5Е32 универсальный зубофрезерный станок: 5Е32 Станок зубофрезерный вертикальный полуавтомат схемы, описание, характеристики
alexxlab | 18.04.2020 | 0 | Фрезерный
5Е32 Станок зубофрезерный вертикальный полуавтомат схемы, описание, характеристики
Сведения о производителе вертикального зубофрезерного полуавтомата 5Е32
Производитель вертикального зубофрезерного полуавтомата 5Е32 Егорьевский станкостроительный завод Комсомолец, СЗК, основанный в 1930 году.
Завод за время своего существования выпустил свыше 60 моделей: зубофрезерных, зубодолбежных, зубошлифовальных, зубозакругляющих и других зубообрабатывающих станков.
Продукция Егорьевского станкостроительного завода Комсомолец, СЗК
5Е32 Станок зубофрезерный вертикальный полуавтомат. Назначение и область применения
Станок 5Е32 является усовершенствованной моделью станка 5Д32. У станка 5Е32 иначе устроено автоматическое выключение радиальной подачи стойки. Кроме того, механизм станка быстро подводит фрезу к обрабатываемой заготовке, переключается на рабочий ход, а после нарезания зубьев отводит суппорт в исходное положение. Фреза на глубину врезания подается, как на станке 5Д32, перемещением суппортной стойки.
Зубофрезерный станок 5Е32 был заменен более совершенной моделью серии К 5К32.
Станок зубофрезерный модели
На этом станке 5Е32 можно производить зубонарезание методами встречного и попутного фрезерования. Станок работает по замкнутому полуавтоматическому циклу, имеет механизм для передвижения фрезы, что увеличивает стойкость и срок службы фрез; позволяет производить работу при повышенных скоростях резания и подаче.
Принцип работы и особенности конструкции станка
Для равномерного износа зубьев фрезы по всей длине она имеет осевое перемещение. Перемещение выполняется нажатием кнопки; при освобождении кнопки перемещение фрезы прекращается.
Нарезание зубчатых колес производится по способу обкатки фрезы и обрабатываемой заготовки методами «попутного» и «встречного» зубофрезерования с диагональной и обычной подачами.
При зубофрезеровании с диагональной подачей фреза перемещается вдоль нарезаемого зуба и одновременно вдоль собственной оси, что значительно повышает ее стойкость.
Конструкция станка 5Е32 предусматривает возможность радиального врезания фрезы в заготовку, что сокращает машинное время обработки.
Червячные колеса могут нарезаться с радиальной и осевой подачей фрезы. В последнем случае необходим протяжной суппорт, который поставляется со станком и по специальному заказу.
Станок рассчитан на работу червячными фрезами из быстрорежущей стали. Обработка цилиндрических колес может производиться методом «встречного» (вертикальная подача фрезы сверху вниз) и «попутного» фрезерования (вертикальная подача фрезы снизу вверх).
При «попутном» методе допускается увеличение скорости резания на 20—25% по сравнению со «встречным» методом. При этом получается лучшая чистота поверхности зубьев.
Нарезание зубчатых колес производится по способу обкатки червячной фрезы и обрабатываемой заготовки. Во время работа станка осуществляется одновременно вращательное движение червячной фрезы (движение резания) и вертикальное ее перемещение (движение подачи). Заготовка, закрепленная на оправке или подставке, установленной на столе станка, вращается во время работы согласованно с фрезой.
Зубчатые колеса можно нарезать на станке за один или несколько проходов, изменяя соответствующим образом установку глубины резания.
Станок работает по замкнутому полуавтоматическому циклу и по циклу наладки. Специальное устройство позволяет производить:
- автоматическую остановку станка в конце резания
- быструю подачу салазок суппорта и стойки, необходимую при наладке
- быстрое перемещение фрезы в исходное положение
Станок выполняется в соответствии с нормами точности по ГОСТ 659—53.
Зубофрезерные станки, работающие по методу огибания (обкатки)
Рис. 1. Зубофрезерные станки, работающие по методу огибания
Рис. 2. Принципиальная схема настройки зубофрезерного станка
Рис. 3. Структурная схема зубофрезерного станка
Зубофрезерные станки, работающие по методу огибания (обкатки), предназначены для обработки цилиндрических колес с прямыми и косыми зубьями, а также червячных колес (см. рис. 3).
При нарезании зубьев вращения фрезы и заготовки должны быть согласованы между собой. Чтобы обеспечить это условие, в станке имеется специальная цепь, принципиальная схема настройки которой показана на рис. 2. Если колесо имеет z зубьев и совершит пк оборотов, а фреза за это время сделает nф оборотов, то передаточное отношение ix между числом оборотов колеса и фрезы.
Рассмотрим формообразующие движения станка для образования профиля зубьев, для чего обратимся к структурной схеме станка (рис. 3). При нарезании прямозубого цилиндрического колеса необходимо осуществить главное вращательное движение фрезы В1. регулируемое органом настройки i
При нарезании косозубых колес к рассмотренным выше формообразующим движениям добавляется движение для образования винтовой линии (дифференциальная цепь). Это движение состоит из вращения заготовки В3 и поступательного перемещения П фрезы. Следовательно, одно исполнительное звено — стол станка — должно иметь два вращения В 2 и В3 с независимыми скоростями, что возможно при наличии суммирующего механизма.
Общий вид и общее устройство зубофрезерного станка 5Е32
Фото зубофрезерного станка 5е32
Фото зубофрезерного станка 5е32
Расположение составных частей зубофрезерного полуавтомата 5Е32
Расположение основных узлов зубофрезерного станка 5е32
Расположение основных узлов зубофрезерного станка 5е32
Расположение органов управления зубофрезерным полуавтоматом 5Е32. Смотреть в увеличенном масштабе
Станок 5Е32 (рис. 51) состоит из следующих основных узлов:
- станина 4,
- суппортная стойка 19,
- салазки 10,
- суппорт 11,
- стол 7,
- задняя стойка 9
- поперечина 14.
Станина 4 является основанием станка; на ней имеются направляющие для движения стойки 19 и кольцевые направляющие для вращения стола 7. Внутри станины расположены электродвигатели Э1 для главного движения (см. рис. 53), Э2 — для быстрых перемещений суппорта, суппортной стойки и шпинделя с фрезой, ЭЗ — для насоса (на схеме не показан), подающего охлаждающую жидкость. Электродвигатель ЭЗ включается только при включении Э1, т. е. охлаждающая жидкость подается при вращении фрезы.
Салазки 10 предназначены для передвижения суппорта 11 вверх и вниз быстро или медленно в зависимости от холостого или рабочего хода.
При обработке червячных колес салазки после надлежащей установки закрепляются болтами 21 на направляющих стойки 19.
Суппорт 11 может быть повернут и закреплен на салазках под требуемым углом положения фрезы к заготовке. Для отсчета угла поворота суппорта на нем имеется круговая шкала в градусах, а на салазках — нониус с ценой деления 6 мин.
На шпинделе фрезы укреплен маховик 25, который служит для увеличения плавности вращения фрезы в процессе резания. Тут же расположен электродвигатель Э4 с механизмом передвижения фрезы и указатель уровня масла 24.
Под крышками размещены гитара дифференциала 2, гитара скоростей 1, гитара делений и гидроуправление, гитара подач 23. Под крышками 6 находятся стеллажи для хранения сменных зубчатых колес, под крышкой 20 — шкаф с электрооборудованием.
Суппортная стойка 19 может перемещаться по направляющим станины и закрепляться гайками 3 и 13 в любом положении. Перемещение стойки ограничивается подвижным упором 5.
Внутри стойки помещены механизмы главного движения и подач и цилиндр гидравлического противовеса суппорта. На задней стенке стойки расположен пульт электрооборудования, на крышке 20 которого имеются выключатели электрического питания и двигателя насоса охлаждающей жидкости. На салазках в пазах расположены переставные кулачки 16, 17, 18, которые, действуя на путевые переключатели ПВ1, ПВ2 и ПВЗ, управляют движением в стойке.
Поверхности соприкосновения кулачков и переключателей расположены так, чтобы кулачок 16 действовал только на переключатель ПВЗ, а кулачок 18 — на переключатель ПВ2 и кулачок 17— на переключатель ПВ1, свободно проходя мимо остальных переключателей. Кулачки 16, 17, 18 устанавливаются в зависимости от величины холостого и рабочего ходов суппорта.
Позади салазок расположены кулачки, действующие на переключатель, выключающий перемещение суппорта в крайних положениях. Рукоятка 22 служит для включения и выключения рабочей подачи суппорта.
Стол 7 сообщает вращение заготовке, обычно закрепляемой на оправке 8.
Задняя стойка 9 неподвижна относительно стола. По ее внутренним направляющим может перемещаться кронштейн 15. В кронштейне закреплена втулка с внутренним конусом, точно центрирующим оправку 8. Вместо втулки можно установить центр, поддерживающий верхний конец установленной заготовки. При движении рукоятки 12 «на себя» кронштейн 15 закрепляется в любом положении, а движение рукоятки «от себя» служит для вращения реечной шестерни, катящейся по рейке, прикрепленной к стойке 9 и перемещающей кронштейн 15.
Поперечина 14 служит для увеличения жесткости станка, сводя до минимума деформации стоек и вибрации.
Расположение органов управления зубофрезерным полуавтоматом 5Е32
Расположение органов управления зубофрезерным станком 5е32
Расположение органов управления зубофрезерным полуавтоматом 5Е32. Смотреть в увеличенном масштабе
Перечень органов управления станком 5Е32
- упор автоматического выключения подачи суппорта
- сигнальная лампа автоматического цикла
- кнопка включения главного электродвигателя
- переключатель наладки автоматического цикла
- кнопка включения осевого перемещения фрезы
- кнопка, при помощи которой останавливается главный электродвигатель
- кнопка включения быстрого хода суппорта вверх
- кнопка переключения осевого перемещения фрезы
- кнопка выключения быстрого хода суппорта вниз
- квадрат для ручного перемещения салазок суппорта
- рукоятка включения механизма радиальной подачи
- квадрат для ручного перемещения суппортной стойки
- рукоятка включения вертикальной подачи суппорта
- рычаг включения и выключения рабочей подачи
Схема кинематическая зубофрезерного станка 5Е32
Кинематическая схема зубофрезерного станка 5е32
1. Схема кинематическая зубофрезерного станка 5Е32. Смотреть в увеличенном масштабе
2. Схема кинематическая зубофрезерного станка 5Е32. Смотреть в увеличенном масштабе
Полуавтоматический цикл работы зубофрезерного станка 5Е32
Станок 5Е32 имеет полуавтоматический цикл работы, осуществляемый посредством гидравлического механизма (см. рис. 13 и 24) совместно с электрическими приборами.
При пуске станка включают мотор быстрого хода ЗД и подводят суппорт к изделию. В это время мотор главного движения 1Д выключен и лопастной насос типа Г12-11-А не работает, что означает — масло в гидросистеме отсутствует.
После подвода суппорта к изделию с помощью упора и конечного выключателя 1ВК происходит выключение мотора быстрого хода ЗД, одновременно включается мотор главного движения 1Д и лопастной насос Г12-11-А — идет рабочая подача. Электромагнит ЭМ в это время выключен.
Золотник (деталь № Е32-21-307) под действием пружины А25 х 1,6 х 70 ДК820 находится в верхнем положении, масло из лопастного насоса поступает под давлением в другую полость золотника, преодолевает пружину, держащую поршень (деталь № Е32-21-303), открывается отверстие и масло поступает в систему гидравлики; слив масла из верхней полости в это время закрыт.
По окончании рабочего хода упор нажимает на конечный выключатель 5ВК, выключающий мотор главного движения 1Д, и одновременно происходит выключение лопастного насоса Г12-11-А.
При падении давления в системе вместе с выключением мотора главного движения 1Д включается электромагнит ЭМ, который толкает золотник (деталь № Е32-21-307) вниз, закрывает подвод масла и открывает сливное отверстие из верхней полости. От падения давления под действием пружины А38 х 4 х 85 ДК820 поршень Е32-21-303 перемещается вверх и поворачивает рычаг (деталь № Е32-21-073), насаженный на валик.
При повороте упора нажимается конечный выключатель ЗВК, включающий мотор быстрого хода ЗД, и суппорт быстро отводится в начальное положение. В это время сливное отверстие открыто и масло из системы гидравлики сливается в резервуар.
После окончания быстрого хода, при нажиме упора на конечный выключатель 6ВК, мотор быстрого хода ЗД выключается, включается мотор осевой передвижки фрезы 4Д, время работы которого регулируется с помощью реле времени РВ. После осевой передвижки фрезы цикл работы станка заканчивается.
Этот порядок процесса работы относится как к фрезерованию «попутным методом», так и к фрезерованию «встречным методом».
Обработка цилиндрических зубчатых колес с прямым зубом
Наладка станка на обработку цилиндрических зубчатых колес с прямым зубом производится в следующем порядке:
- установка и крепление заготовки
- установка инструмента
- настройка на скорость резания
- настройка гитары деления и перебора
- настройка гитары подач
- установка высоты и глубины фрезерования
- установка упоров для автоматического переключения подач
- пуск станка в работу
Диагональное зубофрезерование на станке 5Е32
Рис. 39. Механизм периодического осевого перемещения червячной фрезы зубофрезерного станка 5Е32
Диагональное зубофрезерование. Метод зубофрезерования характеризуется тем, что из нескольких десятков зубьев червячной фрезы изнашиваются только три-пять. При затуплении зубьев на определенном участке фрезу перемещают вдоль оси, что увеличивает ее стойкость, а следовательно, и срок службы. Величину осевого перемещения червячной фрезы определяют опытно-расчетным путем. Этот метод полезно применять для широкого диапазона зубьев и модулей.
Конструкций и механизмов для периодического осевого перемещения фрез существует много. Почти все зубофрезерные станки снабжаются ими. В качестве примера приведем механизм периодического осевого перемещения червячной фрезы станка мод. 5Е32 (рис. 39).
Для осевого перемещения шпинделя с фрезерной оправкой и червячной фрезой на суппорте станка установлен электродвигатель (N = 0,18 кВт; п — 1400 об/мин). Цепной передачей через звездочки вращение передают на червячную передачу 1/120 и ходовой винт с шагом t = 5 мм. Величину осевого перемещения червячной фрезы за одну минуту найдем по формуле
sM=1400*9/16*1/120*5 = 33 мм/мин
Эффективно червячная фреза работает также при непрерывном осевом перемещении во время нарезания зубчатого колеса методом диагонального зубофрезерования. При диагональном зубофрезеровании червячной фрезе сообщают одновременно две подачи: параллельно оси нарезаемого колеса и вдоль ее оси, в результате чего фреза будет перемещаться по диагонали и этим достигается равномерный износ зубьев фрезы и повышается ее стойкость.
Рис. 40,41. Схема диагонального зубонарезания зубофрезерного станка 5Е32
Схема диагонального зубонарезания показана на рис. 40. Найдем связь между вертикальным и осевым перемещением фрезы. За одно и то же время, когда фреза пройдет путь lр вдоль своей оси, а по вертикали путь В, стол станка сделает число оборотов, равное
lр/sо = B/sв, откуда sо = sв*lр/B
где:
sо – осевая подача за оборот стола, мм;
sв – вертикальная подача за оборот стола, мм;
sд — диагональная подача за оборот стола, мм;
lр — расчетное перемещение фрезы, равное lр = L — 6,6м,
где:
L — длина нарезаемой части фрезы, мм;
м — модуль нарезаемого зубчатого колеса, мм;
В — ширина нарезаемого зубчатого (пакета) колеса, мм.
При фрезеровании цилиндрических колес только с вертикальной подачей относительное положение зубьев червячной фрезы и нарезаемого зубчатого колеса повторяются при каждом обороте фрезы, поэтому на боковой стороне нарезаемого зуба образуется огранка (рис. 41, а), которая зависит от числа зубьев нарезаемого колеса и числа стружечных канавок фрезы. Если той же червячной фрезе наряду с вертикальной подачей сообщить осевую подачу, то при каждом новом обороте фрезы зона контакта зубьев с нарезаемым колесом будет изменяться и следы обработки будут расположены по диагонали (рис. 41,6), а это способствует более быстрой приработке сопряженных колес и плавной их работе по сравнению с колесами, нарезанными только при вертикальной подаче.
Диагональное зубофрезерование применяют для нарезания не только цилиндрических зубчатых колес, но и шлицевых валиков, зубьев звездочек и т. п.
Схема электрическая зубофрезерного станка 5Е32
Электрическая схема зубофрезерного станка 5е32
Схема электрическая зубофрезерного станка 5Е32. Смотреть в увеличенном масштабе
Действие электросхемы зубофрезерного станка 5Е32
На станке установлены четыре трехфазные короткозамкнутые электродвигателя на напряжение 220/380 В:
- электродвигатель главного привода типа А-51/4 мощностью 4,5 кВт, 1440 об/мин (1Д)
- электродвигатель насоса охлаждения типа ПА-45 мощностью 0,15 кВт, 2840 об/мин (2Д)
- электродвигатель быстрого хода типа АО-32/4 мощностью 1,0 кВт, 1410 об/мин (ЗД)
- электродвигатель передвижки фрезы типа АОЛ-12/4 мощностью 0,18 кВт, 1400 об/мин (4Д)
Перед началом работы на ставке включается линейный выключатель Л В, тем самым подводится напряжение к пусковой аппаратуре. Переключатель ПУ устанавливается в положение «наладка», «попутный» или «встречный».
При необходимости охлаждения включается выключатель ВДО. Электродвигатель насоса охлаждения включается одновременно с двигателем главного привода с помощью койтактора 1К.
Методы зубонарезания. Видеоролик.
Технические характеристики зубофрезерного станка 5Е32
| Наименование параметра | 532 | 5д32 | 5е32 | 5к32 |
|---|---|---|---|---|
| Основные параметры станка | ||||
| Наибольший модуль нарезаемого колеса по стали, мм | 6 | 2..6 | 2..6 | 10 |
| Наибольший диаметр нарезаемых цилиндрических прямозубых колес (0°), мм | 750 | 800 | 800 | 800 |
| Наибольший диаметр нарезаемых цилиндрических косозубых колес (30°), мм | 500 | 500 | 500 | 500 |
| Наибольший диаметр нарезаемых цилиндрических косозубых колес (45°), мм | 350 | |||
| Наибольший диаметр нарезаемых цилиндрических косозубых колес (60°), мм | 190 | 190 | 120..250 | |
| Наибольший диаметр червячных нарезаемых колес, мм | 800 | |||
| Наибольшая длина венца нарезаемых цилиндрических прямозубых колес (0°), мм | 250 | 350 | ||
| Наибольшая длина венца нарезаемых цилиндрических косозубых колес (30°), мм | 200 | |||
| Наибольшая длина венца нарезаемых цилиндрических косозубых колес (45°), мм | 150 | |||
| Наибольшая длина венца нарезаемых цилиндрических косозубых колес (60°), мм | 130 | |||
| Наименьшее число нарезаемых зубьев | 12 | |||
| Расстояние между осями стола и фрезы, мм | 30..480 | 30..500 | 30..480 | 80..500 |
| Расстояние от плоскости стола до оси фрезы, мм | 165..415 | 200..510 | 190..525 | 210..570 |
| Расстояние от оси шпинделя до направляющих суппорта, мм | 218 | 220 | 319 | |
| Стол | ||||
| Диаметр стола, мм | 580 | 475 | 475 | 670 |
| Наибольшее перемещение стола, мм | 425 | – | – | 500 |
| Конус в шпинделе стола, мм | Морзе 5 | |||
| Ускоренное перемещение стола, мм/мин | – | – | – | 170 |
| Ручное перемещение стола за одно деление лимба, мм | 0,1 | – | – | 0,5 |
| Ручное перемещение стола за один оборот лимба, мм | 5 | – | – | |
| Суппортная стойка | ||||
| Наибольшее перемещение суппортной стойки, мм | 470 | 450 | – | |
| Быстрое перемещение суппортной стойки, мм/мин | – | 50 | 230 | – |
| Перемещение стойки на одно деление лимба, мм | – | 0,05 | 0,02 | – |
| Перемещение стойки на один оборот лимба, мм | – | 4,0 | 4,0 | – |
| Блокировка от перегрузки | есть | есть | – | |
| Суппорт | ||||
| Наибольшее перемещение суппорта, мм | 250 | 335 | 360 | |
| Ускоренное перемещение каретки суппорта, мм/мин | 220 | 550 | ||
| Наибольший диаметр режущего инструмента – фрезы, мм | 120 | 120 | 150 | 200 |
| Наименьшая длина режущего инструмента (фрезы), мм | 130 | 130 | 200 | |
| Диаметры фрезерных оправок, мм | 22, 27, 32 | 32; 40 | ||
| Ускоренное перемещение шпинделя вдоль оси, мм/мин | 130 | |||
| Наибольший угол поворота суппорта, град | 360° | |||
| Наибольший угол наклона зубьев нарезаемого колеса, град | ±60° | ±60° | ||
| Поворот суппорта на одно деление шкалы линейки, град | 1° | 1° | ||
| Поворот суппорта на одно деление шкалы нониуса, мин | 6` | 1` | ||
| Конусное отверстие шпинделя | Морзе 4 | Морзе 5 | Морзе 5 | |
| Наибольшее осевое перемещение фрезы, мм | 80 | |||
| Механика станка | ||||
| Пределы оборотов фрезы, об/мин | 47, 58, 72, 87, 100, 122, 150, 188 | 47,5..192 | 53,5..250 | 5..310 |
| Число ступеней оборотов фрезы | 8 | 8 | 9 | |
| Пределы вертикальных (продольных) подач фрезы, мм/об | 0,25..4 (12 шагов) | 0,5..3 | 0,8..5,0 | |
| Пределы радиальных подач подвижной стойки, мм/об | 0,1..1,0 | 0,3..1,7 | ||
| Пределы радиальных подач подвижного стола, мм/об | 0,105..1,68 (12 шагов) | – | – | |
| Пределы тангенциальных (осевых) подач фрезы, мм/об | 0,17..3,7 | |||
| Число ступеней подач | 7 | |||
| Привод и электрооборудование станка | ||||
| Электродвигатель главного привода, кВт (об/мин) | 3,2 (1440) | 2,8 | 4,5 | 7,5 |
| Электродвигатель ускоренного хода суппорта, кВт (об/мин) | 1,0 (1425) | 1,0 | 3,0 | |
| Электродвигатель привода осевого движения фрезы, кВт (об/мин) | – | 0,18 | 0,4 | |
| Электродвигатель привода гидронасоса, кВт (об/мин) | – | – | 1,1 | |
| Электродвигатель насоса охлаждения, кВт (об/мин) | 0,25 (2800) | 0,15 | 0,15 | 0,15 |
| Габаритные размеры и масса станка | ||||
| Габаритные размеры станка (длина х ширина х высота), мм | 1885 х 1158 х 1950 | 2395 х 1210 х 1975 | 2390 х 1340 х 2080 | 2550 х 1510 х 2000 |
| Масса станка с электрооборудованием и охлаждением, кг | 2500 | 3660 | 4000 | 7200 |
- Универсальный зубофрезерный станок 5Е32. Руководство по эксплуатации и уходу, 1960
- Ачеркан Н.С. Металлорежущие станки, Том 1, 1965.
- Гальперин Е.И. Наладка зуборезных станков, 1960, стр. 66
- Козлов Д.Н. Зуборезные работы, 1971.
- Кучер А.М., Киватицкий М.М., Покровский А.А., Металлорежущие станки (Альбом общих видов, кинематических схем и узлов), 1972.
- Лоскутов В.В., Ничков А.Г. Зубообрабатывающие станки, 1978.
- Малахов Я.А. Зубообрабатывающие и резьбофрезерные станки и их наладка, 1972.
- Мильштейн М.З. Нарезание зубчатых колес, 1972.
- Овумян Г.Г., Адам А.И. Справочник зубореза, 1983.
- Птицин Г.А., Кокичев В.Н. Зуборезные станки, 1957.
- Шавлюга Н.И. Расчет и примеры наладок зубофрезерных и зубодолбежных станков, 1978.
- Руководящий материал для конструкторов, проектирующих технологическую оснастку. Основные данные и посадочные места металлорежущих станков. НИИМАШ, 1968.
Список литературы по зубообработке
Связанные ссылки. Дополнительная информация
Каталог-справочник зубофрезерных станков станков
Паспорта и руководства зубофрезерных станков
Купить каталог, справочник, базу данных: Прайс-лист информационных изданий
История одного зубореза (5е32) – Зубообрабатывающие станки
Жил был себе такой небольшой 5е32, работали на нем алкоголики и тунеядцы. Тунеядцев-алкоголиков уволили, ремцех распустили. Но вот незадача – предприятию все еще нужны были первички для редукторов и начали выписывать мастера с другого завода. Ну е-но для него “не свое – не жалко” – работал неизвестно как на бедном станке. А потом настал кризис…За это время на крыше выросло дерево 🙂
Дальше станок начало засыпать штукатуркой со стен, кусками потолка..а благодаря деревцу на крыше – можно было лицезреть целый водопад. Ну тут уж можно только поблагодарить алкоголиков и пришлого, что загадили станок маслом и от воды он не пострадал.
Эмульсия в картере сож и в картере коробки, потекшие сальники, битые смотровые окна, не вращающийся стол, не рабочая маслосистема (да и вообще не правильно собранная) и гидроцилиндр, колонна, которую пришлось двигать ручкой с трубой. И многое, многе другое.
Сейчас станок полностью отмыт и почти собран, не хватает пары деталей. Сотня-другая фото. Есть смысл выкладывать все + что делалось ?
Ознакомление с работой станка 5Е32. Основные узлы и исполнительные органы станка
МИНИСТЕРСТВО ОБРАЗОВАНИЯ И НАУКИ РОССИЙСКОЙ ФЕДЕРАЦИИ
ФЕДЕРАЛЬНОЕ ГОСУДАРСТВЕННОЕ БЮДЖЕТНОЕ ОБРАЗОВАТЕЛЬНОЕ УЧРЕЖДЕНИЕ ВЫСШЕГО ПРОФЕССИОНАЛЬНОГО ОБРАЗОВАНИЯ
НОВОСИБИРСКИЙ ГОСУДАРСТВЕННЫЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
Кафедра «ПТМ»
Дисциплина: Металлорежущие станки
Расчётно-графическая работа
Факультет: МТ Преподаватель: Иванцивский В.В.
Группа: ТМ-801
Студент: Маркелов М.В.
Новосибирск, 2012
Цель: Ознакомиться с назначением станка, областью его применения, с технической характеристикой и применяемыми режущими инструментами. Выявить основные узлы и исполнительные органы станка. Привести настройку и описание каждого исполнительного движения, при обработке косозубого цилиндрического колеса. Вывести расчетные уравнения кинематического баланса для настройки скорости, пути и траектории сложного движения. Осуществить подбор сменных зубчатых колес.
1. Исходные данные[5]
Модель станка | Нарезаемое колесо | фреза | ||||||
Модуль | Число зубьев | Ширина венца, мм | Диаметр отверстия, мм | Угол наклона зуба, ̊ | Направление наклона зуба | Число заходов | Направ витков | |
5Е32 | 4 | 44 | 40 | 30 | 45 | левое | 1 | левое |
Тип и материал инструмента.[1.с.192]
Для нарезания данного колеса применяется фреза червячная чистовая по ГОСТ 9324-80(типа 2 класса точности АА)
Материал фрезы Р6М5.
Модуль фрезы m0=4 мм.
Наружный диаметр фрезы da1=112 мм
Длина фрезы L=100 мм.
Число заходов фрезы k=1.
Направление витков фрезы правое.
Угол наклона зубьев фрезы w=2,860
Назначение режимов обработки.
Из рекомендуемых [2]
Выбираем режимы резания:v=27 м/мин ,S=2,4 мм/об. заг
2. Краткая характеристика станка
Станок модели 5Е32 является универсальным и предназначен для нарезания червячными фрезами прямозубых, косозубых и червячных колес среднего размера. На этом станке можно производить зубонарезание методами встречного и попутного фрезерования. Станок работает по замкнутому полуавтоматическому циклу, имеет механизм для передвижения фрезы. Повышенная жесткость и мощность станка обеспечивают высокое качество нарезаемых колес и увеличивают производительность.
Станок работает по методу обкатки, т. е. Механического воспроизводства зацепления червяка (червячной фрезы) с колесом (заготовкой).
Техническая характеристика станка[2. с.134]
· Наибольший нарезаемый модуль в мм :
По стали……………………………………………………………..6
По чугуну……………………………………………………………8
· Наибольший диаметр обрабатываемых колес в мм…………………800
· Наибольшая ширина обкатываемого венца колеса в мм…………….280
· Наибольшие размеры зуборезного инструмента в мм:
Диаметр……………………………………………………………..6
Длинна………………………………………………………………8
· Наибольшее вертикальное перемещение суппорта в мм……………335
· Наибольший угол поворота суппорта в град…………………………±60
· Цена деления шкалы поворота суппорта:
По линейке…………………………………………………………..1̊
По нониусу………………………………………………………….6’
· Расстояние между осями фрезы и заготовки в мм…………..…..……30-480
· Наибольшее осевое перемещение фрезы у протяжного суппорта в мм..195
· Наибольшие размеры червячной фрезы в мм:
Диаметр…………………………………………………………..….125
Длинна………………………………………………………….……130
· Наибольшее перемещение суппортной стойки в мм………………….450
· Диаметр стола в мм…………….…………….…………….……………475
· Мощность электродвигателя в кВт:
Главных движений……………………………………………..……4
Быстрого хода………………………………………………….…….1
· Габариты станка(в плане) в мм.…………….…………….……………..2390х2080
· Вес станка в т……………………………………………………………..4
Общий вид зубофрезерного станка.

На направляющих стойки 1 станины смонтирован фрезерный суппорт 2, несущий шпиндель червячной фрезы. На горизонтальных направляющих станины расположены салазки со столом 3. Оправка 4 служит для установки и закрепления заготовок. Верхний конец ее при необходимости вводится в люнет 5.
Стойка 6, на которой крепится люнет с помощью верхней балки 7, связана со стойкой 1, образуя вместе со станиной жесткую систему. Справа станины размещены основные механизмы привода и гитары настройки подачи 8, деления 9, дифференциала 10.
 Движения в
станке: движение резания – вращение
шпинделя фрезерного суппорта с червячной фрезой; движения подачи – вертикальное перемещение фрезерного суппорта 2,
горизонтально перемещение стола 3; движение
обкатки и деления – непрерывное вращение стола с заготовкой; вспомогательные движения – быстрые
механические и ручные установочные перемещения фрезерного суппорта и подвижной
стойки.
Движения в
станке: движение резания – вращение
шпинделя фрезерного суппорта с червячной фрезой; движения подачи – вертикальное перемещение фрезерного суппорта 2,
горизонтально перемещение стола 3; движение
обкатки и деления – непрерывное вращение стола с заготовкой; вспомогательные движения – быстрые
механические и ручные установочные перемещения фрезерного суппорта и подвижной
стойки.
3. Построение структурной схемы станка.
3.1. Выявление элементарных движений
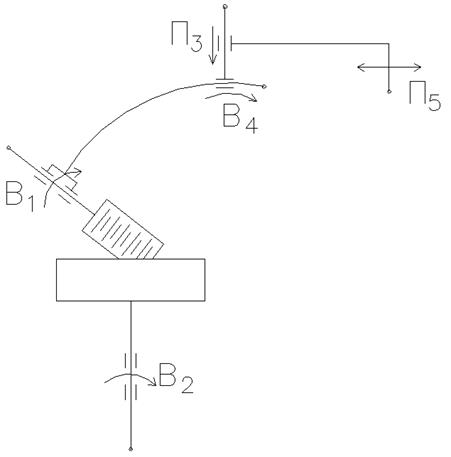
Рис. 2. Компоновочная схема станка
3.2.Выявление формообразующих линий и методы их получения.


 Образующая (эвольвента)
Образующая (эвольвента)
 |

 Направляющая (винтовая линия)
Направляющая (винтовая линия)
Рис.3.
Образующая линия (рис.3.) –эвольвента получается методом обката (псевдокопирования).
Метод обката заключается в том, что форма производящей линии получается в виде огибающих последовательных положениях, занимаемых режущей кромкой инструмента при обкатывание ее без скольжения по образуемой линии.
Требуется формообразующее движение. Точность получаемых производящих линий определяется точностью и качества режущей кромки и траекторией движения.
Зубофрезерный станок 5Е32, 5К32, 5Д32
Зубофрезерный станок 5К32
описание зубофрезерного станка 5К32. На этом примере рассмотрим основные узлы зубофрезерного станка.
Станина:
В станине размещается транспортер стружки, электронасос охлаждения, гидропривод, коробка привода. В станине размещается электронасос охлаждения, транспортер стружки, гидропривод, коробка привода с главным электродвигателем и резервуарами охлаждения и смазки. В верхней части станина имеет обработанную горизонтальную плоскость для крепления суппортной стойки и для монтажа кронштейна конических колес. Горизонтальные призматические направляющие предназначены для перемещения салазок стола.
Коробка распределения движений:
Коробка крепится к корпусу суппортной стойки с рабочей стороны. Кинематически она входит в цепь подачи, а конструктивно выполнена в виде отдельного узла. Коробка распределяет движения на дифференциал, на радиальную и продольную подачи, а также передает ускоренные перемещения фрезерному шпинделю и столу при работе по циклу и при наладке.
Суппортная стойка:
К суппортной стойке относятся: дифференциал, вертикальный шлицевый вал, гитарные механизмы и электродвигатель ускоренных перемещений суппорта стола.
Суппорт:
Суппорт имеет пару конических и пару цилиндрических колес, передающих вращение фрезерному шпинделю, которому смонтирован в бронзовом регулируемом подшипнике скольжения и в поддерживающий оправку фрезы, также выполнен из бронзы и регулируется.
Каретка суппорта:
Каретка перемещается по вертикальным направляющим, которые несут на себе фрезерный суппорт. В каретке суппорта смонтирована коническая пара зубчатых колес цепи привода фрезы, зубчатое колесо с внутренним зубом для поворота суппорта на угол, цилиндр гидравлической догрузки суппорта и гайка винта продольной подачи, а также передачи тангенциальной подачи.
Стол:
Стол Зубофрезерный станок 5Е32, 5К32, 5Д32 состоит из корпуса, вращающейся части, делительной червячной пары, цилиндрических зубчатых колес, вращающих делительный червяк, винта радиальной подачи с червячной парой для ручного перемещения стола и механизма упора.
Делительный червяк – двухшаговый, стальной, закаленный, делительное колесо – бронзовое. Механизм упора выключения радиальной подачи стола состоит из винта с гайкой, пары цилиндрических зубчатых колес с перекрещивающимися осями, валика с квадратом и лимба. Гайка упора устанавливается на необходимую величину радиального врезания инструмента.
Контрподдержка:
Контрподдержка состоит из корпуса, салазок, откидного кронштейна, цилиндра, трубопроводов и крана управления. Гидравликой узла обеспечивается подъем и опускание салазок с кронштейном. Кран регулирует подъем, опускание и останов салазок в любом месте. При необходимости кронштейн откидывается вручную.
Коробка подач:
Коробка подач состоит из цилиндрических зубчатых колес и двух электромагнитных муфт. Различные подачи обеспечивают установкой сменных колес. Для нарезания зубчатых колес с простым мчислом зубьев из цепи подач исключают электромагнитные муфты путем установки специальных шестерен на входной и выходной валы и промежуточный палец.
Шнек транспортера стружки:
Шнек приводится в периодическое вращательное движение гидроприводом золотникового типа. Поступательное движение поршня преобразуется храповым механизмом в периодическое вращательное движение шнека. За выведенный наружу квадрат можно вручную вращать шнек, освобождая его полость от стружки. Шнек имеет два положения: для чугуна и для стали. Выбор положения шнека производится посредством рукоятки.
Гидропривод:
Гидропривод Зубофрезерный станок 5Е32, 5К32, 5Д32 состоит из электродвигателя, лопастного насоса, напорного золотника, реле давления, манометра и рабочих органов (цилиндров, крана, и др.), размещенных в вышеописанных узлах.
Зубофрезерный станок 5Е32, 5К32, 5Д32
Паспорт 5Е32 Универсальный зубофрезерный станок (Москва)
Наименование издания: Руководство к станку
Выпуск издания: Завод «Комсомолец», г. Егорьевск, Московской области
Год выпуска издания: –
Кол-во книг (папок): 1
Кол-во страниц: 100
Стоимость: Договорная
Описание: Частично не комплект
Содержание:
Руководство к станку
Назначение станка
Транспортировка
– Схема транспортировки станка
Монтаж и установка
– Установочный чертёж
Подготовка станка к первоначальному пуску и первоначальный пуск
Смазка
– Схема смазки
Спецификация к схеме смазки станка
Паспорт станка
– Общий вид станка
Спецификация покупного электрооборудования
Электрооборудование
Эксплуатация и обслуживание электрооборудования
– Расположение электрооборудования на станке
– Монтажная электросхема станка
– Принципиальная электросхема станка
Основные группы и органы управления
– Схема расположения подшипников
Наладка станка
– Способы установки заготовки
– Методы зубофрезерования
– Гидросхема станка
– Таблица настройки гитары дифференциала
Спецификация чертежей запасных деталей
– Автоматическое выключение подачи стойки
– Регулировка клиньев каретки суппорта
– Суппорт
Регулировка изнашивающихся частей
– Регулировка делительной пары стола
– Стол
Чертежи общих видов узлов
– Коробка главных движений
– Суппорт
– Салазки суппорта
– Суппортная стойка
– Дифференциал
– Контрподдержка
Чертежи запасных частей*******
Описание станка:
Мы можем предложить паспорт станка 5е32 и предоставить документацию на данную единицу оборудования сразу после оплаты и поступления платежа на наш расчётный счёт. Представленное техническое издание базируется на механической части и обладает наиболее необходимыми данными, что позволит изучить необходимые особенности фрезера для успешной фрезеровки деталей и заготовок. Наравне с теоретической, текстовой частью, документ будет обладать и чертежами, которые всё же представлены в издании в достаточном количестве. Вместе с этим чертежи граничат и со схемами, связанными с механикой, а этот момент станет не менее важным для взаимодействия с фрезерным станком. Вообще, сама по себе модель или единица описываемого оборудования производилась на мощностях и возможностях весьма известного предприятия на то время, а именно станочного завода под названием “Комсомолец”, что расположен в городе Егорьевск, Московской области. Именно на этом предприятии выпускался широкий спектр самых разнообразных станков и оборудования, а непосредственно описываемая нами модель в представленной карточке товара обладает хорошим техническим потенциалом и в наше время, что позволяет встраивать станок в особенности того или иного технологического производства.
Общий объём документа составит порядка и не менее ста страниц, что будут поданы в формате А2. Именно такой формат на наш взгляд станет наиболее универсальным и практичным для работы со станком и конечно, его особенностях при обслуживании. Ведь, габаритные размеры книги так же важны для универсальной эксплуатации станка. К тому же, так называемое электрооборудование фрезерного станка присутствует в издании и даёт не менее широкую картинку, что позволит совершать эксплуатацию оборудования и взаимодействовать с ним в наиболее рациональной подаче. Ну, а в том случае, если в цехе или в производстве присутствует квалифицированный электрик, то на основании представленных схем он сможем разобраться со станочной единицей даже в направлении ремонта её электрической составляющей. Ну, а раз все основные компоненты по взаимодействию со станком имеются, то при наличии нужного документа можно будет не только реализовывать возможности, связанные непосредственно эксплуатацией и конечно, работой на станке, но и заниматься обслуживанием, а в некоторых случаях даже некоторым ремонтом фрезерной единицы станка. Т.е. мы обладаем как раз универсальным изданием, что безусловно позволит взаимодействовать с оборудованием на более высоком уровне нежели без наличия последнего.
К тому же, в издании можно обнаружить и раздел посвящённый ремонту станка, а именно, материалы по быстроизнашиваемым деталям и запасным частям. Здесь присутствует несколько чертежей которые позволят даже в условиях имеющихся производственных особенностях реализовать действия, связанные с мелким ремонтом станка. Но, этот момент безусловно будет важным для реализации и подачи тех или иных возможностей для наработки, атак же исключения простоя оборудования в процессах реализации его возможностей. При этом мы конечно же обращаем ваше внимание и на тот факт, что в техническом архиве, который мы активно пополняем и другими типами документов присутствует в наиболее широком спектре документация на электрооборудование металлообрабатывающих станков. На самом деле, этот известный момент здесь будет конечно же играть важную роль. Ведь, именно наличие отдельного раздела связанного с электрикой станка, станет тем необходимым подспорьем, благодаря которому вы получаете возможность наиболее детализированной и рациональной подаче в направлении взаимодействия с электрооборудованием.
5К32 Станок зубофрезерный вертикальный полуавтомат схемы, описание, характеристики
Сведения о производителе вертикального зубофрезерного станка полуавтомата 5К32
Производитель вертикального зубофрезерного полуавтомата 5К32 Егорьевский станкостроительный завод Комсомолец, основанный в 1930 году.
Завод за время своего существования выпустил свыше 60 моделей: зубофрезерных, зубодолбежных, зубошлифовальных, зубозакругляющих и других зубообрабатывающих станков.
Продукция Егорьевского станкостроительного завода Комсомолец, СЗК
5К32 Станок зубофрезерный вертикальный полуавтомат. Назначение и область применения
Станок зубофрезерный 5К32 заменил в производстве устаревшую модель 5М32 и 5Е32 и был заменен в производстве более совершенной моделью – 53А80.
Станок зубофрезерный вертикальный 5К32 предназначен для фрезерования цилиндрических прямозубых и косозубых зубчатых колес, а также червячных колес методом радиальной подачи в условиях единичного, мелкого и среднесерийного производства.
Принцип работы и особенности конструкции станка
Нарезание зубчатых колес производится по способу обкатки фрезы и обрабатываемой заготовки методами «попутного» и «встречного» зубофрезерования с диагональной и обычной подачами.
При зубофрезеровании с диагональной подачей фреза перемещается вдоль нарезаемого зуба и одновременно вдоль собственной оси, что значительно повышает ее стойкость.
Конструкция станка 5К32 предусматривает возможность радиального врезания фрезы в заготовку, что сокращает машинное время обработки.
При обработке прямозубых колес в станке должны осуществляться следующие движения:
- главное движение
- вертикальная подача суппорта
- вращение стола и установочные перемещения суппорта
При автоматических циклах, кроме того, совершаются радиальная подача и установочные перемещения стола. При обработке косозубых колес необходимо еще дополнительное вращение стола для обработки зубьев, расположенных по винтовой линии.
При обработке червячных колес методом радиальной подачи в станке совершаются:
- главное движение
- радиальная подача и установочные перемещения стола
Станок 5К32 работает по полуавтоматическому циклу.
Станок выполнен в соответствии с нормами точности по ГОСТ 659—67.
Конструкция зубофрезерного полуавтомата 5К32
Виды нарезаемых колес на зубофрезерном станке 5К32. Рис. 32.
На станках 5К32 можно нарезать:
- цилиндрические прямозубые колеса (рис. 32, а)
- косозубые (рис. 32, б)
- червячные колеса методами радиальной (рис. 32, в) и осевой подач
При методе радиальной подачи заготовка может подаваться на фрезу или наоборот. По методу обкатки можно также фрезеровать шлицевые валы, многогранники, нарезать зубья на цепных звездочках, храповых колесах и т. д. Для всех видов указанных специальных зацеплений применяют червячные фрезы соответствующих профилей.
Нарезание цилиндрических прямо- и косозубых колес, а также червячных колес методом радиальной подачи — это основные виды работ, к которым станок наиболее приспособлен.
Методы работы на зубофрезерном станке 5К32. Рис. 33.
Нарезание колес может осуществляться как встречным методом, при котором вертикальная подача фрезы происходит сверху вниз (рис. 33, а), так и попутным методом, при котором вертикальная подача фрезы происходит снизу вверх (рис. 33, б). При попутном зубофрезеровании допускается увеличение скорости резания на 20—25% по сравнению со встречным методом при одновременном уменьшении шероховатости поверхности зуба.
На этом станке можно нарезать цилиндрические колеса диаметром до 800 мм (при модуле до 10 мм и вертикальном перемещении фрезы — — 360 мм). Наибольший диаметр червячной фрезы, устанавливаемой во фрезерном суппорте, 180 мм при длине 175 мм. Степень точности обработки соответствует 7-му классу по ГОСТ 1643—72.
В конструкции станка предусмотрены механизмы, обеспечивающие прогрессивные методы зубофрезерования: радиальное врезание инструмента в заготовку, диагональную подачу, встречное и попутное фрезерование, возможность применения фрез большого диаметра, длины и т. п. Повышенные частота вращения фрезы и подача, значительное увеличение мощности главного привода в сочетании с высокой жесткостью станка допускают работу на повышенных режимах резания и позволяют применять острозаточенные и твердосплавные червячные фрезы.
Вертикальное расположение оси нарезаемого колеса при неподвижной суппортной стойке и подвижном столе обеспечивает необходимую жесткость и устойчивость в работе. Массивная задняя стойка, жестко соединенная со столом, обеспечивает надежную работу станка без дополнительного крепления к суппортной стойке верхней траверсой. Цикл работы станка автоматизирован. Все рабочие и вспомогательные движения: быстрый подвод заготовки к инструменту, зубонарезание, быстрый отвод колеса и инструмента в исходное положение и остановка станка — осуществляются автоматически. Уборка стружки осуществляется шнековым транспортером, расположенным внутри станины. Для зажима заготовки станок можно снабжать гидромеханическим устройством, монтируемым в столе.
Основные характеристики зубофрезерного станка полуавтомата 5к32
Производитель: Егорьевский станкостроительный завод.
- Наибольший диаметр нарезаемых цилиндрических прямозубых колес (0°), мм – 800 мм
- Наибольший модуль нарезаемого колеса – 10 мм
- Наибольшая длина венца нарезаемых цилиндрических прямозубых колес (0°) – 350 мм
- Частота вращения фрезы – 50..310 об/мин
- Электродвигатель привода шпинделя – 7,5 кВт; 1460 об/мин
- Вес станка – 7,2 т
Зубофрезерные станки серии К
Универсальный зубофрезерный станок 5К32 является базовым станком серии К на основе которого выполняют универсальные станки упрощённой конструкции, станки повышенной точности; станки с многозаходными делительными парами; специализированные и специальные станки.
Зубофрезерные станки серии К:
- 5К324ПА – диаметр нарезаемого колеса – 500 мм, нарезаемый модуль – 8 мм
- 5К32, 5К32П, 5К32А – диаметр нарезаемого колеса – 800 мм, нарезаемый модуль – 10 мм
- 5К328, 5К328П, 5К328А – диаметр нарезаемого колеса – 1250 мм, нарезаемый модуль – 12 мм
Эти станки по своим техническим характеристикам и по механизмам, обеспечивающим прогрессивные методы зубофрезерования, отвечают мировым стандартам. Зубофрезерные станки базовых мод. 5К324, 5К32, 5К328 предназначены для использования в условиях единичного, мелкосерийного и серийного производства.
В станках 5К324, 5К32, снабженных шестеренными коробками с электромагнитными муфтами, для изменения частоты вращения фрезы и величины подачи используют ползунковые переключатели на пульте управления, которые осуществляют включение электромагнитных муфт. Это дает возможность осуществить автоматический двухпроходный цикл зубофрезерования с автоматическим переключением скоростей и подач перед вторым рабочим ходом, что сокращает вспомогательное время.
Для условий серийного производства станки 5К324 и 5К32 изготовляют с коробками скоростей и подач, настраиваемых с помощью сменных колес. В станке мод. 5К328 для изменения скоростей и подач служат скользящие блоки зубчатых колес.
Зубофрезерные станки универсального типа 5К324А и 5К32А упрощены; в них вместо, непрерывного осевого перемещения фрезы предусмотрено автоматическое периодическое перемещение в конце каждого цикла нарезания. Станки предназначены для работы в условиях серийного и массового производства.
Зубофрезерные станки повышенной точности 5К324П и 5К32П предназначаются для нарезания колес высокой степени точности. Высокая точность зубонарезания достигается при увеличении в 2 раза передаточного отношения делительной червячной пары стола и более точного изготовления деталей и узлов станка, точность которых влияет на точность нарезаемых колес. Эти станки используют для чистовых операций.
Габариты рабочего пространства зубофрезерного полуавтомата 5К32
Габариты рабочего пространства станка 5к32
Посадочные и присоединительные базы полуавтомата 5К32
Посадочные и присоединительные базы полуавтомата 5к32
Общий вид и общее устройство станка 5К32
Фото зубофрезерного станка 5к32
Расположение органов управления станком полуавтоматом 5К32
Расположение органов управления станком 5к32
Расположение органов управления станком 5К32. Смотреть в увеличенном масштабе
Перечень органов управления станком полуавтоматом 5К32
- Переключатель метода фрезерования (“Попутного” или “Встречного”)
- Выключатель освещения
- Выключатель охлаждения
- Переключатель циклов
- Лампочка- вертикальная подача включена
- Переключатель вращения фрезы
- Лампочка – радиальная подача выключена
- Лампочка – станок “Включен”
- Кнопка “Пуск” гидронасоса
- Кнопка “Стоп” гидронасоса
- Кнопка “Пуск” главного привода
- Кнопка “Стоп” главного привода
- Кнопка “Пуск” цикла
- Кнопка “стоп” цикла
- Кнопка ускоренного подвода стола
- Кнопка ускоренного отвода стола
- Кнопка включения ускоренного хода суппорта “Вверх”
- Кнопка включения ускоренного хода суппорта “Вниз”
- Лампочка- передвижка фрезы включена
- Кнопка “Пуск” передвижки фрезы
- Кнопка “Стоп” передвижки фрезы
- Рукоятка включения и выключения вертикальной подачи
- Манометр
- Винт зажима стола
- Аварийный упор
- Упор выключения ускоренного отвода стола
- Квадрат для натягивания ременной передачи главного привода
- Винт зажима дифференциала при обработке прямозубых и червячных колес
- Аварийный упор
- Упор выключения ускоренного подвода стола
- Квадрат для ручного перемещения упора
- Рукоятка фиксирования положения упора стола
- Квадрат для ручного перемещения стола
- Кран управления
- Линейный выключатель
- Рукоятка крепления кронштейна контрподдержка
- Упор автоматического управления работой станка по циклу 37А – Винт зажима каретки суппорта
- Упор автоматического управления работой ставка по циклу
- Линейка с нониусом для поворота суппорта на угол
- Квадрат для ручного поворота суппорта на угол
- Квадрат для ручного перемещения суппорта
- Квадрат для ручного поворота шнека транспортера стружки
- Квадрат подъема и опускания шнека
- Винт зажима стола
- Сменные шестерни для нарезания простых чисел зубьев
- Аварийный упор
- Квадрат шомпола крепленая оправки фрезы
- Аварийный упор
- Кран охлаждения
- Аварийный упор
Примечание. Для избежания аварии при обработке спиральных колес необходимо аварийные упоры 46, 48, ограничивающие вертикальные перемещения каретки фрезерного суппорта, устанавливать по фактически возможному ходу суппорта. Винт зажима дифференциала 28 должен бить освобожден.
Перечень составных частей зубофрезерного станка 5К32
- Гр.11 – Станина
- Гр.16 – Транспортер
- Гр.22 – Коробка привода
- Гр.32 – Суппортная стойка
- Гр.З6 – Каретка суппорта
- Гр.42 – Коробка распределения
- Гр.44 – Коробка подач
- Гр.52 – Суппорт
- Гр.61 – Стол
- Гр.71 – Контрподдержка
- Гр.75 – Гидропривод
- Гр.76 – Кран управления
- Гр.81 – Охлаждение
- Гр.84 – Электрошкаф
- Гр.85 – Электропривод
- Гр.92 – Принадлежности
Расположение составных частей и органов управления зубофрезерного станка 5К32
Расположение составных частей и органов управления станка 5к32
Рассмотрим основные узлы и органы управления вертикального зубофрезерного полуавтомата 5К32 (рис. 34). На горизонтальных направляющих станины 1 устанавливают салазки 23 стола 22. По этим направляющим салазки со столом перемещаются в радиальном направлении. К станине станка прикреплена передняя стойка 2. На вертикальных направляющих установлен суппорт 10 с фрезерной, головкой 11, которые перемещаются в вертикальной плоскости с помощью ходового винта, расположенного вертикально и включаемого рукояткой 3. Ручное перемещение суппорта осуществляют от рукоятки, надеваемой на квадрат 4. Наличие поворотного круга у суппорта дает возможность поворачивать оправку фрезы вместе с фрезерной головкой в вертикальной плоскости на заданный угол и закреплять ее в этом положении. Стол находится на кольцевых направляющих и центрируется коническим выступом. К столу прикреплено червячное колесо, приводимое во вращение червяком. От степени точности изготовления этой червячной пары зависит в основном степень точности нарезаемых на станке зубчатых колес. Сочетание высокооловянистой бронзы делительного (червячного) колеса со шлифовальным стальным азотированным червяком дает хорошие результаты по сохранению точности делительной пары.
Для регулирования зазора в делительной паре червяк изготовляют с переменной толщиной витка (двухшаговый). Это означает, что шаг по левому профилю червяка равен 19,132 мм, а шаг по правому профилю равен 18,566 мм.
В радиальном направлении стол перемещают ходовым винтом, гайка которого прикреплена к салазкам станка. Для ручного перемещения стола на квадрат 15 надевают рукоятку, а на квадрат 16 — рукоятку для ручного перемещения упора включения радиальной подачи. По вертикальным направляющим задней стойки 13 перемещается кронштейн 12, поддерживающий верхний конец оправки, что предохраняет ее от деформации, вызываемой силами резания. Кронштейн перемещается гидравлически включением рукоятки 14. Рукоятками 6 и 7 управляют осевой подачей фрезы, а упоры 8 и 9 служат для выключения перемещения суппорта. Рукоятка а на квадрат 16 — рукоятку для ручного перемещения упора включения радиальной подачи. По вертикальным направляющим задней стойки 13 перемещается кронштейн 12, поддерживающий верхний конец оправки, что предохраняет ее от деформации, вызываемой силами резания. Кронштейн перемещается гидравлически включением рукоятки 14. Рукоятками 6 и 7 управляют осевой подачей фрезы, а упоры 8 и 9 служат для выключения перемещения суппорта.
Рукоятка 17 служит для фиксирования установки упоров. Упоры служат для аварийного быстрого подвода стола 18, выключения быстрого подвода стола 19, останова стола быстрого отвода 20 и аварийного 21. При срабатывании аварийного упора обеспечивается вся электросхема станка и возможны только ручные перемещения. На пульте управления 5 расположены кнопки включения и выключения гидронасоса, пуск и. останов главного электродвигателя, быстрого подвода — отвода стола, суппорта, а также переключатели метода фрезерования (попутное или встречное), освещения, цикла.
Настройка станка для нарезания цилиндрических прямозубых колес. При нарезании цилиндрических прямозубых колес фрезе сообщают вращательное движение в направлении стрелки А (см. рис. 32). Если фреза левозаходная, то обрабатываемое колесо должно вращаться в направлении, указанном стрелкой В; если же фреза правозаходная, то в направлении, противоположном стрелке.
Схема кинематическая зубофрезерного станка 5К32
Кинематическая схема зубофрезерного станка 5к32
1. Схема кинематическая зубофрезерного станка 5К32. Смотреть в увеличенном масштабе
2. Схема кинематическая зубофрезерного станка 5К32. Смотреть в увеличенном масштабе
Движения в станке. Главное движение — вращение фрезы. Подачи: вертикальная — суппорта 3, радиальная — стола 5. Делительное вращение стола и заготовок. Ускоренные перемещения: суппорта, стола, передвижение фрезы, вращение стола 4.
При обработке прямозубых колес в станке должны осуществляться следующие движения: главное движение, вертикальная подача суппорта, вращение стола и установочные перемещения суппорта. При автоматических циклах, кроме того, совершаются радиальная подача и установочные перемещения стола. При обработке косозубых колес необходимо еще дополнительное вращение стола для обработки зубьев, расположенных по винтовой линии.
При обработке червячных колес методом радиальной подачи в станке совершаются: главное движение, радиальная подача и установочные перемещения стола.
Для нарезания прямозубых цилиндрических колес в станке предусмотрены следующие кинематические цепи:
- Главного вращательного движения фрезы
- Делительная, согласующая вращательные движения червячной фрезы и нарезаемого колеса
- Вертикальной подачи червячной фрезы
Схема смазки зубофрезерного станка 5К32
Схема смазки зубофрезерного станка 5к32
Схема смазки зубофрезерного станка 5К32. Смотреть в увеличенном масштабе
Перечень оборудования системы смазки зубофрезерного станка 5К32
- Резервуар системы смазки и гидросистемы
- Резервуар для охлаждающей жидкости
- Фильтр пластинчатый Г41-II
- Обратный клапан Г51-22
- Подвод масла из гидросистемы к системе смазки
- Подвод масла к ванне 15 стойки и к суппорту
- Шестерни, электромагнитные муфты и подшипники в коробке распределения движений
- Распределитель смазки коробки распределения движений
- Подшипник и конические шестерни дифференциала, конические шестерни с подшипниками коробки привода, расположенные в станине
- Ванна смазки гитарного механизма стойки
- Червячная пара
- Подвод смазки к распределителю коробки распределения движений
- Подвод смазки к ванне гитарного механизма
- Подшипники вертикального вала
- Ванна стойки
- Подшипники в каретке суппорта
- Подвод смазки к маслоприемнику каретки суппорта
- Подшипники каретки суппорта
- Подвод смазки к распределителю в суппорте для смазки механизма суппорта
- Направляющие стойки
- Суппорт
- Червяк тангенциальной подачи
- Глазок контроля смазки суппорта
- Съемный подшипник
- Слив из суппорта
- Направляющие станины
- Направляющие контрподдержки
- Ось кронштейна
- Втулка кронштейна
- Трубка контроля смазки кольцевых направляющих стола
- Пробки заливки масла в стол
- Подвод смазки в коробку подач
- Шестерни и подшипники коробки диагональных подач
- Подвод смазки к глазку контроля наличия смазки суппортной стойки
- Стол
- Регулятор смазки кольцевых направлявших стола
- Подвод смазки к кольцевым направляющим стола
- Окно контроля смазки стола
- Механизмы стола и направляющие станины
- Подшипники, пальцы и шестерни гитарного механизма
- Ванна смазки коробки подач
- Подшипники, электромагнитные муфты и шестерни коробки подач
- Подвод смазки в ванну коробки привода
- Ванна смазки коробки привода
- Подшипники и шестерни коробки привода
- Слив излишков масла из стола в стойку
Электрооборудование зубофрезерного станка – полуавтомата 5К32
На станке установлено четыре трехфазных короткозамкнутых электродвигателя:
- Электродвигатель рабочего хода А02-5/4; 7,5 кВт; 1460 об/мин (1Д)
- Электродвигатель насоса охлаждения ПА-45; 0,15 кВт; 2840 об/мин (2Д)
- Электродвигатель привода гидронасоса, AОЛ2-22/6; 1,1 квт; 930 ов/иин (ЗД)
- Электродвигатель ускоренного хода АО2-З2/4; 3,0 пт; 1430 об/мин (4Д)
Настройка зубофрезерного станка – полуавтомата 5К32. Видео
Технические характеристики зубофрезерного станка 5К32
| Наименование параметра | 5К32 | 5К324 |
|---|---|---|
| Основные параметры станка | ||
| Наибольший модуль нарезаемого колеса, мм | 10 | 8 |
| Наибольший диаметр нарезаемых цилиндрических прямозубых колес (0°), мм | 800 | 500 |
| Наибольший диаметр нарезаемых цилиндрических косозубых колес (30°), мм | 500 | 400 |
| Наибольший диаметр нарезаемых цилиндрических косозубых колес (45°), мм | 350 | 300 |
| Наибольший диаметр нарезаемых цилиндрических косозубых колес (60°), мм | 120…250 | 120…250 |
| Наибольший диаметр нарезаемых червячных колес, мм | 800 | 500 |
| Наибольшая длина венца нарезаемых цилиндрических прямозубых колес (0°), мм | 350 | 300 |
| Наибольшая длина венца нарезаемых цилиндрических косозубых колес (30°), мм | 200 | 200 |
| Наибольшая длина венца нарезаемых цилиндрических косозубых колес (45°), мм | 150 | 150 |
| Наибольшая длина венца нарезаемых цилиндрических косозубых колес (60°), мм | 130 | 130 |
| Наименьшее число нарезаемых зубьев | 12 | 12 |
| Стол | ||
| Диаметр стола, мм | 630 | 500 |
| Расстояние между осями стола и фрезы, мм | 80…500 | 60…350 |
| Расстояние от плоскости стола и оси фрезы, мм | 210…570 | 210…570 |
| Ускоренное перемещение стола, мм/мин | 170 | 170 |
| Ручное перемещение стола за один оборот лимба, мм | 0,5 | 0,5 |
| Суппорт | ||
| Наибольшее перемещение суппорта, мм | 360 | 360 |
| Ускоренное перемещение каретки суппорта, мм/мин | 550 | 550 |
| Наибольший диаметр режущего инструмента, мм | 200 | 200 |
| Наименьшая длина режущего инструмента, мм | 200 | 200 |
| Диаметры фрезерных оправок, мм | 32; 40 | 32; 40 |
| Ускоренное перемещение шпинделя вдоль оси, мм/мин | 130 | 130 |
| Расстояние от оси шпинделя до направляющих суппорта, мм | 319 | 319 |
| Наибольший угол наклона зубьев нарезаемого колеса, град | ±60 | ±60 |
| Поворот суппорта на одно деление шкалы линейки, град | 1° | 1° |
| Поворот суппорта на одно деление шкалы нониуса, мин | 1` | 1` |
| Конусное отверстие шпинделя | Морзе 5 | Морзе 5 |
| Наибольшее осевое перемещение фрезы, мм | 80 | 80 |
| Механика станка | ||
| Пределы оборотов фрезы, об/мин | 5…310 | 5…310 |
| Число ступеней оборотов фрезы | 9 | 9 |
| Пределы продольных подач, мм/об | 0,8…5,0 | 0,8…5,0 |
| Пределы радиальных подач, мм/об | 0,3…1,7 | 0,3…1,7 |
| Пределы тангенциальных подач, мм/об | 0,17…3,7 | 0,17…3,7 |
| Число ступеней подач | 7 | 7 |
| Привод и электрооборудование станка | ||
| Электродвигатель главного привода, кВт/ об/мин | 7,5/ 1460 | 7,5/ 1460 |
| Электродвигатель ускоренного хода, кВт/ об/мин | 3/ 1430 | 3/ 1430 |
| Электродвигатель привода гидронасоса, кВт/ об/мин | 1,1/ 930 | 1,1/ 930 |
| Электродвигатель насоса охлаждения, кВт/ об/мин | 0,15/ 2840 | 0,15/ 2840 |
| Габаритные размеры и масса станка | ||
| Габаритные размеры станка (длина х ширина х высота), мм | 2550 1510 2000 | 2500 1440 2000 |
| Масса станка с электрооборудованием и охлаждением, кг | 7200 | 6400 |
- Универсальные зубофрезерные станки повышенной точности 5К324, 5К32. Руководство,
- Ачеркан Н.С. Металлорежущие станки, Том 1, 1965.
- Гальперин Е.И. Наладка зуборезных станков, 1960.
- Козлов Д.Н. Зуборезные работы, 1971.
- Кучер А.М., Киватицкий М.М., Покровский А.А., Металлорежущие станки (Альбом), 1972.
- Лоскутов В.В., Ничков А.Г. Зубообрабатывающие станки, 1978.
- Малахов Я.А. Зубообрабатывающие и резьбофрезерные станки и их наладка, 1972.
- Мильштейн М.З. Нарезание зубчатых колес, 1972.
- Овумян Г.Г., Адам А.И. Справочник зубореза, 1983.
- Птицин Г.А., Кокичев В.Н. Зуборезные станки, 1957.
- Шавлюга Н.И. Расчет и примеры наладок зубофрезерных и зубодолбежных станков, 1978.
- Руководящий материал для конструкторов, проектирующих технологическую оснастку. Основные данные и посадочные места металлорежущих станков. НИИМАШ, 1968.
Список литературы по зубообработке
Связанные ссылки. Дополнительная информация
Каталог-справочник зубофрезерных станков станков
Паспорта и руководства зубофрезерных станков
Купить каталог, справочник, базу данных: Прайс-лист информационных изданий
5М32 Станок зубофрезерный вертикальный полуавтомат схемы, описание, характеристики
Сведения о производителе вертикального зубофрезерного станка полуавтомата 5М32
Производитель вертикального зубофрезерного полуавтомата 5М32 Егорьевский станкостроительный завод Комсомолец, основанный в 1930 году.
Завод за время своего существования выпустил свыше 60 моделей: зубофрезерных, зубодолбежных, зубошлифовальных, зубозакругляющих и других зубообрабатывающих станков.
Продукция Егорьевского станкостроительного завода Комсомолец, СЗК
5М32 Станок зубофрезерный вертикальный полуавтомат. Назначение и область применения
Станок зубофрезерный 5М32 заменил в производстве устаревшую модель 5Е32 и был заменен в производстве более совершенной моделью – 5К32.
Станок зубофрезерный вертикальный 5М32 предназначен для фрезерования цилиндрических прямозубых и косозубых зубчатых колес, а также червячных колес методом радиальной подачи в условиях единичного, мелкого и среднесерийного производства.
Принцип работы и особенности конструкции станка
Нарезание зубчатых колес производится по способу обкатки фрезы и обрабатываемой заготовки методами «попутного» и «встречного» зубофрезерования с диагональной и обычной подачами.
При зубофрезеровании с диагональной подачей фреза перемещается вдоль нарезаемого зуба и одновременно вдоль собственной оси, что значительно повышает ее стойкость.
Конструкция станка 5М32 предусматривает возможность радиального врезания фрезы в заготовку, что сокращает машинное время обработки.
При обработке прямозубых колес в станке должны осуществляться следующие движения:
- главное движение
- вертикальная подача суппорта
- вращение стола и установочные перемещения суппорта
При автоматических циклах, кроме того, совершаются радиальная подача и установочные перемещения стола. При обработке косозубых колес необходимо еще дополнительное вращение стола для обработки зубьев, расположенных по винтовой линии.
При обработке червячных колес методом радиальной подачи в станке совершаются:
- главное движение
- радиальная подача и установочные перемещения стола
Станок работает по полуавтоматическому циклу.
Станок выполнен в соответствии с нормами точности по ГОСТ 659—67.
Конструкция зубофрезерного полуавтомата 5М32
Виды нарезаемых колес на зубофрезерном станке 5М32
На станках 5М32 можно нарезать:
- цилиндрические прямозубые колеса (рис. 32, а)
- косозубые (рис. 32, б)
- червячные колеса методами радиальной (рис. 32, в) и осевой подач
При методе радиальной подачи заготовка может подаваться на фрезу или наоборот. По методу обкатки можно также фрезеровать шлицевые валы, многогранники, нарезать зубья на цепных звездочках, храповых колесах и т. д. Для всех видов указанных специальных зацеплений применяют червячные фрезы соответствующих профилей.
Нарезание цилиндрических прямо- и косозубых колес, а также червячных колес методом радиальной подачи — это основные виды работ, к которым станок наиболее приспособлен.
Методы работы на зубофрезерном станке 5М32
Нарезание колес может осуществляться как встречным методом, при котором вертикальная подача фрезы происходит сверху вниз (рис. 33, а), так и попутным методом, при котором вертикальная подача фрезы происходит снизу вверх (рис. 33, б). При попутном зубофрезеровании допускается увеличение скорости резания на 20—25% по сравнению со встречным методом при одновременном уменьшении шероховатости поверхности зуба.
На этом станке можно нарезать цилиндрические колеса диаметром до 800 мм (при модуле до 10 мм и вертикальном перемещении фрезы — 360 мм). Наибольший диаметр червячной фрезы, устанавливаемой во фрезерном суппорте, 180 мм при длине 175 мм. Степень точности обработки соответствует 7-му классу по ГОСТ 1643—72.
В конструкции станка предусмотрены механизмы, обеспечивающие прогрессивные методы зубофрезерования: радиальное врезание инструмента в заготовку, диагональную подачу, встречное и попутное фрезерование, возможность применения фрез большого диаметра, длины и т. п. Повышенные частота вращения фрезы и подача, значительное увеличение мощности главного привода в сочетании с высокой жесткостью станка допускают работу на повышенных режимах резания и позволяют применять острозаточенные и твердосплавные червячные фрезы.
Вертикальное расположение оси нарезаемого колеса при неподвижной суппортной стойке и подвижном столе обеспечивает необходимую жесткость и устойчивость в работе. Массивная задняя стойка, жестко соединенная со столом, обеспечивает надежную работу станка без дополнительного крепления к суппортной стойке верхней траверсой. Цикл работы станка автоматизирован. Все рабочие и вспомогательные движения: быстрый подвод заготовки к инструменту, зубонарезание, быстрый отвод колеса и инструмента в исходное положение и остановка станка — осуществляются автоматически. Уборка стружки осуществляется шнековым транспортером, расположенным внутри станины. Для зажима заготовки станок можно снабжать гидромеханическим устройством, монтируемым в столе.
Габариты рабочего пространства зубофрезерного полуавтомата 5М32
Габариты рабочего пространства станка 5М32
Габарит рабочего пространства станка 5М32. Смотреть в увеличенном масштабе
Посадочные и присоединительные базы полуавтомата 5М32
Посадочные и присоединительные базы полуавтомата 5М32
Посадочные и присоединительные базы полуавтомата 5М32. Смотреть в увеличенном масштабе
Общий вид и общее устройство станка 5М32
Фото зубофрезерного станка 5М32
Фото зубофрезерного станка 5М32. Смотреть в увеличенном масштабе
Фото зубофрезерного станка 5М32
Фото зубофрезерного станка 5М32. Смотреть в увеличенном масштабе
Расположение составных частей и органов управления зубофрезерным станком 5М32
Расположение составных частей и органов управления станком 5М32
Расположение составных частей и органов управления зубофрезерным станком 5М32. Смотреть в увеличенном масштабе
Перечень составных частей зубофрезерного станка 5М32
- 1. Станина
- 2. Коробка скоростей привода
- 3. Коробка распределения
- 4. Квадрат для ручного перемещения каретки суппорта
- 5. Рукоятка автоматического перемещения каретки суппорта
- 6. Коробка подач (деления)
- 7. Пульт управления
- 8. Суппортная стойка
- 9. Упор верхний автоматического регулирования хода каретки для управления работой станка по циклу
- 10. Упор нижний автоматического регулирования хода каретки для управления работой станка по циклу
- 11. Каретка суппорта
- 12. Кран охлаждения
- 13. Суппорт
- 14. Кронштейн
- 15. Контрподдержка
- 16. Квадрат для ручного перемещения упора
- 17. Стол
- 18. Рукоятка установки упора стола
- 19. Квадрат для ручного перемещения стола
- 20. Упор правый автоматического управления ходом стола для работы станка по циклу
- 21. Рукоятка смазки стола
- 22. Упор левый автоматического управления ходом стола для работы станка по циклу
- 23. Заготовка
- 24. Червячная фреза
Схема кинематическая зубофрезерного станка 5М32
Кинематическая схема зубофрезерного станка 5М32
1. Схема кинематическая зубофрезерного станка 5М32. Смотреть в увеличенном масштабе
2. Схема кинематическая зубофрезерного станка 5М32. Смотреть в увеличенном масштабе
3. Схема кинематическая зубофрезерного станка 5М32. Смотреть в увеличенном масштабе
Цикл работы станка автоматизирован:
- быстрый подвод инструмента к заготовке
- зубонарезание
- быстрый отвод инструмента в исходное положение и останов станка
Цилиндрические колеса можно обработать методом попутного (вертикальная подача снизу вверх) и встречного (вертикальная подача сверху вниз) фрезерования. При попутном фрезеровании возможно применение более высоких скоростей резания.
Основные механизмы станка. На станине А (рис. 141) закреплена суппортная стойка В, по которой перемещается фрезерный суппорт Г. Стол Е движется по горизонтальным направляющим станины. Контрподдержка Д поддерживает верхний конец оправки с установленными на ней заготовками. В станине расположена коробка скоростей Ж, а в суппортной стойке коробка подач Б.
Движения в станке:
- Главное движение — вращение фрезы;
- Движение подачи: вертикальная подача суппорта Г;
- Движение подачи: радиальная подача стола Е;
- Движение подачи: осевое перемещение ползушки суппорта Г;
- Движение обкатывания и деления: согласованное вращение фрезы и заготовки;
- Вспомогательное движение: ускоренные перемещения суппорта и стола;
- Вспомогательное движение: перемещение фрезы вдоль своей оси для более полного использования всех ее витков.
Наладка станка
Наладка станка на нарезание прямозубых цилиндрических колес. Фрезу устанавливают под углом φ к горизонтали, равным углу подъема витков червячной фрезы (рис. 142, а). Для обработки прямозубого колеса требуется три формообразующих движения: главное движение, движение обкатки и деления, вертикальная подача.
Главное движение (см. рис. 141) осуществляется от электродвигателя M1 (N = 7,5 кВт, n = 1460 об/мин) через зубчатую пару z = 26—63, коробку скоростей, вал IV, зубчатые передачи z = 29—29, z = 29-29, z = 29—29, z = 20—80. Переключение электромагнитных муфт М1—М6 обеспечивает девять значений частот вращения фрезы.
Схема нарезания зубъев червячной фрезой
Установочный чертеж зубофрезерного станка 5М32
Установочный чертеж зубофрезерного станка 5М32
Установочный чертеж зубофрезерного станка. Смотреть в увеличенном масштабе
Технические характеристики зубофрезерного станка 5М32
Технические характеристики зубофрезерного станка 5М32
Технические характеристики зубофрезерного станка 5М32. Смотреть в увеличенном масштабе
Настройка зубофрезерного станка – полуавтомата 5М32. Видео
- Ачеркан Н.С. Металлорежущие станки, Том 1, 1965.
- Гальперин Е.И. Наладка зуборезных станков, 1960.
- Козлов Д.Н. Зуборезные работы, 1971.
- Кучер А.М., Киватицкий М.М., Покровский А.А., Металлорежущие станки (Альбом общих видов, кинематических схем и узлов), 1972.
- Лоскутов В.В., Ничков А.Г. Зубообрабатывающие станки, 1978.
- Малахов Я.А. Зубообрабатывающие и резьбофрезерные станки и их наладка, 1972.
- Мильштейн М.З. Нарезание зубчатых колес, 1972.
- Овумян Г.Г., Адам А.И. Справочник зубореза, 1983.
- Птицин Г.А., Кокичев В.Н. Зуборезные станки, 1957.
- Шавлюга Н.И. Расчет и примеры наладок зубофрезерных и зубодолбежных станков, 1978.
- Руководящий материал для конструкторов, проектирующих технологическую оснастку. Основные данные и посадочные места металлорежущих станков. НИИМАШ, 1968.
Список литературы по зубообработке
Связанные ссылки. Дополнительная информация
Каталог-справочник зубофрезерных станков станков
Паспорта и руководства зубофрезерных станков
Купить каталог, справочник, базу данных: Прайс-лист информационных изданий
Y3150e Зуборезный универсальный зубофрезерный станок для продажи
Y3150E универсальный зубофрезерный станок для зубофрезеровки на продажу
Описание продукта
Характеристика зубофрезерно-зубофрезерного станка Y3150E:
Универсальный зубофрезерный станок Y3150E может производить прямые и цилиндрические зубья, цилиндрические
зубья, червячная шестерня, цепное колесо и короткий шлицевой вал, и этот зубофрезерный станок подходит для массового и одиночного производства
Основные технические характеристики продукта Технические характеристики :
Основные технические параметры | Y3150E | |||
Макс рабочий модуль | сталь (мм) | 6 | ||
Чугун (мм) | 8 | |||
Макс.диаметр заготовки | С задней стойкой (мм) | 350 | ||
Без задней стойки (мм) | 500 | |||
Ширина обработки | 250 мм | |||
Максимальный диаметр и длина варочная панель | 160/160 мм | |||
Диаметр рабочего стола | 510 мм | |||
Скорость вращения главного шпинделя | Класс | 40-250 об / мин | ||
максимальное осевое перемещение фрезы | 55 мм | |||
Мощность главного двигателя | 4 кВт / 1500 об / мин | № Морзе5 | ||
Расстояние от центра варочной поверхности до рабочего стола | 200-535 мм | |||
Расстояние от центра варочной панели до центра рабочего стола | 20-330 мм | |||
Расстояние от торца опоры до поверхности рабочего стола | 380-700 мм | |||
Отверстие рабочего стола | 80 мм | |||
Макс.поворотный поперечный суппорт | 60 ° | |||
Диаметр оправки фрезы | 22 27 32 мм | |||
Диаметр оправки заготовки | 30 мм | |||
Размер станка | 2450 * 1272 * 1790 мм | |||
Вес брутто / вес нетто | 5300/4500 кг | |||
Мы приветствуем индивидуальную машину, можем предоставить тангенциальную режущую головку, обрабатывая червячное колесо как тангенциальная подача.
1. Удобная гидравлическая силовая конструкция сокращает время без резки, а также время использования режущих инструментов.
2. Повышенная высота для вертикальной колонны и увеличенный ход: Вертикальная колонна сделана выше (увеличенный осевой ход на 180/130 мм в суппорте)
3. Высокая точность и длительный срок службы: Машина оснащена червячной передачей высокой точность превышает пять классов и использует материал из бронзового сплава, который обладает высокой устойчивостью к истиранию, обеспечивает длительный срок службы и стабильную точность.
Подробные изображения
Информация о компании
Упаковка и доставка
FAQ
1. Какие условия оплаты?
A: T / T, 30% первоначальный платеж при заказе, 70% остаток платежа перед отгрузкой; безотзывный аккредитив при предъявлении.
Когда мы получим предоплату, мы начнем производство. Когда машина будет готова, мы сделаем вам фотографии. После того, как мы получим ваш баланс. мы отправим вам машину.
2. Каковы ваши торговые условия?
A: FOB, CFR и CIF все приемлемы.
3.Когда срок доставки?
A: Если машина, которую вы заказываете, является стандартной машиной, мы можем подготовить ее в течение 15 дней. если какие-то специальные машины будут дольше. Время доставки составляет около 30 дней в Европу, Америку. Если вы из Австралии или Азии, он будет короче. Вы можете разместить заказ в соответствии со сроком доставки и временем доставки.мы дадим вам ответ соответственно.
4. Каковы ваши торговые условия?
A: Условия FOB, CFR, CIF или другие приемлемы.
5. Каковы ваши минимальные объемы заказа и гарантия?
A: MOQ – один комплект, гарантия – один год. Но мы предложим пожизненное обслуживание машины.
6. В какой упаковке находятся машины?
A: Стандартные станки будут упакованы в фанерный ящик.
Y3150e Зуборезный универсальный зубофрезерный станок для продажи
4500 долларов США.00–9700 долларов США / Устанавливать | 1 компл. / Компл. (Мин. Заказ)
- Время выполнения:
Количество (комплекты) 1–1 > 1 Est.Срок (дни) 6 Торг
Вмв / зубофрезерный станок Боруй для кулачка шестерни И3150е
Универсальный зубофрезерный станок с вертикальной цилиндрической зубчатой передачей Y3150E
Описание продукта
Универсальный зубофрезерный станок Y3150E может производить прямые и косозубые зубья, цилиндрические прямозубые зубья
, червячную шестерню, звездочку и короткий шлицевый вал, и этот зубофрезерный станок подходит для массового и одиночного производства
Основная характеристика:
Он может обрабатывать прямозубую шестерню, косозубый зуб, цилиндрическую шестерню, червячную шестерню, цепное колесо, короткий шлицевой вал, подходит для единичное производство, мелкое и массовое производство.
Основная направляющая поверхность: закалочная обработка
Материал турбины: оловянная бронза (ZASN10-1)
* Станок подходит для штучного и массового производства. Разумный подход состоит в том, чтобы выделить определенное количество станков, предназначенных для чистовой резки, чтобы машина работала нормально.
* Зубофрезерный станок с автоматическим стопорным устройством, предохранительным устройством и смазочным устройством.
* мы также можем предоставить тангенциальную опору для инструмента, обрабатывая червячное колесо тангенциальным путем подачи, в соответствии с вашими требованиями.
1 | Модель | Y3150E | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||
2 | Макс. диам. заготовки (без задней стойки / с задней стойкой) | 500/500 мм | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||
3 | Макс.модуль | 8/6 мм | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||
4 | Макс.ширина обработки | 250 мм | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||
5 | Минимальное количество зубьев фрезерной шестерни 03 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||
6 | Макс. ход каретки в вертикальном направлении | 430 мм | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||
7 | Макс.угол винтовой линии в токарном коническом редукторе | ± 45 ° | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||
8 | Расстояние между осью фрезы и поверхностью рабочего стола | 235 ~ 535 мм | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||
9 | Конус шпинделя | MT.5 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||
10 | Макс. размер фрезы | Φ160 × 160 мм | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||
11 | Макс.осевое перемещение фрезы | 180 мм | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||
12 | Диаметр сменной фрезерной оправки | 22,27,32 мм | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||
13 | расстояние от центра до фрезы центр рабочего стола | 30 ~ 330 мм | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||
14 | Скорость быстрого перемещения рабочего стола | 50 мм | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||
15 | Внешний диаметр / диаметр отверстия рабочего стола | 510/80 мм | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||
16 | шагов скорости шпинделя | 9 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||
17 | диапазон скоростей шпинделя | 400003 | 400003 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||
18 | Диапазон осевых подач | 9004 1|||||||||||||||||||||||||||||||||||||||||||||||||||||||||
19 | мощность синхронного двигателя главного двигателя | 4/1500 кВт / об / мин | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||
20 | мощность быстрого осевого двигателя синхронизированная скорость | 1,1 / 1500 кВт / об / мин | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||
21 | Мощность синхронизированного двигателя рабочего стола | 1,1 / 1000 кВт / об / мин | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||
22 | Мощность синхронизатора двигателя насоса | 1.5/1500 кВт / об / мин | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||
23 | Масса нетто | 4500 кг | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||
24 | Габаритные размеры | 2440 × 1270 × 1920 мм |
Информация о компании
1: Как выбрать наиболее подходящие машины?
A: Скажите, пожалуйста, ваши характеристики, мы можем выбрать лучшую модель для вас, или вы можете выбрать точную модель. Вы также можете отправить нам чертеж продукции, мы подберем для вас наиболее подходящие машины.
2: Каковы основные продукты вашей компании?
A: Мы специализируемся на всех видах станков, таких как токарный станок с ЧПУ, фрезерный станок с ЧПУ, вертикальный обрабатывающий центр, токарные станки, сверлильный станок, радиально-сверлильный станок, пильный станок, формовочный станок и так далее.
3: Где находится наш завод? Как я могу там побывать?
A: Наш завод находится в городе Тэнчжоу, провинция Шаньдун, 277500 Китай. Добро пожаловать к нам в гости.
4. Каковы ваши торговые условия?
A: FOB, CFR и CIF все приемлемы.
5: Какие условия оплаты?
A: T / T, первоначальный взнос 30% при заказе, оплата баланса 70% перед отгрузкой;
Безотзывный аккредитив в предъявлении.
5: Что такое MOQ?
A: 1 комплект. (Только на некоторых недорогих станках будет больше 1 комплекта)
Мы хотим знать:
1.Какое у вас промышленное напряжение?
2. Мы настоятельно рекомендуем вам сообщить нам размер, материал вашей заготовки для нашей оценки, если возможно, лучше отправить нам чертеж заготовки, чтобы мы могли порекомендовать вам наиболее подходящую модель!
3. Если вам нужна цена CIF, пожалуйста, сообщите нам порт назначения.
.Универсальный зубофрезерный станок по низкой цене на продажу
Низкая цена универсальный зубофрезерный станок на продажу
Описание продукта
Зубофрезерный станок подходит для обработки цилиндрических зубчатых колес, косозубых шестерен, червяков и звездочек.
Эта машина обладает хорошей жесткостью, высокой прочностью, высокой точностью, простотой в эксплуатации, простоте регулировки и обслуживания.
Hwasun методы фрезерования могут использоваться фрезерные обработки зубчатых колес, осевые или радиальные могут быть обработаны.
Может быть сконфигурирован в соответствии с требованиями клиентов системы ЧПУ Siemens, зубчатый вал в сборе и станок для обработки конических конических зубчатых колес
также можно увеличить, удлинить для расширения диапазона обработки.
Зубофрезерный станок Технические данные:
Технические параметры | Единица | Y3150E | |
Максимальный диаметр заготовки | 000 | мм000 | 500 |
Максимальный модуль упругости | мм | 8 | |
Максимальная ширина обработки | мм | 250 | |
250 Минимальное количество зубьев обработки 9000 | 6 | ||
Самый большой угол спирали обработки | + -45 | ||
Диапазон скорости и уклона вращения основного инструмента | / сорт | 40-2 50/9 | |
Макс.угол поворота инструмента | 240 | ||
Макс.размеры загрузки инструмента (диаметр * длина) | мм | 160 * 160 | |
Главный двигатель | кВт | 6.45 | |
Конус шпинделя | Морзе 5 | ||
Макс. Осевое перемещение инструмента | мм | 50 | |
мм | 235-535 | ||
Мин. расстояние между осью инструмента и осью рабочего стола | мм | 30 | |
Расстояние между спинкой под столом и поверхностью рабочего стола | мм | 380-630 | |
Размер машины (длина * ширина * высота) | мм | 2440 * 1370 * 1800 | |
Вес | кг | 4500 |
Упаковка и доставка
Условия оплаты
Обычно мы используем T / T, L / C
T / T: T / T 30% заранее, остаток выплачивается после проверки перед доставкой
Перед доставкой мы вышлем вам фотографии готовых машин и приглашаем вас прийти на наш завод для проверки
Способ упаковки
Экспортный стандарт FCL и LCL в 20/40-футовом контейнере
FCL: Sea- в достойной упаковке, машина закреплена в контейнере, а запасные части упакованы в деревянные ящики
Транспортировка
MSK / MSC / APL / EMC / PIL и так далее
Гарантия
12 месяцев при нормальном использовании, кроме быстроизнашивающиеся детали
Наши услуги
1.24 часа послепродажного обслуживания по электронной почте или телефону.
2. 100% ответивших.
3. Инженеры могут работать за границей.
4. Доступно обслуживание OEM
5. Гарантия: 12 месяцев, сверх гарантийного срока, все запасные части, предлагаемые вам по заводской цене.
Наша сертификация:
Наш завод
Contact Way
.