Фрезерный станок вертикально фрезерный вм 127м – Фрезерный станок ВМ127: технические характеристики, схемы, эксплуатация
alexxlab | 09.04.2020 | 0 | Фрезерный
Фрезерный станок ВМ127: технические характеристики, схемы, эксплуатация
Известный в среде профессионалов фрезерный станок модели ВМ127 относится к давно забытой технике, распространенной еще в прошлом веке. Однако некоторые из его характеристик настолько уникальны, что до сих пор привлекают внимание специалистов. В связи с этим имеет смысл ознакомиться с основным функционалом и особенностями этого станка более подробно.
Сведения о производителе вертикально-фрезерного станка ВМ127
Производство станков этой серии было налажено Воткинским заводом еще в 1956 году. Само это предприятие было основано в далеком 1759 году, а сейчас является одним из ведущих производителей продукции широкого профиля.
Из его истории известно, что фрезерные станки марки ВМ127 являются прямыми аналогами других известных моделей, таких, например, как 6Р13, 6М13, а также ВМ127М и ВМ130.
Назначение станка
Станок вертикальный ВМ127 согласно ТУ предназначается для фрезерования деталей весом не более 450 кг (с оснасткой), изготавливаемых на основе чугуна, стали, а также ряда цветных металлов. Для их обработки применяются фрезы самого различного вида, а именно:
- Торцовый инструмент.
- Концевая и цилиндрическая оснастка.
- Радиусные и другие типы фрез.
На станке удается делать пазы произвольной ориентации, фрезеровать различные углы, рамки, а также зубчатые колеса.
Особенности его конструкции позволяют эффективно использовать возможности быстрорежущего инструмента. В случае перенастройки на полуавтоматический режим не исключено использование станка в составе группы аналогичных изделий.
Мощный привод ВМ127 и грамотно подобранные передаточные отношения в коробке передач (КС) создают идеальные условия для обработки различных исходных заготовок. Другой отличительной особенностью этого станка является простота обслуживания, а также возможность переналадки приспособлений и изменения инструментального набора. Наличие развитой системы смазки рабочих узлов обеспечивает надежное функционирование в критических условиях.
Технические характеристики
Универсальные характеристики изделия ВМ127 обеспечивают эффективную работу оборудования в различных пространственных плоскостях.
Габариты и масса станка
Основные пространственные характеристики приведены ниже:
- Полные размеры стола – 400х1600 мм.
- Его максимальное перемещение в продольном направлении – 1010 мм, в поперечном – 320 мм, а по вертикали – 420 мм.
- Максимум перемещения головки шпинделя – 80 мм.
При этом угол ее пространственного поворота составляет ± 45 градусов. Фиксированное расстояние от среза шпинделя станочного оборудования до поверхности стола составляет 30-500 мм.

Кроме того, для пользователя важны следующие характеристики:
- Число скоростей в коробке передач – 18.
- Частота оборотов шпинделя – 40-2000 в минуту.
- Предельные скорости: продольного движения – 25-1250 мм/мин (такое же значение имеет показатель поперечного смещения).
- Для вертикального перемещения оно равна 8,3-416,6 мм/мин.
- Погрешность отсчета перемещений по лимбам – 0,05 мм.
- Мощность встроенных электродвигателей: главной подачи – 11 кВт и привода подач – 3 кВт.
Также следует представить габариты станины в мм: 2680х2260х2500 и массу изделия, составляющую 4250 кг.
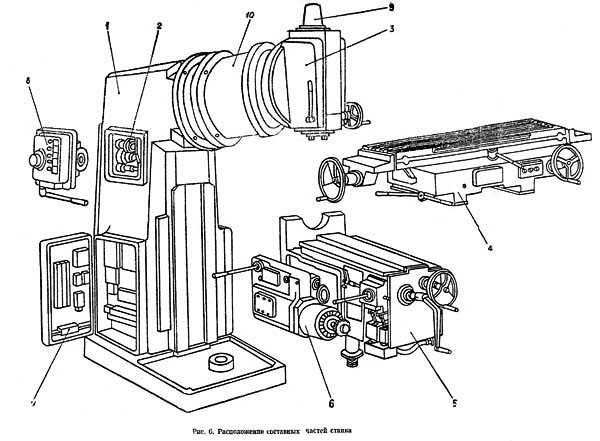
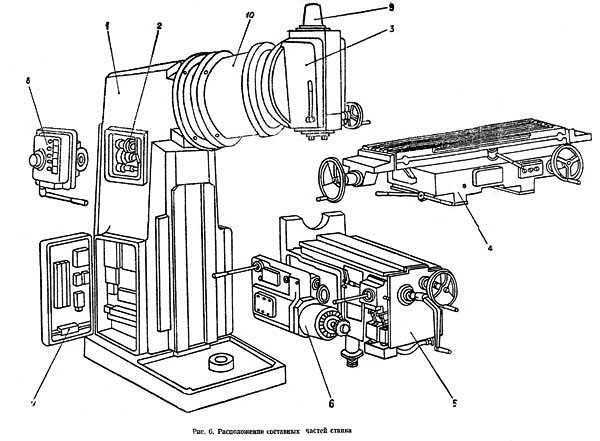
Общий вид вертикального фрезерного станка ВМ127
С тем, как выглядит внешний вид станка можно ознакомиться на фото слева. Из него следует, что данный образец состоит из трех основных частей, а именно:
- Вертикально расположенной станины с поворотной головкой.
- Инструментального стола с салазками и органами ручного управления.
- Рабочей консоли с подающим узлом.
Все эти узлы совмещены в едином сборном корпусе станка и обеспечивают его нормальное функционирование в различных режимах.

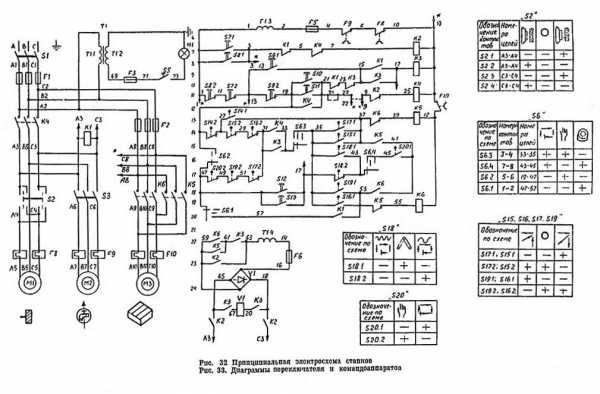
Расположение составляющих аппарата
Для ознакомления с расположением основных узлов достаточно исследовать приведенное ниже фото. Из него следует, что в составе ВМ127 имеются составляющие согласно приводимой далее спецификации.
Спецификация
Перечень оборудования станка представлен следующими позициями:
- Станина.
- Коробка скоростей (КС).
- Головка поворотная.
- Стол, оснащенный салазками.
- Рабочая консоль.
- Подающий узел.
- Система электрооборудования.
- КС шпинделя.
К числу составляющих ВМ127 следует отнести и механизм инструментального зажима.

Перечень органов управления фрезерным станком ВМ127
Для того чтобы представить, как расположены основные органы управления – достаточно ознакомиться с фото ниже.
Расположение органов управления
Из приведенного фото видно, что основные органы управления расположились в удобных для этого зонах, а именно:- на передней части стола;
- сбоку от поворотной головки;
- на боковинах станины.
Ручки управления подачей находятся прямо перед оператором чуть ниже уровня стола. К ним относятся:
- Маховики перемещений инструментального стола.
- Рукоятка его движения по вертикали.
- Рычаг включения продольного смещения.
- Переключатель режима управления.
На боковинах станины и сбоку от поворотной головки имеются следующие управляющие элементы:
- Кнопки включения и выключения станка и его основных рабочих узлов.
- Ручки поворота головки и зажимы гильзы.
- Грибок переключения подач и другие.
Помимо этого на передней панели рабочего стола и консоли располагаются и другие органы, включая различные зажимы и переключатели.
Электрическое оборудование
В электрооборудовании станка ВМ127 можно выделить следующие три части: силовая, управляющая и модуль питания.
Силовая часть
Эта составляющая электрической схемы представлена цепями питания основного и вспомогательных электродвигателей (М1, М2 и М3) и включает в себя следующие элементы:
- Контакторы пускателей.
- Предохранительные вставки.
- Тепловые реле.
- Элементы реверса.
Благодаря этим деталям обеспечивается работоспособность всех приводных систем и требуемая функциональность оборудования.
Управляющая часть
К управляющей части электрики относятся коммутирующие элементы (реле времени) с группой слаботочных контактов, переключающих режимы работы различных узлов. Сюда же входят защитные компоненты (предохранители и катушки индуктивности).
Обратите внимание! Схемы коммутации узлов станочного оборудования приводятся в таблицах.
Руководствуясь ими, можно будет выбрать требуемый режим работы.
Система питания
Питающие цепи электрооборудования обеспечивают:
- Преобразование переменного напряжения в постоянный потенциал, необходимый для питания реле.
- Трансформацию напряжения 220 Вольт до уровня, требуемого для осветительного прибора (лампочки).
Они включают в себя диодный мост, выключатели, а также предохранители и понижающий трансформатор.
Работа составных частей электрооборудования
Работа станка в наладочном режиме
Ниже рассматривается порядок функционирования различных узлов станочного агрегата под управлением, рассмотренного выше электрооборудования (в режиме наладки).
Зажим инструмента
Для зажима того или иного инструмента используется переключатель SA3, размещенный на боковом пульте (для этого его нужно перевести в положение «Зажим», одновременно удерживая рукой). В этом случае в работу вступает пускатель КМ4, подающий питание на двигатель функции зажима М4. Микрик SQ10 включает пускатель К5.1, после чего тот устанавливается на самоблокировку и отключает М4, одновременно подготовив цепь для запуска мотора шпинделя.
Включение, выключение и торможение шпинделя
Для запуска в работу шпинделя потребуется нажать SB7, после чего включаются пускатель под обозначением КМ1, а вслед за ним и реле КТ1 (КТ2). Через контакторы пускателя напряжение трехфазное 380 Вольт поступает на двигатель Ml, a KT2 своей нормально разомкнутой группой контактов осуществляет блокировку SB7.
Для того чтобы выключить шпиндель – достаточно нажать SB4, после чего напряжение снимается с КМ1, а также с КТ1, КТ2. Примерно через 1-2 секунды сработает пускатель К2, включающий торможение шпинделя. Еще через 5-6 секунд происходит его отключение (шпиндель полностью останавливается).

Включение насоса охлаждения
Для подачи питания на насос охлаждения предусмотрен переключатель QS2. Через его контакты напряжение 380 Вольт поступает на двигатель М2 (шпиндель в это время включен).
Аварийное выключение станка
В аварийных ситуациях следует нажать кнопку SB1 (SB2), посредством которой отключается цепь питания 110 Вольт. После этого она под действием пружины возвращается в исходное положение, обеспечивая возможность повторного включения оборудования.
Импульсное включение
Для того чтобы облегчить операцию смены скоростей шпинделя в станке предусмотрен импульсный режим включения электромотора M1 посредством кнопки SB5.
Электропривод подач
Для управления подачами предназначаются рукоятки, имеющие 3 фиксированные положения. В управляющие цепочки также входят выключатели SQ6, SQ8, используемые для продольного движения.
Кинематическая схема
Регулировка цепи торможения шпинделя
Процедура регулировки этой цепи необходима в случае отклонения временных параметров от нормы или по окончании ремонта КТ1 (КТ2). Для ее проведения потребуется:
- Запустить шпиндель.
- Спустя какое-то время выключить его.
- Одновременно с этим включить секундомер, а затем остановить его в момент щелчка, отчетливо слышимого при срабатывании пускателя К2.
- В том случае, если время задержки превышает 1 сек – провернуть регулятор КТ1 по часовой стрелке.
После этого следует повторно проверить задержку отключения шпинделя, добиваясь нужного момента включения. При его отклонении в другую сторону регулятор КТ1 нужно повернуть против хода часов. Настройка реле КТ2 аналогична.
Далее следует отключить кнопкой SB4 работающий шпиндель и одновременно с этим запустить секундомер, окончательно выключив его после полной остановки. Замеренное таким образом время не может превышать 6-ти секунд. 
Принципиальные изменения конструкции станка ВМ127М после 2012 года
В 2012 году уральский завод освоил выпуск новой модели ВМ127М, которая претерпела следующие изменения:
- Конструкция расположенных вертикально направляющих была изменена. Вместо профиля типа «Ласточкин хвост» в ней стала применяться П-образная форма, что сделало возможным обрабатывать детали весом до 800 кг.
- Механическая коробка станка заменена серводвигателем, обеспечивающим бесступенчатое переключение подач.
- В моделях с цифровой индикацией данных обработки импортные комплектующие изделия заменены отечественными.
В заключение отметим, что новые модели ВМ127М способны облегчить процесс обработки деталей, одновременно повышая производительность операций.
vseochpu.ru
Станок фрезерный вм127 технические характеристики
ВМ127 характеристики станка
Купить этот станок без посредников:

Технические характеристики:
Станки модели вм127 предназначены для выполнения операций фрезерования различных деталей из черных и цветных металлов и их сплавов в условиях серийного и мелкосерийного производства.
Размеры рабочей поверхности стола, мм 400 х 1600 Наибольшее перемещение стола, мм: продольное 1010 поперечное 320 вертикальное 420 Наибольшее перемещение пиноли шпинделя, мм 80 Угол поворота шпиндельной головки, град ± 45 Расстояние, мм: от торца шпинделя до рабочей поверхности стола 30-500 направляющих станины 420 Количество скоростей шпинделя 18 Частота вращения шпинделя,об/мин 40…2000 Пределы подач, мм/мин: продольной 25-1250 поперечной 25-1250 вертикальной 8,3-416,6 Точность отсчета лимбов горизонтального и поперечного перемещений, мм 0,05 Мощность электродвигателей, квт: главного движения 11 привода подач 3 Масса обрабатываемых деталей c приспособлением, кг 450 Габариты, мм 2680х2260х2500 Габариты упаковки(ДхШхВ), мм 2830х2480(1340)х2625 Масса, кг 4250 Масса с упаковкой, кг 4933 Купить этот станок без посредников:mashinform.ru
ВМ127 (вм-127) Станок консольно-фрезерный вертикальный. Паспорт, схемы, характеристики, описание

Вертикальный консольно-фрезерный универсальный станок ВМ127 выпускался на предприятии Воткинский машиностроительный завод, основанный в 1759 году.
В настоящее время ОАО «Воткинский завод» головное предприятие ракетно-космического комплекса и изготовитель широкой гаммы гражданской продукции.
Металлорежущие станки на Воткинском машиностроительном заводе выпускаются начиная с 1956 г. Это вертикально-фрезерные станки ВМ127 – аналоги станков 6Р13, 6М13, ВМ127М, ВМ130, токарный настольный Универсал-В, а также фрезерные станки с ЧПУ ВМ133, ВМ500ПМФ4.
Станки, выпускаемые предприятием Воткинский машиностроительный завод
Станок фрезерный консольный вертикальный модели ВМ127 предназначен для фрезерования всевозможных деталей из стали, чугуна и цветных металлов и сплавов торцовыми, концевыми, цилиндрическими, радиусными и другими фрезами в условиях индивидуального, мелкосерийного и серийного производства. Масса детали с приспособлением — до 300 кг.
Консольно-фрезерный станок ВМ127 заменил в 1980 году широко известный фрезерный станок 6Р13, разработанный на Горьковском заводе фрезерных станков и был заменен в конце 80-х на более совершенный ВМ127М.
На станке можно обрабатывать вертикальные, горизонтальные и наклонные плоскости, пазы, углы, рамки, зубчатые колеса и т. д.
Возможность настройки станка па различные полуавтоматические и автоматические циклы позволяет организовать многостаночное обслуживание
Мощный привод главного движения станка ВМ 127 и тщательно подобранные передаточные отношения обеспечивают оптимальные режимы обработки при различных условиях резания и полное использование возможностей быстрорежущего и твердосплавного инструмента.
Простота обслуживания станка ВМ127 переналадка приспособлений и инструмента представляют значительные удобства при использовании станка в мелкосерийном производстве.
Автоматическая система смазки узлов обеспечивает неприхотливость и надежность станка в самых жестких условиях эксплуатации.
Общий вид вертикального консольно-фрезерного станка ВМ127 с УЦИ

Расположение составных частей консольно-фрезерного станка ВМ127
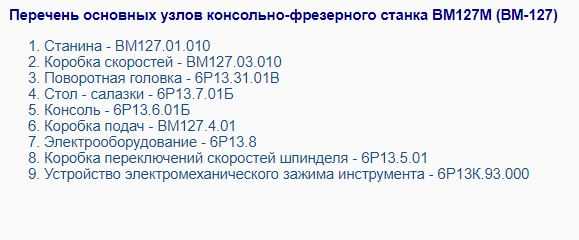
Спецификация составных частей консольно-фрезерного станка ВМ127 (ВМ-127)
- Станина – ВМ127.01.010
- Коробка скоростей – ВМ127.03.010
- Поворотная головка – 6Р13.31.01В
- Стол – салазки – 6Р13.7.01Б
- Консоль – 6Р13.6.01Б
- Коробка подач – ВМ127.4.01
- Электрооборудование – 6Р13.8
- Коробка переключений скоростей шпинделя – 6Р13.5.01
- Устройство электромеханического зажима инструмента – 6Р13К.93.000
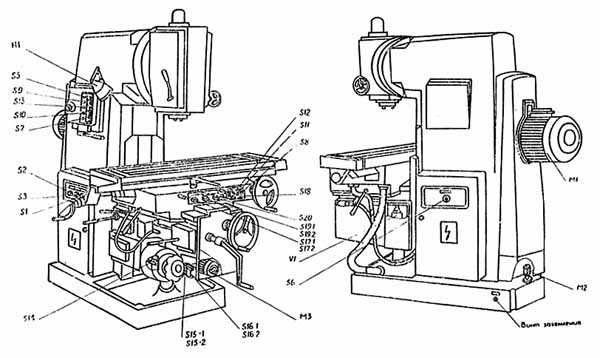
Расположение органов управления фрезерным станком ВМ127
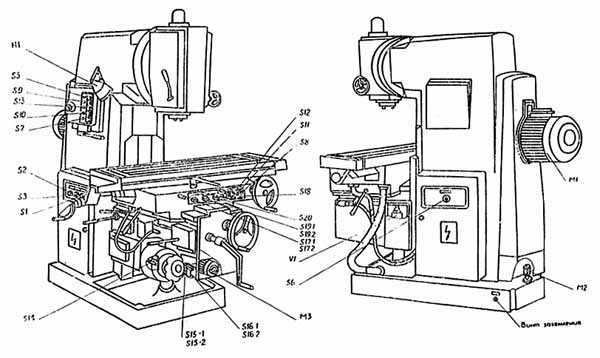
Перечень органов управления фрезерным станком ВМ127
- Кнопка «Стоп» (дублирующая)
- Кнопка «Пуск шпинделя» (дублирующая)
- Стрелка-указатель скоростей шпинделя
- Указатель скоростей шпинделя
- Кнопка «Быстро стол» (дублирующая}
- Кнопка «Импульс шпинделя»
- Переключатель зажима—отжима инструмента
- Поворот головки
- Зажим гильзы шпинделя
- Звездочка механизма автоматического цикла
- Рукоятка включения продольных перемещений стола
- Зажимы стола
- Маховичок ручного продольного перемещения стола
- Кнопка «Быстро стол»
- Кнопка «Пуск шпинделя»
- Кнопка «Стоп»
- Переключатель ручного или автоматического управления продольным перемещением стола
- Маховик ручных поперечных перемещений стола
- Рукоятка ручного вертикального перемещения стола
- Кольцо-нониус
- Лимб механизма поперечных перемещений стола
- Кнопка фиксации грибка переключения подач
- Грибок переключения подач
- Указатель подач стола
- Стрелка-указатель подач стола . Рукоятка включения поперечной и вертикальной подач стола
- Зажим салазок на направляющих консоли
- Рукоятка включения продольных перемещений стола (дублирующая)
- Маховичок ручного продольного перемещения стола (дублирующий)
- Переключатель ввода «включено-выключено»
- Переключатель насоса охлаждения «включено-выключено»
- Переключатель направления вращения шпинделя «влево-вправо»
- Рукоятка переключения скоростей шпинделя
- Переключатель автоматического или ручного управления и работы круглого стола
- Зажим консоли на станине
- Маховичок выдвижения гильзы шпинделя
- Зажим головки на станине
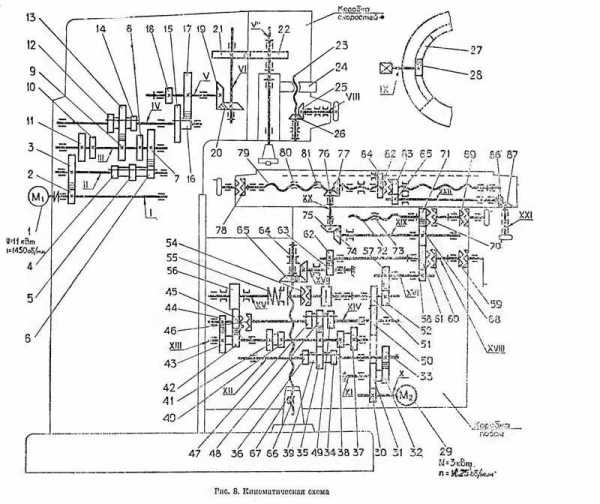
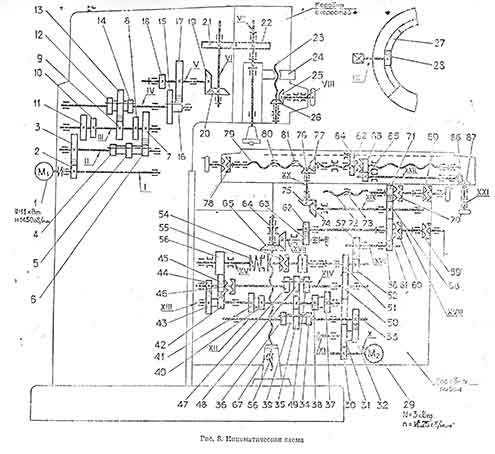
Кинематическая схема фрезерного станка ВМ127
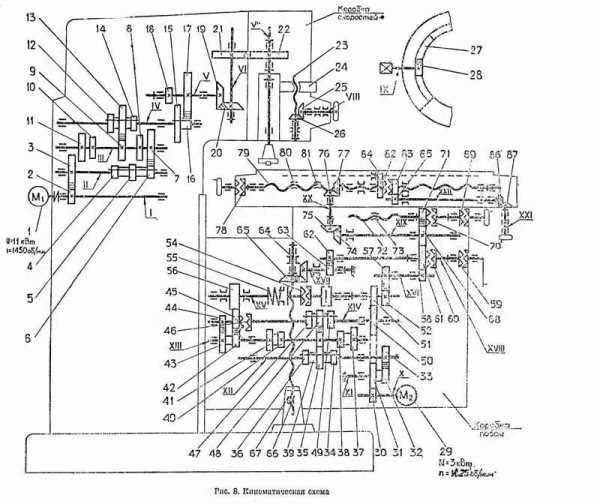
Привод главного движения осуществляется от фланцевого электродвигателя через упругую соединительную муфту.
Числа оборотов шпинделя изменяются передвижением трех зубчатых блоков по шлицевым валам.
Коробка скоростей сообщает шпинделю 18 различных скоростей.
Привод подач осуществляется от фланцевого электродвигателя, смонтированного в консоли. По средством двух трехвенцовых блоков и передвижного зубчатого колеса с кулачковой муфтой коробка подач обеспечивает получение 18 различных подач, которые через шариковую предохранительную муфту передаются в консоль и далее при включении с ответствующей кулачковой муфты к винтам продольного, поперечного и вертикального перемещений.
Ускоренные перемещения получаются при включении фрикциона быстрого хода, вращение которого осуществляется через промежуточные зубчатые колеса непосредственно от электродвигателя подач.
Фрикцион сблокирован с муфтой раб
i-perf.ru
Станок специализированный фрезерный консольный ВМ127
Станок специализированный фрезерный консольный ВМ127
- Подробности
- Категория: Фрезерные станки

Станок фрезерный консольный вертикальный модели ВМ127 предназначен для фрезерования всевозможных деталей из стали, чугуна и цветных металлов и сплавов торцовыми, концевыми, цилиндрическими. радиусными и другими фрезами. Масса детали с приспособлением — до 300 кг.
На станке можно обрабатывать вертикальные, горизонтальные и наклонные плоскости, пазы, углы, рамки, зубчатые колеса и т. д.
Техническая характеристика и жесткость станка позволяют полностью использовать возможности быстрорежущего и твердосплавпого инструмента.
Возможность настройки станка на различные полуавтоматические и автоматические циклы позволяет организовать многостаночное обслуживание.
Станок предназначен для выполнения фрезерных работ в условиях индивидуального и серийного производства.
Скачать документацию
Кинематическая схема
Привод главного движения

Привод главного движения осуществляется от фланцевого электродвигателя через упругую соединительную муфту.
Числа оборотов шпинделя изменяются передвижением трех зубчатых блоков по шлицевым валам.
Коробка скоростей сообщает шпинделю 18 различных скоростей.
График чисел оборотов шпинделя станка, поясняющий структуру механизма главного движения, приведен на рис. 9.
Привод подач

Привод подач осуществляется от фланцевого электродвигателя, смонтированного в консоли. Посредством двух трехвенцовых блоков и передвижного зубчатого колеса с кулачковой муфтой коробка подач обеспечивает получение 18 различных подач, которые через шариковую предохранительную муфту передаются в консоль и далее при включении соответствующей кулачковой муфты к винтам продольного, поперечного и вертикального перемещении.
Ускоренные перемещения получаются при включении фрикциона быстрого хода, вращение которого осуществляется через промежуточные зубчатые колеса непосредственно от электродвигателя подач.
Фрикцион сблокирован с муфтой рабочих подач, что устраняет возможность их одновременного включения.
График, поясняющий структуру механизма подач станка, приведен на рис. 10. Вертикальные подачи в 3 раза меньше продольных.
Станина
Станина является базовым узлом, на котором монтируются остальные узлы и механизмы станка.
Станина жестко закреплена на основании и зафиксирована штифтами.
Поворотная головка

Поворотная головка (рис. 14) центрируется в кольцевой выточке горловины станины и крепится к пен четырьмя болтами, входящими в Т-образный паз фланца.
Шпиндель представляет собой двухопорный вал, смонтированный в выдвижной гильзе. Регулирование осевого люфта в шпинделе осуществляется подшлифовкой колец 3 и 4. Повышенный люфт в переднем подшипнике устраняют подшлифовкой полуколец 6 и подтягиванием гайки 1.
через отверстие отвертыванием винта 2 расконтрагаевается гайка 1;
стальным стержнем гайка 1 застопоривается. По воротом шпинделя за сухарь гайку подтягивают и этим перемещают внутреннюю обойму подшипника!
щупом замеряется величина зазора между подшипником и буртом шпинделя, после чего полукольца 6 подшлифовываются на необходимую величину’
полукольца устанавливаются на место и закрепляются:
привертывается фланец 5. Для Устранения радиального люфта в 0,01 мм полукольца необходимо под шлифовывать примерно на 0/12 мм.
После проверки люфта в подшипнике производят обкатку шпинделя на максимальном числе оборотов.
Величину нагрева подшипников характеризуют измерением электротермометром температуры внутренней поверхности конического отверстия.
Избыточная температура поверхности инструментального конуса не должна превышать 55°С.
Вращение шпинделю передается от коробки скоростей через пару конических и пару цилиндрических зубчатых колес, смонтированных в головке.
Смазка подшипников и шестерен поворотной головки осуществляется от насоса станины, а смазка механизма перемещения гильзы—шприцеванием.
Коробка скоростей
Коробка скоростей смонтировала непосредственно в корпусе станины. Соединение коробки с валом электродвигателя осуществляется упругой муфтой, допускающей несоосность в установке двигателя до 0,5—0,7 мм.
Осмотр коробки скоростей можно производить через окно с правой стороны.
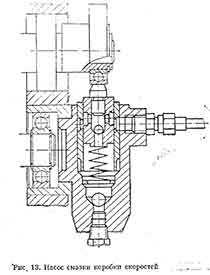
Смазка коробки скоростей осуществляется от плунжерного насоса (рис. 13), приводимого в действие эксцентриком. Производительность насоса; около 2 л/мин. Масло к насосу подводится через фильтр. От насоса масло поступает к маслораспределителю, от которого по медной трубке отводится па глазок контроля работы насоса и по гибкому шлангу в поворотную головку. Элементы коробки скоростей смазываются разбрызгиванием масла, поступающего из отверстий трубки маслораспределтеля, расположенного над коробкой скоростей.
Коробка переключения скоростей
Коробка переключения скоростей позволяет
выбирать требуемую скорость без последовательного прохождения промежуточных ступеней.
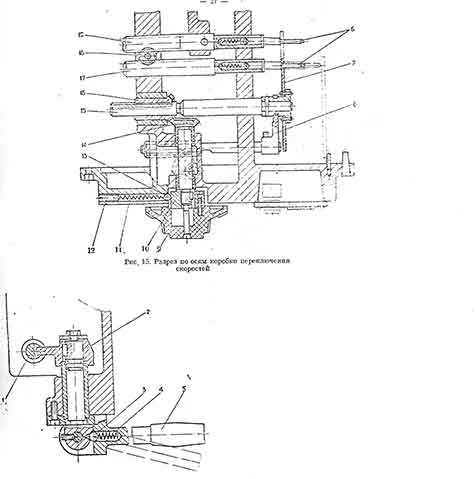
Рейка 1 (рис. 16). передвигаемая рукояткой переключения 5, посредством сектора 2 через вилку 8 (рис. 15) перемещает в осевом направлении главный, валик с диском переключения 7.
Диск переключения можно поворачивать указатели скоростей 9 через конические шестерни 14 и 16. Диск имеет несколько рядов определенного размера отверстий, расположенных против штифтов реек 17 и 19.
Рейки попарно зацепляются с зубчатым колесом 18 .На одной из каждой пары реек крепится вилка переключения. При перемещении диска нажимом на штифт одной из пары обеспечивается возвратно-поступательное перемещение реек.
При этом вилки в конце хода диска занимают положение, соответствующее зацеплению определенных пар шестерен. Для исключения возможности жесткого упора шестерен при переключении штифты 6 реек подпружинены.
Фиксация лимба при выборе скорости обеспечивается шариком 13, заскакивающим в паз звездочки 10.
Регулирование пружины 11 производится пробкой 12 с учетом четкой фиксации лимба и нормального усилия при его повороте.
Рукоятка 5 (см. рис. 16) во включенном положении удерживается за счет пружины 4 и шарика 3. При этом шип рукоятки входит в паз фланца.
Соответствие скоростей значениям, указанным на указателе, достигается определенным положением конических колес по зацеплению. Правильное зацепление устанавливается по кернам на торцах сопряженного зуба и впадины или при установке указателя в положение скорости 31,5 об/мин. и диска с вилками в положение скорости 81,5 об/мин. Зазор в зацеплении конической пары не должен быть больше 0,2 мм, так как диск за счет этого может повернуться до 1 мм.
Коробка подач
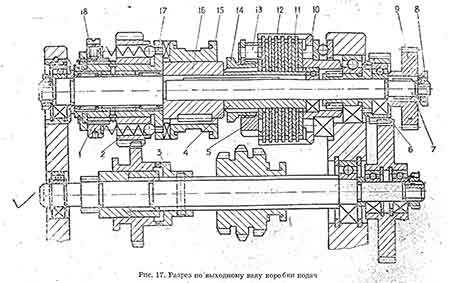
Коробка подач обеспечивает получение рабочих подач н быстрых перемещений стола, салазок и консоли. Кинематику коробки подач см. на рис. 8.
Получаемые в результате переключения блоков скорости вращения передаются на выходной вал 7 (рис. 17) через шариковую предохранительную муфту, кулачковую муфту 15 и втулку 16, соединенную шпонкой с кулачковой муфтой 15 п выходным валом 7.
При перегрузке механизма подач шарики, находящееся в контакте с отверстиями кулачковой втулки 17, сжимают пружины и выходят из контакта. При этом зубчатое колесо 2 проскальзывает относительно кулачковой втулки 17 и рабочая подача прекращается. Быстрое вращение передается от электродвигателя, минуя коробку подач, зубчатому колесу 6, которое сидит на хвостовике корпуса фрикциона 10 и имеет, таким образом, постоянное число оборотов. При монтаже необходимо проверить затяжку гайки 8. Корпус фрикционной муфты должен свободно вращаться между зубчатым колесом 9 и упорным подшипником.
Диски фрикциона через один связаны с корпусом фрикциона, который постоянно вращается, и втулкой 4, которая, в свою очередь, соединена шпонкой с выходным валом 7.
При нажатии кулачковой муфты 15 на торец втулки 14 и далее на гайку 5 диски 11 и 12 сжимаются н передают быстрое вращение выходному валу 7 и зубчатому колесу 9.
При регулировании предохранительной муфты снимается крышка 19 (рис. 18) и вывертывается пробка 20.
Коробка переключения подач
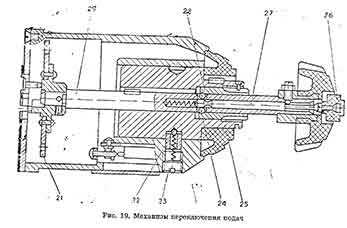
Коробка переключения подач (рис. 19) входит в узел коробки подач. Принцип ее работы д логичен работе коробки переключения скоростей.
Для предотвращения, смещения диска 21 в oceвом направлении валик 29 запирается во включенном положении шариком .24 и втулкой 28. Попадая в кольцевую проточку валика 27, шарики освобождают от фиксации валик 29 при нажиме на кнопку
Фиксация поворота диска переключения: 21 осуществляется шариком;22 через фиксаторную вилку 25, связанную шпонкой с валиком 29.Регулирование усилия фиксации поворота диска переключения производится резьбовой пробкой 23.
Смазка коробки подач осуществляется разбрызгиванием масла, поступающего из системы смазки консоли. Кроме этого, в нижней части платика консоли имеется отверстие (сверление в нагнетательную полость насоса смазки), через которое смазка поступает к маслораспределителю коробки подач.
От маслораспределитедя , отводятся две трубки: га глазок контроля работы насоса и для смазки подшипников. Непосредственно через маслораспределитель масло подается на смазку подшипников фрикционной муфты.
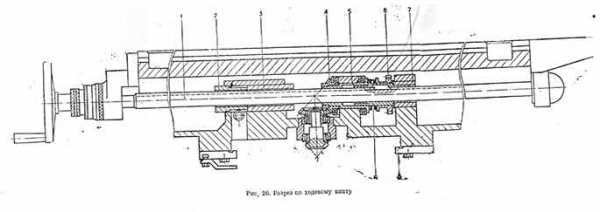
Консоль
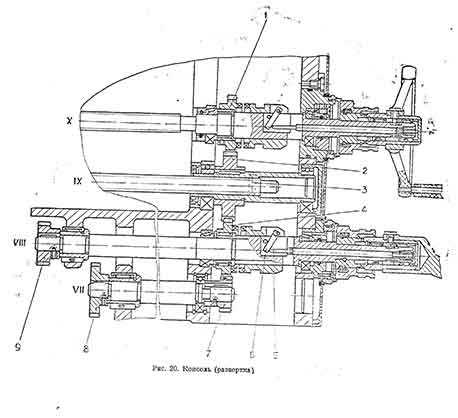
Консоль является базовым узлом, объединяющим узлы цепи подач стайка. В консоли смонтирован ряд валов и зубчатых колес, передающих движение от коробки подач в трех направлениях—к винтам продольной, поперечной и вертикальной подач, механизм включения быстрого хода» электродвигатель подач. В узел «консоль» входит также механизм включения поперечных и вертикальных подач.
Зубчатое колесо 8 (рис. 20) получает движение от колеса 9 (см. рис. 17) и передает его на зубчатые ‘колеса 7, 4, 2 и 1 (см. рис. 20). Зубчатое колесо 4 смонтировано на подшипнике и может передавать движение валу только через кулачковую муфту 6, связанную с валом. Далее через пару цилиндрических и пару конических колес движение передается на винт 14 (рис. 21).
Зацепление конической пары 10 и 15 отрегулировано компенсаторами 12 и 13 и зафиксировано винтом, входящим в засверловку пальца 11.
Втулка 16 имеет технологическое значение и никогда не демонтируется.
Гайка вертикальных перемещений закреплена в колонке. Колонка установлена точно по винту и зафиксирована штифтами на основании станка.
Зубчатое колесо 2 (см. рис. 20), смонтированное па гильзе, через шпонку и шлицы постоянно вращает шлицевой вал IX цепи продольного хода.
Винт поперечной подачи X получает вращение через зубчатое колесо 2 п свободно сидящее на валу колесо 1 при включенной кулачковой муфте поперечного хода.
Для демонтажа валов VII и VIII необходимо снять коробку подач и крышку с левой стороны консоли, после чего через окно консоли вывернуть стопоры у зубчатых колес 8 и 9.
Демонтаж салазок можно произвести после демонтажа шлицевого вала IX.
При демонтаже салазок необходимо также демонтировать кронштейн поперечного хода или винт поперечной подачи.
Механизм включения вертикальной и поперечной подач
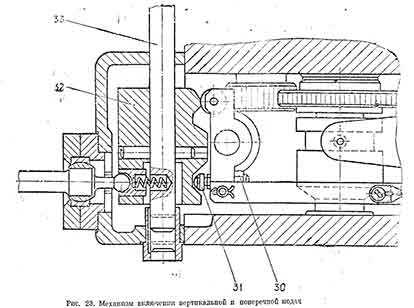
Механизм включения вертикальной и поперечной подач выполнен в отдельном корпусе и управляет включением и отключением кулачковых муфт поперечной и вертикальной подач и электродвигателя подач.При движении рукоятки вправо пли влево, вверх или вниз связанный с ней барабан 32 (рис. 23) совершает соответствующие движения и своими скосами Управляет через рычажную систему включением кулачковых муфт, а через штифты — конечными выключателями мгновенного действия, расположенными ниже механизма и предназначенными для реверса электродвигателя подачи.Тяга 33 связывает барабан с дублирующей рукояткой. В своей средней части на ней закреплен рычаг, па который действуют кулачки, ограничивающие поперечный ход. В конце тяга имеет рычаг для ограничения вертикальных перемещений. При включениях и выключениях поперечного хода тяга перемещается поступательно, а вертикального хода — поворачивается.
Блокировка» предохраняющая от включения маховички и рукоятки ручных перемещений при включении механической подачи, включает в себя коромысло 6 и штифт 5 (см. рис. 20).
При включении кулачковой муфты рукояткой по-. дачи коромысло 6 при перемещении муфты поворачивается, передвигает штифт, который упирается в дно кулачковой муфты маховичка или рукоятки, и отодвигает их, не давая возможности кулачкам сцепиться.
Если система имеет повышенный люфт, необходимо выпрессовать пробку вала VII, расконтрить гайку 30 (см. рпс. 23) н подвернуть винт 31. После проверки люфта необходимо тщательно законтрить гайку 30.
Система смазки консоли включает в себя плунжерный насос (рис. 24), золотниковый распределитель (рис. 25), маслораспределитель и отходящие от пего трубки, подающие масло к подшипникам, зубчатым колесам, винтам поперечного и вертикального перемещений. Плунжерный насос смазки консоли, коробки подач, механизмов узла «стол-салазки» засасывает масло через сетку фильтра из масляной ванны и подает его по трубке К золотниковому распределителю.
От золотникового распределителя отводятся труо-кп для смазки вертикальных направляющих консоли, па штуцер гибкого шланга смазки узла «стол-салазки» и к маслораспределителю консоли. Производительность насоса около 1 л/мин.
Стол и салазки
Стол и салазки (рис. 26) обеспечивают про-дольные и поперечные перемещения стола.
Ходовой винт 1 получает вращение через скользящую шпонку гильзы 9, смонтированную во втулках 5 и 7. Гильза через шлицы получает вращение от кулачковой муфты 6 при сцеплении ее с кулачками втулки 5, жестко связанной с коническим зубчатым колесом 4. Втулка 5 имеет зубчатый венец, с которым сцепляется зубчатое колесо привода круглого стола. Кулачковая муфта 6 имеет зубчатый венец для осуществления вращения винта продольной подачи при перемещениях от маховичка. Зубчатое колесо 45 (рис 30) подпружинено на случай попадания зуба на зуб. Зацепление с шестерней 45 может быть только в случае расцепления муфты 6 с втулкой 5 (см. рис. 20).
Таким образом, маховичок 24 (рис. 30) блокируется при механических подачах.
Гайки 2 и 3 ходового винта (рис. 26) расположены в левой части салазок. Правая гайка 3 зафиксирована двумя штифтами в корпусе салазок, левая гайка 2, упираясь торцом в правую при повороте ее червяком выбирает люфт в винтовой паре. Для регулирования зазора необходимо ослабить гайку 11 (рис. 27) п, вращая валик 10, произвести подтягивание гайки 2 (рис. 26). Выбор люфта необходимо производить до тех пор, пока люфт ходового винта, проверяемый поворотом маховичка продольного хода, окажется не более 3—5° и пока при перемещении стола вручную не произойдет заклинивание винта на каком-либо участке, необходимом для рабочего хода.
После регулировки нужно затянуть контргайку 11 (см. рис. 27), зафиксировать валик 10 в установленном положении.
Стол в своих торцах соединяется с ходовым винтом через кронштейны, установка которых производится по фактическому расположению винта, и фиксируется контрольными штифтами. Упорные подшипники смонтированы на разных концах винта, что устраняет возможность его работы на продольный изгиб. При монтаже винта обеспечивается предварительный натяг ходового винта гайками с усилием 100—125 кг.
Зазор в направлениях стола и салазок выбирается клиньями. Регулирование клина 12 стола (рис. 28) производится при ослабленных гайках 13 п 15 подтягиванием винта 14 отверткой.
После проверки регулирования ручным перемещением стола гайки надежно затягиваются.
Зазор в направляющих салазок регулируется клипом 17 при помощи впита 10. Степень регулирования проверяется перемещением салазок вручную.
Зажим салазок на направляющих консоли обеспечивается планкой 8 (см. рис. 26).
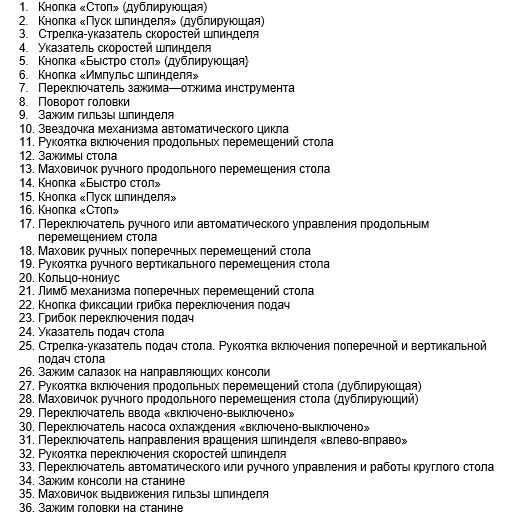
Электрическая схема
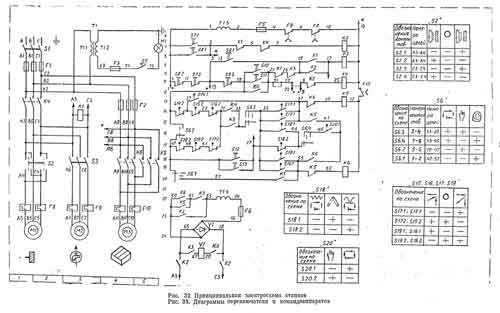
Электросхема позволяет производить работу на станке в следующих режимах: «Управление от рукояток», «Автоматическое управление» продольными перемещениями стола» «Круглый стол».
Подключение станка к сети и отключение осуществляется вводным выключателем S 1. Выбор режима работы производится переключателем S 6. Работа станка в наладочном режиме при не вращающемся шпинделе обеспечивается установкой реверсивного переключателя S 2 в среднее пулевое положение.
ВНИМАНИЕ!
ПРЕЖДЕ ЧЕМ ОТКЛЮЧИТЬ СТАНОК ОТ СЕТИ ИЛИ ПРОИЗВЕСТИ РЕВЕРС ПРИ РАБОТАЮЩЕМ ЭЛЕКТРОДВИГАТЕЛЕ ШПИНДЕЛЯ НЕОБХОДИМО КНОПКОЙ «СТОП» ОТКЛЮЧИТЬ ЭЛЕКТРОДВИГАТЕЛЬ.
Для облегчения переключения скоростей шпинделя и подачи в станке предусмотрено импульсное включение электродвигателя шпинделя кнопкой а электродвигателя подачи — конечным выключателем импульса S 14. При нажатии кнопки S 9 включаются К4 и К’1. Н. О. контакты К1 включают реле КЗ, которое за счет своего н. о. контакта становятся на самопитание, а н. з. контактом разрывает цепь питания К4.
– При управлении от рукояток работа электросхемы обеспечивается замыканием рабочих цепочек через контакты командоаппаратов S17; S19; S15;S16;S20 Включение и отключение электродвигателя подачи осуществляется двумя командоаппаратами: для продольной подачи S 17; S 19, для вертикальной и поперечной подач— S5; S6. Включение и отключение вращения шпинделя осуществляется соответственно кнопками «Пуск», S 10, S 11, «Стоп» 7. S8. Кнопкой «Стоп» одновременно с отключением электродвигателя вращения шпинделя отключается и электродвигатель подачи.
Быстрый ход стола происходит при нажатии S 12 кнопки «Быстро», включающей пускателем КЗ электромагнит быстрого хода V1.
Торможение электродвигателя шпинделя — электродинамическое и осуществляется пускателем К2, создающим цепь постоянного тока от выпрямителя VI в обмотку статора. Реле напряжения К1 служит для защиты диодов от пробоя. Напряжение обмотки Т1 равно 36 В при напряжении сети 220 В и , 65 В при напряжении сети 380 В.
При работе на одной из подач возможность случайного включения другой подачи взаимоисключается, блокировка осуществляется конечными выключателями S 15-S19.
При автоматическом управлении переключатель S 6 должен быть установлен в положение «Автоматический цикл». Кроме того, необходимо произвести механическое переключение валика, расположенного в салазках станка, в положение «Автоматический цикл».
При последнем положении валика кулачковая муфта продольного хода заперта и конечный выключатель S 20 нажат.
Автоматическое управление осуществляется при помощи кулачков, устанавливаемых на столе. При движении стола кулачки, воздействуя на рукоятку включения продольной подачи (см. рис. 34) и верхнюю звездочку 2, производят необходимые переключения в электросхеме и механизмах.
Управление быстрым ходом в автоматических циклах осуществляется конечным выключателем S 18 Конечный выключатель S 20 исключает возможность включения поперечных и вертикальных подач в этом режиме работы. Работа электросхемы в этом режиме объясняется Диаграммой и происходит следующим образом: при отключенной рукоятке 1 шток 4 должен находиться в глубокой впадине звездочки 3, контакты 41 —17 конечного выключателя S 18 должны быть замкнуты (положение 0 на диаграмме). С включением рукоятки 1 вправо включается быстрый ход стола вправо (положение 1 на диаграмме). Отключение быстрого хода в нужной точке происходит при воздействии кулачка За на звездочку 2 (положение 2 па диаграмме), при повороте которой шток 4 попадает в малую впадину звездочки 3, а оба контакта конечного выключателя S18 размыкаются. Стол продолжает движение на подаче. При воздействии кулачков 1а и 3б па рукоятку 1 и звездочку 2 происходит реверс подачи и включение быстрого хода влево (положение 3 и 4 на диаграмме). При переходе рукоятки 1 через положение 0 питание пускателя Ко осуществляется через контакты 33—43 конечного выключателя S 18. Шток 4 в этот момент должен находиться на участке постоянной кривизны звездочки 3 (положение 3 па диаграмме). Отключение быстрого хода влево и конец цикла осуществляется при переводе рукоятки 1 кулачком 6 в нейтральное положение (положение 5 на диаграмме).
Работа электросхемы на других циклах происходит аналогично.
Скачать документацию
forkettle.ru
ВМ-127 вертикально-фрезерный станок: характеристики, паспорт, электрическая схема
Процесс фрезерования предусматривает механическое снятие металла с поверхности. Для проведения подобной операции требуется фрезерный станок, который может оснащаться различными насадками. Довольно больше распространение получила вертикально-фрезерная модель ВМ127. Она предназначается для производства небольших и средних изделий. Фрезерный станок ВМ127 применяется для обработки различных плоскостей, углов, пазов и других изделий. Аналогами можно назвать 6Р14 и 6Т13. Рассмотрим особенности этой конструкции подробнее.

Устройство оборудования
Вертикально фрезерный станок ВМ127 получил широкое распространение благодаря эффективной конструкции. Ее особенностями можно назвать следующие моменты:
- Устанавливается мощный привод, который обеспечивает условия для плавной регулировки скорости подачи при различных условиях резания.
- В качестве привода применяется сервоконтролерный механизм. При этом ВМ127М имеет обратную связь.
- Устройство характеризуется наличием полуавтоматической системы смазки, которая обеспечивает высокую надежность работы фрезерного оборудования.
- Устанавливается и система подачи СОЖ в зону резания. Она существенно расширяет область применения устройства.
- На стойке расположены различные элементы управления, представленные рычагами и рукоятками.
Модель может оснащаться различными фрезами. Основными узлами можно назвать нижеприведенные элементы:
- Станина. Она изготавливается при применении чугуна. Массивное основание обеспечивает высокую устойчивость устройства на момент работы. Высокая жесткость станины определяет точное позиционирование всех элементов, а также отсутствие вибрации на момент работы.
- Вертикальное расположение режущего инструмента на сегодняшний день получило широкое распространение. Для этого есть стойка, на которой расположена шпиндельная бабка. Внутри этого элемента находится коробка скоростей, представленная сочетанием зубчатых колес. При изготовлении стойки и шпиндельной бабки применяется сталь, за счет чего обеспечивается высокая степень защиты и небольшой вес конструкции. Поверхность стали покрывается краской для исключения вероятности появления коррозии при длительной эксплуатации в сложных условиях.
- Шпиндель предназначен для закрепления фрез и других инструментов. Она может поворачиваться вокруг оси и перемещаться в вертикальном направлении. Над бабкой есть электрический двигатель, в сторону отводится пульт управления, который фиксируется гибко. В зону резания подается СОЖ, за счет чего можно обрабатывать заготовки на более высокой скорости.
- В нижней части расположены салазки и стол для закрепления заготовки. Для управления положением рабочего узла есть несколько рукояток. Предусмотрено наличие быстрой подачи для перемещения стола на холостом ходу. Стол перемещается по стойке в вертикальном направлении для обеспечения подачи заготовки.
В целом можно сказать, что компоновка фрезерного станка классическая, за счет чего расширяется его область применения. Принципиальная электрическая схема позволяет в любой момент обесточить устройство.
Технические характеристики и применение
При выборе модели уделяется внимание основным техническим характеристикам. В комплект поставки включается паспорт.
Скачать паспорт (инструкцию по эксплуатации) фрезерного станка ВМ127
Основными параметрами можно назвать нижеприведенные моменты:
- Размер рабочей поверхности фрезерного станка определяет то, какие заготовки могут обрабатываться. В рассматриваемом случае размер 1600 на 40 мм.
- Максимальная нагрузка на стол составляет 800 килограмм.
- На фрезерном станке устанавливается несколько электрических моторов. Основной имеет мощность 11 кВт, также есть дополнительные с мощностью 2,1 кВт и 0,12 кВт. Они предназначены для управления столом и перекачивания охлаждающей жидкости в зону резания.
- Класс точности оборудования составляет Н. Стоит учитывать этот показатель при производстве самых различных изделий.
- Масса фрезерного станка составляет 4200 килограмм. Этот момент определяет то, что оборудование должно устанавливаться на специальном основании.
- Технология обработки предусматривает установку наиболее подходящей скорости вращения инструмента. Оператор может указать одну из 18 скоростей вращения шпинделя.
- Стол может передвигаться в нескольких направлениях с различной скоростью.
Фрезерование станком фрезерный ВМ127 позволяет получать изделия с высокой точностью. Модель устанавливается в случае наладки мелкосерийного или штучного производства, за счет установки современной фрезы есть возможность увеличить показатель производительности. Характеристики оборудования определили его широкое распространение в машиностроительной промышленности.

При соответствующем оборудовании домашней мастерской можно провести установку рассматриваемого фрезерного станка. Стоит учитывать, что высокий показатель электропотребления предъявляет высокие требования к электрической сети. Кроме этого, в качестве основания должна применяться массивная плита.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru
Станок вертикально фрезерный вм 127м
Вертикально-фрезерный станок ВМ 127М
в Москве +7 (499) 372-31-73 в Санкт-Петербурге +7 (812) 245-28-87 в Минске +375 (17) 246-40-09 в Екатеринбурге +7 (343) 289-16-76 в Новосибирске +7 (383) 284-08-84 в Челябинске +7 (351) 951-00-26 в Тюмени +7 (3452) 514-886
в Нижнем Новгороде +7 (831) 218-06-78 в Самаре +7 (846) 201-07-64 в Перми +7 (342) 207-43-05 в Ростове-на-Дону +7 (863) 310-03-86 в Воронеже +7 (473) 202-33-64 в Красноярске +7 (391) 216-42-04
в Абакане, Альметьевске, Архангельске,
Астрахани, Барнауле, Белгороде, Благовещенске, Брянске, Владивостоке, Владимире, Волгограде, Вологде, Иваново, Ижевске, Иркутске, Йошкар-Оле, Казани, Калуге, Кемерово, Кирове, Краснодаре, Красноярске, Кургане, Курске, Кызыле, Липецке, Магадане, Магнитогорске, Майкопе, Мурманске, Набережных Челнах, Нижнекамске, Великом Новгороде, Новокузнецке, Новороссийске, Новом Уренгое, Норильске, Омске, Орле, Оренбурге, Пензе, Перми, Петрозаводске, Пскове, Рязани, Саранске, Саратове, Севастополе, Симферополе, Смоленске, Сыктывкаре, Тамбове, Твери, Томске, Туле, Улан-Удэ, Ульяновске, Уфе, Хабаровске, Чебоксарах, Чите, Элисте, Якутске, Ярославле и в других городах
По всей России бесплатный номер 8 (800) 775-16-64
stanok-kpo.ru
ВМ127М характеристики
Технические характеристики фрезерного станка ВМ127М реализуют возможность механической обработки деталей из чугуна методом фрезерования.
Наименование характеристики | Ед. изм. | Параметры |
Класс точности по ГОСТ 8-82 | Н | |
Размеры рабочей поверхности стола (Д х Ш) | мм | 1600 х 400 |
Число Т-образных пазов | 3 | |
Перемещение стола | ||
продольное (Х) | мм | 1010 |
поперечное (Y) | мм | 320 |
вертикальное (Z) | мм | 420 |
Количество подач стола | 18 | |
Пределы подач стола | ||
Продольных | мм/мин | 25…1250 |
Поперечных | мм/мин | 25…1250 |
Вертикальных | мм/мин | 8,3…416,6 |
Расстояния от торца шпинделя до стола | мм | 30…500 |
Расстояние от оси шпинделя до вертикальных направляющих станины | мм | 420 |
Скорость быстрого перемещения стола | ||
Продольного и поперечного | мм/мин | 3000 |
Вертикального | мм/мин | 1000 |
Наибольшая масса обрабатываемой детали (с приспособлениями) | кг | 300 |
Перемещение стола на одно деление лимба | ||
продольное, поперечное | мм | 0,05 |
вертикальное | мм | 0,05 |
Перемещение стола на один оборот лимба | ||
продольное | мм | 4 |
поперечное | мм | 6 |
вертикальное | мм | 2 |
Количество ступеней скоростей шпинделя | 18 | |
Внутренний конус шпинделя | 50 | |
Частота вращения шпинделя | об/мин | 40…2000 |
Наибольшее осевое перемещение пиноли шпинделя | мм | 80 |
Перемещение пиноли на один оборот лимба | мм | 4 |
Перемещение пиноли на одно деление лимба | мм | 0,05 |
Наибольший угол поворота шпиндельной головки | град | ±45 |
Выключающие упоры подачи | Есть | |
Блокировка ручной и механической подач | Есть |
|
Блокировка рукояток | Есть | |
Блокировка раздельного включения подачи | Есть | |
Автоматическая прерывная подача | ||
продольная | Есть | |
поперечная и вертикальная | Нет | |
Торможение шпинделя | Есть | |
Предохранение от перегрузки (муфта) | Есть | |
Количество электродвигателей на станке (с электронасосом) | 4 | |
Главный привод станка | ||
Мощность | кВт | 11 |
Электродвигатель привода подач | ||
Мощность | кВт | 2,1 |
Электронасос подачи охлаждающей жидкости | ||
Мощность | кВт | 0,12 |
Тип | П-32МС10 | |
Производительность | л/мин | 22 |
Электродвигатель зажима инструмента | ||
Тип | АИР56В2У3 | |
Габаритные размеры станка | ||
длина | мм | 2560 |
ширина | мм | 2260 |
высота | мм | 2500 |
Масса станка | кг | 4250 |
www.stanoktehpasport.ru
Станок вертикально фрезерный ВМ127М
Фрезерные станки > СТАНОК ФРЕЗЕРНЫЙ КОНСОЛЬНЫЙ МОДЕЛЬ ВМ127| Цена: | По запросу |
| Наличие на складе: | Уточняйте |
Торгово-производственная компания «РемПромМаш» предлагает Вашему вниманию станок вертикально фрезерный ВМ127М, позволяющий с высокой точностью выполнять металлообработку деталей из черных и цветных металлов. Данное оборудование отлично зарекомендовало себя и при работе в полуавтоматических циклах, позволяя организовать в цеху многостаночное обслуживание, и при единичном либо мелкосерийном производстве.
Благодаря возможности применения различных типов фрез, станок обеспечивает высокую точность и отменное качество обработки вертикальных и горизонтальных плоскостей самых различных изделий на заготовительном, фрезерном и доводочном этапах.
Сфера применения станочного оборудования такого типа достаточно широка, ведь:
- Все станки, производимые на нашем предприятии, соответствуют установленным нормам и обладают высокой функциональностью.
- Возможность быстрой индивидуальной настройки различных параметров обуславливает неоспоримые преимущества станка для фрезерования модели ВМ127М, позволяя эффективно применять вертикальные агрегаты от «РемПромМаш» в различных промышленных направлениях.
- Автоматическая система подачи смазки на основные узлы и механизмы гарантирует безотказность работы даже в затрудненных условиях.
- Продуманная система защиты обеспечивает комфорт и безопасность выполнения работ.
- Доступная стоимость оборудования от производителя станет дополнительным бонусом для государственных предприятий и частных заказчиков.
Независимо от сферы применения, металлообработка является сложным процессом, требующим высокой точности выполнения работ, а потому особенно важно подобрать для оснащения участка механической обработки деталей оборудование, функционал которого в полной мере будет отвеч
i-perf.ru
| Характеристика | ВМ127М |
|---|---|
| Размеры рабочей поверхности стола (ширина х длина), мм | 400 х 1600 |
| Число Т-образных пазов | 3 |
| Максимальная нагрузка на стол (по центру), кг | 800 |
| Наибольшее перемещение стола, мм: | |
| – продольное механическое/ручное | 1010/1010 |
| – поперечное механическое/ручное | 300(280)/320 |
| – вертикальное механическое/ручное | 400/420 |
| Перемещение стола на одно деление лимба (продольное поперечное, вертикальное), мм | 0,05 |
| Перемещение стола на один оборот лимба, мм: | |
| – продольное | 4 |
| – поперечное | 6 |
| – вертикальное | 2 |
| Точность линейных координатных перемещений стола (при оснащении БЦИ) , мкм: | |
| – продольное (координата “Х”) | 50 |
| – поперечное ( координата “Y”) | 50 |
| – вертикальное (координата “Z”) | 50 |
| Конус шпинделя | АТ50 |
| Наибольшее перемещение пиноли шпинделя, мм | 80 |
| Наибольшее и наименьшее перемещение от торца шпинделя до рабочей | |
| поверхности стола при ручном перемещении, мм | 30-500* |
| Расстояние от оси шпинделя до вертикальных направляющих станины, мм | 420 |
| Угол поворота шпиндельной головки, град. | ±45 |
| Количество скоростей шпинделя | 18 |
| Пределы бесступенчатой регулировки скорости подач, мм/мин : | |
| – продольной рабочая/ускоренная | 25-1250/3000 |
| – поперечной рабочая/ускоренная | 25-1250/3000 |
| – вертикальной рабочая/ускоренная | 8,3-416,6/1000 |
| Мощность электродвигателей, кВт: | |
| – главного движения | 11 |
| – привода подач | 2,1 |
| Мощность электронасоса охлаждающей жидкости, к Вт | 0,12 |
| Производительность электронасоса охлаждающей жидкости, л/мин | 22 |
| Класс точности станка | Н |
| Габариты, мм | 2560х2260х2500 |
www.russtanko.ru
Вертикальный фрезерный станок ВМ127М – Станкофф.RU
Предназначен для различной фрезерной обработки поверхностей деталей, включая корпусные из черных, цветных и высокопрочных металлов и сплавов в условиях единичного и серийного производств. Станок прост и удобен в эксплуатации.
Страна изготовления: Россия
| Техническая характеристика | |
| Размеры рабочей поверхности стола, мм | 400х1600 |
Перемещение стола, мм, не более: |
|
– продольное |
1000 |
– поперечное |
320 |
– вертикальное |
400 |
Перемещение стола шпинделя, мм, не более: |
80 |
Наибольший угол поворота шпиндельной головки, град |
+45 |
Расстояние от торца шпинделя до рабочей поверхности стола, мм |
30…500 |
Количество скоростей шпинделя |
18 |
Мощность электродвигателей, кВт |
18 |
Габарит, мм:- длина |
2560 |
– ширина |
2260 |
– высота |
2500 |
Масса, кг |
4250 |
Отзывы о Вертикальном фрезерном станке ВМ127М
Пока нет отзывов на данный товар.
Оставить свой отзыв
Ваш отзыв поможет другим людям сделать выбор. Спасибо, что делитесь опытом!
В отзывах запрещено:
Использовать нецензурные выражения, оскорбления и угрозы;
Публиковать адреса, телефоны и ссылки содержащие прямую рекламу;
Писать отвлеченные от темы и бессмысленные комментарии.
Информация не касающаяся товара будет удалена.
www.stankoff.ru