Фрезерный станок вертикально горизонтальный – Горизонтально- и вертикально фрезерные станки. — Студопедия.Нет
alexxlab | 14.02.2020 | 0 | Фрезерный
Станки вертикально-фрезерные – Энциклопедия по машиностроению XXL
Фрезеровать лыски. Технологическая база — та же плюс крепежное отверстие. Станок вертикально-фрезерный. [c.87]Фрезеровать торцы втулок с одной стороны начерно или начисто и с припуском под шлифование (при необходимости). Технологическая база (установочная) — поверхность стержня или противоположные торцы втулок. Направляющую и опорную базы выбирают из условий удобства установки детали. Станок — вертикально-фрезерный или карусельно-фрезерный. [c.136]
Станки вертикально-фрезерные [c.328]
Токарно-винторезный станок Поперечно-строгальный станок. Продольно-строгальный станок Долбежный станок. . . . . Универсально-фрезерный станок Вертикально-фрезерный станок Радиально-сверлильный станок Вертикально-сверлильный станок Круглошлифовальный станок. Плоскошлифовальный станок. Электроэрозионный станок. . Прочее. . …….. [c.345]
Фрезерование широко применяют для обработки плоских и фасонных поверхностей рабочих и вспомогательных деталей штампов и пресс-форм и выполняют на универсальных станках вертикально-фрезерных (консольных и с крестовым столом), консольных горизонтально-фрезерных и широкоуниверсальных концевыми, цилиндрическими, торцовыми н дисковыми фрезами быстрорежущими и оснащенными твердым сплавом ([20], см. табл.19—23).
Номер станка 612. 6 означает группу — фрезерная 1 — тип станка (вертикально-фрезерный консольный станок) 2—типо-размер станка (№ 2). [c.1]
Вертикально-фрезерные станки. Вертикально-фрезерный станок отличается от горизонтального только расположением шпинделя, и все изложенное выше о горизонтально-фрезерном станке вполне применимо к вертикально-фрезерному, за исключением тех деталей и узлов, которые у последнего отсутствуют (хобот, поддержки). [c.130]
Тип станка вертикально-фрезерный [c.131]
Разработка плана технологического процесса механической обработки корпуса нижнего. Последовательность основных операций может быть принята следующая I) обработка базовой плоскости основания фрезерованием или строганием начерно. Оборудование — продольно-фрезерный станок, вертикально-фрезерный станок крупного размера или продольно-строгальный станок 2) сверление и развертывание двух базовых отверстий в плоскости основания под установочные пальцы приспособления. Станок радиально-сверлильный приспособление— накладной кондуктор 3) черновая обработка плоского разъема и плоскостей торцов у главных отверстий на продольно-фрезерных, вертикально-фрезерных или продольно-строгальных станках [c.212]
Базы обрабатываются вне автоматической линии на агрегатных станках вертикально-фрезерном и вертикально-сверлильном. На агрегатном фрезерном станке фрезеруется плоскость прилегания крышки к картеру коробки передач, а на вертикальносверлильном сверлятся шесть отверстий для крепления крышки
Станок вертикально-фрезерный № станка [c.292]
Бесконсольные вертикально-фрезерные станки (вертикально-фрезерные станки с крестовым столом) применяют для фрезерования крупных деталей с большой толщиной срезаемого слоя. Бесконсольные станки имеют большую мощность, высокие [c.226]
Станины, в которых вмонтированы шпиндели. Для таких станин базой для восстановления направляющих поверхностей служит ось шпинделя, так как положение ее при ремонтах должно сохраниться. К этой группе станков относятся горизонтально-фрезерные станки, вертикально-фрезерные с неотъемной головкой, некоторые типы зубодолбежных станков, револьверные станки с неотъемной передней бабкой и др. При ремонте станин этой группы выверки ведут от жестких или устанавливаемых оправок, которые укрепляются в шпинделе станка и материализуют ось шпинделя. [c.204]
Станки вертикально-фрезерные с [c.127]
ОБРАБОТКА ЗАГОТОВОК НА ГОРИЗОНТАЛЬНО-И ВЕРТИКАЛЬНО-ФРЕЗЕРНЫХ СТАНКАХ [c.336]
На рис. 6.65 показаны схемы фрезерования поверхностей на горизонтально- и вертикально-фрезерных станках. Движения, участвующие в формообразовании поверхностей в процессе резания, на схемах указаны стрелками. [c.336]
| Рис. 6.64. Вертикально-фрезерный станок | 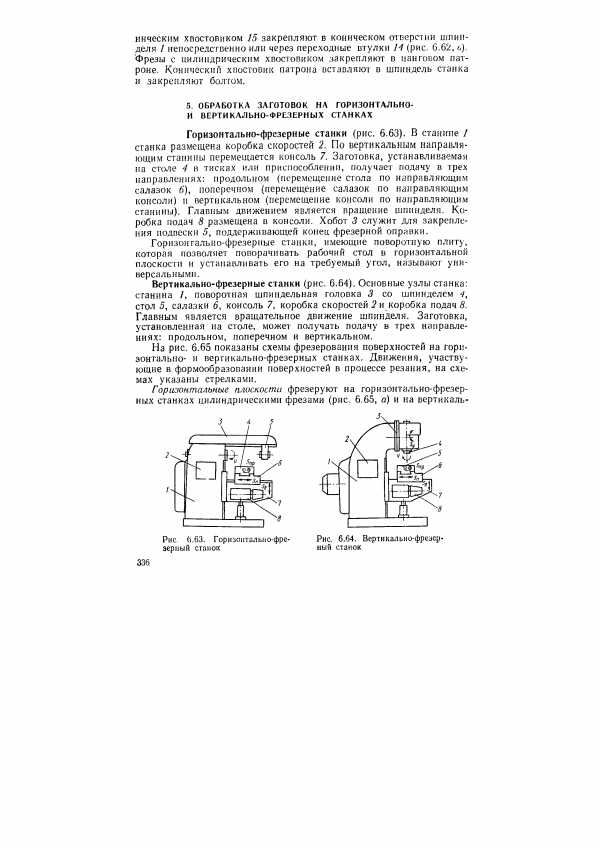 |
Наклонные плоскости и скосы фрезеруют торцовыми (рис. 6.65, д) и концевыми фрезами на вертикально-фрезерных станках, у которых фрезерная головка со шпинделем поворачивается в вертикальной плоскости. Скосы фрезеруют на горизонтально-фрезерном станке одноугловой фрезой (рис. 6.65, е).
Фасонные поверхности незамкнутого контура с криволинейной образующей и прямолинейной направляющей фрезеруют на горизонтально- и вертикально-фрезерных станках фасонными фрезами соответствующего профиля (рис, 6.65, п). [c.338]
Фрезерные станки разделяются на следующие виды 1) горизонтально-фрезерные, 2) вертикально-фрезерные, 3) универсально-фрезерные, 4) продольно-фрезерные, 5) карусельно-фрезерные, 6) барабанно-фрезерные и 7) специальные. [c.263]
На горизонтально-фрезерных и вертикально-фрезерных станках можно устанавливать на стол станка 3 одну деталь 1 или несколько [c.263]
На рис. 126, а показано фрезерование деталей торцовой фрезой на вертикально-фрезерном станке так называемым методом маятниковой подачи (подача в обе стороны) при этом вспомогательное время затрачивается только на передвижение стола 3 на длину расстояния между деталями. Применение этого метода может значительно повысить производительность станка. [c.264]
Благодаря значительному повышению посредством шевингования точности зубчатых колес и высокой производительности шевингование зубчатых колес применяют не только в массовом и крупносерийном производстве, но и в серийном и даже в мелкосерийном. При отсутствии специальных станков для шевингования можно приспособить вертикально-фрезерный станок с поворотной фрезерной головкой, обеспечивающей образование угла скрещивания осей шевера и зубчатого колеса. [c.324]
Фрезерование по разметке. Способ обработки фасонных поверхностей по разметке является менее производительным и точным. Он применяется при изготовлении небольшого числа деталей. Работа производится чаще всего концевой фрезой преимущественно на вертикально-фрезерных станках при двух одновременно действующих ручных подачах. Величины этих подач должны быть такими, чтобы в результате одновременного их действия обрабатываемая поверхность получила заданную форму.
Станок вертикально-фрезерный нов.бШЭГЗ- Материал детали ЗОХГСА Фреза-кониевая ф 20 Материал фрезы Р1в Число зубьев /= [c.834]
Вертикально-фрезерная. Станок вертикально-фрезерный 6Н10 (рис. 1.110). Фрезеровать поверхность 1 под чистовое фрезерование. Фрезеровать поверхность 1 начисто. [c.139]
Станки вертикально-фрезерный 654РФЗ и вертикально-сверлильный 2Р135Ф2. Стол без отверстия Приспособление базируют на столе станка двумя шпонками по центральному пазу и ориентируют вдоль оси у. Для ориентации вдоль оси х можно использовать специально предусмотренные пальцы и отверстия. Для размеров этих установочных элементов применяют поля допусков f 7 g6 Н7 (для станков нормальной точности) и /6, 5, Н6 (для станков повышенной точности) [c.563]
Токарно-винторезный станок. . . Универсально-фрезерный станок. . Вертикально-фрезерный станЬк. . Поперечно-строгальный станок. . [c.346]
Какое направление вращеапя шпинделя имеют горизонтально-фрезерные станки Вертикально-фрезерные [c.59]
Какое направление вращения шпинделя имеют горнзонтально-фре-зерные станки Вертикально-фрезерные [c.64]
Станки Вертикально-фрезерный модели 6Н11 Продольно-фрезер-ный модели 661 [c.201]
Фрезерная. Фрезеровать базовые фаски. База базовый торец и отверстие. Станок вертикально-фрезерный 6ПР0. [c.252]
Пример Фрезеруется плоскость в корпусе. Род заготовки — отливка СЧ28-48, НВ210. Ширина фрезерования 120 мм. Станок вертикально-фрезерный 6Н13. Припуск на обработку 3 мм. [c.239]
Фрезерные 6 Барабанно- фрезерные станки Вертикально- фрезерные консольные станки Фрезернорасточные станки одностоечные с продольным столом
На рис. 6.19 показана кинематическая схема вертикально-фрезерного станка с ЧПУ модели 6Р13ФЗ. Механизм главного движения станка представляет собой обычную коробку скоростей, в которой 18 частот вращений шпинделя получают переключением двух тронных и одного двойного блока 19—22—16 37—46—26 и 82—19). Источником движения служит электродвигатель /VIj (N = 7,5 кВт, п = 1450 об/мин). Диапазон частот вращення шпинделя 40— 2000 об/мин. [c.292]
Вертикально-фрезерные станки (рис. 6.64). Основные узлы станка станина 1, поворотная шпиндельная головка 3 со илпинделем 4, стол 5, салазки 6, консоль , коробка скоростей 2 и коробка подач 8. Главным является вращательное движение шпинделя. Заготовка, установленная на столе, может получать подачу в трех направлениях продольном, поперечном и вертикальном. [c.336]
Паз клиновой фрезеруют на вертикально-фрезерном станке за дни прохода прямоугольный паз — концевой фрезой, затем скосы паза — концевой одноуглоной фрезой (рис. 6.65, м). Т-образные павы (рис. 6.65, н), которые широко применяют в машиностроении как станочные пазы, например на столах фрезерных станков, фрезеруют обычно за два прохода вначале паз прямоугольного профиля концевой фрезой, затем нижнюю честь паза — фрезой для Т-образных пазов. [c.338]Шпоночные пазы фрезеруют концевыми или шпоночныып (рис. 6.65, о) фрезами на вертикально-фрезерных станках. Точность получения шпоночного паза — важное условие при фрезеровании, так как от нее зависит характер посадки на шпонку сопрягаемых с валом деталей. Фрезерование шпоночной фрезой обеспечивает получение более точного паза при переточке по торцовым зубьям диаметр шпоночной фрезы практически не изменяется. [c.338]
Фрезерование цилиндрических зубчатых колес на горизонгально-и вертикально-фрезерных станках рассмотрено в гл. IX этого раздела.
На рис. 271 в качестве примера показана циклограмма работы автоматической линии для обработки головок цилиндра тракторного двигателя, состоящей из 14 станков. Как видно из циклограммы, лимитирующей является операция на вертикально-фрезерном станке модели А253 такт работы линии равен 3,5 мин. [c.459]
Пример. Определить коэффициент точности ТС операции обработки корпусной заготовки, закрепленной в приспособлении на сголе вертикально-фрезерного станка торцовой фрезой, установленной в шпинделе (при помощи оправки). [c.72]
Последняя операция — фрезеронанне шпоночных пазов. Для выполнения данной операции используется вертикально-фрезерный станок 654ФЗ. [c.259]
Последняя операция обработки вала — фрезерование шпоночных пазов—производится модулем на базе вертикально-фрезерного станка 654ФЗ (рис. 16.10). [c.267]
mash-xxl.info
Фрезерные станки горизонтальные, вертикальные и универсальные
Фрезерные станки горизонтальные, вертикальные и универсальные [c.218]Нормы точности и жесткости фрезерных консольных станков горизонтальных, вертикальных и универсальных класса точности И и П и широкоуниверсальных класса точности П (РОСТ 17734—72) [c.177]
Горизонтальные, вертикальные и универсальные фрезерные, шпоночно-фрезерные, резьбофрезерные станки – 8- 10 10- 12 12- 14 [c.634]
Горизонтально-, вертикально- и универсально-фрезерные станки предназначены для выполнения разнообразных работ различными типами фрез, причем большими технологическими возможностями обладают универсально-фрезерные станки. У горизонтально-фрезерных станков ось шпинделя станка и фрезы расположена горизонтально, а у вертикально-фрезерных вертикально. [c.136]
Горизонтально-, вертикально- и универсально-фрезерные станки являются основными модификациями консольно-фрезерных станков и представляют собой станки общего назначения. [c.222]
Горизонтально-, вертикально- и универсально-фрезерные станки [c.254]
Плоскости небольшой ширины обрабатывают цилиндрическими фрезами на горизонтально-фрезерных станках— наиболее распространенных и более универсальных, чем вертикально-фрезерные. [c.250]
Обработку заготовок, имеюш их сопряженные плоскости, осуществляют на вертикально- и горизонтально-фрезерных станках торцовыми, концевыми и цилиндрическими фрезами, а также наборами фрез. На столе станка заготовки закрепляют в универсальных или в специальных приспособлениях. [c.200]
Консольно-фрезерные станки. Этот тип станков является наиболее распространенным в механических цехах. В зависимости от конструкции консольно-фрезерные станки именуют вертикальными, горизонтальными, универсальными и широкоуниверсальными [c.370]
Неточность станка и его износ. Детали станков изготовляют с неизбежными отклонениями при механической обработке, вследствие чего абсолютная точность работы станка невозможна. Допустимые неточности новых станков регламентируются нормами точности, на основании которых производится их приемка. В настоящее время в СССР действуют нормы точности, установленные ГОСТом 13-54 для консольных горизонтально-универсально- и вертикально-фрезерных станков общего назначения, которые обеспечивают точность обработки по 2-му классу точности нормы точности по ГОСТу 154-41 для консольных горизонтально- и универсально-фрезерных станков повышенной точности нормы точности по ГОСТу 155-41 для консольных вертикально-фрезерных станков повышенной точности и нормы точности по ГОСТу 165-49 для продольно-фрезерных станков. [c.143]
Продольно-строгальные станки 2 — токарные многошпиндельные автоматы и полуавтоматы 3 — зубошлифовальные станки 4 — универсальные, горизонтальные, вертикальные, карусельные и копировальные фрезерные станки 5 — вертикально-сверлильные станки 6 — радиально-сверлильные станки 7 — продольно-фрезерные станки. [c.31]
Фрезерные станки разделяются на следующие виды 1) горизонтально-фрезерные, 2) вертикально-фрезерные, 3) универсально-фрезерные, 4) продольно-фрезерные, 5) карусельно-фрезерные, 6) барабанно-фрезерные и 7) специальные. [c.263]
Универсальные вертикальные и горизонтальные фрезерные станки с программным управлением 8-10 10- 12 – - [c.635]
К универсальному виду оборудования относят консольные горизонтально- и вертикально-фрезерные станки (рис. 6.60, а и б) они имеют много общих узлов. В станине I этих станков размещена коробка скоростей 2. По вертикальным направ- [c.388]
В качестве примера для рассмотрения технической характеристики, компоновки и кинематической схемы выбран универсальный горизонтальный консольно-фрезерный станок (рис. 5.2). Он предназначен для выполнения разнообразных фрезерных работ по чугуну, стали и цветным металлам твердосплавным и быстрорежущим инструментом в условиях мелко- и крупносерийного производства. Наличие в станке возможности поворота стола вокруг своей вертикальной оси позволяет фрезеровать винтовые канавки сверл, червяков и т.д. [c.183]
В зависимости от условий обработки и производства фрезерные станки подразделяются на станки общего и специального назначения. К станкам общего назначения относятся консольно-фрезерные (вертикально-фрезерные, универсальные и широкоуниверсальные) бес-консольно-фрезерные (с неподвижной или поворотной шпиндельной головкой, с круглым столом, с копировальным устройством) продольно-фрезерные (одностоечные горизонтальные или вертикальные, двухстоечные с двумя или более шпинделями). [c.502]
Фрезерование осуществляется на фрезерных станках. Фрезерные станки разделяются на горизонтально-фрезерные, вертикально-фрезерные, универсально-фрезерные, продольно-фрезерные, карусельно-фрезерные, барабанно-фрезерные и многоцелевые. [c.100]
На рис. 3, б показано универсальное приспособление для закрепления валов при фрезеровании шпоночных канавок. Приспособление устанавливают на столе фрезерного станка. Конструкция приспособления позволяет закреплять в нем валы разных диаметров и длины. Это обеспечивается перемещением прихватов 2 и 3 в вертикальном направлении и возможностью перестановки правой опорной призмы 4 приспособления в горизонтальном направлении. После установки в нужном положении призма закрепляется при помощи рукоятки 6. Призму 4, кроме того, можно поднимать и опускать при помощи винта 5, что позволяет фрезеровать шпоночные пазы под клиновые шпонки, которые должны иметь уклон дна, соответствующий уклону шпонки. Для закрепления призмы после установки по высоте служит рукоятка 7. [c.398]
На рис. Vni.6 показана универсальная делительная головка с пневматическим цанговым зажимом ее применяют для фрезерования шлицев, шестигранников и квадратов на деталях круглого и других сечений. Головку устанавливают и закрепляют на столе фрезерного станка. Шпиндель головки можно устанавливать в вертикальное и горизонтальное положение. Делительная головка со- [c.211]
Универсальные вертикальные и горизонтальные фрезерные станки с ЧПУ 8-10 10-12 – - [c.856]
Фрезерные станки делятся на простые горизонтальные и вертикальные, универсальные и различные специальные. [c.284]
Авторы описываемого метода провели технико-экономическое обоснование параметрических рядов горизонтальных, вертикальных и универсальных фрезерных станков, выпускаемых Горьковским и Дмитровским заводами фрезерных станков и другими. Расчеты подтвердили, что оптимальным является ряд RIO. Суже- ние или расширение этого ряда приводит к дополнительным затратам как в производстве, так и в эксплуатации. [c.172]
| Рис. 18. Номограмма для подбора опор ОВ-30 II ОВ-31 при установке станков I — станки тоь арной группы, если на них г.с должна произпоппться обработка тян елых деталей со значительной пеураниовешенпостью или с ударами фрезерной группы горизонтальные, вертикальные, универсально-фрезерные, копировально-фрезерные, зубофрезерные II — станки шлифовальной группы плоско-, кругло-, внутри- и резьбошлифовальные при плавном реверсе перемещающихся узлов координатно-расточные станки, устанавливаемые на три опорные точки, отделочно-расточные III — делительные машины, высокоточные станки при высоком уровне колебаний основания | 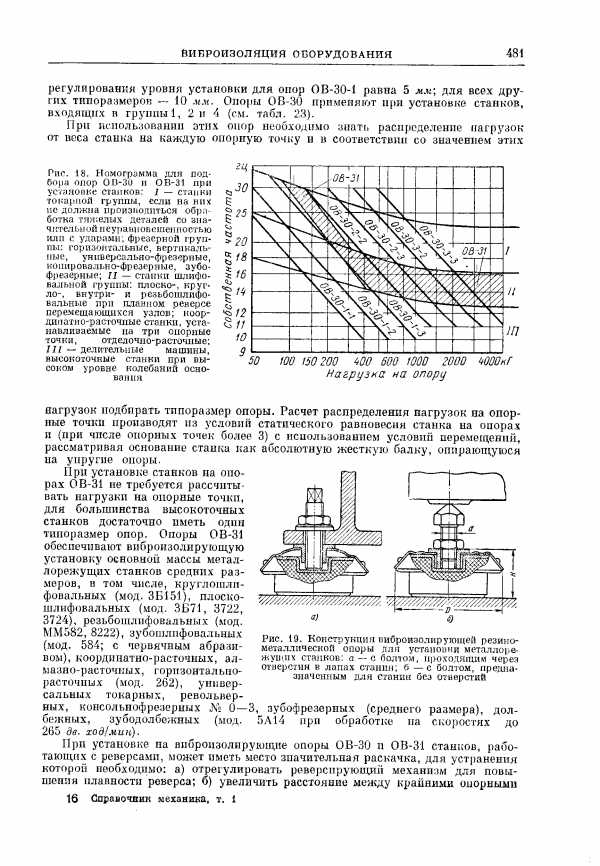 |
В группу фрезерных станков входят следующие типы кон-сольно-фрезерные станки (горизонтально-фрезерные вертикально-фрезерные универсально-фрезерные) копировально-фрезерные продольно-фрезерные (одношпиндельные и миогошииндель-ные) резьбофрезерные (для изготовления коротких резьб и станки для изготовления длинных резьб) фрезерные станки непрерывного действия (карусельные и барабанные) бесконсоль-ные вертикально-фрезерные специальные фрезерные. [c.461]
| Фиг. 5. Ремонтно-механический цех на 2000 ремонтных единиц 1, 2, 3,4,5,6,13, /4,/5,25, 24—токарные станки 7—зубофрезерный 8, /6—поперечно-строгальные 9 — круглошлифовальный J0— продольно-строгальный и — универсально-фрезерный 12 — токарный лобовой 17 — радиальносверлильный 18— револьверный 19— настольный сверлильный 20, 21, 22, 26 — вертикально-сверличьные 25 — долбёжный 27 — вертикально-фрезерный 2( — горизонтально-фрезерный 2Р — болторезный — центровальный 5/— дисковая пила 52 — керосиновый бак 55 — бак горячей воды 34—верстак 35 — газогенератор печи — камерная печь 37 — молот Беше 230 кг 38 — горно 39 — наковальня 40, 46 — правильные плиты 41, 45, 53, 54, 56, 57, 5Р, 6(9, б/— верстаки 42 — болторезный станок 45 — плита для заливки вкладышей бабоитом 44, — горна 47—пресс-ножницы 4вертикально-сверлильные станки 49 — плита разметочная 51, 55, — точила 63 — разметочная плита 67, 68 — кран-балки 5 и 2 /и 69, 70 — мостовые краны 5 т. | 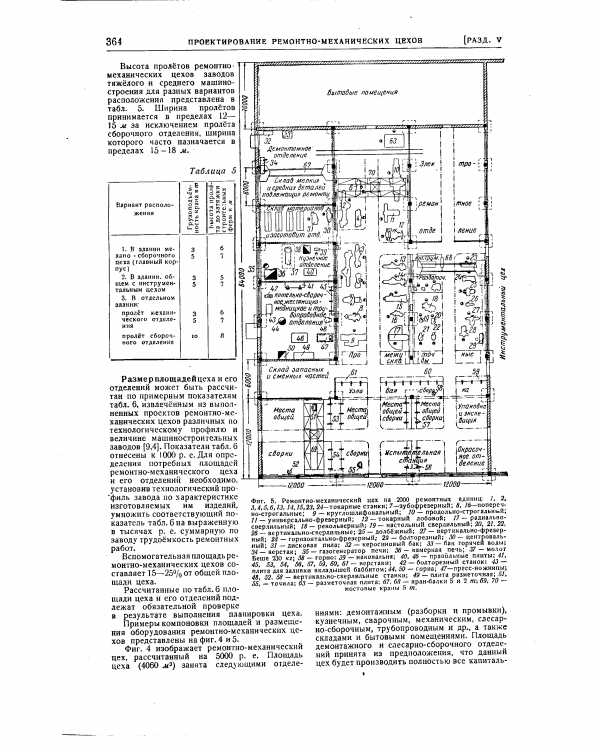 |
На консольных горизонтально-фрезерных (рис. 5.1) и уннвер-сально фрезерных станках можно обрабатывать горизонтальные и вертикальные плоские поверхности, пазы, углы, рамки, зубчатые колеса и др. Универсальные станки, имеющие поворотный стол, могут служить для фрезерования всевозможных винтовых ловерхностей. Технологические возможности этих станков расширяются с применением делительных, долбежных, накладных универсальных головок, поворотных столов и др. [c.152]
На рис. 5 показан универсальный горизонтально-фрезерный станок 6Н81 Горьковского завода фрезерных станков. По его станине 2 может перемещаться в вертикальном направлении консоль 12, по направляющим этой консоли в свою очередь могут передвигаться параллельно оси шпинделя 7 поперечные салазки II вместе со столом и закрепленной на нем обрабатываемой деталью. С салазками связана поворотная часть 10, по направляющим которой может передвигаться перпендикулярно к оси шпинделя стол 9. [c.16]
В зависимости от назначения фрезерные станки подразделяют на одношпиндельные — горизонтальные и вертикальные н обычном иополнении одношпиндельные универсально-фрезерные в горизонтальном иополнении. Имеются, кроме того, специализированные и специальные фрезерные станки. [c.199]
В зависимости от назначения фрезерные станки подразделяют на одношпиндельные — горизонтальные и вертикальные и одношпиндельные универсально-фрезерные горизонтальные. Имеются, кроме того, специализированные и специальные фрезерные станки. Кспециали-зировайным фрезерным станкам относятся продольно-фрезерные с расположением шпинделей в различных плоскостях торцово-фрезерные для обработки плоскостей, карусельно-фрезерные с вращающимися столами барабанно-фрезерные с вращающимся барабаном и копировально-фрезерные для обработки фасонных поверхностей. К специальным станкам относятся резьбофрезерные, шпоночно-фрезерные, агрегатно-фрезерные и реечные. [c.278]
К универсальным станкам широкого назначения относятся универсальные токарнр-винторезные станки, на которых можно обрабатывать наружные и внутренние поверхности вращения, торцовые поверхности, винтовые поверхности деталей в форме тел вращения горизонтальные и вертикальные консольнофрезерные станки, пригодные для выполнения любых фрезерных операций горизонтальнорасточные станки, предназначенные для обработки внутренних поверхностей вращения, корпусных деталей любыми инструм( нтами и фрезерования плоскостей вертикальные и радиальносверлильные станки и др. [c.63]
mash-xxl.info
Горизонтально-и вертикально-фрезерные станки – Энциклопедия по машиностроению XXL
ОБРАБОТКА ЗАГОТОВОК НА ГОРИЗОНТАЛЬНО-И ВЕРТИКАЛЬНО-ФРЕЗЕРНЫХ СТАНКАХ [c.336]На рис. 6.65 показаны схемы фрезерования поверхностей на горизонтально- и вертикально-фрезерных станках. Движения, участвующие в формообразовании поверхностей в процессе резания, на схемах указаны стрелками. [c.336]
Фасонные поверхности незамкнутого контура с криволинейной образующей и прямолинейной направляющей фрезеруют на горизонтально- и вертикально-фрезерных станках фасонными фрезами соответствующего профиля (рис, 6.65, п). [c.338]
По данным Волгоградского тракторного завода, срок службы ходового винта—гайки продольных подач в горизонтально- и вертикально-фрезерных станках в среднем составляет 1—1,5 года, а в отдельных случаях — до 0,5 лет. За год производственной эксплуатации износ направляющих составляет от 0,7 до 1,2 мм. [c.79]
Для проведения экспериментально-эксплуатационных испытаний по реализации режима ИП были выбраны горизонтально-и вертикально-фрезерные станки, имеющие интенсивный износ поверхностей трения скольжения, лучшее конструктивное решение по защите поверхностей трения от попадания пыли и стружки и относящиеся к наиболее распространенной группе металлорежущего оборудования [18]. [c.79]
К универсальному виду оборудования относят консольные горизонтально- и вертикально-фрезерные станки (рис. 6.60, а и б) они имеют много общих узлов. В станине I этих станков размещена коробка скоростей 2. По вертикальным направ- [c.388]
ГОРИЗОНТАЛЬНО- И ВЕРТИКАЛЬНО-ФРЕЗЕРНЫЕ СТАНКИ [c.38]
Фрезерование граней квадратов производят концевыми, торцовыми, дисковыми фрезами, а также набором дисковых фрез с закреплением заготовки в делительной головке на горизонтально- и вертикально-фрезерных станках. [c.201]
Гнезда под сегментные шпонки фрезеруют хвостовыми и насадными фрезами на горизонтально- и вертикально-фрезерных станках. Направление движения подачи — только к центру вала (рис. 5.25, а). [c.204]
Фрезерование уступов. Две взаимно-перпендикулярные плоскости образуют уступ. На заготовках может быть один или несколько уступов. Обработка уступов — это распространенная операция, которую и осуществляют дисковыми или концевыми фрезами, или набором дисковых фрез (рис. 5.27, а —в) на горизонтально- и вертикально-фрезерных станках так же, как и обработку пазов. Уступы, имеющие большие размеры, фрезеруют торцовыми фрезами (рис. 5.27, г). [c.206]
Торцовые фрезы используют при фрезеровании заготовок с широкими уступами на горизонтально- и вертикально-фрезерных станках. Деталь с симметрично расположенными уступами обрабатывают на двухпозиционных поворотных столах. После фрезерования первого уступа деталь в приспособлении поворачивают на 180°. [c.206]
Круговое фрезерование производится как на специальных карусельно-фрезерных станках моделей 621 и 623, так и на горизонтально-и вертикально-фрезерных станках, снабженных вращающимся столом, получающим круговую подачу от коробки скоростей или винта станка через гитару и шарнирный валик. [c.461]
Концевые оправки служат для установки фрез на горизонтально- и вертикально-фрезерных станках. Такие оправки устанавливают хвостовой частью в коническое отверстие пустотелого шпинделя станка и затягивают сквозным болтом через шпиндель. Фрезу удерживают на оправке шпонкой и закрепляют винтом. [c.203]
Горизонтальные и вертикальные фрезерные станки [c.303]
Наиболее распространенные типы фрез показаны на схемах обработки поверхностей заготовок на горизонтально- и вертикально-фрезерных станках (рис. 258) цилиндрическая (а), торцовая (б) для обработки плоскостей дисковые (в—й), отрезные, прорезные для обработки уступов, пазов, разрезания концевые (е, ж) для обработки уступов, плоскостей, пазов угловые (з) для обработки канавок углового профиля фасонные (ы к) для обработки фасонных поверхностей. [c.576]
Горизонтальные плоские поверхности фрезеруют на горизонтально- и вертикально-фрезерных станках цилиндрическими и торцовыми фрезами. При обработке широких заготовок более производительно работают торцовые фрезы. При больших диаметрах эти фрезы изготавливают сборными — со вставными зубцами, чаще всего твердосплавными. [c.582]
Горизонтальные поверхности фрезеруют на горизонтально- и вертикально-фрезерных станках цилиндрическими и торцовыми [c.582]
На 2 и 3-й операциях обрабатываются плоскости Л и В на горизонтальном и вертикальном фрезерных станках (фиг. 125, 3 п 4). Для этой цели используется одно приспособление на [c.223]
Пазы и выступы фрезеруют на горизонтально- и вертикально-фрезерных станках по различным схемам (рис. 186). [c.342]
Горизонтальные поверхности фрезеруют на горизонтально- и вертикально-фрезерных станках цилиндрическими и торцовыми фрезами. Деталь в зависимости от ее формы и размеров закрепляют на столе в машинных тисках (рис. 225, а) или при помощи болтов, планок и подкладок (рис. 225, б). [c.417]
Приемы проверки и нормы точности. Ниже описывается несколько приемов проверки точности горизонтально- и вертикально-фрезерных станков, которые должен уметь выполнять каждый работающий на фрезерном станке, чтобы вовремя заметить неполадки станка, влияющие на качество и точность работы. [c.167]
Открытые шпоночные канавки фрезеруют дисковыми фрезами на горизонтально-фрезерных станках закрытые и полузакрытые шпоночные канавки фрезеруют специальными концевыми (шпоночными) фрезами на горизонтально- и вертикально-фрезерных станках или на специальных шпоночных станках. [c.249]
В че.м разница между горизонтально- и вертикально-фрезерным станками [c.41]
Фрезерование закрытых шпоночных пазов. Фрезерование закрытых шпоночных пазов можно производить на горизонтально- и вертикально-фрезерных станках. [c.47]
Установка концевой шпоночной фрезы на горизонтально- и вертикально-фрезерном станках показана в поз. II и III. При установке на горизонтально-фрезерном станке вал подводят к неподвижной фрезе (показана штриховыми линиями) так, чтобы полоска тонкой бумаги (0,02—0,03 мм), положенная на вал, оказалась слегка зажатой. После этого стол перемещают в поперечном направлении и, пользуясь лимбом, поднимают на величину Н в мм. [c.301]
Для ТОНКОГО фрезерования используются быстроходные мощные горизонтальные и вертикальные фрезерные станки (например, мод. 654). [c.1129]
Торцовые фрезы (рис. 14.4) отличаются от концевых фрез соотношением размеров ВЦ (для торцовых фрез ВЦ = = 4… 6 для концевых фрез D/I = 0,2…0,5). Стандартные торцовые фрезы имеют диаметры В = 60…600 мм и цилиндрические отверстия для установки на шпинделе станков. Предназначены они для обработки плоских поверхностей, лежащих как в одной, так и в разных по высоте плоскостях, например на корпусных деталях (см. рис. 14.1, а, б). Торцовыми фрезами больших диаметров можно за один проход обработать заготовки шириной до 500 мм. Применяются торцовые фрезы на мощных горизонтально- и вертикально-фрезерных станках, а также на агрегатных станках. [c.220]
Уступы и прямоугольные пазы фрезеруют дисковыми (рис. VI.91, и) и концевыми (рпс. 1.91, к) фрезами па горизонтально- и вертикально-фрезерных станках. [c.515]
Фрезерование пазов угловых (рис. 360, ж), прямоугольных (рис. 360, з), Т-образных (рис. 360, и), типа ласточкина хвоста (рис. 360, к) производят на горизонтально- и вертикально-фрезерных станках. [c.538]
Исследования проводились в лабораторных и заводских условиях при обработке а) серого чугуна, бронзы, алюминиевых сплавов, графита, текстолита и стеклотекстолита дисковыми, цилиндрическими и торцовыми фрезами на горизонтально- и вертикально-фрезерных станках 6Н82Г и 6Н12 Горьковского завода фрезерных станков в лаборатории ВЦНИИОТ б) серого чугуна многозубыми торцовыми фрезами на специальном испытательном стенде СКБ-1 Минстанкопрома в) текстолита на зубофрезерном станке Комсомолец при нарезании зубчатых колес на втором авторемонтном заводе. [c.93]
Шлифовальные головки используются на горизонтально- и вертикально-фрезерных станках для разнообразных работ. На фиг. 27 показана головка для вертикально-фрезерного станка. Корпус головки 1, отлитой из легкого сплава, центрируется на шпиндельной головке 2 станка и прикреп- [c.82]
Та как большей частью детали, применяемые в машиностроении, по размерам вписываются в габариты консольно-фрезерных станков общего назначения, парк фрезерных станков в механических цехах в основном укомплектован горизонтально-и вертикально-фрезерными станками консольного типа, а парк инструментальных и ремонтно-механических цехов, кроме того, еще и универсально-фрезерными и широкоупиверсально-фр[c.320]
Консольнофрезерные станки разделяют на горизонтальные, вертикальные, универсальные и широкоуниверсальные. Горизонтальнофрезерные станки обеспечивают вращение режущего инструмента, вокруг горизонтальной оси, а вертикальнофрезерные — вокруг вертикальной Стол горизонтального и вертикального фрезерных станков может перемещаться в продольном, поперечном или вертикальном направлениях. Эти движения осуществляются перпендикулярно или параллельно по отношению к оси шпинделя станков. Некоторые горизонтальнофоезерные станки допускают поворот стола вокруг вертикальной оси под некоторым углом (45—50°) по отношению к оси шпинделя станка. Такие станки называют универсальными горизонтатьнофрезерными или универсальнофрезерными. Продольный стол станка в этом случае может [c.37]
Фрезерование цилиндричес1 их зубчатых колес на горизонтально- и вертикально-фрезерных станках расслютрено в гл. 10 настоящего раздела. [c.515]
mash-xxl.info
Вертикально фрезерный станок — преимущества и недостатки при обработке металла
Поиск прочных и долговечных материалов всегда имел высокий приоритет во многих сферах деятельности человека. Каменные орудия труда заменяли деревянные, а металл в свою очередь заменил камень. Из него делали инструменты, служившие верой и правдой долгие годы, элементы несущих конструкций зданий, создавали сложные механизмы и предметы декора. Однако прочность металла так же делала его сложным в обработке, делая кузнечные услуги весьма дорогостоящими.
Шло время, технологии обработки металла так же не стояли на месте. Создавались инструменты и станки, позволявшие максимально облегчить процесс изготовления изделий из металла, придавать ему самую разную форму, а так же добиться более качественной обработки. Так, во второй половине 17 века, был создан первый прототип фрезерного станка, предназначенный для обработки весьма большого бронзового кольца, входящего в состав астрономического прибора. Приводился в движение этот станок с помощью мула. В наши дни животное заменили электродвигателем, а станки получили возможность обрабатывать детали с точностью до микрон.
Вертикально фрезерные станки
Вертикально фрезерный станок является наиболее популярным среди фрезерных станков, так как позволяет осуществлять большинство фрезерных работ. Он предназначен для обработки с помощью фрез вертикальных и горизонтальных поверхностей деталей, создания пазов, спиралей, прессовальных форм, сверления и растачивания отверстий. Материал заготовки может быть самым разным, начиная от стали и кончая пластиком.
Фреза в вертикально фрезерном станке закреплена на шпинделе и может осуществлять только вращательное движение. Заготовка же располагается на столе вместе с которым и приводится в движение в трех плоскостях, позволяя тем самым производить обработку по различным направлениям. Как и горизонтально фрезерные, вертикально фрезерные станки бывают консольные и бесконсольные. На бесконсольных станках стало возможным фрезеровать наклонные детали, заготовки больших размеров и массы. Так же в них имеется возможность вертикального движения шпиндельной головки станка.
Комбинированные пресс ножницы
Несмотря на все преимущества вертикально фрезерного станка, он является весьма неудобным при обработке длинных деталей из профилированной или листовой стали. Если требуется изготовление элементов металлоконструкций то тут как нельзя лучше подойдут комбинированные пресс ножницы. Данное оборудование сочетает в себе свойства пресс ножниц и пробивных прессов. Гидравлический привод обеспечивает малое энергопотребление и малые размеры станка, что в сумме делает комбинированные пресс ножницы идеальным вариантом для небольших предприятий. Сменные инструменты позволяют резать и сгибать листовой металл, рубить профильный материал любого сечения, прорубать отверстия как в листовом, так и в фасонном прокате. При резке листового металла комбинированные пресс ножницы обеспечивают высокую точность и качество разреза.
vecherka.su
Вертикально фрезерные станки по металлу
Наряду с токарными и сверлильными станками, вертикально фрезерные агрегаты являются наиболее востребованным современным промышленным оборудованием при обработке заготовок из металла. Благодаря им проводятся черновые и обдирочные операции. Отличительной чертой вертикально фрезерных станков с ЧПУ и без программного управления является наличие шпинделя, расположенного вертикально.
Вертикально-фрезерный станок без консоли
Принцип работы
На станине жестко фиксируется заготовка. В отличие от токарного станка она неподвижна относительно станины, на которой базируется. Благодаря вращению фрезы происходит срезание рабочей кромкой излишков материала с заготовки. В процессе происходит перемещение станины вместе с закрепленной заготовкой до установленной по лимбу точке.
Далее инструмент и обрабатываемую поверхность разъединяют и перемещают станину в новую исходную точку. Большинство станков рассчитаны на срезание припуска с точностью до 0,01 мм. Этого параметра хватает для решения большинства задач.
Устройство и конструкция
Модель вертикально фрезерного станка у каждого производителя имеет сходные узнаваемые черты. Этому способствует используемая конструкция оборудования. К основным узлам и элементам вертикально фрезерного станка с ЧПУ и без него относятся:
- Станина. Она является несущим элементом конструкции.
- Консольный шпиндель. Располагается в верхней зоне, головка его способна фиксироваться под нужным углом.
- Рабочий стол. На нем крепятся заготовки, а он перемещается на салазках в трех плоскостях.
- Коробка передач для вращения шпинделя. Устанавливает необходимые обороты фрезе.
- Коробка передач для перемещения стола. Задает скорость перемещения при вертикально-фрезерной обработке столу.
- Электрическая система. Включает в себя двигатели и проводку.
- Система охлаждения. Если вертикально фрезерный обрабатывающий центр или отдельный фрезер работает на предельных нагрузках, то рекомендуется охлаждать инструмент.
У вертикально фрезерного станка, продажа которого на предприятии для обновления парка должна проводиться не реже 1 раза в 7-10 лет, имеется конус Морзе, встроенный в шпиндель.
Разновидности и классификация
Производители предлагают такие типы оборудования:
- Универсальные. Используются как для горизонтальной, так и для вертикальной обработки.
- Вертикальные. Консоль с инструментом расположена перпендикулярно перемещению заготовки.
- Шпоночные. Имеют автоматизированный рабочий цикл.
- Вертикальный фрезерный обрабатывающий центр. Широкофункциональное оборудование для комплексного решения задач.
- Карусельные. Оснащены непрерывно вращающимся кругом.
- Копировальные. Благодаря программному обеспечению и копиру с высокой степенью точность осуществляется обработка.
Наиболее популярные отечественные модели без числового программного управления: 6Т12, 6М12П, 6Р12, 6Р12Б. Большинство зарубежных моделей оснащено программным управлением (CNC), например, STO CNC 1530, Zenitech Arix V1000 или Zenitech Arix V700.
stankiwse.ru
Фрезерные станки
Фрезерная группа станков, служит для обработки плоских и фасонных поверхностей, тел вращения, зубчатых колёс и т. п. металлических и других заготовок фрезой. При этом фреза вместе со шпинделем фрезерного станка совершает вращательное (главное) движение, а заготовка, закреплённая на столе, совершает движение подачи прямолинейное или криволинейное. Управление осуществляется вручную, механически или автоматически при помощи системы ЧПУ(CNC).
Во фрезерных станках главное движение (вращательное) совершает фреза, а движение подачи может выполнять либо заготовка, либо фреза.
Вспомогательные движения необходимы в станке для подготовки процесса резания. К вспомогательным движениям относятся движения, связанные с настройкой и наладкой станка, его управлением, закреплением и освобождением детали и инструмента, подводом инструмента к обрабатываемым поверхностям и его отводом; движения приборов для автоматического контроля размеров и т. д. Вспомогательные движения можно выполнять на станках как автоматически так и вручную. На станках-автоматах все вспомогательные движения в определенной последовательности выполняются автоматически.
Виды фрезерных станков:
универсально-фрезерный станок
горизонтально-фрезерный станок
широкоуниверсальный фрезерный станок
вертикальный консольно-фрезерный станок
Вертикально- и горизонтально-фрезерные бесконсольные станки
Продольно-фрезерные станки
Универсально-фрезерный станок имеет горизонтально расположенный шпиндель и предназначен для обработки фрезерованием разнообразных поверхностей на небольших и нетяжелых деталях в условиях единичного и серийного производства. Обработку ведут цилиндрическими, дисковыми, угловыми, концевыми, фасонными, торцовыми фрезами. На этом станке можно обрабатывать вертикальные и горизонтальные фасонные и винтовые поверхности, пазы и углы. Фрезерование деталей, требующих периодического деления или винтового движения, выполняют с использованием специальных делительных приспособлений.
На станине смонтированы все основные узлы станка. Внутри станины размещены шпиндельный узел и коробка скоростей. Для поддержания оправки с фрезой служит хобот с серьгами. По вертикальным направляющим станины перемещается консоль, несущая коробку подач. По направляющим консоли в поперечном направлении движутся салазки с поворотным устройством, которое песет продольный стол и позволяет поворачивать стол вокруг вертикальной оси на 45° в обе стороны, благодаря чему стол может перемещаться в горизонтальной плоскости под разными углами к оси шпинделя
Горизонтально-фрезерный станок отличается от универсально-фрезерного станка отсутствием поворотного устройства, то есть стол станка может перемещаться только перпендикулярно или вместе с салазками параллельно оси шпинделя.
Широкоуниверсальный фрезерный станок в отличие от горизонтально-фрезерного станка имеет еще одну шпиндельную головку, смонтированную на выдвижном хоботе, которую можно поворачивать под любым углом в двух взаимно перпендикулярных плоскостях. Возможна раздельная и одновременная работа обоими шпинделями. Для большей универсальности станка на поворотной головке монтируют накладную фрезерную головку, которая позволяет обработать на станке детали сложной формы не только фрезерованием, но и сверлением, зенкерованием, растачиванием и т. д.
В некоторых станках этого типа отсутствует консоль, а вместо нее по вертикальным направляющим станины. перемещается каретка. Каретка имеет горизонтальные направляющие для салазок с вертикальной рабочей поверхностью и Т-образными пазами, на которых крепят стол, делительные и другие приспособления. Широкая универсальность станка позволяет использовать его в экспериментальных и инструментальных цехах для производства кондукторов, зажимных приспособлений всех типов, инструментов, штампов, пресс-форм и других деталей.
Вертикальный консольно-фрезерный станок в отличие от горизонтально-фрезерного имеет вертикально расположенный шпиндель, который в некоторых моделях станков допускает смещение вдоль своей оси и поворот вокруг горизонтальной оси, расширяя тем самым технологические возможности станка.
Вертикально- и горизонтально-фрезерные бесконсольные станки предназначены для обработки вертикальных, горизонтальных, наклонных поверхностей, пазов в крупногабаритных деталях. В отличие от консольно-фрезериых станков, в этих станках отсутствует консоль, а салазки и стол перемещаются по направляющим станины, установленной на фундамент. Такая конструкция станка обеспечивает более высокую его жесткость и точность обработки по сравнению со станками консольного типа, позволяет обрабатывать детали большой массы и размеров. Шпиндельная головка, являющаяся и коробкой скоростей, имеет установочное перемещение по вертикальным направляющим стойки. Кроме того, шпиндель вместе с гильзой можно сдвигать в осевом направлении при точной установке фрезы на требуемый размер.
Продольно-фрезерные станки которые используют для обработки крупно-габаритных деталей, главным образом, торцовым; а также цилиндрическими, концевыми, дисковыми и фасонными фрезами. Станки делятся на одностоечные и двухстоечные. В четырехшпин-дельном двухстоечном продольно-фрезерном станке станина имеет стол и портал, состоящий из двух стоек и балки, По направляющим стоек перемещается траверса и две горизонтальные поворотные фрезерные головки. Две другие фрезерные головки перемещаются по направляющим траверсы. Обработку деталей можно производить при движущемся столе и неподвижных фрезерных головках, при неподвижном столе и подаче головок или при одновременно движущихся столе и фрезерных головках.
studfiles.net
Вертикальный, горизонтальный и вертикально-горизонтальный фрезерный станок
Вертикально-фрезерный станок
 Вертикальный тип фрезерных станков способен выполнять довольно широкий спектр операций, в которых могут быть задействованы самые разные типы такого инструмента, как фреза. Основным назначением станков данного типа является зенкерование, сверление, а также работы по расточке различных отверстий. Кроме того, станки данной категории способны эффективно обрабатывать как вертикальные, так и горизонтальные плоскости, а также вырезать рамки, пазы и прочее.
Вертикальный тип фрезерных станков способен выполнять довольно широкий спектр операций, в которых могут быть задействованы самые разные типы такого инструмента, как фреза. Основным назначением станков данного типа является зенкерование, сверление, а также работы по расточке различных отверстий. Кроме того, станки данной категории способны эффективно обрабатывать как вертикальные, так и горизонтальные плоскости, а также вырезать рамки, пазы и прочее.
Сам станок может осуществлять обработку деталей, изготовленных из самых разных материалов, начиная с чугуна и стали, и заканчивая различными сплавами и пластмассой. Важным аспектом, свойственным данной категории станков, является вертикальное расположение шпинделя, благодаря которому он и получил свое название. Такими станками довольно удобно обрабатывать разного рода вертикальные поверхности, расположенные под определенным наклоном. Конструкция станка гарантирует высокую жесткость, обеспечивающую высокую точность и детальность обработки, а также позволяет осуществлять обработку крупных заготовок.
Горизонтально-фрезерный станок
 Главным отличием станков данного типа от вертикальных аналогов является то, что их конструкция предполагает наличие горизонтально расположенного шпинделя, откуда и название станка. Отличительной чертой станков данного типа является то, что они пригодны для использования почти любых разновидностей фрез, что позволяет серьезно расширить функционал станка. Некоторые станки оборудованы особой поворотной разновидностью стола, что позволяет осуществлять подачу заготовки под определенным углом.
Главным отличием станков данного типа от вертикальных аналогов является то, что их конструкция предполагает наличие горизонтально расположенного шпинделя, откуда и название станка. Отличительной чертой станков данного типа является то, что они пригодны для использования почти любых разновидностей фрез, что позволяет серьезно расширить функционал станка. Некоторые станки оборудованы особой поворотной разновидностью стола, что позволяет осуществлять подачу заготовки под определенным углом.
В процессе эксплуатации станков возникают вибрации. Если установить оборудование без виброизолирующих опор http://stanki-osnastka.ru/katalog/osnastka-i-komplektuyushchie/vibroopory, то будет происходить негативное воздействие вибраций на детали станка.
Вертикально-горизонтальный фрезерный станок
 Такие станки заметно отличаются от вышеописанных типов, так как годятся для несравненно большего числа операций. Ими можно обрабатывать различные поверхности, как горизонтальные, так и вертикальные. Кроме того, наклонные поверхности тоже поддаются обработке без особых проблем, а еще такие станки способны вырезать пазы в крупногабаритных деталях. Корпус таких изделий состоит, по большей части, из чугуна, причем конструкция литая, а не составная, что позволяет добиться небывалой жесткости. Это позволяет ей успешно гасить колебания, возникающие в процессе работы, а также обеспечивает малую шероховатость деталей после обработки, чем не могут похвастаться прочие изделия. Консоль в конструкции приспособления отсутствует, а управление осуществляется с помощью специального локального пульта, что делает использование станка значительно удобнее.
Такие станки заметно отличаются от вышеописанных типов, так как годятся для несравненно большего числа операций. Ими можно обрабатывать различные поверхности, как горизонтальные, так и вертикальные. Кроме того, наклонные поверхности тоже поддаются обработке без особых проблем, а еще такие станки способны вырезать пазы в крупногабаритных деталях. Корпус таких изделий состоит, по большей части, из чугуна, причем конструкция литая, а не составная, что позволяет добиться небывалой жесткости. Это позволяет ей успешно гасить колебания, возникающие в процессе работы, а также обеспечивает малую шероховатость деталей после обработки, чем не могут похвастаться прочие изделия. Консоль в конструкции приспособления отсутствует, а управление осуществляется с помощью специального локального пульта, что делает использование станка значительно удобнее.
18.08.2016
masternpol.ru