Фрезерный станок 678: 678М Станок фрезерный универсальный. Паспорт, описание, схема
alexxlab | 20.05.2023 | 0 | Фрезерный
678М Станок фрезерный универсальный. Паспорт, описание, схема
Сведения о производителе фрезерного широкоуниверсального станка 678М
Фрезерный широкоуниверсальный станок модели 678М выпускался предприятием Одесский завод фрезерных станков им. С.М.Кирова, ОЗФС, основанным в 1944 году.
Станки, выпускаемые Одесским заводом фрезерных станков
- 6А75В – станок фрезерный универсальный высокой точности, 200 х 630
- 6А75ВФ1 – станок фрезерный универсальный высокой точности с УЦИ, 200 х 630
- 6Б75В – станок фрезерный универсальный высокой точности, 200 х 630
- 6Б75ВФ1 – станок фрезерный универсальный высокой точности с УЦИ, 200 х 630
- 675 – станок фрезерный универсальный, 200 х 630
- 675П – станок фрезерный универсальный повышенной точности, 200 х 630
- 678М – станок фрезерный универсальный, 220 х 600
- 6720В – станок фрезерный универсальный высокой точности, 200 х 630
- 6720ВФ2 – станок фрезерный универсальный высокой точности c ЧПУ, 200 х 630
678М станок фрезерный универсальный.
 Назначение и область применения
Назначение и область примененияУниверсальный фрезерный станок 678М – первый серийный фрезерный станок выпущенный Одесским заводом фрезерных станков в послевоенное время. На базе этого станка были сконструированы более совершенные модели: 675 и 675П.
Фрезерный станок 678М предназначен как для горизонтального фрезерования деталей цилиндрическими, дисковыми, фасонными и другими фрезами, так и вертикального фрезерования торцевыми, концевыми, шпоночными и другими фрезами. Наличие горизонтального шпинделя, а также ряда прилагаемых к станку приспособлений делает станок широко универсальным и весьма удобным в работе.
Принцип работы и особенности конструкции станка
На чугунной фундаментальной плите станка 678М закреплена станина, на которой монтируются все узлы станка. На правой боковой стенке станины установлены: коробка скоростей и подач, управление перемещениями суппорта.
На верхней части станины по направляющим перемещается бабка с горизонтальным шпинделем. На бабке горизонтального шпинделя устанавливается хобот с головкой вертикального шпинделя. На переднем части станины по вертикальным направляющим суппорта перемещаются салазки. На верхней плоскости салазок, являющейся рабочей поверхностью основного стола, крепятся приспособления и обрабатываемая деталь.
На бабке горизонтального шпинделя устанавливается хобот с головкой вертикального шпинделя. На переднем части станины по вертикальным направляющим суппорта перемещаются салазки. На верхней плоскости салазок, являющейся рабочей поверхностью основного стола, крепятся приспособления и обрабатываемая деталь.
В нижней части станины монтируется механизм переключения перемещений суппорта и стола, а также предохранительный механизм, предохраняющий от поломки элементы станка при перегрузке. На правой стороне станины расположены рукоятки переключения скоростей и подачи, рукоятка направления подачи и таблицы скоростей и подач при соответствующем положении переключающих рукояток.
Для подачи охлаждающей жидкости служит электронасос. Резервуаром для охлаждающей жидкости является фундаментальная плита станка.
Кинематика станка включает в себя приводной электродвигатель, от которого вращение передается через ременную передачу на вал, далее через верхние валы с шестернями вращения передается к горизонтальному или вертикальному шпинделю. Переключением блоков шестерен можно получать различные скорости вращения шпинделя.
Переключением блоков шестерен можно получать различные скорости вращения шпинделя.
Вниз от вала вращения передается через валы с шестернями и ременную передачу к суппорту станка. Переключением блоков шестерен можно получать различные вертикальные и горизонтальные подачи.
Кроме механических подач станок имеет ручные перемещения от соответствующих рукояток.
Смазка станка
Направляющие, пошипники ходовых винтов стола, гильза шпинделя смазываются вручную 1 раз в смену.
Коробка скоростей смазывеется разбрызгиванием; масло необходимо доливать ежедневно до нужного уровня.
Рекомендуемое масло – “Машинное-Л” по ОСТ 7954.
Управление станком 678м
Включение и выключение станка 678М производится пуском и остановом электродвигателя.
Изменение скорости вращения шпинделя необходимо производить только после полной остановки станка. Если переключение затруднено из-за попадания шестерней зуб-в-зуб, следует слегка покрутить маховичок вращения шпинделя.
Включение и выключение подач стола в различных направлениях (вверх, вниз, влево, вправо) производитя одним рычагом.
Изменение величины подачи суппорта стола осуществляется переключением рычагов согласно таблице на корпусе горизонтальной шпиндельной бабки.
Защитой от перегрузок при подаче стола стола служит пружинный предохранитель в нижней части станины.
Общий вид универсального фрезерного станка 678М
Фото фрезерного универсального станка 678М
Фото фрезерного универсального станка 678М
Фото фрезерного универсального станка 678М
Фото фрезерного универсального станка 678М
Фото фрезерного универсального станка 678М
Фото фрезерного универсального станка 678М. Смотреть в увеличенном масштабе
Фото фрезерного универсального станка 678М
Фото фрезерного универсального станка 678М
Фото фрезерного универсального станка 678М
Расположение органов управления фрезерным станком 678М
Расположение органов управления фрезерным станком 678М
Расположение органов управления фрезерным станком 678М. Смотреть в увеличенном масштабе
Смотреть в увеличенном масштабе
Перечень органов управления фрезерным станком 678М
- Рукоятка переключения скоростей
- Рукоятка переключения скоростей
- Рукоятка переключения подач
- Рукоятка переключения подач
- Маховик ручного перемещения стола в продольном направлении
- Маховик ручного перемещения стола в вертикальном направлении
- Рукоятка зажима суппорта в вертикальном направлении
- Рукоятка зажима стола в горизонтальном направлении
- Рукоятка зажима шпиндельной бабки
- Маховик ручного перемещения шпиндельной бабки
- Маховик ручного вращения шпинделя
- Рукоятка включения механической подачи стола
- Квадрат для рукоятки ручного перемещения вертикального шпинделяи
- Кнопки пуска и остановка главного двигателя
- Выключатель насоса охлаждения
Схема кинематическая универсального фрезерного станка 678М
Кинематическая схема универсального фрезерного станка 678М
1. Схема кинематическая универсального фрезерного станка 678М. Смотреть в увеличенном масштабе
Схема кинематическая универсального фрезерного станка 678М. Смотреть в увеличенном масштабе
2. Схема кинематическая универсального фрезерного станка 678М. Смотреть в увеличенном масштабе
Основные узлы универсального фрезерного станка 678М
Коробка скоростей и подач универсального фрезерного станка 678М
Коробка скоростей и подач универсального фрезерного станка 678М. Смотреть в увеличенном масштабе
Суппорт универсального фрезерного станка 678М
Суппорт универсального фрезерного станка 678М. Смотреть в увеличенном масштабе
Электрооборудование фрезерного станка 678М
Электрическая схема универсального фрезерного станка 678М
Читайте также: Производители фрезерных станков в России
678М Станок фрезерный широкоуниверсальный инструментальный. Видеоролик.
Технические характеристики фрезерного станка 678М
| Наименование параметра | 675 | 978М | |
|---|---|---|---|
| Основные параметры станка | |||
| Класс точности по ГОСТ 8-82 | Н, П | ||
| Размеры вертикального стола (основного), мм | 200 х 500 | 195 х 550 | |
| Размеры сменного горизонтального (углового) стола, мм | 200 х 630 | 220 х 600 | |
| Расстояние от оси горизонтального шпинделя до рабочей поверхности горизонтального стола, мм | 80. .380 .380 | ||
| Расстояние от торца вертикального шпинделя до рабочей поверхности горизонтального стола, мм | 0..300 | 0..325 | |
| Наибольший продольный ход стола (X), мм | 320 | 250 | |
| Наибольший вертикальный ход стола (Z), мм | 300 | 290 | |
| Наибольший ход шпиндельной бабки (Y), мм | 300 | 140 | |
| Цена деления лимбов, мм | 0,05 | 0,025 | |
| Горизонтальный и вертикальный шпиндели станка | |||
| Частота вращения горизонтального шпинделя, об/мин (число ступеней) | 50..1600 (16) | 120..1170 (6) | |
| Частота вращения вертикального шпинделя, об/мин (число ступеней) | 63..2000 (16) | 178..1740 (6) | |
| Количество скоростей шпинделей | 16 | 6 | |
| Наибольший допустимый крутящий момент на горизонтальном шпинделе, Нм | 214 | ||
| Наибольший допустимый крутящий момент на вертикальном шпинделе, Нм | 155 | ||
| Наибольшее осевое перемещение вертикального шпинделя, мм | 60 | 60 | |
| Наибольший угол поворота вертикальной головки в вертикальной плоскости, градус | ±90° | ±45° | |
| Конус горизонтального и вертикального шпинделей | Морзе 4 | Морзе 4 | |
| Стол | |||
| Пределы продольных подач стола (X), мм/мин (число ступерней) | 12,5. .400 (16) .400 (16) | 19..184 (6) | |
| Пределы вертикальных подач стола (Z), мм/мин (число ступерней) | 12,5..400 (16) | 22..214 (6) | |
| Ускоренный ход стола, мм/мин | 935 | нет | |
| Количество подач стола | 16 | 6 | |
| Наибольшее усилие подач стола, кН | 5 | ||
| Шпиндельная бабка | |||
| Пределы поперечных подач шпиндельной бабки (Y), мм/мин | 12,5..400 | нет | |
| Количество подач шпиндельной бабки | 16 | нет | |
| Наибольшее усилие подач шпиндельной бабки, Н | 5000 | ||
| Электрооборудование и привод станка | |||
| Количество электродвигателей на станке, кВт | 2 | ||
| Электродвигатель главного привода, кВт (об/мин) | 1,5 | 1,5 (1430) | |
| Электродвигатель привода подач, кВт (об/мин) | |||
| Электродвигатель привода насоса охлаждения, кВт | 0,12 | 0,15 | |
| Суммарная мощность электродвигателей, кВт | 1,62 | 1,65 | |
| Габарит и масса станка | |||
| Габариты станка (длина х ширина х высота), мм | 1110 х 1170 х 1650 | 1090 х 1045 х 1535 | |
| Масса станка, кг | 1100 | 865 |
- Универсальный фрезерный станок 678М.
 Руководство по уходу и обслуживанию, 1948
Руководство по уходу и обслуживанию, 1948 - Аврутин С.В. Основы фрезерного дела, 1962
- Аврутин С.В. Фрезерное дело, 1963
- Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
- Барбашов Ф.А. Фрезерное дело 1973, с.141
- Барбашов Ф.А. Фрезерные работы (Профтехобразование), 1986
- Блюмберг В.А. Справочник фрезеровщика, 1984
- Григорьев С.П. Практика координатно-расточных и фрезерных работ, 1980
- Копылов Р.Б. Работа на фрезерных станках,1971
- Косовский В.Л. Справочник молодого фрезеровщика, 1992, с.180
- Кувшинский В.В. Фрезерование,1977
- Ничков А.Г. Фрезерные станки (Библиотека станочника), 1977
- Пикус М.Ю. Справочник слесаря по ремонту металлорежущих станков, 1987
- Плотицын В.
 Г. Расчёты настроек и наладок фрезерных станков, 1969
Г. Расчёты настроек и наладок фрезерных станков, 1969 - Плотицын В.Г. Наладка фрезерных станков,1975
- Рябов С.А. Современные фрезерные станки и их оснастка, 2006
- Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
- Тепинкичиев В.К. Металлорежущие станки, 1973
- Чернов Н.Н. Металлорежущие станки, 1988
- Френкель С.Ш. Справочник молодого фрезеровщика (3-е изд.) (Профтехобразование), 1978
Список литературы:
Связанные ссылки. Дополнительная информация
Вертикально-фрезерный станок PROMA FPX-25E в Санкт-Петербурге
Минифрезерный настольный станок PROMA FPX-25E
предназначен для использованию на предприятиях, выпускающих металлоизделия и механизмы небольших размеров, ремонтных мастерских, НИИ, индивидуального потребителя, а также для оснащения классов школьных мастерских, служит для обработки плоских и фасонных поверхностей, тел вращения, зубчатых колес и т. п. металлических и других заготовок фрезой, и растачивания отверстий в деталях из черных и цветных металлов, их сплавов и пластмасс.
п. металлических и других заготовок фрезой, и растачивания отверстий в деталях из черных и цветных металлов, их сплавов и пластмасс.На фрезерных станках возможно выполнение разнообразных, сверлильных и других операций, обработка горизонтальных и наклонных плоскостей, пазов, углов, рамок.
| Название | Значение |
|---|---|
| Напряжение, В | 230 |
| Потребляемая мощность, Вт | |
| Макс. диаметр сверления, мм | 13 |
| Диапазон оборотов шпинделя, об/мин | 0-2500 |
| Угол наклона фрезерной головки, градусов | ±45 |
| Размер стола, мм | 400х90 |
| Размер основания, мм | 210х315 |
| Общая высота, мм | 880 |
| Конус шпинделя | Мк3 |
| Поперечный ход стола, мм | 100 |
| Продольный ход стола, мм | 230 |
| Ход шпинделя, мм | 215 |
| Вылет шпинделя, мм | 170 |
| Максимальное расстояние от шпинделя до стола, мм | 275 |
| Одно деление нониуса – продольный ход, мм | 0,02 |
| Одно деление нониуса – поперечный ход, мм | 0,02 |
| Одно деление нониуса – тонкая подача шпинделя, мм | 0,05 |
| Т-образный паз стола, мм | 12 |
| Масса, кг | 55 |
Основные узлы и детали FPX-25E
- Электродвигатель главного привода.

- Потенциометр.
- Выключатель электродвигателя.
- Аварийный выключатель.
- Крышка предохранителя.
- Защитный экран.
- Стол.
- Зажим поперечного перемещения стола.
- Маховик продольной подачи стола.
- Маховичок микроподачи шпинделя.
- Шкаф электрооборудования.
- Ручка вертикального перемещения фрезерной головки.
- Шпиндель.
- Зажим ограничителя вертикального перемещения фрезерной головки.
- Стойка станка.
- Маховик поперечной подачи стола.

- Основание.
Комплект поставки
- Патрон 1 – 13; В16 – 1 шт.
- Конус патронный MK III – 1 шт.
- Инструментальный болт – 1 шт.
- Стопор шпинделя – 1 шт.
- Маслёнка – 1 шт.
- Ручка для штурвала перемещения стола – 2 шт.
- Сухари Т-образного стола – 2 шт.
- Предохранитель 3.15 А – 1 шт.
- Инструмент:
- Ключ сверлильного патрона – 1 шт.
- Ключ торцевой шестигранный 6; 5; 4; 3 – 4 шт.
- Ключ гаечный 17×19, 14×17, 8×10 – 3 шт.
- Ключ специальный 36 мм – 1 шт.
- Ключ радиусный 45×52 – 1 шт.
- Инструкция по эксплуатации
Комментарии и вопросы:
Комментариев пока нет, но ваш может быть первым.Разметить комментарий или вопрос
Отзывы о PROMA FPX-25E:
Достоинства:
Небольшой, точный.
Комментарий:
Брал под эбонит и дюраль, эти материалы грызет на ура. Обычно использую фрезы ф8-12, крайне редко ф20, подача 2-4. В этих режимах работает практически идеально, урчит как котенок) Чтоб выточить пару-тройку деталей на балконе за недельку самое оно.
Покупал(а) для:
Подсобного хозяйства.
Ответить
Оставить отзыв
JET 691192 Вертикально-фрезерный станок коленного типа мощностью 2 л.с.
Нажмите на изображение, чтобы увеличить
Технические характеристики Подробности Отзывы
| Торговая марка | ДЖЕТ |
|---|---|
| Модель № | 691192 |
| Стол | 9 x 42 дюйма |
| Конус шпинделя | Р8 |
| Мощность | 2 л.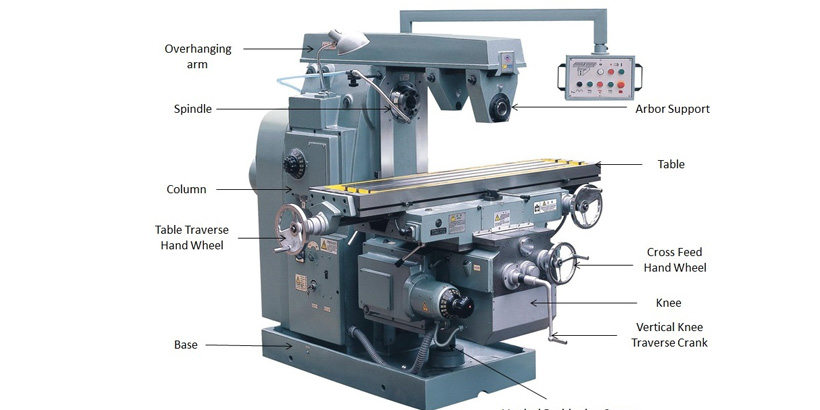 с. с. |
| Диапазон скоростей шпинделя | 80 – 5440 об/мин |
| Фаза | 3 |
| Продольное перемещение | 23,88 дюйма |
| Поперечный ход | 12,5″ |
| Колено | 14,5 дюйма |
| Напряжение | 230 В |
| Вместимость цанги | 1/8 – 7/8 |
| Цифровой считыватель | Ньюолл DP700 |
| Размеры | 57 x 64 x 82 дюйма |
| Наклон головы | 90° П и Л, 45° П и Н |
| Максимальное расстояние от шпинделя до стола | 17-1/2″ |
Двигатель, л. с. с. | 2 л.с., 230 В, 3 фазы |
| Количество скоростей вращения шпинделя | 16 |
| Стойка 65 | Да |
| Диаметр пиноли | 3-3/8″ |
| Перьевая подача | .0015 – .003 – .006 |
| Рам Трэвел | 13-3/8″ |
| Шпиндель к колонке | 4-1/2″(мин.) – 19″(макс.) |
| Ход шпинделя | 5 дюймов |
| Т-слот | 5/8″ |
| Расстояние до центра паза T | 2-1/2 дюйма |
| T Размер паза | 5/8″ |
| Гарантия | 2 Год |
| Вес | 2200 фунтов. |
| Вместимость рабочего стола | 550 фунтов. |
| Страна происхождения | ИМПОРТ |
| Ограничения на доставку | ТОЛЬКО ДЛЯ АВТОМОБИЛЕЙ (ПУТКА ITE |
Многие продукты для металлообработки содержат металлы, на которые распространяется последнее предупреждение в соответствии с Предложением 65. Воздействие элементов может быть вредным. Может вызвать рак и нанести вред репродуктивной системе.
Детали
JET Фрезерные станки и их компоненты изготавливаются для обеспечения точной резки от работы к задаче. Профессионалы отрасли знают, что ступенчатые шкивы JET, станки с регулируемой скоростью и фрезерные станки с ЧПУ обеспечивают надежность и гибкость, позволяющие поддерживать работу даже самых загруженных цехов с превосходными результатами при изготовлении каждой детали. Четко написанные профессиональные руководства с легкостью привлекут к вам внимание, а на каждую мельницу JET распространяется наша ведущая в отрасли двухлетняя гарантия.
Четко написанные профессиональные руководства с легкостью привлекут к вам внимание, а на каждую мельницу JET распространяется наша ведущая в отрасли двухлетняя гарантия.
Коронки в тот же день с CEREC | Семейная стоматология Тайрона
- Дом
- Короны
- ЦЕРЕК
Спросите семейную стоматологию Tyrone, подходят ли вам наши услуги
Записаться на прием Ваш стоматолог использует инновационную технологию CEREC и компьютерную
фрезерный станок для индивидуального изготовления вашей короны из чрезвычайно прочного и
долговечный современный керамический материал. Реставрации CEREC исключительно
надежным, потому что высокая точность наших сканирующих машин приводит к очень
точная посадка на корону.
Реставрации CEREC исключительно
надежным, потому что высокая точность наших сканирующих машин приводит к очень
точная посадка на корону.
Процесс лечения CEREC
- После препарирования зуба стоматолог обычно делает цифровой оттиск. с помощью внутриротового сканера (или камеры). Обычно пациенты лучше реагируют на цифровые оттиски, потому что они не требуют большого количества впечатлений материалы.
- Цифровой оттиск отправляется в соответствующее программное обеспечение для проектирования, где стоматолог строит реставрацию зуба на экране, а затем передает дальше готовую конструкцию на фрезерный станок через офисную сеть.
- Реставрация фрезеруется из керамического блока соответствующего цвета всего за 6-10 минут. 15 минут. Затем стоматолог может добавить последние штрихи к реставрация путем покраски, полировки и глазурования перед цементированием препарированный зуб.
Почему CEREC?
- Процесс может быть завершен за одно посещение в течение короткого периода времени, поэтому
избавит вас от хлопот и времени нескольких встреч.