Паспорт станка 1м63 – 1М63 Паспорт | Паспорта на станки
alexxlab | 23.09.2019 | 0 | Станок 1М63
1М63 Паспорт | Паспорта на станки
ТЕХНИЧЕСКОЕ ОПИСАНИЕ
Назначение и область применения
Станок токарно-винторезный модели 1М63 является скоростным универсальным станком, (назначенным для выполнения разнообразных токарно-винторезных работ по черным и цветным метал- , включая точение конусов и нарезание метрической, модульной, дюймовой и питчевой резьб.
Жесткая конструкция станка, высокий предел частоты вращения шпинделя (1250 об/мин) и сравнительно большая мощность привода (15 кВт) дают возможность использовать его как скоростной станок с применением резцов из быстрорежущей стали и твердых сплавов.
При распаковке станка надо следить за тем, чтобы не повредить станок распаковочным инструментом. Поэтому рекомендуется вначале снимать верхнюю часть обшивки и верхние поперечные брусья, а затем боковые и торцевые части обшивки ящика.
Скачать Паспорт на станок токарно-винторезный 1М63
Транспортирование станка в упакованном и распакованном виде надо производить согласно схеме транспортировки (рис. 10).
При разгрузке и выгрузке ящика со станком нельзя наклонять его в стороны, допускать удары дном или боками. Следует избегать сильных сотрясений и рывков при опускании и подъеме ящика. Необходимо следить за тем, чтобы канатами не были повреждены выступающие части станка и обработанные поверхности, для чего в соответствующих местах надо подкладывать войлочные прокладки.
Перед подъемом распакованного станка необходимо суппорт переместить в левое положение, а неподвижный люнет и заднюю бабку – в крайнее правое положение.
Диаметр штанг для подъема станка должен быть не менее 50 мм, длина – не менее 1300 мм, а диаметр стальных канатов – не менее 25 мм.
Перед установкой станок нужно очистить от антикоррозийных покрытий, нанесенных на открытые и закрытые поверхности, и во избежание коррозии покрыть тонким слоем масла.
Очистка станка производится сначала деревянной лопаткой, а оставшаяся смазка удаляется с наружных поверхностей чистыми салфетками, смоченными в бензине Б-70 ГОСТ 1012-72.
Скачать Паспорт на станок токарно-винторезный 1М63
pasportanastanki.ru
Токарно-винторезный станок 1М63: технические характеристики, паспорт, фото
Содержание статьи:
Разработкой и производством токарно-винторезного станка 1М63 занимался Рязанский станкостроительный завод. Учитывая опыт реализации предыдущих моделей, в этой серии оборудования были внедрены последние разработки того времени. Поэтому станок до сих пор остается одним из самых популярных и востребованных для комплектации мелкосерийных производств, мастерских.
Конструктивные особенности

Внешний вид
Для анализа эксплуатационных возможностей оборудования сначала рекомендуется изучить паспорт. Там же указываются основные техники параметры. Главными качествами станка 1М63, предназначенного для токарной обработки, являются надежности и высокая точность выполнения операций.
Это стало возможным благодаря повышенной жесткости станины, широкому диапазону настроек каретки и настроек шпиндельной бабки. Станок предназначен для выполнения всех типов токарных работ, в том числе – формированию резьбы нескольких типов. При этом можно использовать различные резцы.
В конструкции суппорт имеет механическую подачу, что позволяет выполнять обработку длинных конусов. Кроме этого, можно отметить следующие особенности конструкции станка, подробно описанные в паспорте оборудования:
- быстрое перемещение суппорта в поперечном и продольном направлении. Для осуществления этих манипуляций в конструкции имеется электродвигатель;
- ступенчатый механизм главного движения. Это осуществляется с помощью коробки скоростей, переключение передач в которой осуществляется путем изменения порядка сцепления определенной пары шестерен;
- многофункциональность коробки скоростей. В ней есть механизмы, позволяющие реверсировать движение суппорта. Дополнительно они увеличивают шаг нарезаемой резьбы.
Станок 1М63 имеет фартук закрытого типа со встроенной системой смазки. Она включает в себя плунжерный насос и распределитель масла. Указатель уровня масла регистрирует текущее состояние процесса, его фактические характеристики. Это важно при ускоренном режиме смещения суппорта.
Если необходимо нарезание точной и специальной резьбы – следует изготовить специальный набор, в который будут входить зубчатые колеса. Они устанавливаются в коробку передач Токарно-винторезный станок 1М63 будет иметь расширенный функционал.
Технические характеристики
Компоненты станка
Параметры станка токарно-винторезного 1М63 описаны в паспорте. Но для первичного анализа возможностей оборудования следует изучить технические характеристики каждого компонента – шпинделя, подачи.
Габариты станка составляют 353*168*129 см при общей массе конструкции 4300 кг. Согласно принятой классификации ему присвоена точность «Н». Кроме этого, к основным паспортным характеристикам относят максимально допустимые размеры заготовки. Над станиной это значение не должно превышать 63 см, над суппортом – 35 см. Высота центров составляет 31,5 см. Для обработки на станке 1М63 можно устанавливать детали длиной не более 140 см и с массой, не превышающей 2000 кг.
Паспорт также содержит характеристики шпинделя:
- номинальная мощность электродвигателя – 13 кВт;
- частоты вращения. При прямом движении они варьируются от 10 до 1250 об/мин. Во время обратного могут составлять от 18 до 1800 об/мин;
- нормированный диаметр отверстия – 7 см;
- количество скоростей при прямом вращении равно 22, а во время обратного — 11.
В конструкции станка 1М63 предусмотрен механизм принудительного торможения шпинделя. Согласно паспортным данным он состоит из электрической части, которая активируется при нажатии соответствующей кнопки на пульте управления оборудованием. Ознакомиться с внешними параметрами станка можно по фото.
Технические характеристики подачи:
- смещение в продольном направлении составляет 126 см, в поперечном – 40 см;
- резцовые салазки могут перемещаться на 22 см;
- количество подач одинаково для всех направлений и составляет 44;
- пределы продольных подач — от 0,064 до 1,025. Для поперечных этот параметр варьируется от 0,026 до 0,38;
- цена деления лимба для резцовых салазок составляет 0,05 мм.

Установочный чертеж
С помощью станка можно формировать практически все типы резьбы: метрические, дюймовые, питчевые и модульные. Если их характеристики соответствуют паспортным данным – использование дополнительных устройств не нужно.
Дополнительно в конструкции станка 1М63 есть системы охлаждения и смазки. Они имеют отдельные силовые агрегаты для подачи жидкостей к ответственным узлам и зонам оборудования. Силовая установка для охлаждения обеспечивает расход 22 л/час, что является оптимальным параметром для станков этого типа.
В видеоматериале показан пример восстановления исходных параметров станка 1М63 путем глобального ремонта:
stanokgid.ru
1м63 станок токарный | Характеристика, паспорт, описание и ремонт
На универсальном токарно-винторезном станке 1м63 можно выполнять широкий ряд токарных операций, точение цилиндрических, конических, винтовых поверхностей. Конструкция станка обеспечивает высокую жесткость, что позволяет вести обработку на высоких скоростях. Шпиндель полый, диаметр отверстия в шпинделе 70мм. Органы управления режимами работы станка располагаются на фартуке.
Особенности
- Высокая жесткость конструкции
- Высокая скорость обратного вращения шпинделя, что повышает скорость резьбонарезания
- Точность обработки сохраняется за счет износостойкого исполнения деталей и узлов станка (зубчатые колеса и направляющие прошли термообработку и шлифовку)
- Имеются ограждения зоны резания, повышающие безопасность работы на станке
Защита
Станок запитывается к электросети предприятия от трехфазного переменного тока 380В. Для защиты от перегрузок и короткого замыкания установлены тепловые реле и автоматические выключатели. Магнитные пускатели обеспечивают нулевую защиту.

Рисунок – станок токарно-винторезный 1м63
Для поддержания высокой точности обработки, а так же работоспособного состояния станка необходимо проводить своевременные ремонтные и профилактические работы, включая демонтаж электрооборудования, проверку схем, чистку механизмов фартука, суппорта, коробки подач, и прочих механических деталей и узлов, промывку и набивку подшипников смазкой, приобретение и замена запчастей. При длительной работе, не следует допускать повышение температуры подшипников более 80°С.
Особое внимание следует уделять контролю надежности заземления оборудования. Контактные соединения должны обеспечивать надежную передачу электрической энергии по схеме. Контактирующие поверхности должны быть плотно прижаты друг к другу, для их исключения окисления и перегрева.
Скачать 1м63 паспорт на токарный станок
www.stanoktehpasport.ru
Паспорт на станок 1М63 токарно-винторезный универсальный
Тип документации: Руководство по эксплуатации
Производитель: Рязанский станкостроительный завод ордена Ленина, Москва
Год выпуска: 1974+1980
Листов / страниц: 109 / 168
Тип файлов: JPG+PDF
Копия: сканированная
Качество изображений: ч/б, 1300*1700, 300dpi
Архиватор: WinRar
Размер архива: 18.0 Мб
Паспорт выложен пользователем: Xrewad
Дополнительная информация:
1. Руководство по эксплуатации 1М63 (Рязанский станкостроительный завод ордена Ленина, Москва, 1980), 51 лист / 52 страницы
2. Руководство по эксплуатации 1М63 + электросхема (Рязанский станкостроительный завод ордена Ленина, Москва, 1974), 58 листов / 112 страниц
Полное руководство по эксплуатации на токарно-винторезный станок 1М63.
Подробное описание состава, устройства и принципа работы данного станка, кинематическая схема, чертежи быстроизнашивающихся деталей.
Дополнительная документация (нажмите на ссылку, чтобы просмотреть):
– Электрооборудование 1М63 (схемы, спецификации)
Инструкции по скачиванию паспорта:
Если Вы решили скачать документацию или паспорт на станок 1М63 токарно-винторезный универсальный – нажмите на кнопку “Скачать паспорт 1М63 бесплатно с файлообменника”, расположенную ниже этого текста. В вашем обозревателе откроется новая страница файлообменника, на которой выберите тип загрузки “Бесплатно”, нажав соответствующую кнопку. Дождитесь своей очереди (обычно это занимает 1 минуту) и нажмите кнопку “Скачать файл”. В случае если с Вашего IP адреса уже ведется скачивание Вам придется дождаться окончания предыдущей загрузки. Платить за скачивание не нужно! После скачивания паспорта распакуйте его и руководство готово к использованию.
Более подробно о программах и форматах, используемых для чтения документации – проследуйте в раздел главного меню “Помощь по сайту”.
Удачного скачивания! И не забывайте оставлять отзывы о паспортах на оборудование.
Перед скачиванием обязательно ознакомьтесь с пользовательским соглашением. Нажатие ссылки “скачать с файлообменника” означает полное и безоговорочное согласие со всеми пунктами пользовательского соглашения.
Скачать паспорт на станок 1М63 с файлообменника
Документ скачан 4432 раз(а)www.xn--80akollgcgac.xn--p1ai
1м63мф101 станок токарно-винторезный универсальный повышенной мощности паспорт, схемы, описание, характеристики
Сведения о производителе токарно-винторезного станка 1м63мф101
Производитель токарного станка модели 1м63мф101 – Рязанский станкостроительный завод РСЗ, основанный в 1949 году.
Свой первый станок Рязанский станкостроительный завод выпустил 21 февраля 1949 года – это был токарно-винторезный станок 164 серии. В течение короткого времени заводом были запущены в призводство еще три серии токарных станков – 166, 165 в 1953 году, 163 в 1956 году.
По мере совершенствования конструкции станков завод выпускал все более современные модели – 1М63, 1М63Б, 1М63БФ101, 1М63Н, 16К30, 1А64, 16К40, 1М65, 1Н65.
На основе универсальных токарных станков Рязанским станкостроительным заводом был освоен выпуск токарных станков с ЧПУ – 16К30Ф3, 16М30Ф3, 16К40РФ3, 16Р50Ф3 и др.
Также заводом освоен выпуск современных токарных обрабатывающих центров с числом координат от 4 до 8, токарных станков с ЧПУ наклонной 1П756ДФ3 и горизонтальной компоновок, трубообрабатывающих станков 1А983, 1Н983 – для обработки концов труб диаметром до 460 мм, колесотокарных, вальцетокарных, станков для обработки глубоких отверстий и др.
История токарно-винторезного станка 1м63
В 1934 году на Московском станкостроительном заводе “Красный пролетарий” осваивается выпуск тяжелых универсальных токарно-винторезных станков станков ДИП-300, ДИП-400, ДИП-500. В качестве прототипа был избран токарно-винторезный станок немецкой фирмы VDF.
В 1944 году производство этих станков было передано на Рязанский станкостроительный завод РСЗ.
В 1956 году запущена в производство первая модель 163-й серии – 163 – РМЦ 1400, 2800.
В 1968 году запущено в производство следующее поколение серии – модель 1м63, 1м63Б.
С 1973 года начало серийного выпуска токарных станков: 16К30, 16К30Ф3, 16М30Ф3, 1П756ДФ3.
С 1976 года начало серийного выпуска токарных станков: 1м63Ф101, 1м63Бф101, 1м63мФ101.
Станки 163 серии производились, также, в Тбилиси – 1Д63А, 1М63Д, 1М63ДФ101.
В 1992 году начало серийного выпуска последней модели 163 серии 1М63Н.
Классификация, обозначение и основные характеристики станков токарной группы
Купить токарный станок. Действующие производители токарных станков
1м63мф101 станок токарно-винторезный универсальный повышенной мощности. Назначение, область применения
Базовой моделью при проектировании станка 1м63мф101 является станок 1м63Б.
Токарно-винторезные станки 163 серии одни из самых распространённых на территории бывшего СССР, предназначен для обработки деталей средних и больших размеров, в условиях единичного и мелкосерийного производства.
На 1м63мф101 станке можно производить наружное и внутреннее точение, включая точение конусов, растачивание, сверление и нарезание резьб (метрической, модульной, дюймовой и питчевой).
Основные технические характеристики токарно-винторезного станка 1м63мф101
Изготовитель – Рязанский станкостроительный завод, РСЗ.
- Наибольший диаметр заготовки типа Диск, обрабатываемой над станиной – Ø 630 мм
- Наибольший диаметр заготовки типа Вал, обрабатываемой над суппортом – Ø 350 мм
- Расстояние между центрами – 1500 мм
- Высота центров – 350 мм
- Мощность электродвигателя – 18,5 кВт
- Вес станка полный – 4,4 т
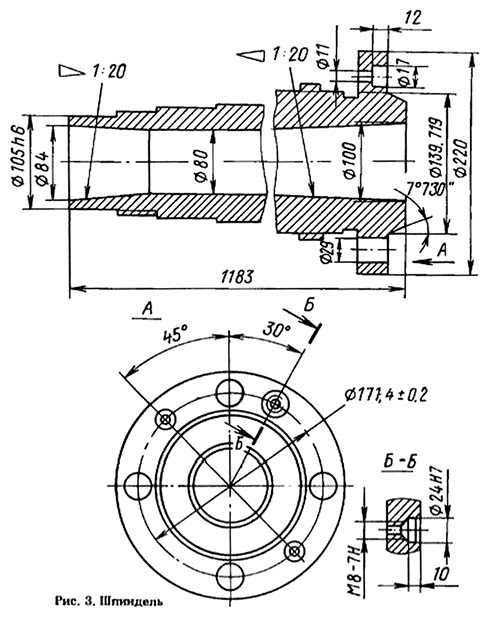
Шпиндель токарно-винторезного станка 1м63мф101
- Конец шпинделя – по ГОСТ 12593 (Концы шпинделей фланцевые под поворотную шайбу и фланцы зажимных устройств)
- Номинальный диаметр конуса D = 139,719 мм, условный размер конца шпинделя – 8
- Внутренний (инструментальный) конус шпинделя – Морзе 6
- Диаметр сквозного отверстия в шпинделе – Ø 80 мм
- Пределы чисел прямых оборотов шпинделя в минуту (22 ступеней) – 12,5..1600 об/мин
- Пределы чисел обратных оборотов шпинделя в минуту (11 ступеней) – 22,4..2240 об/мин
- Диаметр стандартного патрона – Ø 400 мм
Подачи и резьбы токарно-винторезного станка 1м63мф101
- Пределы продольных подач – 0,06..1,4 мм/об (32 ступени)
- Пределы поперечных подач – 0,024..0,518 мм/об (32 ступени)
- Пределы подач резцовых салазок – 0,019..0,434 мм/об (32 ступени)
- Пределы шагов резьб метрических – 1..224 мм (46 размеров)
- Пределы шагов резьб модульных – 0,25..56 модулей (37 размеров)
- Пределы шагов резьб дюймовых – 28..0,25 ниток на дюйм (31 размеров)
- Пределы шагов резьб питчевых – 112..0,5 питчей (30 размеров)
Технические характеристики и жесткость конструкция станины, каретки, шпинделя станка позволяют полностью использовать возможности работы на высоких скоростях резания с применением резцов из быстрорежущей стали или оснащенных пластинами из твердых сплавов при обработке деталей из черных и цветных металлов.
Суппорт станка имеет механическое перемещение верхней части, позволяющее производить точение длинных конусов. Точение коротких конусов также осуществляется движением верхней части суппорта.
Изменение величин подач и настройка на шаг нарезаемой резьбы осуществляются переключением зубчатых колес коробки подач и настройкой гитары сменных шестерен.
Суппорт имеет быстрое перемещение в продольном и поперечном направлениях, которое осуществляется от индивидуального электродвигателя.
Модификации токарного винторезного станка 1М63мФ101
163 – РМЦ 1400, 2800. Первая модель 163-й серии, начало выпуска 1956 год.
1Д63А, 1М63Д, 1М63ДФ101 – РМЦ 1400, 2800. Станок выпускался станкостроительным заводом им. Кирова (г. Тбилиси) с 1952 года.
1М63 – РМЦ 1400, 2800. следующее поколение 163-й серии, станок заменил модель 163.
1М63Ф306 – токарно-винторезный станок с ЧПУ, начало серийного выпуска 1973 год.
1М63Ф101 – токарно-винторезный станок с УЦИ, обеспечивающим отсчет поперечного перемещения суппорта, начало серийного выпуска 1976 год.
1м63Бф101, 1м63Бф101Г, 1м63Бф101 – токарно-винторезные станки 163 серии быстроходные повышенной мощности.
1М63М, 1М63МФ101, 16Р30 – токарно-винторезные станки 163 серии повышенной мощности.
1М63Н – станок токарно-винторезный нормальной точности – последняя модель 163 серии, начало серийного выпускаа 1992 год.
1М63НФ1, 1М63НФ101 – станок токарно-винторезный нормальной точности, дополнительно оснащен 3-х координатной системой УЦИ фирмы «Newall» на продольное перемещение каретки с суппортом (ось Z), на поперечное перемещение суппорта (ось X), на перемещение резцовых салазок с суппортом (ось Y).
1М63Н-1 – станок токарно-винторезный нормальной точности с укороченной станиной.
1М63НФ10М – станок токарно-винторезный нормальной точности с укороченной станиной, дополнительно оснащен устройством цифровой индикации (УЦИ).
1М63НГ – токарно-винторезный станок 163 серии с выемкой в станине.
1М63НП – токарно-винторезный станок 163 серии повышенной точности.
1М63Ф3, 1М63РФ3 – токарно-винторезный станок 163 серии с ЧПУ.
Габаритные размеры рабочего пространства токарного станка 1м63мф101
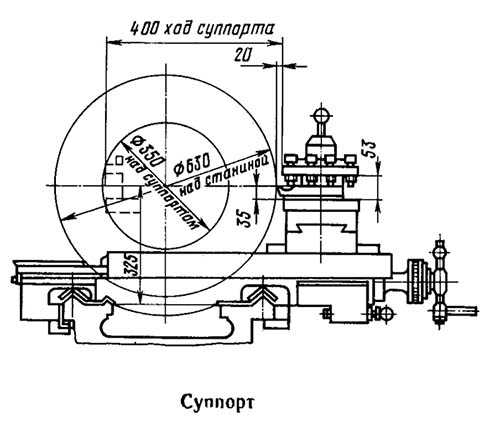
Габаритные размеры рабочего пространства станка 1м63мф101
Посадочные и присоединительные базы токарного станка 1м63мф101
Габаритные размеры рабочего пространства станка 1м63мф101
Общий вид токарно-винторезного станка 1м63мф101

Фото токарно-винторезного станка 1м63Бф101

Фото токарно-винторезного станка 1м63мф101
Фото токарно-винторезного станка 1м63мф101. Скачать в увеличенном масштабе

Фото токарно-винторезного станка 1м63мф101
Фото токарно-винторезного станка 1м63мф101. Скачать в увеличенном масштабе
Расположение основных узлов токарно-винторезного станка 1м63мф101
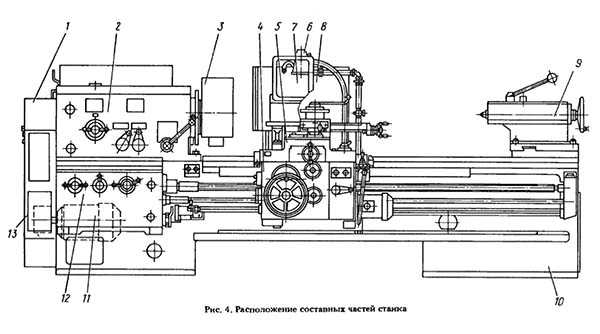
Расположение основных узлов токарно-винторезного станка 1м63мф101
- Сменные шестерни – М63Б.08.000
- Бабка передняя – М63М.20.000
- Ограждение патрона – М63Б.19.000
- Фартук – М63М.60.000
- Суппорт – М63М.40.000
- Электрооборудование – М63М.18.000
- Ограждение – М63М.81.000
- Ограждение – М63М.81.000
- Бабка задняя – М63М.30.000
- Станина – М63М.16.000
- Электродвигатель – М63М.17.000
- Коробка подач – М63Б.70.000
- Кожух защитный – М63Б.95.000
- Люнет подвижный – М63М.10.000
- Люнет неподвижный – М63М.11.000
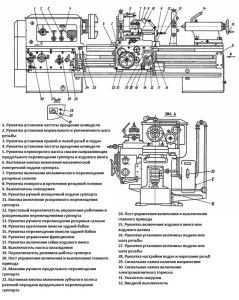
Расположение органов управления токарно-винторезным станком 1м63мф101

Расположение органов управления токарно-винторезным станком 1м63мф101
Расположение органов управления токарно-винторезным станком 1м63мф101. Скачать в увеличенном масштабе
Органы управления токарно-винторезного станка 1м63мф101 и их назначение
- Рукоятка установки частоты вращения шпинделя
- Рукоятка установки нормального и увеличенного шага резьбы и деление на многозаходные резьбы
- Рукоятка установки правой и левой резьб и подач
- Кнопка фиксации ограждения патрона
- Рукоятка установки частоты вращения шпинделя
- Рукоятка плунжерного насоса смазки направляющих продольного перемещения суппорта и ходового винта
- Вытяжная кнопка включения механической поперечной подачи суппорта
- Тумблер включения местного освещения
- Вытяжная кнопка включения механической поперечной подачи суппорта
- Рукоятка включения механического перемещения верхнего суппорта (резцовых салазок)
- Рукоятка поворота и крепления резцовой головки
- Головка зажима и разжима сухаря крепления каретки
- Рукоятка ручной поперечной подачи верхнего суппорта
- Кнопка включения ускоренного перемещения (быстрых ходов) суппopта
- Тумблер переключения на точение конусов и цилиндров
- Тумблер включения насоса охлаждения
- Переключатель подач дистанционного управления
- Рукоятка креплении пиноли задней бабки
- Маховик перемещения пиноли задней бабки
- Рукоятка маховика
- Рукоятки управления фрикционом
- Рукоятка включения гайки ходового винта
- Кнопочные станции включения и выключения главного привода
- Маховик ручного продольного перемещения суппорта
- Кнопочные станции включения и выключения главного привода
- Рукоятки управления фрикционом
- Рукоятка настройки наладки шага резьбы и отключения вращения ходового винта
- Рукоятка настройки на величину шага резьбы и подачи
- Рукоятка выбора резьбы
- Рукоятка выбора величины подач и шага резьбы
- Квадрат вала шкива для деления на многозаходные резьбы
- Выключатель вводной
- Указатель нагрузки
- Сигнальная лампа включения электромагнитного тормоза
- Сигнальная лампа наличия напряжения
- Сигнальная лампа — аварийная
Кинематическая схема токарно-винторезного станка 1м63мф101

Кинематическая схема токарно-винторезного станка 1м63мф101
Схема кинематическая токарно-винторезного станка 1м63мф101. Скачать в увеличенном масштабе
Описание конструкции основных узлов токарно-винторезного станка 1м63мф101
Коробка скоростей токарно-винторезного станка 1м63мф101
Коробка скоростей токарно-винторезного станка 1м63мф101
Коробка скоростей токарно-винторезного станка 1м63мф101. Скачать в увеличенном масштабе
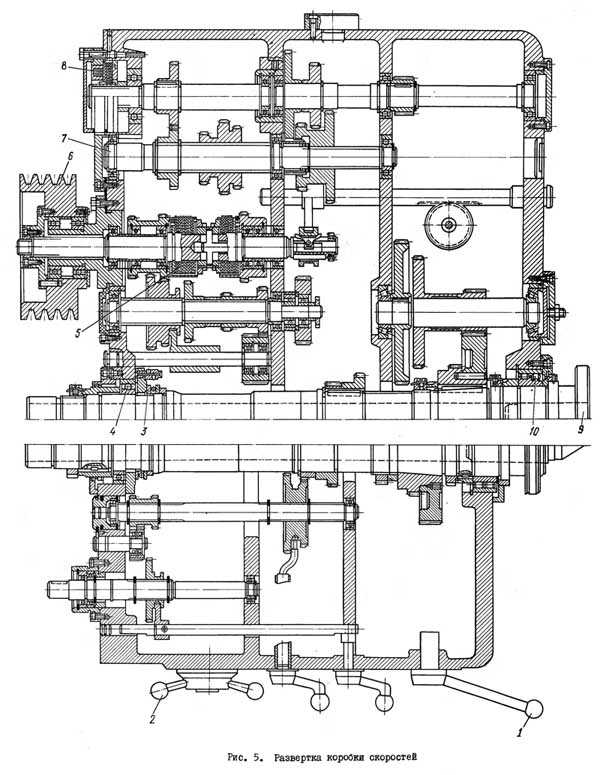
Коробка скоростей крепится к левой головной части станины. Приводной шкив 6 (рис. 5) коробки скоростей получает движение от электродвигателя через клиноременную передачу.
Регулирование механизма главного движения ступенчатое. Вращение шкива приводит в движение целый ряд шестерен коробки скоростей, последовательным переключением которых можно получить 24 скорости вращения шпинделя, из которых две перекрываются. Самые высокие шесть скоростей шпиндель получает непосредственно от вала 7, что способствует резкому повышению КПД станка при работе на высоких скоростях, а также значительному уменьшению шума.
Установка определенных частот вращения шпинделя осуществляется передвижением зубчатых колес по валам при помощи двух рукояток 2 и 1, находящихся на лицевой части коробки скоростей. Все зубчатые колеса выполнены из качественной стали с соответствующей термообработкой и сидят на шлицевых валиках, вращающихся в шариковых и роликовых подшипниках. Передней опорой стального пустотелого шпинделя 9 является радиальный двухрядный регулируемый роликоподшипник 10 с короткими цилиндрическими роликами, а задней – радиально-упорный шарикоподшипник 4. Осевая нагрузка на шпиндель воспринимается упорным шарикоподшипником 3, находящимся у задней опоры шпинделя.
Для пуска, остановки и включения быстрого обратного хода имеется фрикционная пластинчатая муфта 5. Введение в действие муфты совершается рукоятками, находящимися на станине у передней бабки и на фартуке.
Торможение шпинделя производится автоматически в момент выключения фрикционной муфты при помощи электромагнитной муфты 8.
В коробке скоростей имеются механизмы, дающие возможность реверсировать движение суппорта, увеличить шаг нарезаемой резьбы в 4 или 16 раз.
Фартук токарного токарно-винторезного станка 1м63мф101

Фартук токарного токарно-винторезного станка 1м63мф101
Фартук токарного токарно-винторезного станка 1м63мф101. Скачать в увеличенном масштабе
Фартук закрытого типа со съемной передней стенкой. Фартук получает движение от коробки подач через ходовой винт при нарезании резьб или через ходовой вал при выполнении остальных работ (рис. 7).
Благодаря наличию электромагнитных муфт 4 и 5 управление фартуком сосредоточено в одной поворотной рукоятке 7, расположенной с правой стороны фартука. Направление поворота этой рукоятки совпадает с направлением необходимого движения подач или быстрого перемещения каретки и поперечных салазок. При этом для обеспечения быстрого перемещения надо нажать на кнопку 6, находящуюся на самой рукоятке.
Благодаря наличию в фартуке обгонной муфты 8, включение ускоренного хода возможно при включенной рабочей подаче.
Во избежание одновременного включения ходового винта и ходового вала предусмотрена электрическая блокировка.
Электродвигатель быстрого перемещения суппорта расположен с правой стороны фартука. На передней части фартука находится лимб 2 продольного точения с ценой деления I мм. С целью исключения влияния механизма фартука при нарезании резьб валик реечного зубчатого колеса продольной подачи отключается от этого механизма путем вталкивания находящейся внутри валика вытяжной кнопки I, которая расцепляет муфту внутреннего зацепления 3.
Циркуляционная система смазки фартука
Система включает в себя резервуар 23, плунжерный насос 17, маслораспределитель 21. Плунжерный насос приводится в действие от кулачка, установленного на валу реечного зубчатого колеса. Масло подается насосом в маслораспределитель, из которого поступает на смазку детален фартука. Контроль наличия в системе смазки и ее уровня в фартуке производится по маслоуказателям 20 и 25. Контроль за работой плунжерного насоса производится при ускоренных перемещениях суппорта.
Коробка подач токарно-винторезного станка 1м63мф101

Коробка подач токарно-винторезного станка 1м63мф101
Коробка подач токарно-винторезного станка 1м63мф101. Скачать в увеличенном масштабе
Коробка подач закрытого типа, двухосная. Переключением соответствующих рукояток и, при необходимости, установкой сменных зубчатых колес можно получить настройку механизма подач для нарезания нормального ряда метрических, модульных, дюймовых и питчевых резьб, а также для получения необходимых подач при токарной обработке (рис. 8).
Для нарезания точных и специальных резьб можно использовать прямое включение ходового винта (при этом потребуется изготовить специальный набор зубчатых колес).
Суппорт токарно-винторезного станка 1м63мф101
Суппорт токарно-винторезного станка 1м63мф101
Суппорт токарно-винторезного станка 1м63мф101. Скачать в увеличенном масштабе
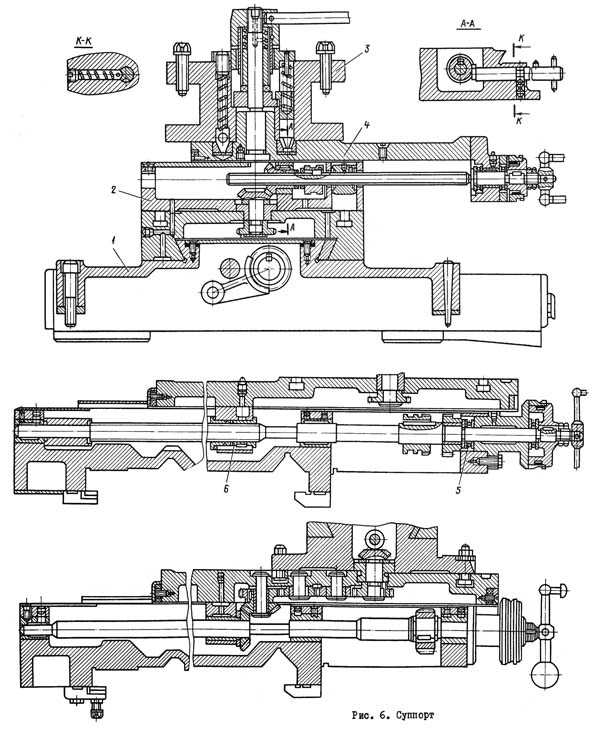
Суппорт крестовой конструкции имеет продольное перемещение по направляющим станины и поперечное – по направляющим каретки I (рис. 6). Оба перемещения могут быть ручными или механическими, а механическое – рабочим или ускоренным. Поворотная часть суппорта 2 имеет направляющие для перемещения верхней части суппорта 4 с резцовой головкой 3.
Верхняя часть суппорта также может перемещаться вручную и механически. Гайка поперечного винта 6 имеет устройство для выборки люфта. Осевые усилия поперечного винта и винта верхних салазок воспринимаются упорными шарикоподшипниками 5.
Сменные зубчатые колеса станка 1м63мф101
К станку прилагается комплект сменных зубчатых ,колес для получения метрической и дюймовой или модульной и питчевой резьб. Сменные зубчатве колеса располагаются на левой стенке корпуса коробки скоростей. Станок снабжен защитным кожухом, закрывающим левую стенку коробки скоростей.
Задняя бабка станка 1м63мф101
Задняя бабка тлеет жесткую конструкцию. После установки на направляющие станины задняя бабка закрепляется на ней с помощью двух планок и четырех болтов.
Перемещение задней бабки вдоль станины облегчено вмонтированными в мостик четырьмя подпружиненными шарикоподшипниками. Для определения величины перемещения пиноли при сверлильных операциях около маховика на винте установлен лимб.
Люнеты станка 1м63мф101
Станок снабжен подвижным и неподвижным люнетами для обработки круглых деталей диаметром от 20 до 150 мм.
Система охлаждения станка 1м63мф101
От электронасоса, установленного в правой тумбе, охлаждающая жидкость через шланг по трубопроводу на суппорте поступает к инструменту, а затем стекает в два корыта, установленные спереди и сзади станка, откуда поступает в бак правой тумбы и к электронасосу.
Очистку корыт и бака следует производить не реже одного раза в месяц.
Электрооборудование токарно-винторезного станка 1м63мф101
Схема электрическая принципиальная токарно-винторезного станка 1м63мф101
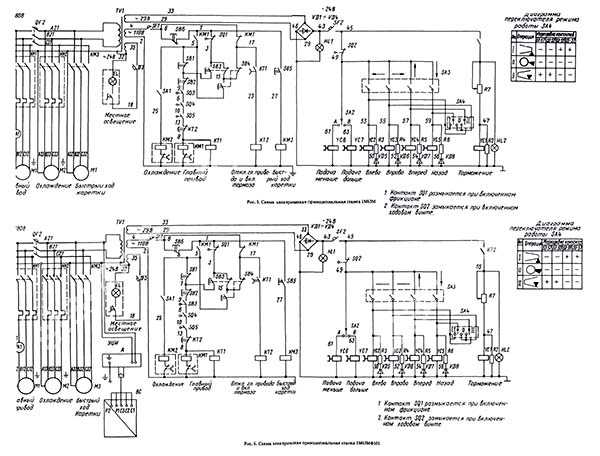
Электрическая схема токарно-винторезного станка 1м63мф101
Схема электрическая принципиальная токарно-винторезного станка 1м63мф101. Смотреть в увеличенном масштабе
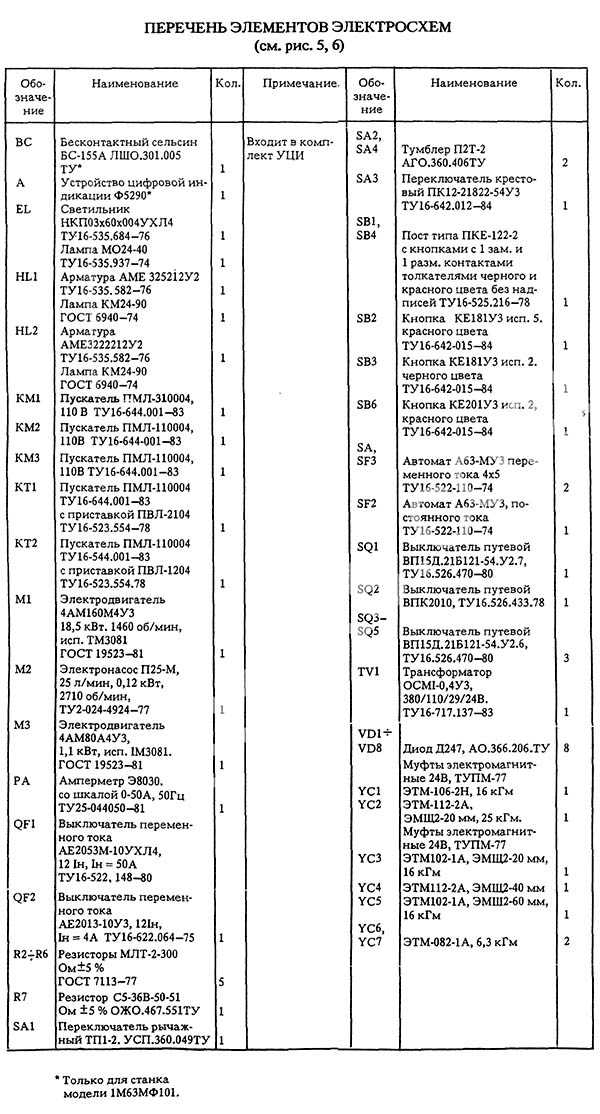
Перечень элементов к электросхеме токарного станка 1м63мф101
Электрооборудование токарно-винторезного станка 1м63мф101. Общие сведения
Электрооборудование станка выполняется на напряжение 380 В и частотой 50 Гц.
Питание цепи управления переменного тока напряжением 110 В осуществляется от понижающего трансформатора.
Питание цепей управления постоянного тока напряжением 24 В осуществляется от выпрямительного моста.
Напряжение цепей местного освещения 24 В переменного тока.
Напряжение цепи сигнализации 24 В постоянного тока.
Устройство цифровой индикации Ф5290
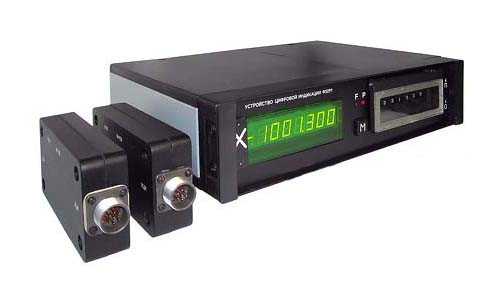
Устройство цифровой индикации Ф5290
Технические характеристики Устройства цифровой индикации Ф5290
Устройство цифровой индикации Ф5290 (в дальнейшем — УЦИ) предназначено для контроля линейных или угловых перемещений по одной оси координат с помощью первичного измерительного преобразователя перемещений — сельсина БС-155А (в дальнейшем — сельсин), индикации положения подвижных механизмов станка или другой машины, в котором оно применяется, и используется в качестве специализированного вспомогательного комплектующего изделия в составе информационно-измерительных систем, металлообрабатывающих станков и других машин при измерении и контроле механических перемещений.
Области применения — системы цифровой индикации.
Устройства цифровой индикации (УЦИ) Ф5290 предназначены для обработки электрических сигналов с первичных измерительных преобразователей и используются в качестве специализируемых вспомогательных комплектующих изделий в составе информационно-измерительных систем, металлообрабатывающих станков и других машин при измерении и контроле механических перемещений. Отличием УЦИ Ф5290 от Ф5291 является то, что УЦИ Ф5290 работает с датчиком перемещения типа сельсин, а УЦИ Ф5291 работает с датчиком перемещения типа линейка или угловой датчик перемещения.
По основному функциональному назначению УЦИ соответствует типу I по ГОСТ 27537.
УЦИ обеспечивает:
УЦИ обеспечивает автоматическое тестирование основных узлов при включении сетевого электропитания.
УЦИ обеспечивает индикацию отсчета перемещений в диапазоне от минус 9999999 до плюс 9999999 при контроле линейных перемещений, или от 0.00.00 до 359.59.59 при контроле угловых перемещений с индикацией отсчета в градусах, угловых минутах и секундах, или от 0 до 359, или от 0.0 до 359.9, или от 0.00 до 359.99, или от 0.000 до 359.999 при контроле угловых перемещений с индикацией отсчета в градусах, десятых, сотых, тысячных долях градуса.
В отличие от станка модели 1М63М, в станке 1м63мф101 устанавливается устройство цифровой индикации Ф5290.
Установка устройства цифровой индикации производится над коробкой скоростей и подключается к фазному напряжению переменного тока 220 В.
Датчик обратной связи соединен с поперечным ходовым винтом и контролирует его вращение, расположен на каретке станка и подключен к блоку индикации гибкой электрической связью.
Питание устройства цифровой индикации осуществляется от шкафа управления, расположенного на передней бабке сзади станка.
Устройство цифровой индикации (УЦИ) предназначено для визуального отсчета диаметра детали в цифровой форме.
При отключении вводного автомата, УЦИ обесточивается.
Датчик сельсин БС-155А гибким кабелем соединяется с устройством УЦИ, а ось датчика пластинчатой муфтой соединяется с поперечным винтом.
Перемещение рабочего инструмента на 5 мм соответствует одному обороту ходового винта, а следовательно, и ротора сельсина БС-155А. Фазовый сигнал поступает в блок индикации.
Цифровой отсчет на индикаторном табло блока, соответствующий одному обороту ротора сельсина, равен 10 мм (т.е. автоматически отображается удвоенное перемещение – диаметр).
Дискретность отсчета УЦИ составляет 10 мкм.
Нестабильность показаний не превышает ±2 мкм.
Применение устройства цифровой индикации Ф5290
В станке 1М63МФ101 с устройством цифровой индикации рекомендуется применять для металлообработки комбинированный режим: обеспечение необходимых перемещений вручную по УЦИ с одновременным использованием универсальных измерительных средств.
При комбинированном режиме возможны подрежимы:
- а) комбинированный режим с постоянным использованием универсальных измерительных средств. При обработке всех элементов изделия даже одним инструментом на предварительном проходе определяется размер изделия по каждому элементу, а перемещение для снятия припуска осуществляется по УЦИ;
- б) комбинированный режим с разовым использованием универсальных измерительных средств.
При обработке всех элементов изделия, размер изделия определяется по одному элементу, а перемещение для обработки остальных элементов осуществляется по УЦИ.
Проведение измерений при металлообработке с помощью УЦИ может быть реализовано двумя способами.
Измеренный универсальным инструментом диаметр при помощи декадных переключателей, набирается на передней панели устройства, затем нажатием клавиши „Запись”, расположенной там же, записывается на табло. Далее идет процесс металлообработки с наблюдением по УЦИ текущего диаметра в абсолютной системе координат, где нулевой точкой будет являться ось шпинделя.
После измерения универсальным измерительным инструментом диаметра пробного прохода рабочий вычисляет припуск, который необходимо снять. Он определяется как разность:
Припуск = D изм. – d
Где:
D изм. – измеренный диаметр,
d – диаметр готовой детали.
Припуск рабочий вводит в УЦИ способом, описанным в предыдущем подпункте; далее идет обработка детали до нулевых показаний на табло устройства по всем разрядам.
В целях увеличения точности обработки рекомендуется производить подвод режущего инструмента в точку резания в направлении предполагаемого резания, так как необходимо выбрать люфт ходового винта.
1м63мф101 Станок токарно-винторезный универсальный быстроходный. Видеоролик.
Технические характеристики универсального токарного станка 1м63мф101
| Наименование параметра | 1м63ф101 | 1м63Бф101 | 1м63Мф101 |
|---|---|---|---|
| Основные технические данные станка | |||
| Класс точности по ГОСТ 8-82 | Н | Н | Н |
| Наибольший диаметр заготовки обрабатываемой над станиной, мм | 630 | 630 | 630 |
| Наибольший диаметр заготовки обрабатываемой над суппортом, мм | 350 | 350 | 350 |
| Высота центров, мм | 315 | 315 | 315 |
| Наибольшая длина устанавливаемой детали РМЦ, мм | 1400 | 2800 | 1500 |
| Наибольшее расстояние от оси центров до кромки резцедержателя, мм | 320 | 320 | 335 |
| Наибольшая длина обработки детали (без перестановки резцовых салазок), мм | 1260 | ||
| Высота резца, установленного в резцедержатель, мм | 32 | 32 | 32 |
| Наибольшая масса обрабатываемой детали, кг | 2000 | ||
| Шпиндель | |||
| Частота прямого/ обратного вращения шпинделя, об/мин | 10…1250 18…1800 | 10…1250 18…1800 | 12,5..1600 22,4..2240 |
| Количество прямых/ обратных скоростей шпинделя | 22/ 11 | 22/ 11 | 22/ 11 |
| Диаметр отверстия в шпинделе, мм | 70 | 70 | 80 |
| Центр в шпинделе по ГОСТ 13214-79 | Морзе 6 | Морзе 6 | Морзе 6 |
| Конец шпинделя по ГОСТ 12593-72 | 8м | 8м | 8м |
| Размер внутреннего конуса шпинделя | Метрический 80 | Метрический 80 | Метрический 100 |
| Наибольший крутящий момент на шпинделе, кНм | 3,3 | ||
| Торможение шпинделя | есть | есть | есть |
| Суппорт. Подачи | |||
| Наибольшее перемещение продольное/ поперечное, мм | 1260/ 400 | 2520/ 400 | 1360/ 400 |
| Количество подач продольных/ поперечных/ резцовых салазок | 44/ 44/ 44 | 32/ 32/ 32 | 32/ 32/ 32 |
| Пределы рабочих подач продольных/ поперечных/ резцовых салазок, мм/об | 0,064-1,025 0,026-0,38 0,028-0,34 | 0,06-1,4 0,024-0,518 0,019-0,434 | 0,06-1,4 0,024-0,518 0,019-0,434 |
| Пределы увеличенных подач подач продольных/ поперечных/ резцовых салазок, мм/об | 1,07-3,2 0,039..1,18 0,336..1,0 | 0,24-5,6 0,096-2,072 0,076-1,736 | |
| Пределы/ количество шагов метрических резьб, мм | 1-192/ 56 | 1-224 | 1-224/ 46 |
| Пределы/ количество шагов дюймовых резьб, ниток/дюйм | 24-0,25/ 33 | 56-0,25 | 28-0,25/ 31 |
| Пределы/ количество шагов модульных резьб, модуль | 0,5-48/ 55 | 0,5-112 | 0,25-56/ 37 |
| Пределы/ количество шагов питчевых резьб, питч диаметральный | 96-7/8/ 52 | 112-0,5 | 112-0,5 /30 |
| Скорость быстрых перемещений продольных/ поперечных, м/мин | 4,5/ 1,6 | 4,5/ 1,6 | 4,5/ 1,6 |
| Наибольшее усилие резания, допускаемое механизмом подач, кН | 2,22 | 2,22 | |
| Цена деления лимба при продольном/ поперечном на диаметр перемещении, мм | 1/ 0,05 | 1/ 0,05 | 1/ 0,05 |
| Перемещение на оборот лимба при продольном/ поперечном перемещении, мм | 300/ 5 | 300/ 5 | 300/ 5 |
| Резцовые салазки | |||
| Наибольшее перемещение резцовых салазок, мм | 220 | 220 | 220 |
| Наибольший угол поворота резцовых салазок, град | ±90° | ±90° | ±90° |
| Цена деления лимба при перемещении резцовых салазок, мм | 0,05 | 0,05 | 0,05 |
| Перемещение на оборот лимба при при перемещении резцовых салазок, мм | 5 | 5 | 5 |
| Задняя бабка | |||
| Наибольшее перемещение пиноли, мм | 240 | 240 | 240 |
| Поперечное смещение задней бабки, мм | ±10 | ±10 | ±10 |
| Конус под центр в пиноли | Морзе 5 | Морзе 5 | Морзе 5 |
| Устройство цифровой индикации (УЦИ) | |||
| Модель УЦИ | Ф5071 | Ф5071 | Ф5290 |
| Тип датчика | Сельсин БС-155А | Сельсин БС-155А | Сельсин БС-155А |
| Диапазон измерений перемещения, мм | 0,01…9999,99 | 0,01…9999,99 | 0,01…9999,99 |
| Дискретность отсчета, мкм | 10 | 10 | 10 |
| Нестабильность (временный уход) показаний блока совместно с сельсином не превышает, мкм | ±2 | ±2 | ±2 |
| Масса УЦИ не превышает, кг | 8 | 8 | 5 |
| Электроборудование станка | |||
| Количество электродвигателей на станке | 3 | 3 | 3 |
| Электродвигатель главного движения, кВт (об/мин) | 13 (1460) | 15 (1460) | 18,5 (1465) |
| Электродвигатель быстрых перемещений, кВт (об/мин) | 1,1 (1400) | 1,1 (1400) | 1,1 (1400) |
| Электродвигатель насоса СОЖ, кВт (об/мин) | 0,12 (2800) | 0,12 (2800) | 0,12 (2800) |
| Габариты и масса станка | |||
| Габариты станка (длина, ширина, высота), мм | 3530 х 1680 х 1290 | 4950 х 1780 х 1550 | 3655 х 1590 х 1420 |
| Масса станка, кг | 4300 | 5620 | 4400 |
Связанные ссылки. Дополнительная информация
Каталог справочник токарно-винторезных станков
Паспорта и схемы к токарно-винторезным станкам и оборудованию
1М63 Паспорт токарно-винторезного станка, (djvu) 2,0 Мб, Скачать
Купить каталог, справочник, базу данных: Прайс-лист информационных изданий
stanki-katalog.ru
Паспорт на Станок токарно-винторезный 1М63
Назначение технического устройства.
Станок токарно-винторезный модели 1М63 является скоростным универсальным станком, предназначенным для выполнения разнообразных токарных и винторезных работ по черным и цветным металлам, включая точение конусов и нарезания метрической, модульной, дюймовой и питчевой резьб.
Жесткая конструкция станка, высокий предел частоты вращения шпинделя (1250об/мин) и сравнительно большая мощность привода (15кВт) дают возможность использовать его как скоростной станок с применением резцов из быстрорежущий стали и твердых сплавов.
Технические характеристики.
Техническая характеристика (основные параметры и размеры согласно ГОС 440-71)
Класс точности – Н по ГОСТ 8-77
Наибольший диаметр обрабатываемого изделия на суппортом, мм -350
Наибольшая длина обрабатываемого изделия (без перестановки резцовых салазок), мм – 1260
Наибольший диаметр прутка, проходящего через отверстие в шпинделе, мм – 66
Высота резца, установленного в резцедержателе, мм – 32
Количество скоростей вращения шпинделя:
прямого вращения – 22
обратного вращения – 11
Пределы частот вращения шпинделя, об/мин:
прямого вращения – 10-1250
обратного вращения – 18-1800
Количество подач:
продольных – 44
поперечных – 44
Пределы подач, мм/об:
продольных – 0,064-1,025
поперечных – 0,026-0,38
Количество нарезаемых резьб:
метрических – 56
модульных – 55
дюймовых – 33
питчевых -52
Шаги нарезаемых резьб:
метрических, мм – 1-192
модульных, модуль – 0,5-48
дюймовых, ниток на дюйм – 24-1/4
питчевых, питч – 96-7/8
Габаритные размеры танка, мм:
длина – 3530
ширина – 1680
высота – 1290
Масса станка (без электрооборудования), кг – 4300
Руководство по эксплуатации, паспорт на Станок токарно-винторезный 1М63 скачать бесплатно в формате pdf (52 страницы):
tu-passport.ru
1М63МФ101 Электросхема | Паспорта на станки
СВЕДЕНИЯ О СИСТЕМЕ ПИТАНИЯ И УКАЗАНИЯ ПО ИСПОЛЬЗУЕМЫМ В
ЭЛЕКТРООБОРУДОВАНИИ НАПРЯЖЕНИЯМ
Электрооборудование станка выполняется на напряжение 380 В и частотой 50 Гц. (рис. 1.. .4).
Питание цепи управления переменного тока напряжением 110 В осуществляется от понижающего трансформатора.
Питание цепей управления постоянного тока напряжением 24 В осуществляется от выпрямительного моста.
Напряжение цепей местного освещения 24 В переменного тока.
Напряжение цепи сигнализации 24 В постоянного тока.
Скачать Электросхема на станок 1М63МФ101
“Только для станка модели 1М63МФ101
В отличие от станка модели 1М63М, в станке 1М63МФ101 устанавливается устройство цифровой индикации Ф5290.
Установка устройства цифровой индикации производится над коробкой скоростей и подключается к фазному напряжению переменного тока 220 В.
Датчик обратной связи соединен с поперечным ходовым винтом и контролирует его вращение, расположен на каретке станка и подключен к блоку индикации гибкой электрической связью.
Питание устройства цифровой индикации осуществляется от шкафа управления, расположенного на передней бабке сзади станка.
СВЕДЕНИЯ О ПЕРВОНАЧАЛЬНОМ ПУСКЕ СТАНКА (рис. 5,6,7,8,9)
Ввод от сети выполняется снизу электрошкафа через отверстие диаметром 35 мм.
На левой боковой стенке управления установлен привод вводного автоматического выключателя QF1.
На боковой стенке шкафа установлены амперметр и сигнальные лампы, контролирующие наличие напряжения и включение тормозной муфты.
Управление главного привода станка – кнопочное и производится с постов управления, расположенных на станине, около коробки подач и на фартуке. На фартуке расположен также крестовый переключатель SA3 перемещения каретки и суппорта.
Управление приводом быстрого хода каретки производится посредством толчковой кнопки SB5 в рукоятке крестового переключателя.
Управление электронасосом охлаждения, выбор режимов работы станка и дистанционное управление величинами подач осуществляется посредством переключателей SA4, SA2, установленный на основании крестового переключателя.
Перед первоначальным пуском прежде всего необходимо убедиться в надежности подключения станка к цеховому контуру заземления и в качестве монтажа электрооборудования.
Скачать Электросхема на станок 1М63МФ101
pasportanastanki.ru