленных в мостике. На направляющих станины бабка закрепляется при помощи двух планок четырьмя болтами. Поперечное смещение корпуса бабки относительно мостика производится с помощью двух винтов и гайки, установленной в мостике. Перемещение пиноли производится маховичком.
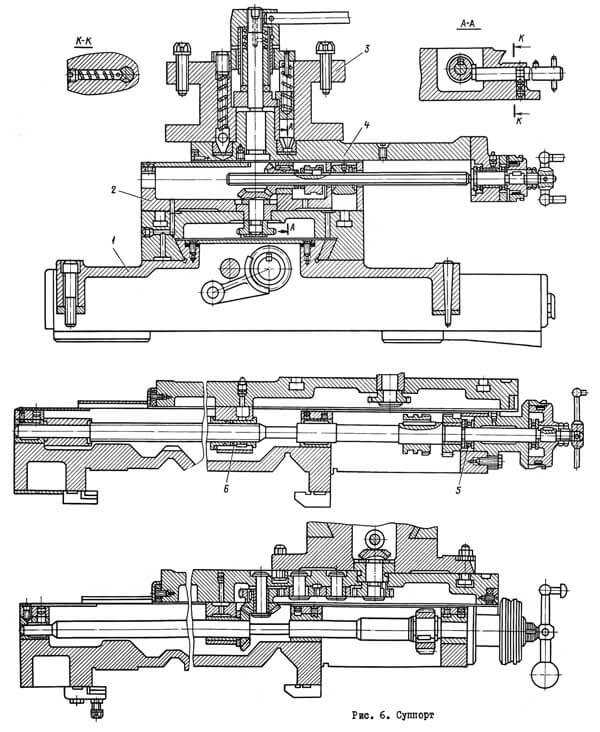
Суппорт. Суппорт (рис3) крестовой конструкции имеет продольное перемещение по призматическим направляющим станины и поперечное по направляющим каретки. Перемещение можно осуществлять вручную и механическим приводом. Имеется механизм для быстрого перемещения суппорта. Поворотная часть суппорта имеет направляющие для перемещения верхней части суппорта с резцовой головкой.
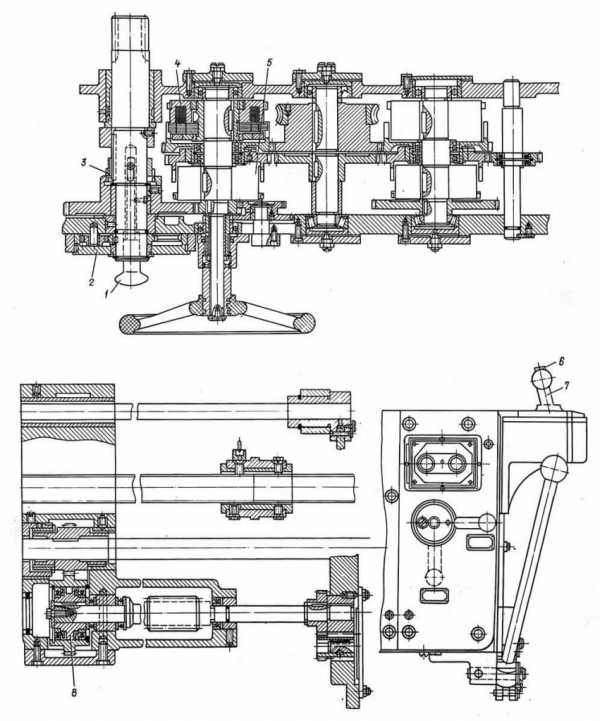
Фартук. Фартук (рис4) закрытого типа со съемной передней стенкой (крышкой). Движение суппорту передается через фартук от ходового винта или ходового вала. Механизм фартука снабжен четырьмя электромагнитными муфтами, что позволило сосредоточить управление на одной рукоятке, причем направления включения рукоятки совпадают с направлением движения подачи. В эту же рукоятку встроена кнопка быстрого хода суппорта. Благодаря наличию в фартуке обгонной муфты включение быстрого хода возможно при включенной подаче.
Коробка подач. Коробка подач (рис5) имеет две продольные расточки, в которых на подшипниках качения смонтированы валы. Зубчатые колеса изготовлены из хромистой стали и закалены. Коррегированные зубчатые колеса дают возможность нарезания двух типов резьб, метрической и дюймовой, без перестановки сменных зубчатых колес. При перестановке сменных зубчатых колес имеется возможность нарезания еще двух типов резьб – модульной и питчевой.
Сменные зубчатые колеса. Расположенные на стенке корпуса передней бабки сменные зубчатые колеса позволяют осуществлять подачу и нарезание метрической, дюймовой, модульной и питчевой резьб в соответствии с паспортными данными.
Люнеты. Для обработки нежестких деталей диаметром от 20 до 150 мм станок оснащен подвижным и неподвижным люнетами. Люнеты снабжены сменными роликами и сухарями, устанавливаемыми в зависимости от условия работы.
Охлаждение. От электронасоса, установленного в правой тумбе станины, охлаждающая жидкость через трубопровод и шланг подается к инструменту, а затем стекает в два корыта, установленные спереди и сзади станка, откуда возвращается в бак электронасоса. Очистку корыт и бака необходимо производить не реже одного раза в месяц.

Рисунок 3 (суппорт)
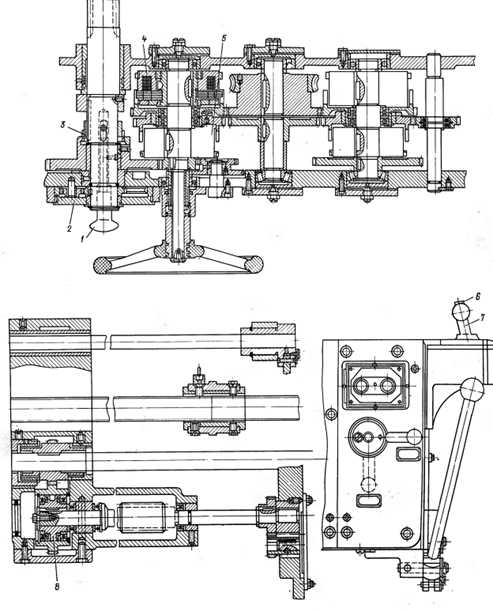
Рисунок 4(фартук)
Рисунок 5(коробка подач)
Особенности конструкции
Жесткость, виброустойчивость и температурная стабильность технологической системы позволяют получать необходимую точность обработки.
Двух призменные направляющие станины в сочетании с высокой надежностью других узлов обеспечивают длительный срок эксплуатации станка с сохранением первоначальной точности.
Частота обратного вращения шпинделя в 1,3 раза выше чем прямого, что сокращает время обработки резьб.
Точение длинных конусов производится одновременным выполнением продольной подачи суппорта и подачи резцовых салазок при соответствующем их повороте.
Точение коротких конусов производится механической подачей резцовых салазок, развёрнутых на нужный угол.
Коробка подач обладает высокой жесткостью кинематической цепи, все силовые зубчатые колеса кинематической цепи изготовлены из легированной стали, закалены и отшлифованы.
Ограждения зоны резания и патрона, электрические и механические блокировки гарантируют безопасную работу на станке.
3. Анализ характеристик обрабатываемых деталей
Параметры заготовок должны быть следующими: наибольший рекомендуемый диаметр обработки составляет 340 мм; рекомендуемая наибольшая длина заготовки не должна превышать 1400 мм.
Рекомендуемые режимы резания для обработки различных материалов приведены в таблице 1.
Таблица 1.
Заготовки закрепляют в трехкулачковом патроне, поэтому установочными базами служат торец детали (лишает 2-х степеней свободы) и цилиндрическая поверхность (лишает 3-х степеней свободы), а также силовое замыкание (усилие зажима кулачков), которое лишает 1 – ой степени свободы.
Для обработки заготовок на станке применяются различные виды инструментов: резцы (проходные, подрезные, отрезные), сверла, зенкеры, фрезы и др.
Материалы режущей части также различны и зависят от обрабатываемого материала. Рекомендуемые марки твердого сплава при различных видах обработки приведены в таблице 2.
Твердые сплавы в виде пластин соединяют с державкой резца с помощью пайки или специальных высокотемпературных клеев.
Многогранные твердосплавные пластины закрепляют прихватами, винтами, клиньями и т.д.
Таблица 2.
Металлорежущие инструменты изнашиваются по передней и задней поверхности. На размерный износ влияют материал режущей части инструмента, конструкция, геометрия и состояние лезвия, режимы обработки, жесткость системы и многие другие факторы. Значения относительного износа резцов при чистовом точении указаны в таблице 3.
mirznanii.com
Токарный станок 1М63: технические характеристики, описание
Рязанским станковым заводом в конце 60-х годов прошедшего столетия начал производиться токарный станок 1м63. Установка предназначается для промышленного и индивидуального производства и позволяет обрабатывать небольшие заготовки из цветных и черных сплавов и металлов.
Точность и качество операций, выполняемых устройством, и надежность и долговечность сделали его популярным токарным агрегатом. Монолитные опоры, жесткая основа, каленые направляющие, износостойкие составляющие конструкции обеспечивают выполнение операций на высоких скоростях с использованием режущих инструментов из твердых металлов.
Предназначается для работы с поверхностями сложных форм – внутренними и внешними, и для нарезки резьбы различных шагов. Буквенно-цифровой индекс агрегата имеет следующие значения: 1 – станок токарный; 6 – токарно-винторезный станок; М – поколение; 3 – радиус обработки болванки в максимальном значении.
Данный станок имеет 14 модификаций, среди которых: 163 – первая модель; выпускаемые заводом им. Кирова – 1Д63А, 1М63ДФ101; улучшенной мощности – 1М63Д, 1М63МФ101.
Токарный станок 1М63: технические характеристики
В паспорте устройства имеются описания всех его технических характеристик, среди которых, в качестве основных, выделяются следующие:
- Габариты – 353х168х129 см;
- Вес – 4400 кг;
- Присвоенная точность – «Н»;
- Ширина обрабатываемой болванки в максимальном значении – 63 см над основанием, 35 см над суппортом;
- Высота центров – 31,5 см;
- Длина обрабатываемой болванки в наибольшем значении – 140 см;
- Вес обрабатываемой болванки в наибольшем значении – 2000 кг.
- Характеристики главного вала станка:
- Мощность электрического двигателя – 13 кВт;
- Прямая скорость вращения – 10-1250 об/мин;
- Обратная скорость вращения – 18-1800 об/мин;
- Диаметр отверстия – 7 см;
- Скорости прямого вращения – 22;
- Скорости обратного вращения – 11.
Суппорт
Только при механическом передвижении суппорта возможен его ускоренный ход, но обычное передвижение осуществляется вручную или механически. Упорные шарикоподшипники принимают усилия поперечного и верхнего винтов.

Характеристики:
- перемещение в осевом направлении – 126 см;
- перемещение в перпендикулярном направлении – 40 см;
- количество режущих инструментов – 4;
- одновременное использование режущих инструментов – 4;
- скорость осевого передвижения – 4,5 м/мин;
- скорость перпендикулярного перемещения – 1,6 м/мин;
- цена деления лимба – 1 и 0,05 мм;
- перемещение на оборот лимба в осевом направлении – 30 см;
- перемещение на оборот лимба в перпендикулярном направлении – 0,5 см.
Особенности:
- использование режущих инструментов из твердой стали и особых сплавов;
- гитарой сменных колес и регулировкой шестерен коробки подач осуществляется настройка шага нарезки резьб;
- повышенная жесткость элементов агрегата дает возможность выполнения высокоскоростных работ;
- отдельный электрический двигатель обеспечивает быстрые передвижения суппорта в двух направлениях;
- механическое перемещение верхней части устройства позволяет обтачивать длинные и короткие конусы.
Электрооборудование
Устройство имеет 4 двигателя, обладающих разными показателями:
- Основной двигатель с мощностью в 13 кВт и скоростью вращения при 60 Гц – 1750 об/мин; при 50 Гц – 1460 об/мин.
- Мотор охладительного насоса с мощностью в 0,12 кВт и скоростью вращения при 60 Гц – 3350 об/мин; при 50 Гц – 2800 об/мин. Скорость подачи охлаждающей жидкости – 22 л/мин.
- Двигатель быстрого хода каретки с мощностью в 13 кВт и скоростью вращения при 60 Гц – 1750 об/мин; при 50 Гц – 1460 об/мин.
- Насос смазочной системы с установленным фильтром с подачей смазочного состава – 8.2 л/мин; тонкостью фильтрации – 120 мкм.
На пульте управления кареткой и около коробки подач находятся два ключа «Пуск», нажатием одного из которых производится запуск основного двигателя. Рукоятью производится запуск фрикциона, регулирующего узел основного вала и частоту оборотов. Сила тока электродвигателя может варьироваться в зависимости от потенциала.
Рабочие подачи осуществляет главный двигатель, а за их ускоренное движение другой. В фартуке устройства установлены четыре фрикционные муфты, две из которых активируются при осевом перемещении резцедержателя, а две – при перпендикулярном. На фартуке находится переключатель, управляющий муфтами и имеющий пять позиций: четыре, совпадающих с направлением передвижений резцедержателя, наклонных позиции и нейтральную вертикальную.
На фартуке располагается еще один рычаг, осуществляющий установку режима работ:
- внешнее обтачивание конусов;
- внутреннее обтачивание поверхностей;
- токарные работы.
Для предотвращения одновременного запуска маточной гайки и муфт в фартук вмонтирован специальный блокировочный выключатель, отключающий цепь питания муфт при активации гайки.
В правой опоре установки расположен электронасос, подающий охлаждающий состав к резцам через трубопровод. Отработанная жидкость стекает в две специальные емкости, расположенные по разным сторонам установки, откуда возвращается к насосу. Запуск системы производится выключателем, расположенным на фартуке.
Коробки скоростей и подачи
Коробка скоростей находится в левой части основы устройства. На ее фрикционное колесо передается вращение от электрического двигателя, благодаря чему в коробке активируются шестерни. Всего 22 скорости, выбор которых осуществляется последовательным их переключением.
Частоты механизмов основного вала выбираются при помощи зубчатых колес, изготовленных из высококачественной стали, прошедшей термообработку. Шестерни установлены на специальных стальных валиках, вращающихся на роликовых и шариковых подшипниках. В коробке установлены два устройства, повышающие шаг резьбы и реверсирующие движение резцедержателя.
Коробка подач имеет двухосную компоновку, за счет чего повышается эффективность ее работы. Ее регулировка осуществляется при помощи рукояток-переключателей и шестерней. Только при включении шпинделя напрямую, с использованием отдельного комплекта шестерней, разрешается нарезать специальные, отличающиеся особой точностью, резьбы.
Подача вращения из коробки скоростей на вал подач осуществляется посредством гитары. Комбинируя сменные шестерни можно настраивать установку на нарезку разных резьб.
Устройство станка
- Передний узел
Установлен на левом конце рабочей основы устройства и представляет коробку скоростей. Главный рабочий вал расположен на двух опорах: передняя – подшипник с двумя рядами конических роликов; задняя – подшипник с одним рядом конических роликов и пружинами.
Крестовая конструкция, передвигающаяся в осевом и перпендикулярном направлении. Передвижение осуществляется механическим или ручным способом. Резцедержатель снабжен механизмом, обеспечивающим его ускоренное перемещение.
Установлен на направляющих рабочей основы устройства, передвигается на четырех подшипниках и фиксируется на направляющих двумя планками и четырьмя болтами. Перпендикулярное смещение узла осуществляется двумя винтами и одной гайки, встроенных в мостик.
Видео: токарная работа на станке 1М63
metmastanki.ru