Фото фрезерный станок: D1 84 d1 80 d0 b5 d0 b7 d0 b5 d1 80 d0 bd d1 8b d0 b9 d1 81 d1 82 d0 b0 d0 bd d0 be d0 ba: стоковые фото, изображения
alexxlab | 16.08.2021 | 0 | Фрезерный
Фото фрезерных станков. Фрезерный станок – сложная покупка с множеством нюансов
На фото фрезерных станков изображены модели, предназначены для выполнения фрезерных и сверлильных операций, а сами станки являются фрезерно-сверлильными. Широкий диапазон регулировки оборотов шпинделя позволяет использовать большой арсенал фрезерного и сверлильного инструмента.
Стандартные фрезерные станки: MB-Q или MB-R. Какой выбрать?
Фрезерные стандартные станки какой выбрать?
Легко изучить, легко работать, быстро программировать:
1. Ручной режим
Ручной привод по осям X и Y
Ручная пиноль с оптической шкалой
УЦИ для удобства считывания
2. Полуавтоматическая работа
моментальное позиционирование
встроенные циклы
3. Возможность работы с системой ЧПУ
простое меню
3D графика
функция использования ручного привода
Наивысшее качество, наиболее точный станок в своем классе среди предлагаемых на рынке сегодня.
Характеристики:
Точность 5 микрон
Ручная пиноль
ШВП с регулируемой гайкой
Подшипники 7-го клсса
Антифрикционное покрытие типа Turcite для направляющих
Наличие коробки передач
4 модели на выбор с перемещениями по X, Y, Z:
– 760 x 505 х 530
– 1015 x 505 х 530
– 1270 x 635 х 605
– 1500 x 635 х 605
Сверх точность, простота, быстрое программирование:
Характеристики:
Шпиндель для жестких режимов 8000 об/мин
Автоматический магазин на12 – 20 инструментов
3 электронных штурвала
Быстрые перемещения
10 м/мин
Коробчатые направляющие
4 модели с перемещениями по X, Y, Z:
– 810 x 430 х 480
– 1015 x 505 х 530
– 1270 x 635 х 605
– 1520 x 635 х 605
Фрезерные стандартные станки какой выбрать?Доступные опции серии МВ:
Жесткое нарезание резьбы
Автоматический магазин на 12 – 20 инструментов
Автоматическая коррекция инструмента
Поворотные столы, 4-я координата
Настольное ограждение
Полное ограждение рабочей зоны
Однофазное электропитание
Оптические линейки
Расширение памяти
Сетевое подключение Интернет
Блоки наращивания колонны станка
Комплектация инструментом
подача мелкодисперсной СОЖ
Омывание рабочей зоны
Программируемое следящее сопло сжатого воздуха
Фрезерный станок – сложная покупка с множеством нюансов
Фрезерование представляет из себя обработку разнообразных материалов с помощью резки на специализированном оборудовании, применяя движущуюся фрезу. Поставщики техники сейчас предлагают многочисленные типы станков и непосредственно самих фрез. Для выбора эффективного станка необходимо изучить особенности его работы, а также плюсы и минусы каждого вида фрезерования.
Поставщики техники сейчас предлагают многочисленные типы станков и непосредственно самих фрез. Для выбора эффективного станка необходимо изучить особенности его работы, а также плюсы и минусы каждого вида фрезерования.
Какая бы ни была ваша мастерская или целое предприятие по масштабам, а изначально для подбора оборудования необходимо четко определиться с задачами, которые вы доверите фрезерным станкам. Если, к примеру, нужно обработать маленькие детали, то хватит и малогабаритного устройства, крупный металл способен обработать исключительно промышленный станок. Далее необходимо выбрать тип станка из горизонтальных, вертикальных, продольных, резьбовых и многих других. В этом могут помочь специалисты из специализированных магазинов или интернет-каталоги.
фрезерный станок с чпу
Требуемый формат фрезерования также сильно влияет на покупку определенной модели станка, поскольку упомянутые фрезы могут как подходить под нужды, так и предназначаться для абсолютно других операций или вообще не поддерживаться оборудованием. Также учитывайте при покупке размеры рабочего поля, чтобы его, в конечном итоге, хватило для обработки поставляемых деталей. Мощность, напряжение и потребляемая электроэнергия – пожалуй, последние важные критерии выбора, хотя для некоторых фирм может понадобиться фрезерный станок с чпу цена для автоматизированных и более сложных методов обработки.
Также учитывайте при покупке размеры рабочего поля, чтобы его, в конечном итоге, хватило для обработки поставляемых деталей. Мощность, напряжение и потребляемая электроэнергия – пожалуй, последние важные критерии выбора, хотя для некоторых фирм может понадобиться фрезерный станок с чпу цена для автоматизированных и более сложных методов обработки.
Для более точной информации лучше подробнее разузнать особенности аппаратов или обратиться за помощью к специалистам, чтобы ни в коем случае не ошибиться с покупкой станков.
Главные помощники столяра: фрезерный и кромкооблицовочный станки
Сегодня мы попробуем разобраться с принципом работы фрезерного и кромкооблицовочного станка. Предположим, у вас возникла необходимость сделать полку весьма замысловатой формы. Основная проблема, с которой вы столкнетесь – будет наличие неправильных (несимметричных форм). Для того, что бы успешно преодолеть эти трудности существует особый вид инструмента для работы по дереву – фрезерный станок. Фрезерный станок по дереву необходим для обработки деревянных поверхностей. В частности, в список основных функций его входят: изготовления пазов, поперечное строгание, вырезка канавок, гребней, подсечек и любых углублений и разрезов неправильной формы. Основные критерии, по которым выбирают фрезерный станок – это размер заготовки, с которой он может работать (ширина, длина), диаметр, максимально допустимая высота фрезерования, мощность, скорость вращения основного вала.
Фрезерный станок по дереву необходим для обработки деревянных поверхностей. В частности, в список основных функций его входят: изготовления пазов, поперечное строгание, вырезка канавок, гребней, подсечек и любых углублений и разрезов неправильной формы. Основные критерии, по которым выбирают фрезерный станок – это размер заготовки, с которой он может работать (ширина, длина), диаметр, максимально допустимая высота фрезерования, мощность, скорость вращения основного вала.
Сам из себя он представляет организованный вертикально податчик заготовки, с расположенным в произвольном порядке (зависит от модели) комплексами резцов и сверл. Целесообразней приобретать фрезерный станок бу, поскольку цены на новую (хотя и технически оснащенную по последним достижениям техники, напичканную электроникой и даже ЖК дисплеями) модель могу достигать нескольких тысяч долларов.
Кромкооблицовочный станок – это инструмент, который станет неаменимым при придании деревянному изделию презентабельности и завершенности.
Фрезерный и кромкооблицовочный станки – это незаменимые помощники любого столяра или производителя мебели. Автоматизированный процесс и точность, с которой резцы производят выпилы в дереве, врятли будут уступать ручной работе, а наоборот, многократно ее превосходить. Однако, при покупке подумайте, есть ли смысл переплачивать деньги за новую модель, если б/у вариант будет также выполнять свои функции.

Токарный станок по металлу – это устройство для механической обработки вращающихся симметричных заготовок. К основным видам выполняемых операций относятся: обработка резанием, сверление, нарезание резьбы. Закрепленная вращающаяся заготовка обрабатывается режущим инструментом, в результате чего можно изготавливать изделия различной сложности от простых втулок и гаек до декоративной фурнитуры. Для вытачивания массивных деталей служат устройства с вертикальным креплением заготовки, менее габаритные элементы вращаются в горизонтальной плоскости. Станки бывают напольными и настольными, с ручным и программным управлением, полуавтоматы. Современная промышленность выпускает узкоспециализированную технику, которая служит для максимально точного исполнения определенной операции, и универсальные устройства для выполнения нескольких видов работ. Понятно, что для профессионального производственного процесса необходимо оборудование для каждой вида продукции, а для домашних умельцев или небольших мастерских удобнее и выгоднее иметь более универсальную технику.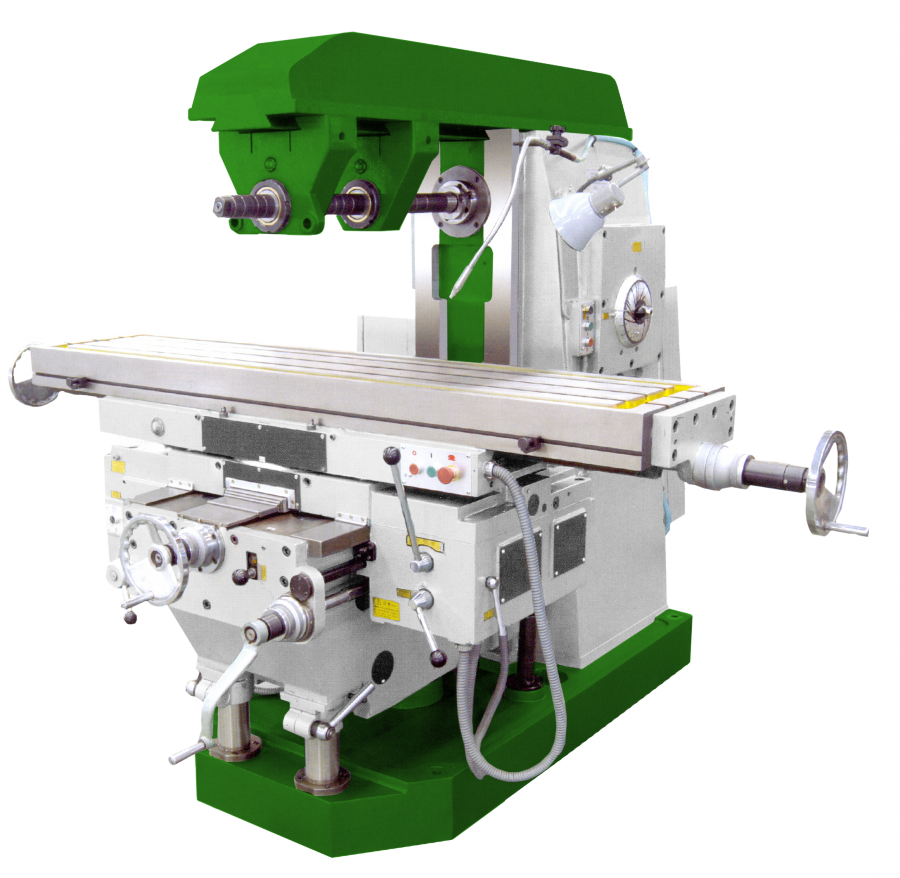
Токарно-карусельная техника подходит для шлифования, нарезания резьбы, точения цилиндрических заготовок большого диаметра, сверления отверстий. Станок универсален, его главной отличительной особенностью является высокая точность выполнения операций. Детали могут обладать внушительной массой, вплоть до десятков тонн, и большим поперечным сечением, но иметь небольшую длину. Возможность установки сразу нескольких инструментов позволяет производить многооперационную обработку.
Винторезные станки многофункциональны и предназначены для работ по любым металлам. Они являются наиболее подходящим оборудованием для мелкосерийного производства и изготовления штучной продукции. На них нарезают различные виды резьбы, вытачивают конусы. При покупке такой техники нужно учитывать ее возможности при обработке деталей разного диаметра. У каждой модели есть ограничения по длине и диаметру заготовки.
Револьверная техника служит для работ с калиброванным прутком. Такие заготовки имеют несколько поверхностей для обработки, для каждой из которых необходимо использовать отдельный инструмент. Револьверная головка имеет несколько гнезд для крепления оснащения, что позволяет обрабатывать одновременно все поверхности детали. Выпускаются устройства с вертикальной и горизонтальной осью вращения блоков для крепления инструмента.
Токарно-фрезерное оборудование подходит для всех видов металла, пластика, дерева и помогает производить обработку сложных деталей. Его можно использовать и как токарное, и как фрезерное устройство. С его помощью изготовляют пазы любой формы, резьбу, обтачивают заготовки. Такая техника устанавливается и в инструментальных цехах, и в частных мастерских. Комбинированное устройство позволяет снизить затраты по сравнению с покупкой двух узкоспециализированных механизмов. Режущий инструмент включает разнообразные резцы, сверла, фрезы для металла и т. п.
Устройства с ЧПУ и автоматикой применяются для серийного изготовления продукции любой сложности. Контроль над операциями осуществляется специальной системой. Полуавтоматическая техника не оборудована загрузочно-разгрузочными механизмами, поэтому в процессе производства необходимо участие специалиста.
Контроль над операциями осуществляется специальной системой. Полуавтоматическая техника не оборудована загрузочно-разгрузочными механизмами, поэтому в процессе производства необходимо участие специалиста.
При выборе станка необходимо определиться с объемом работ, видом операций и материальными возможностями. Если нет необходимости в сверлении или вырезании пазов прямоугольной формы, то достаточно купить винторезное оборудование. Для более сложных видов обработки нужен станок с фрезерным устройством. Станки с большой массой обладают повышенной устойчивостью, поэтому на них сподручнее выполнять прецизионную обработку. Для установки оборудования не подходят помещения со слишком высокой влажностью и неровным полом, так как это приводит к быстрой поломке двигателя. При неустойчивом положении устройства образуется нежелательная вибрация и нарушается центровка.
Фрезерные станки применяются для обработки резанием различных типов поверхностей при помощи фрезы.
По назначению фрезерные станки разделяют на универсально-, горизонтально-, вертикально-, продольно-, копировально-, резьбо-, шпоночно-фрезерные и др.
На фото фрезерных станков изображены модели, предназначены для выполнения фрезерных и сверлильных операций, а сами станки являются фрезерно-сверлильными. Жесткая конструкция обеспечивает высокое качество обработки деталей из металла, пластмассы и дерева. Широкий диапазон регулировки оборотов шпинделя позволяет использовать большой арсенал фрезерного и сверлильного инструмента.
Во фрезерных станках главным движением является вращение фрезы, а движение подачи — относительное перемещение заготовки и фрезы.
Вспомогательные движения необходимы в станке для подготовки процесса резания. К вспомогательным движениям относятся движения, связанные с настройкой и наладкой станка, его управлением, закреплением и освобождением детали и инструмента, подводом инструмента к обрабатываемым поверхностям и его отводом; движения приборов для автоматического контроля размеров и т. д. Вспомогательные движения можно выполнять на станках как автоматически, так и вручную. На станках-автоматах все вспомогательные движения в определенной последовательности выполняются автоматически.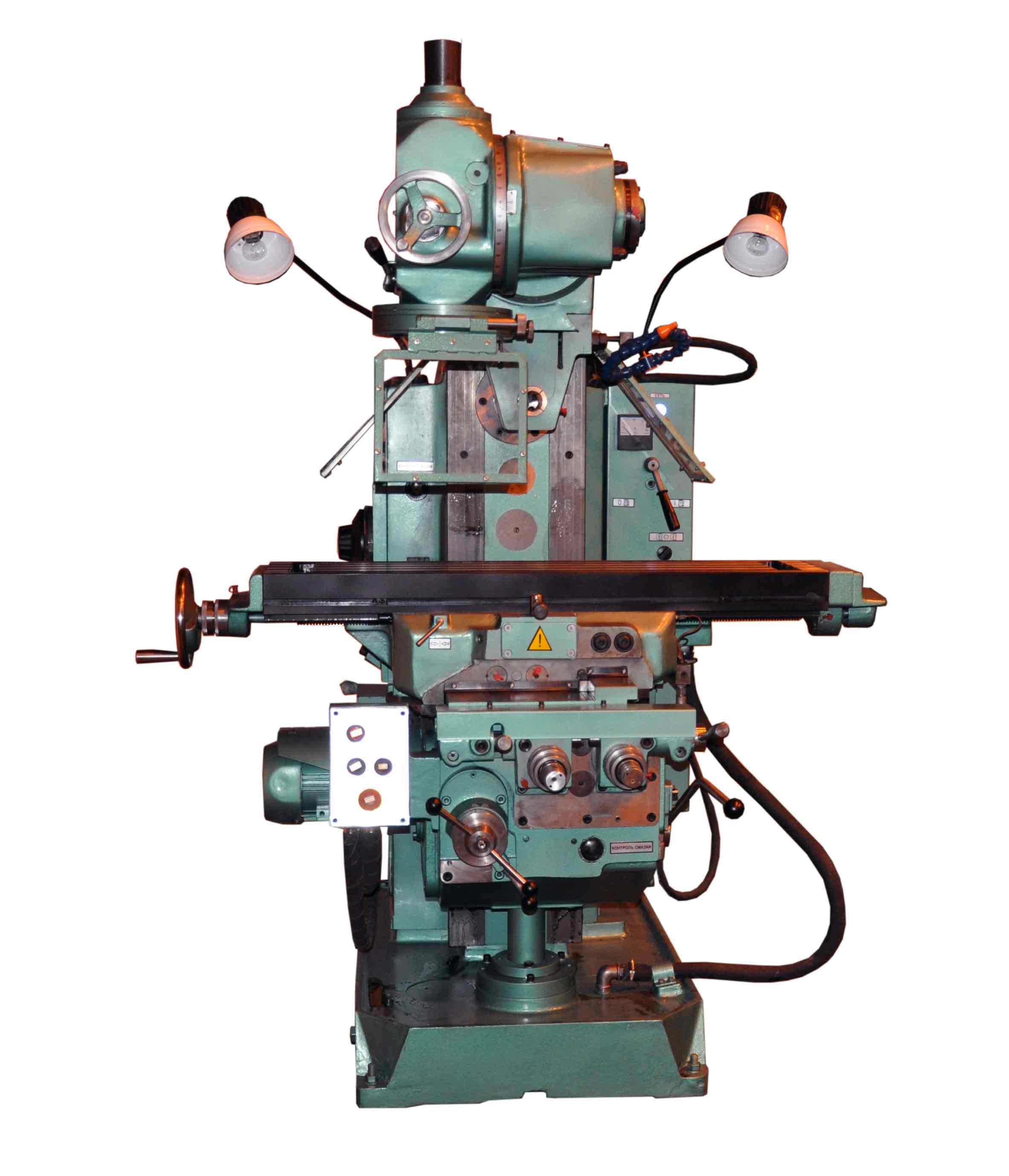
6Д12 станок вертикальный консольно-фрезерный схемы, описание, характеристики
Сведения о производителе консольно-фрезерного станка 6Д12
Производитель фрезерных станков 6Д12 Дмитровский завод фрезерных станков, ДЗФС, основанный в 1940 году.
Основной продукцией завода является широкая гамма универсальных консольно-фрезерных станков с размером рабочего стола от 250 x 630 мм до 400 x 1600 мм.
Станки, выпускаемые Дмитровским заводом фрезерных станков, ДЗФС
6Д12 Станок консольный вертикально-фрезерный. Назначение, область применения
Станок вертикальный консольно-фрезерный 6Д12 предназначен для обработки плоских и фасонных поверхностей цилиндрическими, торцовыми и концевыми фрезами.
Станок 6Д12 может использоваться в условиях единичного и серийного производства.
Особенности конструкции консольно-фрезерного станка 6Д12
Технические показатели станка 6Д12 обеспечивают производительную обработку черных и цветных металлов с применением быстрорежущего и твердосплавного инструмента.
Технические возможности станка могут быть расширены применением делительной головки, накладного круглого стола, накладных фрезерных и долбежных головок.
Вид климатического исполнения станков по ГОСТ 15150—69:
- основное серийное производство У и ХЛ категории 4;
- особое исполнение в страны с тропическим климатом ТС, ТВ категории 4.
Условия транспортирования и хранения ОЖ1.
Станок 6Д12 выпускается с двумя модификациями фрезерных головок:
- поворотная фрезерная головка с гильзой шпинделя;
- неповоротная фрезерная головка без гильзы шпинделя.

Класс точности станка — Н по ГОСТ 8—82Е.
Наиболее известные серии консольно-фрезерных станков, выпускаемых ДЗФС:
- серии 6Н: вертикальные – 6Н11; горизонтальные – 6Н81, 6Н81Г, 6Н81А
- серии 6Р: вертикальные – 6Р11; горизонтальные – 6Р81; 6Р81Г; широкоуниверсальные – 6Р81Ш
- серии 6Т: вертикальные – 6Т11, 6Т12
- серии 6К: вертикальные – 6К11, 6К12, широкоуниверсальные – 6К81Ш, 6К82Ш
- серии 6М: широкоуниверсальные с автоциклами – 6М82Ш
- серии 6Д: вертикальные – 6Д12, горизонтальные – 6Д81, 6Д82; широкоуниверсальные – 6Д81Ш, 6Д82Ш
- серии 6ДМ: вертикальные с ЧПУ 6ДМ13ФЗ, с автоциклами – 6ДМ83Ш, с ЧПУ – 6ДМ83ШФ2
Габарит рабочего пространства консольно-фрезерного станка 6Д12
Габарит рабочего пространства консольно-фрезерного станка 6Д12
Габарит рабочего пространства консольно-фрезерного станка 6Д12. Скачать в увеличенном масштабе
Скачать в увеличенном масштабе
Посадочные и присоединительные базы вертикального консольно-фрезерного станка 6Д12
Посадочные и присоединительные базы фрезерного станка 6Д12
Посадочные и присоединительные базы фрезерного станка 6Д12. Смотреть в увеличенном масштабе
Общий вид вертикального консольно-фрезерного станка 6Д12
Фото консольно-фрезерного станка 6Д12
Фото фрезерного станка 6Д12. Смотреть в увеличенном масштабе
Фото консольно-фрезерного станка 6Д12
Фото фрезерного станка 6Д12. Смотреть в увеличенном масштабе
Фото консольно-фрезерного станка 6Д12
Фото фрезерного станка 6Д12. Смотреть в увеличенном масштабе
Фото консольно-фрезерного станка 6Д12
Фото фрезерного станка 6Д12. Смотреть в увеличенном масштабе
Фото консольно-фрезерного станка 6Д12
Фото фрезерного станка 6Д12. Смотреть в увеличенном масштабе
Оправка для вертикального консольно-фрезерного станка 6Д12
Оправка для вертикального консольно-фрезерного станка 6Д12
Оправка для вертикального консольно-фрезерного станка 6Д12. Смотреть в увеличенном масштабе
Смотреть в увеличенном масштабе
Оправка для вертикального консольно-фрезерного станка 6Д12
Установочный чертеж вертикального консольно-фрезерного станка 6Д12
Установочный чертеж вертикального консольно-фрезерного станка 6Д12
Установочный чертеж вертикального консольно-фрезерного станка 6Д12. Смотреть в увеличенном масштабе
Технические характеристики консольно-фрезерного станка 6Д12
Технические характеристики консольно-фрезерного станка 6Д12
Технические характеристики консольно-фрезерного станка 6Д12. Смотреть в увеличенном масштабе
Читайте также: Заводы производители фрезерных станков
6Д12 Станок консольно-фрезерный вертикальный. Видеоролик.
- Аврутин С.В. Основы фрезерного дела, 1962
- Аврутин С.В. Фрезерное дело, 1963
- Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
- Барбашов Ф.
 А. Фрезерное дело 1973, с.141
А. Фрезерное дело 1973, с.141 - Барбашов Ф.А. Фрезерные работы (Профтехобразование), 1986
- Блюмберг В.А. Справочник фрезеровщика, 1984
- Григорьев С.П. Практика координатно-расточных и фрезерных работ, 1980
- Копылов Р.Б. Работа на фрезерных станках,1971
- Косовский В.Л. Справочник молодого фрезеровщика, 1992, с.180
- Кувшинский В.В. Фрезерование,1977
- Ничков А.Г. Фрезерные станки (Библиотека станочника), 1977
- Пикус М.Ю. Справочник слесаря по ремонту металлорежущих станков, 1987
- Плотицын В.Г. Расчёты настроек и наладок фрезерных станков, 1969
- Плотицын В.Г. Наладка фрезерных станков,1975
- Рябов С.А. Современные фрезерные станки и их оснастка, 2006
- Схиртладзе А.Г., Новиков В.
 Ю. Технологическое оборудование машиностроительных производств, 1980
Ю. Технологическое оборудование машиностроительных производств, 1980 - Тепинкичиев В.К. Металлорежущие станки, 1973
- Чернов Н.Н. Металлорежущие станки, 1988
- Френкель С.Ш. Справочник молодого фрезеровщика (3-е изд.) (Профтехобразование), 1978
Список литературы:
Связанные ссылки. Дополнительная информация
679 Станок фрезерный широкоуниверсальный. Паспорт, схемы, характеристики, описание
Сведения о производителе фрезерного широкоуниверсального станка 679
Фрезерный широкоуниверсальный инструментальный станок 679 выпускался предприятиями:
- Одесский завод фрезерных станков, ЗФС
- Иркутский механический (станкостроительный) завод, ИМЗ
Станки, выпускаемые предприятием – Иркутский станкостроительный завод, ИСЗ
679 станок инструментальный фрезерный широкоуниверсальный. Назначение и область применения
Фрезерный станок 679 разработан в 1949 году Одесским заводом фрезерных станков, ЗФС. За основу был взят фрезерный станок немецкой фирмы Deckel – FP1. Станок 679 был заменен на более совершенную модель 675.
За основу был взят фрезерный станок немецкой фирмы Deckel – FP1. Станок 679 был заменен на более совершенную модель 675.
Универсально-фрезерный станок модели 679 отличается от общеизвестных консольных горизонтальных либо вертикальных фрезерных станков — широкой универсальностью и повышенной точностью. Эти отличия обуславливают целесообразность использования станка главным образом в инструментальных и ремонтных цехах машиностроительных предприятий.
Инструментальный универсально-фрезерный станок модель 679 предназначен как для горизонтального фрезерования изделий цилиндрическими, дисковыми, фасонными и другими фрезами, так и для вертикального и наклонного фрезерования.
На станке возможно выполнение разнообразных фрезерных работ, а также расточных, сверлильных, разметочных и других операций в условиях индивидуального и мелкосерийного производства.
Принцип работы и особенности конструкции станка
679Наличие большого количества приспособлений и вспомогательного инструмента, прилагаемых к станку, обеспечивает возможность обработки деталей сложной конфигурации с высокой точностью.
Техническая характеристика станка 679, широкий ряд оборотов и подач, наличие механических движений подачи — обуславливают экономичную обработку различных деталей, за счет применения высоких режимов резания и снижения вспомогательного времени.
Наличие горизонтального шпинделя и поворотного вертикального шпинделя, а также ряда прилагаемых к станку приспособлений (углового универсального стола, делительной головки, круглого делительного стола, горизонтального стола и др.) делают станок широко универсальным и весьма удобным при изготовлении приспособлений, инструментов, штампов, прессформ и прочих изделий.
Большим преимуществом станка 679 является возможность обработки детали с одной установки под разными углами, как горизонтальным, так и вертикальным шпинделями.
Размеры обрабатываемых поверхностей деталей определены в основных паспортных данных станка. К станку приложены за отдельную плату, не входящую в стоимость станка:
1. Долбёжная, головка, позволяющая производить долбёжные работы под любым углом в пределах ± 45° относительно вертикальной оси.
Основные характеристики фрезерного широкоуниверсального станка 679
Разработчик: Одесский завод фрезерных станков, ЗФС
Производитель: Одесский завод фрезерных станков, ЗФС или Иркутский механический (станкостроительный) завод, ИМЗ.
Фрезерный станок 679 производился с 1949 года по ГОСТ 154-41, 155-41.
- Стол угловой горизонтальный – 270 х 700 мм
- Расстояние от оси горизонтального шпинделя до поверхности стола – 30..360 мм
- Расстояние от торца вертикального шпинделя до поверхности стола – 0..265 мм
- Расстояние от станины до оси вертикального шпинделя – 155..355 мм
- Наибольший продольный ход стола (X) – 300 мм
- Наибольший поперечный ход шпиндельной бабки вертикального шпинделя (Y) – 200 мм
- Наибольший вертикальный ход стола (Z) – 330 мм
- Конец шпинделя – Конус Морзе 4 (КМ 4)
- Пределы частот вращения горизонтального шпинделя – 110.
 .1230 об/мин
.1230 об/мин - Пределы частот вращения вертикального шпинделя – 150..1660 об/мин
- Электродвигатель привода шпинделя – 2,8 кВт; 1420 об/мин
- Вес станка – 1,19 т.
679 Габаритные размеры рабочего пространства фрезерного станка
Габаритные размеры рабочего пространства фрезерного станка 679
679 Посадочные и присоединительные базы фрезерного станка
Посадочные и присоединительные базы фрезерного станка 679
Общий вид фрезерного станка 679
Фото фрезерного станка 679
Фото фрезерного станка 679
Фото фрезерного станка 679
Фото фрезерного станка 679
Фото фрезерного станка Deckel FP1
Расположение составных частей фрезерного станка 679
Расположение составных частей фрезерного станка 679
Перечень составных частей широкоуниверсального фрезерного станка 679
- Станина
- Коробка скоростей
- Коробка подач
- Корпус суппорта
- Корпус горизонтального шпинделя
- Вертикальная головка
- Горизонтальный стол
По горизонтальным направляющим на торце станины перемещается корпус горизонтального шпинделя (5).
Вертикальная головка (6) устанавливается и крепится к переднему торцу корпуса горизонтальной бабки. Этот узел съемный и устанавливается на станке только при необходимости производить обработку деталей вертикальным шпинделем.
По вертикальным направляющим станины перемещается корпус суппорта (4), а по горизонтальным направляющим суппорта — салазки.
Вертикальная плоскость салазок является основной базовой рабочей поверхностью, на которую, в зависимости от выполняемой работы, устанавливаются обрабатываемые детали или прилагаемые к станку принадлежности для их крепления.
В вертикальной базовой плоскости салазок может крепиться горизонтальный стол (7), предназначенный для установки обрабатываемых изделий на его горизонтальной плоскости.
Для обработки наклонно расположенных плоскостей вместо горизонтального стола может крепиться угловой универсальный стол.
Для делительных работ служат делительная головка и делительный круглый стол, которые устанавливаются на базовой плоскости.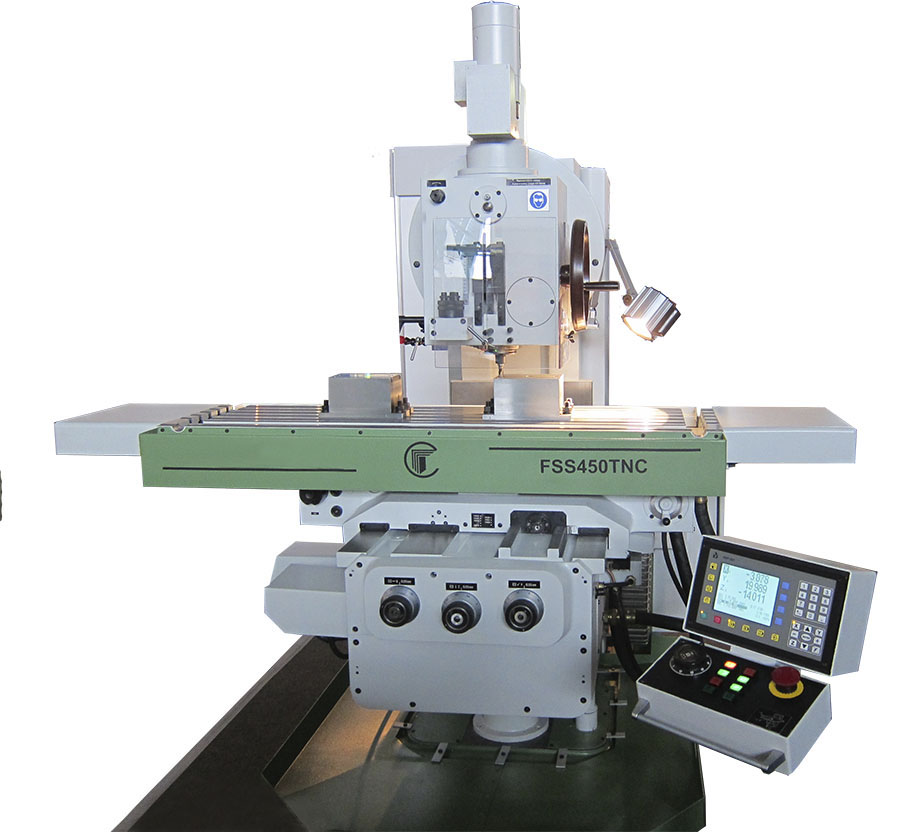
Расположение органов управления фрезерным станком 679
Расположение органов управления фрезерным станком 679
Расположение органов управления фрезерным станком 679. Смотреть в увеличенном масштабе
Перечень органов управления фрезерным станком 679
- Зажим хобота горизонтальной бабки
- Зажим вертикальной головки
- Ручная подача вертикального шпинделя
- Зажим реечной гильзы вертикального шпинделя
- Ручная подача горизонтальной бабки
- Механическая подача горизонтальной бабки
- Ручное вращение шпинделя
- Переключение скоростей
- Переключение подач
- Ручная продольная подача стола
- Пуск и остановка главного двигателя
- Механические подачи стола (вертикальная и продольная)
- Ручная вертикальная подача стола
- Зажим трубки системы охлаждения
- Зажим горизонтальной бабки
- Включение насоса охлаждения
- Включение главного двигателя
- Зажим стола от горизонтального перемещения
- Зажим стола от вертикального перемещения
- Зажим конусов инструментов и патронов
679 Схема кинематическая фрезерного станка
Кинематическая схема фрезерного станка 679
1. Схема кинематическая фрезерного станка 679. Смотреть в увеличенном масштабе
Схема кинематическая фрезерного станка 679. Смотреть в увеличенном масштабе
2. Схема кинематическая фрезерного станка 679. Смотреть в увеличенном масштабе
3. Схема кинематическая фрезерного станка 679. Смотреть в увеличенном масштабе
Устройство и работа фрезерного станка 679
Кинематическая схема (рис. 7) станка состоит из следующих цепей:
- а. цепь главного движения;
- б. цепь подач.
Цепь главного движения фрезерного станка 679
От электродвигателя, мощностью 2,8 кВт, движение передается на вал 1 клинноременной передачей. От вала I через шестерни коробки скоростей, сидящих на валах II и III, зубчатое колесо 56, сидящее на валу IV, через зубчатое колесо 47 передается вращение горизонтальному шпинделю V.
Вертикальный шпиндель VII получает вращение от вала V через коническую пару 41,42, вал VI и цилиндрическую пару 43,44. Осевое перемещение вертикального шпинделя осуществляется рукояткой реечной шестерни (46), перемещающей гильзу с рейкой (45) вручную.
Различное положение двойных зубчатых колес коробки скоростей (1—2; 3—4; 10—11) позволяет сообщить восемь различных чисел оборотов (см. таблицу 1) горизонтальному шпинделю (от 110 до 1230 об/мин.) и восемь чисел оборотов (см. таблицу 2) вертикальному шпинделю (от 150 до 1660 об/мин.).
Приведенные в таблицах 1 и 2 числа оборотов составляют стандартный ряд; отклонения фактических значений чисел оборотов от стандартного ряда колеблются в пределах 5%.
Цепь подач фрезерного станка 679
Привод подач станка устроен следующим образом.
Механические перемещения стола осуществляются механизмом подач, получающим вращение от вала 1 коробки скоростей через цилиндрические зубчатые колеса 12; 15; 16; 17 и коробку подач.
От вала XI через цепную передачу 58; 59 вращение передается валу XII, конической паре 60; 61, вертикальному валу XIII.
Зубчатые колеса 33; 34 передают вращение свободно сидящим колесам 31 и 35, а через колесо 30—зубчатым колесам 29 и 32.
Продольное механическое перемещение стола осуществляется включением муфты вала XV с муфтой зубчатого колеса 31 (перемещение влево) —и с муфтой колеса 32 — (перемещение вправо). Через коническую пару 27; 28 вращение сообщается винту продольного хода XVI.
Ручное продольное перемещение стола осуществляется двумя рукоятками, сидящими на концах винта XVI.
Вертикальное механическое перемещение суппорта со столом вверх производится включением муфты винта XIV с муфтой шестерни 29, а вниз — с муфтой шестерни 35.
Ручное вертикальное перемещение суппорта осуществляется маховичком, сидящим на валу XVII через коническую пару 37; 36 и вертикальным винтом XIV.
Поперечное механическое перемещение горизонтальной бабки, заменяющее обычно принятое в фрезерных станках поперечное Перемещение стола по консоли, осуществляется следующим образом: от вала XI коробки подач через цепную передачу 57; 53 вращение передается валу XVIII, на котором свободно сидят конические зубчатые колеса 52, 54.
Включением муфты вала XVIII с муфтой колеса 54 вращение передается цилиндрической зубчатой паре 50; 51 и гайке 49. При этом горизонтальная бабка, несущая винт 48, перемещается вперед (к рабочему столу). При включении муфты вала XVIII с муфтой колеса 52 горизонтальной бабке сообщается движение в обратную сторону.
Ручное перемещение горизонтальной бабки производится Маховичком, сидящим на валу XIX.
В зависимости от произведенных переключений двойных зубчатых колес 13—14; 18—19; 20—21 валу XI можно сообщить восемь разных чисел оборотов. В результате получаем восемь продольных подач (см. таблицу 3), восемь вертикальных подач (см. таблицу 4) и восемь поперечных подач (см. таблицу 5).
Подачи выражаются значениями стандартного ряда. Отклонение фактических величин минутных подач от стандартных значений колеблется, как и для чисел оборотов шпинделей, в пределах 5 %.
Схема электрическая принципиальная фрезерного станка 679
Читайте также: Производители фрезерных станков в России
679 Станок фрезерный широкоуниверсальный. Видеоролик.
Технические характеристики фрезерного станка 679
| Наименование параметра | 679 | 676П | 6М76П |
|---|---|---|---|
| Основные параметры | |||
| Класс точности по ГОСТ 8-82 | Н | П | П |
| Размеры горизонтального (углового) стола, мм | 270 х 700 | 250 х 800 | 250 х 800 |
| Размеры вертикального стола, мм | 260 х 710 | 250 х 630 | 250 х 630 |
| Максимальная масса обрабатываемой детали, кг | 100 | ||
| Расстояние от оси горизонтального шпинделя до рабочей поверхности горизонтального стола, мм | 30..360 | 80..460 | 80..430 |
| Расстояние от торца вертикального шпинделя до рабочей поверхности горизонтального стола, мм | 0..265 | 0..380 | 0..370 |
| Вылет оси вертикального шпинделя, мм | 155..355 | 125..375 | 125..375 |
| Наибольший продольный ход стола (X), мм | 300 | 400 | 400 |
| Наибольший поперечный ход шпиндельной (горизонтальной) бабки вертикального шпинделя (Y), мм | 200 | 250 | 250 |
| Наибольший вертикальный ход стола (Z), мм | 330 | 380 | 380 |
| Вертикальный и горизонтальный шпиндели | |||
| Частота вращения горизонтального шпинделя, об/мин | 110..1230 | 50..1630 | 50..1630 |
| Частота вращения вертикального шпинделя, об/мин | 150..1660 | 63..2040 | 63..2040 |
| Количество скоростей горизонтального и вертикального шпинделя | 8 | 16 | 16 |
| Цена деления лимбов, мм | 0,05 | 0,05 | 0,05 |
| Цена деления линеек, мм | 1,0 | 1,0 | 1,0 |
| Конус горизонтального и вертикального шпинделей | Морзе 4 | Морзе 4 | Морзе 4 |
| Пределы подач горизонтальной шпиндельной бабки, мм/мин | 25..285 | 13..395 | 13..395 |
| Количество подач шпиндельной бабки | 8 | 16 | 16 |
| Ускоренный ход шпиндельной бабки, м/мин | нет | 0,9 | 0,93 |
| Зажим-отжим инструмента | Ручной | Ручной | Механиз |
| Торможение шпинделя | нет | нет | |
| Вертикальная фрезерная головка | |||
| Наибольшее осевое перемещение гильзы вертикального шпинделя, мм | 80 | 60 | 60 |
| Наибольший угол поворота вертикальной головки в вертикальной плоскости, градус | ±45 | ±90 | ±90 |
| Масса вертикальной фрезерной головки, кг | 55 | ||
| Стол угловой горизонтальный | |||
| Количество подач стола в продольном и вертикальном направлении | 8 | 16 | 16 |
| Пределы продольных и вертикальных подач стола (X, Y), мм/мин | 25..285 | 13..395 | 13..395 |
| Ускоренный ход стола в продольном и вертикальном направлении, м/мин | нет | 0,935 | 0,935 |
| Число Т – образных пазов | 5 | 5 | |
| Масса углового горизонтального стола | 65 | ||
| Угловой универсальный стол | |||
| Размеры горизонтального универсального стола, мм | 250 х 600 | 200 х 630 | 200 х 630 |
| Наибольший угол поворота в горизонтальной плоскости, град | ±30° | ±20° | ±20° |
| Наклон длинной стороны, град | ±45° | ±45° | ±45° |
| Наклон короткой стороны, град | ±30° | ±30° | ±30° |
| Масса углового горизонтального стола | нет | 55 | |
| Привод и электрооборудование станка | |||
| Количество электродвигателей на станке | 2 | 2 | 4 |
| Электродвигатель главного привода, кВт (об/мин) | 2,8 (1420) | 2,2 | 2,2 |
| Электродвигатель зажима инструмента вертикального шпинделя, кВт | – | 0,24 | |
| Электродвигатель зажима инструмента горизонтального шпинделя, кВт | – | 0,24 | |
| Электродвигатель привода насоса охлаждения, кВт | 0,12 | 0,12 | |
| Суммарная мощность электродвигателей, кВт | 2,32 | 2,56 | |
| Габариты и масса станка | |||
| Габариты станка (длина х ширина х высота), мм | 1150 х 1400 х 1650 | 1282 х 1215 х 1780 | 1350 х 1230 х 2060 |
| Масса станка полная, кг | 1190 | 910 | 1160 |
- Паспорт и руководство по обслуживанию инструментального универсально-фрезерного станка тип 679, Одесса, 1955
- Паспорт и руководство по обслуживанию инструментального универсально-фрезерного станка тип 679, Иркутск, 1961
- Аврутин С.В. Основы фрезерного дела, 1962
- Аврутин С.В. Фрезерное дело, 1963
- Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
- Барбашов Ф.А. Фрезерное дело 1973
- Барбашов Ф.А. Фрезерные работы (Профтехобразование), 1986
- Блюмберг В.А. Справочник фрезеровщика, 1984
- Григорьев С.П. Практика координатно-расточных и фрезерных работ, 1980
- Копылов Р.Б. Работа на фрезерных станках,1971
- Косовский В.Л. Справочник молодого фрезеровщика, 1992
- Кувшинский В.В. Фрезерование,1977
- Ничков А.Г. Фрезерные станки (Библиотека станочника), 1977
- Пикус М.Ю. Справочник слесаря по ремонту металлорежущих станков, 1987
- Плотицын В.Г. Расчёты настроек и наладок фрезерных станков, 1969
- Плотицын В.Г. Наладка фрезерных станков,1975
- Рябов С.А. Современные фрезерные станки и их оснастка, 2006
- Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
- Тепинкичиев В.К. Металлорежущие станки, 1973
- Чернов Н.Н. Металлорежущие станки, 1988
- Френкель С.Ш. Справочник молодого фрезеровщика (3-е изд.) (Профтехобразование), 1978
Список литературы:
Связанные ссылки. Дополнительная информация
Технические характеристики – Универсально-фрезерный станок STALEX MUF50 DRO
Мощность, Вт
2200
Напряжение сети, В
380
Max диаметр фрезы
100
Расстояние шпиндель-стол, мм
0-390
Расстояние шпиндель-стойка, мм
230-685
Размер стола
1000×240
Размер Т-образного паза
16
Габариты, мм
1500х1430х2100
Родина бренда
Россия
Гарантия
12 месяцев
Фото фрезерный станок. 6Р12 станок консольно-фрезерный вертикальный общего назначения Паспорт, руководство, схемы, описание, характеристики
Фрезерные станки. Фото, Паспорта, РЭ. Оборудование единичного производства
6А12П – станок консольно-фрезерный с программным управлением. 6А12Р – станок консольно-фрезерный. Паспортhttp://www.chipmaker…iles/file/8314/____________________________________________________________________________
6А73П Фрезерhttp://www.chipmaker…iles/file/6622/___________________________________________________________________________
6А75ВФ1 – станок инструментальный широкоуниверсальный фрезерный класса точности В с цифровой индикацией, г. Одесса. Паспорт, Руководство по эксплуатации 6А75ВФ1.00.000 РЭ /на 153 страницах/ г. Одесса, 1977 год http://www.chipmaker…iles/file/5620/
___________________________________________________________________________
6Б75В, станок фрезерный инструментальный, Одесса. Инструкция по эксплуатации и материалы по быстроизнашивающимся частям. http://www.chipmaker…iles/file/3452/6Б75В. Электросхема фрезерного станка http://www.chipmaker…les/file/10772/6Б75В, станок фрезерный инструментальный, Одесса, 1977г. Инструкция по эксплуатации и материалы по быстроизнашивающимся частям. http://www.chipmaker…iles/file/9687/___________________________________________________________________________
6В11, 6В11Р – вертикальные консольно-фрезерные станки. Паспортhttp://www.chipmaker…iles/file/8220/
______________________________________________________________________________
6В75 и 6В75П Универсальные фрезерные станки Руководство по эксплуатации и обслуживанию универсально-фрезерных станков моделей 6В75 и 6В75П http://www.chipmaker.ru/files/file/57/___________________________________________________________________________
6Г463, станок гравировальный копировально-фрезерный с пантографом для контурного копирования с ручным управлением, Львов. Паспортhttp://www.chipmaker…iles/file/8991/_____________________________________________________________________________
6Е463 Паспорт http://www.chipmaker…files/file/761/
___________________________________________________________________________
6Е80Ш, 6Е80ШФ2 – станок фрезерный консольный широкоуниверсальный, станкозавод “Жальгирис”, г. Вильнюс. Паспорт и Руководство по эксплуатации 6Е80Ш.00.00.000РЭ. 1980 год http://www.chipmaker…iles/file/5571/____________________________________________________________________________
6Е75ПФ1 – станок фрезерный широкоуниверсальный инструментальный, г. Ереван. Паспорт, Руководство. http://www.chipmaker…iles/file/5920/
_____________________________________________________________________________
6М76П станок фрезерный инструментальный, Иркутск. Паспорт http://www.chipmaker…iles/file/2004/6М76П – станок фрезерный. Электросхема и запчасти http://www.chipmaker…iles/file/6249/
_____________________________________________________________________________
6М82 кинематика станка. http://www.chipmaker…files/file/388/6М82, 6М82Г, 6М82ГБ – консольно-фрезерные станки, Горький. Руководство и Паспорт http://www.chipmaker…files/file/776/_____________________________________________________________________________
6М82Ш, 6М83Ш – станок широкоуниверсальный консольно-фрезерный, Горький, 1969г. и 1961 г. Руководство к станку. http://www.chipmaker…iles/file/5265/
_____________________________________________________________________________
6М83, 6М83Г, 6М13Г, 6М13ПБ, 6М83Ш – станки широкоуниверсальные консольно-фрезерные, Горький. Чертежи деталей станков http://www.chipmaker…iles/file/5371/6М83, 6М83Г – универсальный горизонтальный консольно-фрезерный станок, ГЗФС, г. Горький. Паспорт, руководство по эксплуатации, 1961 год http://www.chipmaker…iles/file/7397/
_____________________________________________________________________________
6М12П – вертикально-фрезерный станок. Паспорт http://www.chipmaker…iles/file/7291/6М12П, 6М12ПБ – консольно фрезерные станки с поворотной головкой. Паспорт с электрической схемой http://www.chipmaker…iles/file/7510/6М12, 6М12П, 6М12ПБ, фрезерный станок. Паспорт http://www.chipmaker…les/file/10320/_____________________________________________________________________________
6М13П Электросхема http://www.chipmaker…iles/file/8819/6М13У, станок вертикально-фрезерный с ручным электрическим управлением, Савёлово. Паспорт http://www.chipmaker…iles/file/8909/6М13П, 6М13ПБ, консольно-фрезерные станки, г. Горький. Паспорт, 1966 год http://www.chipmaker…iles/file/9584/_________________________________________________________________________________
6Н13П – электрическая принципиальная схема станка 6н13п http://www.chipmaker…iles/file/1227/6Н13П – станок вертикальный консольно-фрезерный. Паспорт, Руководство по эксплуатации http://www.chipmaker…iles/file/5289/
_____________________________________________________________________________
6Н81, фото и некоторые сканы из паспорта http://www.chipmaker…iles/file/1540/6Н81, 6Н11, 6Н81Г – станок фрезерный (вертикальный, универсальный, горизонтальный), Дмитров. Руководства к станкам http://www.chipmaker…iles/file/2098/6Н81А – станок фрезерный, г. Дмитров. Паспорт http://www.chipmaker…iles/file/7219/6H81A, станок фрезерный универсальный, Дмитров. Паспорт. 1970 г. http://www.chipmaker…iles/file/4991/6Н81Г, 6Н81, 6Н11, консольно-фрезерные станки, Дмитров. Паспорт http://www.chipmaker…iles/file/8850/
_____________________________________________________________________________
6Н80Г, 6Н80, 6Н10, 6Н80Ш. Альбом сменных деталей фрезерных станков . http://www.chipmaker…iles/file/6592/6Н80Г, 6Н804Г, 6Н10, 6Н104, 6Н80, 6Н80Ш, фрезерные станки. Каталог запасных деталей. НИИМАШ, 1983http://www.chipmaker…les/file/10184/maker.ru/files/file/11674/_____________________________________________________________________________
6П80Г, 6П80 – универсальный горизонтально-фрезерный станок, Вильнюс. “Жальгирис”. Руководство к станку. http://www.chipmaker…iles/file/5521/
_____________________________________________________________________________
6Р10 Руководство. Электрооборудование. http://www.chipmaker…iles/file/3899/6Р10, 6Р80Г, 6Р80 – фрезерные консольные станки. “Жальгирис”. Паспорт, Руководство по эксплуатации 6Р80Г.00.000.РЭ. 1974 год. http://www.chipmaker…iles/file/5079/6Р80Г, 6Р80, 6Р10, 6Р80Ш – фрезерные консольные станки, Вильнюс, станкозавод “Жальгирис”. Паспорт, 1978 годhttp://www.chipmaker…iles/file/7753/_____________________________________________________________________________
6Р12, 6Р12Б, 6Р13, 6Р13Б – вертикальные консольно-фрезерные станки, г. Горький. Паспорт, Электросхемы http://www.chipmaker.ru/files/file/60/6Р12 электросхема к фрезерному станку. http://www.chipmaker…files/file/616/6Р12,6Р12Б,6Р13,6Р13Б Консольно-фрезерные вертикальные станки. Паспорт http://www.chipmaker…iles/file/1127/6Р12 (6Р13, 6Р82, 6Р83), станок консольно-фрезерный, электросхема. г. Горький http://www.chipmaker…iles/file/3811/6Р12 устройство зажима инструмента. http://www.chipmaker…iles/file/5285/
____________________________________________________________________________
6Р13Ф3-37 – вертикальный консольно-фрезерный станок с ЧПУ, ГЗФС, г. Горький. Паспорт. http://www.chipmaker…iles/file/7456/6Р13Ф3. Схема электрическая принципиальная. Станок фрезерный консольный вертикальный с ЧПУ Н33 и приводами КЕМРОН (НРБ) Схема электрическая принципиальная (формат А1) http://www.chipmaker…les/file/11515/
_________________________________________________________________________________
6Р80Ш, станок фрезерный широкоуниверсальный, Жальгирис. Паспортhttp://www.chipmaker…iles/file/7591/
___________________________________________________________________________________
6Р811, 6Р81, 6Р11, 6Р81Ш Консольно-фрезерные станки. Паспорт http://www.chipmaker…files/file/284/
____________________________________________________________________________
www.chipmaker.ru
сборка самодельного фрезерного станка по металлу
Если задаться целью и собрать фрезерный станок своими руками, то можно получить в свое распоряжение эффективное устройство, позволяющее выполнять множество технологических операций по металлу и другим материалам. Серийные модели такого оборудования давно и хорошо известны, они активно используются на большинстве производственных предприятий, работающих в различных отраслях промышленности. Отличает такие станки широкий функционал, позволяющий обрабатывать с их помощью заготовки из металла, древесины и ряда других материалов.
Пример фрезерного станка, сделанного своими руками
Зная обо всех преимуществах подобного устройства, многие домашние мастера задаются вопросом, как сделать фрезерный станок, используя доступные и недорогие комплектующие. Следует сразу сказать, что изготовить такой станок возможно, более того, можно дополнительно наделить его функциями, которые присущи не только фрезерному, но и токарному оборудованию.
Наиболее простым в исполнении является фрезерный станок вертикального типа. Собрать его можно на основе ручной дрели, затратив на это совсем немного времени и сил. Для того чтобы своими руками сделать более функциональный фрезерный мини-станок для своей домашней мастерской, вы должны найти другие комплектующие и располагать большим количеством времени, но и такая задача вполне решаема.
Собираясь своими руками изготовить фрезерный станок по металлу и дереву, очень важно обратить внимание на то, что работать устройство должно по такому же принципу, что и серийное оборудование. Чтобы соблюсти это важное требование, можно ознакомиться с чертежами серийного оборудования и посмотреть видео процесса работы заводского станка.
Фрезерные столы нередко называют фрезерными станками, однако их конструкции принципиально разнятся
Часто фрезерным станком называют фрезерный стол. Его устройство мы рассмотрим в конце данной статьи. Но изготовлению самодельного фрезерного стола посвящена отдельная подробная статья, найти которую можно, перейдя по ссылке ниже.Задачи фрезерного оборудования
У тех, кто часто работает в своей домашней мастерской, нередко возникает необходимость обработки различных изделий, изготовленных из древесины и металла. Не все операции с такими изделиями можно выполнить, располагая лишь ручными инструментами, часто для этого требуется специальное оборудование. Конечно, можно обратиться в мастерскую, но за оказанные ею услуги потребуется заплатить.
Именно в таких ситуациях и может выручить домашний фрезерный станок, собрать который вполне по силам каждому человеку, умеющему работать руками. Став обладателем подобного оборудования, можно будет выполнять на нем обработку заготовок как из металла, так и из древесины. В зависимости от наличия в вашем распоряжении тех или иных комплектующих, можно изготовить как простейший самодельный фрезерный станок по металлу, так и более сложное устройство, относящееся уже к токарно-фрезерной категории.
Компактный фрезерный мини-станок, сделанный в домашних условиях
Как было сказано выше, простейший мини-станок собирается на основе обычной дрели. Принцип работы такого оборудования аналогичен функционированию серийных станков подобного типа. Несмотря на то, что функциональные возможности мини-станка, изготовленного на основе дрели, несколько скромнее, чем у более сложного самодельного оборудования, и такому устройству в любой домашней мастерской всегда найдется применение.
Для того чтобы своими руками сделать более функциональный и сложный настольный станок, потребуется мощный электродвигатель, а также еще целый перечень специфических комплектующих. Такой станок, собранный по всем правилам, позволит вам в условиях дома выполнять достаточно сложные технологические операции: вырезать из металла и древесины изделия сложной конфигурации, обрабатывать криволинейные поверхности, выбирать пазы, фальцы, шлицы, а также многое другое.
Прежде чем своими руками делать фрезерный станок, следует изучить принцип работы серийного оборудования, посмотреть видео его функционирования, составить чертеж, подготовить обязательные комплектующие и инструменты, которые понадобятся для сборки вашего домашнего станка.Самодельный фрезерный станок: вариант №1
Самодельный станок и этапы его изготовления на фото ниже
Самодельный фрезерный станок: вариант №2
Самодельный станок под дрель или ручной фрезер с самостоятельно изготовленными механизмами подачи фрезы и перемещения рабочего стола. Ниже на видео этапы изготовления с разбором ключевых элементов. А именно: сборка стойки, конструкция каретки вертикальной стойки, привод рабочего стола станка.
Неплохой функционал и довольно простая конструкция
Автор объясняет процесс изготовления стойки для дрели, которая впоследствии станет фрезерным станком. Разбор создания системы подачи фрезы, а также крепления фрезера (или дрели) к стойке станка с возможностью смены инструмента. Разбор привода координатного стола для обеспечения возможности перемещения заготовки относительно фрезы.Конструкция и принцип действия оборудования
Если посмотреть на чертеж профессионального станка фрезерной группы, то можно заметить, что его конструкция включает в себя множество разнообразных механизмов и узлов. Настольный домашний станок, в отличие от серийного, имеет более простую конструкцию, состоящую из ограниченного набора обязательных элементов. Несмотря на простоту системы, самодельный станок фрезерной группы является достаточно функциональным устройством и позволяет успешно решать множество задач, связанных с обработкой заготовок из металла и древесины.
Один из вариантов самодельного фрезерного станка. Недостаток в недостаточно проработанном креплении дрели, однако отсюда можно позаимствовать конструкцию станины
Основой любого такого станка является станина, которая должна быть жесткой и надежной, чтобы обладать способностью выдерживать необходимые нагрузки. Следующим важным элементом самодельного станка фрезерной группы является привод, вращение от которого будет передаваться на рабочий инструмент. В качестве такого привода можно использовать ручную дрель или отдельный электродвигатель, обладающий достаточно высокой мощностью.
Для размещения и фиксации заготовок, которые будут обрабатываться на таком оборудовании, в его конструкции обязательно должен быть предусмотрен рабочий стол с элементами крепления для обрабатываемых деталей. Обработка и на профессиональном, и на домашнем фрезерном оборудовании осуществляется при помощи специального инструмента — фрезы, имеющей остро заточенную рабочую часть.
Крупный станок с мощным электродвигателем
При изготовлении мини-станка для дома не стоит экономить на комплектующих. Они должны быть только высокого качества, так как это напрямую влияет на надежность и производительность вашего оборудования.
Технические характеристики, которые приобретет ваш домашний настольный станок, будут зависеть от ряда параметров. К ним относятся размеры рабочего стола, а также допустимый вес и габариты заготовок, которые на нем будут размещаться. Важным фактором, влияющим на производительность и мощность оборудования, является мощность установленного на нем привода и максимальное число оборотов, которое он сможет обеспечить.
Еще один вариант самодельного фрезерного станка
Процесс сборки фрезерного стола
Приступать к сборке самодельного станка для дома следует с изготовления рабочего стола – важнейшей конструктивной части фрезерного оборудования. Рабочий стол домашнего станка можно своими руками изготовить из листа фанеры, оргстекла или листового металла.
Из расходных материалов вам понадобятся качественный контактный клей, двухсторонний скотч и много наждачной бумаги. Кроме того, необходимо будет приобрести несколько струбцин, метизы и качественный копировальный фрезер, который должен отличаться максимальной точностью, иметь острую режущую поверхность. Именно от того, насколько качественный фрезер вы приобретете, во многом будут зависеть технические возможности вашего настольного станка.
Чертеж фрезерного станка, сделанного по типу фрезерного стола (нажмите, чтобы увеличить)
Для изготовления фрезерного оборудования своими руками воспользуйтесь следующей инструкцией.
- Первым этапом сборки самодельного станка является изготовление крышки. В качестве материала для нее можно использовать фанеру. Несложный процесс изготовления данного элемента выглядит следующим образом: из фанеры вырезаются заготовки определенных размеров, затем они соединяются между собой.
- Следующий этап сборки домашнего мини-станка — это монтаж крепежных элементов, установка фрезера и остальных конструктивных частей. Поскольку вы занимаетесь изготовлением фрезерного оборудования, то все работы следует выполнять с повышенной аккуратностью и точностью.
- После сборки рабочего стола на него необходимо установить монтажную пластину. С этой целью в поверхности рабочего стола делается углубление, контуры которого полностью повторяют форму монтажной пластины. В таком углублении монтажная пластина фиксируется при помощи двухстороннего скотча. Далее по всему контуру пластины с определенным шагом укладываются прокладки, которые прижимаются к ней при помощи струбцин.
- Сам рабочий орган станка — копировальный фрезер — устанавливается в подшипниковые узлы, сборке которых следует уделить особое внимание.
- Все технологические отверстия, необходимые на поверхности рабочего стола, можно получить при помощи обычной ручной дрели.
- В вашем настольном мини-станке будет ряд деревянных поверхностей, которые необходимо тщательно отшлифовать при помощи наждачной бумаги.
- Следующий этап изготовления самодельного станка — это сборка основания, которую необходимо осуществлять в строгом соответствии с предварительно подготовленным чертежом.
- Особое внимание при сборке станка следует уделить процессу монтажа упора и прижимной гребенки.
Общий вид и кинематическая схема фрезерного стола
Все конструктивные элементы самодельного фрезерного оборудования, о которых говорилось выше, оказывают большое влияние на работоспособность, точность и надежность станка, поэтому к вопросам их изготовления и установки следует подойти очень ответственно и аккуратно.
Чтобы ваш фрезерный станок, сделанный своими руками, был надежным, долговечным, точным и выглядел презентабельно, необходимо выполнить ряд завершающих процедур по его сборке.
- Все деревянные поверхности станка следует не только тщательно отшлифовать, но и обработать специальной масляной пропиткой, которая защитит их от негативного воздействия внешней среды.
- Органы управления фрезерным станком, а также все выключатели, необходимые для его полноценной работы, нужно разместить в доступном и удобном месте.
- Немаловажной деталью станка является специальный патрубок, к которому присоединяется шланг пылесоса, отвечающий за удаление мелких стружек из зоны обработки.
Оценка статьи:
Загрузка…Поделиться с друзьями:
met-all.org
Как выбрать фрезерный станок по металлу: видео и фото
Фрезерование – это обработка любых материалов с помощью специального режущего инструмента, который вращается при поступательном движении детали под его острую кромку. Без проведения фрезерных работ, касающихся выборки металла с поверхности заготовки, не обходится практически ни одна серьезная обработка сложных изделий. Любая мастерская или ремонтный цех не могут обойтись без выбора и для дальнейшего применения специализированных станков и механизмов, предназначенных для сверления, заточки или любых других обработок поверхностей механическим способом, тем более без фрезерования.
Вертикально-фрезерный станок
Выбираем тип фрезерного станка
Существует достаточно много типов фрезерных станков. Каждый из этих типов станков имеет свои функции, область применения и выбирается для использования в определенном направлении. Для того чтобы выбрать станок по металлу, который необходим для работы небольшого цеха или мастерской, и использовать его с максимальной эффективностью, надо разобраться с их классификацией и уточнить возможности механизма.
Работа станка, основана на движении фрезы, специального режущего приспособления, закрепленного на шпинделе. Когда инструмент начинает движение, к нему подается заготовка – с поворотом стола устройства: вручную или в режиме «автомат», с запрограммированным прохождением заготовки под фрезой. В зависимости от типа выбранного станка, можно резать поверхность материала горизонтально, делать в нем «выборку» по схеме чертежа, обрабатывать торцевые части, резать заготовку по спирали или делать в ней надрезы в определенной последовательности, согласно чертежу и размеров.
Классификация станков
Конструкторами разработано значительное количество модификаций фрезерных станков, применяемых для обработки материалов фрезерованием. Однако, есть перечень наиболее необходимых в производстве, которые считаются основными.
Фрезерные станки, в соответствии со способом обработки поверхности изделия, делятся на определенные группы, со своими подгруппами и типами. Самыми популярными типами, являются станки с размещением режущего инструмента горизонтально, вертикально, а также универсальные. Для того чтобы выбрать фрезерный станок, который обеспечит успешную производственную деятельность, надо знать возможности оборудования.
При выборе фрезерного станка, следует опираться на следующие показатели:
- мощность, от которой будут зависеть энергопотребление и производительность;
- размер стола, определяющий максимальную длину обрабатываемого изделия;
- скорость вращения шпинделя, от которой зависят возможности станка по материалу, который будет обрабатываться и использование соответствующей оснастки.
Универсально-фрезерные
Металлообрабатывающие станки такого типа, имеют шпиндель, размещенный горизонтально и предназначаются для резки сравнительно небольших по размеру и весу заготовок. Подобное оборудование производит резку деталей инструментами различного типа: дисковых, цилиндрических, угловых, концевых, фасонных и торцевых. Такие станки, вне зависимости от выбранной модификации, позволяют обрабатывать поверхности металлических заготовок вертикально, делать горизонтальные фаски и винтовую нарезку, пазы и углы в деталях. При необходимости дополнительных операций, связанных с делением или винтовым перемещением заготовки под кромкой фрезы, действия выполняются вручную, с применением дополнительного оборудования, которое закреплено на столе.
При выборе таких моделей нужно учесть, что их конструкция достаточно сложная. Основные механизмы расположены на станине, с расположенным внутри корпуса узлом шпинделя и коробкой передач. Оправка с режущим инструментом, удерживается хоботом с подвесками. Консоль с коробкой передач механизма, перемещается по вертикальным направляющим. Поворотный механизм, предназначающийся для разворотов стола вокруг оси на 45 гр., расположен на салазках направляющих консоли. Благодаря такому инженерному решению, стол с закрепленной деталью, может направляться по отношению к режущей кромке инструмента по металлу горизонтально, под любым углом.
Горизонтально-фрезерные
Такой тип, является одним из самых распространенных. Этот вариант очень простой в практической работе и техническом уходе. Представляет собой станину механизма с горизонтальным шпинделем, на котором располагается фреза, коробку передач и стол, перемещающийся горизонтально, вертикально и перпендикулярно. Станки подобного типа не только простые, они еще и надежные – что дает возможность выбрать их в качестве оборудования для любой ремонтной мастерской.
Горизонтальный фрезерный станок
Широкоуниверсальные
Эти фрезерные станки имеют дополнительную головку шпинделя, находящуюся на подвижном хоботе. Благодаря такому инженерному решению, режущий инструмент можно разворачивать под любым углом по отношению к детали в двух разных плоскостях. Подобные изделия способны обеспечивать резку металла как раздельно, так и одновременно, двумя шпинделями с установленным инструментом. Большую степень универсальности таким станкам по металлу, придает монтаж накладной фрезерной головки, которая устанавливается на поворотной. Подобный вариант станков по металлу позволяет не только фрезеровать заготовку, но и сверлить, зенкеровать или растачивать деталь, поэтому достаточно часто входят в список рассматриваемых при выборе оборудования.
В модификациях станков, консоли нет, вместо нее по направляющим станины передвигается каретка, позволяющая крепить стол и вспомогательное оборудование. Такое оборудование является универсальным, его выбирают для обработки металла на экспериментальных предприятиях и инструментальных цехах.
Вертикальные консольно-фрезерные
Эти станки по металлу, в отличие от предыдущих образцов, имеют вертикальное размещение шпинделя. Некоторые модификации позволяют смещать вдоль оси шпиндель и делать его горизонтальные повороты, что существенно расширяет функции станка. Фреза вставляется в специальный конус в оправке. Фрезерование металла на таких станках, может производиться не только за счет подъема стола, но и с помощью вертикальных операций режущим инструментом. Благодаря использованию специальной оправки, обработку изделий на оборудовании такого типа можно производить и дисковыми фрезами.
Вертикальный фрезерный станок
Бесконсольные станки
Такие станки по металлу дают возможность заниматься фрезерованием вертикальных, горизонтальных, наклонных поверхностей и пазов и было сконструировано для работы по металлу на заготовках крупных габаритов и значительного веса. На таких станках, консоли нет, перемещение салазок и стола осуществляется по направляющим станины, закрепленной в фундаменте.
Благодаря инженерному решению, конструкция фрезерного оборудования, обладающего высокой жесткостью, дает возможность производить резку металла с большей точностью, чем станки консольного типа и обрабатывать крупногабаритные заготовки с большой массой. На таких станках, шпиндельная головка, которая является одновременно и коробкой передач, передвигается по направляющим. Шпиндель с гильзой перемещается по оси для установки фрезы по металлу на нужный размер.
Бесконсольный фрезерный станок
Особенности выбора
Выбирая фрезерный станок, необходимо обратить внимание на несколько характеристик.
Видео о фрезерных станках
- При обработке материалов, которые не имеют высокие показатели прочности (пластик, дерево или цветные металлы), нет смысла приобретать оборудование с высокой мощностью.
- Размеры и вес выбираемого фрезерного станка, должны позволять его нормальную эксплуатацию в помещении. Стационарное оборудование, весящее свыше 100 кг, позволяет обрабатывать крупногабаритные детали. Но при эксплуатации таких станков необходимо учитывать возможности междуэтажных перекрытий, смогут ли они выдержать такой вес.
- Электропитание для выбираемого станка, должно соответствовать возможностям электросети помещения, где оно будет эксплуатироваться.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru
Фрезерный станок с ЧПУ своими руками: чертежи, видео, фото
Зная о том, что фрезерный станок с ЧПУ является сложным техническим и электронным устройством, многие умельцы думают, что его просто невозможно изготовить своими руками. Однако такое мнение ошибочно: самостоятельно сделать подобное оборудование можно, но для этого нужно иметь не только его подробный чертеж, но и набор необходимых инструментов и соответствующих комплектующих.
Обработка дюралевой заготовки на самодельном настольном фрезерном станке
Решившись на изготовление самодельного фрезерного станка с ЧПУ, имейте в виду, что на это может уйти значительное количество времени. Кроме того, потребуются определенные финансовые затраты. Однако не побоявшись таких трудностей и правильно подойдя к решению всех вопросов, можно стать обладателем доступного по стоимости, эффективного и производительного оборудования, позволяющего выполнять обработку заготовок из различных материалов с высокой степенью точности.
Чтобы сделать фрезерный станок, оснащенный системой ЧПУ, можно воспользоваться двумя вариантами: купить готовый набор, из специально подобранных элементов которого и собирается такое оборудование, либо найти все комплектующие и своими руками собрать устройство, полностью удовлетворяющее всем вашим требованиям.
Инструкция по сборке самодельного фрезерного станка с ЧПУ
Ниже на фото можно увидеть сделанный собственными руками фрезерный станок с ЧПУ, к которому прилагается подробная инструкция по изготовлению и сборке с указанием используемых материалов и комплектующих, точными «выкройками» деталей станка и приблизительными затратами. Единственный минус — инструкция на английском языке, но разобраться в подробных чертежах вполне можно и без знания языка.
Скачать бесплатно инструкцию по изготовлению станка: Самодельный фрезерный станок с ЧПУФрезерный станок с ЧПУ собран и готов к работе. Ниже несколько иллюстраций из инструкции по сборке данного станка
«Выкройки» деталей станка (уменьшенный вид) Начало сборки станка Промежуточный этап Заключительный этап сборкиПодготовительные работы
Если вы решили, что будете конструировать станок с ЧПУ своими руками, не используя готового набора, то первое, что вам необходимо будет сделать, — это остановить свой выбор на принципиальной схеме, по которой будет работать такое мини-оборудование.
Схема фрезерного станка с ЧПУ
За основу фрезерного оборудования с ЧПУ можно взять старый сверлильный станок, в котором рабочая головка со сверлом заменяется на фрезерную. Самое сложное, что придется конструировать в таком оборудовании, — это механизм, обеспечивающий передвижение инструмента в трех независимых плоскостях. Этот механизм можно собрать на основе кареток от неработающего принтера, он обеспечит перемещение инструмента в двух плоскостях.
К устройству, собранному по такой принципиальной схеме, легко подключить программное управление. Однако его основной недостаток заключается в том, что обрабатывать на таком станке с ЧПУ можно будет только заготовки из пластика, древесины и тонкого листового металла. Объясняется это тем, что каретки от старого принтера, которые будут обеспечивать перемещение режущего инструмента, не обладают достаточной степенью жесткости.
Облегченный вариант фрезерного станка с ЧПУ для работы с мягкими материалами
Чтобы ваш самодельный станок с ЧПУ был способен выполнять полноценные фрезерные операции с заготовками из различных материалов, за перемещение рабочего инструмента должен отвечать достаточно мощный шаговый двигатель. Совершенно не обязательно искать двигатель именно шагового типа, его можно изготовить из обычного электромотора, подвергнув последний небольшой доработке.
Применение шагового двигателя в вашем фрезерном станке даст возможность избежать использования винтовой передачи, а функциональные возможности и характеристики самодельного оборудования от этого не станут хуже. Если же вы все-таки решите использовать для своего мини-станка каретки от принтера, то желательно подобрать их от более крупногабаритной модели печатного устройства. Для передачи усилия на вал фрезерного оборудования лучше применять не обычные, а зубчатые ремни, которые не будут проскальзывать на шкивах.
Узел ременной передачи
Одним из наиболее важных узлов любого подобного станка является механизм фрезера. Именно его изготовлению необходимо уделить особое внимание. Чтобы правильно сделать такой механизм, вам потребуются подробные чертежи, которым необходимо будет строго следовать.
Чертежи фрезерного станка с ЧПУ
Чертеж №1 (вид сбоку)
Чертеж №2 (вид сзади)
Чертеж №3 (вид сверху)
Приступаем к сборке оборудования
Основой самодельного фрезерного оборудования с ЧПУ может стать балка прямоугольного сечения, которую надо надежно зафиксировать на направляющих.
Несущая конструкция станка должна обладать высокой жесткостью, при ее монтаже лучше не использовать сварных соединений, а соединять все элементы нужно только при помощи винтов.
Узел скрепления деталей рамы станка посредством болтового соединения
Объясняется это требование тем, что сварные швы очень плохо переносят вибрационные нагрузки, которым в обязательном порядке будет подвергаться несущая конструкция оборудования. Такие нагрузки в итоге приведут к тому, что рама станка начнет разрушаться со временем, и в ней произойдут изменения в геометрических размерах, что скажется на точности настройки оборудования и его работоспособности.
Сварные швы при монтаже рамы самодельного фрезерного станка часто провоцируют развитие люфта в его узлах, а также прогиб направляющих, образующийся при серьезных нагрузках.Установка вертикальных стоек
Во фрезерном станке, который вы будете собирать своими руками, должен быть предусмотрен механизм, обеспечивающий перемещение рабочего инструмента в вертикальном направлении. Лучше всего использовать для этого винтовую передачу, вращение на которую будет передаваться при помощи зубчатого ремня.
Важная деталь фрезерного станка – его вертикальная ось, которую для самодельного устройства можно изготовить из алюминиевой плиты. Очень важно, чтобы размеры этой оси были точно подогнаны под габариты собираемого устройства. Если в вашем распоряжении есть муфельная печь, то изготовить вертикальную ось станка можно своими руками, отлив ее из алюминия по размерам, указанным в готовом чертеже.
Узел верхней каретки, размещенный на поперечных направляющих
После того как все комплектующие вашего самодельного фрезерного станка подготовлены, можно приступать к его сборке. Начинается данный процесс с монтажа двух шаговых электродвигателей, которые крепятся на корпус оборудования за его вертикальной осью. Один из таких электродвигателей будет отвечать за перемещение фрезерной головки в горизонтальной плоскости, а второй — за перемещение головки, соответственно, в вертикальной. После этого монтируются остальные узлы и агрегаты самодельного оборудования.
Финальная стадия сборки станка
Вращение на все узлы самодельного оборудования с ЧПУ должно передаваться только посредством ременных передач. Прежде чем подключать к собранному станку систему программного управления, следует проверить его работоспособность в ручном режиме и сразу устранить все выявленные недостатки в его работе.
Посмотреть процесс сборки фрезерного станка своими руками можно на видео, которое несложно найти в интернете.
Шаговые двигатели
В конструкции любого фрезерного станка, оснащенного ЧПУ, обязательно присутствуют шаговые двигатели, которые обеспечивают перемещение инструмента в трех плоскостях: 3D. При конструировании самодельного станка для этой цели можно использовать электромоторы, установленные в матричном принтере. Большинство старых моделей матричных печатных устройств оснащались электродвигателями, обладающими достаточно высокой мощностью. Кроме шаговых электродвигателей из старого принтера стоит взять прочные стальные стержни, которые также можно использовать в конструкции вашего самодельного станка.
Закрепление шагового двигателя на верхней каретке
Чтобы своими руками сделать фрезерный станок с ЧПУ, вам потребуются три шаговых двигателя. Поскольку в матричном принтере их всего два, необходимо будет найти и разобрать еще одно старое печатное устройство.
Окажется большим плюсом, если найденные вами двигатели будут иметь пять проводов управления: это позволит значительно увеличить функциональность вашего будущего мини-станка. Важно также выяснить следующие параметры найденных вами шаговых электродвигателей: на сколько градусов осуществляется поворот за один шаг, каково напряжение питания, а также значение сопротивления обмотки.
Для подключения каждого шагового двигателя понадобится отдельный контроллер
Конструкция привода самодельного фрезерного станка с ЧПУ собирается из гайки и шпильки, размеры которых следует предварительно подобрать по чертежу вашего оборудования. Для фиксации вала электродвигателя и для его присоединения к шпильке удобно использовать толстую резиновую обмотку от электрического кабеля. Такие элементы вашего станка с ЧПУ, как фиксаторы, можно изготовить в виде нейлоновой втулки, в которую вставлен винт. Для того чтобы сделать такие несложные конструктивные элементы, вам понадобятся обычный напильник и дрель.
Электронная начинка оборудования
Управлять вашим станком с ЧПУ, сделанным своими руками, будет программное обеспечение, а его необходимо правильно подобрать. Выбирая такое обеспечение (его можно написать и самостоятельно), важно обращать внимание на то, чтобы оно было работоспособным и позволяло станку реализовывать все свои функциональные возможности. Такое ПО должно содержать драйверы для контроллеров, которые будут установлены на ваш фрезерный мини-станок.
В самодельном станке с ЧПУ обязательным является порт LPT, через который электронная система управления и подключается к станку. Очень важно, чтобы такое подключение осуществлялось через установленные шаговые электродвигатели.
Схема подключения униполярных шаговых электродвигателей для 3-х координатного станка с ЧПУ (нажмите для увеличения)
Выбирая электронные комплектующие для своего станка, сделанного своими руками, важно обращать внимание на их качество, так как именно от этого будет зависеть точность технологических операций, которые на нем будут выполняться. После установки и подключения всех электронных компонентов системы ЧПУ нужно выполнить загрузку необходимого программного обеспечения и драйверов. Только после этого следуют пробный запуск станка, проверка правильности его работы под управлением загруженных программ, выявление недостатков и их оперативное устранение.
Все вышеописанные действия и перечисленные комплектующие подходят для изготовления своими руками фрезерного станка не только координатно-расточной группы, но и ряда других типов. На таком оборудовании можно выполнять обработку деталей со сложной конфигурацией, так как рабочий орган станка может перемещаться в трех плоскостях: 3d.
Ваше желание своими руками собрать такой станок, управляемый системой ЧПУ, должно быть подкреплено наличием определенных навыков и подробных чертежей. Очень желательно также посмотреть ряд тематических обучающих видео, некоторые из которых представлены в данной статье.Оценка статьи:
Загрузка…Поделиться с друзьями:
met-all.org
Фрезерный станок по металлу с ЧПУ своими руками + Фото 10
В нынешнее время существует огромное количество приспособлений и станков, которые осуществляют фрезеровочную деятельность. Можно обрабатывать практически все металлы, которые пригодны для тех или иных работ. Можно купить новый инструмент, а можно собрать точно такой же своими руками. Но двигатель прогресса шагает вперёд. Вместе с тем, использование простого ручного станочка становится нецелесообразным. На сегодняшний день, всё технологическое оборудование оснащено числовым программным обеспечением. Ниже будет представлена информация о фрезерном оборудовании по металлу с ЧПУ.
Общие понятия
Автоматическое управление консолью с фрезой или порталом с фрезером позволяет получить самые точные детали из металла, сделать различные пазы, отверстия, обработка сложных контуров и многое другое. Как правило, под обработку попадает чёрный и цветной металл. Для обработки металлических изделий используют различные фрезы.
Совет: Для обработки металла более большой толщины следует собирать конструкцию прочнее, чтобы не допустить поломки оборудования!
Предназначение
Прямое назначение фрезеровочного оборудования – это обработка металла и изготовление различных металлических деталей и изделий. Существует огромное множество агрегатов для фрезерной обработки металла. Однако, различные модификации фрезерных установок, будь то на производстве или в домашних условиях, работают по одинаковому принципу. А также имеют очень похожие конструкции. Ниже мы рассмотрим все разновидности такого оборудования.
Разновидность
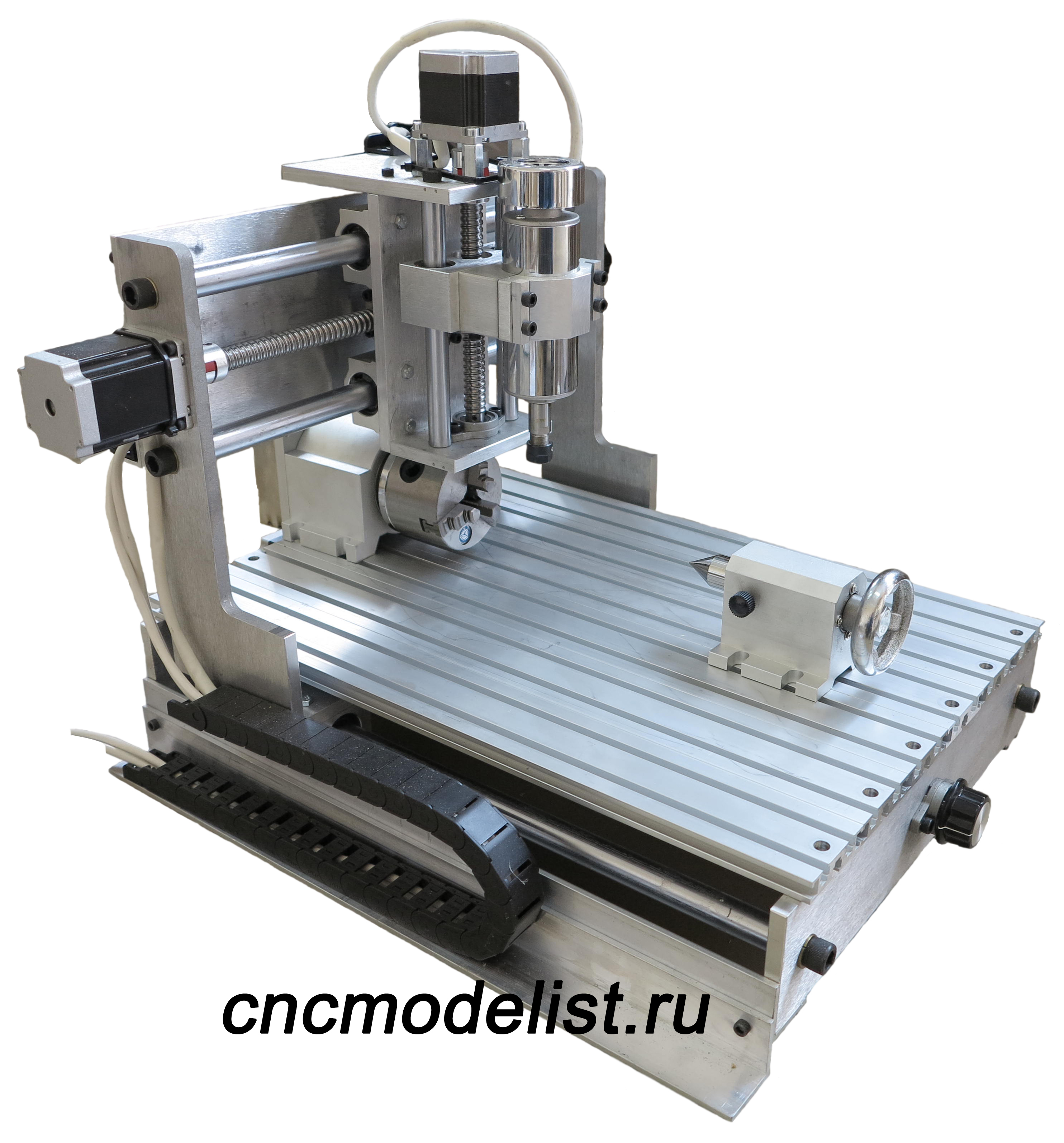
Стационарный фрезерный станок с ЧПУ
Бытовой фрезерный станок по металлу с ЧПУ
Настольный фрезерный станок с ЧПУ
Самодельный фрезерный станок по металлу с ЧПУ
Станки по обработке металла различаются на несколько категорий:
Стационарное оборудование
Располагается на производствах и предназначено для масштабного производства. Как правило, имеют огромный вес и размеры конструкции. Такие приспособления способны обрабатывать толстый металл больших размеров.
Бытовое оборудование
В готовом виде, которые можно с лёгкостью приобрести в интернет — магазине. В основном применяются в быту, для изготовления тех или иных, необходимых изделий или деталей. Имеют небольшие размеры, что даёт возможность расположить такой инструмент в любом месте. Такие приспособления способны производить мелкие детали, для каких – либо механизмов. Для работы используется не толстый материал, чтобы добиться более точной обработки.
Настольные
Такой вид станков применяется как на производствах, так и в быту. Имеют преимущественно малые размеры и не подходят для обработки толстых материалов. В отличие от бытовых станков, на данном станочке можно обрабатывать чуть более толстый материал. Однако размеры заготовок не должны превышать размеры рабочего стола, чтобы фреза или шпиндель могли свободно передвигаться по всей площади обрабатываемой заготовки. За счёт жёсткой конструкции, есть возможность производства серийными партиями. При этом качество получаемой продукции будет замечательным.
Самодельные
прототипы бытовых и настольных, созданные из подручных средств, что существенно экономит семейный бюджет, а также установочное место. Такие приспособления способны заменить бытовые станки. Обработка металла целиком и полностью зависит от жёсткости всей конструкции. С помощью такого аппарата можно изготовить различные детали, предназначенные для механизмов, сделать отверстия в заготовке и многое другое. В домашнем пользовании такой инструмент незаменим.
Совет: В не зависимости от выбранной модели, необходимо определиться, что вы будете делать на этом станке, какой материал будете обрабатывать. В зависимости от этого следует подумать о жёсткости конструкции!
Теперь, когда вы имеете хоть какое – нибудь представление о таком оборудовании, можно рассмотреть конструкцию и сборку самодельного фрезерного станка. Если бюджет ограничен, то достаточно подобрать подходящие элементы для вашего детища и заказать электронику для полноценной работы. Если же у вас есть компьютер, достаточно будет установить профессиональную программу для направленной работы. Эти программы существуют в свободном доступе на просторах интернета. Самые распространённые программы – это:
- Mach5
- ArtCAM
- Machine
- Kcam4
Это ещё не все программы. Их очень много.
Конструкция самодельного станка по металлу ЧПУ
Основные детали фрезерного станка по металлу с ЧПУ
Основные элементы такого станка перечислены на фото. Перечислим их:
ШВП оси Z – шарико — винтовая передача
Предназначена такая передача для конвертирования вращательных движений в возвратно – поступательные движения и в обратном направлении.
Вертикальные направляющие
Предназначены для осуществления движения портала со шпинделем по вертикали.
Поперечные направляющие
Предназначены для движения рабочего стола вправо и влево.
Продольные направляющие
Они располагаются непосредственно на станине станка и позволяют двигаться по ним рабочему столу и всей колонне.
Колонна, как правило, в этом элементе станка располагается противовес, который предназначен для компенсации веса шпиндельного узла.
Основание
Самая главная часть станочного оборудования, на котором располагается вся оснастка.
Шпиндель
Рабочая часть узла, которая, посредством закреплённой в нём фрезы, производит обработку металлических заготовок.
Рабочий стол
Это плоскость, на которой непосредственно производятся фрезеровочные работы.
Как правило, на таких станках ещё используют систему охлаждения фрезеровочного инструмента, которая предназначена для предотвращения перегрева фрезы и шпиндельного узла.
Теперь зная конструкцию основных элементов агрегата, можно рассмотреть принципы работы станочного узла.
Совет: Для экономии вашего бюджета, при создании собственноручных фрезерных, можно брать принтерные каретки.
Принцип работы
Как уже говорилось, любой фрезерный станок, оснащённый программным обеспечением, работает непосредственно по командам, посылаемым с компьютера. Всё чаще используют электронику фирмы Arduino. Специальная программа, в которой создаётся будущее изделие, с точностью и наоборот рассчитывается в специальные G – коды, в свою очередь которые распознаёт контроллер и распределяет сигналы на шаговые двигатели. ШГ (шаговые двигатели) по заданной программе перемещают шпиндель или фрезер по нескольким плоскостям, проектируя на заготовке заданную деталь посредством фрезы.
Как видно, процесс этот довольно не сложный. Главное произвести правильную сборку и установку, а также программного управления и электроники. Рассмотрим ниже процесс сборки фрезеровочного аппарата.
Совет: В процессе сборки, одним из главных процессов, за которым необходимо следить, является скольжение по направляющим. Ведь если не обеспечить плавного скольжения, что происходит при неправильной сборке, можно сломать станок при запуске или испортить все металлические заготовки.
Сборка по чертежам своими руками
Начало сборки фрезерного станка
Промежуточный этап сборки
Заключительный этап сборки
Рассмотрим схему с размерами и разберёмся, какие элементы и куда крепятся, а также как сделать самодельный станок своими руками. Кстати, полную инструкцию по сборке можно скачать бесплатно здесь. Разберём основные этапы сборки:
Начало сборки
Первым и главным этапом сборки вашего агрегата является сборка станины. Ведь именно на ней должен располагаться станок и его комплектующие элементы. К ним относится станина, направляющие и крепёжные элементы. Главное убедиться, что станина имеет довольно прочный каркас и стоит прочно на плоской поверхности.
Промежуточный этап сборки
В этом этапе производится установка консоли фрезера, колонны, шаговых двигателей и остальных направляющих. В данном процессе главное, чтобы скольжение по направляющим было гладким и плавным. А также, необходимо проверить работу и крепление всех механизмов. После этого можно смело переходить к следующему этапу сборки. В инструкции будет наглядно показано, какие детали, какое их количество будет необходимо для данного этапа сборки.
Заключительный этап
На данном этапе проверяется работоспособность всего фрезерного узла в целом. Скольжение по направляющим, работа шаговых двигателей и т.д. По завершении сборки важным и неотъемлемым этапом является установка электроники на станок.
Установка контроллера и программного обеспечения на компьютер
Схема контроллера представлена ниже. На ней представлена полная цепочка разветвлений от контроллера к шаговым двигателям, к компьютеру, к различным датчикам.
Схема контроллера
После того, как все вышеуказанные этапы успешно пройдены, можно приступать к первому запуску станочного оборудования и первому пропуску металлической заготовки.
Наладка оборудования
Перед первым запуском необходимо установить все необходимые драйвера и программу на компьютер или ноутбук. Конечно же, программа располагается в свободном доступе в интернете. Поэтому, когда программа установлена на ПК, следует загрузить в неё нужные эскизы для изготовления деталей или необходимых элементов (выемок, пазов, отверстий различных диаметров и многое другое). Когда всё сделано, можно загружать материал на рабочую поверхность и приступить к подбору непосредственного инструмента – фрезы, для последующей обработки металла.
Когда фреза подобрана, можно проводить первый прогон на вашем станочке.
Совет: При обработке металла, необходимо задать тонкое снятие металлического слоя, чтобы не сжечь фрезу и материал.
Когда всё выполнено, можно смело начинать работать на вашем изобретении. Однако, без соблюдения правил безопасности ни в коем случае нельзя даже притрагиваться к станку без ознакомления правил и техники безопасности.
Техника безопасности
Все правила и техники безопасности одинаковы, однако, при работе с металлом они должны быть особенным. Рассмотрим их ниже:
- При работе с металлом самым главным средством защиты является защита от металлической стружки, чтобы она случайно не попала в глаза.
- Нельзя допускать перегрева фрезерного узла, в противном случае она может разлететься и причинить серьёзный вред вашему здоровью.
- Строго настрого должна присутствовать система охлаждения фрезы.
- Вся электроника и станок должны иметь заземление.
- Дети не должны находиться в свободном доступе к станку, ведь если станок будет работать, стружка может отскочить в лицо ребёнка.
- В электрической сети должны присутствовать автоматические пакеты, чтобы предотвратить пожар при коротком замыкании.
Полный список всех правил безопасности можно найти в интернете. Задав соответствующий запрос в поисковой строке.
Видео обзоры
обзор фрезерного станка с ЧПУ по металлу
Видео обзор по сборке
Видео обзор бюджетного примера
Видео обзор работы профессионального оборудования
Видео обзор изготовления изделий на станке с ЧПУ
stanki-info.ru
Горизонтально-фрезерные станки – устройство, описание, фото, видео
Горизонтально-фрезерные станки различаются по конструкции, они могут быть одностоечными и двустоечными, консольными и не имеющими консоли. Станки с ЧПУ, как правило, имеют поворотный стол, определённая траектория движения которого задаётся заложенной программой.
Горизонтально-фрезерные станки – станки с горизонтальным расположением шпинделя, а также имеющие возможность перемещения стола в трех взаимно перпендикулярных направлениях.
Горизонтально-фрезерный станок
Основанием горизонтально-фрезерного станка является станина, на которой расположены все узлы и механизмы станка:
- коробка скоростей;
- консоль, перемещаемая по вертикальным направляющим станины;
- стол для установки болванки, вставляемой в специальное устройство или закрепляемой в установленных на него тисках. особенности стола фрезерного станка состоят в том, что его движение может происходить в трёх направлениях
- продольное перемещение происходит по направляющим салазок;
- поперечное движение получается при перемещении самих салазок по направляющим консоли;
- вертикальное движение стол получает при перемещении консоли по направляющим станины.
- шпиндель – главная вращающаяся часть в механизме станка;
- размещённая в консоли коробка подач;
- хобот, служащий для закрепления подвески;
- фрезерная отправка поддерживается концом подвески.
Универсальными станками называются горизонтально-фрезерные станки с поворотной плитой, благодаря которой рабочий стол может из горизонтальной поверхности превращаться в наклонную. Эти станки тоже могут оснащаться ЧПУ, но это не ускорит, а скорее замедлит производство ввиду того, что перепрограммирование станка будет занимать много времени.
Компоновка горизонтально-фрезерных станков Кинематическая схема 6Р81 Устройство горизонтально-фрезерного станкаДля обработки горизонтальной плоскости деталей используются цилиндрические фрезы. По вертикали заготовки из металла проходят обтачивание торцевыми или дисковыми фрезами. При необходимости комбинированной обработки заготовки используются несколько разнообразных фрез. Точность выполнения задачи напрямую зависит от неколебимости фрез в креплении по длине отправки. Повысить жёсткость крепления помогают подвески. Но ни одна дополнительная опора не даст достаточной устойчивости фрезы при увеличении её диаметра сверх указанных производителем станка нормативов. Наиболее точное исполнение работы будет, если станок оснастить ЧПУ.
Жёсткость горизонтально-фрезерных станков по металлу увеличивается при усовершенствовании конструкции станины, установкой дополнительного кронштейна, усилением стола. Работы, выполняемые на токарном станке по металлу, могут производиться и на горизонтально-фрезерном оборудовании с применением особых фрезерных головок. Установка ЧПУ на станок всегда сопровождается усилением конструкции.
Классификация фрезерных станков
В классификации горизонтально-фрезерные станки отнесены в шестую группу, но часть их может принадлежать и к пятой как зубообрабатывающие и резьбонарезное оборудование. ЧПУ чаще устанавливается на станки 6 группы. Оборудование 5 группы не предназначено для выполнения особо точных задач. ЧПУ здесь может быть установлено лишь для ускорения производства, при необходимости обрабатывать идентичные заготовки в большом количестве.
По таблице классификации токарного оборудования по металлу станки делятся по массе:
- 1 группа – лёгкие, весом до 1 тонны;
- 2 группа – средние, вес которых не превышает 10 тонн,
- 3 группа – тяжёлые. Эта группа имеет деление.
- Крупные – от 10 до 30 тонн;
- Тяжёлые – от 30 до 100 тонн;
- уникальные, свыше 100 тонн весом.
Любое оборудование по металлу может быть оснащёно ЧПУ.Вторым критерием деления оборудования служит автоматическое, полуавтоматическое или ручное управление станком. При ручном управлении включение, остановка, подвод инструмента, регулировка подач и скоростей, установка деталей и их снятие с рабочей поверхности производится токарем.
Классификация фрезерных станков
Полуавтоматический настраивается на определённый цикл обработки. Рабочему остаётся установить заготовку, закрепить её и нажать кнопку запуска. После отработанного цикла вращающийся шпиндель автоматически остановится. Токарю необходимо будет снять готовую деталь, вставить следующую заготовку, и вновь запустить станок.
При работе на автоматическом оборудовании, токарю достаётся роль наблюдателя и отладчика оборудования. ЧПУ для станков может быть разным, но все процессы по изготовлению деталей происходят без непосредственного участия оператора.
Влияет на столбец, в который распределено оборудование в классификационной таблице расположение шпинделя, его положение отражено в названии и маркировке – наклонные, вертикальные, горизонтальные.
Деление на подгруппы происходит по параметрам обработки в плоскости 2 или 4-координатном режиме. Также отражается на положении в таблице и его способность по обработке одной или нескольких деталей одновременно. Присутствие в конструкции станка ЧПУ не имеет значения на подгруппу в классификационной таблице.
Многоинструментальные горизонтально-фрезерные имеют несколько резцов, одновременно обрабатывающих поверхность одной детали с разных сторон, а многопозиционные производят обработку сразу нескольких заготовок. Оба типа оборудования более продуктивно работают с ЧПУ.
Применение
На горизонтально-фрезерном оборудовании по металлу делаются в заготовках шпоночные канавки. Они могут делаться несколькими способами в зависимости от используемого инструмента на разном оборудовании – вертикально-фрезерных станках или оборудовании общего назначения, используемого для проведения разноплановых работ по металлу.
Обработка шлицевых поверхностей Фрезерование шлицевого вала Нарезка шлиц на валуШлицы на валах диаметром до 100 мм делаются за один цикл фрезерования. На более широких валах эта операция может проводиться в два захода. Для чернового фрезерования необходимы делительные механизмы. Они есть на горизонтально-фрезерных, что делает это оборудование более удобным для обработки валов с большим диаметром.
Выбор фрезы для выполнения работ
Продольное фрезерование могут вести многошпиндельные горизонтально-фрезерные станки по металлу с использованием различных фрез, установленных в револьверную головку. При обработке металлических деталей несколькими различными фреза установка инструмента также может осуществляться в отправку, и далее в шпиндель.
Фрезерование дисковыми фрезами
Трёхсторонние дисковые фрезы используются для протачивания шпоночных сквозных пазов. Для достижения большей точности лучше сделать эту работу за один подход. При необходимости создания широкого паза в один приём провести эту операцию сложно. Второй, чистовой проход будет сделан фрезой с большим диаметром. Надёжным будет крепление фрезы при установке её в шпиндель с двумя опорами.
Существуют станки, предназначенные для работы только одним или несколькими видами фрез. Горизонтально-фрезерные, созданные для проведения работ дисковыми и цилиндрическими фрезами имеют дополнительную возможность использования торцевых фрез, что несколько увеличивает сферу, в которой применяется это оборудование.
Маркировка станков
Фрезерные станки часто имеет узкую специализацию, что отражается в маркировке. Первая цифра – это группа, к которой относится станок по классификационной таблице. 2 цифра обозначает тип оборудования:
- 1 – вертикально-фрезерные консольные;
- 2 – непрерывного действия – работающие на поток. Производят одинаковые детали.
- 3 – копировальные работают по трафарету, закреплённому на станине над рабочей частью;
- 4 – гравировальные;
- 5 – вертикальные бесконсольные имеют крестовой стол;
- 6 – продольно-фрезерные не отличаются широким спектром возможностей, используются в массовом производстве;
- 7 – широкоуниверсальные имеют массу возможностей, что делает их прекрасным оборудованием для мастерских и мелкооптового штучного производства;
- 8 – консольно-горизонтальные;
- 9 – разные.
Классификация станков
Третья, а иногда и четвёртая цифры обозначают габариты. Буква, стоящая между 1 и 2 цифрами говорит о том, что это модернизированная модель. Если буква находится в конце маркировки, то она указывает на характеристику модернизации базовой модели. Буквы П, В, А, С – указывают на класс точности. Ш указывает на широкую универсальность модели, имеющего в дополнении к горизонтально расположенному шпинделю, хобот с вертикальной головкой. Г указывает на то, что это станок относится к горизонтально-фрезерным.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru
6Р12 станок консольно-фрезерный вертикальный общего назначения Паспорт, руководство, схемы, описание, характеристики
Сведения о производителе консольно-фрезерного станка 6р12, 6р12Б
Производитель серии универсальных фрезерных станков 6р12, 6р12Б Горьковский завод фрезерных станков, основанный в 1931 году.
Завод специализируется на выпуске широкой гаммы универсальных фрезерных станков, а, также, фрезерных станков с УЦИ и ЧПУ, и является одним из наиболее известных станкостроительных предприятий в России.
Начиная с 1932 года Горьковский завод фрезерных станков занимается выпуском станков и является экспертом в разработке и производстве различного металлорежущего оборудования.
Универсальные фрезерные станки серии Р выпускались Горьковским заводом фрезерных станков (ГЗФС) начиная с 1972 года. Станки сходны между собой по конструкции, широко унифицированы и является дальнейшим усовершенствованием аналогичных станков серии М.
История вертикального консольного фрезерного станка 6Р12
В 1937 году на Горьковском заводе фрезерных станков были изготовлены первые консольно-фрезерные станки серии 6Б моделей 6Б12 и 6Б82 с рабочим столом 320 х 1250 мм (2-го типоразмера).
В 1951 году запущена в производство серия 6Н консольно-фрезерных станков: 6Н12, 6Н13П, 6Н82, 6Н82Г. Станок 6Н13ПР получил “Гран-При” на всемирной выставке в Брюсселе в 1956 году.
В 1960 году запущена в производство серия 6М консольно-фрезерных станков: 6М12П, 6М13П, 6М82, 6М82Г, 6М83, 6М83Г, 6М82Ш.
В 1972 году запущена в производство серия 6Р консольно-фрезерных станков: 6Р12, 6Р12Б, 6Р13, 6Р13Б, 6Р13Ф3, 6Р82, 6Р82Г, 6Р82Ш, 6Р83Г, 6Р83Ш.
В 1975 году запущены в производство копировальные консольно-фрезерные станки: 6Р13К.
В 1978 году запущены в производство копировальные консольно-фрезерные станки 6Р12К-1, 6Р82К-1.
В 1985 году запущена в производство серия 6Т-1 консольно-фрезерных станков: 6Т12-1, 6Т82-1, 6Т13-1, 6Т83-1 и ГФ2171.
В 1991 году запущена в производство серия 6Т консольно-фрезерных станков: 6Т12, 6Т13, 6Т82, 6Т82Г, 6Т82ш, 6Т83, 6Т83Г, 6Т83Ш,.
Классификация, обозначение и основные характеристики фрезерных станков
Купить фрезерный станок. Действующие производители фрезерных станков
6Р12 вертикальный консольно-фрезерный станок. Назначение, область применения
Консольно-фрезерный станок с вертикальным пинольным шпинделем имеет крестово перемещающийся в горизонтальной плоскости стол, который смонтирован на вертикально перемещающейся по направляющим стойки консоли.
Станок 6Р12 отличается от станка 6Р13 установленной мощностью двигателей главного движения и подач, размерами рабочей поверхности стола и величинами перемещения стола. Быстроходные станки 6Р12Б имеют, в отличие от станков 6Р12, повышенный диапазон чисел оборотов шпинделя и подач стола и повышенную мощность двигателя главного движения.
Консольно-фрезерный вертикальный cтанок 6Р12 предназначен для обработки всевозможных деталей из стали, чугуна, труднообрабатываемых и цветных металлов, главным образом торцовыми и концевыми фрезами. На станках можно обрабатывать вертикальные, горизонтальные и наклонные плоскости, пазы, углы, рамки, криволинейные поверхности.
Для обработки криволинейных поверхностей станок оснащен специальным копировальным устройством. Обработка криволинейных поверхностей производится по копирам, контур которых ощупывается наконечником электроконтактного датчика перемещения стола.
СОЖ подается двигателем центробежного вертикального насоса по трубопроводам через сопло к инструменту.
Поворотная шпиндельная головка станков оснащена механизмом ручного осевого перемещения гильзы шпинделя, что позволяет производить обработку отверстий, ось которых расположена под углом до ±45° к рабочей поверхности стола. Мощность приводов и высокая жесткость станков позволяют применять фрезы, изготовленные из быстрорежущей стали, а также инструмент, оснащенный пластинками из твердых и сверхтвердых синтетических материалов.
Станки применяются в единичном и серийном производстве.
Класс точности станков Н по ГОСТ 8—77.
Российские и зарубежные аналоги станка 6Р12
FSS315, FSS350MR, (FSS450MR) – 315 х 1250 (400 х 1250) – производитель Гомельский станкостроительный завод
ВМ127М – (400 х 1600) – производитель Воткинский машиностроительный завод ГПО, ФГУП
6Д12, 6К12 – 320 х 1250 – производитель Дмитровский завод фрезерных станков ДЗФС
X5032, X5040 – 320 х 1320 – производитель Shandong Weida Heavy Industries, Китай
FV321M, (FV401) – 320 х 1350 (400 х 1600) – производитель Arsenal J.S.Co. – Kazanlak, Арсенал АД, Болгария
Посадочные и присоединительные базы фрезерного станка 6Р12Б
Посадочные и присоединительные базы фрезерного станка 6Р12Б
6Р12 Общий вид вертикального консольно-фрезерного станка
Фото вертикального консольно-фрезерного станка 6Р12
6Р12 Расположение составных частей консольно-фрезерного станка
Расположение составных частей фрезерного станка 6Р12
Перечень составных частей консольно-фрезерного станка 6Р12
- Станина – 6Р12-1
- Поворотная головка – 6Р12-31
- Коробка скоростей – 6М12П-3
- Коробка подач – 6Р82-4
- Коробка переключения – 6Р82-5
- Консоль – 6Р12-6
- Стол и салазки – 6Р82Г-7
- Электрооборудование – 6Р12-8
Расположение органов управления консольно-фрезерным станком 6Р12
Расположение органов управления консольно-фрезерным станком 6Р12
Перечень органов управления консольно-фрезерным станком 6Р12
- Кнопка „Стоп” (дублирующая)
- Кнопка „Пуск шпинделя” (дублирующая)
- Стрелка-указатель скоростей шпинделя
- Указатель скоростей шпинделя
- Кнопка „Быстро стол” (дублирующая)
- Кнопка „Импульс шпинделя”
- Переключатель освещения
- Поворот головки
- Зажим гильзы шпинделя
- Звездочка механизма автоматического цикла
- Рукоятка включения продольных перемещений стола
- Зажимы стола
- Маховичок ручного продольного перемещения стола
- Кнопка „Быстро стол”
- Кнопка „Пуск шпинделя”
- Кнопка „Стоп”
- Переключатель ручного или автоматического управления продольным перемещением стола
- Маховик ручных поперечных перемещений стола
- Лимб механизма поперечных перемещений стола
- Кольцо-нониус
- Рукоятка ручного вертикального перемещения стола
- Кнопка фиксации грибка переключения подач
- Грибок переключения подач
- Указатель подач стола
- Стрелка-указатель подач стола
- Рукоятка включения поперечной и вертикальной подач стола
- Зажим салазок на направляющих консоли
- Рукоятка включения продольных перемещений стола (дублирующая)
- Рукоятка включения поперечной и вертикальной подач стола (дублирующая)
- Маховичок ручного продольного перемещения стола (дублирующая)
- Переключатель направления вращения шпинделя „влево-вправо”
- Переключатель насоса охлаждения „включено выключено”
- Переключатель ввода „включено-выключено”
- Рукоятка переключения скоростей шпинделя
- Переключатель автоматического или ручного управления и работы круглого стола
- Зажим консоли на станине
- Маховичок выдвижения гильзы шпинделя
- Зажим головки на станине
Схема кинематическая консольно-фрезерного станка 6Р12
Кинематическая схема консольно-фрезерного станка 6Р12
Схема кинематическая консольно-фрезерного станка 6Р12. Смотреть в увеличенном масштабе
Кинематическая схема приведена для понимания связей и взаимодействия основных элементов станка. На выносках проставлены числа зубьев (г) шестерен (звездочкой обозначено число заходов червяка).
Привод главного движения осуществляется от фланцевого электродвигателя через упругую соединительную муфту.
Числа оборотов шпинделя изменяются передвижением трех зубчатых блоков по шлицевым валам.
Коробка скоростей сообщает шпинделю 18 различных скоростей.
Привод подач осуществляется от фланцевого электродвигателя, смонтированного в консоли. Посредством двух трехвенцовых блоков и передвижного зубчатого колеса с кулачковой муфтой коробка подач обеспечивает получение 18 различных подач, которые через шариковую предохранительную муфту передаются в консоль и далее при включении соответствующей кулачковой муфты к винтам продольного, поперечного и вертикального перемещений.
Ускоренные перемещения получаются при включении фрикциона быстрого хода, вращение которого осуществляется через промежуточные зубчатые колеса непосредственно от электродвигателя подач.
Фрикцион сблокирован с муфтой рабочих подач, что устраняет возможность их одновременного включения.
Графики, поясняющие структуру механизма подач станка, приведены на рис. 6 и 7. Для станков моделей 6Р12Б (рис. 7) вертикальные подачи в 3 раза меньше продольных.
Станина является базовым узлом, на котором монтируются остальные узлы и механизмы станка.
Станина жестко закреплена на основании и фиксирована штифтами.
Поворотная головка консольно-фрезерного станка 6Р12
Чертеж поворотной головки консольно-фрезерного станка 6Р12
Поворотная головка (рис. 8) центрируется в кольцевой выточке горловины станины и крепится к ней четырьмя болтами, входящими в 1-разный паз фланца станины.
Шпиндель представляет собой двухопорный вал, смонтированный в выдвижной гильзе. Регулирование осевого люфта в шпинделе осуществляется подшлифовкой колец 3 и 4. Повышенный люфт в переднем подшипнике устраняют подшлифовкой полуколец 5 и подтягиванием гайки.
Регулировку проводят в следующем порядке:
- выдвигается гильза шпинделя;
- демонтируется фланец 6;
- снимаются полукольца;
- с правой стороны корпуса головки вывертывается резьбовая пробка;
- через отверстие отвертыванием винта 2 расконтривается гайка 1;
- стальным стержнем гайка 1 застопоривается. Поворотом шпинделя за сухарь гайку подтягивают и этим перемещают внутреннюю обойму подшипника. После проверки люфта в подшипнике производят обкатку шпинделя на максимальном числе оборотов. При работе в течение часа нагрев подшипников не должен превышать 60° С;
- замеряется величина зазора между подшипником и буртом шпинделя, после чего полукольца 5 подшлифовываются на необходимую величину;
- полукольца устанавливаются на место и закрепляются;
- привертывается фланец 6.
Для устранения радиального люфта в 0,01 мм полукольца необходимо подшлифовать примерно на 0,12 мм.
Вращение шпинделю передается от коробки скоростей через пару конических и пару цилиндрических зубчатых колес, смонтированных в головке.
Смазка подшипников и шестерен поворотной головки осуществляется от насоса станины, а смазка подшипников шпинделя и механизма перемещения гильзы — шприцеванием.
Коробка скоростей смонтирована непосредственно в корпусе станины. Соединение коробки с валом электродвигателя осуществляется упругой муфтой, допускающей несоосность в установке двигателя до 0,5—0,7 мм.
Осмотр коробки скоростей можно произвести через окно с правой стороны.
Смазка коробки скоростей осуществляется от плунжерного насоса (рис. 9), приводимого в действие эксцентриком. Производительность насоса около 2 л/мин. Масло к насосу подводится через фильтр. От насоса масло поступает к маслораспределителю, от которого по медной трубке отводится на глазок контроля работы насоса и по гибкому шлангу в поворотную головку. Элементы коробки скоростей смазываются разбрызгиванием масла, поступающего из отверстий трубки маслораспределителя, расположенного над коробкой скоростей.
Коробка переключения скоростей позволяет выбирать требуемую скорость без последовательного прохождения промежуточных ступеней.
Рейка 19 (рис. 10), передвигаемая рукояткой переключения 18, посредством сектора 15 через вилку 22 (рис. 11) перемещает в осевом направлении главный валик 29 с диском переключения 21.
Диск переключения можно поворачивать указателем скоростей 23 через конические шестерни 28 и 30. Диск имеет несколько рядов определенного размера отверстий, расположенных против штифтов реек 31 и 33.
Рейки попарно зацепляются с зубчатым колесом 32. На одной из каждой пары реек крепится вилка переключения. При перемещении диска нажимом на штифт одной из пары обеспечивается возвратно-поступательное перемещение реек.
При этом вилки в конце хода диска занимают положение, соответствующее зацеплению определенных пар шестерен. Для исключения возможности жесткого упора шестерен при переключении штифты 20 реек подпружинены.
Фиксация лимба при выборе скорости обеспечивается шариком 27, заскакивающим в паз звездочки 24.
Регулирование пружины 25 производится пробкой 26 с учетом четкой фиксации лимба и нормального усилия при его повороте.
Рукоятка 18 (см. рис. 10) во включенном положении удерживается за счет пружины 17 и шарика 16. При этом шип рукоятки входит в паз фланца.
Соответствие скоростей значениям, указанным на указателе, достигается определенным положением конических колес по зацеплению. Правильное зацепление устанавливается по кернам на торцах сопряженного зуба и впадины или при установке указателя в положение скорости 31,5 об/мин и диска с вилками в положение скорости 31,5 об/мин (для станков моделей 6Р12Б соответствующая скорость равна 50 об/мин). Зазор в зацеплении конической пары не должен быть больше 0,2 мм, так как диск за счет этого может повернуться до 1 мм.
Смазка коробки переключения осуществляется от системы смазки коробки скоростей разбрызгиванием масла.
Коробка подач фрезерного станка 6Р12, 6Р12Б
Фото коробки подач консольно-фрезерного станка 6Р12
Коробка подач фрезерного станка 6Р12. Скачать в увеличенном масштабе
Схема электрическая принципиальная фрезерного станка 6Р12
Схема электрическая принципиальная фрезерного станка 6Р12
Схема электрическая принципиальная консольно-фрезерного станка 6Р12. Скачать в увеличенном масштабе
Примечания
- * – только для станков 6Р82Ш, 6Р83Ш
- ** – в электросхему механизма зажима инструмента
- *** – только для станков 6Р13Б
Электрооборудование станка 6Р12
Питающая сеть: Напряжение 380 В, род тока переменный, частота 50 Гц
Цепи управления: Напряжение 110 В, род тока переменный
Цепи управления: Напряжение 65 В, род тока постоянный
Местное освещение: напряжение 24 В.
Номинальный ток (сумма номинальных токов одновременно работающих электродвигателей) 20 А.
Номинальный ток защитного аппарата (предохранителей, автоматического выключателя) в пункте питания электроэнергией 63 А.
Электрооборудование выполнено по следующим документам: принципиальной схеме 6Р13.8.000Э3. схеме соединения изделия Р13.8.000Э4.
Консольно-фрезерный станок 6Р12. Видеоролик.
Технические характеристики консольного фрезерного станка 6Р12
| Основные параметры станка | ||||
| Класс точности по ГОСТ 8-71 и ГОСТ 8-82 | Н | Н | Н | Н |
| Размеры поверхности стола, мм | 1250 х 320 | 1250 х 320 | 1250 х 320 | 1250 х 320 |
| Наибольшая масса обрабатываемой детали, кг | 250 | 250 | 400 | |
| Расстояние от торца шпинделя до стола, мм | 30..400 | 30..400 | 30..450 | 30..450 |
| Расстояние от оси шпинделя до вертикальных направляющих станины (вылет), мм | 350 | 350 | 350 | 380 |
| Рабочий стол | ||||
| Наибольший продольный ход стола от руки (по оси X), мм | 700 | 700 | 800 | 800 |
| Наибольший поперечный ход стола от руки (по оси Y), мм | 240/ 260 | 240/ 260 | 250 | 320 |
| Наибольший вертикальный ход стола от руки (по оси Z), мм | 370 | 370 | 420 | 420 |
| Пределы продольных подач стола (X), мм/мин | 40..2000 | 12..1250 | 12,5..1600 | 12,5..1600 |
| Пределы поперечных подач стола (Y), мм/мин | 27..1330 | 12..1250 | 12,5..1600 | 12,5..1600 |
| Пределы вертикальных подач стола (Z), мм/мин | 13..665 | 8,3..416,6 | 4,1..530 | 4,1..530 |
| Количество подач продольных/ поперечных/ вертикальных | 18 | 18 | 22 | 22 |
| Скорость быстрых продольных перемещений стола (по оси X), м/мин | 4 | 3 | 4 | 4 |
| Скорость быстрых поперечных перемещений стола (по оси Y), м/мин | 4 | 3 | 4 | 4 |
| Скорость быстрых вертикальных перемещений стола (по оси Z), м/мин | 1 | 1 | 1,330 | 1,330 |
| Шпиндель | ||||
| Частота вращения шпинделя, об/мин | 63..3150 | 31,5..1600 | 40..2000 | 31,5..1600 |
| Количество скоростей шпинделя | 18 | 18 | 18 | 18 |
| Перемещение пиноли шпинделя, мм | 70 | 70 | 70 | 70 |
| Конус фрезерного шпинделя | №3 | №3 | №3 | №3 |
| Конец шпинделя ГОСТ 24644-81, ряд 4, исполнение 6 | 50 | |||
| Отверстие фрезерного шпинделя, мм | 29 | 29 | 29 | |
| Поворот шпиндельной головки вправо и влево, град | ±45 | ±45 | ±45 | ±45 |
| Механика станка | ||||
| Выключающие упоры подачи (продольной, поперечной, вертикальной) | Есть | Есть | Есть | Есть |
| Блокировка ручной и механической подач (продольной, поперечной, вертикальной) | Есть | Есть | Есть | Есть |
| Блокировка раздельного включения подач | Есть | Есть | Есть | Есть |
| Торможение шпинделя | Есть | Есть | Есть | Есть |
| Предохранительная муфта от перегрузок | Есть | Есть | Есть | Есть |
| Автоматическая прерывистая подача | Есть | Есть | Есть | Есть |
| Электрооборудование, привод | ||||
| Количество электродвигателей на станке | 3 | 3 | 3 | 4 |
| Электродвигатель привода главного движения, кВт | 7 | 7,5 | 7,5 | 7,5 |
| Электродвигатель привода подач, кВт | 1,7 | 2,2 | 2,2 | 3,0 |
| Электродвигатель зажима инструмента, кВт | – | – | – | 0,25 |
| Электродвигатель насоса охлаждающей жидкости, кВт | 0,12 | 0,12 | 0,12 | 0,12 |
| Суммарная мощность всех электродвигателей, кВт | 9,825 | 9,825 | 1,87 | |
| Габарит и масса станка | ||||
| Габариты станка (длина ширина высота), мм | 1745 х 2260 х 2000 | 2395 х 1745 х 2000 | 2305 х 1950 х 2020 | 2280 х 1965 х 2265 |
| Масса станка, кг | 3000 | 3000 | 3120 | 3250 |
Связанные ссылки
Каталог справочник консольно-фрезерных станков
Паспорта к консольно-фрезерным станкам и оборудованию
Справочник деревообрабатывающих станков
Купить каталог. Купить справочник. Купить базу данных: Прайс-лист информационных изданий
6Р12, 6Р12Б Паспорт консольно-фрезерного станка, (djvu) 1,2 Мб, Скачать
stanki-katalog.ru
Фрезерные станки. Фото, Паспорта, РЭ. Оборудование единичного производства – Фрезерные станки
6А12П – станок консольно-фрезерный с программным управлением. 6А12Р – станок консольно-фрезерный. Паспорт
http://www.chipmaker…iles/file/8314/
____________________________________________________________________________
6А73П Фрезер
http://www.chipmaker…iles/file/6622/
___________________________________________________________________________
6А75ВФ1 – станок инструментальный широкоуниверсальный фрезерный класса точности В с цифровой индикацией, г. Одесса. Паспорт, Руководство по эксплуатации 6А75ВФ1.00.000 РЭ /на 153 страницах/ г. Одесса, 1977 год http://www.chipmaker…iles/file/5620/
___________________________________________________________________________
6Б75В, станок фрезерный инструментальный, Одесса. Инструкция по эксплуатации и материалы по быстроизнашивающимся частям. http://www.chipmaker…iles/file/3452/
6Б75В. Электросхема фрезерного станка http://www.chipmaker…les/file/10772/
6Б75В, станок фрезерный инструментальный, Одесса, 1977г. Инструкция по эксплуатации и материалы по быстроизнашивающимся частям. http://www.chipmaker…iles/file/9687/
___________________________________________________________________________
6В11, 6В11Р – вертикальные консольно-фрезерные станки. Паспорт
http://www.chipmaker…iles/file/8220/
______________________________________________________________________________
6В75 и 6В75П Универсальные фрезерные станки Руководство по эксплуатации и обслуживанию универсально-фрезерных станков моделей 6В75 и 6В75П http://www.chipmaker.ru/files/file/57/
___________________________________________________________________________
6Г463, станок гравировальный копировально-фрезерный с пантографом для контурного копирования с ручным управлением, Львов. Паспорт
http://www.chipmaker…iles/file/8991/
_____________________________________________________________________________
6Е463 Паспорт http://www.chipmaker…files/file/761/
___________________________________________________________________________
6Е80Ш, 6Е80ШФ2 – станок фрезерный консольный широкоуниверсальный, станкозавод “Жальгирис”, г. Вильнюс. Паспорт и Руководство по эксплуатации 6Е80Ш.00.00.000РЭ. 1980 год http://www.chipmaker…iles/file/5571/
____________________________________________________________________________
6Е75ПФ1 – станок фрезерный широкоуниверсальный инструментальный, г. Ереван. Паспорт, Руководство. http://www.chipmaker…iles/file/5920/
_____________________________________________________________________________
6М76П станок фрезерный инструментальный, Иркутск. Паспорт http://www.chipmaker…iles/file/2004/
6М76П – станок фрезерный. Электросхема и запчасти http://www.chipmaker…iles/file/6249/
_____________________________________________________________________________
6М82 кинематика станка. http://www.chipmaker…files/file/388/
6М82, 6М82Г, 6М82ГБ – консольно-фрезерные станки, Горький. Руководство и Паспорт http://www.chipmaker…files/file/776/
_____________________________________________________________________________
6М82Ш, 6М83Ш – станок широкоуниверсальный консольно-фрезерный, Горький, 1969г. и 1961 г. Руководство к станку. http://www.chipmaker…iles/file/5265/
_____________________________________________________________________________
6М83, 6М83Г, 6М13Г, 6М13ПБ, 6М83Ш – станки широкоуниверсальные консольно-фрезерные, Горький. Чертежи деталей станков http://www.chipmaker…iles/file/5371/
6М83, 6М83Г – универсальный горизонтальный консольно-фрезерный станок, ГЗФС, г. Горький. Паспорт, руководство по эксплуатации, 1961 год http://www.chipmaker…iles/file/7397/
_____________________________________________________________________________
6М12П – вертикально-фрезерный станок. Паспорт http://www.chipmaker…iles/file/7291/
6М12П, 6М12ПБ – консольно фрезерные станки с поворотной головкой. Паспорт с электрической схемой http://www.chipmaker…iles/file/7510/
6М12, 6М12П, 6М12ПБ, фрезерный станок. Паспорт http://www.chipmaker…les/file/10320/
_____________________________________________________________________________
6М13П Электросхема http://www.chipmaker…iles/file/8819/
6М13У, станок вертикально-фрезерный с ручным электрическим управлением, Савёлово. Паспорт http://www.chipmaker…iles/file/8909/
6М13П, 6М13ПБ, консольно-фрезерные станки, г. Горький. Паспорт, 1966 год http://www.chipmaker…iles/file/9584/
_________________________________________________________________________________
6Н13П – электрическая принципиальная схема станка 6н13п http://www.chipmaker…iles/file/1227/
6Н13П – станок вертикальный консольно-фрезерный. Паспорт, Руководство по эксплуатации http://www.chipmaker…iles/file/5289/
_____________________________________________________________________________
6Н81, фото и некоторые сканы из паспорта http://www.chipmaker…iles/file/1540/
6Н81, 6Н11, 6Н81Г – станок фрезерный (вертикальный, универсальный, горизонтальный), Дмитров. Руководства к станкам http://www.chipmaker…iles/file/2098/
6Н81А – станок фрезерный, г. Дмитров. Паспорт http://www.chipmaker…iles/file/7219/
6H81A, станок фрезерный универсальный, Дмитров. Паспорт. 1970 г. http://www.chipmaker…iles/file/4991/
6Н81Г, 6Н81, 6Н11, консольно-фрезерные станки, Дмитров. Паспорт http://www.chipmaker…iles/file/8850/
_____________________________________________________________________________
6Н80Г, 6Н80, 6Н10, 6Н80Ш. Альбом сменных деталей фрезерных станков . http://www.chipmaker…iles/file/6592/
6Н80Г, 6Н804Г, 6Н10, 6Н104, 6Н80, 6Н80Ш, фрезерные станки. Каталог запасных деталей. НИИМАШ, 1983
http://www.chipmaker…les/file/10184/maker.ru/files/file/11674/
_____________________________________________________________________________
6П80Г, 6П80 – универсальный горизонтально-фрезерный станок, Вильнюс. “Жальгирис”. Руководство к станку. http://www.chipmaker…iles/file/5521/
_____________________________________________________________________________
6Р10 Руководство. Электрооборудование. http://www.chipmaker…iles/file/3899/
6Р10, 6Р80Г, 6Р80 – фрезерные консольные станки. “Жальгирис”. Паспорт, Руководство по эксплуатации 6Р80Г.00.000.РЭ. 1974 год. http://www.chipmaker…iles/file/5079/
6Р80Г, 6Р80, 6Р10, 6Р80Ш – фрезерные консольные станки, Вильнюс, станкозавод “Жальгирис”. Паспорт, 1978 год
http://www.chipmaker…iles/file/7753/
_____________________________________________________________________________
6Р12, 6Р12Б, 6Р13, 6Р13Б – вертикальные консольно-фрезерные станки, г. Горький. Паспорт, Электросхемы http://www.chipmaker.ru/files/file/60/
6Р12 электросхема к фрезерному станку. http://www.chipmaker…files/file/616/
6Р12,6Р12Б,6Р13,6Р13Б Консольно-фрезерные вертикальные станки. Паспорт http://www.chipmaker…iles/file/1127/
6Р12 (6Р13, 6Р82, 6Р83), станок консольно-фрезерный, электросхема. г. Горький http://www.chipmaker…iles/file/3811/
6Р12 устройство зажима инструмента. http://www.chipmaker…iles/file/5285/
____________________________________________________________________________
6Р13Ф3-37 – вертикальный консольно-фрезерный станок с ЧПУ, ГЗФС, г. Горький. Паспорт. http://www.chipmaker…iles/file/7456/
6Р13Ф3. Схема электрическая принципиальная. Станок фрезерный консольный вертикальный с ЧПУ Н33 и приводами КЕМРОН (НРБ) Схема электрическая принципиальная (формат А1) http://www.chipmaker…les/file/11515/
_________________________________________________________________________________
6Р80Ш, станок фрезерный широкоуниверсальный, Жальгирис. Паспорт
http://www.chipmaker…iles/file/7591/
___________________________________________________________________________________
6Р811, 6Р81, 6Р11, 6Р81Ш Консольно-фрезерные станки. Паспорт http://www.chipmaker…files/file/284/
____________________________________________________________________________
6Р82Ш, 6Р83Ш, станок фрезерный широкоуниверсальный, Горький http://www.chipmaker…files/file/785/
6Р82,6Р83,6Р82Г,6Р83Г,6Р82Ш,6Р83Ш,6Р13,6Р12,6Р12Б,6Р13Б Вертикальные консольно-фрезерные станки. Руководство по эксплуатации электрооборудования, электросхемы http://www.chipmaker…iles/file/1128/
6Р82Ш, 6Р83Ш, станок фрезерный широкоуниверсальный, Горький.
Руководство по эксплуатации. Часть 1 http://www.chipmaker…iles/file/2099/
Руководство по эксплуатации. Часть 2 http://www.chipmaker…iles/file/2100/
6Р82, 6Р82Г, 6Р83, 6Р83Г – Руководство по эксплуатации 6Р82.00.000РЭ http://www.chipmaker…iles/file/3867/
6Р82, 6Р82Г, 6Р83, 6Р83Г – Станки консольно-фрезерные. г. Горький.
Руководство по эксплуатации. Часть 1 http://www.chipmaker…iles/file/5151/
Ремонт Консольно-Фрезерных станков Моделей 6Р82. 6Р82Г, 6Р12. 6Р12Б Ч.III Сменяемые детали http://www.chipmaker…iles/file/8516/
Ремонт Консольно-Фрезерных станков Моделей 6Р82. 6Р82Г, 6Р12. 6Р12Б Ч.II http://www.chipmaker…iles/file/8521/
____________________________________________________________________________
Изменено пользователем Казахдополнение
Горизонтально-фрезерные станки – устройство, описание, фото, видео
Горизонтально-фрезерные станки различаются по конструкции, они могут быть одностоечными и двустоечными, консольными и не имеющими консоли. Станки с ЧПУ, как правило, имеют поворотный стол, определённая траектория движения которого задаётся заложенной программой.
Горизонтально-фрезерный станокГоризонтально-фрезерные станки – станки с горизонтальным расположением шпинделя, а также имеющие возможность перемещения стола в трех взаимно перпендикулярных направлениях.
Основанием горизонтально-фрезерного станка является станина, на которой расположены все узлы и механизмы станка:
- коробка скоростей;
- консоль, перемещаемая по вертикальным направляющим станины;
- стол для установки болванки, вставляемой в специальное устройство или закрепляемой в установленных на него тисках. особенности стола фрезерного станка состоят в том, что его движение может происходить в трёх направлениях
- продольное перемещение происходит по направляющим салазок;
- поперечное движение получается при перемещении самих салазок по направляющим консоли;
- вертикальное движение стол получает при перемещении консоли по направляющим станины.
- шпиндель – главная вращающаяся часть в механизме станка;
- размещённая в консоли коробка подач;
- хобот, служащий для закрепления подвески;
- фрезерная отправка поддерживается концом подвески.
Универсальными станками называются горизонтально-фрезерные станки с поворотной плитой, благодаря которой рабочий стол может из горизонтальной поверхности превращаться в наклонную. Эти станки тоже могут оснащаться ЧПУ, но это не ускорит, а скорее замедлит производство ввиду того, что перепрограммирование станка будет занимать много времени.
Для обработки горизонтальной плоскости деталей используются цилиндрические фрезы. По вертикали заготовки из металла проходят обтачивание торцевыми или дисковыми фрезами. При необходимости комбинированной обработки заготовки используются несколько разнообразных фрез. Точность выполнения задачи напрямую зависит от неколебимости фрез в креплении по длине отправки. Повысить жёсткость крепления помогают подвески. Но ни одна дополнительная опора не даст достаточной устойчивости фрезы при увеличении её диаметра сверх указанных производителем станка нормативов. Наиболее точное исполнение работы будет, если станок оснастить ЧПУ.
Жёсткость горизонтально-фрезерных станков по металлу увеличивается при усовершенствовании конструкции станины, установкой дополнительного кронштейна, усилением стола. Работы, выполняемые на токарном станке по металлу, могут производиться и на горизонтально-фрезерном оборудовании с применением особых фрезерных головок. Установка ЧПУ на станок всегда сопровождается усилением конструкции.
Классификация фрезерных станков
В классификации горизонтально-фрезерные станки отнесены в шестую группу, но часть их может принадлежать и к пятой как зубообрабатывающие и резьбонарезное оборудование. ЧПУ чаще устанавливается на станки 6 группы. Оборудование 5 группы не предназначено для выполнения особо точных задач. ЧПУ здесь может быть установлено лишь для ускорения производства, при необходимости обрабатывать идентичные заготовки в большом количестве.
По таблице классификации токарного оборудования по металлу станки делятся по массе:
- 1 группа – лёгкие, весом до 1 тонны;
- 2 группа – средние, вес которых не превышает 10 тонн,
- 3 группа – тяжёлые. Эта группа имеет деление.
- Крупные – от 10 до 30 тонн;
- Тяжёлые – от 30 до 100 тонн;
- уникальные, свыше 100 тонн весом.
Любое оборудование по металлу может быть оснащёно ЧПУ.
Вторым критерием деления оборудования служит автоматическое, полуавтоматическое или ручное управление станком. При ручном управлении включение, остановка, подвод инструмента, регулировка подач и скоростей, установка деталей и их снятие с рабочей поверхности производится токарем.
Классификация фрезерных станков
Полуавтоматический настраивается на определённый цикл обработки. Рабочему остаётся установить заготовку, закрепить её и нажать кнопку запуска. После отработанного цикла вращающийся шпиндель автоматически остановится. Токарю необходимо будет снять готовую деталь, вставить следующую заготовку, и вновь запустить станок.
При работе на автоматическом оборудовании, токарю достаётся роль наблюдателя и отладчика оборудования. ЧПУ для станков может быть разным, но все процессы по изготовлению деталей происходят без непосредственного участия оператора.
Влияет на столбец, в который распределено оборудование в классификационной таблице расположение шпинделя, его положение отражено в названии и маркировке – наклонные, вертикальные, горизонтальные.
Деление на подгруппы происходит по параметрам обработки в плоскости 2 или 4-координатном режиме. Также отражается на положении в таблице и его способность по обработке одной или нескольких деталей одновременно. Присутствие в конструкции станка ЧПУ не имеет значения на подгруппу в классификационной таблице.
Многоинструментальные горизонтально-фрезерные имеют несколько резцов, одновременно обрабатывающих поверхность одной детали с разных сторон, а многопозиционные производят обработку сразу нескольких заготовок. Оба типа оборудования более продуктивно работают с ЧПУ.
Применение
На горизонтально-фрезерном оборудовании по металлу делаются в заготовках шпоночные канавки. Они могут делаться несколькими способами в зависимости от используемого инструмента на разном оборудовании – вертикально-фрезерных станках или оборудовании общего назначения, используемого для проведения разноплановых работ по металлу.
Шлицы на валах диаметром до 100 мм делаются за один цикл фрезерования. На более широких валах эта операция может проводиться в два захода. Для чернового фрезерования необходимы делительные механизмы. Они есть на горизонтально-фрезерных, что делает это оборудование более удобным для обработки валов с большим диаметром.
Выбор фрезы для выполнения работ
Продольное фрезерование могут вести многошпиндельные горизонтально-фрезерные станки по металлу с использованием различных фрез, установленных в револьверную головку. При обработке металлических деталей несколькими различными фреза установка инструмента также может осуществляться в отправку, и далее в шпиндель.
Фрезерование дисковыми фрезами
Трёхсторонние дисковые фрезы используются для протачивания шпоночных сквозных пазов. Для достижения большей точности лучше сделать эту работу за один подход. При необходимости создания широкого паза в один приём провести эту операцию сложно. Второй, чистовой проход будет сделан фрезой с большим диаметром. Надёжным будет крепление фрезы при установке её в шпиндель с двумя опорами.
Существуют станки, предназначенные для работы только одним или несколькими видами фрез. Горизонтально-фрезерные, созданные для проведения работ дисковыми и цилиндрическими фрезами имеют дополнительную возможность использования торцевых фрез, что несколько увеличивает сферу, в которой применяется это оборудование.
Маркировка станков
Фрезерные станки часто имеет узкую специализацию, что отражается в маркировке. Первая цифра – это группа, к которой относится станок по классификационной таблице. 2 цифра обозначает тип оборудования:
- 1 – вертикально-фрезерные консольные;
- 2 – непрерывного действия – работающие на поток. Производят одинаковые детали.
- 3 – копировальные работают по трафарету, закреплённому на станине над рабочей частью;
- 4 – гравировальные;
- 5 – вертикальные бесконсольные имеют крестовой стол;
- 6 – продольно-фрезерные не отличаются широким спектром возможностей, используются в массовом производстве;
- 7 – широкоуниверсальные имеют массу возможностей, что делает их прекрасным оборудованием для мастерских и мелкооптового штучного производства;
- 8 – консольно-горизонтальные;
- 9 – разные.
Классификация станков
Третья, а иногда и четвёртая цифры обозначают габариты. Буква, стоящая между 1 и 2 цифрами говорит о том, что это модернизированная модель. Если буква находится в конце маркировки, то она указывает на характеристику модернизации базовой модели. Буквы П, В, А, С – указывают на класс точности. Ш указывает на широкую универсальность модели, имеющего в дополнении к горизонтально расположенному шпинделю, хобот с вертикальной головкой. Г указывает на то, что это станок относится к горизонтально-фрезерным.
Оборудование для травления фотографий: нержавеющая сталь, гравировальный станок для титана
Что такое фото-травление?
Фототравление – это процесс удаления металла химическим травлением , который идеально подходит для изготовления плоских, относительно тонких деталей неограниченной конфигурации.
Фототравление также известно как травление металла , химическое фрезерование , кислотное травление и травление нержавеющей стали .
Почему цех по изготовлению металлических изделий должен иметь возможность травления металла?
Точный и сложный
Станок для травления металла позволяет изготавливать очень сложные и точные металлические детали. Поскольку все элементы обрабатываются одновременно, сложность может быть бесконечной.
Без заусенцев и напряжений
Поскольку процесс фототравления представляет собой химическую обработку, а не механическую обработку, компоненты не будут иметь заусенцев, напряжений и сохранят все свои первоначальные свойства металла.
Быстрое прототипирование и быстрое изменение дизайна
Metal etching имеет цифровой инструмент, который позволяет владельцам травильных установок быстро вносить изменения в конструкцию компонентов.
Endless Metal Options
Список металлов, для которых Chemcut создавала в прошлом установки для химического травления, находится внизу этой страницы.
Нет дорогого твердого инструмента
Это обычные расходы при штамповке и других процессах обработки.
Жесткие допуски
Кислотное травление металла на станке Chemcut может иметь допуск 10% толщины материала; еще лучше с компенсацией художественного произведения перед сопротивлением экспонированию.
Допуск в 1 мил и ниже достигается многими нашими клиентами
Машина для травления хлорида меди
Медный гравер
Устройство для гравировки печатных плат
Машина для травления хлорида железа
Медный гравер
Машина для травления нержавеющей стали
Устройство для гравировки печатных плат
Специальная гравировальная машина для металла
Фтористоводородный травитель (HF травитель)
Травление титана
Специальная гравировальная машина для металла
Проявление – Протравливание – Полоса
Разработка – Etch
Etch – полоса
Автономная гравировальная машина
Механический скруббер
Механический инструмент для удаления заусенцев
Популярные варианты процесса фототравления:
Acid Controller – популярно для травителя хлорида меди
Поддон для сбора капель – легко очищает от капель и разливов, поскольку поддон улавливает все химические вещества, окружающие оборудование для влажной обработки.
Сушка
Чиллер Система охлаждения
Встроенная фильтрация – приводит к меньшему количеству забитых форсунок и меньшему количеству частиц в растворе
Ion Exchange – для станций ополаскивания. Экономит воду. Возможность «замкнутого цикла» промывки водой при необходимости.
Контроллер ОВП – популярный вариант для травителей хлорида меди и железа, поставляется с системой регенерации
Контроллер pH – популярный вариант для щелочных процессов и стандарт по проявке и сопротивлению зачистке
Контроллер удельной плотности (IX) с Visual Baume – никогда не позволяйте вашему травителю Baume снова становиться слишком высоким или низким
Ventilation Demister – помогает в конденсации и улавливании испарений технологического химического пара
На этом возможности не заканчиваются .Машины для влажной обработки Chemcut имеют модульную конструкцию. Это позволяет настраивать машину в любом порядке.
Перейдите на наши продукты , чтобы найти конвейеры различной ширины, из которых вы можете выбрать.
Почему стоит выбрать Chemcut для создания химического фрезерного станка для травления?
Инженеры-технологи Chemcut имеют более 100-летний опыт комбинированного кислотного травления .
Обрабатываете ли вы жестких или гибких материалов, Chemcut найдет способ сделать ваш процесс гравировки по металлу успешным.Мы готовы настроить наши граверы в соответствии с вашими потребностями.
Свяжитесь с нами сегодня, и мы обсудим ваш проект по гравировке металла и определим, какие химические вещества для травления лучше всего оптимизируют вашу линию травления .
После того, как мы определим лучший химический состав, мы начнем нашу фазу лабораторных испытаний . На этапе тестирования нам потребуется, чтобы вы предоставили нам ламинированную, выставленную и проявленную панель.
Что делать, если вы только открыли мастерскую по фототравлению и не можете сделать это самостоятельно?
Нет проблем.
Chemcut имеет возможность чистить, ламинировать, экспонировать, проявлять, протравливать и зачищать на месте! Все, что вам нужно будет предоставить, это художественные работы, ламинат и металл, который нужно протравить.
Chemcut может протестировать необычный химический состав (например, органические растворители) на совместимость материалов перед сборкой системы, чтобы убедиться, что процесс будет работать, и что материалы, выбранные для строительства, являются прочными и надежными.
Chemcut докажет, что наши травители могут достичь ваших целей, и мы поможем вам оптимизировать все этапы мокрой обработки .
В конце концов, оптимизация сводится к тому, чтобы вы тестировали свои новые гравировальные станки по металлу и находили то, что лучше всего подходит для вас, но мы будем здесь все время, чтобы помогать вам на каждом этапе.
В конечном итоге Основными причинами, по которым нашим клиентам нравится работать с нами , являются:
Chemcut является лидером в области травления металлов с 1957 года.
Мы здесь, чтобы служить вам . Наша предпродажная и послепродажная поддержка не имеет себе равных и гордится успехами наших клиентов.При необходимости наша группа экспертов по обслуживанию доставит детали в одночасье. Большинство деталей отправляются в течение 24 часов с момента покупки. Наши конкуренты заставят вас ждать неделями, если не месяцами, на запчасти.
Производительность травления. Наши травильные машины предоставляют компаниям самую однородную и точную травленную поверхность на рынке сегодня.
Прочность . Наши машины для влажной обработки построены на долгий срок с использованием лучших в мире материалов из США. У нас есть сотни, если не тысячи травлёров, разработчиков и стриптизёров, которым уже больше 30 лет, и которые по-прежнему производят высококачественные протравленные компоненты.
Вертикально интегрированная . Мы производим более 90% наших деталей, поэтому мы не полагаемся на кого-либо другого в производстве деталей для нас. Это дает нам полный контроль над качеством и возможность изготавливать детали для поддержки установленных систем, возраст которых превышает 30 лет. Нам никогда не придется беспокоиться о том, что поставщик прекратит выпуск детали, и если детали нет на складе, мы можем немедленно приступить к ее изготовлению.
Полностью индивидуализированные машины для мокрой обработки . Вы можете купить стандартный гравер или настроить каждую деталь.
Исследования и разработки в лабораторных условиях. Наша научно-исследовательская лаборатория докажет вам, что наши машины могут травить компоненты, которые вы хотите, и могут помочь вам оптимизировать ваш химический процесс.
Увеличение масштаба . Консультации с инженерами-проектировщиками и технологами Chemcut помогут вам перейти от проектирования прототипа к полномасштабному непрерывному производству.
СДЕЛАНО В США
Какие металлы можно травить с помощью химического фрезерования?
Фотохимическое фрезерование – Anco Precision Inc.
При фотохимическом фрезеровании, также известном как фототравление, используются коррозионные химические вещества на листовых металлах для эффективного удаления определенных участков материала. Он стал популярным в 60-х годах из-за рынка печатных плат, который в то время рос в геометрической прогрессии. Его часто сравнивают с другим аналогичным процессом, называемым фотолитографией, в котором используются светочувствительные материалы и металл точно так же, как и метод химического измельчения.
Процесс фотохимического фрезерования используется для экономичного и точного производства сложных деталей с очень мелкими деталями и значительно дешевле, чем использование таких альтернатив, как штамповка, лазер, штамповка или водоструйная резка.Необходимые инструменты дешевы и легко производятся.
Это фаворит массового производства из-за его легко изменяемой настройки. Кроме того, в результате такого процесса не возникает заусенцев или ожогов, поэтому производственные затраты могут быть резко снижены, а химический процесс может быть безопасно и эффективно применен к любому доступному металлу или сплавам. Чтобы начать процесс, на материал наклеивается чистое изображение детали. После герметизации в вакууме пленка и металлическая пластина ламинируются вместе и подвергаются воздействию ультрафиолетового света, который соединяет их вместе.
Линия травления заполнена раствором кислоты, распыление которого на незакрытые участки металлического листа приведет к травлению рисунка. Химический хлорид железа обычно используется на рынке фотохимического измельчения. Кислота вступает в реакцию с металлом, разъедая все непленочные части. После нейтрализации кислотных химикатов деталь готова к дальнейшему производству. Одним из недостатков процесса фотохимического фрезерования является то, что его можно применять только к тонким материалам, предпочтительно под слоем.050 дюйма. Приложения I этот процесс включает, но не ограничивается; датчики, аккумуляторные батареи, топливные элементы и ювелирные изделия.
Этот метод производства остается недорогим и быстрым. Почти все фотохимическое фрезерное оборудование можно купить менее чем за 350 долларов, а его изготовление может занять менее 2 дней. Меньше денег также тратится на то, чтобы следить за отсутствием движущихся частей, таких как штампы и пресс-формы, и отсутствие износа. Материалы, наиболее подходящие для таких химических процессов, включают латунь, медь, алюминий, никель, серебро, сталь, нержавеющую сталь и титан.Когда детали для производства сверхчувствительны и деликатны, например, компьютерные платы и электронное оборудование, фотохимическое фрезерование – единственный выход.
Фрезерование с ЧПУ– полное руководство по пониманию процесса
Фрезерование с ЧПУ– один из наиболее распространенных процессов при производстве сложных деталей. Почему комплексный? Если другие методы изготовления, такие как лазерная или плазменная резка, могут дать такие же результаты, их дешевле использовать. Но эти двое не предоставляют ничего похожего на возможности фрезерной обработки с ЧПУ.
Итак, мы собираемся глубоко погрузиться в фрезерование, рассматривая различные аспекты самого процесса, а также оборудования. Это поможет вам понять, требуются ли вам услуги фрезерования с ЧПУ для производства деталей или существует более экономичная альтернатива.
Что такое фрезерование с ЧПУ?
В следующих параграфах мы рассмотрим процесс, оборудование и т. Д. Но сначала давайте проясним, что такое фрезерование с ЧПУ, и внесем ясность в некоторые из наиболее запутанных моментов, связанных с самим термином.
Во-первых, при фрезеровании часто спрашивают о станках с ЧПУ. Обработка включает в себя как фрезерование, так и токарную обработку, но эти два направления имеют явные различия. Под механической обработкой понимается технология механической резки, при которой для удаления материала используется физический контакт с использованием широкого набора инструментов.
Во-вторых, при любой обработке с ЧПУ используются станки с ЧПУ, но не все станки с ЧПУ предназначены для обработки. За этими тремя буквами стоит компьютерное числовое управление. Любой станок с ЧПУ использует компьютеризированные системы для автоматизации процесса резки.
Следовательно, станки с ЧПУ включают также станки лазерной резки, плазменные резаки, листогибочные прессы и т. Д.
Итак, обработка с ЧПУ – это сочетание этих двух терминов, дающее нам ответ на вопрос, поставленный в заголовке. Фрезерование с ЧПУ – это субстратный метод изготовления, который использует системы числового программного управления для автоматизации процесса .
Процесс фрезерования
Мы могли бы ограничиться описанием только процесса изготовления, но обзор всего процесса дает более целостную картину.
Процесс фрезерования включает:
- Проектирование деталей в CAD
- Преобразование файлов САПР в код для обработки
- Наладка оборудования
- Производство деталей
Создание файлов САПР и перевод в код
Первым шагом является создание виртуального представления конечного продукта в программном обеспечении САПР. Существует множество мощных программ CAD-CAM, которые позволяют пользователю создавать необходимый G-код для обработки.
Код доступен для проверки и изменения, если необходимо, в соответствии с возможностями машины. Кроме того, инженеры-технологи могут смоделировать весь процесс резки с помощью такого программного обеспечения.
Это позволяет проверять ошибки в проекте, чтобы избежать создания моделей, которые невозможно изготовить.
КодG также можно написать вручную, как это делалось раньше. Однако это значительно удлиняет весь процесс. Поэтому мы предлагаем в полной мере использовать возможности современного инженерного программного обеспечения.
Настройка машины
Хотя станки с ЧПУ выполняют работу по резке автоматически, многие другие аспекты процесса требуют участия оператора станка. Например, закрепление заготовки на рабочем столе, а также прикрепление фрезерного инструмента к шпинделю станка.
Ручное фрезерование во многом зависит от операторов, в то время как новые модели имеют более совершенные системы автоматизации. Современные фрезерные центры также могут иметь возможности рабочего инструмента. Это означает, что они могут менять инструменты на ходу во время производственного процесса.Так что остановок меньше, но их все равно нужно выставить заранее.
После завершения начальной настройки оператор проверяет программу машины в последний раз, прежде чем дать машине зеленый свет для запуска.
Производственные работы
В процессе фрезерования используется вращающийся инструмент, который входит в контакт с заготовкой для отрезания стружки. Непрерывная резка приводит к желаемой форме.
Однако есть несколько различных способов выполнения резки:
- Обычное фрезерование
- Фрезерование с подъемом
Как следует из названия, обычное фрезерование было более распространенным способом фрезерования, по крайней мере, в прошлом.Механика обычного фрезерования:
- Толщина стружки увеличивается. Это может вызвать повышение температуры, что приведет к деформационному упрочнению.
- Начало резания включает больше трения и трения, что ускоряет износ инструмента и сокращает срок его службы.
- По мере того, как зубья уносят стружку вверх, они могут упасть обратно на траекторию резания, что снизит качество полировки.
- Необходим более плотный зажим и фиксация заготовки, чтобы избежать смещения, вызываемого большими силами, направленными вверх.
Более новые фрезерные станки с ЧПУ вместо используют подъемное фрезерование . Особенности подъемного фрезерования:
- Толщина стружки уменьшается, вызывая нагрев стружки, а не заготовки.
- Режущая поверхность более чистая, что снижает трение и увеличивает срок службы инструмента.
- Стружка попадает за фрезу, что снижает проблему загрязнения траектории резания.
- Горизонтальное подъемное фрезерование создает направленные вниз силы, уменьшая необходимость в дополнительном зажиме.
Процесс измельчения обычно состоит из нескольких различных операций, но это зависит от формы конечного продукта и состояния заготовки. Часто фрезерование необходимо для получения точной отделки и добавления некоторых элементов, таких как прорези или резьбовые отверстия.
Но он также подходит для создания готовой детали из блока материала. Первые операции используют более крупные инструменты, чтобы быстро вырезать материал, чтобы закрепить процесс до получения приблизительной формы конечной детали.
Смена инструмента необходима для создания высокоточных обработанных деталей. Высокая точность фрезерования достигается на последнем этапе, благодаря чему технические допуски и шероховатость поверхности достигаются до уровней, трудно сопоставимых с любым другим производственным процессом.
Компоненты фрезерного станка
Теперь давайте посмотрим, из чего состоит фрезерный станок. Хотя новые фрезерные центры могут выполнять все виды операций, они также более сложные. Поэтому здесь мы придерживаемся более традиционных верстаков, чтобы дать обзор компонентов машины.
Станок горизонтально-фрезерный
Источник изображения: technologystudent.comГоризонтальные фрезерные станки получили свое название от расположения инструмента – их ось расположена горизонтально. На изображениях выше показан один из способов их использования – плоское фрезерование. Конечно, для концевого фрезерования подходят и горизонтальные фрезы.
Построить горизонтальную мельницу довольно просто. Режущий инструмент прикрепляется к оправке. Когда необходима смена инструмента, вы можете снять кронштейн оправки и распорки для замены инструментов.
Для фиксации заготовки на рабочем столе необходимы тиски. Траверс может перемещать стол по осям X, Y и Z для перемещения заготовки.
Конечно, новые машины выглядят немного иначе, что делает их пригодными для автоматизации. Горизонтальные фрезерные центры могут иметь несколько шпинделей с различными инструментами на них для сокращения времени оборачиваемости. Кроме того, стол и инструменты могут перемещаться в большем количестве направлений, включая оси вращения.
Тем не менее, основы те же, и понимания более традиционной машины достаточно, чтобы понять современные.
Преимущества горизонтального фрезерования :
- Возможность изготавливать детали с меньшим количеством операций
- Возможность создавать более сложные детали
- Примерно в 3-4 раза быстрее, чем вертикальное фрезерование
- Увеличение стойкости инструмента
- Лучшее качество поверхности (последние 2 балла связаны с меньшим количеством стружки, попадающей на траекторию резания)
Станок фрезерный вертикальный
Источник изображения: technologystudent.comОпять же, название вертикальной мельницы довольно очевидно, если посмотреть на изображение выше.Поскольку ось инструмента расположена вертикально, она лучше подходит для концевого фрезерования.
Есть несколько различий между горизонтальными и вертикальными фрезерными станками. Но основные компоненты по-прежнему похожи. Головка машины находится на конце ползуна. К головке прикреплен шпиндель для режущих инструментов.
Расположение стола идентично горизонтальной фрезы, что дает возможность перемещать его в тех же трех направлениях.
Современные 5-осевые вертикальные фрезы позволяют вращать деталь для большего доступа и сокращения времени оборота.Автоматизация всех перемещений позволяет повысить точность, сократить время выполнения заказа и получить почти идентичные партии деталей.
Преимущества вертикального фрезерования:
- Значительно дешевле горизонтальных фрез, разница в цене до 4-5x
- Доступность, потому что больше мастерских могут себе это позволить
- Легче использовать, потому что вертикальная фреза обеспечивает лучшую видимость того, что на самом деле происходит.
- Больше машинистов, которые могут обеспечить отличные результаты
- Станки меньше по размеру, занимают меньше места в цехе с ЧПУ
Типы фрезерных станков
Сегодня на рынке доступно большое разнообразие.Также существует множество способов классификации. Основы остаются практически одинаковыми везде, с некоторыми модификациями, открывающими больше возможностей и, следовательно, с другим типом фрезерного станка.
Вот самые распространенные типы фрезерных станков:
- Кровать
- Колено
- Барабан
- Рубанок
Фрезы станины
Конструкция станиново-фрезерных станков включает устойчивую станину.В то время как большие и тяжелые детали могут привести к нестабильности коленных машин, станины могут удерживать свои позиции. Длинная станина означает, что к станине можно прикрепить сразу несколько деталей, что сокращает время простоя и повышает эффективность работы на рабочем полу.
Рабочий стол прикрепляется непосредственно к станине станка и может двигаться в 2 направлениях. Головка шпинделя, конечно, может перемещаться в осевом направлении для определения глубины резания. Положение оси зависит от станка, так как бывают как горизонтальные, так и вертикальные станины, а также универсальные станки.Все они также могут быть автоматизированы с помощью ЧПУ.
Самым распространенным из этих вариантов является универсальный фрезерный станок с ЧПУ. Хотя горизонтальные и вертикальные мельницы имеют значительные ограничения, эти машины обеспечивают большую гибкость.
Еще один способ увеличения производительности – использование двухмашинного стенда. Это помогает установить на стол несколько деталей для одновременной обработки или одну большую деталь. Это избавляет от необходимости повторно зажимать его для обработки другого конца.Важно отметить, что эта настройка открывает возможность столкновения инструментов, которое можно предотвратить с помощью правильной программы ЧПУ.
Станки фрезерные коленчатые
Эти станки подходят для производства деталей от малых до средних. Ограничение возникает из-за того, что коленные фрезы обеспечивают меньшую устойчивость, чем, например, фрезерные станки со станиной. Также рама устанавливает собственные ограничения для размеров деталей.
Традиционная фреза с коленом – отличный вариант для производства единичных деталей, работ по техническому обслуживанию, подготовительных работ и т. Д.Однонаправленное движение режущей головки ограничивает возможность несчастных случаев. Их часто используют для подготовки заготовки для последующей обработки на станциях с ЧПУ.
Эти машины требуют ручной смены инструментов после каждой операции, что немного замедляет весь процесс. Тем не менее, современные обрабатывающие центры с ЧПУ включают в себя возможности коленных фрезерных станков.
Станки фрезерные плашечные
Режущая головка плунжерной мельницы установлена на плунжере, который может двигаться вперед и назад.Это увеличивает перемещение инструмента до двух осей – X и Y. На рынке доступны как горизонтальные, так и вертикальные варианты ползуна. Многие из таких фрез также имеют возможность поворота режущей головки.
Стан строгальный
Строгальные фрезы очень похожи на фрезерные станки со станиной. Оба имеют большие рабочие столы и шпиндели, которые могут двигаться в 3-х направлениях. Основное отличие заключается в способности фрезерных станков строгального типа одновременно работать с большим количеством фрезерных инструментов.Количество различных инструментов обычно достигает 4.
Дополнительная гибкость увеличивает их эффективность и снижает потребность в остановке обработки для смены инструментов.
Сколько топоров?
В этой статье мы уже упоминали различные оси. Но давайте проясним, что каждый из них означает.
3-осевой фрезерный станок
Трехосевой вертикальный фрезерный станок означает, что стол может перемещаться в двух направлениях – X и Y. Это позволяет позиционировать заготовку относительно режущего инструмента, при этом расстояние остается неизменным.Таким образом, третья, ось Z, добавляется, позволяя опустить режущий инструмент.
Контроллерыс ЧПУ обеспечивают одновременное перемещение трех, обеспечивая необходимую гибкость для большинства потребностей обработки.
4-осевой фрезерный станок
4-осевой фрезерный станок имеет все 3 оси, как описано выше. Но приходит еще один – ось A. Теперь стол может вращаться вокруг оси X, что позволяет производить торцевое фрезерование сторон без изменения положения заготовки.
5-осевой фрезерный станок
Как вы можете догадаться, все, что было верно для 4-осевого фрезерного станка, применимо и к 5-осевому.Но теперь мы добавляем ось B, которая дает вращательное движение вокруг оси Y.
5-осевые обрабатывающие центры с ЧПУстоят намного дороже, чем другие варианты, но позволяют изготавливать очень сложные детали за один раз. Никаких дополнительных настроек не требуется, поскольку срок службы инструмента увеличивается за счет возможности подходящего позиционирования детали.
6-осевой фрезерный станок
6-осевой фрезерный станок
6-осевые фрезерные центры с ЧПУне слишком распространены из-за высокой цены.Они могут быть на 75% быстрее, чем 5-осевые станки, но необходимость в таких возможностях достаточно редка, чтобы оправдать затраты. На видео выше также показано сравнение 5-осевой и 6-осевой фрезы.
6-осевой фрезерный станок имеет стационарный рабочий стол, а вся свобода движения предоставлена режущей головке. Он может двигаться в трех направлениях, а также вращаться вокруг всех этих осей.
Фрезерные работы с ЧПУ
Фрезерование подходит для множества различных операций, включая нарезание резьбы, снятие фасок, прорезание пазов и т. Д.Это позволяет с завидной точностью изготавливать сложные конструкции на одном фрезерном центре с ЧПУ. Допуски для обработки с ЧПУ составляют около +/- 0,1 мм.
Создание этих вышеупомянутых элементов требует множества различных фрезерных операций:
- Фрезерование поверхности
- Торцевое фрезерование
- Угловое фрезерование
- Фрезерование формы
- Профильное фрезерование
- Зубофрезерные и др.
Плоское фрезерование
Обычное фрезерование
Плоское фрезерование также широко известно как фрезерование поверхности.В нем используется горизонтальная фреза, что означает, что ось вращения режущего инструмента параллельна режущей поверхности.
Для плоского фрезерования можно использовать разные фрезы, широкие или узкие, в зависимости от необходимого результата. Использование широкой фрезы может привести к быстрому съему материала в сочетании с низкой скоростью резания, высокой скоростью подачи и крупными зубьями фрезы. Конечно, обработка поверхности такой резки может не соответствовать требованиям.
Следовательно, второй этап может включать смену инструментов для использования более мелких зубов.Это также требует более высоких скоростей резания и более низких скоростей подачи, поэтому количество снимаемого материала в единицу времени меньше. В то же время финальная отделка получается более аккуратной. Таким образом, сочетание этих двух факторов является хорошим выбором с экономической точки зрения.
Торцевое фрезерование
Торцевое фрезерование
В этой операции используется режущий инструмент с зубьями по бокам и на конце. Ось инструмента перпендикулярна обрабатываемой детали.
Торцевое фрезерование часто применяется после фрезерования поверхности, так как оно позволяет получить более сложные контуры и оставляет хорошее покрытие. Зубцы по бокам выполняют большую часть работы по резке, а зубцы на кончике обрабатывают поверхность.
Угловое фрезерование
Фрезерование фаски
Эта операция фрезерования позволяет нам создавать фаски, канавки и т. Д. Есть несколько способов выполнить эти функции.
В случае обычной 3-осевой фрезы наиболее целесообразно использовать разные фрезы.Это могут быть фрезы «ласточкин хвост» для обработки канавок под углом или просто фрезы с конической режущей головкой для снятия фасок. Обратите внимание, что эти двое в основном противоположны друг другу.
Ось фрезы может располагаться перпендикулярно или на одной плоскости с поверхностью.
Фрезерование формы
Фрезерование формы
Этот тип фрезерования требует специального инструмента для создания более сложных контуров поверхности. Выпуклые и вогнутые фрезы являются примерами инструментов, которые здесь используются.
Фрезерование формы помогает создать эти контуры поверхности за один проход. Инструменты могут помочь создать круглые выемки, скругленные края и т. Д. Инструменты должны иметь правильные параметры для достижения желаемого результата.
Групповое фрезерование – это подкатегория формового фрезерования, при котором использование нескольких фрез одновременно может создавать шаблоны.
Профильное фрезерование
Профильное фрезерование
Обычная операция фрезерования для изготовления выпуклых и вогнутых деталей.Процесс включает 3 этапа – черновую, получистовую и чистовую обработку.
Черновая обработка использует круглые пластины для выполнения начальной работы по удалению большей части материала. Концевые фрезы со сферическим концом идеально подходят для получистовой и чистовой обработки.
Такая работа в значительной степени выиграет от фрезерования с ЧПУ, поскольку 4- и 5-осевая технология может значительно ускорить операции, а также обеспечить лучшее качество.
Зубофрезерный
Зубофрезерование
Да, фрезерование также находит применение для изготовления различных типов шестерен.Весь процесс изготовления шестерен состоит из двух этапов.
Сначала идет зубофрезерование. Мягкость материала позволяет с легкостью изготавливать деталь при больших допусках. Затем шестерни проходят процесс термообработки для упрочнения поверхности. После этого токарная обработка с ЧПУ будет отвечать за конечный результат.
Подходящие материалы
Фрезерование с ЧПУможно использовать для обработки самых разных материалов. Выбор, конечно же, сводится к требованиям.Процесс выбора состоит из следующих шагов:
- Создание геометрии детали.
- Определение сил, действующих на деталь. Программное обеспечение САПР с надстройками FEA может здесь очень помочь.
- Указание свойств материала на основе результатов.
- Создание списка возможных материалов.
- Выбираем тот, который отвечает требованиям с наилучшим соотношением рентабельности.
- Убедиться, что материал пригоден для фрезерования.
Итак, мы можем помочь вам с последним шагом.
Металлы, пригодные для фрезерования с ЧПУ:
- Низкоуглеродистая сталь
- Нержавеющая сталь
- Инструментальная сталь
- Алюминий
- Латунь
Пластмассы, пригодные для фрезерования:
- АБС
- Нейлон
- Поликарбонат
- ПОМ
- ПТФЭ
- ПНД
- PEEK
Сделав выбор, пора выбрать надежного производственного подрядчика для выполнения работы.Если вы ищете кого-нибудь, кто поможет с фрезерованием металлов, вы можете просто связаться с нашими инженерами по продажам.
Бесплатные изображения, картинки и роялти-фри фотографии
стиральная машина
Машины
Игровые автоматы
Игровые автоматы
машина
Пулеметчик
машина
Машины
Токарный станок – Станки
строительная машина
Кофе-машина
Старые машины
машина 2
стиральная машина
строительная машина
кнопки машины
Швейная машина
Машина
обработка металла 2
Военные машины 1
человек и машина 1
невероятная машина
Швейная машина
Весы
Игровые автоматы
машина
колеса машины
Боевые машины 7
Пулемет
Швейная машина
Силовые машины
Газетные машины
В стиральную машину
Уборочные машины сои в работе! 1
машина 1
Игровой автомат
обработка металла 1
швейная машина
Цепь тяжелой машины
Старый сигаретный автомат
Прецизионный шлифовальный станок
Красная машина 1
часть машины
рабочая машина
Дети у торгового автомата 2
Банкомат
Экран стиральной машины
вышивальная машина
Игровой автомат крупным планом
старая стиральная машина
швейная машина
Клавиатура факсимильного аппарата
Строительные машины 1
Машина
Деталь швейной машины 2
Машина
Боевые машины 12
Синий кирпич, желтая машина 4
Швейная машина
Торговый автомат в токио
Военные машины 2
Боевые машины 5
Производственные машины 1
Старая машина для изготовления контактных линз GFELLER
Разменный автомат
машина
Военные машины 3
Старые машины
Стиральная машина 2
шелковая машина
Сверлильный станок
Погрузчик машины
красивые машины
Мельница сверлильный станок
остатки старой машины
Маленький мальчик у торгового автомата 2
Строительная машина
Грязное белье
Старые машины
природа против машины
Шайба
Трактор 2
Антикварная конфетная машина
Человек-пулемет
Газетные машины
Боевые машины 9
двигатель
В салоне
Шестерни 3
драм-машины
DVIDS – Изображения – ГОРИЗОНТАЛЬНЫЙ ФРЕЗЕРНЫЙ СТАНОК С МОСТОВОЙ ГОЛОВКОЙ
Окно техобслуживания должно начаться 14 февраля в 22:00 по восточному времени.до 04:00 15 февраля
DVIDS Hub лучше всего работает с включенным JavaScript
ВАШИНГТОН, округ Колумбия, США
12.08.2009
Любезное фото
НАСА
ГОРИЗОНТАЛЬНЫЙ ФРЕЗЕРНЫЙ СТАНОК С ГОЛОВКОЙ BRIDGEPOST
Идентификатор NASA: NIX-C-1952-29155
| Дата съемки: | 12.08.2009 |
| Дата публикации: | 10.10.2012 17:38 |
| Номер фотографии: | 714304 |
| Разрешение: | 360×450 |
| Размер: | 44.07 КБ |
| Расположение: | ВАШИНГТОН, округ Колумбия, США |
| Просмотры в сети: | 15 |
| Загрузки: | 0 |
ВСЕОБЩЕЕ ДОСТОЯНИЕ
ЕЩЕ НРАВИТСЯ НА ЭТО
УПРАВЛЯЕМЫЕ КЛЮЧЕВЫЕ СЛОВА
ТЕГИ
Флаг Актив ГОРИЗОНТАЛЬНЫЙ ФРЕЗЕРНЫЙ СТАНОК С МОСТОВОЙ ГОЛОВКОЙИзображение вертикального фрезерного станка
COWELLS ВЕРТИКАЛЬНЫЙ ФРЕЗЕРНЫЙ СТАНОК Cowells
2020-11-13 · ВЕРТИКАЛЬНЫЙ ФРЕЗЕРНЫЙ СТАНОК с КОЛЕСАМИ Каталог Ref: B100: Стандартные характеристики Массивная чугунная конструкция Направляющие скольжения «ласточкин хвост» Блокируемые направляющие скольжения Электронный регулятор скорости 40-4000 об / мин. больше фотографий в картинной галерее НОВИНКА! Фотографии фрезерного станка и изображения 123RF, Скачать стоковые фотографии фрезерного станка.Доступный по цене и поиск среди миллионов изображений, фотографий и векторных изображений без лицензионных отчислений.
Фотографии фрезерного станка и высокое разрешение Premium
Просмотрите 1861 доступную фотографию и изображения для фрезерных станков или выполните поиск по запросу с ЧПУ или токарный станок, чтобы найти больше отличных стоковых фотографий и изображений. Изображения, стоковые фотографии и векторные изображения для фрезерных станков, 31 декабря 2020 г. · 93 913 стоковых фотографий, векторных изображений и изображений для фрезерных станков иллюстрации доступны без лицензионных отчислений. Фрезерный станок: стоковые видеоклипы.из 940. фрезерные станки с чпу автомобильная обработка с чпу фрезерный станок обработка металла резка СОЖ фрезерный станок вектор фрезерный станок с чпу металлообрабатывающий центр токарный станок аэрокосмическое оборудование. Попробуйте эти тщательно отобранные коллекции.
Фрезерные станки Sterling Machinery
2021-5-16 · 10 “x 50” Совершенно новый вертикальный фрезерный станок с ЧПУ Acer с (2-осевой) системой управления FAGOR CNC, Mdl. 3VKH EMILL FAGOR2, Fagor 8055i (2 Axis) Cnc Control с интерактивной графикой, диалоговое программирование на основе ICON, ручное управление или работа с ЧПУ, силовая тяга в комплекте, # SM3VKHEMILLFAGOR2AXISDRAW.больше изображения.Что такое вертикально-фрезерный станок? WyGEEK, 2021-1-31 · Вертикальный фрезерный станок, независимо от подкатегории, относится к фрезерному инструменту, в котором режущая деталь расположена вертикально. Он движется только вверх-вниз или вертикально. Часть стола перемещается в соответствии с инструкциями оператора, поэтому материал может получать криволинейные пропилы или различные чистовые пропилы.
Разница между горизонтальным и вертикальным фрезерованием
2021-5-21 · Вертикальный фрезерный станок.1. На оправку устанавливается резак. Здесь вместо оправки прямо на шпиндель устанавливается фреза. 2. В горизонтально-фрезерном станке зафиксирована фреза, которая не перемещается вверх и вниз. Но здесь резак движется вверх-вниз. 3. Что такое вертикальная обработка с ЧПУ? (с рисунком), 2021-2-17 · Вертикальная обработка с ЧПУ – это любая операция обработки с помощью управляемого от компьютера электроинструмента с вертикально ориентированной насадкой. Эти операции обычно включают фрезерование и сверление и выполняются на станках, использующих компьютер.
Что такое горизонтальный фрезерный станок? (с изображением)
2021-1-24 · Основным отличием вертикального фрезерного станка от горизонтального является ориентация шпинделя, основного инструмента внутри станка.Вертикальный станок работает в основном сверху и снизу объекта, хотя он может работать с любой стороны. Ориентация и конструкция многих вертикальных машин делает их хорошо подходящими для стоячих операторов и выполнения мелких работ. Поскольку на станке работает фрезерный станок: определение, детали, типы, операции, 2021-5-10 · Фрезерный станок с колонной и коленом: это очень распространенный тип станка. В этом станке к станине прикреплена вертикальная колонна, которая состоит из всех зубчатых передач.
Вертикальный фрезерный станок MF30 на Logosol
Вертикальный фрезерный станок MF30.Вертикальный фрезерный станок Logosol – универсальный станок в столярной мастерской. Он поможет вам во всем: от подготовки древесины в продольном и поперечном направлении для соединения пальцами до фрезерования целых окон и современных компонентов мебели. Вертикально-расточной и фрезерный станок, вертикально-расточной станок, Alibaba предлагает 2329 вертикально-расточных и фрезерных станков. Вам доступны различные варианты вертикально-расточных и фрезерных станков, например
Вертикальный фрезерный станок University of Maine System
2013-2-1 · (Изображение слева – уменьшенное изображение увеличенной версии.) Органы управления: Элементы управления на вертикальном фрезерном станке в лаборатории обработки материалов состоят из следующего: Магнитный переключатель питания, который должен быть сброшен, если электричество в лаборатории прерывается. Производство и обработка металлов Вертикальное фрезерование. производство может изменить внешний вид модели. MHZ ELECTRONICS INC. ЗВОНИТЕ BRENT- 1-866-MHZ-ELEC- MHZ ELECTRONICS INC. ЗВОНИТЕ BRENT- 1-866-MHZ-ELEC- MHZ ELECTRONICS INC. Вертикальный фрезерный станок; Инвентарный № 11946 Технические характеристики: Размер стола 10-1 / 2 “x 42” Скорость вращения шпинделя 60-3.Ход шпинделя 300 об / мин Подача 4 “Quill 0.0015
Что такое фрезерный станок? (С иллюстрациями)
2021-1-23 · Charity Delich Дата: 23 января 2021 г. Фрезерные станки с ЧПУ не требуют оператора, что снижает количество несчастных случаев и сокращает затраты на рабочую силу. Фрезерный станок – это инструмент, который используется в основном в металлообрабатывающей промышленности. Как правило, эти станки используются для формовки твердых изделий путем удаления излишков материала, чтобы сформировать готовый продукт. БОЛЬШОЙ ВЕРТИКАЛЬНЫЙ ФРЕЗЕРНЫЙ СТАНОК Climax, 2011-5-11 · BairdMaritime (Ships & Shipping) США: Портативный фрезерный станок для ремонта замков Markland Вторник, 11 мая 2010 г.США: через шлюзы и дамбы Маркленд на реке Огайо проходит торговля на сумму более 11,6 млрд долларов США в год, что составляет примерно 55 млн тонн товаров, включая уголь, зерно, железо и сталь.
Введение в обработку: фрезерный станок
2018-10-8 · Вертикальные фрезерные станки являются наиболее распространенными • Фрезерные станки очень универсальны. Обычно они используются для обработки плоских поверхностей, но могут также производить неровные поверхности. Их также можно использовать для сверления, расточки, нарезания шестерен и изготовления пазов.• Тип фрезерного станка Large CNC Machining Equipment (Hor., Vert., Lathe), Станок № 125 может выполнять эту работу. На рисунке 1 показаны ползун и шпиндель, частично выдвинутые во время врезного фрезерования. На рисунке 2 показаны ползун и шпиндель в выдвинутом состоянии, причем шпиндель проходит через одно отверстие для обработки внутреннего отверстия. В таблице 1 перечислены мощности машины № 125. В таблице 2 перечислены установленные функции. На рисунке 3 показан
Фрезерный станок Atlas & Craftsman
.2020-12-3 · Atlas Horizontal Miller также продавался под торговой маркой Craftsman компанией Sears. Это мощная, но компактная машина, которая демонстрировала типичное внимание к деталям и тщательность в дизайне, характерные для продукции американской компании. Атлас Пресс Компания.Как единственный фрезерный станок в ассортименте Atlas, удивительно, что производитель не смог указать дополнительный вертикальный станок и, что более важно, что такое фрезерный шпиндель? (с изображением), 2021-2-8 · Кирстен К. Тайнан Дата: 8 февраля 2021 г. Современные станки с ЧПУ могут использовать три или более фрезерных шпинделя, чтобы производить больше продукции одновременно. Основной вращающийся компонент фрезерного станка который передает мощность на режущий инструмент, называется фрезерным шпинделем. Фрезерование – это процесс обработки, при котором заготовка перемещается относительно вращающегося инструмента с режущими кромками так, чтобы
Фрезерный станок вертикальный вид и горизонтальный вид
2018-9-28 · Анатомия нашла вертикальный и горизонтальный вид фрезерного станка из множества анатомических изображений в Интернете.Мы думаем, что это наиболее полезный снимок анатомии, который вам нужен. Вы можете щелкнуть изображение, чтобы увеличить его, если не видите четкого изображения. Это изображение добавлено администратором. Спасибо за посещение anatomynote. Мы надеемся, что вы сможете получить точные цены. Китайские производители Дешевый ручной вертикальный фрезерный станок по металлу, Китайские производители Дешевый ручной вертикальный фрезерный станок по металлу с изображением Dro от Shenzhen Joint Technology Co., Ltd. просмотрите фото мельничного станка, вертикального фрезерного станка, фрезерного станка. Свяжитесь с китайскими поставщиками для получения дополнительной информации Продукция и цена.
Фрезерная вертикальная фрезерная головка Форель подземная
Дополнительная информация: ВЕРТИКАЛЬНЫЙ ФРЕЗЕРНЫЙ СТАНОК С СКОРОСТНОЙ ГОЛОВКОЙ Модель: XJ5523 Закаленный и отшлифованный стол 2-осевые цифровые индикаторы Pw Long’t Feed Длинный ход 32 дюйма Поперечное перемещение 12-дюймового шпинделя R-8 Двигатель 3 HP 3 ФАЗА 60 Гц 2 / 4 полюса 220 В 6 / 5,6 А 3400/1700 об / мин Год: 1998 Нажмите на картинку ниже, чтобы получить доступ к фотогалерее: ПОЖАЛУЙСТА, ВНИМАТЕЛЬНО ВНИМАТЕЛЬНО Вертикальный фрезерный станок с размером стола 1120 * 260 мм, Вертикальный фрезерный станок с размером стола 1120 * 260 мм Xz6326, найдите полную информацию Вертикальный фрезерный станок Xz6326 с размером стола около 1120 * 260 мм, вертикальный фрезерный станок, фрезерный станок от поставщика ручных фрез или производителя-Jinan Find Machinery Co., Ltd.
Что такое вертикальный фрезерный станок? мудрыйGEEK
2021-1-31 · Фрезерный инструмент – это большое режущее и сверлильное устройство, которое берет материал, обычно металл, и разрезает его, чтобы проделывать отверстия, сглаживать стороны или создавать вмятины в материале, чтобы деталь можно было соединить с другими шт. Есть два основных фрезерных инструмента: вертикальный фрезерный станок и горизонтальный фрезерный станок. Также существует два типа вертикальных фрезерных станков Cincinnati eBay, Cincinnati Cinova 80 Vertical Milling Machine.Б / у, состояние работоспособности. Пожалуйста, свяжитесь с нами, чтобы узнать о вариантах доставки.
БОЛЬШОЙ ВЕРТИКАЛЬНЫЙ ФРЕЗЕРНЫЙ СТАНОК Climax
2010-5-11 · BairdMaritime (Ships & Shipping) США: Портативный фрезерный станок для ремонта замков Маркленд, вторник, 11 мая 2010 г. США: через шлюзы и дамбы Маркленд на реке Огайо проходит торговля на сумму более 11,6 миллиардов долларов США в год. представляет примерно 55 миллионов тонн товаров, включая уголь, зерно, железо и сталь. Вертикальный фрезерный станок с ЧПУ VMC500, Интернет-магазин Вертикальный фрезерный станок с ЧПУ VMC500.Узнай, что нового и горячего в нашем интернет-магазине. Это безопасная оплата и доставка по всему миру.
Вертикальный фрезерный станок Gumtree Australia Free Local
Сверлильно-фрезерный станок с зубчатой головкой WMD30F (Совершенно новый) Диаметр сверления: 40,0 мм Диаметр фрезерования по вертикали: 32,0 мм Конус шпинделя: MT4 Максимальное расстояние от оси шпинделя до поверхности колонны: 272,5 мм Размер рабочего стола: 600 x 190 мм Размер основания: 650 x 450 мм Диаметр стойки: 115,0 мм Размер Т-образного паза: 12,0 мм (3) Размер Т-образного паза основания: 14.0 мм (2) Максимальное расстояние Изображение фрезерного станка ekomyjniachamarczuk.pl, вертикальный фрезерный станок изображения вертикального фрезерного станка. фрезерный станок по металлу фото изображения amp фото. нашел 616 865 изображений фрезерного станка по металлу, поэтому вы владеете большим объемом изображений фрезерного станка в формате высокой четкости.
Фотография фрезерного станка Plano
Коллекция фотографий Clyde Engineering Company была приобретена музеем Powerhouse в декабре 1987 года.Материал был изъят из Clyde Engineering, когда офисы переезжали, и, похоже, является лишь частью первоначальной коллекции. В то время в музей поступило около 1350 негативов из пластинчатого стекла и около 4000 триацетатных негативов.Коллекция триацетата состоит в основном из копий чертежей и планов машин, датируемых концом 1940-х – 1960-х гг. Эти предметы могли относиться к реальной работе, выполненной Клайдом, но материал, похоже, также использовался для исследований и скопирован непосредственно из книг.В 2007 году негативы с триацетатом были помещены в холодное хранилище в ожидании каталогизации. В том же году стеклянные тарелки были каталогизированы и оцифрованы в рамках проекта Total Asset Management Project для базы данных коллекции и веб-сайта музея, а также для Picture Australia.
Содержание негативов из листового стекла на ½ охватывает более 60 лет деятельности Clyde Engineering Company в Новом Южном Уэльсе. Она началась в 1880-х годах, когда компания еще называлась Hudson Brothers, и продолжается до конца 1940-х годов.Большинство этих изображений были сделаны на заводе Clyde Works в Гранвилле, Сидней, Новый Южный Уэльс, и многие из них включают внутренние и внешние изображения людей и мастерских в Clyde Engineering и на берегу реки Дак.
Некоторым, кажется, было поручено зафиксировать завершение конкретных проектов Клайда, таких как локомотивы, котлы и сельскохозяйственное оборудование на заводе Клайд. Некоторые из них были сфотографированы в других местах, например, фотографии самолетов, сделанные в аэропорту Бэнкстауна, а некоторые работы были сфотографированы после доставки.
Некоторые фотографии являются копиями оригинальных фотопринтов, чертежей и страниц из книг, и их трудно точно датировать. Поскольку большинство оригинальных негативов были сделаны в течение длительного периода времени, почти наверняка фотографии являются работой многочисленных фотографов, но, к сожалению, их личность в настоящее время неизвестна.
Некоторые негативы появились в буклете Клайда, опубликованном для делегатов «Седьмого конгресса Торговой палаты Британской империи в 1909 году», и в буклете Клайда, хранящемся в музее, который был опубликован примерно в 1945 году.Эти публикации и тот факт, что некоторые негативы были замаскированы, дают понять, что, пока фотографы каталогизировали достижения компании, они также создавали контент, используемый для рекламы и продвижения продуктов компании.
Двумя фотографами, которые фотографировали для Клайда с 1960-х годов, были Чарльз Френч с 87 Яррам-стрит, Лидкомб в Новом Южном Уэльсе и Джек Дрейпер, сотрудник и фотограф, нанятый Clyde Engineering примерно в то же время.