Фрезерный консольный станок: Купить консольный фрезерный станок с ЧПУ | Цена, стоимость, заказать с доставкой по РФ
alexxlab | 24.02.2023 | 0 | Фрезерный
Консольный вертикальный фрезерный станок с ЧПУ по металлу XK 5032 ⋆ TOPSTANKI
- Описание
- Технические характеристики
Консольный вертикальный фрезерный станок по металлу
С помощью вертикальных консольно-фрезерных станков можно эффективно обрабатывать пазы, углы, рамки, а также наклонные и горизонтальные поверхности.
Консольно-фрезерные станки отличаются наличием консольного элемента, который перемещается в вертикальном направлении и несет на себе рабочий стол.
Особенностью консольно-фрезерного станка является то, что в основном на таком фрезерном станке интенсивно движутся консольные плиты со столами с жестко закрепленными на них заготовками.
Шпиндель с режущим инструментом на таком станке находится в относительно статичном состоянии. Консольно-фрезерные станки ЧПУ предназначены для серийного выпуска деталей изогнутых форм и сложных конфигураций в условиях небольших и средних производств.
Консольно-фрезерные станки ЧПУ предназначены для серийного выпуска деталей изогнутых форм и сложных конфигураций в условиях небольших и средних производств.
Мощность привода и жесткость конструкции консольно-вертикального фрезерного станка гарантирует, что его вертикально фрезерный инструмент способен эффективно обрабатывать твердосплавные металлы. Вертикально работающий шпиндель может поворачиваться по отношению к рабочей плоскости консольно фиксированного стола под любым углом. Это делает консольные станки достаточно универсальными агрегатами, которые способны решать сложные задачи точной обработки заготовок из различных материалов.
Чтобы уточнить характеристики оборудования, узнать цены на станок лазерной резки с ЧПУ в нужной комплектации – оформите заказ на сайте или оставьте сообщение менеджерам компании TOPSTANKI.
| Перемещение стола (X*Y*Z) | 800х280х350 мм |
| Ширина Т-образных пазов | 70 мм |
| Расстояние между Т-образными пазами | 18 мм |
| Количество Т-образных пазов | 3 |
| Расстояние от оси вращения шпинделя до вертикальных направляющих | 350 мм |
| скорость ускоренного перемещения (X/Y/Z) | 6/6/3 м/мин |
| скорость рабочей подачи X,Y, (Z) | 6-3200 (3-1600) |
| Перемещение шпинделя | 70 мм |
| Конус шпинделя | ISO50 |
| Максимальный угол наклона шпинделя | ±45˚ |
| Скорость вращения шпинделя | 30-150 мин. (18 скоростей) (18 скоростей) |
| Мощность двигателя шпинделя | 7,5 кВт |
| Крутящий момент двигателя продольной и поперечной подачи | 12 нМ |
| Крутящий момент двигателя вертикальной подачи | 22 нМ |
| Максимальный крутящий момент шпинделя | 1000 нМ |
| Размеры ДхШхВ | 1929х2055х1960 мм |
| Вес | 2800 кг |
Консольно-фрезерные станки с ЧПУ
Продолжаем публикацию материалов из Справочника фрезеровщика под редакцией В.Ф. Безъязычного. На этот раз разберем консольно-фрезерные станки.
Консольно-фрезерные станки наиболее распространены. Стол консольно- фрезерных станков с салазками расположен на консоли и перемещается в трех направлениях: продольном, поперечном и вертикальном.
Консольно-фрезерные станки делятся на горизонтально-фрезерные (с неповоротным столом), универсально-фрезерные (с поворотным столом), вертикально-фрезерные и широкоуниверсальные. На базе вертикально-фрезерных станков выпускают копировально-фрезерные станки, станки с программным управлением и др.
На базе вертикально-фрезерных станков выпускают копировально-фрезерные станки, станки с программным управлением и др.
Консольно-фрезерные станки предназначены для выполнения различных фрезерных работ цилиндрическими, дисковыми, торцовыми, фасонными и другими фрезами в условиях единичного и серийного производства. На них можно фрезеровать разнообразные заготовки соответствующих размеров (в зависимости от размеров рабочей площади стола) из стали, чугуна, цветных металлов, пластмасс и других материалов.
На универсальных фрезерных станках, имеющих поворотный стол, с помощью делительной головки можно фрезеровать винтовые канавки на режущих инструментах (сверлах, развертках и др.) и других деталях, а также нарезать зубья прямозубых и косозубых цилиндрических зубчатых колес. Широкоуниверсальные станки предназначены для выполнения различных фрезерных, сверлильных и несложных расточных работ главным образом в условиях единичного производства (в экспериментальных, инструментальных, ремонтных цехах и др.
Консольный горизонтально-фрезерный станок показан на рис. 3.1. Основание станка А – чугунная отливка большой жесткости. В основании размещен резервуар для охлаждающей жидкости, а также установлен электродвигатель с насосом для подачи СОТС. Основание крепят к фундаменту специальными болтами либо устанавливают на виброгасящих опорах.
Рис. 3.1. Общий вид консольного горизонтально-фрезерного станка:
А – основание; Б – станина; В – хобот; Г – стол; Д – салазки; Е – консоль.
1 – механизм для изменения частоты вращения шпинделя; 2 – винт перемещения хобота;
3 – гайка крепления хобота; маховики для перемещения стола в продольном (4) и
в поперечном (5) направлении; 6 – рукоятка подъема консоли; 7 – лимб механизма переключения подач;
8, 9 – рукоятки зажима салазок; 10–12 – элементы включения освещения, подачи СОТС,
Внутри станины Б расположены следующие узлы: коробка скоростей, электродвигатель главного движения с ременной передачей, шпиндельный узел. На верхних горизонтальных направляющих станины размещен хобот В. В требуемом положении хобот крепится гайкой 3. На хоботе могут быть установлены опоры (серьги) 13, в которых находятся подшипники для базирования конца оправки с фрезой. Крепление оправки осуществляется в конусном гнезде шпинделя 14.
На верхних горизонтальных направляющих станины размещен хобот В. В требуемом положении хобот крепится гайкой 3. На хоботе могут быть установлены опоры (серьги) 13, в которых находятся подшипники для базирования конца оправки с фрезой. Крепление оправки осуществляется в конусном гнезде шпинделя 14.
На верхней части консоли Е расположены салазки Д, которые могут перемещаться в поперечном направлении. На салазках размещен стол Г, который имеет возможность перемещения в продольном направлении (продольная подача). Внутри консоли смонтирована коробка механизма подач и ускоренного перемещения с электродвигателем и механизмом управления. На передней части консоли и стола расположены органы управления станком.
Кинематическая схема приводов главного движения и подач консольного горизонтально-фрезерного станка показана на рис. 3.2. Привод главного движения обеспечивает вращение шпинделя с заданной частотой, а также передачу на шпиндель заданного крутящего момента от электродвигателя М1.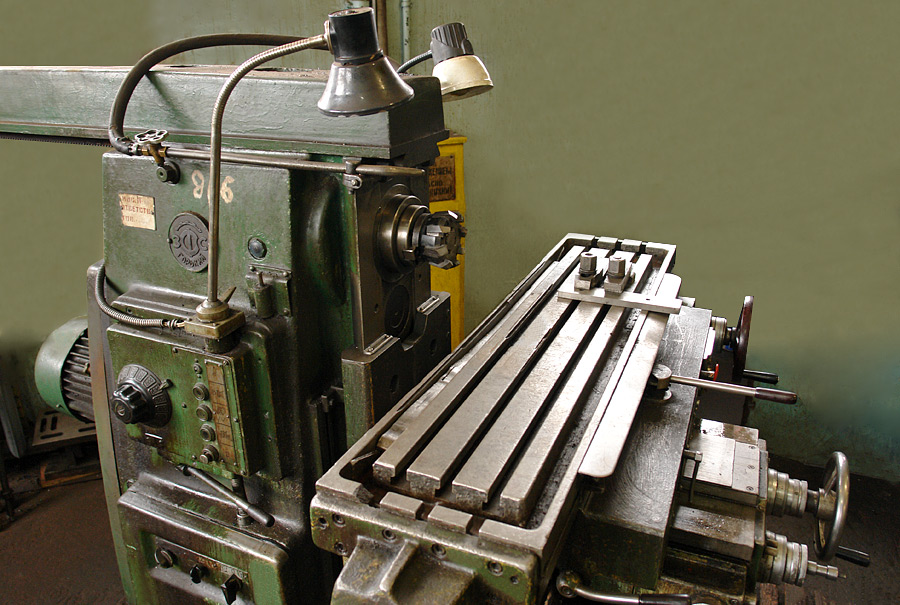 Частоту вращения шпинделя изменяют посредством установки заданного сочетания зубчатых колес.
Частоту вращения шпинделя изменяют посредством установки заданного сочетания зубчатых колес.
Рис 3.2. Кинематическая схема приводов главного движения
и подач консольного горизонтально-фрезерного станка
Кинематическая схема позволяет получить определенное количество частот вращения, которое может быть представлено структурной диаграммой (рис. 3.3).
Рис. 3.3. Структурная диаграмма значений частот вращений шпинделя
Вращение от электродвигателя М1 к шпинделю станка передается по следующей цепи (рис. 3.2): электродвигатель М1 (частота вращения 1440 об/мин), муфта, пара зубчатых колес 26:54, вал II. Вращение с вала II на вал III можно передать через одну из зубчатых пар с помощью подвижного блока зубчатых колес с числом зубьев: 19, 22 и 16. В определенном положении блока зубчатые колеса могут быть соединены с зубчатыми колесами вала III в таком сочетании: 16:39, 19:36 и 22:33.
Валу III можно сообщить одну из трех частот вращения: 284, 365 и 462 об/мин (рис. 3.3). С вала III на вал IV вращение передается через пары зубчатых колес 28:37, 18:47 и 39:26. Такое сочетание колес обеспечивается смещением по валу IV тройного блока.
С вала IV на вал V (шпиндель) вращение может быть передано парой зубчатых колес 83:37 или 20:70. Передача обеспечивается при определенном положении за счет подвижных блоков (двух тройных и одного двойного), шпиндель станка может иметь 18 различных частот вращения в соответствии со структурной диаграммой (рис. 3.3).
Передача вращения от электродвигателя к шпинделю может быть представлена в виде уравнения кинематической цепи:
Расчетная наименьшая частота вращения шпинделя (об/мин) будет соответствовать варианту, когда в зацеплении установлены передачи с наименьшими значениями передаточного отношения:
а наибольшая частота вращения будет обеспечена, если в зацеплении будут находиться передачи с максимальными передаточными отношениями.
Изменение направления вращения шпинделя обеспечивают реверсированием электродвигателя.
Привод подач станка позволяет от одного электродвигателя М2 обеспечить определенный диапазон продольных, поперечных и вертикальных подач соответственно столу, салазкам и консоли по структурной диаграмме, показанной на рис. 3.4.
Рис. 3.4. Структурная диаграмма значений подач
От электродвигателя М2 (см. рис. 3.2) на вал VIII вращение передается через пары колес 26:50, 26:57. С помощью тройного блока (27:36:18) вала VIII через промежуточный вал IХ на вал Х вращение передается с помощью тройного блока (37:40:34) вала Х. Эти два тройных блока обеспечивают девять различных частот вращения вала Х. Далее возможны два варианта передачи вращения с вала Х на последующие.
Вариант 1. При включении муфты МФ1 (см. рис. 3.2) вращение от вала Х на вал ХI будет передаваться через шестерни 40:40, затем через шестерни 28:35 на вал ХII и далее.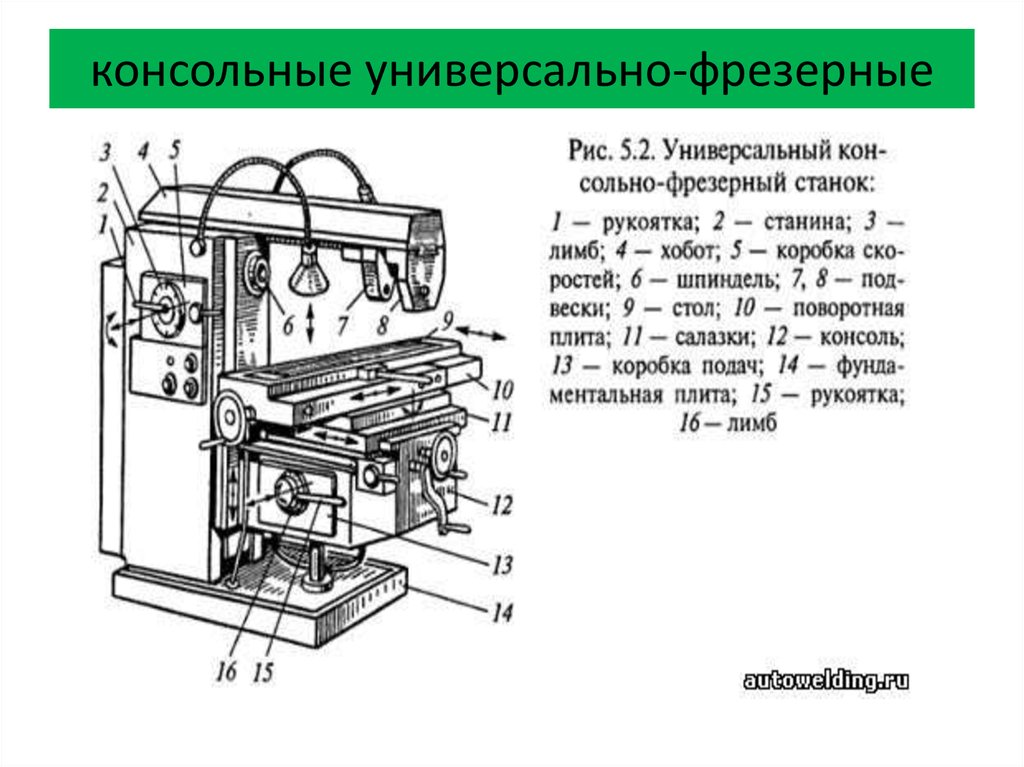
Вариант 2. При отключенной муфте МФ1 (см. рис. 3.2) вращение на вал ХI передается с вала Х через перебор 33:67, который работает как понижающая передача. Следовательно, валу ХI можно сообщить 18 различных частот вращения, и это число соответсвует количеству значений подач стола в продольном (через валы ХIV и ХV), поперечном (винт ХVII) и вертикальном направлениях. Перемещение стола в соответствующем направлении достигается включением той или иной муфты. Ускоренное перемещение стола в заданном направлений обеспечивают включением дисковой фрикционной муфты (на схеме не показано). При включении муфты происходит сцепление зубчатого колеса 50 вала VII с зубчатым колесом 67 вала Х. Используя уравнение кинематической цепи, можно определить величину ускоренного хода продольного движения стола, мм/мин:
По уравнению кинематической цепи можно определить и значение минимальной рабочей подачи стола в продольном направлении, мм/мин:
Кинематическая цепь, при которой продольная подача наибольшая, будет следующей, мм/мин:
Переключение частот вращения шпинделя и установление требуемой подачи осуществляется на станке с помощью специальных механизмов, обеспечивающих перемещение соответствующих зубчатых блоков.
Для консольных вертикально-фрезерных станков характерно вертикальное положение шпинделя, размещаемого в шпиндельной головке В (рис 3.5). В ряде конструкций станков шпинделю можно сообщить осевое смещение путем перемещения гильзы. При необходимости, например, фрезерования скосов и наклонных поверхностей шпиндельную головку станка можно развернуть на угол от вертикали в обе стороны до 40°.
Рис. 3.5. Общий вид консольного вертикально-фрезерного станка:
А – основание; Б – станина; В – шпиндельная головка; Г – стол; Д – салазки;
Е – консоль: 1 – пульт переключателей; 2 – маховичок переключения частот вращения шпинделя;
3 – рукоятка зажима гильзы шпинделя; 4 – маховичок перемещения гильзы шпинделя;
5 – рукоятка управления продольным перемещением стола;
6, 7 – маховички продольного перемещения стола; 8 – маховичок поперечного перемещения стола;
9 – рукоятка перемещения консоли; 10 – рукоятка управления механическим перемещением стола;
11 – лимб механизма переключения подач; 12 – рукоятка зажима стола
Кинематические цепи приводов главного движения и подач консольных вертикально-фрезерных станков и консольных горизонтально-фрезерных станков, как правило, существенно не отличаются.
Определенная особенность некоторых моделей консольных вертикально-фрезерных станков состоит в том, что эти станки могут быть настроены на работу по полуавтоматическому или автоматическому циклу при управлении продольными перемещениями стола. При этом характер циклов может быть различный. Настройку обычно производят при фрезеровании партии заготовок.
Настройка осуществляется установкой в боковой Т-образный продольный паз стола соответствующих кулачков (рис. 3.6). При полуавтоматическом цикле программируют команды: а) быстрый ход стола с заготовкой из исходной точки к режущему инструменту; б) рабочая подача, в процессе которой осуществляется фрезерование заготовки; в) реверс с быстрым возвратом стола (после окончания фрезерования) и остановкой его в исходной точке. Этот цикл управления выполняется путем воздействия кулачков на элементы рукоятки 6 управления продольным перемещением стола. Кулачки 1 и 3 обеспечивают остановку стола в крайних точках хода. В этих точках рукоятка должна занимать среднее положение, что и обеспечивается воздействием скоса кулачка 3 (или 1) на выступ 4 управляющего элемента рукоятки. Поэтому кулачок 3 останавливает движение стола в крайнем левом положении, а кулачок 1 – в крайнем правом.
В этих точках рукоятка должна занимать среднее положение, что и обеспечивается воздействием скоса кулачка 3 (или 1) на выступ 4 управляющего элемента рукоятки. Поэтому кулачок 3 останавливает движение стола в крайнем левом положении, а кулачок 1 – в крайнем правом.
Рис. 3.6. Схема установки кулачков для управления механизмом продольных подач стола
Изменение быстрого хода стола на рабочий (и наоборот) осуществляется кулачком 2, который при движении стола упором 7 воздействует на выступ звездочки 5 рукоятки управления подачей, поворачивая ее. При рассматриваемой схеме установки кулачков цикл движения стола обеспечивается движением его на быстром ходу, переключением на рабочую подачу и остановкой в конце хода.
Реверсирование движения стола с одновременным изменением скорости его движения осуществляется установкой в точке реверса двух кулачков рядом (кулачка, воздействующего на рукоятку, и кулачка, воздействующего на звездочку). Цикл движения стола с реверсом показан на рис. 3.7. Начало движению стола на быстром ходу в исходной точке задается поворотом рукоятки. Когда кулачок 2 повернет звездочку (при движении стола влево), произойдет переключение скорости стола с быстрого хода на рабочую подачу. В конце рабочего движения кулачки 3 и 4 при одновременном воздействии на рукоятку переключения подач и звездочку обеспечат столу реверс и включение быстрого хода. В исходной точке кулачок 1 остановит стол.
Цикл движения стола с реверсом показан на рис. 3.7. Начало движению стола на быстром ходу в исходной точке задается поворотом рукоятки. Когда кулачок 2 повернет звездочку (при движении стола влево), произойдет переключение скорости стола с быстрого хода на рабочую подачу. В конце рабочего движения кулачки 3 и 4 при одновременном воздействии на рукоятку переключения подач и звездочку обеспечат столу реверс и включение быстрого хода. В исходной точке кулачок 1 остановит стол.
Рис. 3.7. Схема установки кулачков и замкнутый цикл движения стола
При необходимости станок может быть настроен на автоматический маятниковый цикл движения стола, например, «быстро вправо–подача вправо– быстро влево–подача влево–быстро вправо» и т.д. При таком цикле фрезеровщик устанавливает заготовки в приспособлении попеременно то с правой, то с левой стороны стола.
Для работы по полуавтоматическому или автоматическому циклу требуется установка переключателя рода работ в положение «автоматическое управление».
Страница не найдена 404
Что случилось?Эта ссылка никуда не ведет. Возможно, вы неправильно написали ссылку или перешли по старой ссылке.
Что я могу сделать?Пожалуйста, используйте строку поиска или расширенный поиск, чтобы найти то, что вы ищете.
Протестировать сейчас Machineseeker – Приложение !
Приложение Machineseeker для iPhone и Android .
Дополнительная информация
Machineseeker.com является официальным спонсором:
Популярные подержанные машины: Топ 200 -1к -2к -3k -4k -5к -6к -7к -8k -9к -10к -11к -12к -13к -14k -15к -16к -17к -18k -19к -20к -21k -22k -23k -24k
Вся информация, предложения и цены на этом сайте могут быть изменены и не носят обязательного характера!
Используя этот веб-сайт, вы принимаете наши условия и политика конфиденциальности .
Указанные товарные знаки принадлежат их соответствующим владельцам.
Machineseeker Group GmbH не несет ответственности за содержание внешних веб-сайтов, на которые имеются ссылки.
© 1999-2023 Machineseeker Group GmbH
Этот веб-сайт защищен reCAPTCHA, к нему применяются Политика конфиденциальности и Условия использования Google.
Консольно-фрезерный станок TOS FGSQ 32 CNC B Подержанные станки
- Описание
- Характеристики
- Об этом продавце
Система управления: Heidenhain
Длина рабочего стола: 1000 мм
Ширина рабочего стола: 320 мм
Мощность привода шпинделя: 11,5 кВт
Максимальная скорость вращения вертикального шпинделя: 4000 об/мин
Длина перемещения X -ось (механическая подача): 730 мм
Длина перемещения по оси Y (механическая подача): 420 мм
Длина перемещения по оси Z (механическая подача): 360 мм
Конус: ISO 40
Высота станка: 1820 мм
Длина станка: 2950 мм
Ширина машины: 2660 мм
Вес машины: 3020 кг
Регулятор скорости не работает
Обратите внимание, что это описание могло быть переведено автоматически. Свяжитесь с нами для получения дополнительной информации. Информация в этом объявлении является ориентировочной. Exapro рекомендует уточнять детали у продавца перед покупкой
Свяжитесь с нами для получения дополнительной информации. Информация в этом объявлении является ориентировочной. Exapro рекомендует уточнять детали у продавца перед покупкой
| Ось X | 730 мм |
| Ось Y | 420 мм |
| Ось Z | 360 мм |
| Длина стола | 1000 мм |
| Ширина стола | 320 мм |
| Конус шпинделя | ИСО 40 |
Макс. скорость шпинделя скорость шпинделя | 4000 об/мин |
| Мощность двигателя шпинделя | 11,5 кВт |
| Капитальный ремонт | № |
| ——————- | |
| Длина x ширина x высота | 2950,0 × 2660,0 × 1820,0 |
| Вес | 3020 кг |
| Рабочее время | |
| Время работы под напряжением | |
| Государственный | хороший |
| По местным нормам | ——— |
| Статус | виден, но отключен |
| Технический паспорт | ТОС FGSQ 32 ЧПУ B |
| Тип клиента | Реселлер |
| Действует с | 2008 |
| Предложения онлайн | 501 |
| Последнее действие | 6 января 2023 г. |
Описание
Система управления: Heidenhain
Длина рабочего стола: 1000 мм
Ширина рабочего стола: 320 мм
Мощность привода шпинделя: 11,5 кВт
Максимальная скорость вращения вертикального шпинделя: 4000 об/мин
Длина перемещения по оси X (механическая подача): 730 мм
Длина перемещения по оси Y (механическая подача): 420 мм
Длина перемещения по оси Z (механическая подача): 360 мм
Конус: ISO 40
Высота станка: 1820 мм
Длина станка: 2950 мм
Ширина станка: 2660 мм
Вес станка: 3020 кг
Регулятор скорости не работает
Обратите внимание, что это описание может быть переведено автоматически. Свяжитесь с нами для получения дополнительной информации. Информация в этом объявлении является ориентировочной. Exapro рекомендует уточнять детали у продавца перед покупкой
Технические характеристики
| Ось X | 730 мм |
| Ось Y | 420 мм |
| Ось Z | 360 мм |
| Длина стола | 1000 мм |
| Ширина стола | 320 мм |
| Конус шпинделя | ИСО 40 |
Макс. скорость шпинделя скорость шпинделя | 4000 об/мин |
| Мощность двигателя шпинделя | 11,5 кВт |
| Капитальный ремонт | № |
| ——————- | |
| Длина x ширина x высота | 2950,0 × 2660,0 × 1820,0 |
| Вес | 3020 кг |
| Рабочее время | |
| Время работы без подзарядки | |
| Государственный | хорошо |
| По местным нормам | ——— |
| Статус | виден, но отключен |
Об этом продавце
| Тип клиента | Реселлер |
| Действует с | 2008 |
| Предложения онлайн | 501 |
| Последнее действие | 6 января 2023 г. |