Консольно фрезерный станок 6к82ш: 6К82Ш Станок консольно фрезерный широкоуниверсальный. Паспорт, схемы, характеристики
alexxlab | 21.06.2023 | 0 | Фрезерный
Станок широкоуниверсальный консольно-фрезерный 6Д82Ш | Станочный Мир
- Главная /
- Справочник
- Станки советские, российские, импортные – справочная информация
- Станки советские, российские, импортные – справочная информация
- Станок широкоуниверсальный консольно-фрезерный 6Д82Ш
Широкоуниверсальный фрезерный станок 6Д82Ш является продукцией Дмитровского завода фрезерных станков и предназначен для обработки плоских и фасонных поверхностей плоскостей цилиндрическими, торцевыми и концевыми фрезами. Используется в условиях единичного и мелкосерийного производства.
Аналогом станка 6Д82Ш являются фрезерные станки 6Р82Ш, 6К82Ш, 6Т82Ш.
Технические характеристики широкоуниверсального фрезерного станка 6Д82Ш
| Параметр | Значение |
|---|---|
| Класс точности станка по ГОСТ 8-82 (Н, П, В, А, С) | П |
| Длина рабочей поверхности стола, мм | 1250 |
| Ширина стола, мм | 320 |
| Наибольшее перемещение по осям X,Y,Z, мм | 950_320_400 |
| ЧПУ | – |
Пределы частот вращения шпинделя Min/Max, об/мин. |
16 – 1600 |
| Мощность, кВт | 5.5 |
| Габариты, мм | 2275_2200_2115 |
| Масса станка 6Д82Ш, кг | 3225 |
| Начало серийного выпуска, год | 1987 |
| Завод-производитель | Дмитровский завод фрезерных станков ДЗФС, ОАО |
Предлагаем купить новые или после капремонта аналоги оборудования типа Станок широкоуниверсальный консольно-фрезерный 6Д82Ш по выгодной цене. Подбор подходящей модели можно произвести самостоятельно на нашем сайте в разделе КАТАЛОГ, или получив консультацию у сотрудников коммерческого отдела нашей компании.
Продажа аналогов станка модели 6Д82Ш производится при 100% предоплате при наличии оборудования на складе и 50% предоплате при запуске станка в производство на заводе-изготовителе и оплате оставшихся 50% после сообщения о его готовности к отгрузке. Возможен другой совместно согласованный порядок оплаты.
Возможен другой совместно согласованный порядок оплаты.
Гарантия на продукцию, аналогичную изделию – Станок широкоуниверсальный консольно-фрезерный 6Д82Ш составляет:
- новые станки – 12 мес.,
- после капитального ремонта – 6-12 мес..
Предприятия-производители оставляют за собой право на изменение стандартной комплектации и места производства оборудования без уведомления!
Обращаем Ваше внимание на то, что цены, указанные у нас на сайте, не являются публичной офертой, а стоимость оборудования уточняйте у наших менеджеров по продаже станков и кузнечно-прессового оборудования!
Если Вам необходимо купить Станок широкоуниверсальный консольно-фрезерный 6Д82Ш звоните по телефонам:
в Москве +7 (499) 372-31-73
в Санкт-Петербурге +7 (812) 245-28-87
в Минске +375 (17) 276-70-09
в Екатеринбурге +7 (343) 289-16-76
в Новосибирске +7 (383) 284-08-84
в Челябинске +7 (351) 951-00-26
в Тюмени +7 (3452) 514-886
в Нижнем Новгороде +7 (831) 218-06-78
в Самаре +7 (846) 201-07-64
в Перми +7 (342) 207-43-05
в Ростове-на-Дону +7 (863) 310-03-86
в Воронеже +7 (473) 202-33-64
в Красноярске +7 (391) 216-42-04
в Нур-Султане +7 (7172) 69-62-30;
в Абакане, Альметьевске, Архангельске, Астрахани, Барнауле, Белгороде, Благовещенске, Брянске, Владивостоке, Владимире, Волгограде, Вологде, Иваново, Ижевске, Иркутске, Йошкар-Оле, Казани, Калуге, Кемерово, Кирове, Краснодаре, Красноярске, Кургане, Курске, Кызыле, Липецке, Магадане, Магнитогорске, Майкопе, Мурманске, Набережных Челнах, Нижнекамске, Великом Новгороде, Новокузнецке, Новороссийске, Новом Уренгое, Норильске, Омске, Орле, Оренбурге, Пензе, Перми, Петрозаводске, Пскове, Рязани, Саранске, Саратове, Севастополе, Симферополе, Смоленске, Сыктывкаре, Тамбове, Твери, Томске, Туле, Улан-Удэ, Ульяновске, Уфе, Хабаровске, Чебоксарах, Чите, Элисте, Якутске, Ярославле и в других городах
По всей России бесплатный номер 8 (800) 775-16-64.
В странах СНГ — Беларуси, Казахстане, Туркменистане, Узбекистане, Украине, Таджикистане, Молдове, Азербайджане, Кыргызстане, Армении в городах Нур-Султан, Бишкек, Баку, Ереван, Минск, Ашхабад, Кишинев, Душанбе, Ташкент, Киев и других для покупки оборудования типа Станок широкоуниверсальный консольно-фрезерный 6Д82Ш звоните на любой удобный номер, указанный на нашем сайте, или оставьте свои контакты под кнопкой ЗАКАЗАТЬ ЗВОНОК вверху сайта – мы сами Вам перезвоним.
Аналоги 6Д82Ш
Популярные модели
-
В наличии
Широкоуниверсальный консольно-фрезерный станок 6К82Ш – Станко-Тех
Описание
Назначение станка и область применения.
Широкоуниверсальный консольно-фрезерный станок 6К82Ш российского производства, предназначен для широкого применения на любых производственных площадях. Используется на крупных промышленных заводах, в ремонтных мастерских и металлообрабатывающих предприятиях.
Широкоуниверсальный консольно-фрезерный станок 6К82Ш очень хорошо себя зарекомендовал как надежный, простой в эксплуатации и универсальный. Широкоуниверсальный консольно-фрезерный станок 6К82Ш относится к универсальному технологическому оборудованию, используемому на серийных и индивидуальных предприятиях.
На универсальном консольно-фрезерном станке 6К82Ш можно выполнять различные фрезерные операции, такие как: обработка вертикальных и горизонтальных плоскостей, пазов, фланцев, углов, зубчатых колес, рамок и других технологических форм.
Возможности станка могут быть расширены с помощью использования различных приспособлений: универсальной делительной головки (УДГ), поворотных столов и разнообразного инструмента.
Широкоуниверсальный консольно-фрезерный станок 6К82Ш выполнен на литом чугунном основании. Прочная конструкция способна выдерживать рассчитанные нагрузки. Конструкция станка обеспечивает необходимый уровень безопасности работы на нем и соответствует всем современным требованиям безопасности работы.
В стандартном исполнении универсальный консольно-фрезерный станок 6К82Ш оснащается электродвигателями общей мощностью 9,2 кВт. Привод горизонтального шпинделя и шпинделя накладной головки осуществляется от отдельных фланцевых электродвигателей через упругие соединительные муфты. Частота вращения шпинделей изменяется передвижением зубчатых блоков по шлицевым валам. Коробка скоростей сообщает шпинделю различные частоты вращения. Движение стола в заданном направлении обеспечивается включением соответствующей муфты в раздаточной коробке.
Для обработки различного вида поверхностей и заготовок, превышающих размеры стола шпиндельная головка смонтирована на выдвижном хоботе и может поворачиваться под любым углом. Горизонтальный шпиндель станка используется при обработке заготовок торцевыми и цилиндрическими фрезами. Можно обрабатывать заготовки как одновременно, так и раздельно обоими шпинделями. При установке серег универсальный фрезерный станок 6К82Ш может работать как обычный горизонтально-фрезерный станок.
Горизонтальный шпиндель станка используется при обработке заготовок торцевыми и цилиндрическими фрезами. Можно обрабатывать заготовки как одновременно, так и раздельно обоими шпинделями. При установке серег универсальный фрезерный станок 6К82Ш может работать как обычный горизонтально-фрезерный станок.
Ускоренные перемещения рабочих движений широкоуниверсального консольно-фрезерного станка 6К82Ш
Вид климатического исполнения станка соответствует классу УХЛ4. Широкоуниверсальный консольно-фрезерный станок 6К82Ш оснащается системой подачи СОЖ в зону реза. Станок имеет 3 режима работы:
- 1 – автоматический (предназначен для работы с заданными циклами),
- 2 – толчковый (предназначен для работы по слесарной разметке и перемещения стола с деталью),
- 3 – ручной (универсальный режим с использованием быстрых и ручных перемещений)
Рабочие части приводов выполнены из легированной стали, изнашиваемые части изготавливаются из антифрикционного материала, что значительно увеличивает срок службы станка.
Широкоуниверсальный консольно-фрезерный станок 6К82Ш соответствует всем строгим нормам безопасности эксплуатации.
Бренд
Производитель Россия
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
| НАИМЕНОВАНИЕ ПАРАМЕТРА, РАЗМЕРНОСТЬ | ВЕЛИЧИНА ПАРАМЕТРА |
|---|---|
| Размеры рабочей поверхности стола, мм | 320 х 1250 |
| Наибольшее перемещение стола, мм: продольное (координата X) поперечное (координата Y) вертикальное (установочное) | 850 250 400 |
| Расстояние от оси горизонтального шпинделя до стола, мм | 50..440 |
| Расстояние от оси горизонтального шпинделя до хобота, мм: | 155 |
| Расстояние от торца шпинделя поворотной головки до стола, мм | 155..545 |
| Расстояние от оси шпинделя поворотной головки до направляющих станины (вылет), мм | 125. .760 .760 |
| Пределы продольных рабочих подач стола, мм/мин | 35..1020 |
| Пределы поперечных рабочих подач стола, мм/мин | 27..790 |
| Пределы вертикальных рабочих подач стола, мм/мин | 9..264 |
| Диапазон частот вращения шпинделя вертикальной головки, об/мин | 31,5..1400 |
| Диапазон частот вращения горизонтального шпинделя, об/мин | 16..1600 |
| Внутренний конус горизонтального шпинделя | ISO 50 |
| Внутренний конус шпинделя вертикальной головки | ISO 40 |
| Электродвигатель привода горизонтального шпинделя, кВт | 5,5 |
| Электродвигатель привода шпинделя поворотной головки, кВт | 2,2 |
| Электродвигатель привода подач, кВт | 1,5 |
| Электродвигатель насоса охлаждающей жидкости, кВт | 0,12 |
| Габаритные размеры (ДхШхВ), мм | 2135 х 1725 х 2015 |
| Класс точности | Н |
| Масса с электрооборудованием, кг | 2650 |
СТАНДАРТНАЯ КОМПЛЕКТАЦИЯ
Стандартная комплектация широкоуниверсального консольно-фрезерного станка 6К82Ш:
- станок в сборе,
- защитное устройство,
- система подачи СОЖ,
- рукоятка ручных перемещений,
- маховик ручного управления,
- светильник,
- инструкция на русском языке на станок 6К82Ш.

ОПЦИОНАЛЬНЫЕ КОМПЛЕКТУЮЩИЕ
Дополнительная комплектация широкоуниверсального консольно-фрезерного станка 6К82Ш:
- тиски станочные,
- универсальная делительная головка УДГ,
- поворотный стол (Ø 250 мм),
- рабочий инструмент,
- комплект оправок,
- комплект втулок,
- цанговый патрон.
Обычный вертикально-фрезерный станок – MorekTECHTechniki Wytwarzania i Procesy Technologiczne
Фрезерование после токарной обработки можно считать наиболее часто используемым методом обработки. Фрезерные станки не имеют такой долгой истории, как токарные станки. Первый фрезерный станок был разработан и построен американским инженером Эли Уитни в 1818 г. Этот фрезерный станок осуществлял вращательное движение фрезы и автоматическое перемещение рабочего стола. Более чем через 40 лет, в 1862 году, другой американец, Джозеф Роджерс Браун, запустил производство универсально-фрезерного станка. В этот период были созданы конструкции копировально-фрезерных станков, позволяющих обрабатывать предмет по пространственному очертанию шаблона. В 1953, также в США, был реализован первый автоматический фрезерный станок с электронным управлением. Однако обычные фрезерные станки использовались и используются уже более 200 лет. В этой статье я представляю основы конструкции обычного горизонтально-фрезерного и вертикально-фрезерного станка и возможную обработку на них.
В 1953, также в США, был реализован первый автоматический фрезерный станок с электронным управлением. Однако обычные фрезерные станки использовались и используются уже более 200 лет. В этой статье я представляю основы конструкции обычного горизонтально-фрезерного и вертикально-фрезерного станка и возможную обработку на них.
Независимо от того, имеем ли мы дело с обычным горизонтально-фрезерным станком, основное движение передается инструменту (резцу), а дополнительно перемещение рабочего стола осуществляется, в зависимости от конструкции, либо по Оси X или X и Y. В фрезерных центрах с ЧПУ выделяют конструкции, обеспечивающие 5-осевую обработку. Помимо движения по трем осям, выполняются повороты вокруг двух осей (X и Y). В этой статье я сосредоточусь на обычных фрезерных станках. Рабочий стол предназначен для крепления и зажима технологического оборудования (патронов) и заготовок.
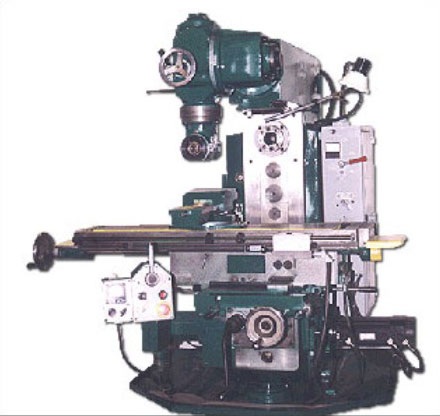
Обычный вертикально-фрезерный станок – конструкция
На рисунках 1 и 2 показан обычный вертикально-фрезерный станок коленного типа с подвижной шпиндельной головкой. Обычные фрезерные станки коленного типа используются для обработки заготовок малых и средних размеров. Заготовки фиксируются и зажимаются на рабочем столе. Рабочий стол опирается на вертикально подвижную опору, также известную как кронштейн. В составе коленно-фрезерных станков различают фрезерные станки: легкие, упрощенные, серийные и универсальные.
Обычные фрезерные станки коленного типа используются для обработки заготовок малых и средних размеров. Заготовки фиксируются и зажимаются на рабочем столе. Рабочий стол опирается на вертикально подвижную опору, также известную как кронштейн. В составе коленно-фрезерных станков различают фрезерные станки: легкие, упрощенные, серийные и универсальные.
Рис. 1. Конструкция обычного вертикально-колено-фрезерного станка с подвижной головкой.
Рис. 2. Кронштейн на обычном вертикально-колено-фрезерном станке с подвижной головкой.
На рис. 3 показан шпиндель в подвижной головке. В случае представленного фрезерного станка головка перемещается только по оси Z (вертикально). Для фиксации инструмента (фрезы) в шпинделе необходимо использовать резцедержатель с определенным конусом на одной линии с конусом в шпинделе. В обсуждаемом обычном фрезерном станке следует исходить из того, что наконечник шпинделя изготовлен в соответствии со стандартом PN-76/M-55081. Конус SK использовался в соответствии с DIN 69. 871 с конусностью 7:24 с драйверами переднего блока. Задача конического гнезда — центрировать положение зажимаемых инструментов. Задача драйверов блоков – передавать крутящий момент.
871 с конусностью 7:24 с драйверами переднего блока. Задача конического гнезда — центрировать положение зажимаемых инструментов. Задача драйверов блоков – передавать крутящий момент.
Рис. 3. Шпиндель и его наконечник.
Державки (конические хвостовики) с конусом этого типа балансируются по запросу и предназначены для обычной и высокоскоростной обработки (HSM – High Speed Machining). Как правило, этот тип держателя изготавливается из хромомарганцовистой стали, науглероженной до глубины поверхностного слоя 0,7 мм. Поверхность конуса закалена и прецизионно отшлифована. Поверхностная твердость конуса составляет 58 ± 2 HRC. Конические резцедержатели прижимаются к конической посадке шпинделя винтом, проходящим через отверстие шпинделя. Другие типы конусов также используются в конструкции фрезерных шпинделей.
Способ крепления инструмента к показанному наконечнику шпинделя зависит от его размера и конструкции. Хвостовые фрезы и фрезы большого диаметра располагаются непосредственно в носовой части шпинделя. С другой стороны, для концевых фрез меньшего диаметра и цилиндрических хвостовиков требуются зажимные или редукционные держатели. Фрезерные оправки используются для фрезерных оправок.
С другой стороны, для концевых фрез меньшего диаметра и цилиндрических хвостовиков требуются зажимные или редукционные держатели. Фрезерные оправки используются для фрезерных оправок.
Фиксация заготовки
Заготовка закрепляется и зажимается либо непосредственно на рабочем столе, либо в технологическом оборудовании, напр. в машинных тисках (рис. 4). В серийном производстве используются специальные держатели для механической обработки (рис. 5). В специальном станочном приспособлении, показанном на рис. 5, заготовка закреплена на опорной поверхности в качестве основного контактного основания, а угловая фиксация осуществляется с помощью полного болта и усеченного болта. Заготовка фиксируется с помощью двух зажимов. Перед обработкой канавки инструмент (резец) устанавливался с помощью так называемого установочного блока (на рис. 5 под левым зажимом). Само приспособление было закреплено на рабочем столе и закреплено винтами и Т-образными пазами. Пазы для винтов показаны на обеих сторонах корпуса патрона на рис. 5.
5.
Рис. 4. Рабочий стол с Т-образными пазами с фиксированными и фиксированными машинными тисками.
Рис. 5. Пример специального фрезерного патрона для серийной обработки.
Прижимы различной конструкции применяются для фиксации заготовки, а также технологического оборудования на обрабатывающем столе с Т-образными пазами. На рис. 6 показана современная конструкция зажимов, используемых на станках с ЧПУ.
Иллюстрация 6. Пример современных зажимов – здесь они используются на станке с ЧПУ.
Для настройки инструмента требуется ручная настройка с помощью искры, т.е. контакт инструмента с определенной поверхностью. В держателях серийного производства (рис. 5) использовались так называемые установочные блоки, которые существенно помогали в настройке инструмента на заданный проход фрезы. Благодаря установленным блокам была получена приемлемая повторяемость лечения. В случае представленного коленчато-фрезерного станка с подвижной головкой установленный в шпинделе инструмент имеет ограниченное вертикальное перемещение. Установка инструмента относительно заготовки по оси Z и, в принципе, установка объекта относительно инструмента по оси Z требует вертикального перемещения суппорта и головки при ее движении. Настройка ширины реза зависит от положения заготовки на рабочем столе и положения стола в поперечном направлении (поперечные салазки – рис. 1). В конструкции представленного фрезерного станка предусмотрена возможность короткой поперечной подачи и длинной продольной подачи.
Установка инструмента относительно заготовки по оси Z и, в принципе, установка объекта относительно инструмента по оси Z требует вертикального перемещения суппорта и головки при ее движении. Настройка ширины реза зависит от положения заготовки на рабочем столе и положения стола в поперечном направлении (поперечные салазки – рис. 1). В конструкции представленного фрезерного станка предусмотрена возможность короткой поперечной подачи и длинной продольной подачи.
Значения скорости вращения шпинделя и скорости подачи
Как и в случае обычного универсального токарного станка , настройка скорости вращения шпинделя и скорости подачи заключается в установке значений из доступного диапазона постоянных значений – например, для частоты вращения главного привода это могут быть следующие значения: 500; 640; 760; 955; 1200; 1500. Значения плавного изменения параметров, в том числе частоты вращения главного привода, определялись стандартом ПН-62/М-03150 Металлообрабатывающие станки, который был окончательно отозван в 2001 году. Значения в пределах вышеупомянутый стандарт является производным от серии Renard R20. Выбор определенного значения производится установкой положения шестерен в редукторах. Имея в своем распоряжении конкретные передачи и возможные их комбинации в 2 или 3 передачи, мы можем получить постепенное изменение значений. На рис. 7 показаны циферблаты, показывающие выбранные значения частоты вращения главного привода вместе с выбранным значением скорости подачи (рис. 8) и рычаг переключения направления вращения.
Значения в пределах вышеупомянутый стандарт является производным от серии Renard R20. Выбор определенного значения производится установкой положения шестерен в редукторах. Имея в своем распоряжении конкретные передачи и возможные их комбинации в 2 или 3 передачи, мы можем получить постепенное изменение значений. На рис. 7 показаны циферблаты, показывающие выбранные значения частоты вращения главного привода вместе с выбранным значением скорости подачи (рис. 8) и рычаг переключения направления вращения.
Рис. 7. Циферблаты, показывающие значения частоты вращения главного привода, скорости подачи и рычага направления вращения (слева).
На рис. 8 показан вид дисков с указанием значений частоты вращения главного привода и скорости подачи со стороны оператора.
Рис. 8. Вид дисков с указанием значений скорости основного привода (справа – больший диск) и выбранной скорости подачи (слева – меньший диск).
Установка значения скорости главного привода и значения скорости подачи задается с помощью электрического блока управления (рис. 9). Значение скорости подачи доступно в диапазоне заданных значений [мм/мин]. Часто при фрезеровании значение подачи указывается в мм/зуб, поэтому необходимо преобразовать значение в [мм/мин] и выбрать ближайшее доступное значение, но меньшее. О параметрах обработки при фрезеровании я писал в статье Фрезерование — выбор параметров обработки .
9). Значение скорости подачи доступно в диапазоне заданных значений [мм/мин]. Часто при фрезеровании значение подачи указывается в мм/зуб, поэтому необходимо преобразовать значение в [мм/мин] и выбрать ближайшее доступное значение, но меньшее. О параметрах обработки при фрезеровании я писал в статье Фрезерование — выбор параметров обработки .
Рис. 9. Электрический блок управления – выделенные кнопки, отвечающие за установку частоты вращения главного привода, величины рабочей подачи, а также включение и выключение оборотов шпинделя.
На первом этапе выбор параметров обработки заключается в выборе скорости резания для данного материала и материала лезвия. В случае обычных фрезерных и токарных станков мы имеем дело с градуированными скоростями вращения главных приводов. После определения скорости резания по классической формуле скорости резания vc следует определить значение частоты вращения n главного привода. Затем значение скорости вращения n сравнивается с имеющимися значениями на данном станке.
Обычно определяемое значение не согласуется с имеющимися, и тогда следует выбрать значение скорости n от станка, ближайшее к определяемому n, но меньшее по величине значение. Это, в свою очередь, требует пересчета скорости резания.
Ступенчатые диапазоны скоростей вращения и скорости подачи в случае обычных фрезерных станков и токарных станков являются следствием технологических возможностей десятилетий назад, когда числовое управление было максимально предсказуемым. В настоящее время такую градацию значений по отношению к бесступенчатому выбору значений на станках с ЧПУ можно считать недостатком. Здесь, однако, следует подчеркнуть, что на обычных токарных и фрезерных станках только решения с использованием кинематических цепей (зубчатых передач) могли обеспечить какую-либо возможность выбора скорости вращения и скорости подачи. В представленном обычном фрезерном станке переключение между отдельными значениями как частоты вращения главного привода, так и рабочей подачи происходит с помощью электроприводов, изменяющих положение шестерен. Нажав кнопку (рис. 9) оператор осуществляет одиночные операции переключения до тех пор, пока не будет получено требуемое значение заданного параметра.
Нажав кнопку (рис. 9) оператор осуществляет одиночные операции переключения до тех пор, пока не будет получено требуемое значение заданного параметра.
В случае обычного токарного станка, описанного в статье Универсальный токарный станок, конструкция и возможная обработка – основы , переключение между значениями отдельных параметров происходило путем ручного поворота рычага, что приводило к механическому переключению шестерен переключения в шестернях машины.
На рисунках 10 и 11 показаны другие выбранные части системы рулевого управления и настройки.
Рис. 10. Ручка управления положением подвижной головки рассматриваемого фрезерного станка по оси Z.
Рис. 11. Ручка регулировки положения кронштейна по оси Z и ручка положения поперечных салазок рабочего стола по оси Y.
Примеры возможной обработки на вертикально-фрезерном станке с консольным коленом
На рис. 12 показаны типичные операции обработки, которые можно выполнять на этом обычном вертикально-фрезерном станке с консольным коленом:
- фрезерование плоскости фрезерной головкой или концевой фрезой (рисунок 14) – рисунок 12.
 а;
а; - фрезерование Т-образного паза специальной фрезой – рис. 12.б;
- фрезерование паза (также шпоночного паза) концевой фрезой (рис. 13) – рис. 12.в;
- фрезерование боковой поверхности концевой фрезой – рис. 12.г;
- обработка фаски под определенным углом концевой фрезой – рисунок 12.д.
Обработка фаски под определенным углом, показанная на рисунке 12.д, возможна, когда конструктивно предусмотрен поворот подвижной фрезерной головки вокруг оси Y.
Рис. 12. Возможные операции обработки на вертикальном обычном консольно-фрезерном станке: а) фрезерование плоскости фрезерной головкой или концевой фрезой; б) фрезерование Т-образного паза специальной фрезой; в) фрезерование паза концевой фрезой; г) фрезерование боковой поверхности концевой фрезой; д) обработка фаски под заданным углом концевой фрезой.
На рисунках 13 и 14 показаны примеры держателей и инструментов, используемых на обычных фрезерных станках.
Рис. 13. Пример концевой фрезы.
Пример концевой фрезы.
Рис. 14. Слева держатель инструмента, затем фрезерная головка и справа концевая фреза из быстрорежущей стали.
Конструкция и кинематика представленного обычного вертикально-консольного фрезерного станка не позволяют нарезать резьбу. Возможна обработка отверстий, но она ограничена расстоянием вершины шпинделя от рабочего стола. Технологические возможности обычных фрезерных станков по отношению к современным вертикально-фрезерным обрабатывающим центрам с ЧПУ невелики. Несмотря на такую последовательность, обычные фрезерные станки по-прежнему эффективны в области обработки основных поверхностей и подготовки заготовки (заготовки).
Модернизация и ревитализация
Интересной возможностью является модернизация или ревитализация обычного станка. Благодаря этому можно не только продлить срок службы данного станка, но прежде всего повысить точность позиционирования и обработки. Ревитализация включает в себя общий ремонт, часто модернизацию направляющих, замену приводов и новую систему управления. В рамках процесса ревитализации обычный станок превращается в станок с ЧПУ. Примером модернизации является обычный вертикально-фрезерный станок, оснащенный линейками с цифровым отсчетом (рис. 15 и 16).
В рамках процесса ревитализации обычный станок превращается в станок с ЧПУ. Примером модернизации является обычный вертикально-фрезерный станок, оснащенный линейками с цифровым отсчетом (рис. 15 и 16).
Рис. 15. Модернизированный обычный фрезерный станок, оснащенный измерительными линейками и цифровой индикацией положения по отдельным осям.
Рис. 16. Измерительные линейки осей Y и Z, установленные на обычном вертикально-фрезерном станке, показанном на рис. 12.
Рис. 14. Слева держатель инструмента, затем фрезерная головка и справа быстрорежущая сталь концевая фреза.
На рис. 17 показан обычный токарный станок, глубоко модернизированный фирмой SIEMENS (новые приводы, измерительные линейки, ЧПУ). В 2016 году на стенде CAMdivision на международной выставке MACH TOOL 2016 в Познани можно было увидеть, как модернизировать токарный станок.
Фото 17. Стенд CAMdivision Международная выставка MACH-TOOL 2016 – глубоко модернизированный традиционный токарный станок – SIEMENS.
Английская версия была представлена 14 июля 2022 г.
Источники
- Падеревский К., Обрабярки, WSiP 1993
- Erbel J. (red.), Encyklopedia technik wytwarzania stosowanych w przemyśle maszynowym, tom II. Обрубка скраванием. Монтаж, OWPW 1993
- Собственные заметки автора.
- Wsparcie ZAiOS Instytut Technik Wytwarzania na Wydziale Inżynierii Produkcji, Politechnika Warszawska
- Kunstetter S., Narzędzia skrawające do metali. Строительство, WNT 1973
Образец рейтинга
Нравится:
Нравится Загрузка…
የ Предварительный просмотр 1212 ለ. ЧПУ станок LTT М1212 (BL-M1212).
| | 600 ኪ.ግ |
| Цвет | 1500x1600x1500 ሚ.ሜ |
| Индивидуальный номер | ± 0,05 ሚሜ |
| | HPGL – черный, белый – черный |
| ከፍተኛው የጉዞ ፍጥነት (ስራ ፈት) | 17 ሜትር / ደቂቃ |
| ስፒል ኃይል | 3. 0 ኪ.ወ 0 ኪ.ወ |
| Предварительный просмотр | 1200 |
| Предварительный просмотр | 180 ሚ.ሜ |
| Единый номер | 1200×1200 Цвет |
| የሚሰራ ቮልቴጅ | AC 380В∕50Гц |
| | 0-18000 በደቂቃ |
| | 4.6 ኪ.ወ |
| Предварительный просмотр |
ት እና በአውሮፕላኑ ውስጥ ያሉትን ክፍሎች እና የስራ ክፍሎች ወለል ለመቅረά 3D (3D) (3D)
ጥቅሞች
- Бесплатно цена 18000 рублей;
- Быстрый просмотр ключа የመሳሪያውን አስተማማኝ ጥበቃ እና ከመቁረጫው ዞን ውስጥ ቆሻሻን ውጤታᛈ በ ሆነ መንገድ ማስወገድ; номер
- ;
ማሽኑ የማሽን ጥገናን ቀላል የሚያደርግ የሁሉንም መመሪያዎች ማዕከላዊ ቅባት ይጠቀማል ፣ номер - ;
Быстрый и быстрый просмотр. Быстрый и быстрый просмотр, чат. ሞኒተርን ለመጫን, የኮምፒተር ስርዓት ክፍል እና የቁልፍ ሰሌዳ; -
MA860H MA860H, - , MA860H,
- , Leadshine Technologi Co.
 Ltd;
Ltd; -
лоток DELTA зуммер - ጣጠር ይጠቅማል።
በሩሲያ ውስጥ ሁለንተናዊ ጄት ማሽኖች ሽያጭ ውስጥ ዋናው ተፎካካሪ Связанные ключевые слова ላ ሁለተኛ ገበያ ላይ ብቅ ያለውን በሶቪየት ሠራሽ ማሽኖች ተጠቅሟል, የቴክኒ Бесплатно . , , , , , , , , , , , ዙውን ጊዜ በድርጅቱ ውስጥ ከሚገኙት ማሽኖች በቀላሉ ስሞቹን በመጻፍ ለማዘዝ ይሞክራሉ. ዛሬ ግን ብዙ ማሽኖች ከፋብሪካው በመወገዳቸው ወይም በአምራቹ እንደገና በ Предварительный просмотр. Связанные темы Связанные ключевые слова эргономика (ቦታ) и эргономика (ቦታ) ይችላል. Связанные темы Связанные темы Бесплатно Связанные темы Бесплатно Бесплатно
Чёрный Чёрный Чёрный Чёрный – Чёрный
| ||
Черный | 16 – 20 | ГХ-1640ZX |
Ø | ||
Предварительный просмотр | 16-2000 ሩብ | 25/1800 በደቂቃ |
| ||
| ||
Черный Черный | ГХ-2040Ж | |
Ø | ||
Предварительный просмотр | 12,5 – 2000 г. | 9 – 1600 ሩብ |
| ||
|
Черный
Черный
| ||
Черный | 2С132 | GHD-50PF |
Черный | ||
Единый номер | 90-1400 ሩብ | 50-1510 በደቂቃ |
| ||
|
Быстрый и быстрый просмотр, мгновенный просмотр.
ስራው እንደገና ማምረት ከሆነ, ነጠላ የማሽን ሞዴሎችን መተካት ወይ ም በድርጅቱ ውስጥ ጥቅም ላይ የዋሉ ማሽኖች ተመሳሳይ ቴክኒካዊ ባህሪያት ያላ ቸውን መሳሪያዎች ለመምረጥ, የሚፈልጉትን መሳሪያ ዝርዝር ወደ ጄኢቲ ተወካይ Бесплатно መካከል ተመጣጣኝ ቴክኒካል Связанные темы Бесплатно
Единорог
,,
, መቁረጫዎች, ወዘተ.
Мгновенный чат. Быстрый и быстрый доступ к выделенным изображениям.
- አጠቃላይ ዓላማ ወይም ሁለንተናዊ ፍጮ ማሽኖች ፣ አግድም ወፍጮ ፣ ቁመታዊ
- ልዩ እና ልዩ ወፍጮ ማሽኖች (ስሎትትድ ወፍጮ፣የቁልፍ መንገድ ወፍጮ፣ካ ሮሴል ወፍጮ፣መገልበጥ ወፍጮ፣ወዘተ)
የወፍጮ ማሽኖች ዋና የቅርጽ እንቅስቃሴዎች የመቁረጫ (ዋናው እንቅስ ቃሴ) እና የምግብ እንቅስቃሴው ወደ ሥራው ወይም ቆራጩ የሚዘገበው መሽከርከ ር ቸው።
Быстрый и быстрый доступ. Заготовка для рабочего стола Сверхъестественное приложение для чтения.
Быстрый и быстрый чат.
Цифровой
Бесплатно
በ የንድፍ ገፅታዎችእነዚህ ማሽኖች በሚከተሉት ይከፈላሉ:
- ኮንሶል ማሽኖች (ጠረጴዛው በማንሳት ቅንፍ-ኮንሶል ላይ ይገኛል) 90 078
- ኮንሶል አልባ ማሽኖች (ጠረጴዛው በቋሚ ፍሬም ላይ በቁመታዊ እና ተሻጋሪ
- ቀጣይነት ያለው የእርምጃ ማሽኖች (ካሮሴል እና ከበሮ)
- ሀ – ሁለንተናዊ ካንትሪቨር አግድም ወፍጮ
- ለ – ሰፊ-ሁለንተናዊ ካንትሪቨር አግድም ወፍጮ
- ሐ – Быстрый просмотр
- g – консольный лоток
- d – Быстрый просмотр
- ኮንሶል ከሌለው አግድም
- g – Быстрый просмотр
- ሸ – Сокращенный номер
- እና – Быстрый просмотр
Единица измерения Единица измерения ጃ ሩዝ በጣም የተለመደ። 119, а, б, в, г). የኮንሶል ወፍጮ ማሽኖች አግድም እና ቀጥታ – ይህ በጣም የተለመደው የማሽኖች Бесплатно የኮንሶል ወፍጮ ማሽኖች ስማቸውን ያገኙት ከኮንሶል ቅንፍ (ኮንሶል) ነው፣ እ Связанные темы ም እንቅስቃሴዎች ድጋፍ ሆኖ ያገለግላል።
የኮንሶል ወፍጮ ማሽኖች አግድም እና ቀጥታ – ይህ በጣም የተለመደው የማሽኖች Бесплатно የኮንሶል ወፍጮ ማሽኖች ስማቸውን ያገኙት ከኮንሶል ቅንፍ (ኮንሶል) ነው፣ እ Связанные темы ም እንቅስቃሴዎች ድጋፍ ሆኖ ያገለግላል።
ሁለንተናዊ ኮንሶል ወፍጮ ማሽን (ሥዕል 119፣ ሀ) 2 значка 1 значка 3 значка 3 значка Лучший 4-й краткий обзор 5. Предварительный просмотр 6 изображений 7 изображений.
Единый номер (номер 119, ሀ) Единый номер ጠ ስፒል 2 ያለው ሲሆን ቦታውን የማይቀይር ጠረጴዛው በአግድም እና በአቀባዊ Бесплатно እንደ ዩኒቨርሳል ካንቲለር ወፍጮ ማሽን በተለየ መልኩ የስራ ጠረጴዛው በቋ Бесплатно
ሰፊ ሁለንተናዊ Cantilever ወፍጮ ማሽን (የበለስ. 119; ለ, ሐ) አግዳሚ ስፒ ል በተጨማሪ, ይህ መቁረጫው ጋር ስፒል በማንኛውም ማዕዘን ላይ ሊጫኑ ይችላሉ Перпендикулярное изображение ል ራስ 1, አለው. Связанные темы በጭንቅላቱ 1 фото 1 2 фото 2 фото ማቃጠያ ፣ አሰልቺ እና ወፍጮ።
Единый номер (119 дюймов) 1 ላ ይ በተሰቀለው የ вращающаяся шпиндельная головка 2
ኮንሶል አልባ ቀጥ ያሉ ወፍጮ ማሽኖች (የበለስ. 119, ሠ) ትልቅ መ Сани 2 3 1. Предварительный просмотр 5 чатов Бесплатно 6. 4-х кратный обзор 4-х кратного чата. ሉት. Быстрый и быстрый доступ к вашим услугам.
Индивидуальный (119 ፣ ቅ ክ) ፍሎችን ለመሥራት የሚያገለግሉት ስላይድ 2 እና ሠንጠረዥ 3 በአልጋው መመሪያ 1. Предварительный просмотр 5 изображений 5 изображений Быстрый просмотр Предварительный просмотр 4-х кратких обзоров.
ቁመታዊ Единый номер (የበለስ. 119, ሰ) ትላልቅ ክፍሎች መካከል заготовок ሁለት ቋሚ ልጥፎች 6 ፍሬም 1 ላይ ተጭነዋል፣ በመስቀል አባል ተያይዘዋል 7. ወ ፍጮ ራሶች 3 በአግድም ሾጣጣዎች እና ትራቨር (የመስቀል አባል) 4 በመመሪያው ም краткий обзор . 4.
ካሮሴል- (የበለስ. 119, ሸ) грубая, грубая, черновая обработка и 3 части. Лучший 2 Лучший 1. Лучший 4 , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , ቃል. 5 кратких обзоров изображений 6.
ከበሮ መፍጫ ማሽኖች (ምስል 119, i) በትልቅ እና በጅምላ ምርት ው ስጥ ጥቅም ላይ ይውላሉ ባዶዎቹ የሚሽከረከር ከበሮ ላይ ተጭነዋል 2 የምግብ እንቅስቃሴ ያለው። የወፍጮ ጭንቅላት 3 (ለሸካራነት) 1 (ለመጨረስ) በመመሪያው ሀዲድ ላይ ይን 4.
ኮንሶል ወፍጮ ማሽኖች
የኮንሶል ወፍጮ ማሽኖች ለወ ፍጮ ሥራ በጣም የተለመዱት የማሽን ዓይነቶች ናቸው። የኮንሶል ወፍጮ ማሽኖች ስማቸውን ያገኙት ከኮንሶል ቅንፍ (ኮንሶል) ነው፣ እ Связанные темы ም እንቅስቃሴዎች ድጋፍ ሆኖ ያገለግላል።
የኮንሶል መገኘት, ጥገና በሚደረግበት የኮንሶል-ሚሊንግ ማሽኖ Связанные ключевые слова ሬ በተወሰነ ደረጃ ይቀንሳል, ስለዚህ በዘመናዊ ማሽኖች ውስጥ, የኮ Связанные темы Связанные ключевые слова: фото, фото Быстрый просмотр.
በሜካኒካል ኢንጂነሪንግ ውስጥ በአብዛኛው ጥቅም ላይ የሚውሉት ክፍ ሎች ከአጠቃላይ ዓላማ የካንቲለር ፍጮ ማሽኖች ልኬቶች ስለሚጣጣሙ ፣ የ Бесплатно Связанные темы ካል ጥገና ሱቆች ፓርኩ በተጨማሪም ሁለንተናዊ ወፍጮ እና ሰፊ ሁለንተናው ወፍ фото Связанные темы
በተጨማሪም, ማሻሻያዎች በአንዳንድ መሰረታዊ ሞዴሎች መሰረት ይመረ ታሉ. Вертикально-фрезерные станки консольно-фрезерные 6М12Г1Б 6М13ПБ Частный 6M82G, черный и черный 6M8 2GB Быстрый доступ. 6N81, 6N82, 6N81A, 6N81A Реактивный снаряд 6М82Ш. ሰፊ ሁለገብ የወፍጮ ማሽኖች በአሁኑ ጊዜ በነጠላ እና በስፋት ጥቅም ላይ ይ ውላሉ አነስተኛ መጠን ያለው ምርትየተለያዩ የወፍጮ, አሰልቺ እና ቁፋሮ ሥራዎ Бесплатно በእነዚህ ማሽኖች ላይ ብረት ሞዴሎችን, ዳይ-ፎርሞችን, አብነቶችን, ካሜራ Быстрый, быстрый просмотр.
6H81A ሰፊ ሁለንተናዊ ማሽን በግንዱ ላይ የሚገኝ እና በአግድመት ዘ ንግ ዙሪያ ከ0 እስከ 115 ° የሚሽከረከር ስፒል ጭንቅላት አለው። በጭንቅላቱ አግድም አቀማመጥ, ማሽኑ እንደ አግድም ማሽነሪ ማሽን ይሠራል, Бесплатно
6M82Sh ሰፊው ዩኒቨርሳል ማሽን እና በንድፍ ተመሳሳይ የሆነው 6M83Sh ማሽን ሁለት ስፒልሎች አሏቸው፡ አንደኛው አግድም ነው፣ እንደ ተለ መደው አግድም መፍጫ ማሽን፣ ሁለተኛው ግንዱ ላይ የሚገኝ ሲሆን በማንኛውም አ краткий обзор вращающийся барабан Бесплатно የተለያዩ አይነት ንጣፎችን እንዲሁም ከጠረጴዛው አካባቢ የሚበልጡ ትላልቅ የስራ ክፍሎችን ለማቀነባበር ቋሚው የጭንቅላት ስቶክ በሚገለበጥ ግንድ ላይ ተጭኗል እና በሁለት እርስበርስ ቀጥ ያሉ አውሮፕላኖች ውስጥ በማንኛውም ማ фото Бесплатно
Единый номер Единый номер Бесплатно አግድም , ሁለንተናዊ (ᰰ ከጠረጴዛው в чате Бесплатно የሠንጠረዡ ተመሳሳይ የመለኪያ ባህሪ ያላቸው የተለያዩ የማሽኑ ስሪቶች ጥ Предварительный просмотр или .
በዩኤስኤስአር ውስጥ አምስት መጠን ያላቸው የኮንሶል ወፍጮ ማሽኖች
0; ቁጥር 1; ቁጥር 2; 3 фото 4 Бесплатно ተመሳሳይ መጠን ያለው ክልል ያለው እያንዳንዱ ማሽን በምስጢር ውስጥ ተመሳ ሳይ ስያሜ ነበረው ከጠረጴዛው የስራ ወለል መጠን ጋር ተመሳሳይ ነው።
በሠንጠረዡ ቦታ መጠን ላይ በመመስረት የሚከተሉት የኮንሶል ወ
| Предварительный просмотр | Черный, черный | |
|---|---|---|
| 0 | 6R10፣ 6R80፣ 6R80G፣ 6R80Sh | 200 х 800 |
| 1 | 6Н11፣ 6Н81፣ 6Н81Г; 6Р11፣ 6Р81፣ 6Р81Г፣ 6Р81Ш | 250 х 1000 |
| 2 | 6М12П፣ 6М82፣ 6М82Г; 6П12፣ 6П82፣ 6П82Ш; 6Т12፣ 6Т82፣ 6Т82Г፣ 6Т82Ш | 320 х 1250 |
| 3 | 6М13П፣ 6М83፣ 6М83Г; 6П13, 6П83; 6T13፣ 6T83፣ 6T83G | 400 х 1600 |
| 4 | 6M14P፣ 6M84፣ 6M84G | 500 х 2000 |
Быстрый просмотр ፍሎቹ (አልጋ ፣ ጠረጴዛ ፣ ስሌድ ፣ ኮንሶል ፣ ግንድ) ፣ ኤሌክትሪክ ሞተር ኃ ይል እና የጠረጴዛው ትልቁ እንቅስቃሴ (ስትሮክ) በ ቁመታዊ አቅጣጫ ፣ ተንራታ Поперечный и поперечный разрезы.
| Предварительный просмотр | Цвет | Цвет | Цвет | ሞዴል |
|---|---|---|---|---|
| 6 | 2 | ГЗФС | 1932 | 682 |
| 6Б | 0 | |||
| 1 | ||||
| 2 | ГЗФС | 1937 | 6B12፣ 6B82፣ 6B82G | |
| 3 | ||||
| 6 | 0 | |||
| 1 | ДЗФС | 6К11፣ 6К81፣ 6К81Г፣ 6К81Ш | ||
| 2 | ГЗФС | 6К12፣ 6К82፣ 6К82Г፣ 6К82Ш | ||
| 3 | ГЗФС | 6К13П፣ 6К83፣ 6К83Г፣ 6К83Ш | ||
| 6ህ | 0 | Предварительный просмотр | 1969 | 6Н10፣ 6Н80፣ 6Н80Г፣ 6Н80Ш |
| 1 | ДЗФС | 1970 | 6N11፣ 6N81፣ 6N81G፣ 6N81A፣ 6N81D | |
| 2 | ГЗФС | 1951 | 6N12፣ 6N82፣ 6N82G | |
| 3 | ГЗФС፣ ВМЗ | 1951 | 6N13፣ 6N13F3፣ 6N83፣ 6N83G፣ 6N13GA | |
| 6ሚ | 0 | Предварительный просмотр | 6М10፣ 6М80፣ 6М80Г፣ 6М80Ш | |
| 1 | ДЗФС | 1971 | 6M11፣ 6M11K፣ 6M81፣ 6M81G፣ 6M81Sh፣ 6M81Sh-1፣ 6M81Sh-1F1፣ 6M81ShF2 | |
| 2 | ГЗФС | 1961 | 6М12П፣ 6М12ПБ፣ 6М82፣ 6М82Г፣ 6М82ГБ፣ 6М82Ш | |
| 3 | ГЗФС | 1961 | 6М13П፣ 6М13ПБ፣ 6М83፣ 6М83Г፣ 6М83Ш | |
| 6አር | 0 | Предварительный просмотр | 1973 | 6R10፣ 6R80፣ 6R80G፣ 6R80Sh |
| 1 | ДЗФС | 6R11፣ 6R11K፣ 6R11F3፣ 6R81፣ 6R81G፣ 6R81Sh | ||
| 2 | ГЗФС | 1972 | 6R12፣ 6R12K፣ 6R82፣ 6R82G፣ 6R82Sh | |
| 3 | ГЗФС፣ ВМЗ | 1972 | 6R13፣ 6R13B፣ 6R13F3፣ 6R13F3-3፣ 6R83፣ 6R83G፣ 6R83Sh | |
| 6ቲ | 0 | Предварительный просмотр | 1986 | 6Т10፣ 6Т80፣ 6Т80Ш |
| 1 | ||||
| 2 | ГЗФС | 1985 | 6Т12፣ 6Т82፣ 6Т82Г፣ 6Т82Ш | |
| 3 | ГЗФС | 1985 | 6Т13፣ 6Т83፣ 6Т83Г፣ 6Т83Ш | |
| 6ዲ | 0 | ДЗФС | 1987 г.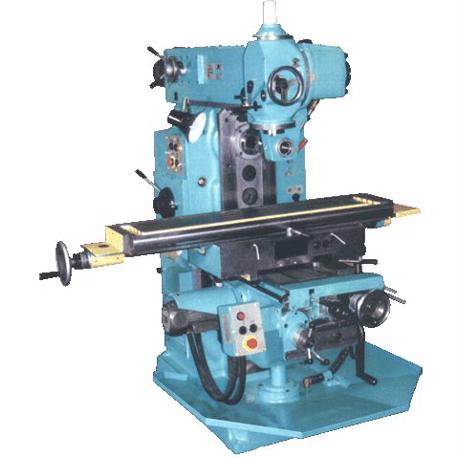 |