Паспорт станка 1м63: Страница не найдена (ошибка 404)
alexxlab | 23.10.2020 | 0 | 1М63
1М63 Паспорт | Паспорта на станки
ТЕХНИЧЕСКОЕ ОПИСАНИЕ
Назначение и область применения
Станок токарно-винторезный модели 1М63 является скоростным универсальным станком, (назначенным для выполнения разнообразных токарно-винторезных работ по черным и цветным метал- , включая точение конусов и нарезание метрической, модульной, дюймовой и питчевой резьб.
Жесткая конструкция станка, высокий предел частоты вращения шпинделя (1250 об/мин) и сравнительно большая мощность привода (15 кВт) дают возможность использовать его как скоростной станок с применением резцов из быстрорежущей стали и твердых сплавов.
При распаковке станка надо следить за тем, чтобы не повредить станок распаковочным инструментом. Поэтому рекомендуется вначале снимать верхнюю часть обшивки и верхние поперечные брусья, а затем боковые и торцевые части обшивки ящика.
Скачать Паспорт на станок токарно-винторезный 1М63
Транспортирование станка в упакованном и распакованном виде надо производить согласно схеме транспортировки (рис. 10).
При разгрузке и выгрузке ящика со станком нельзя наклонять его в стороны, допускать удары дном или боками. Следует избегать сильных сотрясений и рывков при опускании и подъеме ящика. Необходимо следить за тем, чтобы канатами не были повреждены выступающие части станка и обработанные поверхности, для чего в соответствующих местах надо подкладывать войлочные прокладки.
Перед подъемом распакованного станка необходимо суппорт переместить в левое положение, а неподвижный люнет и заднюю бабку – в крайнее правое положение.
Диаметр штанг для подъема станка должен быть не менее 50 мм, длина – не менее 1300 мм, а диаметр стальных канатов – не менее 25 мм.
Перед установкой станок нужно очистить от антикоррозийных покрытий, нанесенных на открытые и закрытые поверхности, и во избежание коррозии покрыть тонким слоем масла.
Очистка станка производится сначала деревянной лопаткой, а оставшаяся смазка удаляется с наружных поверхностей чистыми салфетками, смоченными в бензине Б-70 ГОСТ 1012-72.


Скачать Паспорт на станок токарно-винторезный 1М63
ПАСПОРТИЗАЦИЯ – Станок токарно-винторезный 1М63
Назначение технического устройства.
Станок токарно-винторезный модели 1М63 является скоростным универсальным станком, предназначенным для выполнения разнообразных токарных и винторезных работ по черным и цветным металлам, включая точение конусов и нарезания метрической, модульной, дюймовой и питчевой резьб.
Жесткая конструкция станка, высокий предел частоты вращения шпинделя (1250об/мин) и сравнительно большая мощность привода (15кВт) дают возможность использовать его как скоростной станок с применением резцов из быстрорежущий стали и твердых сплавов.
Технические характеристики.
Техническая характеристика (основные параметры и размеры согласно ГОС 440-71)
Класс точности – Н по ГОСТ 8-77
Наибольший диаметр обрабатываемого изделия на суппортом, мм -350
Наибольшая длина обрабатываемого изделия (без перестановки резцовых салазок), мм – 1260
Наибольший диаметр прутка, проходящего через отверстие в шпинделе, мм – 66
Высота резца, установленного в резцедержателе, мм – 32
Количество скоростей вращения шпинделя:
прямого вращения – 22
обратного вращения – 11
Пределы частот вращения шпинделя, об/мин:
прямого вращения – 10-1250
обратного вращения – 18-1800
Количество подач:
продольных – 44
поперечных – 44
Пределы подач, мм/об:
продольных – 0,064-1,025
поперечных – 0,026-0,38
Количество нарезаемых резьб:
метрических – 56
модульных – 55
дюймовых – 33
питчевых -52
Шаги нарезаемых резьб:
метрических, мм – 1-192
модульных, модуль – 0,5-48
дюймовых, ниток на дюйм – 24-1/4
питчевых, питч – 96-7/8
Габаритные размеры танка, мм:
длина – 3530
ширина – 1680
высота – 1290
Масса станка (без электрооборудования), кг – 4300
Руководство по эксплуатации, паспорт на Станок токарно-винторезный 1М63 скачать бесплатно в формате pdf (52 страницы):
1м63мф101 станок токарно-винторезный универсальный повышенной мощности паспорт, схемы, описание, характеристики
Сведения о производителе токарно-винторезного станка 1м63мф101
Производитель токарного станка модели 1м63мф101 – Тбилисский станкостроительный завод им. С.М. Кирова.
Станки, выпускаемые Тбилисским станкостроительным заводом им. Кирова
1М63МФ101 станок токарно-винторезный универсальный повышенной мощности. Назначение, область применения
Базовой моделью при проектировании станка 1М63МФ101 является станок 1М63Б.
Токарно-винторезные станок 1М63МФ101 предназначен для обработки деталей средних и больших размеров, в условиях единичного и мелкосерийного производства.
На станке 1м63мф101 можно производить наружное и внутреннее точение, включая точение конусов, растачивание, сверление и нарезание резьб (метрической, модульной, дюймовой и питчевой).
Технические характеристики и жесткость конструкция станины, каретки, шпинделя станка позволяют полностью использовать возможности работы на высоких скоростях резания с применением резцов из быстрорежущей стали или оснащенных пластинами из твердых сплавов при обработке деталей из черных и цветных металлов.
Суппорт станка 1м63мф101 имеет механическое перемещение верхней части, позволяющее производить точение длинных конусов. Точение коротких конусов также осуществляется движением верхней части суппорта.
Изменение величин подач и настройка на шаг нарезаемой резьбы осуществляются переключением зубчатых колес коробки подач и настройкой гитары сменных шестерен.
Суппорт имеет быстрое перемещение в продольном и поперечном направлениях, которое осуществляется от индивидуального электродвигателя.
Основные технические характеристики токарно-винторезного станка 1м63мф101
Изготовитель – Тбилисский станкостроительный завод им. С.М. Кирова.
- Наибольший диаметр заготовки типа Диск, обрабатываемой над станиной – Ø 630 мм
- Наибольший диаметр заготовки типа Вал, обрабатываемой над суппортом – Ø 350 мм
- Расстояние между центрами – 1500 мм
- Высота центров – 350 мм
- Мощность электродвигателя – 18,5 кВт
- Вес станка полный – 4,4 т
Шпиндель токарно-винторезного станка 1м63мф101
- Конец шпинделя – по ГОСТ 12593 (Концы шпинделей фланцевые под поворотную шайбу и фланцы зажимных устройств)
- Номинальный диаметр конуса D = 139,719 мм, условный размер конца шпинделя – 8
- Внутренний (инструментальный) конус шпинделя –
- Диаметр сквозного отверстия в шпинделе – Ø 80 мм
- Пределы чисел прямых оборотов шпинделя в минуту (22 ступеней) – 12,5..1600 об/мин
- Пределы чисел обратных оборотов шпинделя в минуту (11 ступеней) – 22,4..2240 об/мин
- Диаметр стандартного патрона – Ø 400 мм
Подачи и резьбы токарно-винторезного станка 1м63мф101
- Пределы продольных подач – 0,06..1,4 мм/об (32 ступени)
- Пределы поперечных подач – 0,024..0,518 мм/об (32 ступени)
- Пределы подач резцовых салазок – 0,019..0,434 мм/об (32 ступени)
- Пределы шагов резьб метрических – 1..224 мм (46 размеров)
- Пределы шагов резьб модульных – 0,25..56 модулей (37 размеров)
- Пределы шагов резьб дюймовых – 28..0,25 ниток на дюйм (31 размеров)
- Пределы шагов резьб питчевых – 112..0,5 питчей (30 размеров)
Модификации токарного винторезного станка 1М63
1М63 – следующее поколение 163-й серии, станок заменил модель 163, начало выпуска 1968 год.
1М63Ф306 – токарно-винторезный станок с ЧПУ, начало серийного выпуска 1973 год.
1М63Ф101 – токарно-винторезный станок с УЦИ, обеспечивающим отсчет поперечного перемещения суппорта, начало серийного выпуска 1976 год.
1М63Б, 1М63БГ, 1М63БФ101 – токарно-винторезные быстроходные повышенной мощности.
1М63Д, 1М63ДФ101 – токарно-винторезные, Тбилиси, 1983 год.
1М63М, 1М63МФ101 – токарно-винторезные повышенной мощности, Тбилиси, 1986 год.
1М63МФ30 – токарный станок с ЧПУ Электроника НЦ-31, Тбилиси.
1М63МС5 – токарно-винторезный станок 163 серии, Тбилиси, 1991 год.
Габаритные размеры рабочего пространства токарного станка 1м63мф101
Габаритные размеры рабочего пространства станка 1м63мф101
Посадочные и присоединительные базы токарного станка 1м63мф101
Габаритные размеры рабочего пространства станка 1м63мф101
Общий вид токарно-винторезного станка 1м63мф101
Фото токарно-винторезного станка 1м63Бф101
Фото токарно-винторезного станка 1м63мф101
Фото токарно-винторезного станка 1м63мф101. Скачать в увеличенном масштабе
Фото токарно-винторезного станка 1м63мф101
Фото токарно-винторезного станка 1м63мф101. Скачать в увеличенном масштабе
Расположение основных узлов токарно-винторезного станка 1м63мф101
Расположение основных узлов токарно-винторезного станка 1м63мф101
- Сменные шестерни – М63Б.08.000
- Бабка передняя – М63М.20.000
- Ограждение патрона – М63Б.19.000
- Фартук – М63М.60.000
- Суппорт – М63М.40.000
- Электрооборудование – М63М.18.000
- Ограждение – М63М.81.000
- Ограждение – М63М.81.000
- Бабка задняя – М63М.30.000
- Станина – М63М.16.000
- Электродвигатель – М63М.17.000
- Коробка подач – М63Б.70.000
- Кожух защитный – М63Б.95.000
- Люнет подвижный – М63М.10.000
- Люнет неподвижный – М63М.11.000
Расположение органов управления токарно-винторезным станком 1м63мф101
Расположение органов управления токарно-винторезным станком 1м63мф101
Расположение органов управления токарно-винторезным станком 1м63мф101. Скачать в увеличенном масштабе
Органы управления токарно-винторезного станка 1м63мф101 и их назначение
- Рукоятка установки частоты вращения шпинделя
- Рукоятка установки нормального и увеличенного шага резьбы и деление на многозаходные резьбы
- Рукоятка установки правой и левой резьб и подач
- Кнопка фиксации ограждения патрона
- Рукоятка установки частоты вращения шпинделя
- Рукоятка плунжерного насоса смазки направляющих продольного перемещения суппорта и ходового винта
- Вытяжная кнопка включения механической поперечной подачи суппорта
- Тумблер включения местного освещения
- Вытяжная кнопка включения механической поперечной подачи суппорта
- Рукоятка включения механического перемещения верхнего суппорта (резцовых салазок)
- Рукоятка поворота и крепления резцовой головки
- Головка зажима и разжима сухаря крепления каретки
- Рукоятка ручной поперечной подачи верхнего суппорта
- Кнопка включения ускоренного перемещения (быстрых ходов) суппopта
- Тумблер переключения на точение конусов и цилиндров
- Тумблер включения насоса охлаждения
- Переключатель подач дистанционного управления
- Рукоятка креплении пиноли задней бабки
- Маховик перемещения пиноли задней бабки
- Рукоятка маховика
- Рукоятки управления фрикционом
- Рукоятка включения гайки ходового винта
- Кнопочные станции включения и выключения главного привода
- Маховик ручного продольного перемещения суппорта
- Кнопочные станции включения и выключения главного привода
- Рукоятки управления фрикционом
- Рукоятка настройки наладки шага резьбы и отключения вращения ходового винта
- Рукоятка настройки на величину шага резьбы и подачи
- Рукоятка выбора резьбы
- Рукоятка выбора величины подач и шага резьбы
- Квадрат вала шкива для деления на многозаходные резьбы
- Выключатель вводной
- Указатель нагрузки
- Сигнальная лампа включения электромагнитного тормоза
- Сигнальная лампа наличия напряжения
- Сигнальная лампа — аварийная
Кинематическая схема токарно-винторезного станка 1м63мф101
Кинематическая схема токарно-винторезного станка 1м63мф101
Схема кинематическая токарно-винторезного станка 1м63мф101. Скачать в увеличенном масштабе
Описание конструкции основных узлов токарно-винторезного станка 1м63мф101
Коробка скоростей токарно-винторезного станка 1м63мф101
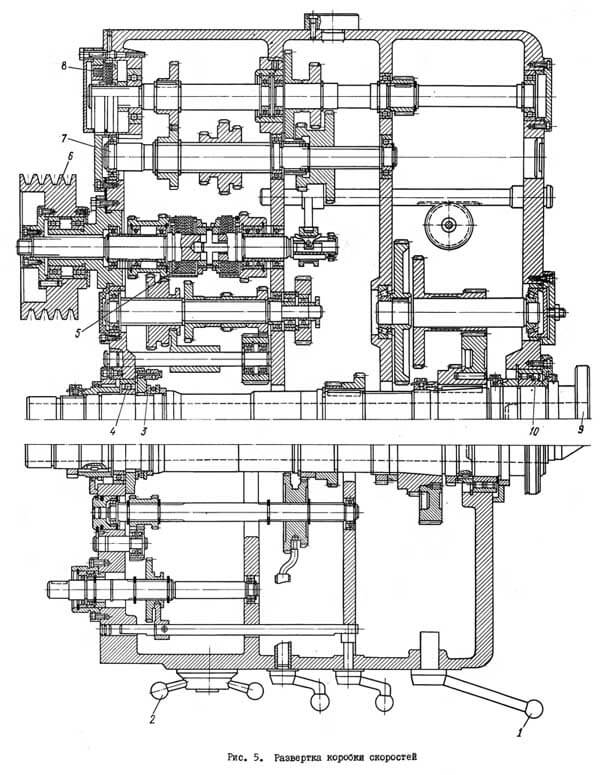
Коробка скоростей токарно-винторезного станка 1м63мф101
Коробка скоростей токарно-винторезного станка 1м63мф101. Скачать в увеличенном масштабе
Коробка скоростей крепится к левой головной части станины. Приводной шкив 6 (рис. 5) коробки скоростей получает движение от электродвигателя через клиноременную передачу.
Регулирование механизма главного движения ступенчатое. Вращение шкива приводит в движение целый ряд шестерен коробки скоростей, последовательным переключением которых можно получить 24 скорости вращения шпинделя, из которых две перекрываются. Самые высокие шесть скоростей шпиндель получает непосредственно от вала 7, что способствует резкому повышению КПД станка при работе на высоких скоростях, а также значительному уменьшению шума.
Установка определенных частот вращения шпинделя осуществляется передвижением зубчатых колес по валам при помощи двух рукояток 2 и 1, находящихся на лицевой части коробки скоростей. Все зубчатые колеса выполнены из качественной стали с соответствующей термообработкой и сидят на шлицевых валиках, вращающихся в шариковых и роликовых подшипниках. Передней опорой стального пустотелого шпинделя 9 является радиальный двухрядный регулируемый роликоподшипник 10 с короткими цилиндрическими роликами, а задней – радиально-упорный шарикоподшипник 4. Осевая нагрузка на шпиндель воспринимается упорным шарикоподшипником 3, находящимся у задней опоры шпинделя.
Для пуска, остановки и включения быстрого обратного хода имеется фрикционная пластинчатая муфта 5. Введение в действие муфты совершается рукоятками, находящимися на станине у передней бабки и на фартуке.
Торможение шпинделя производится автоматически в момент выключения фрикционной муфты при помощи электромагнитной муфты 8.
В коробке скоростей имеются механизмы, дающие возможность реверсировать движение суппорта, увеличить шаг нарезаемой резьбы в 4 или 16 раз.
Фартук токарного токарно-винторезного станка 1м63мф101
Фартук токарного токарно-винторезного станка 1м63мф101
Фартук токарного токарно-винторезного станка 1м63мф101. Скачать в увеличенном масштабе
Фартук закрытого типа со съемной передней стенкой. Фартук получает движение от коробки подач через ходовой винт при нарезании резьб или через ходовой вал при выполнении остальных работ (рис. 7).
Благодаря наличию электромагнитных муфт 4 и 5 управление фартуком сосредоточено в одной поворотной рукоятке 7, расположенной с правой стороны фартука. Направление поворота этой рукоятки совпадает с направлением необходимого движения подач или быстрого перемещения каретки и поперечных салазок. При этом для обеспечения быстрого перемещения надо нажать на кнопку 6, находящуюся на самой рукоятке.
Благодаря наличию в фартуке обгонной муфты 8, включение ускоренного хода возможно при включенной рабочей подаче.
Во избежание одновременного включения ходового винта и ходового вала предусмотрена электрическая блокировка.
Электродвигатель быстрого перемещения суппорта расположен с правой стороны фартука. На передней части фартука находится лимб 2 продольного точения с ценой деления I мм. С целью исключения влияния механизма фартука при нарезании резьб валик реечного зубчатого колеса продольной подачи отключается от этого механизма путем вталкивания находящейся внутри валика вытяжной кнопки I, которая расцепляет муфту внутреннего зацепления 3.
Циркуляционная система смазки фартука
Система включает в себя резервуар 23, плунжерный насос 17, маслораспределитель 21. Плунжерный насос приводится в действие от кулачка, установленного на валу реечного зубчатого колеса. Масло подается насосом в маслораспределитель, из которого поступает на смазку детален фартука. Контроль наличия в системе смазки и ее уровня в фартуке производится по маслоуказателям 20 и 25. Контроль за работой плунжерного насоса производится при ускоренных перемещениях суппорта.
Коробка подач токарно-винторезного станка 1м63мф101
Коробка подач токарно-винторезного станка 1м63мф101
Коробка подач токарно-винторезного станка 1м63мф101. Скачать в увеличенном масштабе
Коробка подач закрытого типа, двухосная. Переключением соответствующих рукояток и, при необходимости, установкой сменных зубчатых колес можно получить настройку механизма подач для нарезания нормального ряда метрических, модульных, дюймовых и питчевых резьб, а также для получения необходимых подач при токарной обработке (рис. 8).
Для нарезания точных и специальных резьб можно использовать прямое включение ходового винта (при этом потребуется изготовить специальный набор зубчатых колес).
Суппорт токарно-винторезного станка 1м63мф101
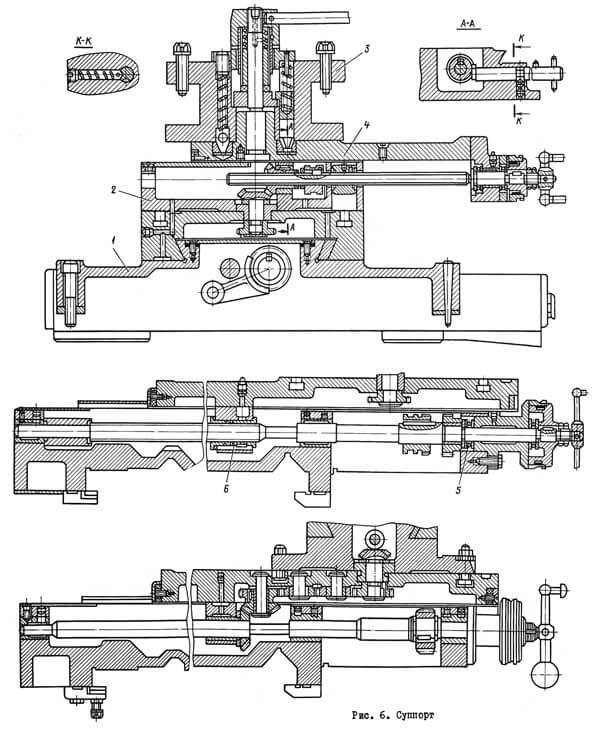
Суппорт токарно-винторезного станка 1м63мф101
Суппорт токарно-винторезного станка 1м63мф101. Скачать в увеличенном масштабе
Суппорт крестовой конструкции имеет продольное перемещение по направляющим станины и поперечное – по направляющим каретки I (рис. 6). Оба перемещения могут быть ручными или механическими, а механическое – рабочим или ускоренным. Поворотная часть суппорта 2 имеет направляющие для перемещения верхней части суппорта 4 с резцовой головкой 3.
Верхняя часть суппорта также может перемещаться вручную и механически. Гайка поперечного винта 6 имеет устройство для выборки люфта. Осевые усилия поперечного винта и винта верхних салазок воспринимаются упорными шарикоподшипниками 5.
Сменные зубчатые колеса станка 1м63мф101
К станку прилагается комплект сменных зубчатых ,колес для получения метрической и дюймовой или модульной и питчевой резьб. Сменные зубчатве колеса располагаются на левой стенке корпуса коробки скоростей. Станок снабжен защитным кожухом, закрывающим левую стенку коробки скоростей.
Задняя бабка станка 1м63мф101
Задняя бабка тлеет жесткую конструкцию. После установки на направляющие станины задняя бабка закрепляется на ней с помощью двух планок и четырех болтов.
Перемещение задней бабки вдоль станины облегчено вмонтированными в мостик четырьмя подпружиненными шарикоподшипниками. Для определения величины перемещения пиноли при сверлильных операциях около маховика на винте установлен лимб.
Люнеты станка 1м63мф101
Станок снабжен подвижным и неподвижным люнетами для обработки круглых деталей диаметром от 20 до 150 мм.
Система охлаждения станка 1м63мф101
От электронасоса, установленного в правой тумбе, охлаждающая жидкость через шланг по трубопроводу на суппорте поступает к инструменту, а затем стекает в два корыта, установленные спереди и сзади станка, откуда поступает в бак правой тумбы и к электронасосу.
Очистку корыт и бака следует производить не реже одного раза в месяц.
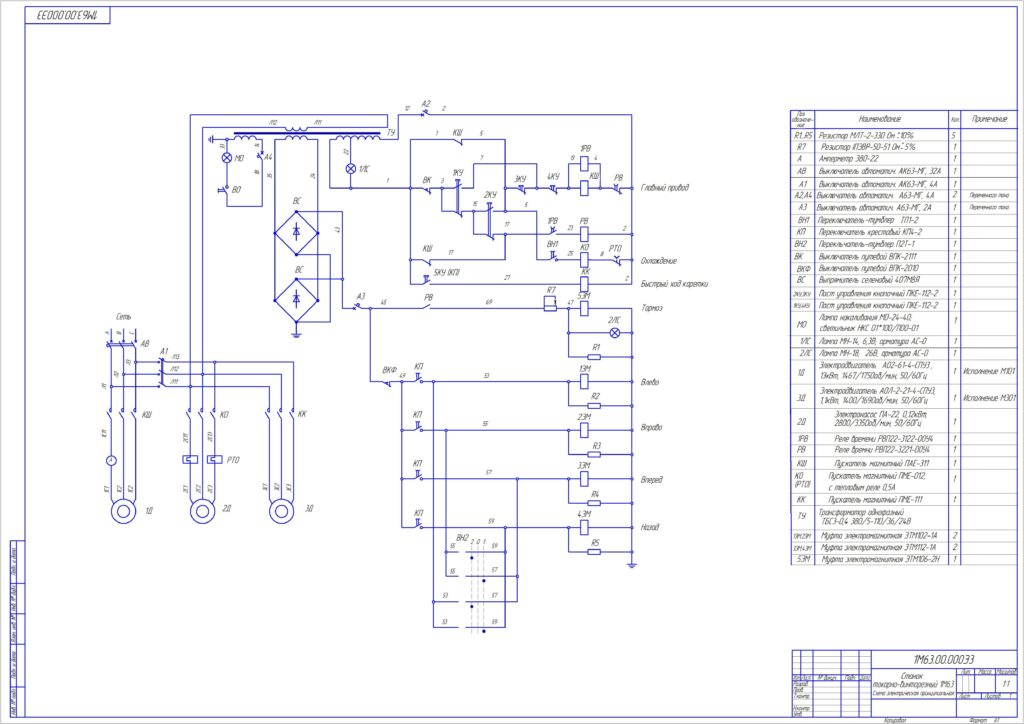
Электрооборудование токарно-винторезного станка 1м63мф101
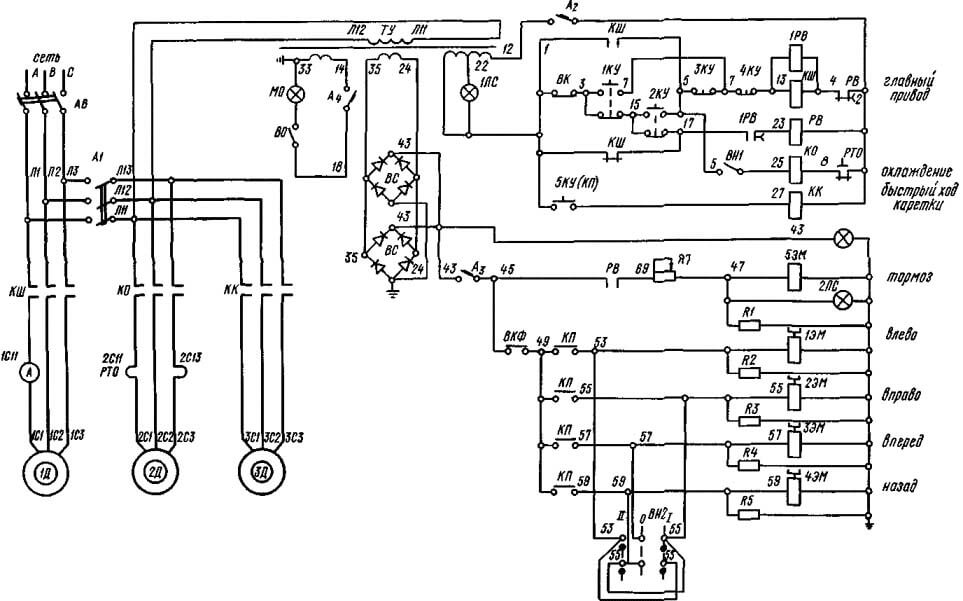
Схема электрическая принципиальная токарно-винторезного станка 1м63мф101
Электрическая схема токарно-винторезного станка 1м63мф101
Схема электрическая принципиальная токарно-винторезного станка 1м63мф101. Смотреть в увеличенном масштабе
Перечень элементов к электросхеме токарного станка 1м63мф101
Электрооборудование токарно-винторезного станка 1м63мф101. Общие сведения
Электрооборудование станка выполняется на напряжение 380 В и частотой 50 Гц.
Питание цепи управления переменного тока напряжением 110 В осуществляется от понижающего трансформатора.
Питание цепей управления постоянного тока напряжением 24 В осуществляется от выпрямительного моста.
Напряжение цепей местного освещения 24 В переменного тока.
Напряжение цепи сигнализации 24 В постоянного тока.
Устройство цифровой индикации Ф5290
Устройство цифровой индикации Ф5290
Технические характеристики Устройства цифровой индикации Ф5290
Устройство цифровой индикации Ф5290 (в дальнейшем — УЦИ) предназначено для контроля линейных или угловых перемещений по одной оси координат с помощью первичного измерительного преобразователя перемещений — сельсина БС-155А (в дальнейшем — сельсин), индикации положения подвижных механизмов станка или другой машины, в котором оно применяется, и используется в качестве специализированного вспомогательного комплектующего изделия в составе информационно-измерительных систем, металлообрабатывающих станков и других машин при измерении и контроле механических перемещений.
Области применения — системы цифровой индикации.
Устройства цифровой индикации (УЦИ) Ф5290 предназначены для обработки электрических сигналов с первичных измерительных преобразователей и используются в качестве специализируемых вспомогательных комплектующих изделий в составе информационно-измерительных систем, металлообрабатывающих станков и других машин при измерении и контроле механических перемещений. Отличием УЦИ Ф5290 от Ф5291 является то, что УЦИ Ф5290 работает с датчиком перемещения типа сельсин, а УЦИ Ф5291 работает с датчиком перемещения типа линейка или угловой датчик перемещения.
По основному функциональному назначению УЦИ соответствует типу I по ГОСТ 27537.
УЦИ обеспечивает:
УЦИ обеспечивает автоматическое тестирование основных узлов при включении сетевого электропитания.
УЦИ обеспечивает индикацию отсчета перемещений в диапазоне от минус 9999999 до плюс 9999999 при контроле линейных перемещений, или от 0.00.00 до 359.59.59 при контроле угловых перемещений с индикацией отсчета в градусах, угловых минутах и секундах, или от 0 до 359, или от 0.0 до 359.9, или от 0.00 до 359.99, или от 0.000 до 359.999 при контроле угловых перемещений с индикацией отсчета в градусах, десятых, сотых, тысячных долях градуса.
В отличие от станка модели 1М63М, в станке 1м63мф101 устанавливается устройство цифровой индикации Ф5290.
Установка устройства цифровой индикации производится над коробкой скоростей и подключается к фазному напряжению переменного тока 220 В.
Датчик обратной связи соединен с поперечным ходовым винтом и контролирует его вращение, расположен на каретке станка и подключен к блоку индикации гибкой электрической связью.
Питание устройства цифровой индикации осуществляется от шкафа управления, расположенного на передней бабке сзади станка.
Устройство цифровой индикации (УЦИ) предназначено для визуального отсчета диаметра детали в цифровой форме.
При отключении вводного автомата, УЦИ обесточивается.
Датчик сельсин БС-155А гибким кабелем соединяется с устройством УЦИ, а ось датчика пластинчатой муфтой соединяется с поперечным винтом.
Перемещение рабочего инструмента на 5 мм соответствует одному обороту ходового винта, а следовательно, и ротора сельсина БС-155А. Фазовый сигнал поступает в блок индикации.
Цифровой отсчет на индикаторном табло блока, соответствующий одному обороту ротора сельсина, равен 10 мм (т.е. автоматически отображается удвоенное перемещение – диаметр).
Дискретность отсчета УЦИ составляет 10 мкм.
Нестабильность показаний не превышает ±2 мкм.
Применение устройства цифровой индикации Ф5290
В станке 1М63МФ101 с устройством цифровой индикации рекомендуется применять для металлообработки комбинированный режим: обеспечение необходимых перемещений вручную по УЦИ с одновременным использованием универсальных измерительных средств.
При комбинированном режиме возможны подрежимы:
- а) комбинированный режим с постоянным использованием универсальных измерительных средств. При обработке всех элементов изделия даже одним инструментом на предварительном проходе определяется размер изделия по каждому элементу, а перемещение для снятия припуска осуществляется по УЦИ;
- б) комбинированный режим с разовым использованием универсальных измерительных средств.
При обработке всех элементов изделия, размер изделия определяется по одному элементу, а перемещение для обработки остальных элементов осуществляется по УЦИ.
Проведение измерений при металлообработке с помощью УЦИ может быть реализовано двумя способами.
Измеренный универсальным инструментом диаметр при помощи декадных переключателей, набирается на передней панели устройства, затем нажатием клавиши „Запись”, расположенной там же, записывается на табло. Далее идет процесс металлообработки с наблюдением по УЦИ текущего диаметра в абсолютной системе координат, где нулевой точкой будет являться ось шпинделя.
После измерения универсальным измерительным инструментом диаметра пробного прохода рабочий вычисляет припуск, который необходимо снять. Он определяется как разность:
Припуск = D изм. – d
Где:
D изм. – измеренный диаметр,
d – диаметр готовой детали.
Припуск рабочий вводит в УЦИ способом, описанным в предыдущем подпункте; далее идет обработка детали до нулевых показаний на табло устройства по всем разрядам.
В целях увеличения точности обработки рекомендуется производить подвод режущего инструмента в точку резания в направлении предполагаемого резания, так как необходимо выбрать люфт ходового винта.
1м63мф101 Станок токарно-винторезный универсальный быстроходный. Видеоролик.
Технические характеристики универсального токарного станка 1м63мф101
| Наименование параметра | 1м63ф101 | 1м63Бф101 | 1м63Мф101 |
|---|---|---|---|
| Основные технические данные станка | |||
| Класс точности по ГОСТ 8-82 | Н | Н | Н |
| Наибольший диаметр заготовки обрабатываемой над станиной, мм | 630 | 630 | 630 |
| Наибольший диаметр заготовки обрабатываемой над суппортом, мм | 350 | 350 | 350 |
| Высота центров, мм | 315 | 315 | 315 |
| Наибольшая длина устанавливаемой детали РМЦ, мм | 1400 | 2800 | 1500 |
| Наибольшее расстояние от оси центров до кромки резцедержателя, мм | 320 | 320 | 335 |
| Наибольшая длина обработки детали (без перестановки резцовых салазок), мм | 1260 | ||
| Высота резца, установленного в резцедержатель, мм | 32 | 32 | 32 |
| Наибольшая масса обрабатываемой детали, кг | 2000 | ||
| Шпиндель | |||
| Частота прямого/ обратного вращения шпинделя, об/мин | 10…1250 18…1800 | 10…1250 18…1800 | 12,5..1600 22,4..2240 |
| Количество прямых/ обратных скоростей шпинделя | 22/ 11 | 22/ 11 | 22/ 11 |
| Диаметр отверстия в шпинделе, мм | 70 | 70 | 80 |
| Центр в шпинделе по ГОСТ 13214-79 | Морзе 6 | Морзе 6 | Морзе 6 |
| Конец шпинделя по ГОСТ 12593-72 | 8м | 8м | 8м |
| Размер внутреннего конуса шпинделя | Метрический 80 | Метрический 80 | Метрический 100 |
| Наибольший крутящий момент на шпинделе, кНм | 3,3 | ||
| Торможение шпинделя | есть | есть | есть |
| Суппорт. Подачи | |||
| Наибольшее перемещение продольное/ поперечное, мм | 1260/ 400 | 2520/ 400 | 1360/ 400 |
| Количество подач продольных/ поперечных/ резцовых салазок | 44/ 44/ 44 | 32/ 32/ 32 | 32/ 32/ 32 |
| Пределы рабочих подач продольных/ поперечных/ резцовых салазок, мм/об | 0,064-1,025 0,026-0,38 0,028-0,34 | 0,06-1,4 0,024-0,518 0,019-0,434 | 0,06-1,4 0,024-0,518 0,019-0,434 |
| Пределы увеличенных подач подач продольных/ поперечных/ резцовых салазок, мм/об | 1,07-3,2 0,039..1,18 0,336..1,0 | 0,24-5,6 0,096-2,072 0,076-1,736 | |
| Пределы/ количество шагов метрических резьб, мм | 1-192/ 56 | 1-224 | 1-224/ 46 |
| Пределы/ количество шагов дюймовых резьб, ниток/дюйм | 24-0,25/ 33 | 56-0,25 | 28-0,25/ 31 |
| Пределы/ количество шагов модульных резьб, модуль | 0,5-48/ 55 | 0,5-112 | 0,25-56/ 37 |
| Пределы/ количество шагов питчевых резьб, питч диаметральный | 96-7/8/ 52 | 112-0,5 | 112-0,5 /30 |
| Скорость быстрых перемещений продольных/ поперечных, м/мин | 4,5/ 1,6 | 4,5/ 1,6 | 4,5/ 1,6 |
| Наибольшее усилие резания, допускаемое механизмом подач, кН | 2,22 | 2,22 | |
| Цена деления лимба при продольном/ поперечном на диаметр перемещении, мм | 1/ 0,05 | 1/ 0,05 | 1/ 0,05 |
| Перемещение на оборот лимба при продольном/ поперечном перемещении, мм | 300/ 5 | 300/ 5 | 300/ 5 |
| Резцовые салазки | |||
| Наибольшее перемещение резцовых салазок, мм | 220 | 220 | 220 |
| Наибольший угол поворота резцовых салазок, град | ±90° | ±90° | ±90° |
| Цена деления лимба при перемещении резцовых салазок, мм | 0,05 | 0,05 | 0,05 |
| Перемещение на оборот лимба при при перемещении резцовых салазок, мм | 5 | 5 | 5 |
| Задняя бабка | |||
| Наибольшее перемещение пиноли, мм | 240 | 240 | 240 |
| Поперечное смещение задней бабки, мм | ±10 | ±10 | ±10 |
| Конус под центр в пиноли | Морзе 5 | Морзе 5 | Морзе 5 |
| Устройство цифровой индикации (УЦИ) | |||
| Модель УЦИ | Ф5071 | Ф5071 | Ф5290 |
| Тип датчика | Сельсин БС-155А | Сельсин БС-155А | Сельсин БС-155А |
| Диапазон измерений перемещения, мм | 0,01…9999,99 | 0,01…9999,99 | 0,01…9999,99 |
| Дискретность отсчета, мкм | 10 | 10 | 10 |
| Нестабильность (временный уход) показаний блока совместно с сельсином не превышает, мкм | ±2 | ±2 | ±2 |
| Масса УЦИ не превышает, кг | 8 | 8 | 5 |
| Электроборудование станка | |||
| Количество электродвигателей на станке | 3 | 3 | 3 |
| Электродвигатель главного движения, кВт (об/мин) | 13 (1460) | 15 (1460) | 18,5 (1465) |
| Электродвигатель быстрых перемещений, кВт (об/мин) | 1,1 (1400) | 1,1 (1400) | 1,1 (1400) |
| Электродвигатель насоса СОЖ, кВт (об/мин) | 0,12 (2800) | 0,12 (2800) | 0,12 (2800) |
| Габариты и масса станка | |||
| Габариты станка (длина, ширина, высота), мм | 3530 х 1680 х 1290 | 4950 х 1780 х 1550 | 3655 х 1590 х 1420 |
| Масса станка, кг | 4300 | 5620 | 4400 |
- Станки токарно-винторезные модели 1м63м и 1м63мф101. Руководство по эксплуатации, Тбилиси, 1983
- Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
- Батов В.П. Токарные станки, 1978
- Белецкий Д.Г. Справочник токаря-универсала, 1987
- Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1972. (1к62)
- Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1979. (16к20)
- Модзелевский А. А., Мущинкин А.А., Кедров С. С., Соболь А. М., Завгородний Ю. П., Токарные станки, 1973
- Пикус М.Ю. Справочник слесаря по ремонту станков, 1987
- Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
- Тепинкичиев В.К. Металлорежущие станки, 1973
- Чернов Н.Н. Металлорежущие станки, 1988
Список литературы
Связанные ссылки. Дополнительная информация
Каталог справочник токарно-винторезных станков
Паспорта и схемы к токарно-винторезным станкам и оборудованию
1М63 Паспорт токарно-винторезного станка, (djvu) 2,0 Мб, Скачать
Купить каталог, справочник, базу данных: Прайс-лист информационных изданий
1м63м станок токарно-винторезный универсальный повышенной мощности паспорт, схемы, описание, характеристики
Сведения о производителе токарно-винторезного станка 1м63м
Производитель токарного станка модели 1м63м – Тбилисский станкостроительный завод им. С.М. Кирова.
Станки, выпускаемые Тбилисским станкостроительным заводом им. Кирова
1М63М станок универсальный повышенной мощности. Назначение, область применения
Базовой моделью при проектировании станка 1М63м является станок 1М63Б.
Токарно-винторезный станок 1М63м предназначен для обработки деталей средних и больших размеров, в условиях единичного и мелкосерийного производства.
На станке 1М63м можно производить наружное и внутреннее точение, включая точение конусов, растачивание, сверление и нарезание резьб (метрической, модульной, дюймовой и питчевой).
Технические характеристики и жесткость конструкция станины, каретки, шпинделя станка позволяют полностью использовать возможности работы на высоких скоростях резания с применением резцов из быстрорежущей стали или оснащенных пластинами из твердых сплавов при обработке деталей из черных и цветных металлов.
Суппорт станка 1М63м имеет механическое перемещение верхней части, позволяющее производить точение длинных конусов. Точение коротких конусов также осуществляется движением верхней части суппорта.
Изменение величин подач и настройка на шаг нарезаемой резьбы осуществляются переключением зубчатых колес коробки подач и настройкой гитары сменных шестерен.
Суппорт имеет быстрое перемещение в продольном и поперечном направлениях, которое осуществляется от индивидуального электродвигателя.
Основные технические характеристики токарно-винторезного станка 1м63м
Изготовитель – Тбилисский станкостроительный завод им. С.М. Кирова.
- Наибольший диаметр заготовки типа Диск, обрабатываемой над станиной – Ø 630 мм
- Наибольший диаметр заготовки типа Вал, обрабатываемой над суппортом – Ø 350 мм
- Расстояние между центрами – 1500 мм
- Высота центров – 350 мм
- Мощность электродвигателя – 18,5 кВт
- Вес станка полный – 4,4 т
Шпиндель токарно-винторезного станка 1м63м
- Конец шпинделя – по ГОСТ 12593 (Концы шпинделей фланцевые под поворотную шайбу и фланцы зажимных устройств)
- Номинальный диаметр конуса D = 139,719 мм, условный размер конца шпинделя – 8
- Внутренний (инструментальный) конус шпинделя – Морзе 6
- Диаметр сквозного отверстия в шпинделе – Ø 80 мм
- Пределы чисел прямых оборотов шпинделя в минуту (22 ступеней) – 12,5..1600 об/мин
- Пределы чисел обратных оборотов шпинделя в минуту (11 ступеней) – 22,4..2240 об/мин
- Диаметр стандартного патрона – Ø 400 мм
Подачи и резьбы токарно-винторезного станка 1м63м
- Пределы продольных подач – 0,06..1,4 мм/об (32 ступени)
- Пределы поперечных подач – 0,024..0,518 мм/об (32 ступени)
- Пределы подач резцовых салазок – 0,019..0,434 мм/об (32 ступени)
- Пределы шагов резьб метрических – 1..224 мм (46 размеров)
- Пределы шагов резьб модульных – 0,25..56 модулей (37 размеров)
- Пределы шагов резьб дюймовых – 28..0,25 ниток на дюйм (31 размеров)
- Пределы шагов резьб питчевых – 112..0,5 питчей (30 размеров)
Модификации токарного винторезного станка 1М63
1М63 – следующее поколение 163-й серии, станок заменил модель 163, начало выпуска 1968 год.
1М63Ф306 – токарно-винторезный станок с ЧПУ, начало серийного выпуска 1973 год.
1М63Ф101 – токарно-винторезный станок с УЦИ, обеспечивающим отсчет поперечного перемещения суппорта, начало серийного выпуска 1976 год.
1М63Б, 1М63БГ, 1М63БФ101 – токарно-винторезные быстроходные повышенной мощности.
1М63Д, 1М63ДФ101 – токарно-винторезные, Тбилиси, 1983 год.
1М63М, 1М63МФ101 – токарно-винторезные повышенной мощности, Тбилиси, 1986 год.
1М63МФ30 – токарный станок с ЧПУ Электроника НЦ-31, Тбилиси.
1М63МС5 – токарно-винторезный станок 163 серии, Тбилиси, 1991 год.
Габаритные размеры рабочего пространства токарного станка 1м63м
Габаритные размеры рабочего пространства станка 1м63м
Посадочные и присоединительные базы токарного станка 1м63м
Габаритные размеры рабочего пространства станка 1м63м
Общий вид токарно-винторезного станка 1м63м
Фото токарно-винторезного станка 1м63Бф101
Фото токарно-винторезного станка 1м63м
Фото токарно-винторезного станка 1м63м. Скачать в увеличенном масштабе
Фото токарно-винторезного станка 1м63м
Фото токарно-винторезного станка 1м63м. Скачать в увеличенном масштабе
Расположение основных узлов токарно-винторезного станка 1м63м
Расположение основных узлов токарно-винторезного станка 1м63м
- Сменные шестерни – М63Б.08.000
- Бабка передняя – М63М.20.000
- Ограждение патрона – М63Б.19.000
- Фартук – М63М.60.000
- Суппорт – М63М.40.000
- Электрооборудование – М63М.18.000
- Ограждение – М63М.81.000
- Ограждение – М63М.81.000
- Бабка задняя – М63М.30.000
- Станина – М63М.16.000
- Электродвигатель – М63М.17.000
- Коробка подач – М63Б.70.000
- Кожух защитный – М63Б.95.000
- Люнет подвижный – М63М.10.000
- Люнет неподвижный – М63М.11.000
Расположение органов управления токарно-винторезным станком 1м63м
Расположение органов управления токарно-винторезным станком 1м63м
Расположение органов управления токарно-винторезным станком 1м63м. Скачать в увеличенном масштабе
Органы управления токарно-винторезного станка 1м63м и их назначение
- Рукоятка установки частоты вращения шпинделя
- Рукоятка установки нормального и увеличенного шага резьбы и деление на многозаходные резьбы
- Рукоятка установки правой и левой резьб и подач
- Кнопка фиксации ограждения патрона
- Рукоятка установки частоты вращения шпинделя
- Рукоятка плунжерного насоса смазки направляющих продольного перемещения суппорта и ходового винта
- Вытяжная кнопка включения механической поперечной подачи суппорта
- Тумблер включения местного освещения
- Вытяжная кнопка включения механической поперечной подачи суппорта
- Рукоятка включения механического перемещения верхнего суппорта (резцовых салазок)
- Рукоятка поворота и крепления резцовой головки
- Головка зажима и разжима сухаря крепления каретки
- Рукоятка ручной поперечной подачи верхнего суппорта
- Кнопка включения ускоренного перемещения (быстрых ходов) суппopта
- Тумблер переключения на точение конусов и цилиндров
- Тумблер включения насоса охлаждения
- Переключатель подач дистанционного управления
- Рукоятка креплении пиноли задней бабки
- Маховик перемещения пиноли задней бабки
- Рукоятка маховика
- Рукоятки управления фрикционом
- Рукоятка включения гайки ходового винта
- Кнопочные станции включения и выключения главного привода
- Маховик ручного продольного перемещения суппорта
- Кнопочные станции включения и выключения главного привода
- Рукоятки управления фрикционом
- Рукоятка настройки наладки шага резьбы и отключения вращения ходового винта
- Рукоятка настройки на величину шага резьбы и подачи
- Рукоятка выбора резьбы
- Рукоятка выбора величины подач и шага резьбы
- Квадрат вала шкива для деления на многозаходные резьбы
- Выключатель вводной
- Указатель нагрузки
- Сигнальная лампа включения электромагнитного тормоза
- Сигнальная лампа наличия напряжения
- Сигнальная лампа — аварийная
Кинематическая схема токарно-винторезного станка 1м63м
Кинематическая схема токарно-винторезного станка 1м63м
Схема кинематическая токарно-винторезного станка 1м63м. Скачать в увеличенном масштабе
Описание конструкции основных узлов токарно-винторезного станка 1м63м
Коробка скоростей токарно-винторезного станка 1м63м
Коробка скоростей токарно-винторезного станка 1м63м
Коробка скоростей токарно-винторезного станка 1м63м. Скачать в увеличенном масштабе
Коробка скоростей крепится к левой головной части станины. Приводной шкив 6 (рис. 5) коробки скоростей получает движение от электродвигателя через клиноременную передачу.
Регулирование механизма главного движения ступенчатое. Вращение шкива приводит в движение целый ряд шестерен коробки скоростей, последовательным переключением которых можно получить 24 скорости вращения шпинделя, из которых две перекрываются. Самые высокие шесть скоростей шпиндель получает непосредственно от вала 7, что способствует резкому повышению КПД станка при работе на высоких скоростях, а также значительному уменьшению шума.
Установка определенных частот вращения шпинделя осуществляется передвижением зубчатых колес по валам при помощи двух рукояток 2 и 1, находящихся на лицевой части коробки скоростей. Все зубчатые колеса выполнены из качественной стали с соответствующей термообработкой и сидят на шлицевых валиках, вращающихся в шариковых и роликовых подшипниках. Передней опорой стального пустотелого шпинделя 9 является радиальный двухрядный регулируемый роликоподшипник 10 с короткими цилиндрическими роликами, а задней – радиально-упорный шарикоподшипник 4. Осевая нагрузка на шпиндель воспринимается упорным шарикоподшипником 3, находящимся у задней опоры шпинделя.
Для пуска, остановки и включения быстрого обратного хода имеется фрикционная пластинчатая муфта 5. Введение в действие муфты совершается рукоятками, находящимися на станине у передней бабки и на фартуке.
Торможение шпинделя производится автоматически в момент выключения фрикционной муфты при помощи электромагнитной муфты 8.
В коробке скоростей имеются механизмы, дающие возможность реверсировать движение суппорта, увеличить шаг нарезаемой резьбы в 4 или 16 раз.
Фартук токарного токарно-винторезного станка 1м63м
Фартук токарного токарно-винторезного станка 1м63м
Фартук токарного токарно-винторезного станка 1м63м. Скачать в увеличенном масштабе
Фартук закрытого типа со съемной передней стенкой. Фартук получает движение от коробки подач через ходовой винт при нарезании резьб или через ходовой вал при выполнении остальных работ (рис. 7).
Благодаря наличию электромагнитных муфт 4 и 5 управление фартуком сосредоточено в одной поворотной рукоятке 7, расположенной с правой стороны фартука. Направление поворота этой рукоятки совпадает с направлением необходимого движения подач или быстрого перемещения каретки и поперечных салазок. При этом для обеспечения быстрого перемещения надо нажать на кнопку 6, находящуюся на самой рукоятке.
Благодаря наличию в фартуке обгонной муфты 8, включение ускоренного хода возможно при включенной рабочей подаче.
Во избежание одновременного включения ходового винта и ходового вала предусмотрена электрическая блокировка.
Электродвигатель быстрого перемещения суппорта расположен с правой стороны фартука. На передней части фартука находится лимб 2 продольного точения с ценой деления I мм. С целью исключения влияния механизма фартука при нарезании резьб валик реечного зубчатого колеса продольной подачи отключается от этого механизма путем вталкивания находящейся внутри валика вытяжной кнопки I, которая расцепляет муфту внутреннего зацепления 3.
Циркуляционная система смазки фартука
Система включает в себя резервуар 23, плунжерный насос 17, маслораспределитель 21. Плунжерный насос приводится в действие от кулачка, установленного на валу реечного зубчатого колеса. Масло подается насосом в маслораспределитель, из которого поступает на смазку детален фартука. Контроль наличия в системе смазки и ее уровня в фартуке производится по маслоуказателям 20 и 25. Контроль за работой плунжерного насоса производится при ускоренных перемещениях суппорта.
Коробка подач токарно-винторезного станка 1м63м
Коробка подач токарно-винторезного станка 1м63м
Коробка подач токарно-винторезного станка 1м63м. Скачать в увеличенном масштабе
Коробка подач закрытого типа, двухосная. Переключением соответствующих рукояток и, при необходимости, установкой сменных зубчатых колес можно получить настройку механизма подач для нарезания нормального ряда метрических, модульных, дюймовых и питчевых резьб, а также для получения необходимых подач при токарной обработке (рис. 8).
Для нарезания точных и специальных резьб можно использовать прямое включение ходового винта (при этом потребуется изготовить специальный набор зубчатых колес).
Суппорт токарно-винторезного станка 1м63м
Суппорт токарно-винторезного станка 1м63м
Суппорт токарно-винторезного станка 1м63м. Скачать в увеличенном масштабе
Суппорт крестовой конструкции имеет продольное перемещение по направляющим станины и поперечное – по направляющим каретки I (рис. 6). Оба перемещения могут быть ручными или механическими, а механическое – рабочим или ускоренным. Поворотная часть суппорта 2 имеет направляющие для перемещения верхней части суппорта 4 с резцовой головкой 3.
Верхняя часть суппорта также может перемещаться вручную и механически. Гайка поперечного винта 6 имеет устройство для выборки люфта. Осевые усилия поперечного винта и винта верхних салазок воспринимаются упорными шарикоподшипниками 5.
Сменные зубчатые колеса станка 1м63м
К станку прилагается комплект сменных зубчатых ,колес для получения метрической и дюймовой или модульной и питчевой резьб. Сменные зубчатве колеса располагаются на левой стенке корпуса коробки скоростей. Станок снабжен защитным кожухом, закрывающим левую стенку коробки скоростей.
Задняя бабка станка 1м63м
Задняя бабка тлеет жесткую конструкцию. После установки на направляющие станины задняя бабка закрепляется на ней с помощью двух планок и четырех болтов.
Перемещение задней бабки вдоль станины облегчено вмонтированными в мостик четырьмя подпружиненными шарикоподшипниками. Для определения величины перемещения пиноли при сверлильных операциях около маховика на винте установлен лимб.
Люнеты станка 1м63м
Станок снабжен подвижным и неподвижным люнетами для обработки круглых деталей диаметром от 20 до 150 мм.
Система охлаждения станка 1м63м
От электронасоса, установленного в правой тумбе, охлаждающая жидкость через шланг по трубопроводу на суппорте поступает к инструменту, а затем стекает в два корыта, установленные спереди и сзади станка, откуда поступает в бак правой тумбы и к электронасосу.
Очистку корыт и бака следует производить не реже одного раза в месяц.
Электрооборудование токарно-винторезного станка 1м63м
Схема электрическая принципиальная токарно-винторезного станка 1м63м
Электрическая схема токарно-винторезного станка 1м63м
Схема электрическая принципиальная токарно-винторезного станка 1м63м. Смотреть в увеличенном масштабе
Перечень элементов к электросхеме токарного станка 1м63м
Электрооборудование токарно-винторезного станка 1м63м. Общие сведения
Электрооборудование станка выполняется на напряжение 380 В и частотой 50 Гц.
Питание цепи управления переменного тока напряжением 110 В осуществляется от понижающего трансформатора.
Питание цепей управления постоянного тока напряжением 24 В осуществляется от выпрямительного моста.
Напряжение цепей местного освещения 24 В переменного тока.
Напряжение цепи сигнализации 24 В постоянного тока.
1м63м Станок токарно-винторезный универсальный быстроходный. Видеоролик.
Технические характеристики универсального токарного станка 1м63м
| Наименование параметра | 1м63 | 1м63д | 1м63м |
|---|---|---|---|
| Основные технические данные станка | |||
| Класс точности по ГОСТ 8-82 | Н | Н | Н |
| Наибольший диаметр заготовки обрабатываемой над станиной, мм | 630 | 630 | 630 |
| Наибольший диаметр заготовки обрабатываемой над суппортом, мм | 350 | 350 | 350 |
| Высота центров, мм | 315 | 315 | 325 |
| Наибольшая длина устанавливаемой детали РМЦ, мм | 1400 | 2800 | 1500 |
| Наибольшее расстояние от оси центров до кромки резцедержателя, мм | 320 | 320 | 335 |
| Наибольшая длина обработки детали (без перестановки резцовых салазок), мм | 1260 | ||
| Высота резца, установленного в резцедержатель, мм | 32 | 32 | 32 |
| Наибольшая масса обрабатываемой детали, кг | 2000 | ||
| Шпиндель | |||
| Частота прямого вращения шпинделя, об/мин (число ступеней) | 10..1250 (22) | 10..1250 (22) | 12,5..1600 (22) |
| Частота обратного вращения шпинделя, об/мин (число ступеней) | 18..1800 (11) | 18..1800 (11) | 22,4..2240 (11) |
| Количество прямых/ обратных скоростей шпинделя | 22/ 11 | 22/ 11 | 22/ 11 |
| Диаметр отверстия в шпинделе, мм | 70 | 70 | 80 |
| Центр в шпинделе по ГОСТ 13214-79 | Морзе 6 | Морзе 6 | Морзе 6 |
| Конец шпинделя по ГОСТ 12593-72 | 8м | 8м | 8м |
| Размер внутреннего конуса шпинделя | Метрический 80 | Метрический 80 | Метрический 100 |
| Наибольший крутящий момент на шпинделе, кНм | 3,3 | ||
| Торможение шпинделя | есть | есть | есть |
| Суппорт. Подачи | |||
| Наибольшее перемещение продольное/ поперечное, мм | 1260/ 400 | 2520/ 400 | 1360/ 400 |
| Количество подач продольных/ поперечных/ резцовых салазок | 44/ 44/ 44 | 32/ 32/ 32 | 32/ 32/ 32 |
| Пределы рабочих подач продольных/ поперечных/ резцовых салазок, мм/об | 0,064-1,025 0,026-0,38 0,028-0,34 | 0,06-1,4 0,024-0,518 0,019-0,434 | 0,06-1,4 0,024-0,518 0,019-0,434 |
| Пределы увеличенных подач подач продольных/ поперечных/ резцовых салазок, мм/об | 1,07-3,2 0,039..1,18 0,336..1,0 | 0,24-5,6 0,096-2,072 0,076-1,736 | |
| Пределы шагов метрических резьб, мм (число ступеней) | 1..192 (56) | 1..224 | 1..224 (46) |
| Пределы шагов дюймовых резьб, ниток/дюйм (число ступеней) | 24..0,25 (33) | 56..0,25 | 28..0,25 (31) |
| Пределы шагов модульных резьб, модуль (число ступеней) | 0,5..48(55) | 0,5..112 | 0,25..56 (37) |
| Пределы шагов питчевых резьб, питч диаметральный (число ступеней) | 96..7/8 (52) | 112..0,5 | 112..0,5 (30) |
| Скорость быстрых перемещений продольных/ поперечных, м/мин | 4,5/ 1,6 | 4,5/ 1,6 | 4,5/ 1,6 |
| Наибольшее усилие резания, допускаемое механизмом подач, кН | 2,22 | 2,22 | |
| Цена деления лимба при продольном/ поперечном на диаметр перемещении, мм | 1/ 0,05 | 1/ 0,05 | 1/ 0,05 |
| Перемещение на оборот лимба при продольном/ поперечном перемещении, мм | 300/ 5 | 300/ 5 | 300/ 5 |
| Резцовые салазки | |||
| Наибольшее перемещение резцовых салазок, мм | 220 | 220 | 220 |
| Наибольший угол поворота резцовых салазок, град | ±90° | ±90° | ±90° |
| Цена деления лимба при перемещении резцовых салазок, мм | 0,05 | 0,05 | 0,05 |
| Перемещение на оборот лимба при при перемещении резцовых салазок, мм | 5 | 5 | 5 |
| Задняя бабка | |||
| Наибольшее перемещение пиноли, мм | 240 | 240 | 240 |
| Поперечное смещение задней бабки, мм | ±10 | ±10 | ±10 |
| Конус под центр в пиноли | Морзе 5 | Морзе 5 | Морзе 5 |
| Электроборудование станка | |||
| Количество электродвигателей на станке | 3 | 3 | 3 |
| Электродвигатель главного движения, кВт (об/мин) | 13 (1460) | 15 (1460) | 18,5 (1465) |
| Электродвигатель быстрых перемещений, кВт (об/мин) | 1,1 (1400) | 1,1 (1400) | 1,1 (1400) |
| Электродвигатель насоса СОЖ, кВт (об/мин) | 0,12 (2800) | 0,12 (2800) | 0,12 (2800) |
| Габариты и масса станка | |||
| Габариты станка (длина, ширина, высота), мм | 3530 х 1680 х 1290 | 4950 х 1780 х 1550 | 3655 х 1590 х 1420 |
| Масса станка, кг | 4300 | 5620 | 4400 |
- Станки токарно-винторезные модели 1м63м и 1м63мф101. Руководство по эксплуатации, Тбилиси, 1983
- Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
- Батов В.П. Токарные станки, 1978
- Белецкий Д.Г. Справочник токаря-универсала, 1987
- Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1972. (1к62)
- Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1979. (16к20)
- Модзелевский А. А., Мущинкин А.А., Кедров С. С., Соболь А. М., Завгородний Ю. П., Токарные станки, 1973
- Пикус М.Ю. Справочник слесаря по ремонту станков, 1987
- Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
- Тепинкичиев В.К. Металлорежущие станки, 1973
- Чернов Н.Н. Металлорежущие станки, 1988
Список литературы
Связанные ссылки. Дополнительная информация
Каталог справочник токарно-винторезных станков
Паспорта и схемы к токарно-винторезным станкам и оборудованию
1М63 Паспорт токарно-винторезного станка, (djvu) 2,0 Мб, Скачать
Купить каталог, справочник, базу данных: Прайс-лист информационных изданий
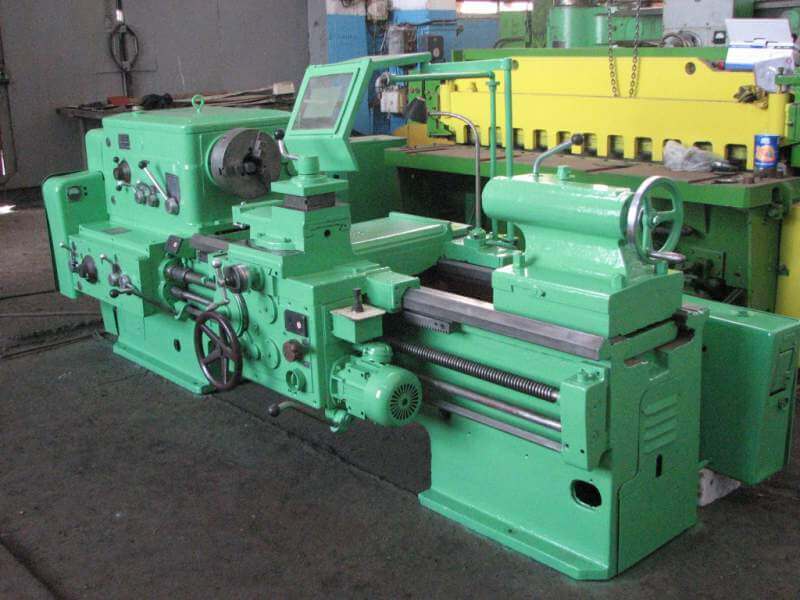
Токарно-винторезный станок 1М63: характеристики, паспорт
Токарно-винторезный станок 1М63 разработали и начали выпускать в середине 50-х годов. Данное оборудование на тот момент имело уникальные технические характеристики, станок 1М63 позволил проводить обработку на высоком качестве заготовок из различных металлов.
 Токарно-винторезный станок 1М63
Токарно-винторезный станок 1М63Область применения
Покупателями винторезного станка 1М63 зачастую становились машиностроительные заводы с довольно крупным объемом производства. Это связано с тем, что ходовой винт модели позволяет проводить обработку заготовки длиной 750-10000 мм в зависимости от РМЦ. Однако сегодня этот токарно-винторезный станок существенно уступает современным винторезным моделям по показателю производительности и точности обработки. Назначение: можно точить цилиндрические и конусообразные детали, нарезать резьбу.
Токарный станок модели 1М63 может использоваться для работы со сложными формами и округлыми типами заготовок. Дополнительное назначение – нарезка различных типовых резьб. Чертеж оборудования предполагает очень удобную конструкцию основного шпинделя и самого резца, кроме того допускается установка для работы следующих инструментов: зенкеров, сверл, метчиков и плашек. Сама заготовка для последующей обработки может закрепляться непосредственно в патроне либо поддерживается крепеж в центрах.
К основным достоинствам машины приписывают:
- простота выполнения любой операции;
- не сложная конструкция узловых элементов машины;
- станина токарного станка 1М63 характеризуется достаточной жесткость, также увеличены стандарты температурной стабильности и точности обработки;
- характеристики двигателей установки имеют высокие показатели мощности, что облегчает обработку по металлу;
- износостойкость каждого отдельного узлового агрегата имеет высокие значения;
- скорость нарезания резьб очень высокая;
- кинематическая схема отличается определенной жесткостью, что положительно сказывается на всей работоспособности установки;
- в комплектации 1М63 присутствуют электрические и стандартные механические блокировки, которые обеспечивают максимальную безопасность при выполнении любой операции.
Особенности конструкции
У 1М63 есть несколько качеств, которые выделяют его среди других станков токарной группы:
- Резцедержатель 1М63 создан так, что можно использовать инструменты из специальных сплавов и быстрорежущей стали. Резцедержатель создан так, что можно его изменять под режущий инструмент и поворачивать на нужный угол.
- Токарный станок по металлу 1М63 относится к классу винторезных машин, которые отвечают за возможность проведения работы по нарезанию резьб. Для этого устанавливается гитара сменных шестерен. Кроме этого коробка скоростей имеет сменные зубчатые колеса. Путем подбора зубчатых колес можно изменять шаг резьбы.
- Для того чтобы точение детали могла проводится на высокой скорости и при высоких показателях подачи повысили жесткость нижней части суппорта и станины.
- На токарно-винторезном станке 1М63 установлен специальный двигатель и коробка подач, которые дают возможность ускорить движение суппорта во время точения заготовки. Коробка подач также имеет шестерни из каленной стали.
- При создании верхней части 1М63 также предусмотрели возможность перемещения. Именно поэтому при установке стандартного резцедержателя можно проводить точение конических поверхностей.

Гитара токарного станка 1М63
Паспорт токарно-винторезного станка 1М63 указывает на то, что вес варьируется в пределе от 4200-13200 в зависимости от показателя РМЦ. Проведем также обзор основных характеристик.
Скачать паспорт (инструкцию по эксплуатации) токарно-винторезного станка 1М63
Широкий спектр выполняемых работ на токарном оборудовании этой модели обеспечивается отдельными модернизациями конструкции. Любая операция по точению, созданию конусов и нарезанию резьб выполняется достаточно легко, без тонкой скрупулезной настройки. Дополнительными конструкционными особенностями установки 1М63 являются:
- размер поперечника заготовок повышен до 700 мм.;
- показатель допустимого диаметра деталей над суппортом равняется 350 мм.;
- увеличен допустимая масса заготовок, теперь можно работать с деталями до 3,5 тонны;
- диаметр отверстия цилиндрической формы в главном шпинделе равняется 105 мм.;
- имеется функция крестообразного смещения суппортов в продольной плоскости – 5,2, в поперечной до 2 м/минуту;
- повышена мощность силового узла до 15 кВт.;
- масса модели составляет 5750 кг.

Суппорт токарного станка 1М63
Большие габариты, увеличенная функциональность позволяют устанавливать модель 1М63 в больших цехах, где упор делается на количество выпускаемой продукции. При этом точность работы и эффективность машины также остается на достаточном уровне.
Основные характеристики
Устройство фрикциона токарно станка 1М63, как и остальных его элементов соответствует установленным стандартам в 1982. Модель относится к классу точности Н и должна соответствовать установленным стандартам. Технические характеристики следующие:
- Подшипники шпинделя 1М63 поддерживают частоту вращения в пределах от 10 до 1 250 об/мин.
- Токарный станок может иметь самый различный показатель РМЦ. Во время работы оба фиксирующих элемента неподвижные.
- Модель может использоваться для обработки длинных и не жестких деталей с различным показателем РМЦ. Для этого предусмотрена возможность установки люнета. Однако стоит учитывать, что люнет не поставляется в комплекте. Люнет для токарного станка 1М63 используется для ограничения при обработке деформации деталей.
- Резцедержатель выполнен в классическом стиле: инструмент сам по себе неподвижный, двигается только суппорт. Расстояние между осью центров и кромкой резцедержателем составляет 32 см. При изготовлении резцедержателя применяется прочный материал, который исключает вероятность деформации конструкции. Настройка резцедержателя позволяет подобрать оптимальные показатели точения.
- Отверстия в шпинделе 65 мм. Шпиндель используется для установки заготовок диаметром 630 мм. Прямой прут может устанавливаться и подаваться по мере точения на рассматриваемом токарно-винторезном 1М63.
- Устанавливается задняя бабка на рассматриваемом токарно-винторезном станке, при ее мощи фиксируется задний конец.
- Коробка передач дает возможность регулировать скорость в 22 диапазонах.
- Суппорт имеет продольную и поперечную подачу в автоматическом режиме.
- Кинематический механизм довольно сложный. Есть передняя и задняя бабка. В передней бабке есть коробка скоростей. Задняя бабка позволяет фиксировать второй конец детали. Положение задней бабки может изменяться. Также используются обгонные муфты 1М63, отвечающие за поддержание точности работы.
- При рассмотрении коробок скоростей и подачи отметим высокую прочность и надежность. Ремонтопригодность коробок делает токарно-винторезный станок 1М63 более привлекательным.
- Электрический шкаф расположен в передней бабке, что подтверждает чертеж токарного станка 1М63.
- Фартук токарного станка 1М63 управляется при помощи специального переключателя.
- Характеристика сменных колес позволяет нарезать дюймовую, метрическую, модульную и питчевую резьбу. Технический потенциал у модели довольно большой. Установить можно сменные колеса для точения резьбы самого различного типа
Приобрести люнет для повышения качества обработки следует в случае, когда нужно проводить высокоточное точение деформирующихся заготовок. Люнеты могут изготавливаться из самых различных материалов. Если не использовать люнет, то сильная подача приведет к деформации заготовки. Люнеты могут устанавливаться и сниматься в зависимости от поставленных задач.
Электрооборудование и кинематическая схема

Кинематическая схема станка 1М63
Токарно-винторезный станок 1М63, электросхема которого имеет 4 электродвигателя, также имеет подробное описание каждого узлового модуля в своем паспорте. Основной мотор может работать от сети 50 Гц или 60 Гц. Электрическая схема указывает на то, что мотор имеет мощность 13 кВт.
Инструкция по эксплуатации предусматривает охлаждение системы. Для этого также устанавливается большой мотор. Кинематическая схема указывает на необходимость подачи 22 литров жидкости в минуту. Мощность электродвигателя 0,12 кВт.
Кинематический механизм представлен и мотором, который обеспечивает ускоренное движение суппорта. Резец передвигается вместе с суппортом благодаря установке мотора, мощность которого 1,1 кВт.
Кинематическая схема станка 1М63 также указывает на наличие четырех муфт. Муфта фрикционная 1М63 отвечает за движение каретки: продольный и поперечный проход проводится во время обтачивания, внутренний механический элемент позволяет быстро подводить режущий инструмент. Электромагнитный тип устройства позволяет быстро изменять положение каретки. Имеется фрикционная муфта прямого хода 1М63, которая предназначена для обеспечения плавности прямых подач в оборудовании.

Электрическая схема станка 1М63
Ремонт оборудования
Работа на любом оборудовании предполагает проведение как планового ремонта, так и комплексного. Мероприятия по восстановлению работоспособности отдельных механизмов требуются для модели 1М63 достаточно редко. Но, постепенная потеря стабильности, расшатывание отдельных компонентов конструкции ведет к понижению точности операций и снижении скорости обработки.
Для проведения комплексного ремонта у производителя заказчику необходимо совместно со станком отсылать следующие документы: технические паспорт установки, специальные акты предыдущих технических осмотров и ведомость, в которой отражена информация о сборочных узловых модулях.
Токарный станок 1М63: характеристики, конструкция, схемы, паспорт
Станок по металлу модели 1М63 пользовался особой популярностью на территории стран бывшего Советского Союза. Агрегатом осуществляли обработку заготовок различного диаметра. Токарная установка отправлялась на экспорт в разные страны, отличаясь от конкурентов надежностью и неприхотливостью использования.
Предназначение
Токарный станок 1М63 предназначается для обработки сложных и округлых металлических поверхностей. Кроме того, он применяется для нарезки резьбы. Для обработки торцов заготовки могут использоваться различные резцы, сверла, метчики, зенкеры, плашки. Обрабатываемые заготовки устанавливаются в центрах либо патроне.
Главными его достоинствами считаются элементарность использования, жесткость опоры и сильные двигательные системы. Эти преимущества определяют работу токарного оборудования в течение длительного периода времени.
Маркировка моделей
Число — буквенный индекс винторезного агрегата 1М63 показывает:
- цифра 1 – токарное оборудование;
- число 6 показывает, что станок относят к разряду металлорежущих установок;
- буква «М» указывает на поколение токарного устройства;
- цифра 3 – допустимый радиус обрабатывания болванки, составляет 315 мм.
Среди модифицированных версий токарного станка возможно следующее обозначение:
- Г – агрегат с углублением в несущей станине;
- А, М – в токарном устройстве присутствует механический привод резцового суппорта;
- Б – показатель быстроходности станка;
- К – установка с копировальной оснасткой;
- П – показывает точность обработки согласно “ГОСТ 8-82”;
- Ф1 – прибор с установкой цифровой индикации;
- Ф2 – винторезная установка с системой численного позиционирования ЧПУ;
- Ф3 – агрегат оснащен непрерывным ЧПУ.

Модификационные модели
Время и повышенный спрос заставляет специалистов совершенствовать токарное оборудование. Станок 1М63, определенный для обработки металлических поверхностей, пришел на смену стандартной модели 163. Агрегаты выпускались в большом объеме. Неудивительно, но на некоторых производственных площадках сохранились эти токарные агрегаты в надлежащем виде и до сих пор эксплуатируются, несмотря на все пройденные гарантийные сроки. Токарно-винторезный станок 1М63 через некоторое время сам послужил прототипом модели 1М63Н. Токарный станок 1М63Н отличается усовершенствованной оснасткой по сравнению с прежними моделями серии. Буква «Н» показывает, что устройство обеспечивает нормальную точность.
Главные отличия 1М63Н от предыдущих версий серии:
- повышенная мощность основного привода;
- увеличенная скорость обработки резьбы;
- расширенный диаметр проема в шпинделе;
- способность обрабатывать изделия до 10 м в длину и массой до 3,5 тонн с повышенной точностью;
- внушительный срок службы токарного оборудования;
- применение легированной стали в шестернях;
- повышенная безопасность использования.
Среди основных модификаций устройства 1М63 выделяют следующие модели: 1М63Ф101, 1М63БГ, 1М63М, 1М63Н 1М63НГ, 1М63НП.
Стоит отметить, что популярный прежде токарно-винторезный станок 1М63 снят с производства и больше не выпускается.
Как работает?
Перед тем как непосредственно приступить к выполнению токарных работ, необходимо внимательно ознакомиться с техникой безопасности и правилами эксплуатации станка.
Пренебрежение данными инструкциями влечет за собой последствия. Поэтому если у рабочего не имеется навыка работ с токарным оборудованием, то в его же интересах заручиться поддержкой специалиста, который проконтролирует эксплуатацию установки.
После того как токарный агрегат смонтирован и подключен, необходимо предварительно подготовить его к эксплуатации. Рабочее место должно быть в чистоте, без лишних деталей и инструментария. Чтобы запустить привод следует нажать кнопку запуска на блоке подач. Дополнительная кнопка включения располагается на панели приборов каретки. Фрикцион должен быть в выключенном состоянии.

Движение суппорта приводится посредством четырех фрикционных муфт, располагающихся в фартуке устройства. На фартуке также предусмотрен переключатель зажимных устройств (муфт), две из которых предоставляют продольный ход, а другая половина поперечное движение. Тумблер обладает несколькими режимами – нейтральным и наклонными положениями, соответствующие вектору хода каретки. Верхушка переключателя обладает кнопкой, которая контролирует скоростное движение суппорта.
В ситуациях, когда токарно-винторезный станок 1М63 серьезно поврежден, его нужно отправить на восстановление, предварительно приведя в надлежащий порядок. Наряду с оборудованием, в сервис должен быть предоставлена и техническая документация, чтобы решить вопрос с запасными деталями.
Конструктивные особенности
Как уже выяснилось, то токарно-винторезный станок 1М63 способен осуществлять различные виды точения, обработку конусов, изготовление резьбы любого типа.
Среди основных технических характеристик 1М63 выделяют:
- допустимый поперечник детали, смонтированный над главной опорой – 700 мм;
- предельный диаметр изделия над суппортом – 350;
- максимальный вес болванки – 3,5 т;
- степень вращения шпиндельного узла – 22 ед.;
- диаметр цилиндрического проема в шпинделе – 105 мм;
- степень вращения – от 10 до 1250 об/мин;
- крестообразное перемещение суппорта – 5,2 (продольное) и 2 (поперечное) м/мин;
- мощность силового агрегата – 15 кВт;
- размеры устройства – 5 240 x 1 780 x 1 550;
- масса оборудования – 5750 кг.
Так выглядят основные технические характеристики станка 1М63. Если требуется просмотреть полную документацию оборудования или 1М63 паспорт, то их можно скачать бесплатно, нажав на пункт «скачать паспорт на станок 1М63». Электрическая схема оборудования представлена ниже.
Люнет
Что такое люнет? Люнет – станочное приспособление, служащее дополнительной опорой при обработке заготовок. Они предназначаются для возделывания деталей круглого и конического типа.
Люнет меняется при разных видах обработки. Неподвижный люнет производят из чугуна. Монтируя конструкцию, необходимо учитывать факт соответствия направляющим установки. Установка детали осуществляется по винтовой схеме. В случаях, когда рабочую поверхность следует закрепить по центру, то люнет выступает в роли вспомогательной опоры.

Фото: люнет для станка 1М63
Суппорт
Этот элемент станка предназначается для фиксации режущего инструментария. Он имеет крестовидную конструкцию и может передвигаться, как по осевым направляющим несущей станины, так и в перпендикулярном направлении – по кареткам токарного станка. Перемещение осуществляется ручным, механическим способом, для этого в устройстве предусмотрен специальный механизм.
Задняя бабка
Этот механизм системы устанавливается к направляющим несущей станины посредством 2 планок и 4 болтов. Легкое передвижение задней бабки по направляющим обусловлено наличием установленных в мостик четырех радиальных шарикоподшипниках. Чтобы определить степень удаления пиноли при сверлении металлических поверхностей, монтируется винтовой лимб, а осевое перемещение пиноли производится посредством маховика.
Охлаждающая система
Из описания в паспорте следует, что система охлаждения 1М63 – это насос, смонтированный в правой тумбе, откуда охладитель поступает к инструменту. Отработанный раствор собирается в поддоны, находящиеся в лицевой и оборотной стороне станка. Далее эта смесь снова поступает в резервуар правой тумбы.
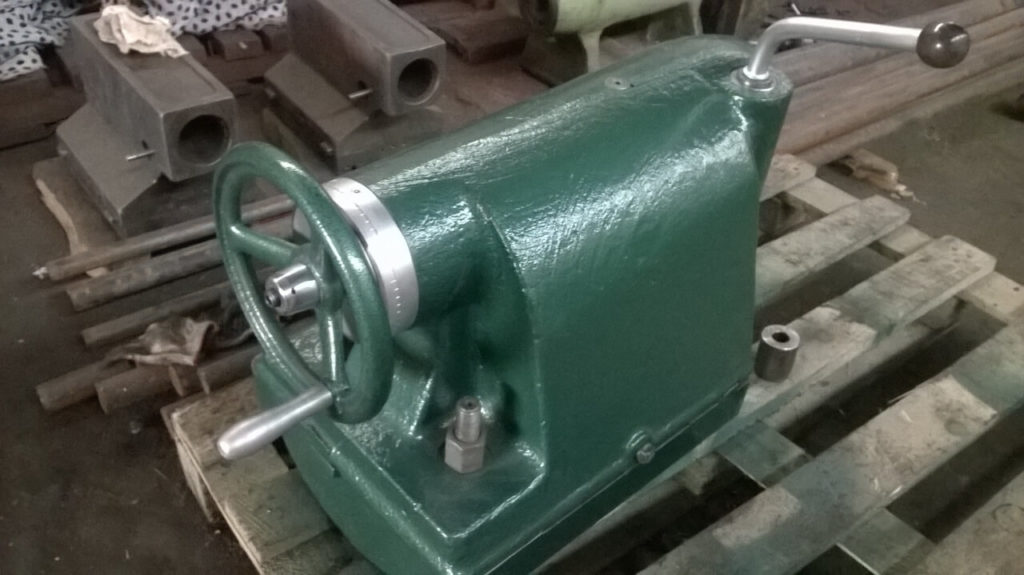
Фартук
В станке этот механизм – закрытого типа, с удаляемой лицевой стенкой. Передник получает вращательные движения посредством ходового винта либо ролика. Так как токарно-винторезный станок 1М63 обладает электромагнитными муфтами, регулировка фартука сконцентрирована в одной рукояти. Вектор поворота рукояти совпадает с направленностью хода подач либо каретки. В фартуке присутствует обгонная муфта, позволяющая включать скоростной режим при задействованной рабочей подаче. Чтобы избежать одновременного запуска бегунка и рабочего винта, в оборудовании предусмотрена электрическая блокировка.
![]()
Электрооборудование
Станок токарно-винторезный оборудован 4 двигателями:
- Основной движок A02-6I-4 СПУЗ со степенью вращения до 1750 об/мин.
- Силовой агрегат охлаждающей системы XI4-22М. Частота вращения мотора 3350 об/мин, с номинальной мощностью 0,12 кВт. Система способна подавать охладитель – 22 л/мин.
- Движок, способствующий ускоренному передвижению каретки A02-2I-4. Частота вращательного хода – 1690 об/мин, мощность – 1,1 кВт.
- Насос С12-54, служащий для подачи смазывающей смеси – 8,2 л/мин. На него устанавливается стандартный фильтр модели Г41-22.
Электрическая схема 1М63
Стоит отметить, что основной двигатель 1М63 запускается только при включенном фрикционе.
Блок скоростей и подач агрегата
В левой лицевой зоне станины расположена коробка скоростей, а шкив ее привода вращается за счет работы мотора. Все скорости регулируются по принципу ступенчатой работы коробки. Шкив, приведенный в движение, запускает работу многочисленных составных элементов коробки скоростей, а контролирует и регулирует скорость – оператор, путем выбора подходящей скорости, которых всего 22. Причем от самого вала шпиндель получает 6 максимальных скоростей, благодаря чему коэффициент полезного действия (КПД) агрегата значительно повышается.
Все шестерни, с помощью которых изменяется скорость работы станка, производят из термически закаленной стали и имеют высокие показатели прочности. Эти детали размещены на шлицевых металлических валиках, а валы, в свою очередь, работают на роликовых и шариковых видах подшипников. Помимо этого, узел контроля и регулировки скоростей оснащен двумя специальными устройствами, позволяющие изменять ход работы суппорта на обратное движение и делать больше шаг изготавливаемой резьбы в четыре или шестнадцать раз.
Подобный агрегат сделан в двухосной закрытой комплектации. За счет работы шестерней и переключения рычагов коробки подач, оператор без особого труда может контролировать и регулировать работу во время выполнения поставленных задач.
Сама же коробка подач станка 1М63 выполнена в закрытом варианте. Использованием необходимых рычагов и заменой специальных зубчатых шестерней, при производственной необходимости, можно произвести отладку процесса подач для изготовления нормального ряда различных видов резьбы, а также получения нужных подач при возделывании всевозможных деталей на данном токарном станке. А для создания высокоточных и специализированных индивидуальных резьб лучше воспользоваться возможностью перехода на прямое включение винта.
На основе 1М63 было создано невероятное количество модификационных моделей, придавая этому токарному агрегату особую значимость. Несмотря на новое поколение современных станков, установка 1М63 продолжает стоять на многих производственных предприятиях страны, обрабатывая ежедневно огромное количество заготовок.
Паспорт
Скачать паспорт токарно винторезного станка 1М63
1М63Д , 1М63ДФ101 “Общая” тема – Большие токарные станки 1М63, 1А64, ДИП и подобные
Попал в руки так Грузинянин, занимаясь ревизией обнаружил что модель достаточно редкая и упоминаний о нем совсем немного. Технически станок близок к просто 1м63, но есть и отличия.
Большую часть ответов на возникающие вопросы нашлись в паспорте из архива форума (спасибо добрым людям за что что опубликовали и хранят все это бесплатно). Но некоторые вопросы все еще возникают а ответа нет, думаю пусть будет отдельная тема.
Итак, для начала все что есть по станку на форуме:
Паспорт
И позитивные отзывы
Станина действительно похожа на сырую. Для меня это не очень принципиально, износ не большой и план не гнать. Почему грузины отказались от закалки станин в сравнительно поздний период непонятно, может твч установка загнулась?
Из отличительного конский по сравнению с аналогичными станками вес, по паспорту рмц 1400 вес 4700кг и это очень похоже на правду и очень большой двигатель главного привода 18.5Квт
Станина одна призма и одна плоская направляющая, шпиндель с проходным 70мм и ук8 под патрон, коробка подач “поздняя”.
Качество сборки обычное для “южных” станков, попадаются огрехи литья, отсутствие резьб под мелкими болтиками и просто порнушная обработка нерабочих плоскостей.
Конкретно мой станок имеет суффикс Ф101, подразумевающий что в комплекте с ним шло детище науки и техники в виде УЦИ на поперечную подачу реализованное энкодером на заднем хвосте винта поперечки, который считал передвижения этого винта. Решение конечно спорное, но нас там не было, не нам судить. На момент попадания ко мне станка от всего изобилия остался чугунный кронштейн (прибор как никак 50кг в сборе весил ) и розетка на передней бабке. Эх не разбогатею еще на полтора грамма золота и пол грамма палладия. В любом случае УЦИ планируется, и в первую очередь из-за продольной подачи, лимб традиционно для наших станков имеет ну очень большие люфты.
) и розетка на передней бабке. Эх не разбогатею еще на полтора грамма золота и пол грамма палладия. В любом случае УЦИ планируется, и в первую очередь из-за продольной подачи, лимб традиционно для наших станков имеет ну очень большие люфты.
На сегодняшний день станок стоит на деревянных брусках, и находится в процессе чистки и смазки.
Картинки.
Вызволение.



Дома.

В процессе.

Изменено пользователем Рома Астрахань
принтер паспорта машины паспорта Гуанчжоу привел нержавеющую направляющую
паспортная машина паспортный принтер гуанчжоу светодиодная направляющая из нержавеющей стали
Спецификация
Размер печати | 1500 мм * 1000 мм |
Печатающая головка 9000 CE4 | 9000 , 636 отверстий * 2лист; наименьшая капля чернил 5 пл |
Цвет печати | C, M, Y, K + W + W |
Высота печати | 1-100 мм |
Печатная масса | Неразрушающая точность Вес 600 кг |
Скорость печати | Черновой режим: 16 кв / час |
Стандартный режим: 13 кв / час | |
Режим: 10 кв / час | |
Система чернил | UVCurableInk (C, M, Y, K, W + W) |
Автоматическая очистка Система | Функция автоматической очистки ( Интеллектуальное положительное давление и отрицательное давление может измениться для использования) |
Технология печатающей головки | Пьезо-струйные чернила для печати |
Картридж с чернилами | Предложение чернил непрерывного действия / Емкость: 1000 мл |
Источник питания | 220 В / 3000 Вт, 50 Гц / 60 Гц |
Прикладные материалы | Керамика, акрил, дерево, ремесло, живопись, стекло, металл, кристалл, кожа, ПВХ, АБС и т. Д. |
Система отверждения | Светодиодная / УФ-световая отверждение |
Управление цветом | Допущено к международному стандарту ICC, с функцией Curve Line. |
Требования к электропитанию | 220 В / 3000 Вт, 50 Гц / 60 Гц |
Разъем USB | Разъем USB 3.0 |
Рабочая среда | Температура окружающей среды 28 ℃, влажность: 40-60%, без пыли |
Направляющая | Квадратная линейная направляющая |
Выход программного обеспечения RIP | GMG / Ultraprint / Maintop |
Н / З. | 1000 кг |
Размер оборудования | 3100 * 1580 * 1400 (мм) |
Преимущества
1. Полностью стальной каркас и балки, закаленная обработка обеспечивают точность печати.
2. Импортируйте детали трансмиссии, трехосный серводвигатель с независимым приводом для обеспечения повторяемой точности.
3. Знаменитая промышленная форсунка Janpen с качественной и высокой производительностью.
4. Быстрое позиционирование, быстрая загрузка печатных носителей, повышение эффективности работы.
5. Платформа всасывающей полости имеет встроенную абсорбцию, открыта только одна из них, все абсорбционные концентрированные.
6. Светодиодная система отверждения, более энергоэффективная, долговечная.
7. Автоматическое измерение высоты объекта.
8. Индуцированная тяга и надув. При печати на гибких носителях впитывание будет более гладким, а для тяжелых материалов (например, стекла) можно легко отрегулировать положение наддува.
О нас
Guangzhou AoCai Printing Equipment Co., Ltd
, расположенная в Гуанчжоу, площадью 7000 квадратных метров, специализируется на производстве универсальных планшетных струйных принтеров ).Как производитель с собственным отделом исследований и разработок, высококвалифицированными техническими специалистами и хорошей репутацией в области послепродажного обслуживания, мы гордимся планшетными УФ-принтерами RunCai, которые отличаются превосходным качеством и конкурентоспособной ценой. Как бренд «RunCai» был зарегистрирован исключительно для всех наших принтеров, что также пользуется популярностью и выгодой у наших клиентов по всему миру.
Наша основная продукция включает универсальные плоские принтеры, УФ-принтеры, экосольвентные принтеры, струйные принтеры для стекла, струйные керамические принтеры для окраски и так далее.Принтеры, разработанные и произведенные нашей компанией, применяются в различных отраслях промышленности, например, в таких областях, как украшение, реклама, керамика, стекло, пластик, пластик, кожа, дерево и т. Д. Одним словом, можно напечатать любую продукцию, которую вы видите в плоской форме. через наш планшетный УФ-принтер.
Размеры и модели наших УФ-принтеров также могут быть изменены в соответствии с запросами клиентов. Печатная продукция / образцы имеют особенность, заключающуюся в том, что чернила могут быть немедленно высушены с высоким разрешением с помощью нашей светодиодной системы отверждения, как только принтер перестанет работать.Более того, мы можем распечатать продукцию с индивидуальными выкройками клиентов.
Планшетный УФ-принтер RunCai занимает довольно большую долю на рынке как в стране, так и за рубежом. Это означает, что наши производственные мощности, качество и послепродажное обслуживание пользуются хорошей репутацией среди наших клиентов во всем мире.
Свяжитесь с нами
.Устройство чтения штрих-кода для паспортов Ms430
Сканер штрих-кода Passport Reader Машина MS430
Считыватель паспортов MS430 – это сканер штрих-кода с фиксированным креплением, оснащенный ведущей в мире запатентованной системой распознавания Postech на кристалле, открывающая новую эру Сканер двухмерных штрих-кодов. MS430 поддерживает все основные одномерные и стандартные двухмерные штрих-коды (например, PDF417, QR-код, матрицу данных, ацтекский и китайский разумный код).Он может считывать штрих-коды практически на любом носителе – бумаге, пластиковой карте, мобильных телефонах и ЖК-дисплеях. Разработанный для интеграции с фиксированным креплением, этот сканер легко встраивается в различное оборудование, такое как шкафы самообслуживания, торговые автоматы, валидаторы билетов, банкоматы, системы контроля доступа, торговые точки и киоски.
Характеристики считывателя паспортов MS430:
1: Непревзойденная производительность чтения: оснащенный технологией Newland пятого поколения, MS430 способен считывать как одномерные, так и двумерные штрих-коды большого объема на экране накрыт защитной пленкой.
2: Триггеры ИК / Света: Комбинация ИК-датчика и датчика освещенности демонстрирует повышенную чувствительность при активации сканера для сканирования штрих-кодов по мере их представления для достижения более высокой пропускной способности и производительности.
3: Хорошо видимый лазерный прицел: MS430 обеспечивает генерируемую лазером диаграмму прицеливания, которая четкая и яркая даже при ярком солнечном свете, обеспечивая точное прицеливание с первого раза.
4: Простота настройки и обновления.
Дизайн считывателя паспортов MS430:
Сценарии приложений:
Считыватель паспортов MS430 с фиксированным креплением и компактной конструкцией, подходит для всех видов киосков, банкоматов, билетных терминалов, медицинских устройств, устройств контроля доступа для встроенного использования.
1. Самая выгодная цена и правильные товары.
2. Онлайн-техническая поддержка и обновление программного обеспечения
3. Послепродажное обслуживание: 2 года гарантии качества, в течение первого года, если есть какие-либо проблемы с качеством, мы берем на себя расходы по доставке и предлагаем услуги ремонта бесплатно.
4. Самые безопасные способы: новая услуга Alibaba для оплаты (торговая гарантия), которая является безопасной доставкой!
5.10 лет опыта техническая команда обслужит вас в любое время
6. Небольшие заказы, приемлемые OEM / ODM
Наша компания и CEBit:
Дополнительные услуги: .Копировальная машина Цена Печатная машина / Паспортный принтер с лучшей заводской ценой в Китае
цена фотокопировальной машины Печатная машина / принтер для паспорта с лучшей заводской ценой в Китае
Описание продукта
Описание | |
Размер печати | * 1000 мм |
Печатающая головка | Печатающие головки TOSHIBA CE4, 636 отверстий * 2 списка; самая маленькая капля чернил 5 пл |
Цвета печати | C , M , Y , K + W + W |
Высота печати | 1-100 мм |
Вес при печати | Неразрушающий точный вес 6 00 кг |
Скорость печати | Режим черновика : 16 кв / час |
Стандартный режим: 13 кв / час | |
Режим высокого разрешения: 10 кв / час | |
Система чернил | УФ-отверждаемые чернила19 ( C , M , Y , K , W + W 9 0020 ) |
Автоматическая система очистки | Функция автоматической очистки (интеллектуальное положительное и отрицательное давление можно изменить для использования) |
Технология печатающей головки | Пьезо-струйные чернила для печати |
Картридж с чернилами | Непрерывное предложение чернил / Емкость: 1000 мл |
Блок питания | 220V / 3500W |
Применяемые материалы | Керамика, акрил, дерево, ремесло, живопись, стекло, металл, хрусталь, кожа, ПВХ, АБС и т. Д. |
Система отверждения | Светодиодное отверждение |
Управление цветом | Допущено к международному стандарту ICC, с функцией кривой линии. |
Требования к электропитанию | 220 В |
USB-разъем | 3.0 Разъем |
Рабочая температура | Рабочая температура ℃, влажность: 40-60%, помещение без пыли |
Направляющая | Квадратная линейная направляющая |
Выход программного обеспечения RIP | GMG / Ultraprint |
Н / З. | 1000 кг |
Размер оборудования: | 3100 * 1580 * 1400 (мм) |
000
000
О нашей компании
Guangzhou AoCai Printing Equipment Co, .Ltd, имеет богатый опыт экспорта на протяжении более десяти лет и специализируется на машиностроении.Благодаря хорошей репутации и большому разнообразию высококачественной и недорогой продукции, мы экспортировали машины в Америку, ЕС, Австралию, Южную Африку, Юго-Восточную Азию и т. Д. И были хорошо оценены нашим покупателем.
Наши услуги
1. Обеспечьте круглосуточную техническую поддержку английского языка в режиме онлайн и бесплатное обучение.
2. Английский RIP и программное обеспечение для печати, бесплатное обновление при запуске новой функции программного обеспечения.
3. Гарантия 18 месяцев: на главную плату, головную плату и электродвигатель.
4. Руководства пользователя на английском языке, которые помогут клиентам легко установить, использовать и обслуживать.
.