Фрезерный станок сф 676 – СФ-676 станок фрезерный широкоуниверсальныйПаспорт, руководство, схемы, описание, характеристики
alexxlab | 17.03.2020 | 0 | Фрезерный
Фрезерный станок СФ-676 широкоуниверсальный инструментальный
Фрезерный станок СФ-676 широкоуниверсальный инструментальный
Фрезерный станок CФ676 – это универсальный станок, который применяют в инструментальных и ремонтных цехах на предприятиях машиностроения. В основном используется для мелкосерийного и индивидуального вида производства. Широкоуниверсальный станок СФ676 позволяет выполнять всевозможные фрезерные работы. Помимо этого, он пригоден для разметочных, расточных, сверлильных и других подобных работ. На нем можно обрабатывать детали самых сложных конфигураций с необычайной точностью, благодаря тому, что на станке возможно использовать огромное разнообразие инструментов и приспособлений. Используя CФ676 вы максимально снижаете вспомогательное время, обрабатываете деталиэкономично и эффективно. Все это благодаря техническим характеристикам аппарата, ряда оборотов, подач и режимов резания.
Технические характеристики
Поставляется по требованию
| Габаритный размеры станка, мм | |
| длина | 1200 |
| ширина | 1240 |
| высота | 1780 |
| Масса станка, кг | 1050 |
| Расстояние от оси горизонтального шпинделя до рабочей поверхности углового горизонтального стола, мм: | |
| наименьшее | 80 |
| наибольшее | 440 |
| Расстояние от торца вертикального шпинделя до рабочей поверхности углового горизонтального стола, мм | |
| наименьшее | 0 |
| наибольшее | 350 |
| Расстояние от торца горизонтального шпинделя до оси вертикального шпинделя, мм | 115 |
| Наибольшее расстояние от торца горизонтального шпинделя до торца серьги, мм | 315 |
| Конус горизонтального и вертикального шпинделей | по запросу |
| Количество скоростей шпинделей: | |
| горизонтального | 16 |
| вертикального | 16 |
| Пределы частоты вращения шпинделей, об/мин. | |
| горизонтального | 50…1630 |
| вертикального | 63…2040 |
| Количество подач стола | бесступенчатое регулирование |
| Пределы подач стола, мм/мин | |
| продольных | 13…395 |
| вертикальный | 13…395 |
| Ускоренный ход стола (продольный и вертикальный), мм/мин. | 935 |
| Количество подач шпиндельной бабки | 16 |
| Пределы подач шпиндельной бабки, мм/мин. | 13…395 |
| Ускоренный ход шпиндельной бабки, мм/мин. | 935 |
| Наибольший ход шпиндельной бабки, мм | 300 |
| Наибольшее осевое перемещение вертикального шпинделя, мм | 80 |
| Наибольший угол поворота вертикального шпинделя в вертикальной плоскости, град. | ±90 |
| Цена деления лимбов, мм | 0,05 |
| Цена деления линеек, мм | 1 |
| Основной вертикальный стол | |
| Рабочая поверхность стола, мм: | 630 |
| длина | 630 |
| ширина | 250 |
| Наибольший продольный ход стола, мм | 450 |
| Наибольший вертикальный ход стола, мм | 380 |
| Число Т-образных пазов | 2 |
| Ширина Т-образных пазов, мм | 14 |
| Расстояние между Т-образными пазами, мм | 80 |
| Масса, кг | 72 |
| Стол угловой горизонтальный | |
| Рабочая поверхность стола, мм | |
| длина | 800 |
| ширина | 250 |
| число Т-образных пазов | 4 |
| ширина Т-образных пазов, мм | |
| -центрального | 14 |
| -крайних | 14 |
| Расстояние между Т-образными пазами, мм | 50 |
| Масса, кг | 75 |
| Привод | |
| Ремень приводной клиновой | А-2000Т |
| количество | 3 |
| Цепь приводная роликовая нормальная | ПР-12,7-1820-1 |
| количество | 2 |
| количество звеньев у одной цепи | 78 |
| количество звеньев у одной цепи | 72 |
| соединительное звено | С-ПР-12,7-1820 |
| количество | 2 |
| Характеристика электрооборудования | |
| Род тока питающей цепи | переменный трёхфазный |
| Частота тока, Гц | 50 |
| Напряжение, В | 380 |
| Количество двигателей на станке | 2 |
| Напряжение силовой сети, В | 380 |
| Напряжение цепи управления, В | 380 |
| Напряжение цепи освещения, В | 24 |
| Двигатель привода | АИР 100С4У3 |
| исполнение | 1 М 1081 |
| мощность, кВт | 3 |
| частота вращения, об/мин. | 1500 |
| Электронасос | П-0,25.М.10 |
| мощность, кВт | 0,12 |
| производительность, л/мин. | 22 |
| частота вращения, об/мин. | 2800 |
| Суммарная мощность всех электродвигателей, кВт | 3,12 |
| Характеристика системы смазки станка | |
| Марка масла для смазки | индустриальное И-30 А |
| Тип насоса смазки шестерён | поршневой |
| Производительность насоса, см3/ход | 6-8 |
| Тип смазочной станции | поршневой |
| Количество точек в питателе | 8 |
Комплектация
Обозначение |
Наименование |
Кол. |
Примечание |
||||||
1 |
2 |
3 |
5 |
||||||
СФ 676.00.000. |
|||||||||
СФ676 |
Станок в сборе |
1 |
Конус шпинделей ВШГ/ШБ КМ4 |
||||||
Запасные части |
|||||||||
751030 |
Сухарь переводной |
4 |
Приложено отдельным местом в общей упаковке |
||||||
753035 |
Сухарь |
2 |
|||||||
757038 |
Сухарь |
1 |
|||||||
Инструмент |
|||||||||
Ключи ГОСТ 2839 |
Приложено отдельным местом в общей упаковке Приложено отдельным местом в общей упаковке |
||||||||
7811-0022 НС 1 |
14×17 |
1 |
|||||||
7811-0024 НС 1 |
19×22 |
1 |
|||||||
7811-0025 НС 1 |
22×24 |
1 |
|||||||
7811-0041 НС1 |
27×30 |
1 |
|||||||
7811-0043 НС 1 |
32×36 |
1 |
|||||||
Ключи ГОСТ Р50123 |
|||||||||
7812-0375 |
6 |
1 |
|||||||
7812-0376 |
8 |
1 |
|||||||
7812-0379 |
14 |
1 |
|||||||
Ключи ГОСТ 16984 |
|||||||||
7811-0318 1 |
55×60 |
1 |
|||||||
Отвёртки ГОСТ17199 |
|||||||||
7810-0308 ЗВ1 |
0,6x4x155 |
1 |
|||||||
7810-0928 ЗВ1 |
1×6,5×190 |
1 |
|||||||
Принадлежности |
|||||||||
764К001.01-ДЦ |
Головка вертикальная «двойной цилиндр» |
1 |
Установленана станке |
||||||
676.60.001 |
Щиток |
1 |
То же |
||||||
7681К001.01(250/4) |
Стол угловой горизонтальный |
1 |
То же |
||||||
766К012 |
Горизонтальный хобот |
1 |
Приложено отдельным местом в общей упаковке. Приложено отдельным местом в общей упаковке. |
||||||
766К013 |
Серьга |
1 |
|||||||
ISO40A-27-315 |
Оправка ф. 27с наборными кольцами и втулкой |
1 |
|||||||
676.83.000 |
Рукоятка |
1 |
|||||||
б/о |
Шомпол головки |
1 |
|||||||
б/о |
Шомпол бабки |
1 |
|||||||
ИЧ-10 кл.1 |
Индикатор часового типа |
1 |
|||||||
б/о |
Набор прижимных приспособлений (50 или 58 наим.) |
1 |
|||||||
NT40/ER32 (ER40) |
Цанговый патрон с набором цанг ER32 или ER40 (6шт.) |
1 |
|||||||
б/о |
Система охлаждения |
1 |
Установлена на станке |
||||||
Техническая документация |
|||||||||
СФ676.00.000РЭ |
Станок фрезерный РЭ. Чертежи. |
1 |
Приложено отдельным местом в общей упаковке |
||||||
б/о |
Акт приемки. |
1 |
|||||||
dzfs.ru
Фрезерный станок СФ676-Ф1 с УЦИ. Аналоги СФ676.
Как и базовая модель СФ676 фрезерный станок СФ676-Ф1 с УЦИ предназначен для выполнения всех видов фрезерных операций, обработки отверстий в заготовках из стали, цветных сплавов, композитных материалов. При оснащении специальной головкой на нем можно производить операции долбления.
ОБЛАСТЬ ПРИМЕНЕНИЯ
Станок СФ676-Ф1 представляет собой оборудование универсального типа, рассчитанное на максимально широкий круг технологических задач. Поэтому наиболее широкое применение он получил в производстве единичного и мелкосерийного типа. Его активно используют в экспериментальных и инструментальных цехах, ремонтных мастерских.
УСТРОЙСТВО И ОСОБЕННОСТИ
Главной особенностью станка СФ676-Ф1 является наличие у него системы цифровой индикации. Она включает в себя датчики линейных перемещений по каждой из осей координат (цифровые линейки), в качестве которых используются инкрементные линейные фотоэлектрические преобразователи перемещений ЛИР-7М, и трехкоординатное устройство цифровой индикации (УЦИ) ЛИР-530А.
Информация о положении в пространстве и перемещении инструмента и заготовки фиксируется датчиками, передается в УЦИ и отображается на дисплее в числовом виде. Для этого две цифровые линейки регистрируют перемещение рабочего стола с обрабатываемой деталью. Одна – движение в горизонтальном направлении по направляющим суппорта и вторая – вместе с суппортом в вертикальном направлении. Еще один датчик отслеживает смещение шпиндельной бабки по направляющим станины.
Устройство цифровой индикации позволяет с высокой точностью контролировать ход технологической операции и управлять ее параметрами. Информацию о перемещениях по всем трем осям координат оператор может увидеть на дисплее УЦИ и на ее основании внести коррективы в ход обработки.
Возможность получать данные на одном устройстве вместо того, чтобы снимать показания с удаленных друг от друга лимбов и линеек обычного типа, существенно упрощает управление станком. Применение системы цифровой индикации делает работу оператора комфортной и позволяет избежать многих ошибок. При этом следует иметь в виду, что корректное функционирование датчиков перемещений и аппаратуры УЦИ требует устранения внешних воздействий температурного, вибрационного и иного характера, влияющих на точность регистрации и обработки данных.
В качестве дополнительной оснастки комплект станка может быть пополнен такими устройствами, как делительная головка, различные виды поворотных столов, станочные тиски, долбежные и расточные головки, патроны, оправки и т.п. Использование этих приспособлений расширит технологические возможности станка, сделает его еще более универсальным.
Широкоуниверсальный фрезерный станок СФ676-Ф1 – высокоэффективное оборудование современного уровня. Его применение оправдает себя в любом типе производства и быстро окупит средства, направленные на приобретение.
Аналоги СФ676 (модели станков снятые с производства):
- 675П Станок фрезерный инструментальный – «Одесский завод фрезерных станков» , г. Одесса, Украина
- 675П Станок фрезерный инструментальный – “Ереванский завод фрезерных станков” (ЕрФрез), г. Ереван, Армения
- 676П Станок фрезерный инструментальный – “Вильнюсский станкостроительный завод «Комунарас», г. Вильнюс, Литва
- 676, 6М76П, 67К25ПМ, 67К25ПФ1, 67К25ПФ2-0 Станок фрезерный инструментальный – «Иркутский станкостроительный завод», г. Иркутск, Россия
- ВМ130 Станок фрезерный широкоуниверсальный – «Воткинский Завод ГПО», г. Воткинск, Россия
- ФСМ-250/676М1; ФС-250 Станок фрезерный широкоуниверсальный – “ВСЗ «Техника», г. Владимир, Россия
- ДФ-6725 Станок фрезерный инструментальный – «Дмитровские станки “ДЗФС», г. Дмитров, Россия
- ВЗ-371 Станок фрезерный широкоуниверсальный – “Завод «ВИЗАС», Республика Беларусь, г. Витебск
- 6Т80 Станок горизонтально-фрезерный консольный универсальный с поворотным столом – «Читинский станкостроительный завод», г. Чита, Россия
Фото отдельных узлов станка СФ676-Ф1
Технические характеристики универсального фрезерного станка СФ-676-Ф1 с УЦИ
| Устройство цифровой индикации ЛИР-530А-00-00-ПИ-1 | Наличие | |
| Размеры поверхности углового горизонтального стола, мм: | 800×250 | |
| Размеры поверхности вертикального стола, мм: | 630×250 | |
| Перемещения стола, мм: | продольное | 450 |
| вертикальное | 380 | |
| Расстояния от оси горизонтального шпинделя до плоскости съемного углового стола, MIN/MAX, мм | 80/460 | |
| Максимальное расстояние от торца вертикального шпинделя до плоскости углового съемного стола, мм | 380 | |
| Наибольшее перемещение шпиндельной бабки, мм | 300 | |
| Длина перемещения шпинделя вертикальной головки, мм | 80 | |
| Наибольший угол поворота вертикальной головки, град.: | ±90 | |
| Конус вертикального и горизонтального шпинделей | 40 (КМ4)* | |
| Число скоростей шпинделей | 16 | |
| Пределы частоты вращения шпинделей, об/мин | горизонтального | 50-1630 |
| вертикального | 63-2040 | |
| Число рабочих подач стола и бабки | 16 | |
| Пределы рабочих подач стола и бабки, мм/мин: | 13-395 | |
| Скорость ускоренных перемещений стола и бабки, мм/мин | 935 | |
| Мощность двигателя, кВт: | 3,0 | |
| Габаритные размеры, мм: | 1200x1240x1780 | |
| Масса станка, кг: | 1050 | |
* – шпиндель КМ4 – изготавливается по специальному заказу
Стандартная комплектация СФ676 с УЦИ**
|
1 |
Устройство цифровой индикации ЛИР-530А-00-00-ПИ-1 |
|
2 |
Преобразователь линейных перемещений ЛИР-7М-2-0320-00-05-ПИ-1-4-3.0-Р(РС10ТВ) |
|
3 |
Преобразователь линейных перемещений ЛИР-7М-2-0420-00-05-ПИ-1-4-3.0-Р(‘РС10ТВ) |
|
4 |
Преобразователь линейных перемещений ЛИР-7М-2-0470-00-05-ПИ-1~4-3.0-Р(РС10ТВ) |
** – допускается замена комплектующих без ухудшения качества продукции
Список дополнительной станочной оснастки СФ676-Ф1 с УЦИ
|
1. |
Делительная головка мод. УДГ с комплектом дополнительных принадлежностей (задняя бабка, гитара для дифференциального деления, люнет, центр упорный, поводок, комплект колес зубчатых -11шт., болты крепежные), (max Ø детали): |
Ø 160 мм |
шт. |
1 |
|
|
Ø 200 мм |
шт. |
1 |
|||
|
Ø 250 мм |
шт. |
1 |
|||
|
Ø 320 мм |
шт. |
1 |
|||
|
2. |
Долбёжная головка станка мод. СФ676 – 7687х001, (ход долбяка): |
80 мм |
шт. |
1 |
|
|
Долбёжная головка станка мод. СФ676 – ГД100, (ход долбяка): |
100 мм |
шт. |
1 |
||
|
3. |
Стол круглый поворотный делительный горизонтальный |
(max Ø стола): |
Ø 160 мм |
шт. |
1 |
|
Ø 200 мм |
шт. |
1 |
|||
|
Ø 250 мм |
шт. |
1 |
|||
|
4. |
Стол поворотный горизонтально-вертикальный |
(max Ø стола): |
Ø 100 мм |
шт. |
1 |
|
Ø 160 мм |
шт. |
1 |
|||
|
Ø 200 мм |
шт. |
1 |
|||
|
Ø 250 мм |
шт. |
1 |
|||
|
5. |
Стол круглый поворотный делительный наклоняемый |
(max Ø стола): |
Ø 160 мм |
шт. |
1 |
|
Ø 200 мм |
шт. |
1 |
|||
|
Ø 250 мм |
шт. |
1 |
|||
|
6. |
Бабка задняя нерегулируемая (для горизонтально-вертикального стола Ø 100 мм) |
Н70 |
шт. |
1 |
|
|
Бабка задняя нерегулируемая (для горизонтально-вертикального стола Ø 400 мм) |
Н260 |
шт. |
1 |
||
|
7. |
Бабка задняя регулируемая (для горизонтально-вертикального стола) |
100-140мм |
шт. |
1 |
|
|
140-180мм |
шт. |
1 |
|||
|
180-224мм |
шт. |
1 |
|||
|
8. |
Тиски станочные поворотные, (ширина губок/ход губок): |
80/65 мм |
шт. |
1 |
|
|
100/80 мм |
шт. |
1 |
|||
|
125/100 мм |
шт. |
1 |
|||
|
160/125 мм |
шт. |
1 |
|||
|
200/160 мм |
шт. |
1 |
|||
|
9. |
Тиски станочный глобусные, (ширина губок/ход губок): |
100/80 мм |
шт. |
1 |
|
|
125/100 мм |
шт. |
1 |
|||
|
125/140 мм |
шт. |
1 |
|||
|
160/125 мм |
шт. |
1 |
|||
|
10. |
Тиски станочные трёхповоротные, (ширина губок/ход губок): |
105/105 мм |
шт. |
1 |
|
|
125/125 мм |
шт. |
1 |
|||
|
11. |
Переходные втулки Конус 40 на конус Морзе – 4 шт. |
Км №1,2,3,4 |
компл |
1 |
|
|
12. |
Расточная головка Конус 40 (с комплектом резцов) |
до Ø 160 мм |
компл |
1 |
|
|
Расточная головка с авто-подачей Конус 40 (с комплектом резцов) |
Ø 5-250 мм |
компл |
1 |
||
|
13. |
Центроискатель индикаторный |
Конус 40 |
шт. |
1 |
|
|
14. |
Цанговый патрон Конус 40 с набором цанг (Ø 3, 4, 5, 6, 7, 8, 9, 10, 11, 12, 13, 16, 18, 20, 25мм) – 18 шт. |
Ø 3-25мм |
компл |
1 |
|
|
Цанговый патрон Конус 40 с набором цанг (Ø4,5,6,7,8,9,10,11,12,13, 14,15,16,17,18,19,20,21,22,23,24,25,26мм) – 23 шт. |
Ø 4-26мм |
компл |
1 |
||
|
15. |
Оправка горизонтальная фрезерная Конус 40, с гайкой и набором колец (для дисковых фрез) |
Ø 16 мм |
шт. |
1 |
|
|
Ø 22 мм |
шт. |
1 |
|||
|
Ø 27 мм |
шт. |
1 |
|||
|
16. |
Резьбонарезной патрон с автоматическим реверсом |
М2 – М7 |
шт. |
1 |
|
|
М5 – М12 |
шт. |
1 |
|||
|
М8 – М20 |
шт. |
1 |
|||
|
17. |
Оправка вертикальная фрезерная Конус 40 (для насадных торцевых фрез) |
Ø 16 мм |
шт. |
1 |
|
|
Ø 22 мм |
шт. |
1 |
|||
|
Ø 27 мм |
шт. |
1 |
|||
|
18. |
Сверлильный патрон самозажимной с переходной оправкой Конус 40 |
Ø 1-13 мм |
шт. |
1 |
|
|
19. |
Стойка под индикатор гибкая с магнитным основанием (с индикатором ИЧ-02) |
L 360мм / 60кг |
шт. |
1 |
|
|
L 350мм / 80кг |
шт. |
1 |
|||
|
WCU1 / 80 кг |
шт. |
1 |
|||
|
WCU2 / 80 кг |
шт. |
1 |
|||
|
Штатив для индикаторных головок с тонкой регулировкой (ГОСТ10197-70) |
L245/235 |
шт. |
1 |
||
|
20. |
Комплект прихватов (для Т-образного паза стола 14мм). Зажимные болты, зажимные сухари, зажимные гайки, удлиняющие гайки, зажимные призмы, зажимные блоки. |
58 предмет. |
компл |
1 |
|
|
50 предмет. |
компл |
1 |
|||
|
21. |
Комплект виброопор к станку СФ676 – 4 шт.(max нагрузка): |
компл |
компл |
1 |
|
vmprom.ru
СФ-676, еще один питомец. – Фрезерные 675, 676, 6В75
Что-то надоело крутить быкам хвосты ручки НГФа. Начал посматривать в сторону 6.10-11, или 6.80-81 вертикальных. Но поблизости вариантов не было, а брать из далеких регионов кота в мешке не хочется, да и доставка – штука дорогая, а привезти могут и винегрет вместо станка. Из имеющихся поблизости станков по цене устраивали только 675-676, да и те, по фоткам, удручающие. Но выбор небогат, а станок полноценный хочется. Оценил свои потребности, пришел к тому, что мне ну просто необходим станок с мехподачами (+ ускоренными), широким диапазоном скоростей шпинделя и подач, зоной обработки вдоль-500, поперек-200, вверх-300, выдвижной пинолью ВФГ, весом тонна-полторы, т.е. универсально-мелкосерийно-инструментальный фрезер. Коим вполне может стать 676. На днях съездил посмотреть один из вариантов, и вот он уже у меня. Кировский (?) СФ-676 1984 года рождения.
Сразу скажу, на станки мне прет :rolleyes: (тьфу-тьфу, шоб не сглазить!) Все, которые покупал, были как в той песне – на лицо ужасные, добрые внутри 🙂 . Этот не исключение. Снял крышку коробок, на дне с пол-литра масла. Чистого, прозрачного. И два чинарика 😆 . Шестерни как новые.
Пошукав магнитом по дну, нашел то-ли жеваную шпонку, то-ли сухарь от муфты, сечением 5.5х6мм, длина около 14мм.
В механизме суппорта немного алюминиевой стружки, есть косячок – немного поедены зубья конической шестерни на винте вертикальной подачи, из-за того, что опора вала ответной шестеренки не была нормально заштифтована, и при подъеме стола не было полного контакта зубъев конички. А в целом в суппорте все Ок.
Начал разбирать, снял столы, на продольной призме есть царапины от стружки, ступеньки нет,. Вертикальный ластохвост грязен, но ровен. В шпиндельной бабке картошку можно садить, сплошная земля, станок стоял долго без крышки ШБ. С мясом вырвана ручка лубрикатора, сам лубрикатор не пострадал, сделаю новую крышку и ручку. сломан корпус выключателя подачи хобота, тоже изготовлю. Сломанные ручки, шарики, гнутый вал ручного привода вертикальной подачи – это семечки. Вертикальный стол как новый, видимо, на нем вообще не работали. Угловой – ржавенький, но заломов и заездов пока не видать. В целом станок комплектен, нет только помпы и трубы СОЖ. Осталось самое приятное – драить, чистить, мыть, красить, собирать.
www.chipmaker.ru
Станок фрезерный широкоуниверсальный СФ-676
Впервые фрезерный станок СФ-676 был выпущен в 70-х годах, после чего начал использоваться крупными предприятиями ведущими свою деятельность в разных отраслях промышленности. Универсальное оборудование позволяет выполнять высокоточное работы, как на открытых площадках, так и в закрытых производственных помещениях. Главное условие эксплуатирования оборудования – это влажность не выше 70% и температура в пределах от +18 до +20 градусов.
СФ-676 применяется для выполнения таких операций:
- создание зубчатых колес;
- обточка шлицев на валах;
- формирование отверстий, обработка внешней их границ заготовки;
- нарезка уступов и пазов.
Фрезер относится к классу станков высокой точности. Для достижения наилучших результатов в работе, станок следует устанавливать в местах, где нет источников вибрации.
Технические особенности
Оборудование на сегодня считается востребованным, как в единичном, так и мелкосерийном производстве. Рассмотрим более детально строение СФ-676:
- Фрезерный механизм оснащен достаточно мощным электроприводом 3 кВт. Также в конструкцию интегрированы вспомогательные приводы для подачи смазочно-охлаждающей жидкости к разным узлам.
- Жеткосмонтироаанная чугунная станина является несущим основанием, на котором крепятся базовые механизмы и узлы. Только лишь коробка передач и блок скоростей находятся с левой стороны станка.
- Отличительной особенностью СФ-676 считается наличие двух рабочих столов, главным из которых является горизонтальный стол. Эта деталь позволяет обрабатывать детали длиной до 80 см.
- Стоит обратить внимание именно на то, что буквально вся электропроводка расположена под станиной, благодаря чему в любой момент оператору обеспечивается свободный доступ.
- Данная модель оснащена дополнительной шпиндельной головкой, которая находится на выдвижном хоботе, что имеет возможность поворачиваться под углом 90 градусов в обе стороны в двух взаимно перпендикулярных плоскостях.
- Электрический насос смонтированный на основании также является емкостью для смазочно-охлаждающей жидкости.
- В суппорт СФ-676 встроены направляющие вертикального типа, а рабочий стол установлен на горизонтальные.
- Станок обладает простой конструкцией и достаточно удобен в управлении.
Преимущества
СФ-676 выгодно отличается небольшими габаритными размерами, благодаря чему оборудование возможно установить буквально в любом производственном помещении или в даже в небольшой мастерской или гараже. Производительность электронасоса при подаче СОЖ – 22 литра за одну минуту. Стоит обратить внимание, фрезер СФ-676 может производить обработку, как мелких деталей, так и габаритных заготовок.
Благодаря тому, что станина выполнена из чугуна, исключается возникновение при рабочем процессе вибраций, что значительно повышает точность обработки буквально в любых условиях. Также стоит отметить такое преимущество, как широкий диапазон вращения шпиндельной головки, посредством чего оператор подбирает оптимальный режим работы с металлами любой твердости.
При укомплектовании СФ-676 дополнительной оснасткой и устройствами, то появляется возможность расширить функциональные возможности станка. Широкоуниверсальный и незаменимый в заготовительных цехах СФ-676 активно применяется при единичном и мелкосерийном производстве.
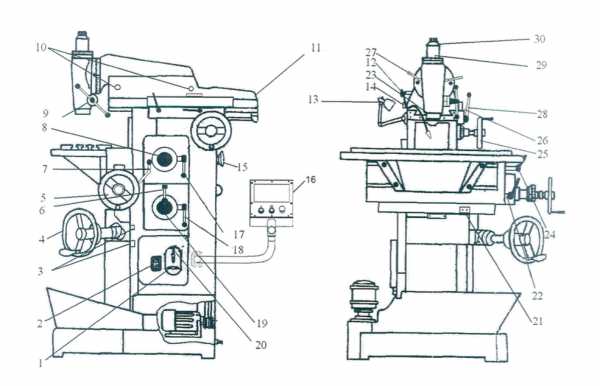
1. Выключатель электронасоса. 2. Выключатель сети. 3. Упоры отключения механической вертикальной подачи. 4. Маховик ручного перемещения стола в вертикальном направлении. 5. Маховик ручного перемещения стола в горизонтальном направлении. 6. Рукоятка ускоренного хода суппорта и шпиндельной бабки. 7. Рукоятка включения горизонтальной и вертикальной. 8. Диск набора скоростей. 9. Рукоятка ручной подачи вертикального шпинделя. 10. Винты зажима хобота шпиндельной бабки и хобота вертикального шпинделя. 11. Квадрат зажима инструмента в горизонтальном шпинделе. 12. Рукоятка зажима трубки охлаждения. 13. Выключатель освещения. 14. Упоры отключения механической поперечной подачи. 15. Маховик ручного вращения шпинделя. 16. Пульт управления станком. 17. Рукоятки включения скоростей. 18. Рукоятки включения подач. 19. Диск набора подач. 20. Реверсирование двигателя. 21. Упоры отклонения механической продольной подачи. 22. Рукоятка зажима стола в горизонтальном направлении. 23. Рукоятка зажима гильзы вертикального шпинделя. 24. Рукоятка зажима суппорта в вертикальном направлении. 25. Маховик ручной подачи шпиндельной бабки. 26. Рукоятка зажима шпиндельной бабки. 27. Установка вертикальной головки в нулевое положение. 28. Рукоятка включения механической подачи шпиндельной бабки. 29. Упор величины перемещения вертикального шпинделя. 30. Квадрат зажима конуса инструмента в вертикальном шпинделе.
Устройство цифровой индикации.
Устройство цифровой индикации (УЦИ) устанавливается на станки модификации СФ-676Ф2-40АТ5, СФ-676Ф2-КМ4, СФ-676Ф3-40АТ5, СФ-676Ф3-КМ4. Оно предназначено для совместной работы с оптоэлектронными растровыми преобразователями линейных и угловых перемещений. УЦИ осуществляет обработку и визуализацию информации о перемещении контролируемого объекта.
Функциональные возможности:
1. Получает информацию о линейных перемещениях от преобразователей перемещения.
2. Поддерживает возможность контроля перемещения в трех системах счета: абсолютной, относительной, оперативной.
3. Одновременно контролирует до 3-х перемещений в разных плоскостях детали.
При эксплуатации УЦИ необходимо изучить особенности и меры предосторожности, отраженные в технической документации на комплектующие.
| Обозначение | Наименование | Кол. | Примечание |
| 1 | 2 | 3 | 4 |
| СФ 676.00.000. | |||
| СФ676 | Станок в сборе | 1 | Конус горизонтального и вертикального шпинделей 7:24№40(КМ4) |
| Входят в комплект и стоимость станка | |||
| Запасные части | |||
| 7510300000-00 | Сухарь переводной | 4 | Приложено отдельным местом в общей упаковке |
| 7530350000-00 | Сухарь | 2 | |
| 7570380000-00 | Сухарь | 1 | |
| Инструмент | |||
| Ключи ГОСТ 2839 | Приложено отдельным местом в общей упаковке | ||
| 7811-0022 НС 1 | 14х17 | 1 | |
| 7811-0024 НС 1 | 19х22 | 1 | |
| 7811-0025 НС 1 | 22х24 | 1 | |
| 7811-0041 НС 1 | 27х30 | 1 | |
| 7811-0043 НС 1 | 32х36 | 1 | |
| Ключи ГОСТ Р50123 | |||
| 7812-0375 | 6 | 1 | |
| 7812-0376 | 8 | 1 | |
| 7812-0379 | 14 | 1 | |
| Ключи ГОСТ 16984 | |||
| 7811-0318 1 | 55х60 | 1 | |
| Отвертки ГОСТ 17199 | |||
| 7810-0308 ЗВ1 | 0,6х4х155 | 1 | |
| 7810-0928 ЗВ1 | 1х6,5х190 | 1 | |
| Принадлежности | |||
| 764К001Н00-00 | Головка вертикальная | 1 | Установлена на станке |
| 676.60.001 | Щиток | 1 | То же |
| 7630140000-01 | Стол угловой | 1 | То же |
| 766К012000-00 | Горизонтальный хобот | 1 | Приложено отдельным местом в общей упаковке |
| 766К013000-00 | Серьга | 1 | |
| ER32 (ER40) | Патрон цанговвый с набором цанг | 1 | |
| Оправка с наборными кольцами и втулкой | 1 | ||
| 676.83.000 | Рукоятка шомпола | 1 | Приложено отдельным местом в общей упаковке |
| б/о | Шомпол головки | 1 | |
| б/о | Шомпол бабки | 1 | |
| б/о | Индикатор ИЧ 10 кл.1 ГОСТ 577 | 1 | |
| б/о | Комплект прижимных приспособлений (58 наим.) | 1 | |
| б/о | Система охлаждения | 1 | Установлена на станке |
| Техническая документация | |||
| СФ676.00.000РЭ | Станок фрезерный РЭ. Чертежи | 1 | Приложено отдельным местом в общей упаковке |
stanew.ru
Описание универсального фрезерного станка СФ676
Фрезерный станок 676П выпускался предприятием – Иркутский станкостроительный завод и Вильнюсский станкостроительный завод “Комунарас” .
Начало производства широкоуниверсального инструментального фрезерного станка повышенной точности 676П – 1975 год.
Фрезерные станки. Общие сведения
Фрезерные станки предназначены для обработки наружных и внутренних плоских, фасонных поверхностей, уступов, пазов, прямых и винтовых канавок, шлицев на валах, нарезание зубчатых колес и т. д.
Конструкции фрезерных станков многообразны. Выпускают универсальные, специализированные и специальные фрезерные станки. Основными формообразующими движениями являются вращение фрезы (главное движение) и движение подачи, которое сообщают заготовке или фрезе. Приводы главного движения и подачи выполняют раздельно. Вспомогательные движения, связанные с подводом и отводом заготовки к инструменту, механизированы и осуществляются от привода ускоренных перемещений. Основные элементы механизмов станков унифицированы. Основным параметром, характеризующим фрезерные станки общего назначения, является размер рабочей поверхности стола.
В общем случае фрезерные станки можно подразделить на две основные группы:
- общего назначения или универсальные (вертикально-фрезерные, горизонтально-фрезерные, продольно-фрезерные)
- специализированные и специальные (шлицефрезерные, шпоночно-фрезерные, карусельно-фрезерные, копировально-фрезерные и др.)
По конструктивным особенностям эти станки подразделяют:
- станки консольные (стол расположен на подъемном кронштейне-консоли)
- станки бесконсольные (стол перемешается на неподвижной станине в продольном и поперечном направлениях)
- станки непрерывного действия (карусельные и барабанные)
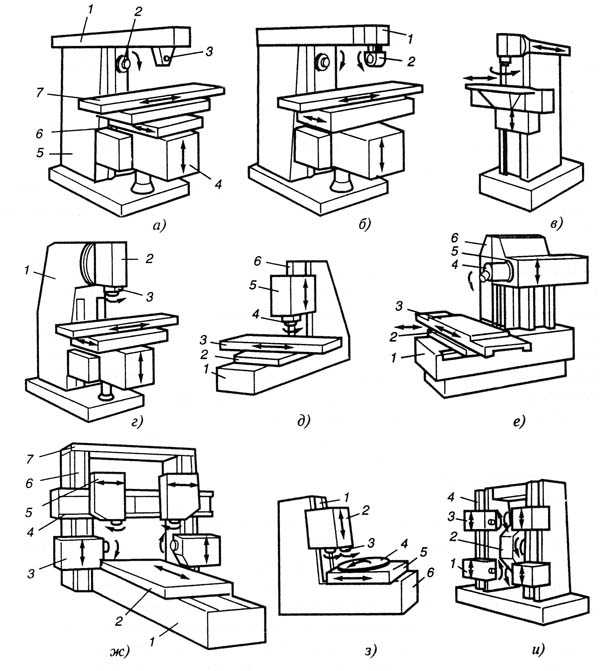
- а – станок универсальный консольный горизонтально-фрезерный
- б – станок широкоуниверсальный консольный горизонтально-фрезерный
- в – станок широкоуниверсальный бесконсольно-фрезерный
- г – станок консольный вертикально-фрезерный
- д – станок бесконсольный вертикально-фрезерный
- е – станок бесконсольный горизонтально-фрезерный
- ж – станок продольно-фрезерный
- з – станок карусельно-фрезерный
- и – станок барабанно-фрезерный
Консольные фрезерные станки наиболее распространены в единичном, мелко- и среднесерийном производстве рис. 119, а, б, в, г).
Горизонтальный консольно-фрезерный станок (рис. 119, а) имеет горизонтальный шпиндель 2 и выдвижной хобот 1, на который устанавливают серьгу 3, поддерживающую оправку с фрезой, консоль 4 перемещается по направляющей стойки 5. На консоли расположены салазки 6 и стол 7.
Универсальный консольно-фрезерный станок отличается от горизонтальных тем, что имеет стол, который может поворачиваться на требуемый угол.
Широкоуниверсальный консольно-фрезерный станок (рис. 119; б, в) помимо горизонтального шпинделя имеет шпиндельную головку 1, которая может поворачиваться на хоботе в двух взаимно перпендикулярных направлениях, благодаря чему шпиндель с фрезой можно устанавливать под любым углом к плоскости стола и к обрабатываемой заготовке. На головке 1 монтируют накладную головку 2, предназначенную для сверления, рассверливания, зенкерования, растачивания и фрезерования.
Вертикальный консольно-фрезерный станок (рис. 119, г) имеет вертикальный шпиндель 3, который размещен в поворотной шпиндельной головке 2, установленной на стойке 1.
Бесконсольные вертикально-фрезерные станки (рис. 119, д), служащие для обработки заготовок крупногабаритных деталей, имеют салазки 2 и стол 3, которые перемещаются по направляющим станины 1. Шпиндельная головка 5 перемещается по направляющим стойки 6. Шпиндель 4 имеет осевые перемещения при установке фрезы.
Бесконсольные горизонтально-фрезерные станки (рис. 119, е), служащие для обработки заготовок крупногабаритных деталей, имеют салазки 2 и стол 3, которые перемещаются по направляющим станины 1. Шпиндельная головка 5 перемещается по направляющим стойки 6. Шпиндель 4 имеет осевые перемещения при установке фрезы.
Продольно-фрезерные станки (рис. 119, ж) предназначены для обработки заготовок крупногабаритных деталей. На станине 1 установлены две вертикальные стойки 6, соединенные поперечиной 7. На направляющих стойках смонтированы фрезерные головки 3 с горизонтальными шпинделями и траверса (поперечина) 4. На последней установлены фрезерные головки 5с вертикальными шпинделями. Стол 2 перемещается по направляющим стоек 4.
Карусельно-фрезерные станки (рис. 119, з), предназначенные для обработки поверхностей торцовыми фрезами, имеют один или несколько шпинделей 3 для чистовой и черновой обработки. По направляющим стойки 1 перемещается шпиндельная головка 2. Стол 4, вращаясь непрерывно, сообщает установленным на нем заготовкам вращение подачи. Стол с салазками 5имеет установочное перемещение по направляющим станины 6.
Барабанно-фрезерные станки (рис. 119, и) используются в крупносерийном и массовом производстве. Заготовки устанавливают на вращающемся барабане 2, имеющем движение подачи. Фрезерные головки 3 (для черновой обработки) и 1 (для чистовой обработки) перемещаются по направляющим стоек 4.
676П станок инструментальный фрезерный широкоуниверсальный. Назначение и область применения
Фрезерный широкоуниверсальный станок 676П предназначен для фрезерования деталей цилиндрическими, дисковыми и фасонными фрезами при помощи горизонтального шпинделя, и торцовыми, концевыми и шпоночными фрезами при помощи поворотного вертикального шпинделя.
На станке можно выполнять ряд фрезерных и расточных работ с высокой точностью, которая может быть достигнута, если станок установлен в помещении с постоянной температурой 20±2°С и влажностью 65±5%, если вблизи станка нет источников тепла и вибрации. На станке можно выполнять, также, сверление и рассверливание, долбление, центрование, цекование, зенкерование, развертывание, растачивание.
Наличие двух шпинделей горизонтального и поворотного вертикального, а также большого количества принадлежностей к станку, делает его широкоуниверсальным и удобным для работы в инструментальных цехах машиностроительных заводов при изготовлении приспособлений, инструмента, рельефных штампов и прочих изделий.
Широкий диапазон оборотов шпинделя и подач, наличие механических подач и быстрых перемещений обеспечивают экономичную обработку различных деталей в оптимальных режимах.
Станок применяется в единичном и мелкосерийном производстве в инструментальных и механических цехах машиностроительных предприятий.
Класс точности станка П по ГОСТ 8-71.
Конструктивные и эксплуатационные особенности:
Рациональное построение главного привода с короткой кинематической цепью (на 12 верхних ступенях участвуют две передачи, а на шести нижних – три передачи) способствует повышению его КПД и снижению шума.
Нижнее крепление винта вертикального перемещения обеспечивает ход 450 мм при относительно малой высоте станка.
Поворотный маховик вертикального перемещения улучшает эргономику и расширяет технологические возможности.
Станок оснащен большим количеством принадлежностей, расширяющих технологические возможности станка. Основные из них:
- фрезерная вертикальная головка
- угловой горизонтальный стол
- угловой универсальный стол
- быстроходная головка
- долбежная головка
- делительная головка
- приспособление для фрезерования спиральных канавок
- круглый делительный стол
- универсальные тиски
- круглый горизонтально-вертикальный стол
- инструментальный шкаф
Преимущества использования широкоуниверсального фрезерного станка 676П:
- Литая массивная чугунная станина поглощает вибрации и позволяет сохранить качество обрабатываемых на станке деталей
- Возможно фрезерование как небольших деталей, так и деталей длиной до 800мм, шириной 250мм и более
- Использование станка в инструментальных и меха
stroyew.ru
Транспортировка и распаковка фрезерного станка СФ-676
 Для предохранения от коррозии фрезерный станок СФ-676 подвергнут консервации со сроком защиты баз переконсервации в течение 1 года.
Для предохранения от коррозии фрезерный станок СФ-676 подвергнут консервации со сроком защиты баз переконсервации в течение 1 года.
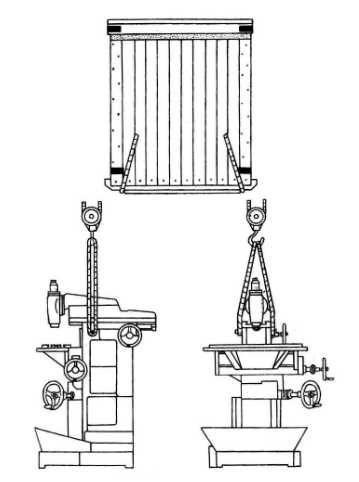
Для транспортировки станок упакован в деревянный ящик. Станок установлен на салазках, являющихся нижним щитом ящика, и закреплён болтами и шпильками через отверстия для фундаментных болтов. К нижнему щиту ящика прикреплены боковые щиты. Прилагаемые инструмент и принадлежности установлены на фрезерном станке и частично упакованы в отдельные ящики, помещённые в общий ящик станка.
Для транспортировки упаковочный ящик со станком поднимают стальным тросами при помощи крана грузоподъёмностью не менее 3 т. Места захвата указаны на ящике.
Транспортировку, погрузку и выгрузку ящика со станком СФ-676 производить осторожно, ящик не кантовать и на ребро не ставить.
При подъёме и опускании не допускать: рывков и сотрясений, ударов дном и боками.
При погрузке и выгрузке упакованного фрезерного станка по наклонной плоскости и каткам угол наклона не должен превышать 15°, а диаметр подкладываемых катков 60-70 мм.
При распаковке необходимо следить за тем, чтобы не повредить станок распакованным инструментом.
Прежде всего следует снять верхний щит упаковочного ящика, а затем боковые. После распаковки произвести наружный осмотр станка, чтобы выявить повреждения, которые могли произойти при транспортировке, ознакомиться с технической документацией, приложенной к станку, проверить наличие инструмента и принадлежностей по комплектовочной ведомости, затем тщательно очистить его и принадлежности от антикоррозийного покрытия, нанесённого при упаковке. Очистка сначала производится деревянной лопаточкой, оставшаяся смазка с наружных поверхностей удаляется чистыми салфетками, смоченными в бензине. Очистив станок и протерев его поверхности нужно смазать все обработанные, неокрашенные части тонким слоем машинного масла. Окрашенные поверхности протереть чистыми, сухими салфетками.
Транспортировать распакованный станок необходимо стальным тросом за транспортировочные болты, ввёрнутые в станину. Трос должен иметь сечение, достаточное для подъёма груза 1600 кг. Трос не должен касаться рукояток и выступающих частей станка.
При подъёме и перемещениях распакованного фрезерного станка краном не допускать ударов о выступающие части станка, рукоятки, концы шпинделей, валы. Чтобы не повредить органы управления станка и обработанные поверхности в пределах завода рекомендуется транспортировать станок не краном, а на катках Диаметр катков не должен быть больше 60-70 мм.
vsp-kirov.ru
| Параметр | Значение |
|---|---|
| Габаритный размеры станка, мм: Длина х ширина х высота | 1200 х 1240 х 1780 |
| Масса станка, кг | 1050 |
| Расстояние от оси горизонтального шпинделя до рабочей поверхности углового горизонтального стола, мм: Наименьшее – наибольшее | 80 – 440 |
| Расстояние от торца вертикального шпинделя до рабочей поверхности углового горизонтального стола, мм: Наименьшее – наибольшее | 0 – 350 |
| Расстояние от торца горизонтального шпинделя до оси вертикального шпинделя, мм | 115 |
| Наибольшее расстояние от торца горизонтального шпинделя до торца серьги, мм | 315 |
| Количество скоростей шпинделей: | |
| Горизонтального // вертикального | 16 //16 |
| Пределы частоты вращения шпинделей, об/мин. | |
| горизонтального | 50…1630 |
| вертикального | 63…2040 |
| Количество подач стола | |
| Продольных // вертикальных | 16 //16 |
| Пределы подач стола, мм/мин | |
| продольных | 13…395 |
| вертикальный | 13…395 |
| Ускоренный ход стола (продольный и вертикальный), мм/мин. | 935 |
| Количество подач шпиндельной бабки | 16 |
| Пределы подач шпиндельной бабки, мм/мин. | 13…395 |
| Ускоренный ход шпиндельной бабки, мм/мин. | 935 |
| Наибольший ход шпиндельной бабки, мм | 300 |
| Наибольшее осевое перемещение вертикального шпинделя, мм | 80 |
| Наибольший угол поворота вертикального шпинделя в вертикальной плоскости, град. | ±90 |
| Цена деления лимбов, мм | 0,05 |
| Цена деления линеек, мм | 1 |
| Основной вертикальный стол, длина х ширина | 630 х 250 |
| Стол угловой горизонтальный, длина х ширина | 800 х 250 |
| Характеристика электрооборудования | |
| Род тока питающей цепи | переменный трёхфазный |
| Частота тока, Гц | 50 |
| Напряжение, В | 380 |
| Количество двигателей на станке | 2 |
| Двигатель привода | АИР 100С4У3 |
| мощность, кВт | 3 |
| частота вращения, об/мин. | 1500 |
| Электронасос, мощность, кВт | 0,12 |
| производительность, л/мин. | 22 |
| частота вращения, об/мин. | 2800 |
| Суммарная мощность всех электродвигателей, кВт | 3,12 |
www.gigant-m.ru