Фрезерный станок п 676: Универсальный фрезерный станок 676П: руководство по эксплуатации
alexxlab | 07.07.2020 | 0 | Фрезерный
Универсальный фрезерный станок 676П: руководство по эксплуатации
Широкоуниверсальный 676п фрезерный станок некогда был востребован на многих производствах, где выполнялось фрезерование, сверление и выполнение иных операций. Руководство по эксплуатации фрезерный станок 676п предусматривало и возможность проведения обработки под углом.
 Фрезерный станок 676П
Фрезерный станок 676ПВысокие показатели точности и универсальность в применении
Универсальный фрезерный станок 676п обладает весьма высокой точностью, что и определило его применение в самых различных сферах. Согласно принятым нормам модель имеет класс точности П. Универсальность оборудования характеризуется тем, что при его применении можно проводить долбежные операции. Запчасти для фрезерного станка, в том числе долбежную головку, можно приобрести отдельно.
Технические характеристики
Рассматривая фрезерный станок 676п технические характеристики следует отметить нижеприведенные моменты:
- Универсальный фрезерный станок 676п имеет 16 скоростей шпинделя.
- Горизонтальный шпиндель станка 676п может иметь частоты вращения в пределе от 50 до 1630 об/мин. Вертикальный шпиндель имеет данный показатель в пределе от 63 до 2040 об/мин.
- Технические характеристики также указывают, что число подач составляет 16. Оператор может выбирать значение подачи из предела 13-395 мм/мин.
- Технический паспорт фрезерного станка 676п указывает на то, что мощность электрического двигателя составляет 3 кВт.
- Габариты углового горизонтального стала: 800 х 250 мм; поверхности вертикального стала 630 х 250 мм; размеры всего станка: 1200 х 1240 х 1780 мм.
- Рассматривая технический паспорт станка 676п можно отметить, что шпиндель может поворачиваться на угол до 900.
Приведенные параметры определяют то, что фрезерование может проходить путем применения фиксированных значения скорости и подачи. Особенности шпинделя позволяют проводить установку самых различных фрез и некоторых других режущих инструментов.

- Внешний вид станка 676П

- Внешний вид станка 676П
Руководство по эксплуатации
Скачать паспорт (руководство по эксплуатации) станка 676П
Сегодня найти запчасти для фрезерного станка 676п достаточно сложно, так как его технические характеристики несколько уступают параметрам современных моделей станков фрезеровального типа. Однако еще совсем недавно рассматриваемое оборудование устанавливалось во многих цехах, где проводилось мелкосерийное и единичное производство. Руководство по эксплуатации предусматривает установку дополнительной оснастки, к примеру, для выполнения долбежных операций. Этим и обуславливается универсальность оборудования.
Другие особенности модели заключатся в возможности поворота шпиндельной головки на определенный градус в установленном пределе. Инструкция по эксплуатации предусматривает использование нескольких маховиков ручного перемещения для подвода стола к режущему инструменты и поворот шпиндельной бабки.
Основные элементы конструкции

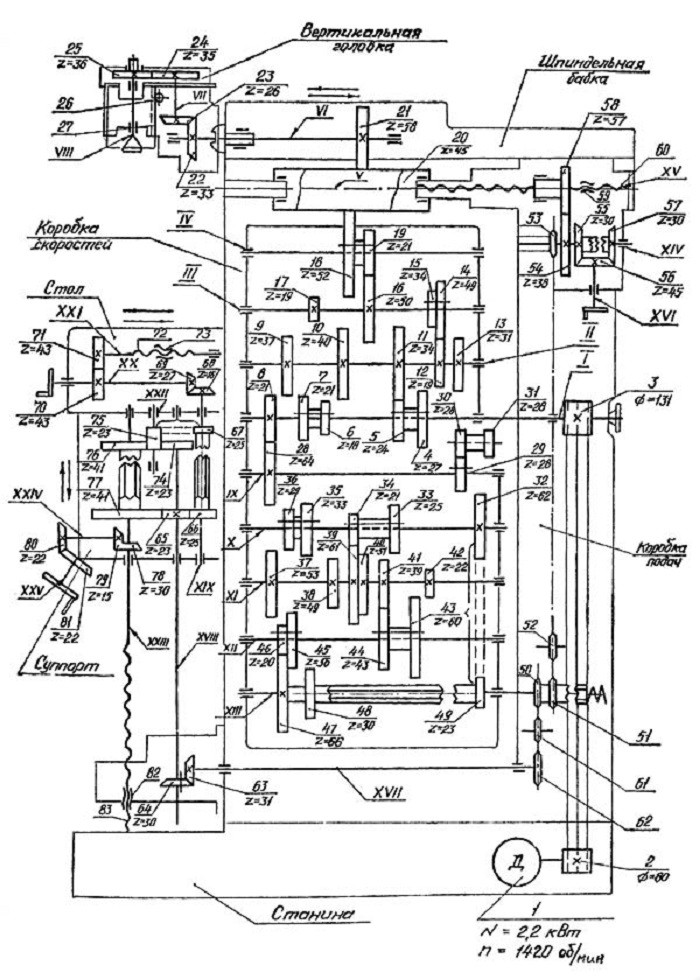
Кинематическая схема станка 676П
Конструкция 676п универсального фрезерного станка представлена следующими основными элементами:
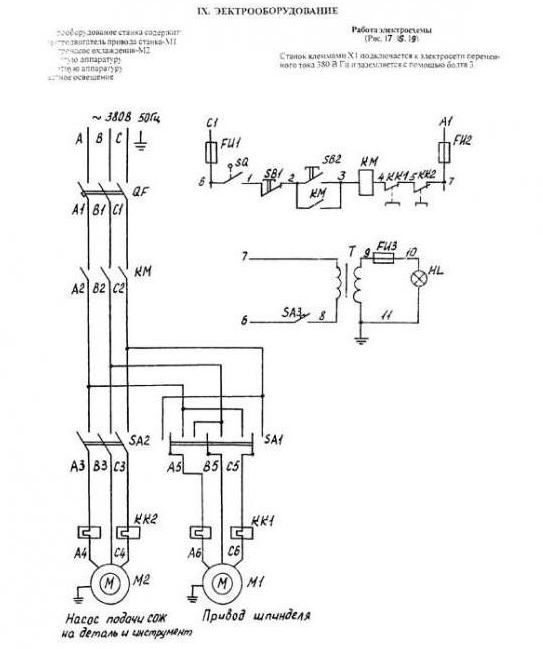
- Выключатель сети и электронасоса. Электрическая схема предусматривает полное обесточивание при необходимости. В данном случае электросхема выполнена в классическом стиле, когда управление всем питанием проходит через кнопки «пуск» и «стоп».
- Управление представлено маховиками, которые используются для управления столом, шпинделем и бабкой.
- Паспорт определяет присутствие довольно большого количества рукояток, которые отвечают за управление основными элементами во время проведения обработки деталей.
- Основная часть конструкции представлена вертикальной станиной, по сторонам которой расположены органы управления. В верхней части расположена бабка с коробкой скоростей и подачи шпинделя, с фронтальной части имеется стол с несколькими органами управления и механизмом подачи. Конструкция имеет основание, которое при необходимости можно жестко фиксировать при помощи болтов.

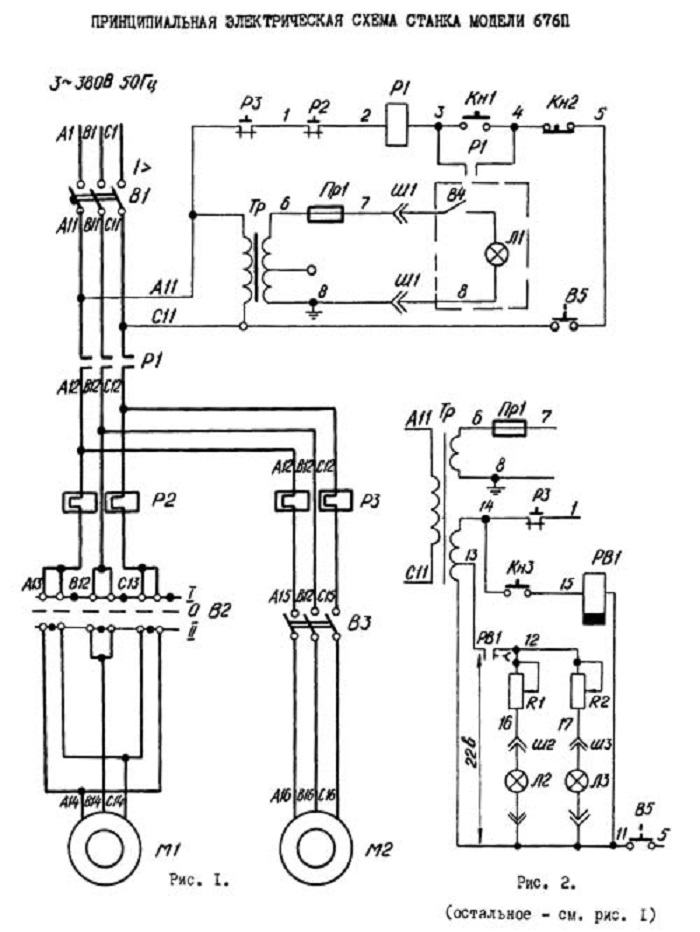
Электрическая схема станка 676П
В целом можно сказать, что конструкция данной модели несущественно отличается от конструкции многих других моделей вертикально-фрезерной группы. Ключевая особенность 676п заключается в возможности поворота шпинделя.
Коробка скоростей

Коробка скоростей станка 676П
Рассматривая особенности фрезерного станка следует уделить внимание и на коробку скоростей шпинделя:
- Представлена конструкция шестернями, которые изготавливаются из высокопрочной стали. Паспорт фрезерного станка 676п определяет возможность проведения ремонтных и обслуживающих работ путем открытия корпуса и демонтажа коробки скоростей. Корпус крепится к боковой стороне.
- На момент переключения перед есть вероятность совпадения зубьев и зацепления шестерен, когда диски не могут сводится. Паспорт содержит информацию по рекомендациям применения, где запрещается проводить переключение передач на момент работы фрезерного станка 676п под нагрузкой. Подобное действие может стать причиной поломки шестерен.
Описание данного фрезерного станка 676п также определяет то, что управление скоростями происходит путем переключения положения соответствующей рукоятки.
Коробка подач

Коробка подач станка 676П
Для ускоренного перемещения установили коробку подач. Рекомендацией по использованию данной функции можно назвать установку крестовой рукоятки в нейтральное положение. Это позволяет исключить вероятность возникновения довольно большого количества проблем с шестернями.
Существенно продлевает срок эксплуатации конструкции поршневой насос. Предназначен (назначение) его заключается в подаче смазывающей жидкости, которая способствует снижению силы трения. Конструкция поршня выполняет возвратно-поступательное движение, за счет которого происходит всасывания смазывающей жидкости и ее подача в область трения. Для контроля степени смазывания у фрезерного станка 676п есть прозрачный глазок, через который и проводится наблюдение за процессом образования масляного тумана в зоне трения шестерен.
Шпиндельная бабка

Шпиндельная бабка 676П
Данный элемент конструкции также представлен отдельным корпусом, в котором находятся шестерни. Конструкция может перемещаться по установленным направляющим, что представляет собой поперечную подачу. Расшифровка названия станка определяет то, что он относится к вертикально-фрезерной группе за счет вертикального расположения самого шпинделя. Зажим инструмента осуществляется при помощи специального шомпола. В качестве ограничителя устанавливаются промежуточные упоры. Особенности конструкции позволяют проводить координатно-расточные работы. Для этого были установлены индикатородержатель и плиткодержатель, которые необходимы для фиксации мерной плитки.
В заключение отметим, что фрезерный станок 676п подходит для выполнения мелкосерийный работ по обработке металла путем фрезерования или выполнения иной операции. Модель сконструирована так, что есть возможность провести установку дополнительного оборудования. Примером назовем переходные втулки, поворотные тески, оправки и многой другой оснастки. Максимальный ход долбяка составляет 80 метров, вес устанавливаемой головки 30 кг. Современными аналогами модели можно назвать станки TOS Olomuc, производство которых налажено в Чехии.
Широкоуниверсальный фрезерный станок 676П: технические характеристики
Содержание статьи:
Широкоуниверсальный фрезерный станок модели 676П был разработан специалистами Иркутского станкостроительного завода. Первая модель появилась еще в 1975 г. Несмотря на столь долгий срок эксплуатации, оборудование этого класса до сих пор используется в производственных цехах и для комплектации специализированных ремонтных мастерских.
Конструкция и описание компонентов станка
Внешний вид
Все фрезерные станки этого класса предназначены для обработки металлических изделий по внутренней, наружной или фасонной поверхности. С их помощью можно формировать канавки различной конфигурации, шлицы на валах, изготавливаются зубья для шестерен. Благодаря своей универсальной конструкции, характеристикам и многофункциональности станок успешно справляется с возложенными на него функциями.
Станок характеризуется продуманной компоновкой элементов. На чугунной основе установлена станина, на которой закреплены шпиндели, силовая установка, коробка передач и рабочий стол. На последнем есть монтажные пазы для фиксации деталей. В нижней части оборудования установлена выемка для сбора стружки. Дополнительно есть системы подачи СОЖ и охлаждающей жидкости.
Конструктивные особенности и характеристики широкоуниверсальных станков серии 676П:
- наличие двух шпиндельных головок для установки фрез. Одна из них имеет горизонтальное расположение, а вторая поворотно-вертикальное. Это дает возможность обрабатывать детали сложной конфигурации;
- разнообразие режимов работы. В первую очередь это относится к количеству оборотов шпинделей и подач. Для обработки конкретной заготовки можно выбрать оптимальный режим;
- наличие маховика с вертикальным перемещением. Он положительным образом сказывается на эргономике оборудования, а также повышает его технологические возможности.
Дополнительно предусмотрена возможность установки компонентов, не входящих в стандартную комплектацию. Таким образом, увеличивается перечень выполняемых операций, уменьшается время обработки одной заготовки.
Самым распространенным дополнением универсально-фрезеровального станка СФ-676 является долбежная головка. Так как оборудование достаточно устойчиво и на его корпусе практически не возникают вибрации — можно выполнять долбление детали из твердых сортов стали.
Технические характеристики
Элементы оборудования
Для снижения шума и повышения КПД главный привод имеет короткую кинематическую цепь. Она состоит из 12 верхних и 6 нижних ступеней. Помимо этого, станок характеризуется относительно небольшими габаритами и весом, которые положительным образом сказываются на экономике его месторасположения.
Установка обладает относительно небольшой массой, которая составляет всего 910 кг. При этом размеры оборудования равны 128,2*121,5*178 см, что является своеобразным рекордом для станков этого класса. Такая компоновка дает возможность устанавливать станок СФ-676 в ограниченных по площади помещениях.
- размеры рабочих столов. Вертикального — 25*63 см; углового горизонтального — 25*80 см;
- максимально допустимая масса детали не должна превышать 100 кг;
- расстояние от горизонтального шпинделя до стола может изменяться от 8 до 46 см. Для вертикального этот параметр варьируется от 0 до 38 см;
- характеристики хода. Продольный — 40 см; бабки вертикального шпинделя — 25 см; ход стола — 38 см;
- пределы вращения шпиндельных головок. Горизонтальной — от 50 до 1630 об/мин; вертикальной — от 63 до 2040 об/мин;
- шпиндель имеет 16 скоростей. В универсально-фрезерном станке 676П количество подач такое же;
- шпиндельная бабка имеет ускоренный ход 0,9 м/мин;
- вертикальная шпиндельная головка может поворачиваться на ±90°.
Главный привод в модели СФ-676 осуществляется за счет работы электродвигателя, мощность которого составляет 2,2 кВт. Дополнительно в конструкции есть силовой агрегат, с помощью которого происходит прокачка жидкости по системе охлаждения. Ее производительность равна 22 л/мин при удельной мощности 0,12 кВт.
Для фиксации обрабатываемых деталей на поверхности горизонтального рабочего стола расположены 5 т-образных пазов. На других плоскостях подобные элементы отсутствуют, что нужно учесть при выборе режима.
Эксплуатационные качества
Электрическая схема станка
От правильности эксплуатации универсального фрезерного станка зависит не только качество обработки, но и безремонтный срок его работы. Поэтому особое внимание нужно уделить соблюдению правил, которые подробно изложены в техническом паспорте.
Так как оборудование обладает относительно небольшим весом – нет нужды обустраивать особый вид платформы для установки. Но для уменьшения вибраций рекомендуется установить специальные регулирующие опорные винты.
Дополнительно следует учитывать такие особенности эксплуатации широкоуниверсального станка:
- персонал может приступать к работе только после прохождения инструктажа по технике безопасности и детального ознакомления с характеристиками оборудования;
- после долгого периода простоя необходимо проверить качество его узлов, сделать смазку компонентов;
- первый запуск осуществляется без установки заготовки, проверяется правильность работы станка на всех режимах.
В видеоматериале показан пример восстановления работоспособности универсально-фрезерного станка 676П:
описание, технические характеристики. Фрезы по металлу для фрезерного станка
Фрезерный станок 676 представляет собой универсальное оборудование, используемое для фрезерной обработки различных деталей. Агрегат может работать со шпоночными, концевыми, дисковыми и другими типами фрез. Конфигурация станка дает возможность фрезеровать заготовки по горизонтали и вертикали, что существенно расширяет возможности агрегата.

Описание
Многофункциональный фрезерный станок 676 может комплектоваться поворотно-вертикальным шпинделем или его горизонтальным аналогом. Первый вариант позволяет обрабатывать детали при помощи торцовых и шпоночных фрез, а во втором случае используются фасонные фрезы, а также дисковые и цилиндрические аналоги.
Главным отличием рассматриваемого оборудования от аналогичных станков является наличие второй головки шпинделя, которая регулируется в перпендикулярных плоскостях. Рассматриваемый агрегат может задействовать в работе одновременно оба шпинделя. Кроме фрезерования, оборудование рассчитано на проведение сверления, зенкерования и растачивания.
В промышленной сфере универсальный фрезерный станок 676 используется для выполнения ряда операций, а именно:
- Проведения обработки внутренних и наружных поверхностей, в том числе и вращательных тел, способом обточки.
- Нарезания уступов и пазов.
- Обточки шлицев на валах.
- Формирования конфигурации зубчатых колес.
Особенности
Фрезерный станок 676 причисляется к категории высокоточных фрезеров (класса Н). Максимальная точность обработки достигается, если во время работы рядом с агрегатом отсутствуют источники вибрации, температура окружающего воздуха находится в пределах 20 °C, влажность – около 65%.
Рассматриваемое оборудование используется в единичном и мелкосерийном производстве, преимущественно на машиностроительных предприятиях и инструментальных комбинатах. На популярность фрезерного станка 676 влияет ряд преимуществ по сравнению с конкурентами:
- Остов оборудования выполнен из чугуна, имеет большую массу, обеспечивающую надежную устойчивость без возникновения вибраций, что гарантирует высокоточную обработку.
- Универсальность оборудования позволяет работать с малоразмерными заготовками и деталями длиной до 0,8 м при ширине – 0,25 м.
- Агрегат может комплектоваться долбежным наконечником, с возможностью выполнения соответствующих операций.
- Относительно небольшие габариты станка дают возможность его размещения даже в обычном гараже.
- Многоуровневый спектр вращения шпиндельных головок способствует оптимальному подбору режимов отделки металлов, в зависимости от их твердости.
Ниже представлены технические параметры рассматриваемого оборудования:
- Размер горизонтального/вертикального рабочего стола – 250*800/250*630 мм.
- Предельная масса устанавливаемой для обработки заготовки – 100 кг.
- Осевое расстояние от шпинделя до стола – 80-450 мм.
- Вынос шпинделя – 125-375 мм.
- Ход шпиндельной бабки по осям X/Y (максимальный) – 300/380 мм.
- Оборотистость шпинделя (горизонталь/вертикаль) – 1630/2040 оборотов в минуту.
- Число скоростей – 16 штук.
- Габаритные размеры – 1200/1240/1005 мм.
- Масса – 1000 кг.
- Мощность электропривода – 3 кВт.

Кроме того, универсальный фрезерный станок 676 оснащается вспомогательной системой подачи СОЖ с мотором, от которого активируется электронасос производительностью 23 литра в минуту.
Отличия между моделями 676П и СФ-676
Модификация 676П от СФ-676 отличается незначительно:
- Имеет расстояние по оси от стола к шпинделю на 10 мм меньше.
- Перемещение бабки шпинделя по вертикали составляет 250 мм.
- Показатель мощности основного электропривода – 2,2 кВт.
- Масса – 910 кг.
- Габариты – 1260/1210/1780 мм.
Широкоуниверсальный фрезерный станок 676П относится к устаревшим модификациям, и сейчас не выпускается. Приобрести его можно только на вторичном рынке.

Устройство
Станина станка 676 изготовлена из чугуна, служит несущим основанием с закрепленными на нем основными конструктивными элементами. На левой стороне станины установлен блок скоростей и короб подачи. На верхней поверхности остова перемещается бабка с установленным горизонтальным шпинделем. На этом элементе, при необходимости, устанавливается вертикальное шпинделное устройство.
Суппорт смонтирован на вертикальных направляющих, стол – на горизонтальных элементах. Станок оборудован основным горизонтальным столом и дополнительным вертикальным аналогом. На основном верстаке фиксируются заготовки размером до 800 мм по длине и 250 мм по ширине.
Электропривод агрегата находится в нижней части остова, размещен на опоре в виде плиты, внутри которой предусмотрена емкость для охлаждающей жидкости. Все электрическая начинка станка расположена под крышкой станины в верхней части. Такая конструкция не затрудняет доступ к узлам для ремонта или обслуживания.
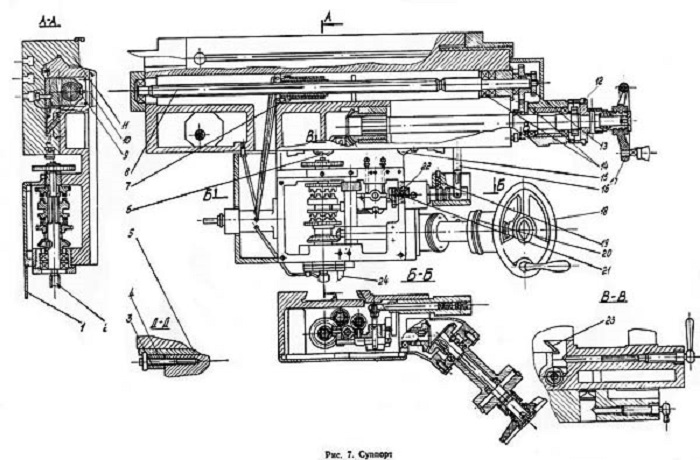
Главными функциональными деталями фрезерного станка является суппорт и шпиндельная головка. Предназначение суппорта – удержание и перемещение рабочего стола в поперечно-продольной плоскости. В действие элемент приводится при помощи ходового вала, передающего крутящий момент от силового агрегата к подающей коробке.
Шпиндельная бабка агрегирует с коробкой подач через барабанные шестеренки, сам шпиндель смонтирован на радиальных и шариковых подшипниках. Точность его перемещения обеспечивает индикаторный держатель.

Техническое обслуживание
Широкоуниверсальный станок СФ-676 требует регулярного техобслуживания. Необходимо:
- Проводить через 10 часов работы смазку специальным машинным маслом направляющих и ходовых винтов.
- Покрывать машинной смазкой линейные подшипники каждые 40 часов.
- Через 400 отработанных часов осматривать и регулировать ремни в подающей коробке, а также подтягивать винтовые узлы.
Перед первым рабочим пуском станка необходимо проверить надежность фиксации предохранительных кожухов, очистить рабочий стол от жидкостей и смазочных материалов, включить агрегат и проверить его работу на холостых оборотах.
Проверка работоспособности
Этот процесс начинают с прогонки оборудования на минимальной скорости, постепенно увеличивая ее до максимального показателя. На основной рабочей передачи вращения станок должен проработать не менее двух часов, при этом шпиндельные опоры не могут подвергаться нагреву свыше 50 градусов.

После проверки агрегата на холостых оборотах, он подвергается нагрузке. Фрезер должен проработать на предельном режущем усилии в режиме кратковременной 25-процентной перегрузке. При нормальной работе в таком режиме не наблюдается появление вибраций и сохраняется высокая точность обработки.
Фрезы по металлу для фрезерного станка
Многообразие конфигураций фрез позволяет выполнить выборку материала на самых труднодоступных участках, благодаря чему деталь принимает требуемые размеры и очертания.
Фрезы классифицируются по расположению резцов, типу конструкции, направлению, форме зубьев, способу крепления и материалу режущего инструмента.
Модификации:
- Дисковые фрезы используются для обрезки заготовок, выборке пазов, металла, снятия фасок. Режущая часть таких элементов может размещаться с одной или с двух сторон.
- Торцовые фрезы работают с плоскими заготовками ступенчатого типа. Рабочей частью инструмента является торец, ось его вращения перпендикулярна поверхности заготовки.
- Цилиндрическая фреза по металлу для фрезерного станка может быть с винтовыми или прямыми зубцами. Первый вариант позволяет обрабатывать плавно заготовку, а вторая конфигурация – отделывать узкие плоскости, поэтому такой инструмент относится к универсальной категории.
- Угловые варианты. Такие фрезы используются для обработки наклонных поверхностей, имеют коническую конфигурацию. Различают одно и двухугловые модификации, отличающиеся размещением режущей кромки.
- Концевые фрезы предназначаются для создания пазов, контурных выемок, уступов и обработки взаимно перпендикулярных частей.

Также существуют фасонные, червячные и кольцевые фрезы. Они служат для обработки фасонных поверхностей и заготовок неординарных конфигураций и еще больше расширяют возможности станка 676.
Универсально фрезерный станок 676п – Морской флот
Широкоуниверсальный 676п фрезерный станок некогда был востребован на многих производствах, где выполнялось фрезерование, сверление и выполнение иных операций. Руководство по эксплуатации фрезерный станок 676п предусматривало и возможность проведения обработки под углом.
Высокие показатели точности и универсальность в применении
Универсальный фрезерный станок 676п обладает весьма высокой точностью, что и определило его применение в самых различных сферах. Согласно принятым нормам модель имеет класс точности П. Универсальность оборудования характеризуется тем, что при его применении можно проводить долбежные операции. Запчасти для фрезерного станка, в том числе долбежную головку, можно приобрести отдельно.
Технические характеристики
Рассматривая фрезерный станок 676п технические характеристики следует отметить нижеприведенные моменты:
- Универсальный фрезерный станок 676п имеет 16 скоростей шпинделя.
- Горизонтальный шпиндель станка 676п может иметь частоты вращения в пределе от 50 до 1630 об/мин. Вертикальный шпиндель имеет данный показатель в пределе от 63 до 2040 об/мин.
- Технические характеристики также указывают, что число подач составляет 16. Оператор может выбирать значение подачи из предела 13-395 мм/мин.
- Технический паспорт фрезерного станка 676п указывает на то, что мощность электрического двигателя составляет 3 кВт.
- Габариты углового горизонтального стала: 800 х 250 мм; поверхности вертикального стала 630 х 250 мм; размеры всего станка: 1200 х 1240 х 1780 мм.
- Рассматривая технический паспорт станка 676п можно отметить, что шпиндель может поворачиваться на угол до 90 0 .
Приведенные параметры определяют то, что фрезерование может проходить путем применения фиксированных значения скорости и подачи. Особенности шпинделя позволяют проводить установку самых различных фрез и некоторых других режущих инструментов.
Руководство по эксплуатации
Скачать паспорт (руководство по эксплуатации) станка 676П
Сегодня найти запчасти для фрезерного станка 676п достаточно сложно, так как его технические характеристики несколько уступают параметрам современных моделей станков фрезеровального типа. Однако еще совсем недавно рассматриваемое оборудование устанавливалось во многих цехах, где проводилось мелкосерийное и единичное производство. Руководство по эксплуатации предусматривает установку дополнительной оснастки, к примеру, для выполнения долбежных операций. Этим и обуславливается универсальность оборудования.
Другие особенности модели заключатся в возможности поворота шпиндельной головки на определенный градус в установленном пределе. Инструкция по эксплуатации предусматривает использование нескольких маховиков ручного перемещения для подвода стола к режущему инструменты и поворот шпиндельной бабки.
Основные элементы конструкции
Кинематическая схема станка 676П
Конструкция 676п универсального фрезерного станка представлена следующими основными элементами:
- Выключатель сети и электронасоса. Электрическая схема предусматривает полное обесточивание при необходимости. В данном случае электросхема выполнена в классическом стиле, когда управление всем питанием проходит через кнопки «пуск» и «стоп».
- Управление представлено маховиками, которые используются для управления столом, шпинделем и бабкой.
- Паспорт определяет присутствие довольно большого количества рукояток, которые отвечают за управление основными элементами во время проведения обработки деталей.
- Основная часть конструкции представлена вертикальной станиной, по сторонам которой расположены органы управления. В верхней части расположена бабка с коробкой скоростей и подачи шпинделя, с фронтальной части имеется стол с несколькими органами управления и механизмом подачи. Конструкция имеет основание, которое при необходимости можно жестко фиксировать при помощи болтов.
Электрическая схема станка 676П
В целом можно сказать, что конструкция данной модели несущественно отличается от конструкции многих других моделей вертикально-фрезерной группы. Ключевая особенность 676п заключается в возможности поворота шпинделя.
Коробка скоростей
Коробка скоростей станка 676П
Рассматривая особенности фрезерного станка следует уделить внимание и на коробку скоростей шпинделя:
- Представлена конструкция шестернями, которые изготавливаются из высокопрочной стали. Паспорт фрезерного станка 676п определяет возможность проведения ремонтных и обслуживающих работ путем открытия корпуса и демонтажа коробки скоростей. Корпус крепится к боковой стороне.
- На момент переключения перед есть вероятность совпадения зубьев и зацепления шестерен, когда диски не могут сводится. Паспорт содержит информацию по рекомендациям применения, где запрещается проводить переключение передач на момент работы фрезерного станка 676п под нагрузкой. Подобное действие может стать причиной поломки шестерен.
Описание данного фрезерного станка 676п также определяет то, что управление скоростями происходит путем переключения положения соответствующей рукоятки.
Коробка подач
Коробка подач станка 676П
Для ускоренного перемещения установили коробку подач. Рекомендацией по использованию данной функции можно назвать установку крестовой рукоятки в нейтральное положение. Это позволяет исключить вероятность возникновения довольно большого количества проблем с шестернями.
Существенно продлевает срок эксплуатации конструкции поршневой насос. Предназначен (назначение) его заключается в подаче смазывающей жидкости, которая способствует снижению силы трения. Конструкция поршня выполняет возвратно-поступательное движение, за счет которого происходит всасывания смазывающей жидкости и ее подача в область трения. Для контроля степени смазывания у фрезерного станка 676п есть прозрачный глазок, через который и проводится наблюдение за процессом образования масляного тумана в зоне трения шестерен.
Шпиндельная бабка
Шпиндельная бабка 676П
Данный элемент конструкции также представлен отдельным корпусом, в котором находятся шестерни. Конструкция может перемещаться по установленным направляющим, что представляет собой поперечную подачу. Расшифровка названия станка определяет то, что он относится к вертикально-фрезерной группе за счет вертикального расположения самого шпинделя. Зажим инструмента осуществляется при помощи специального шомпола. В качестве ограничителя устанавливаются промежуточные упоры. Особенности конструкции позволяют проводить координатно-расточные работы. Для этого были установлены индикатородержатель и плиткодержатель, которые необходимы для фиксации мерной плитки.
В заключение отметим, что фрезерный станок 676п подходит для выполнения мелкосерийный работ по обработке металла путем фрезерования или выполнения иной операции. Модель сконструирована так, что есть возможность провести установку дополнительного оборудования. Примером назовем переходные втулки, поворотные тески, оправки и многой другой оснастки. Максимальный ход долбяка составляет 80 метров, вес устанавливаемой головки 30 кг. Современными аналогами модели можно назвать станки TOS Olomuc, производство которых налажено в Чехии.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
676-ая серия фрезерных станков, крайне востребованная во времена СССР, не потеряла своей популярности и сегодня. В эксплуатации широко распространено как оборудование производства 70-80 годов, так и современные модификации данных моделей.

Фрезер 676Ф на советском чертеже
В данной статье мы рассмотрим универсальный фрезерный станок СФ-676, изучим его компоновку и принцип действия, а также уделим внимание аналогу данной модели — фрезеру 676П, и выясним чем они отличаются друг от друга.
1 Назначение и сфера использования СФ-676
Широкоуниверсальный фрезер СФ-676 может комплектоваться шпинделями двух типов — поворотно-вертикальным, для работы с торцовыми, шпоночными фрезами, и горизонтальным, при использовании которого на станок можно устанавливать фрезы фасонного, дискового и цилиндрического типа.
Именно наличие второй шпиндельной головки, регулируемой в перпендикулярных плоскостях, отличается широкоуниверсальные фрезеры об обычных станков. СФ-676 может работать задействуя одновременно два шпинделя, при этом агрегат помимо фрезерования выполняет такие операции как сверление, зенкерование и растачивание.
В промышленной практике СФ-676 широко используется для выполнения следующих операций:
- обработки наружных, внутренних поверхностей и тел вращения методом обточки;
- нарезка пазов и уступов;
- обточка шлицев на валах;
- формирование зубчатых колес.
Агрегаты 676-ой серии относятся к классу фрезеров высокой точности (Н). Наибольшая точность обработки достигается при отсутствии рядом с техникой источников вибрации, при температуре окружающей среды 20 градусов и влажности в районе 65%.

СФ-676 и 676П востребованы как в единичном, т
Фрезерный станок 676: технические характеристики, паспорт
Фрезерный станок с широкими возможностями СФ-676 предназначен для обработки деталей горизонтальным и вертикальным шпинделем с применением самых разных типов фрез. Основное преимущество данного оборудования – возможность вертикальной и горизонтальной обработки детали.

Для чего предназначен универсально-фрезерный СФ-676?
Данное оборудование относится к многофункциональным и комплектуется вертикальным и горизонтальным шпинделем. При обработке вертикальным шпинделем используются фрезы торцевого и шпоночного типов, а при обработке горизонтальным шпинделем – фасонные, дисковые и цилиндрические аналоги.
В итоге оборудование, благодаря особенностям конструкции выполняет следующие функции:
- обработка внутренних и наружных поверхностей, методом обточки;
- нарезка уступов и пазов;
- обточка шлицев на валах;
- формирование конфигурации зубчатых колес.
Помимо стандартных фрезерных операций станок рассчитан на зенкование, сверление, растачивание. Используется станок СФ-676 в единичном и мелкосерийном производстве.
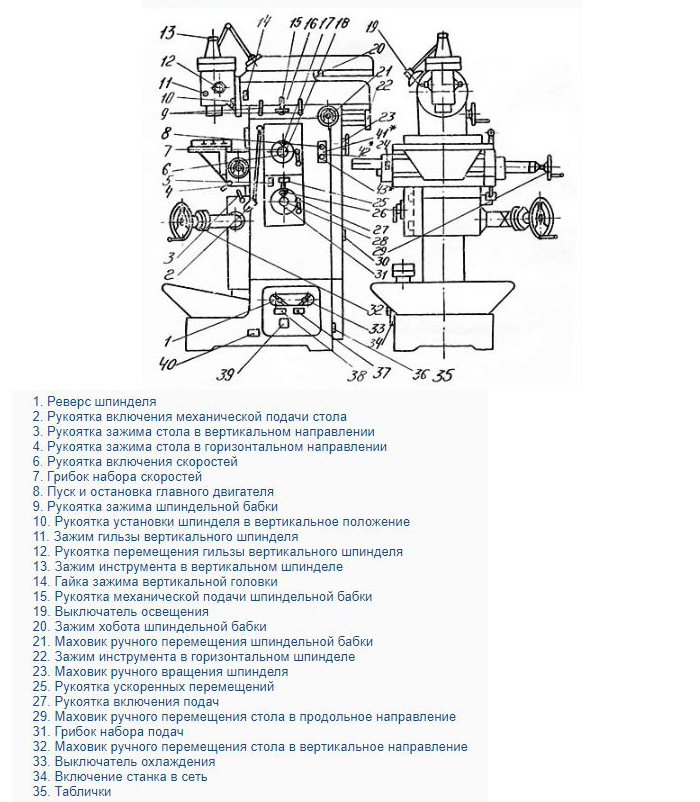
Общий вид, органы управления
Станок СФ-676 относится к нормальному классу по точности обработки. Валы, расположенные в обоих плоскостях, находятся в шпиндельной бабке и между собой соединены зубчатой передачей. Направляющие расположены горизонтально, а поверх них расположена диаметральная подача шпиндельной бабки, которая производит поперечное движение.
Скоростной механизм снабжен 16 режимами, которые сообщаются обоим валам. Согласно паспорту к крайней грани бабки легко прикрепить вал вертикального типа. Оборудование снабжено двумя рабочими столами. Основные органы управления станком:
- ручка для зажимания стола в различных положениях: по вертикали и по горизонтали;
- реверс бабки шпинделя;
- ручка для включения скоростей;
- ручка для набора скоростей;
- маховик для управления перемещением шпинделя вручную;
- рукоятка механики шпиндельной бабки;
- кнопка включения-выключения местного освещения;
- пуск и стоп для основного двигателя;
- движение стола по вертикали в ручном режиме.
В основании оборудования расположен электронасос, который осуществляет привод жидкости для охлаждения, а также является емкостью для охлаждающей жидкости.
Особенности конструкции
Станок признан широкоуниверсальным благодаря наличию двух шпинделей – горизонтального и вертикального, а также большого количества различных принадлежностей к станку. Основание станка выполнено из чугуна и обеспечивает устойчивость оборудования с поглощением возникающих вибраций. Особенности конструкции позволяют работать как с мелкими заготовками, так и с деталями длиной до 80 см. При этом станок отличается небольшими габаритами и его можно установить в небольшом цеху.
Коробка скоростей шпинделя
Механизм перевода скоростей базируется спереди основания коробки. При максимально вертикальном положении ручки происходит разведение дисков, имеющих отверстия. Если диски нужно свести в обратное положение – ручку опускают вниз.
Коробка подач
Для сохранения траектории движения шестерен используется главная шестерня, которая задействуется при включенном реверсе коробки скоростей. При этом масло подается совсем маленькими порциями.
Суппорт
Корпусная основа суппорта является механизмом по типу «ласточкин хвост». Он отвечает за движение основной рабочей зоны в двух направлениях. Вертикальное продвижение производится благодаря направляющим, которые имеются на станине. Продольное перемещение осуществляется за счет горизонтальных направляющих. Управление происходит за счет ходового вала, а последний получает движение от коробки передач.
Шпиндельная бабка
Механизм бабки шпинделя снабжен шомполом. Благодаря ему зажимается весь инструментарий станка. Для установки величины автоматического движения шпиндельной бабки существуют промежуточные опоры.
Вертикальная головка
Вертикальная головка вмонтирована в хоботную планшайбу. Конструкция имеет способность поворачиваться на 90° от вертикальной оси. Оператор может установить нулевой угол поворота при необходимости. В таком случае головку нужно зафиксировать двумя штифтами с использованием болтов с внутренними шестигранниками. Шлицы передают вращательное движение хвостовой части шпинделя, а двухрядный и роликовый подшипники служат опорой для вертикального шпинделя.
Угловой горизонтальный стол
Эта конструкция отлита из чугуна и прикреплена болтами к основной рабочей поверхности. Для прикрепления имеются Т-образные пазы – 3 штуки.
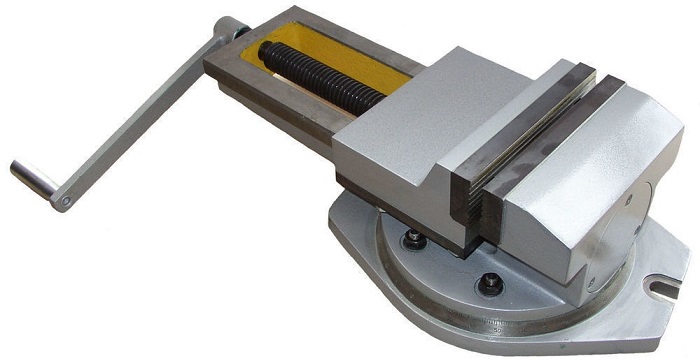
Тиски
Могут вращаться вокруг своей оси. Являются неотъемлемой конструкцией станка и могут быть дополнительно смонтированы на обоих столах, что значительно облегчает работу.
Долбежная головка
Долбежная головка вмонтирована в состав специального круглого корпуса. Сюда же входит специальный хобот, который вмонтирован в долбежную и вертикальную головки.
Технические характеристики
Особенности конструкции влияют на основные технические характеристики оборудования:
- показатели вращения горизонтального шпинделя – 50–1630 об/мин;
- параметры движения вертикального шпинделя – 63–2040 об/мин;
- скоростей шпинделя – 16;
- максимальное продвижение вертикального шпинделя по оси – 8 см;
- расстояние от оси горизонтального шпинделя до рабочей поверхности – 8–46 см;
- от торца вертикального шпинделя до рабочей горизонтальной поверхности – 0–38 см;
- максимальный ход стола вдоль – 45 см;
- по вертикали – 38 см.
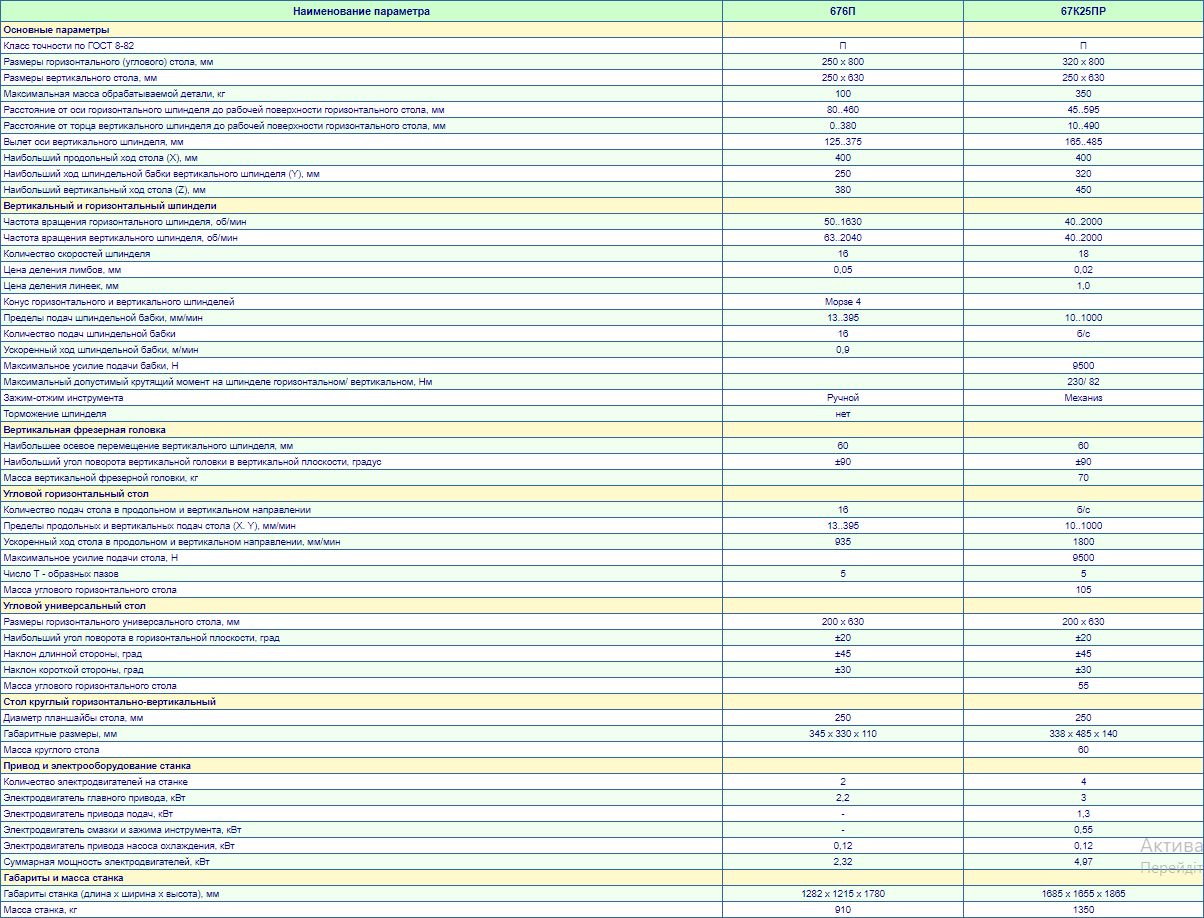
1 деление лимба равно 0.05 мм. Масса станка чуть больше тонны (1050 кг).
Кинематическая схема
Принципиальная электрическая схема
Руководство по эксплуатации
В руководстве по эксплуатации станка помимо общих рекомендаций указаны индивидуальные особенности обслуживания данного оборудования. К ним относятся:
- необходимость каждые 10 часов работы смазывать направляющие и ходовые винты;
- раз в 40 часов покрывать машинной смазкой линейные подшипники;
- раз в 400 часов проводить профилактический осмотр, регулировать ремни в коробке подач, а также заменять их при необходимости.
Также следует регулярно осматривать и подтягивать все винты на оборудовании. При износе основных узлов они подлежат замене. Перед первым запуском станка в работу следует проверить надежность всех кожухов и защитных конструкций, очистить стол от смазочных материалов и жидкостей и проверить работу станка на холостом ходу.
Паспорт
Паспорт станка содержит сведения, которые нужны как обслуживающему персоналу, так и непосредственно работнику, связанному с этим оборудованием. В паспорте указаны все схемы, подробное описание основных и дополнительных узлов станка, а также правила эксплуатации, подготовка к первоначальному пуску и основные технические характеристики. Также в паспорте подробно описаны правила смазки всех узлов оборудования и указаны нюансы обслуживания самой смазочной системы.
Паспорт фрезерного станка можно бесплатно скачать по ссылке – Паспорт широкоуниверсального станка 676П.
Особенности модификаций
На основе данного оборудования были произведены несколько модификаций, которые имели свои особенности и технические характеристики.
676П
Основное отличие данной конструкции от станка СФ 676 – класс точности. По техническим характеристикам отличия незначительны:
- показатели мощности главного электропривода – 2,2 кВт;
- масса – 910 кг;
- расстояние от стола к шпинделю меньше на 1 см.
На данный момент это оборудование можно приобрести только лишь на вторичном рынке.
40AT5
Эта модификация станка снабжена конусом 7:24-40. Все остальные технические характеристики схожи.
КМ4
Еще одна модификация станка, но уже с другим конусом – КМ4.
КМ4-Ф2
Конус у данной конструкции так же, как и в прошлом варианте – КМ4. Дополнительно станок снабжен УЦИ на 2 координаты.
40ATS-Ф2
Модификация снабжена УЦИ на 2 координаты и снабжена конусом 7:24-40.
40Aats Ф3
Эта модификация уже на 3 координаты. Конус на ней также 7:24-40.
КМ-4Ф3
Станок снабжен УЦИ на 3 координаты с конусом КМ-4.
Л
Это облегченная вариация основного агрегата СФ676, которая используется для установки в небольшие или передвижные мастерские.
Аналоги
Аналогичное оборудование производят не только в нашей стране, но и зарубежном. Есть небольшие различия в технических характеристиках, но в основном это полностью аналогичное оборудование:
- X8132 – консольно-фрезерный станок отлично зарекомендовал себя на предприятиях машиностроительной и приборостроительной промышленности, производится в Тайвани;
- ОММ64S, ОММ67S – производство «Микрон» г. Одесса;
- ВМ 130 – отечественный аналог, произведенный Воткинским машиностроительным заводом.
Также аналогичные агрегаты производятся на Дмитровском заводе фрезерных станков.
Отзывы
Станок пользуется популярностью, как для небольших производств, так и для использования в частных мастерских. По отзывам его основными преимуществами являются:
- понятное и удобное управление основными функциями станка;
- наличие дополнительной головки шпинделя на выдвигающемся хоботе;
- качественная станина из чугуна эффективно поглощает все виды вибрации.
По словам опытных операторов, на данном оборудовании есть возможность подобрать оптимальные системы нарезания, поскольку расширен масштаб циркуляции горизонтального и вертикального шпинделей. Широкоуниверсальный фрезерный станок СФ-676 с успехом используется в условиях единичного и небольшого серийного производства в самых разных отраслях промышленности. Станок используется для обработки деталей из чугуна, стали, а также разных сплавов и цветных металлов. При этом агрегат прост в управлении и отличается надежностью в работе.
Основной вертикальный стол |
|
Рабочая поверхность, мм |
|
длина |
630 |
ширина |
250 |
Наибольший продольный ход стола, мм |
450 |
Наибольший вертикальный ход стола, мм |
380 |
Число Т-образных пазов |
3 |
Расстояние между Т-образными пазами, мм |
80 |
Масса, кг |
72 |
Угловой горизонтальный стол |
|
Рабочая поверхность стола, мм |
|
длина |
800 |
ширина |
250 |
Число Т-образных пазов |
5 |
Ширина Т-образных пазов, мм |
14 |
Расстояние между Т-образными пазами, мм |
50 |
Техническая характеристика электрооборудования |
|
Приводной ремень, тип/кол-во |
А2000Т/3 |
Цепь приводная, тип/кол-во/кол-во звеньев |
ПР-12,7-1820-1/2/78+72 |
Вид климатического исполнения по ГОСТ15150 |
УХЛ-4.1 |
Род тока питающей цепи |
Переменный трехфазный |
Частота тока, Гц |
50 |
Напряжение силовой сети, В |
380 |
Напряжение цепи управления, В |
380 |
Напряжение цепи освещения, В |
24 |
Количество двигателей на станке |
2 |
Двигатель привода |
АИР 100С4У3 |
исполнение |
1 М 1081 |
Мощность, кВт |
3 |
частота вращения, об/мин |
1500 |
Электронасос |
П-0,25.М.10 |
Мощность, кВт |
0,12 |
Производительность, л/мин |
22 |
частота вращения, об/мин |
2800 |
Суммарная мощность всех электродвигателей, кВт |
3,12 |
Номинальный ток станка, А |
7,05 |
Номинальный ток сработки автоматического выключателя, А |
10 |
Марка масла для смазки |
И30А ГОСТ 207799-75 |
Тип насоса |
Поршневой |
Производительность насоса, см³/ход |
6-8 |
Тип смазочной станции |
поршневой |
Смазочная система |
двухконтурная |
Основной заливной объем смазочного материала, л |
4,5 |
Количество точек в питателе |
8 |
Предельные значения уровня шума, дБа |
95 |
Наибольшее усилие резанья, допускаемое//предельное механизмом подач, Кгс |
600 |
Допустимое значение осевой составляющей силы резанья, действующей на вертикальный шпиндель, Кгц |
125 |
Наибольшее усилие на рукоятках органов управления/рукоятках маховиков перемещения по осям/подъем суппорта вверх, Кгц |
4/4/8 |
Станок фрезерный СФ 676 от завода-изготовителя
При разработке конструкции фрезерного станка СФ676 ставилась цель обеспечить выполнение максимального количества фрезерных и подобных им операций, производимых вращающимся режущим инструментом. В результате, с помощью этой модели можно выполнять все виды фрезерования, сверление, растачивание и другие виды обработки отверстий, а при оснащении специальной головкой – долбежные операции.
ОБЛАСТЬ ПРИМЕНЕНИЯ
Использование станка СФ676, как и другого широкоуниверсального оборудования, наиболее эффективно на предприятиях с единичным и мелкосерийным типом производства, в экспериментальных, инструментальных, ремонтных цехах и мастерских.
КОНСТРУКТИВНЫЕ ОСОБЕННОСТИ
Возможность обработки поверхностей самой сложной формы и ориентации достигается за счет придания режущему инструменту и заготовке необходимого взаимного расположения и траектории перемещения в пространстве, которые обеспечиваются агрегатами и механизмами станка.
Для этого он оснащен двумя шпиндельными валами, один из которых (горизонтальный) размещен в бабке, перемещающейся по направляющим в верхней части станины, а второй – в вертикальной фрезерной головке, устанавливаемой на торец бабки. Вертикальный шпиндель имеет возможность перемещения в осевом направлении, а также поворота на угол ±90° в вертикальной плоскости. Кроме этого, позиционирование и перемещение обрабатываемой детали в пространстве осуществляется с помощью механизмов подачи рабочего стола в вертикальном и горизонтальном направлении, а также применением специальной оснастки и приспособлений, обеспечивающих ее установку и закрепление на плоскости стола в заданном положении.
Перемещение режущего инструмента вместе со шпиндельной бабкой и движение рабочего стола может производиться как вручную, так и механизмами подач, приводимыми в действие электродвигателем через коробку передач и ходовые винты.
При работе с режущим инструментом горизонтального вращения используется вал шпиндельной бабки и выполняются операции горизонтального фрезерования. В случае вертикального фрезерования, сверления устанавливается головка с вертикальным шпиндельным валом.
Установка фрез, сверл, и другого инструмента производится напрямую либо через оправки в конические гнезда 7:24 шпиндельных валов с фиксацией с помощью шомпола.
Все механизмы управления движением инструмента и рабочего стола оборудованы устройствами индикации линейных и угловых параметров, позволяющими выполнять настройку на заданные размеры и производить обработку с высокой точностью. Широкий диапазон регулирования частоты вращения инструмента и скоростей подач дает возможность получить наилучшее качество поверхности.
Набор технологических возможностей, дополняемый применением специальной оснастки и приспособлений, наделил фрезерный станок СФ676 достоинствами высокоэффективного многофункционального оборудования. Свои положительные качества и превосходные характеристики он заслужил многолетним опытом работы в металлообрабатывающих производствах всех отраслей машиностроения.
Фото отдельных узлов станка СФ676
Технические характеристики на фрезерный станок СФ 676
| Размеры поверхности углового горизонтального стола, мм: | 800×250 | |
| Размеры поверхности вертикального стола, мм: | 630×250 | |
| Перемещения стола, мм: | продольное | 450 |
| вертикальное | 380 | |
| Расстояния от оси горизонтального шпинделя до плоскости съемного углового стола, MIN/MAX, мм | 80/460 | |
| Максимальное расстояние от торца вертикального шпинделя до плоскости углового съемного стола, мм | 380 | |
| Наибольшее перемещение шпиндельной бабки, мм | 300 | |
| Длина перемещения шпинделя вертикальной головки, мм | 80 | |
| Наибольший угол поворота вертикальной головки, град.: | ±90 | |
| Конус вертикального и горизонтального шпинделей | 40 (КМ4)* | |
| Число скоростей шпинделей | 16 | |
| Пределы частоты вращения шпинделей, об/мин | горизонтального | 50-1630 |
| вертикального | 63-2040 | |
| Число рабочих подач стола и бабки | 16 | |
| Пределы рабочих подач стола и бабки, мм/мин: | 13-395 | |
| Скорость ускоренных перемещений стола и бабки, мм/мин | 935 | |
| Мощность двигателя, кВт: | 3,0 | |
| Габаритные размеры, мм: | 1200x1240x1780 | |
| Масса станка, кг: | 1050 | |
* – шпиндель КМ4 -изготавливается по специальному заказу
Список дополнительной станочной оснастки для СФ676
|
1. |
Делительная головка мод. УДГ с комплектом дополнительных принадлежностей (задняя бабка, гитара для дифференциального деления, люнет, центр упорный, поводок, комплект колес зубчатых -11шт., болты крепежные), (max Ø детали): |
Ø 160 мм |
шт. |
1 |
|
|
Ø 200 мм |
шт. |
1 |
|||
|
Ø 250 мм |
шт. |
1 |
|||
|
Ø 320 мм |
шт. |
1 |
|||
|
2. |
Долбёжная головка станка мод. СФ676 – 7687х001, (ход долбяка): |
80 мм |
шт. |
1 |
|
|
Долбёжная головка станка мод. СФ676 – ГД100, (ход долбяка): |
100 мм |
шт. |
1 |
||
|
3. |
Стол круглый поворотный делительный горизонтальный |
(max Ø стола): |
Ø 160 мм |
шт. |
1 |
|
Ø 200 мм |
шт. |
1 |
|||
|
Ø 250 мм |
шт. |
1 |
|||
|
4. |
Стол поворотный горизонтально-вертикальный |
(max Ø стола): |
Ø 100 мм |
шт. |
1 |
|
Ø 160 мм |
шт. |
1 |
|||
|
Ø 200 мм |
шт. |
1 |
|||
|
Ø 250 мм |
шт. |
1 |
|||
|
5. |
Стол круглый поворотный делительный наклоняемый |
(max Ø стола): |
Ø 160 мм |
шт. |
1 |
|
Ø 200 мм |
шт. |
1 |
|||
|
Ø 250 мм |
шт. |
1 |
|||
|
6. |
Бабка задняя нерегулируемая (для горизонтально-вертикального стола Ø 100 мм) |
Н70 |
шт. |
1 |
|
|
Бабка задняя нерегулируемая (для горизонтально-вертикального стола Ø 400 мм) |
Н260 |
шт. |
1 |
||
|
7. |
Бабка задняя регулируемая (для горизонтально-вертикального стола) |
100-140мм |
шт. |
1 |
|
|
140-180мм |
шт. |
1 |
|||
|
180-224мм |
шт. |
1 |
|||
|
8. |
Тиски станочные поворотные, (ширина губок/ход губок): |
80/65 мм |
шт. |
1 |
|
|
100/80 мм |
шт. |
1 |
|||
|
125/100 мм |
шт. |
1 |
|||
|
160/125 мм |
шт. |
1 |
|||
|
200/160 мм |
шт. |
1 |
|||
|
9. |
Тиски станочный глобусные, (ширина губок/ход губок): |
100/80 мм |
шт. |
1 |
|
|
125/100 мм |
шт. |
1 |
|||
|
125/140 мм |
шт. |
1 |
|||
|
160/125 мм |
шт. |
1 |
|||
|
10. |
Тиски станочные трёхповоротные, (ширина губок/ход губок): |
105/105 мм |
шт. |
1 |
|
|
125/125 мм |
шт. |
1 |
|||
|
11. |
Переходные втулки Конус 40 на конус Морзе – 4 шт. |
Км №1,2,3,4 |
компл |
1 |
|
|
12. |
Расточная головка Конус 40 (с комплектом резцов) |
до Ø 160 мм |
компл |
1 |
|
|
Расточная головка с авто-подачей Конус 40 (с комплектом резцов) |
Ø 5-250 мм |
компл |
1 |
||
|
13. |
Центроискатель индикаторный |
Конус 40 |
шт. |
1 |
|
|
14. |
Цанговый патрон Конус 40 с набором цанг (Ø 3, 4, 5, 6, 7, 8, 9, 10, 11, 12, 13, 16, 18, 20, 25мм) – 18 шт. |
Ø 3-25мм |
компл |
1 |
|
|
Цанговый патрон Конус 40 с набором цанг (Ø4,5,6,7,8,9,10,11,12,13, 14,15,16,17,18,19,20,21,22,23,24,25,26мм) – 23 шт. |
Ø 4-26мм |
компл |
1 |
||
|
15. |
Оправка горизонтальная фрезерная Конус 40, с гайкой и набором колец (для дисковых фрез) |
Ø 16 мм |
шт. |
1 |
|
|
Ø 22 мм |
шт. |
1 |
|||
|
Ø 27 мм |
шт. |
1 |
|||
|
16. |
Резьбонарезной патрон с автоматическим реверсом |
М2 – М7 |
шт. |
1 |
|
|
М5 – М12 |
шт. |
1 |
|||
|
М8 – М20 |
шт. |
1 |
|||
|
17. |
Оправка вертикальная фрезерная Конус 40 (для насадных торцевых фрез) |
Ø 16 мм |
шт. |
1 |
|
|
Ø 22 мм |
шт. |
1 |
|||
|
Ø 27 мм |
шт. |
1 |
|||
|
18. |
Сверлильный патрон самозажимной с переходной оправкой Конус 40 |
Ø 1-13 мм |
шт. |
1 |
|
|
19. |
Стойка под индикатор гибкая с магнитным основанием (с индикатором ИЧ-02) |
L 360мм / 60кг |
шт. |
1 |
|
|
L 350мм / 80кг |
шт. |
1 |
|||
|
WCU1 / 80 кг |
шт. |
1 |
|||
|
WCU2 / 80 кг |
шт. |
1 |
|||
|
Штатив для индикаторных головок с тонкой регулировкой (ГОСТ10197-70) |
L245/235 |
шт. |
1 |
||
|
20. |
Комплект прихватов (для Т-образного паза стола 14мм). Зажимные болты, зажимные сухари, зажимные гайки, удлиняющие гайки, зажимные призмы, зажимные блоки. |
58 предмет. |
компл |
1 |
|
|
50 предмет. |
компл |
1 |
|||
|
21. |
Комплект виброопор к станку СФ676 – 4 шт.(max нагрузка): |
компл |
компл |
1 |
|
Mf5v с Dro
MF5V Универсальный фрезерный станок с Dro
Описание продукта
MF5V Универсальный фрезерный станок с Dro
MF5V: система охлаждающей жидкости, рабочая лампа, электрическая подача по осям X, Y, регулируемая фрезерная головка, тайваньская фрезерная головка, станция поворотной кнопки, 3-осевое УЦИ , маслосборная пластина, защитная крышка для рабочего стола, размер стола 230×1370мм
фрезерная головка с фиксированной конструкцией с приставкой.
5HP Двигатель фрезерной головки, прямоугольная направляющая по оси Y и Z, футеровка из пригодного для носки материала TF.
Универсальный фрезерный станок MF5V с Dro
Стандартные аксессуары:
Тяга \ электрическая коробка \ рабочее освещение \ ручной масляный насос \ ящик для инструментов с инструментами
Дополнительные аксессуары:
X / Y / механическая подача
Подъемный двигатель оси Z
Масляный поддон
Система охлаждающей жидкости
2-осевой УЦИ
3-х осевой УЦИ
Цанга R8 (8 шт.)
Комплект для калибровки 58 шт.
Универсальный фрезерный станок MF5V с УЦИ
Модель | X6325 X6325 X6325C | ||
Размер стола | 254 * 1270 (10 “* 50”) | 254 * 1370 (10 “* 54”) | |
Продольное перемещение | 850 мм | 950 мм | |
Поперечное перемещение | 42 мм | 420 мм | |
420 мм | 420 мм | ||
Т-образный переходник Номер и размер | 3 * 16 мм | 3 * 16 мм | |
Ход поршня | 470 мм | 470 мм | |
Расстояние от торца шпинделя до поверхности стола | 0-420 мм | 0-420 мм | |
Конус отверстия шпинделя | Стандартный R8 , Дополнительно ISO30 / ISO40 | Стандарт: ISO40 | |
Ход шпинделя | 127 мм | 127 мм | |
Скорость вращения шпинделя | Стандарт: в шагах. | Стандартно: ступенчато. | |
Автоматическая подача пиноли | 3 ступени: 0,04 (0,0015 дюйма), 0,08 (0,003 дюйма), 0,15 мм / оборот (0,006 дюйма) | ||
Поворотная головка | 90 ° | ||
Заголовок | 45 ° | Фиксированный | |
Размер упаковки (Д × Ш × В) | 1516 × 1550 × 2080 мм / набор в одной упаковке | ||
1650 × 1790 × 2170 мм / 2 набора в одной упаковке | |||
1650 × 2285 * 2235 мм / 3 набора в одной упаковке | |||
MF5V Универсальный фрезерный станок с Dro
X6323A (Fresadoras de Torreta) Револьверно-фрезерный станок
X6323B (Fresadoras de Torreta) Револьверно-фрезерный станок
X6325A, X6325A 6325B (Fresadoras de Torreta) Фрезерный станок с револьверной головкой
X6325C (Fresadoras de Torreta) Фрезерный станок с револьверной головкой
X6325 (Fresadoras de Torreta 000 9000 (Fresadoras de Torreta) Фрезерный станок с револьверной головкой
XU6325 (Fresadoras de Torreta) Фрезерный станок с револьверной головкой
X6330, X6330A (Fresadoras de Torreta) 933 910219
910219 933 X6333A (Fresadoras de Torreta) Фрезерный станок с револьверной головкойСертификаты
Сертификат CE
Больше клиентов
Больше клиентов
Наши услуги
Предпродажное обслуживание
* Запрос и консультационная поддержка.
* Пример поддержки тестирования.
* Посмотреть наш завод.
Послепродажное обслуживание
* Обучение установке машины, обучение использованию машины.
* Имеются инженеры для обслуживания оборудования за рубежом.
WhatsApp: 0086 13851005559
– Пожалуйста, не стесняйтесь обращаться к нам для получения более подробной информации или технических данных, все другие вопросы также будут приветствоваться.
– Последние КАТАЛОГОВ ОБОРУДОВАНИЯ уже доступны! Загрузите их на нашем официальном сайте или свяжитесь с нами напрямую.
– CJ Machinery всегда настаивает на концепции предоставления нашим клиентам самых приятных впечатлений от металлообработки. На каждую потребность или запрос мы ответим наилучшим образом, учитывая интересы клиента.
– CJ Machinery ценит отношения между нашими клиентами по всему миру и надеется, что каждое уникальное требование наших клиентов будет удовлетворено.
.Настольный сверлильно-фрезерный станокНастольный фрезерный станок Zx7016
Описание продукта
Название продукта: Фрезерный станок X6332Наша компания может предоставить следующие модели фрезерных станков серии X6330: X6332C, X6332B
1. Фрезерный станок X6332 C с револьверной головкой фрезерная головка.
2. Фрезерный станок Х6332В с универсальной фрезерной головкой.
| Позиция | X6332C | X6332B |
| Конус отверстия шпинделя | 7:24 ISO40 | 7:24 ISO40 |
| Ход шпинделя (мм) | 127 (V) | 127 (В) |
| Втулка шпинделя автоматически подает серию (мм / об) | (3 шага) 0.04 / 0,08 / 0/15 | (3 шага) 0,04 / 0,08 / 0/15 |
| Расстояние от вершины шпинделя до стола (мм) | 155-550 (В) | 155-550 (В) |
| Расстояние от центра отверстия шпинделя до поверхности станины (мм) | 0-300 (В) | 0-300 (В) |
| От центра отверстия шпинделя до поверхности стола (мм) | 0-350 (В) | 0-350 (H) |
| Расстояние от центра отверстия шпинделя до плоскости стойки (мм) | 190 (V) | 190 (H) |
| Диапазон скорости вращения шпинделя (r.pm) | 60-4540 (V) | (16 шагов) 60-4540 (V) |
| 60-1350 (H) | (12 шагов) 60-1350 (H) | |
| Размер стола (мм ) | 1370 × 320 | 1250 × 320 |
| Ход стола (X / Y / Z) (мм) | 800/300/350 | 600/300/300 |
| Стол вертикальный / горизонтальный скорость маневренной подачи (мм / мин) | (8) 22-555 (быстро 810) | (8) 15-370 (быстро 540) |
| Скорость вертикального моторизованного подъема стола (мм / мин) | 560 | 560 |
| Стол с Т-образным пазом ((NO./ ширина / шаг) | 3/14/70 | 3/14/70 |
| Мощность главного двигателя (кВт) | 3,7 (В) 2,2 (В) | 3,7 (В) 2,2 (В) |
| Мощность электродвигателя подачи станка (Вт) | 750 | 750 |
| Подъем электродвигателя подъемного механизма (Вт) | 1100 | 1100 |
| Расход охлаждающего насоса (л / мин) | 12 | 12 |
| Размеры (мм) | 1720 × 1520 × 2225 | 1720 × 1520 × 2225 |
| N.W./G.W. (Кг) | 1770/1900 | 1550/1650 |
Информация о компании
| КОМПАНИЯ |
Как насчет качества вашей машины? беспокоиться о качестве. SIECC – это зрелый бренд в КИТАЕ, благодаря нашим многолетним исследованиям в области технологий, наш дизайн, включая структуру и детальную безопасность и точность, значительно улучшился и может соответствовать всем стандартам CE или более строгим стандартам.Наши машины продаются по всему миру примерно в 50 странах, где есть производство металлических листов, есть машины SIECC. А там, где есть наши машины, есть хорошая репутация и удовлетворенность пользователей терминалов. |
Может ли цена машины быть более низкой? |
Как насчет вашего производства в КИТАЕ? |
Принимаете ли вы условия оплаты аккредитива? Да, мы принимаем 100% аккредитив практически из всех стран. |