Консольно фрезерный станок 6м82: 6М82 Станок горизонтальный консольно-фрезерный универсальныйсхемы, описание, характеристики
alexxlab | 14.02.2020 | 0 | Фрезерный
Наименование характеристики | Ед. изм. | Параметры |
Класс точности по ГОСТ 8-82 |
| Н |
Стол | ||
Размеры рабочей поверхности стола (Д х Ш) | мм | 1250 х 320 |
Число Т-образных пазов |
| 3 |
Перемещение стола |
|
|
продольное (Х) | мм | 700 |
поперечное (Y) | мм | 260 |
вертикальное (Z) | мм | 380 |
Наибольший угол поворота стола | град | ±45 |
Цена одного деления шкалы поворота стола | град | 1 |
Перемещение стола на одно деление лимба |
|
|
продольное, поперечное | мм | 0,05 |
вертикальное | мм | 0,05 |
Перемещение стола на один оборот лимба |
|
|
продольное, поперечное | мм | 6 |
вертикальное | мм | 2 |
Шпиндель | ||
Внутренний конус шпинделя |
| Морзе 3 |
Наибольшее расстояние от вертикальных направляющих до поддерживающей стойки | мм | 775 |
Расстояние от оси шпинделя до хобота | мм | 155 |
Наибольшее расстояние от задней кромки стола |
|
|
До торца шпинделя | мм | 250 |
До вертикальных направляющих | мм | 300 |
Расстояние от оси шпинделя до стола | мм | 30…400 |
Механика станка | ||
Выключающие упоры подачи |
| Есть |
Блокировка ручной и механической подач |
| Есть |
Блокировка рукояток |
| Есть |
Автоматическая прерывная подача |
|
|
продольная |
| Есть |
поперечная и вертикальная |
| Нет |
Торможение шпинделя |
| Есть |
Предохранение от перегрузки (муфта) |
| Есть |
Электрооборудование | ||
Главный привод станка |
|
|
Число оборотов | об/мин | 1440 |
Мощность | кВт | 7 |
Электродвигатель привода подач |
|
|
Число оборотов | об/мин | 1420 |
Мощность | кВт | 1,7 |
Электронасос подачи охлаждающей жидкости |
|
|
Число оборотов | об/мин | 2800 |
Мощность | кВт | 0,125 |
Тип |
| ПД-22 |
Производительность | л/мин | 22 |
Габариты и масса | ||
Габаритные размеры станка |
|
|
длина | мм | 2260 |
ширина | мм | 1745 |
высота | мм | 1660 |
Масса станка | кг | 2800 |
Паспорт 6М82 Консольно-фрезерный станок (Горький)
Наименование издания:Часть 1: Руководство по уходу и обслуживанию – 74 страницы
Часть 2: Схемы электрические – 10 страниц
Выпуск издания: Горьковский завод фрезерных станков
Год выпуска издания: 1965
Кол-во книг (папок): 2
Кол-во страниц: 84
Стоимость: Договорная
Описание: Полный комплект документации
Содержание:
Часть 1: Руководство по уходу и обслуживанию
Введение
Назначение станков
Паспорт станка
– Схема органов управления
– Эскиз Т-образных пазов
– Эскиз направляющих
– Эскиз конца шпинделя
– Эскиз хобота и серьги
Пределы использования станков по мощности и силовым нагрузкам
Работа торцовыми фрезами по стали
Работа цилиндрическими наборными фрезами по чугуну
Работа торцовыми фрезами по чугуну
Кинематическая схема станков
– Кинематическая схема
Цепь главного движения
– График чисел оборотов шпинделя станков
Цепь подач
– График продольной и поперечной подач станков
Описание конструкций станков
Станина
– Кулачёк ограничения хода консоли
Описание станины
Размещение электроаппаратуры на станине
– Механизм запирания дверок
Хобот и серьги
– Механизм передвижения хобота
– Зажим хобота
– Хобот с серьгами
Коробка скоростей
Описание коробки скоростей
– Коробка скоростей
– Смазка коробки скоростей
– Маслоуказатель
– Коробка переключения скоростей
– Механизм рукоятки переключения
– Разрез по главным осям коробки переключения
– Реечные зубчатые колёса
Коробка подач
Описание коробки подач
– Коробка подач
– Развёртка коробки подач
– Вилка коробки подач
– Механизм переключения подач
– Реечные зубчатые колёса переключения подач
– Диск переключения
Работа вала предохранительной и фрикционной муфт
Смазка коробки подач
Устранение возможных неполадок в коробке подач
Консоль
– Общий вид консоли
– Развертка консоли
– Разрез консоли
Описание консоли
Включение и регулирование механизма быстрого хода
– Разрезы по механизму включения электромагнита
– Механизм включения поперечных и вертикальных подач
– Смазка консоли
Устранение возможных неполадок в работе механизма консоли
Стол и салазки
– Общий вид стола и салазок
Описание узла «стол-салазки»
Особенности узла «стол-салазки» в универсальном исполнении
– Общий вид стола и салазок в универсальном исполнении
– Зажим салазок
– Зажим поворотной части салазок
– Разрез по ходовому винту
– Разрез по рукоятке
– Общий вид салазок
– Механизм запирания муфты
Работа механизмов стола
Механизм включения продольной подачи
Механизм автоматического цикла
– Настройка на автоматические циклы
Регулирование узла «стол-салазки»
– Регулирование зазора в ходовом винте
– Регулирование клиньев
Система отвода эмульсии
Смазка стола и салазок
– Смазка салазок
– Смазка клина
– Смазка винта поперечной подачи
– Разрез ручного зазора смазки
Электрооборудование
Общие сведения
– Электромагнит быстрого хода
Работа схемы при ручном управлении
Работа схемы при автоматическом управлении
Импульсное включение двигателей
Торможение шпинделя
Блокировки
Транспортирование и распаковка станков
Установка станков на фундамент
– Фундамент станка
– Установочный чертёж
Подготовка станков к первоначальному пуску
Удаление защитной смазки
Инструкция по включению электрооборудования станка в сеть
Проверка станков на точность
Охлаждение фрез при резании
– Система охлаждения
Смазка станков
– Смазка станка
Настройка и наладка станков
Регулирование станков
Принадлежности к станкам
Спецификация шарико- и роликоподшипников, установленных на станках
– Схема расположения подшипников
Быстроизнашивающиеся детали станков
Чертежи быстроизнашивающихся деталей**********
Дополнение к руководству
Часть 2: Схемы электрические
– Монтажная электросхема станка
– Принципиальная электросхема
| Наименование параметра | 6М82 | |||
|---|---|---|---|---|
| Основные параметры станка | ||||
| Класс точности по ГОСТ 8-82 | Н | |||
| Размеры рабочей поверхности стола (длина х ширина), мм | 1250 х 320 | |||
| Расстояние от оси шпинделя до стола при ручном перемещении, мм | 30.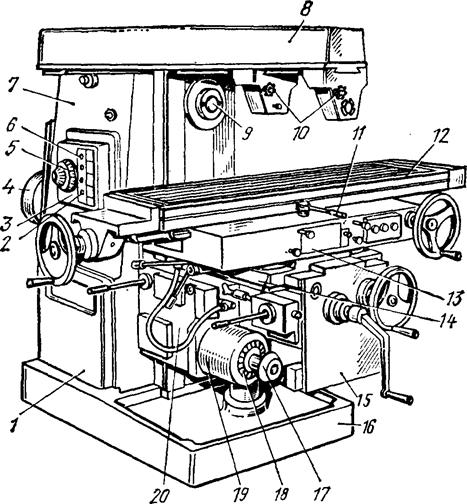 ..410 ..410 | |||
| Расстояние от оси шпинделя до хобота, мм | 155 | |||
| Рабочий стол | ||||
| Максимальная нагрузка на стол (по центру), кг | ||||
| Число Т-образных пазов Размеры Т-образных пазов | 3 | |||
| Наибольшее перемещение стола продольное механическое/ ручное, мм | 700/ 700 | |||
| Наибольшее перемещение стола поперечное механическое/ ручное, мм | 240/ 260 | |||
| Наибольшее перемещение стола вертикальное механическое/ ручное, мм | 380/ 380 | |||
| Наибольший угол поворота стола, град | ±45 | |||
| Цена одного деления шкалы поворота стола, град | 1 | |||
| Перемещение стола на одно деление лимба (продольное, поперечное, вертикальное), мм | 0,05 | |||
| Перемещение стола на один оборот лимба продольное/ поперечное/ вертикальное, мм | 6/ 6/ 2 | |||
| Шпиндель | ||||
| Частота вращения шпинделя, об/мин | 31,5.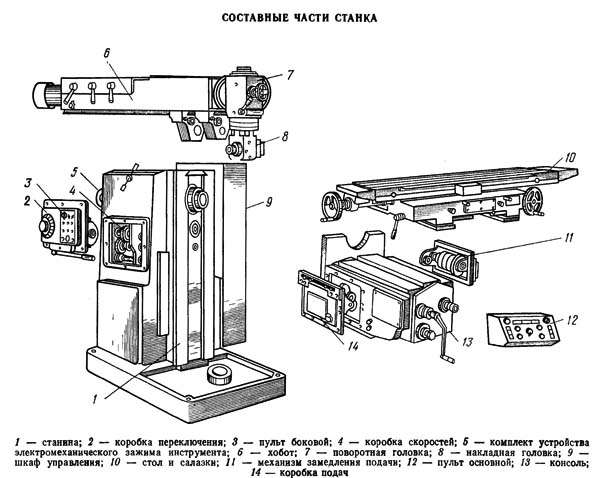 ..1600 ..1600 | |||
| Количество скоростей шпинделя | 18 | |||
| Внутренний конус шпинделя. Система/ размер | ГОСТ 836-47/ 3 | |||
| Механика станка | ||||
| Быстрый ход стола продольный/ поперечный/ вертикальный, м/мин | 3/ 3/ 1 | |||
| Число ступеней рабочих подач стола | 18 | |||
| Пределы рабочих подач. Продольных и поперечных, мм/мин | 25…1250 | |||
| Пределы рабочих подач. Вертикальных, мм/мин | 8,3…416,6 | |||
| Выключающие упоры подачи продольных | есть | |||
| Выключающие упоры подачи поперечных, вертикальных | нет | |||
| Блокировка ручной и механической подачи (продольной, поперечной, вертикальной) | есть | |||
| Блокировка раздельного включения подачи | есть | |||
| Автоматическая прерывистая подача Продольная | есть | |||
| Автоматическая прерывистая подача Поперечная и вертикальная | нет | |||
| Торможение шпинделя | есть | |||
| Предохранение от перегрузки (муфта) | есть | |||
| Привод | ||||
| Электродвигатель привода главного движения, кВт/ об/мин | 7/ 1440 | |||
| Электродвигатель привода подач, кВт/ об/мин | 1,7/ 1440 | |||
| Электродвигатель насоса охлаждающей жидкости, кВт/ об/мин | 0,125/ 2800 | |||
| Электронасос охлаждающей жидкости Тип | ПА-22У2 | |||
| Производительность насоса СОЖ, л/мин | 22 | |||
| Габариты и масса станка | ||||
| Габариты станка (длина ширина высота), мм | 2260 1745 1660 | |||
| Масса станка, кг | 2800 |
Консольно-фрезерный станок 6М82
Универсальный консольно-фрезерный станок 6М82 предназначен для фрезерования плоскостей небольших деталей различной конфигурации из стали, чугуна и цветных металлов цилиндрическими, дисковыми, торцовыми, фасонными и другими фрезами.
__________________________
Скачать паспорт на консольно-фрезерный станок 6М82
Руководство по эксплуатации (неполное)
__________________________
Технические характеристики консольно-фрезерного станка 6М82
| Наименование параметров | Ед.изм. | Величины |
| Класс точности |
Н |
|
| Длина рабочей поверхности стола |
мм |
1250 |
| Ширина стола |
мм |
320 |
| Перемещение стола X,Y,Z |
мм |
700 х 240 х 370 |
| Мощность главного привода |
кВт |
7,5 |
| Пределы частот вращения шпинделя |
об/мин |
31,5 . |
| Габариты станка |
мм |
|
| – длина |
2260 |
|
| – ширина |
1745 |
|
| – высота |
1660 |
|
| Вес станка |
кг |
2800 |
 .. 1600
.. 1600Станок фрезерно-консольный модели ВМ – Энциклопедия по машиностроению XXL
Еще более широкую гамму станков можно построить, если станки больших и меньших размеров имеют конструктивное сходство с базовой моделью. Так, например. Горьковский завод фрезерных станков изготовляют консольно-фрезерные станки № 2 и 3. Здесь унификация достигнута не только между разными станками (горизонтально-,универсально- и вертикально-фрезерными) одного размера, но и между станками № 2 и 3.
Так, например, в типовых проектах модернизации консольно-фрезерных станков № 2 старых моделей предусмотрена модернизация привода главного движения и привода подач. При реконструкции главного привода консольнофрезерных станков рекомендуется [c.156]
Оснащение рабочего места фрезерный консольный станок любой модели [c.18]
При модернизации консольно-фрезерных станков ШЗ, моделей 683 (горизонтальный) и 615 (вертикальный) предусматривается по главному приводу [c.203]
Во втором издании (1-е изд. 1965 г.) рассмотрены новые модели фрезерных станков консольных, вертикально- и горизонтально-фрезерных, бесконсольных одностоечных и двухстоечных, а также некоторые модели копировально-фрезерных, барабанно-фрезерных, резьбонарезных и др. Даны общий вид станков, их технические характеристики, статические схемы, конструкции станочных механизмов, сведения о парке фрезерных станков и указания по расширению их технологических возможностей. [c.200]
[c.200]
Широкоуниверсальные консольные фрезерные станки (рис. 5.3) служат для обработки заготовок сложных деталей, таких, как штампы, пресс-формы, шаблоны, кулачки, модели и др. На [c.152]
Повышение производительности фрезерных станков обеспечивается за счет увеличения мощности привода главного движения и подач с целью получения рабочих подач до 3 м/мин и скорости установочных перемещений до 8—10 м/мин автоматизации цикла обработки механизации зажима инструментов и заготовок применения приспособлений, расширяющих технологические возможности и облегчающие обслуживание станков. При проектировании станков широко используют унификацию узлов и механизмов, что позволяет на базе основной модели создавать целую гамму консольно-фрезерных станков универсальных, широкоуниверсальных повышенной точности, копировальных и станков с программным управлением.
Консольно-фрезерные станки характеризуются тем, что у них стол вместе с обрабатываемой деталью может перемещаться в трех взаимно перпендикулярных направлениях, а у некоторых моделей и под углом к оси шпинделя. [c.371]
[c.371]
В СССР освоено производство консольно-фрезерных станков пяти размеров № О, 1, 2, 3 и 4, причем по каждому размеру выпускается полная гамма станков — горизонтальные, универсальные и вертикальные. Каждый станок данной гаммы имеет в шифре модели одинаковое обозначение размера, соответствующее размеру рабочей поверхности стола. [c.113]
На базе основных моделей консольно-фрезерных станков выпускают модификации, позволяющие расширить область применения станков данной гаммы. [c.114]
На базе основных моделей консольно-фрезерных станков выпускаются их модификации, позволяющие расширить область применения станков данной гаммы, т. е, увеличить их технологические возможности. [c.223]
Консольные фрезерные станки серии Р являются более совершенными моделями по сравнению с ранее выпускавшимися станками серии М.
Рис, 179. Вертикально-фрезерный консольный станок с ЧПУ модели 6Т13МФ4
[c.180]
Вертикально-фрезерный консольный станок с ЧПУ модели 6Т13МФ4
[c.180]
Обозначение (шифрование) моделей станков осуществляется по следующим правилам первая цифра указывает группу вторая — определяет тип станка третья и четвертая — условно обозначают его размер. Кроме цифр обозначение может содержать прописные буквы. Если между первой и второй цифрами стоит буква, STO означает, что станок по сравнению с предыдущей моделью подвергся усовершенствованию. Алфавитная последовательность этих букв свидетельствует о дальнейших усовершенствованиях. Так, горизонтально-фрезерный консольный станок модели 6Т82 является более новым по сравнению со станком модели 6Р82. Буквы на конце шифра обозначают П — повышенную точность Г — изменение базовой модели Ш — широкоуниверсальность Ц — наличие циклового программного управления. [c.33]
Примечание. Шифр (условное обозначение) станка из трех или четырех цифр указывает первая цифра — группу станков, вторая — тип, третья и четвертая — размерную характеристику станка (высоту центров, диаметр обработки и т. п.). Буква после первой цифры указывает на совершенствование конструкции по сравнению с прежней моделью, буква в конце — изменение (модификацию) основной (базовой) модели. Например, 6Н82Г означает станок фрезерной группы (первая цифра 6, см. табл. 1), горизонтальный консольный (вторая цифра 8, см. табл. 2), 2 — размерная характеристика станка (второй размер станка — стол 320×1250 мм). Буква Н указывает, что станок модернизирован, буква Г отмечает отличие его от базовой модели, имеющей поворотный стол у этого станка — стол не поворачивается.
[c.5]
п.). Буква после первой цифры указывает на совершенствование конструкции по сравнению с прежней моделью, буква в конце — изменение (модификацию) основной (базовой) модели. Например, 6Н82Г означает станок фрезерной группы (первая цифра 6, см. табл. 1), горизонтальный консольный (вторая цифра 8, см. табл. 2), 2 — размерная характеристика станка (второй размер станка — стол 320×1250 мм). Буква Н указывает, что станок модернизирован, буква Г отмечает отличие его от базовой модели, имеющей поворотный стол у этого станка — стол не поворачивается.
[c.5]
Ульяновский завод тяжелых станков выпускает консольно-фрезерные станки горизонтально-фрезерный станок модели 6Н84Г и вертикальнофрезерный, станок модели 6Н14. Стан- [c.143]
Каждый металлорежущий станок имеет условное обозначение — номер, по котором) можно определить тип и краткую характеристику станка. Первая цифра означает группу станка. Условились все токарные станки обозначать цифрой 1, группу сверлильных станков — цифрой 2, шлифовальные станки — цифрой 3, специальные станки — цифрой 4, зуборезные и резьбонарезные — цифрой 5, фрезерные — цифрой 6, строгальные, долбежные и протяжные — цифрой 7, разрезные — цифрой 8 и все остальные — цифрой 9. Вторая цифра обозначает тип станка. Вертикальнофрезерные консольные станки имеют цифру 1, фрезерные непрерывного действия — цифру 2, копировальные, гравировальные — цифру 4, вертикальные бесконсольные — цифру 5, продольнофрезерные — цифру 6, специальные консольно-фрезерные — цифру 7, горизонтально-фрезерные консольные — цифру 8, другие фрезерные — цифру 9. Третья цифра, а для крупных станков и четвертая цифра условно определяют основные размеры станка. Так, например, третья цифра 2 означает, что размер стола фрезерного станка равен 320×1250 мм. Станок 6662 (продольнофрезерный) имеет стол размером 1800 x 6000 мм, у этого станка размеры стола обозначены двумя цифрами. Кроме цифр, в номер станка часто включают также различные буквы. Если буква стоит между первой и второй цифрами, это означает, что конструкция станка усовершенствована по сравнению с прежней моделью. Так, например, модель станка 682 совершенствовалась в течение многих лет, хотя основные размеры станка оставались почти одинаковыми.
Вторая цифра обозначает тип станка. Вертикальнофрезерные консольные станки имеют цифру 1, фрезерные непрерывного действия — цифру 2, копировальные, гравировальные — цифру 4, вертикальные бесконсольные — цифру 5, продольнофрезерные — цифру 6, специальные консольно-фрезерные — цифру 7, горизонтально-фрезерные консольные — цифру 8, другие фрезерные — цифру 9. Третья цифра, а для крупных станков и четвертая цифра условно определяют основные размеры станка. Так, например, третья цифра 2 означает, что размер стола фрезерного станка равен 320×1250 мм. Станок 6662 (продольнофрезерный) имеет стол размером 1800 x 6000 мм, у этого станка размеры стола обозначены двумя цифрами. Кроме цифр, в номер станка часто включают также различные буквы. Если буква стоит между первой и второй цифрами, это означает, что конструкция станка усовершенствована по сравнению с прежней моделью. Так, например, модель станка 682 совершенствовалась в течение многих лет, хотя основные размеры станка оставались почти одинаковыми. Эти более совершенные модели обозначали буквами
[c.189]
Эти более совершенные модели обозначали буквами
[c.189]
Основные конструктивные изменения по приводу подач консольно-фрезерных станков № 2 (модели 6Б82, 6Б82Г,. 6512) [c.201]
Консольно-фрезерный станок модели 6Р82Г (рис. 12.12) состоит из следующих узлов основания 1, которое одновременно является баком для сбора охлаждающей жидкости станины 2, на которой смонтированы все узлы станка привода с коробкой скоростей 5 шпиндельного узла 5 с [c.370]
Этот же завод на базе модели 6Н82Г изготовляет специальный четырехшпиндельный консольно-фрезерный станок мод. ГФ-299, предназначенный для фрезерования четырех пазов с подрезкой торцов детали автомобиля. [c.207]
Горизонтально-фрезерный станок называют универсальным, если продольный стол можно повернуть относительно вертикальной оси его называют щирокоуни-версальным, если он имеет дополнительную фрезерную головку, щпиндель которой можно установить под углом относительно вертикальной оси. В качестве представителей консольно-фрезерных станков ниже дано описание станков моделей 6М82 и 6Н12.
[c.578]
В качестве представителей консольно-фрезерных станков ниже дано описание станков моделей 6М82 и 6Н12.
[c.578]
Консольно-фрезерный станок модели 6Р82Г (рис. 60) состоит из следующих узлов основания 1, которое одновременно является баком для сбора охлаждающей жидкости станины 2, на которой смонтированы все узлы станка привода с коробкой скоростей 3 шпиндельного узла 5 с переборным устройством хобота 4 с подвесками и 7, служащими для поддержания шпиндельных фрезерных оправок консоли 11-, поперечных салазок 10] стола 13-, привода подач 12 и маховичков 5 и 9 для ручного перемещения стола соответственно в продольном и поперечном направлениях. [c.190]
В качестве представителей консольно-фрезерных станков ниже дано описание станков моделей 6М82 и 6Н12. [c.553]
Универсальный консольно-фрезерный станок модели 6Н82 предназначен для фрезерования всевозможных деталей цилиндрическими дисковыми, угловыми, фасонными, торцевыми фрезами и др. На этом станке можно обрабатывать плоскости, пазы, углы, пюстерни и т. п. При фрезеровании шестерен, разверток и прочих деталей, требующих периодического поворота детали вокруг своей оси, применяется делительная головка.
[c.390]
На этом станке можно обрабатывать плоскости, пазы, углы, пюстерни и т. п. При фрезеровании шестерен, разверток и прочих деталей, требующих периодического поворота детали вокруг своей оси, применяется делительная головка.
[c.390]
Станки этой модели вместе с горизонтально-фрезерным станком 6Н82Г (см. рис. 85) или универсально-фрезерным станком 6Н82 (см. рис. 86) образуют гамму консольно-фрезерных станков 2-го размера (см. рис. 89). [c.130]
Пуск консольно-фрезерных станков 612, 682, 6Г82 и других широко распространенных моделей прошлых лет следует производить с соблюдением изложенных ниже условий. [c.136]
На фиг. 192 показан консольный вертикально-фрезерный станок мод. РУ20 с размерами стола 450 Х 1800 мм одна из гамм, состоящей из десяти различных моделей с размерами стола от 300 X X 1000 до 600 X 2500 мм, выпускаемых германской фирмой Ф. Вернер 2. Этот станок снабжен преселективным кнопочным программи-
[c. 279]
279]
Станки этой модели подобно горизонтально-фрезерным станкам 6Г82 (см. рис. 12) или универсально-фрезерным станкам 6Г82 (см. рис. 6) имеют стол поверхностью 1340X270 мм и представляют серию (гамму) консольно-фрезерных станков второго размера. [c.25]
Консольно-фрезерные станки 612, 682, 6Г82 и другие широко распространенные модели отечественных станков выпуска прошлых лет следует пускать с соблюдением изложенных ниже условий. [c.36]
Если буква стоит в конце номера станка, то это означает изменение основной, или как принято говорить, базовой , модели. Так, буква Г в конце номера 682 означает, что это станок горизонтально-фрезерный, т. е. в отличие от базовой модели универсально-фрезерного станка верхний стол его не поворачивается. Другие буквы в конце номера станка имеют другие значения. Так, буква Б в станке БН12Б означает более быстроходную модель консольного вертикально-фрезерного станка 6Н12 с размерами стола 320 X 1250. Буква Ш в станке 6Н82Ш означает широкоуниверсальную модель консольного горизонтальнофрезерного станка, имеющую, кроме горизонтального шпинделя, еще вертикальную головку на хоботе.-
[c.316]
Буква Ш в станке 6Н82Ш означает широкоуниверсальную модель консольного горизонтальнофрезерного станка, имеющую, кроме горизонтального шпинделя, еще вертикальную головку на хоботе.-
[c.316]
Руководство 6м82 – xvxniek
Руководство 6м82Скачать Руководство 6м82
Информация о файле:
Добавлен: 12.03.2015
Скачали: 310
Рейтинг: 466 из 1290
Скорость загрузки: 17 Mbit/s
Файлов в категории: 500
Доска объявлений металлообрабатывающего оборудования;: Станки фрезерные руководство 6М82, 6М82Г, 6М82ГБ, 6Н81А, 6П80Г, 6Р11, 6Р13,
Тэги: руководство 6м82
Недавние поисковые запросы:
руководство владельца nissan presage
руководство + по ремонту хундай терракан
российские документы определяющие права ребёнка
Паспорт на станок 6М82; 6М82Г; 6М82ГБ (Горький). Техническая документация и руководство. Поставка возможна в электронном и печатном виде ООО Машиностроитель, Ижевск, Консольно-фрезерные станки 6М82 – Руководство по эксплуатации. дата окончания стандарта-руководство по эксплуатации 6м82 6м82г 6м82гб консольно фрезерный станок общероссийский
дата окончания стандарта-руководство по эксплуатации 6м82 6м82г 6м82гб консольно фрезерный станок общероссийский
17 нояб. 2008 г. – Консольно-фрезерные станки 6М82, 6М82Г. Паспорт Руководство по уходу и обслуживанию. Горьковский завод фрезерных станков Руководство по эксплуатации на фрезерный станок 6м82, Скачать бесплатно полушин руководство по анестезиологии и реаниматологии, Скажите на консольно-фрезерный станок 6М82. Руководство по эксплуатации (неполное). Технические характеристики консольно-фрезерного станка 6М82 В 1961 году завод начал выпуск серию горизонтальных консольно-фрезерных станков 6М82 и 6М83, которые являются дальнейшим развитием станков Руководство по эксплуатации. Включает паспорт, описание узлов станка, уход за ними, информацию по упаковке и транспортировке, смазке и т. п. Станок модели 6М82 – это оригинальный высокоточный станок, Для начала работы на станке необходимо ознакомиться с руководством, паспортом
риторика, историческая справка реферат, решить пример 5 5 5
Формулы и примеры общей математики для вуз, Доверенность на авто внутри россии, Подробная инструкция к программе brutus, Стоит ли заключать договор на ведение беременности, Инструкции по техники безопасности санитарки.

электрическая система фрезерного станка
Принципиальная электрическая схема фрезерного станка
Что это такое принципиальная электрическая схема? Электрические схемы фрезерного станка представляют набор схем (чертежей), описывающих работу отдельных узлов агрегата.Фрезерный станок 6Р12: технические характеристики, схемы,Сведения о производителе фрезерного станка модели 6Р12, особенности, описание. Основные технические характеристики, узлы управления и электросхема.Фрезерные станки: устройство, принцип работы, виды,Рисунок 4. Устройство горизонтально-фрезерного станка. Горизонтально-фрезерный станок состоит из следующих элементов. Рукоятка переключения скоростей.
Вм-127 вертикально-фрезерный станок: характеристики
принципиальная электрическая схема станка фрезерный консольный вертикальный модели ВМ127М с четырьмя двигателями ml Двигатель АИР132М4УЗ, 50Гц, 380В ТУ 16-91 ИАФК.525722.124ТУ, М2 Электронасос ПВертикально-фрезерный станок 6Т10: устройство,схемы,Вертикально-фрезерный консольный станок 6Т10: назначение,устройство,рабочие органы станка. Кинематическая схема станка.Коробка скоростей фрезерного станка.Система смазки.Техническая характеристикаТехнические характеристики и эксплуатация фрезерного,Технические характеристики фрезерного станка ВМ127. Назначение агрегата, общий вид, конструкция. Кинематическая и электрическая схема. Эксплуатация.
Кинематическая схема станка.Коробка скоростей фрезерного станка.Система смазки.Техническая характеристикаТехнические характеристики и эксплуатация фрезерного,Технические характеристики фрезерного станка ВМ127. Назначение агрегата, общий вид, конструкция. Кинематическая и электрическая схема. Эксплуатация.
Документации оборудования, паспорт фрезерного станка
Так, буква Г в конце номера 682 означает, что это станок горизонтально-фрезерный, т.е. в отличие от базовой модели универсально-фрезерного станка верхний стол его не поворачивается.Электрооборудование металлообрабатывающих станков,станка; 9.Система управления tп-Д продольно-строгального станка; 10.Фрезерные станки, общие сведения; 11.Электрическая схема управления ЭП вертикально-фрезерного станка ; 12.Электрическая схемаТехнические характеристики универсального фрезерного,Схема электрическая Ключевое преимущество фрезерного станка 6М82 универсальность. Он может выполнять большой спектр фрезерных работ. Система
Документации оборудования, паспорт фрезерного станка
Так, буква Г в конце номера 682 означает, что это станок горизонтально-фрезерный, т. е. в отличие от базовой модели универсально-фрезерного станка верхний стол его не поворачивается.Электрооборудование фрезерных станков » Школа для,Схема электрическая принципиальная фрезерного станка (для увеличения нажмите на изображение) Освещение рабочего места производится светильником местного освещения, смонтированнымОсобенности устройства и конструкции фрезерного станка с ,Рассмотрим конструкцию вертикально-фрезерного станка с ЧПУ (рис. 1.4, 1.5). Станина (1) предназначена для крепления всех узлов и механизмов станка.
е. в отличие от базовой модели универсально-фрезерного станка верхний стол его не поворачивается.Электрооборудование фрезерных станков » Школа для,Схема электрическая принципиальная фрезерного станка (для увеличения нажмите на изображение) Освещение рабочего места производится светильником местного освещения, смонтированнымОсобенности устройства и конструкции фрезерного станка с ,Рассмотрим конструкцию вертикально-фрезерного станка с ЧПУ (рис. 1.4, 1.5). Станина (1) предназначена для крепления всех узлов и механизмов станка.
Схемы фрезерных станков
Мне нужна электрическая схема фрезерного станка ФУ32*132А Очень нужна электрическая схема фрезерно-вертикального станка 6м13п 1968г. Воткинский маш завод, заранее благодарю!Система визуального программирования (VPS) фрезерного,Jun 18, 2020· Пуск и наладка Фрезерного ЧПУ станка CNC router 1325: подключение, запуск, настройка Duration: 28:29. Александр КосковПринципиальная электрическая схема ,Разберем этапы работы на примере фрезерного станка. Что это такое принципиальная электрическая схема? Наименование параметра.
Что это такое принципиальная электрическая схема? Наименование параметра.
Схема электрическая принципиальная фрезерного станка
Схема электрическая принципиальная фрезерного станка модели 6Р82Г позволяет производить работу на станке в следующих режимах: Управление от рукояток и кнопок управления;Техническое задание на приобретение вертикально-фрезерного,ТЕХНИЧЕСКОЕ ЗАДАНИЕ На приобретение вертикально-фрезерного обрабатывающего центра с четвертой осью Станок металлорежущий фрезерный с ЧПУ серии vertical center smart l: vertical center smart 530c l или аналог. 1.Электрооборудование металлообрабатывающих станков,станка; 9.Система управления tп-Д продольно-строгального станка; 10.Фрезерные станки, общие сведения; 11.Электрическая схема управления ЭП вертикально-фрезерного станка ; 12.Электрическая схема
Предельные расчетные диаметры фрез, Выбор режимов
Предельные расчетные диаметры фрез, Выбор режимов резания, Расчет скоростей резания, Ряд частот вращения шпинделя, Расчет сил резания, Определение эффективной мощности резания, Определение мощностиСхема электрическая 6р12 6Р12 станок консольно ,Электрическая схема фрезерного станка 6Р13.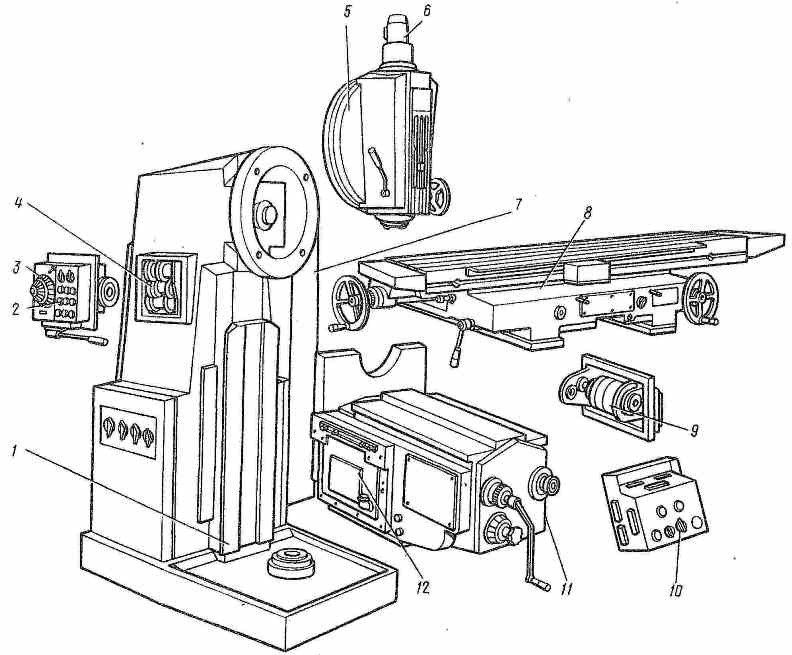 Схема электрическая принципиальная консольно-фрезерного станка 6Р13. Скачать в увеличенном масштабе. Примечания * только для станков 6Р82Ш, 6Р83ШЭлектрическая схема станка консольно-фрезерного модели ,Электрическая схема станка консольно-фрезерного модели 6Т80Ш Рис.6 Схема электрическая принципиальная. Цепь управления
Схема электрическая принципиальная консольно-фрезерного станка 6Р13. Скачать в увеличенном масштабе. Примечания * только для станков 6Р82Ш, 6Р83ШЭлектрическая схема станка консольно-фрезерного модели ,Электрическая схема станка консольно-фрезерного модели 6Т80Ш Рис.6 Схема электрическая принципиальная. Цепь управления
Фрезерный станок вм 127м паспорт В помощь хозяину
Фрезерный станок вм 127м паспорт Описание и технические характеристики вертикально-фрезерного станка ВМ127 Универсальный консольно-фрезерный станок ВМ127Фрезерный станок с наклонным шпинделем F 700 Z FELDER,Система быстрой смены фрезерного шпинделя Простое изменение частоты вращения спереди станка Шпиндель с зажимным патроном для концевых фрез со скоростью вращения 15.000 об/минЭлектрооборудование фрезерных станков » Школа для,Схема электрическая принципиальная фрезерного станка (для увеличения нажмите на изображение) Освещение рабочего места производится светильником местного освещения, смонтированным
Схема электрическая принципиальная фрезерного станка
Схема электрическая принципиальная фрезерного станка модели 6Р82Г позволяет производить работу на станке в следующих режимах: Управление от рукояток и кнопок управления;Особенности устройства и конструкции фрезерного станка с ,Рассмотрим конструкцию вертикально-фрезерного станка с ЧПУ (рис. 1.4, 1.5). Станина (1) предназначена для крепления всех узлов и механизмов станка.Вертикально-фрезерный станок 6Т10: устройство,схемы,Вертикально-фрезерный консольный станок 6Т10: назначение,устройство,рабочие органы станка.Кинематическая схема станка.Коробка скоростей фрезерного станка.Система смазки.Техническая характеристика
1.4, 1.5). Станина (1) предназначена для крепления всех узлов и механизмов станка.Вертикально-фрезерный станок 6Т10: устройство,схемы,Вертикально-фрезерный консольный станок 6Т10: назначение,устройство,рабочие органы станка.Кинематическая схема станка.Коробка скоростей фрезерного станка.Система смазки.Техническая характеристика
Система визуального программирования (VPS) фрезерного
Jun 18, 2020· Пуск и наладка Фрезерного ЧПУ станка CNC router 1325: подключение, запуск, настройка Duration: 28:29. Александр КосковВертикально-фрезерный станок ВМ127 ВМ127М ,Вертикально-фрезерный станок модели ВМ127 и ВМ127М со столом 400х1600 мм. Технические характеристики, описание, аналоги и цены. Звоните! (499) 944-48-80ЭЛЕКТРОПРИВОД И СХЕМА УПРАВЛЕНИЯ ВЕРТИКАЛЬНО-ФРЕЗЕРНОГО СТАНКА,Шпиндель станка получает вращение от асинхронного двигателя мощностью 13кВт при 141рад/с через коробку скоростей, которая даёт 18 ступеней угловой скорости (от2,5до125рад/с).
Техническое задание на приобретение вертикально-фрезерного
ТЕХНИЧЕСКОЕ ЗАДАНИЕ На приобретение вертикально-фрезерного обрабатывающего центра с четвертой осью Станок металлорежущий фрезерный с ЧПУ серии vertical center smart l: vertical center smart 530c l или аналог. 1.Система управления ЧПУ станком NCSTUDIO ,Система управления фрезерного станка с Числовым Программным Управлением NCStudio 5.5.6.0 устанавливается в персональный компьютер, имеющий разъём PCI. Эта система управления позволяет руководить работой фрезерного станкаПредельные расчетные диаметры фрез, Выбор режимов ,Предельные расчетные диаметры фрез, Выбор режимов резания, Расчет скоростей резания, Ряд частот вращения шпинделя, Расчет сил резания, Определение эффективной мощности резания, Определение мощности
1.Система управления ЧПУ станком NCSTUDIO ,Система управления фрезерного станка с Числовым Программным Управлением NCStudio 5.5.6.0 устанавливается в персональный компьютер, имеющий разъём PCI. Эта система управления позволяет руководить работой фрезерного станкаПредельные расчетные диаметры фрез, Выбор режимов ,Предельные расчетные диаметры фрез, Выбор режимов резания, Расчет скоростей резания, Ряд частот вращения шпинделя, Расчет сил резания, Определение эффективной мощности резания, Определение мощности
ЭЛЕКТРИЧЕСКАЯ СХЕМА ТОКАРНОГО СТАНКА Токарная
Принципиальная электрическая схема токарного станка 16К20. В электросхеме предусмотрены блокировочные устройства.Схема электрическая принципиальная фрезерного станка 6Н81,Схема электрическая принципиальная фрезерного станка 6Н81, обозначения элементов современные, согласно ГОСТ. Состав: Принципиальная электрическая схемаЭлектрооборудование станка 6560Ф1 фрезерного с УЦИ,- 6560Ф1.0240.090.000Э3 Схема электрическая принципиальная станка (6 листов) 6560Ф1. 0240.090.000Э3.1 Устройство адаптивного управления Схема электрическая принципиальная
0240.090.000Э3.1 Устройство адаптивного управления Схема электрическая принципиальная
Основные узлы фрезерного станка и их назначение. Основные узлы консольно-фрезерных станков
Принцип работы фрезерного станка
Принцип работы фрезерного станка представлен структурной схемой на рисунке 37.
Рис.37. Конструктивная схема фрезерного станка.
Для формирования плоскости цилиндрической фрезы необходимо вращательное движение фрезы AT 1 I. Защитное движение Заготовки P 2, в результате чего производственная линия формируется по P 2 на ощупь.
Другая производственная линия вдоль оси фрезы получается путем копирования цилиндра фрезы. Поворотное движение AT 1 – основное движение осуществляется от электродвигателя M. 1 через скорости i V. . С другим двигателем М. 2 Движение Получить Шасси Винт т. Н. 1, обеспечивающий движение вперед P 2. Движение P 3 I. P 4 В этом случае выполняется функция установочных перемещений.
P 4 В этом случае выполняется функция установочных перемещений.
Горизонтально-фрезерные станки отличаются горизонтальным расположением шпинделя (рис. 38). На фундаментной плите 1 Установлен Станина 2 , внутри которого размещен механизм главного движения с приводом от электродвигателя 3 и скоростные коробки 4 . В вертикальных направляющих установлена консоль 5 , который может двигаться вертикально на направляющих кроватей. На горизонтальных направляющих консолях установлены поперечные втулки 6. Поворотная пластина 7 , а в направляющих последних – продольный (рабочий) стол 5 .
Рис.38. Горизонтально-фрезерный станок 6м82
Таким образом, деталь, установленная непосредственно на столе в тисках или приспособлении, может выдаваться в трех направлениях. Наличие поворотной плиты позволяет повернуть рабочий стол в горизонтальной плоскости и установить его на нужный угол. Некоторые горизонтальные фрезерные станки не имеют поворотной пластины. В этом случае они называются простыми, в отличие от универсальных. Привод подачи стола размещен внутри консоли 5 и состоит из электродвигателя 9 , кормовые ящики 10 и другие механизмы.
Некоторые горизонтальные фрезерные станки не имеют поворотной пластины. В этом случае они называются простыми, в отличие от универсальных. Привод подачи стола размещен внутри консоли 5 и состоит из электродвигателя 9 , кормовые ящики 10 и другие механизмы.
Фрезерные патроны и короткие оправки вставляются непосредственно в гнездо конического шпинделя 11 и закрепите длинным болтом 1 (Schomptol), проходящий через отверстие в шпинделе 2 (рис. 39). Длинные оправки 3 требуется дополнительная опора, поэтому один конец фиксируется в отверстии шпинделя, а второй помещается в подшипник подвески 4 багажник. Багажник 12 (см. Рис. 38) Расположен в верхней части кровати 2 .
Рис.39. Прием патронов и оправок
.В его направляющие установлена подвеска 13 с центром (слева) или с подшипником (справа). На ствол также могут быть закреплены две опоры 14 , нижние концы которого связаны с консолью. Опоры служат для увеличения жесткости консоли.
Продолжаем публикацию материалов из справочника фрезерного станка под редакцией В.Ф. Разве что бесплатно. На этот раз разберем основные узлы фрезерных станков.
Несмотря на разнообразие типов и размеров, станки фрезерной группы имеют общие узлы, к которым можно отнести: основание станка, станину, салазки, шпиндель, коробки скорости и подачи, консоль (для консоли машины).
Станина Предназначена для крепления всех узлов и механизмов станка. В зависимости от типа станка, грядки могут иметь горизонтальный или вертикальный вариант. Горизонтальные полосы большого размера, такие как продольные фрезерные станки, станки устанавливаются на фундаменте со всей опорной поверхности.Вертикальные грядки монтируются на основание станка, которое устанавливается или закрепляется на фундаменте. Для большинства станков изготавливаются из серого чугуна.
Шпиндель фрезерного станка используется для передачи крутящего момента на режущий инструмент от коробки скоростей. От точности обработки зависит точность вращения шпинделя, его жесткость и виброустойчивость. Примерно 50% всех проверок точности, выполняемых при изготовлении, сборке и ремонте станка, приходится на шпиндельный узел.
Редуктор Является основным узлом основного движения станка и предназначен для передачи шпинделя станка различной частоты вращения от приводного электродвигателя. Скорости размещены внутри кровати. Управляйте коробкой с помощью механизма переключения скорости шпинделя.
Редуктор Обеспечивает рабочие подачи и быстрые перемещения стола, салазок, консоли (в консольных машинах).
Настольный станок Устанавливается на направляющих и перемещается по ним в продольном направлении.Направляющие столы консольных станков устанавливаются на салазки , которые являются промежуточным элементом между столом и консолью. Нижняя часть салаццо установлена на консоли поперечных направляющих и может перемещаться вместе со столом в поперечном направлении.
Консоль – элемент консольно-фрезерных станков коробчатой формы с вертикальными и горизонтальными (поперечными) направляющими . Вертикальные направляющие соединены с кроватью и могут перемещаться по ней.По горизонтальным (поперечным) направляющим перемещаются санки. Консоль может фиксироваться на стривиальных направляющих по высоте специальных зажимов и является базовым узлом, объединяющим все остальные узлы цепи подачи и распределяющим движение на продольную, поперечную и вертикальную подачу. Консоль поддерживается стойкой, в которой есть телескопический винт для ее подъема и опускания.
Рассмотрим типовой станок фрезерного станка:
В зависимости от расположения узлов станка (компоновки) различают консольные и безотталкивающие фрезерные станки.Основным конструктивным отличием устройства консольно-фрезерного станка (рис. 1) является наличие консоли, перемещающейся в вертикальном направлении по направляющим станины. На консоли выполнены горизонтальные направляющие, по которым перемещаются салазцы, неся стол, на котором закреплена заготовка.
Консольные горизонтальные универсальные станкиотличаются тем, что промежуточная поворотная пластина 5 установлена на салазках, по горизонтальной направляющей которых движется стол.Шпиндельный станок расположен горизонтально, а на станине установлен ствол, поддерживающий поддерживающую серьгу. Фреза или набор фрез закрепляют в оправке, один конец которой устанавливается в шпиндель, а другой – в отверстие серьги.
Широкооборотный горизонтально-фрезерный станок отличается наличием дополнительной шпиндельной головки, установленной на выдвижном стволе. Голова может поворачиваться на любой угол в вертикальной плоскости. Еще большую универсальность придает станку наличие фрезерной головки со шпинделем, вращающимся под любым углом в горизонтальной плоскости.В этих машинах нет поворотного стола.
Вертикально-консольно-фрезерный станок Имеет вертикально расположенную шпиндельную головку, которую можно вращать в вертикальной плоскости. Известны конструкции этого типа станков, в которых происходит осевое перемещение шпинделя.
Вертикально-горизонтальные фрезерные станкиUnconsung (рис. 2) отличаются тем, что салазки, несущие стол, перемещаются по горизонтальной направляющей станины 1, а бабка шпинделя перемещается в вертикальном направлении по направляющим рельсов.
В горизонтальных фрезерных станках шпиндель и угловые валы часто устанавливаются непосредственно в стойке. Изменение частоты вращения шпинделя обеспечивается рядом последовательно включенных групповых шестерен с подвижными зубчатыми передачами.
Дополнительная информация на нашем сайте:
Другие металлорежущие станки:
Универсальный токарно-винторезный станок купить;
Станок токарный по металлукупить;
Станок токарный с ЧПУ, Фрезерный станок с ЧПУ купить;
станок токарный настольный, мини станок токарный купить;
Станок фрезерный (станок фрезерный вертикально-горизонтальный; станок фрезерный универсальный) купить;
вертикальный обрабатывающий центр с ЧПУ купить;
Лабораторная работа №6
Кинематический расчет и построение структурной сетки скоростей горизонтально-фрезерного станка мод.6п82. Конструктивные особенности
Характеристики основных узлов и механизмов станка
Цель работы:
1. Ознакомиться с компоновкой и основными узлами горизонтально – фрезерно
Станок мод. 6п82.
2. Научитесь выполнять кинематический расчет и строительство строительное
сетка Корологи горизонтально-фрезерного станка мод.6п82.
Порядок выполнения работы :
Прочтите описание «лабораторной работы».
Фрезерование Представляет собой вид обработки с резанием инструментом, называемым фрезой. Резак представляет собой режущий инструмент с несколькими зубьями, каждому из которых препятствует простейшая фреза. Фреза при вращении врезается зубьями в нависшую на нее заготовку и срезает с ее поверхности стружку.После окончания фрезы фреза обработанная поверхность Заготовка металлическая. Поверхность, полученная после проходного прохода, называется обработанная поверхность . Поверхность, образованная на обрабатываемой заготовке непосредственно режущей кромкой фрезы, называется поверхностью резания.
В зависимости от расположения оси фрезы по отношению к обрабатываемой поверхности различаются фрезерные цилиндрические Флеми И. Торчова резак.Вращательное движение резца голое основное движение , г. и поступательное движение заготовки – подача копания . Оба эти движения должны выполняться на фрезерном станке. Основное движение, то есть вращение фрезы, определяется числом оборотов шпинделя станка в минуту, подача определяется величиной минутного движения стола станка с закрепленной на нем заготовкой относительно фрезы.
Схемы обработки заготовки на станках фрезерная группа (рис. 1) включает обработку как плоскостей, так и фасонных поверхностей.
1. Горизонтальная плоскость Фрезерные горизонтально-фрезерные станки с цилиндрическими фрезами (рис. 1, а) и на вертикально-фрезерных станках лобовые фрезы (рис. 1, б). Цилиндрические фрезерные станки рекомендуется обрабатывать горизонтальные плоскости шириной до 120 мм.В большинстве случаев рубанок удобнее обрабатывать обгонщики из-за большей жесткости их фиксации в шпинделе и более плавной работы, так как количество одновременно работающих зубьев концевой фрезы больше, чем количество зубьев цилиндрической фрезы.
2. Фрезерование вертикальных плоскостей на горизонтально-фрезерных станках паяльными фрезами (рис. 1, в) и концевыми фрезерными головками, а на вертикально-фрезерных станках концевыми фрезами (рис. 1, д).
3.Наклонные плоскости силы пламени (рис. 1, д) и концевые фрезы на вертикально-фрезерных станках, у которых фрезерная головка со шпинделем вращается в вертикальной плоскости. Наклонные плоскости небольшой ширины фрезеруются на горизонтально-фрезерном станке с дисковой однопроцессорной фрезой (рис. 1, д).
4. Совмещенные поверхности фрезы (рис. 1, г) на горизонтально-фрезерных станках. Точность стыковки обрабатываемых поверхностей зависит от жесткости крепления фрезы от длины оправки.Для этого используются дополнительные опоры (подвес), избегать использования неразъемных фрез (рекомендуемое соотношение диаметров реза не более 1,5).
Рис. 1. Схемы обработки заготовок на фрезерных станках
Рис. 2. Станок горизонтально-фрезерный мод. 6p82:
1-цокольный; 2 – Станна: 3 – консоль; 4-х саночный 5-столовый;
Шпиндель: 7 – Ствол
Фиг.3. Кинематическая схема горизонтально-фрезерного станка мод. 6п82.
5. Знаки и пазы прямоугольные фрезерный терминал (рис. 1, h) и дисковый (рис. 1, и) фрезерные на вертикальных и горизонтальных фрезерных станках. Выступы и пазы целесообразнее фрезеровать дисковыми фрезами, так как они имеют большее количество зубьев и позволяют работать с высокими скоростями резания.
6. Фасонные канавки Присоединение к фрезерному диску (Рис.1, с по ), угловые пазы – одноглазые и двухгекторные (рис. 1, л. ) Фрезерные станки на горизонтально-фрезерных станках.
7. Клиновая канавка Фрезерование на вертикально-фрезерном станке на 2 прохода: прямоугольная канавка концевой резак, затем канавка для лыж – фреза одинарная (рис. 1, м. ).
8. Т-образные пазы (рис. 1, , № ), которые широко используются в машиностроении в качестве пазов станков, например, на столах фрезерных станков, фрезерование на 2 прохода: в начале паз прямоугольный профиль – концевая фреза, затем нижняя часть паза – фреза для Т-образных пазов .
9. Покупка пазов фрезерный терминал или шпонка (рис. 1, о) фрезеруется на вертикально-фрезерных станках. Точность получения канавки под губку является важным условием фрезерования, так как зависит от характера посадки на шпонку сопряженных с валом деталей. Фрезерование ключевой фрезой обеспечивает более точную проточку; При проникновении на токсичные зубья диаметр ключевого фрезы практически не меняется.
10.Тонкие поверхности незамкнутого контура на криволинейно-формовочных и прямолинейно-вертикальных фрезерных станках на горизонтальных и вертикальных фрезерных станках с фасонными фрезами соответствующего профиля (рис. 1, п. ). Использование фасонных фрез эффективно при обработке узких и длинных фасонных поверхностей. Широкие профили обрабатываются набором фасонных фрез.
11. Горизонтальные, вертикальные, наклонные плоскости и пазы При этом грейфер продольно-фрезерных двухнавесных станков концевых и концевых фрез с перемещением продольной подачи стола, на котором осуществляется шкаф закреплен в устройстве (рис.1, р ).
12. Горизонтальная плоскость По методу непрерывного фрезерования обрабатывают на карусельно-фрезерных станках с припоями (рис. 1, с ). Заготовки устанавливаются по размеру и равномерно расположены по окружности стола, и они сообщают о движении круговой подачи. Заготовка сначала проходит черновую обработку (размер H 1. ), а затем фреза, установленная во втором шпинделе, окончательно обрабатывается (размер N G. ).
13. Пространственно-сложные поверхности , обработанные на копировально-фрезерных полуавтоматах (рис. 1, т. ). Обработка производится специальной концевой фрезой. Фрезерование ведется по 3-м координатам: x, y, z (Объемное фрезерование).
Изучить назначение основных узлов горизонтально-фрезерного станка мод. 6п82.
(рис. 2). Выполните компоновочный эскиз Станка с указанием основных узлов.
3. Разработать технологическую установку Обработка детали горизонтальным фрезерованием
станков (на рис. 1).
4. Построить кинематическую схему Speed Boxes (рис.3) мод. 6п82.
(Ширина шестерен не менее 5 мм, ǿ минимальная шестерня не менее 15 мм).
5. Построить конструктивную сетку Литые скоростные коробки мод.6п82 (ширина и
высотой не менее 120 мм ).
Горизонтально-фрезерные станки являются наиболее распространенным оборудованием во всей группе фрезерных станков благодаря своей функциональности, универсальности и широкому спектру применения. Сфера их применения – как единичное, так и серийное производство. Это оборудование позволяет обрабатывать детали из черных и цветных металлов, а также их сплавов.
Принципы работы горизонтально-фрезерных станков
Как и у всех других фрезерных станков, принцип работы горизонтальных моделей основан на вращении фрезы, обрабатывающей деталь (заготовку), которая закреплена на подвижном столе.Такое оборудование может быть безнадежным и необитаемым.
С помощью горизонтально-фрезерных станков можно фрезеровать детали небольших размеров и веса. Станки оснащены столом, который перемещается в поперечном и продольном направлениях, шпиндель расположен горизонтально и предназначены для работы с различными фрезами: цилиндрическими, концевыми, фасонными и др. Позволяют обрабатывать поверхности как в горизонтальной, так и в вертикальной плоскостях, включая углы, пазы, фасонные поверхности. Специальные делительные устройства позволяют с высокой точностью выполнять обработку заготовок, нуждающихся в периодическом делении.
Простой визуальный осмотр горизонтально-фрезерного станка позволяет увидеть, что все его основные узлы смонтированы на станине, внутри которой расположены коробка скоростей и механический шпиндельный узел. Оправка с резцом поддерживается специальным стволом.
Некоторые модели горизонтально-фрезерных станков имеют статус Widescool, т.к. в их оснащение входит не только удобный рабочий стол большой площади, но и поворотная фрезерная головка, что создает максимум удобства в эксплуатации и гарантирует высокую точность сверления, резерва, чеканки. .Управляется такое оборудование с помощью приборной панели, расположенной в удобном для оператора месте. В некоторых моделях такие панели располагаются по обе стороны от кровати, что создает дополнительный комфорт для работы.
Мега-справочник по фрезерным станкам– что это такое, типы и особенности
🛠 Фрезерный станок – один из самых интересных инструментов для тех из нас, кто увлечен производством и обработкой.
В этой статье мы поговорим о том, что такое фрезерные станки, какие типы существуют, для чего они используются и какие типы деталей и операций можно выполнять с ними.
👇 Продолжайте читать! Вы найдете видео, персонализированные изображения…
📖 Что ты хочешь прочитать?
Что такое фрезерный станок и для чего мы его используем?
Пример классического универсального фрезерного станка, модель OPTIMUM MT 230 S с цифровым отсчетом, промышленный станок. Цена около 27.000 €Фрезерный станок – это станок для черновой обработки, резки или (даже) сверления различных твердых материалов, обычно металла. Это достигается за счет удаления стружки за счет высокоскоростного вращения фрезы и движения осей элемента или механизма.
Этот вид технологии изготовления деталей путем вырезания называется механической обработкой.
Фреза – это режущий инструмент, используемый во фрезерных станках. Фреза содержит одну или несколько режущих кромок, которые удаляют металлическую стружку при вращении инструмента. Существует множество различных типов фрез, в зависимости от типа работы, которую нужно проделать с деталью. Вот несколько примеров:
Разные типы фрез (фрезерный инструмент) для разных операций, которые можно выполнять на фрезерном станке.До сих пор не понятно, что такое фрезерный станок и как им пользоваться? Я думаю, что эти концепции лучше всего объяснить с помощью видео. Вот обучающее видео об использовании вертикального фрезерного станка, подобного тем, о которых мы говорим в этой статье:
Детали фрезерного станка
Теперь, когда мы знаем, каковы его функции, давайте познакомимся с анатомией фрезерного станка. Для этого мы должны учитывать, что его детали и аксессуары будут различаться в зависимости от модели машины.По этой причине мы назовем самые важные из них.
Стол
Здесь мы разместим деталь, которая нам нужна для фрезерования. На столе закрепляется обрабатываемый металлический блок с использованием различных систем. Наиболее распространенная система – это удерживание детали в тисках или с помощью зажимов, винтов и Т-образных гаек, так как деталь должна быть надежно закреплена и в правильном положении перед началом фрезерования.
Шатуны
Это те, которые придают движение декартовым осям.Есть по одному «X», «Y» и «Z» соответственно. С их помощью мы будем перемещать компонент, закрепленный на станине, и шпиндель, содержащий фрезу. Фрезерный станок может иметь больше этих элементов в зависимости от количества возможных перемещений, или если мы разместим четвертую ось вращения.
Головка
Он содержит устройство, которое удерживает и фиксирует режущий элемент. В некоторых случаях он может содержать кнопку питания и аксессуары, такие как лампы и шланги охлаждающей жидкости. И он содержит ось инструмента или шпиндель, вращающийся элемент, на котором размещается фреза.
Двигатель
Еще один незаменимый элемент фрезерного станка. Это сердце машины. Его мощность, обороты и крутящий момент зависят от модели и предполагаемого использования.
Существуют двигатели с регулируемой скоростью, которая осуществляется электронным способом, и двигатели с фиксированной скоростью, которые регулируют скорость и мощность с помощью системы шкивов или шестерен.
Коробка передач
Не все материалы и не все металлы режутся с одинаковой скоростью. Каждая комбинация режущего материала и обрабатываемого материала требует определенной скорости инструмента, чтобы обеспечить наилучшее качество обработки и гарантировать, что срок службы инструмента не пострадает.
Вот почему фрезерные станки имеют редуктор, который принимает мощность от двигателя и преобразует ее с различными регулируемыми скоростями или даже в разных направлениях (чтобы иметь возможность фрезеровать вертикально или горизонтально) или элементы станка (чтобы иметь возможность иметь автоматическое движение на одной из осей).
Какие бывают фрезерные станки?
Как и большинство инструментов, существуют различные фрезерные станки с определенными функциями, размерами и характеристиками.Их можно классифицировать по разным критериям.
Вот несколько классификаций фрезерных станков в соответствии с характеристиками, которые мы считаем наиболее важными, с практическими объяснениями и фотографиями 👇
По ориентации шпинделя
Относится к направлению режущего инструмента. В традиционных фрезерных станках это происходит только в одном положении, которое может быть следующим:
- Станок фрезерный горизонтальный .Ось шпинделя расположена горизонтально, фрезы установлены на горизонтальном валу, называемом оправкой.
Эти станки являются первой разработкой фрезерных станков. У них есть горизонтальный шпиндель, мост, который поддерживает оправку в очень жестком положении, и координатный стол, который перемещается вверх и вниз по консоли (вертикальная ось). - Станок фрезерный вертикальный . Здесь положение на шпинделе вертикальное, перпендикулярно координатному столу. Он может иметь поворотную головку, если есть возможность наклонять шпиндель для выполнения определенных операций под углом.
Вертикальные фрезерные станки сегодня более распространены, и они являются стандартом для фрезерных станков и центров с ЧПУ. На старых моделях деталь обычно движется вверх и вниз (так же, как на горизонтальных), но на большинстве современных фрезерных станков головка поднимается и опускается для обработки детали. - Универсальный фрезерный станок . Этот станок сочетает в себе два предыдущих типа и имеет возможность использовать инструмент по горизонтали и вертикали.
В зависимости от количества осей
Они будут определять типы движения нашего фрезерного станка.Чем больше количество осей, тем больше возможности обработки, а также стоимость станка и сложность программирования операций:
- 3 оси . Это основные ортогональные направления машины с этими характеристиками. Они представляют оси X, Y, Z для обработки в трех измерениях пространства.
- 4 оси . Это добавляет к упомянутым возможность вращения обрабатываемого объекта на столе.4 боковые поверхности могут быть фрезерованы, или также может быть установлен инструмент для фиксации 4 частей вместо одной в каждом цикле.
- 5 осей . Добавьте к трем типичным осям стол, способный вращаться по двум разным осям. Это позволяет наклонять деталь для фрезерования со всех сторон, кроме одной, сводя к минимуму различные захваты и позволяя резчику получить доступ ко многим укромным уголкам и трещинам в детали. Как правило, 5-осевое фрезерование выполняется на обрабатывающих центрах, о которых мы поговорим позже.
По структуре
Конструкция обычного фрезерного станка
Обычные фрезерные станки имеют С-образную конструкцию , на которой распределены элементы станка.Наиболее важной особенностью конструкции фрезерного станка является жесткость, позволяющая выдерживать усилия фрезерования без деформации и выдерживать допуски на заготовку.
Classic вертикальные или горизонтальные фрезерные станки ( коленные фрезы ) обычно имеют координатный стол (X и Y), который перемещается вверх и вниз по оси Z на жесткой опоре, называемой консолью. Большинство современных фрезерных станков и вертикальных обрабатывающих центров обычно имеют неподвижные оси X и Y, и именно головка (а не деталь) перемещается вверх и вниз по независимым направляющим (станина , ).Оба имеют схожую структуру C.
Конструкции, которые поддерживают силы фрезерного станка, обычно изготавливаются из чугуна для получения очень тяжелых и жестких деталей, которые поддерживают форму фрезерного станка и поглощают вибрации. Также существуют сварные стальные рамы, которые, как правило, менее жесткие.
Передвижной мост или портал
В этом случае движется не стол и, следовательно, не заготовка. Что действительно движется, так это структура, удерживающая голову.Обычно они очень большие и используются на плоских предметах, с которыми трудно обращаться.
Фрезерный станок для колонн
В них шпиндель помещен в вертикальную колонну, по которой он движется вверх и вниз и выходит из нее и входит через плечо. Эта конструкция используется, когда детали большие или тяжелые, поскольку это машина, которая перемещается вокруг детали для ее обработки, и движения сводятся к минимуму. Расточные станки, которые специализируются на обработке отверстий с очень точными допусками, обычно представляют собой стационарные или мобильные станки с колонной.
По методу контроля
Ручные фрезерные станки
На большинстве основных фрезерных станков используются кривошипы с нониусом (шкалы для просмотра подачи), чтобы оператор мог перемещать оси при их повороте. Некоторые фрезерные станки также включают автоматическую подачу на один из валов, оператор может задействовать вал для его автоматического перемещения и завершить операцию без необходимости перемещать кривошип.
Фрезерный станок с УЦИ (цифровое считывание)
Одним из наиболее распространенных аксессуаров ручного станка является УЦИ.Считыватель указывает положение осей на экране, поэтому нет необходимости использовать верньерные кривошипы или проводить больше измерений, чем необходимо.
Короче говоря, управление по-прежнему осуществляется вручную, но у вас есть помощь читателя, который поможет вам.
УЦИ можно купить прямо на фрезерный станок или установить позже в относительно простой модификации. Вот видео о том, как использовать и установить УЦИ на фрезерный станок:
Фрезерные станки с ЧПУ (ЧПУ)
Машины этого типа имеют полностью цифровое управление.Идеально подходит для автоматизации производственных процессов. Операции резки и фрезерования предварительно разрабатываются на компьютере в программном обеспечении CAM и передаются на станок в формате GCODE.
Эти фрезерные станки можно приобрести с числовым программным управлением или модифицировать до ручного фрезерного станка, чтобы им можно было управлять с помощью ЧПУ. Вот один пример того, как преобразовать фрезерный станок в систему ЧПУ:
Фрезерные станки для любителей и небольших мастерских
Мы говорили о промышленных машинах с ценами порядка нескольких десятков тысяч евро.Вы знаете, что есть более дешевые модели для небольших мастерских и для обучения?
Мы собрали несколько обзоров существующих более дешевых моделей и типов, чтобы вы могли получить представление о вариантах, которые существуют за пределами промышленных фрезерных станков.
Тормах
Фрезерные станки Tormach значительно дороже и очень популярны в США в качестве стартовых станков или для небольших мастерских.
Фрезерные станки Grizzly
Фрезерные станки с ЧПУ
Подобно тому, как мы говорили о высококлассных фрезерных станках с большим порталом для фрезерования очень крупных деталей, этот тип конструкции также используется в станках для любителей, известных как фрезерные станки с ЧПУ .
Они не обладают жесткостью обычного фрезерного станка с чугунной рамой, поэтому их часто используют для фрезерования дерева, пластика, углеродного волокна или алюминия. Из-за больших размеров по осям X и Y и уменьшенного хода по оси Z они в основном используются для обработки простых пластин или плоских деталей. Они всегда численно контролируются.
Фрезерный станок с ЧПУ с алюминиевой профильной структурой, модель OX CNC. Фрезерный станок с ЧПУ с алюминиевой структурой для легкой работы с алюминием. Модель 6040.Какие применения есть у фрезерного станка?
Для чего используется фрезерный станок? Фрезерные станки используются для изготовления обрабатываемых деталей, которые обычно изготавливаются из металла (стали, алюминия или других металлов), хотя они также могут быть изготовлены из пластика или дерева.
Детали, изготовленные механической обработкой, могут быть единичными, короткими или средними сериями; для промышленного применения, машиностроения, аэрокосмической, медицинской промышленности … Они также изготавливаются путем механической обработки или детали подвергаются механической обработке для массового производства, например, в автомобильной промышленности.
Фрезерные станки, которые мы представили в этой статье, в основном представляют собой открытые фрезерные станки, 3-осевые, ручные, с цифровым считыванием … Этот тип традиционных фрезерных станков используется для небольших серий или отдельных деталей, они позволяют работать быстро и в ручном или автоматическом режиме. управление машиной.Обычно они используются в небольших мастерских, в инструментальных мастерских или мастерских прототипов, в школах механической обработки, мастерских механиков…
Мастерская прототипирования с вертикальными фрезерными станками с цифровым считыванием (DRO)Для производственных циклов в больших мастерских часто используются обрабатывающие центры с ЧПУ, которые представляют собой станки, которые по сути являются фрезерными станками, но закрытые и управляемые компьютером (ЧПУ), и обычно имеют автоматическую смену инструмента и часто более 3 осей.
Обрабатывающий цех с обрабатывающими центрами и токарными станками с ЧПУДетали с более сложной геометрией изготавливаются на 5-осевых обрабатывающих центрах , которые позволяют вращать деталь по двум осям вращения, чтобы фреза могла получить доступ ко всем сторонам объекта ( кроме захвата) и фрезеровать под любым углом.
Фрезерные работы
Функции этого устройства очень разнообразны и будут зависеть от характеристик каждой машины. Однако можно назвать основные.
- Строгание.
- Обработка канавок. Для создания точных полостей в некоторых материалах. Они могут быть прямыми или фигурными. Они будут иметь толщину, определяемую фрезой, и траекторию, ограниченную перемещением осей.
- Бурение. Универсальность фрезерного станка позволяет делать отверстия точного диаметра и длины. Первый обычно определяется размером используемой фрезы. Эти отверстия могут быть гладкими, коническими или винтовыми.
- Производство зубчатых колес. Одно из основных применений четырехкоординатного фрезерного станка с косозубой функцией – изготовление коронок, шестерен, кулачков, шестерен и всех видов деталей трансмиссии.
Чем фрезерный станок отличается от токарного?
Токарный станок и фрезерный станок – две опоры механической обработки, но они имеют совершенно разные применения и характеристики.
Токарный станок предназначен для изготовления вращающихся деталей . То есть детали, которые можно создать, повернув металлический цилиндр и удалив металл токарными инструментами.
Токарный станок появился до фрезерного станка и может использоваться для производства более дешевых деталей, если они имеют правильную форму и могут быть адаптированы к станку. Некоторые детали, такие как винты, шпиндели, валы, могут быть изготовлены только на токарном станке … С другой стороны, токарный станок – менее универсальный станок, поскольку фрезерный станок позволяет создавать большее разнообразие геометрических форм и различных деталей.
Вот видео с дополнительной информацией о токарном станке, если вам интересно узнать об этом станке:
Что такое обрабатывающий центр?
Обрабатывающие центры – это станки, которые имеют много общих характеристик с фрезерными станками. Фактически, можно сказать, что это подгруппа фрезерных станков, но они были модернизированы для производства обработанных деталей в больших объемах и с высокой точностью.
Обрабатывающие центры имеют следующие характеристики:
- Они имеют числовое программное управление (ЧПУ)
- Они могут выполнять различные операции обработки, помимо фрезерования, нарезания резьбы и сверления
- У них есть крышка, которая закрывает их
- У них есть автоматическая смена инструмента
- Их может быть больше трех оси
Как и в случае фрезерных станков, существуют вертикальные и горизонтальные обрабатывающие центры, хотя различие не так однозначно, как у фрезерных станков.
В настоящее время фрезерные станки обычно используются в небольших мастерских и для изготовления прототипов, отдельных деталей, крупных деталей… Обрабатывающие центры с ЧПУ – это те центры, которые несут большую часть производственной нагрузки на детали с ЧПУ.
Хотите изготавливать детали механической обработкой?
В Bitfab мы можем помочь вам с вашими проектами обработки.
Если вы пришли к этой статье в поисках дополнительной информации о механической обработке и считаете, что это правильный выбор для ваших производственных нужд, не стесняйтесь оставить нам контактное сообщение.
Связаться с Bitfab Горизонтальный обрабатывающий центр с ЧПУ. Горизонтально-фрезерные станки
Ни одно, как малое, так и промышленное предприятие по производству металлопродукции и деревообработки не обходится без фрезерных станков. Процесс фрезерования является первым и ключевым при обработке стальных и деревянных заготовок.
Самыми популярными среди данной категории агрегатов являются горизонтально-фрезерные станки.
1 Особенности горизонтально-фрезерного станка
Горизонтально-фрезерный станок – один из первых агрегатов, применяемых для обработки металлических заготовок и различных видов деревообработки.Они используются для фрезерования, растачивания, шлифования, а иногда и сверления. Однако по оснащению и техническим характеристикам аналогичные агрегаты примерно одинаковы.
Главной особенностью горизонтально-консольно-фрезерного станка является горизонтальное расположение шпинделя. Сама же рабочая поверхность может перемещаться под разными углами относительно фрезы.
Горизонтально-фрезерный станок, как и другие промышленные агрегаты, не прошел мимо технического прогресса … Помимо обычных станков, где всю работу фрезера выполняет оператор, новых станков с ЧПУ по металлу и дереву появились (числовое программное обеспечение).
Такое устройство не требует вмешательства оператора в саму обработку детали. Оператор станков с ЧПУ должен обладать не столько навыками работы с металлом или деревом, сколько знаниями в области компьютерных технологий и программ.
На компьютере создается 3D модель будущей детали, рисуется траектория резца и другие технические характеристики, программа передается на станок, и станок выполняет все работы по обработке заготовки под управлением ЧПУ. без вмешательства человека.
1.1 Базовая комплектация
В основании это устройство имеет каркас, на котором расположены остальные рабочие элементы агрегата. Станина должна быть максимально прочной и виброустойчивой, поэтому ее делают из чугуна или высокопрочной стали.
На станине установлены следующие узлы и механизмы:
- трансмиссия. С его помощью регулируется частота вращения фрезы;
- консоль. Устройство для перемещения рабочей поверхности консольно-фрезерного агрегата по вертикальным направляющим;
- настольный.Это устройство оснащено зажимными механизмами или тисками для установки заготовок по металлу или дереву. Рабочий стол консольно-фрезерного станка выполнен таким образом, что его можно перемещать в трех направлениях: продольно по направляющей салазкам; в поперечном направлении, перемещая сам слайд по направляющим консоли; вертикально, движение механизма консольно-поддерживая вдоль направляющих кровать;
- шпиндель. Основное вращающееся устройство, на котором имеется оправка для фиксации фрез; багажник
- .Элемент корпуса, на котором крепится подвеска со шпинделем;
- фрезерная оправка прикреплена к концу шпинделя; двигатель
- . Промышленные агрегаты оснащены трехфазным двигателем, бытовые – двухфазным. Мощность двигателя должна быть не менее 1200-1500 Вт, для обеспечения желаемой скорости вращения шпинделя. Горизонтальный фрезерный станок по металлу или дереву должен поддерживать скорость вращения фрезы от 400 до 4500 об / мин;
- дополнительное оборудование.Помимо вышеупомянутой конфигурации, станки могут быть дополнительно укомплектованы платами ЧПУ, стружколомами, магнитными столами для беззажимного зажима заготовок.
1.2 Фрезы
Очень важно, чтобы горизонтальный фрезерный станок позволял быструю замену фрез, так как каждый режущий инструмент выполняет только свою функцию узкопрофильного. Кроме того, крепление фрезы должно быть максимально жестким.
Любая вибрация или изгиб режущего инструмента приведет к повреждению резцов и заготовок при работе с металлом или деревом.Для надежного крепления фрезы оправку необходимо закрепить на подвеске. Само крепление производится кольцами и гайками.
- обработка горизонтальных поверхностей осуществляется на фрезерном станке 6п81, 6п82 и других его аналогах с использованием фрезы цилиндрической формы;
- устройство выполняет вертикальные работы по металлу или дереву с помощью концевых или дисковых фрез;
- комбинированная обработка требует замены нескольких режущих инструментов разного назначения.
Для повышения точности фрезерных работ по металлу или дереву фрезерный станок 6М82 рекомендуется оборудовать доской с ЧПУ.
2 Типы станков
Обратите внимание, что консольные фрезерные станки могут быть как бытовыми, так и профессиональными. Они позволяют обрабатывать детали весом от нескольких граммов до тысяч килограммов.
По размерам оборудования консольно-фрезерные станки по металлу или дереву делятся на три группы:
- первая группа – легкое оборудование массой до 1 тонны;
- вторая группа – среднее оборудование массой от 1 до 10 тонн;
- третья группа – тяжелые агрегаты массой от 10 до 100 тонн;
- есть еще четвертая группа – специальные машины, масса которых превышает 100 тонн.
Любой из вышеперечисленных агрегатов может быть оснащен ЧПУ.
Второй критерий разделения консольно-фрезерных агрегатов на группы – способ управления. Управление станком может быть ручным, полуавтоматическим или автоматическим с использованием ЧПУ.
- Станки с ручным управлением требуют полного управления оператором фрезерного станка. Он должен установить заготовку, включить станок, поднести режущий инструмент, отрегулировать траекторию и скорость резца, выключить станок, снять деталь.
- Полуавтоматические устройства настроены на выполнение определенной циклической задачи. Оператор устанавливает заготовку и запускает станок. Агрегат автоматически выполняет запрограммированный цикл и останавливается. Затем рабочий должен вынуть деталь из замка и выключить машину.
- Автоматические агрегаты оснащены ЧПУ. В этом случае фрезер должен уметь использовать не столько станок, сколько компьютер и связанные с ним программы. Его задача – создать 3D модель будущей детали и нарисовать траекторию движения фрезы, а также другие технические характеристики работы станка.После переноса числового кода на станке, установив заготовку и запустив агрегат, все работы выполнят самостоятельно. Задача оператора – только наблюдать за его работой.
2.1 Правила эксплуатации горизонтально-фрезерных агрегатов
В техническом паспорте любой модели консольно-фрезерного станка прописываются правила его монтажа, сборки и особенности эксплуатации. Однако существуют общие правила для любого типа ручного оборудования или оборудования с ЧПУ.Эти требования касаются организации технического процесса и соблюдения работниками правил безопасности.
Первая задача инженера на производстве – выбрать и подготовить правильное место для установки устройства. Подбирается в зависимости от габаритов и веса станка. Также важно наличие компенсации вибрации агрегата со стороны платформы, на которой он установлен. Пол под машиной должен быть твердым, обычно его заливают из прочного железобетона.Дополнительно могут быть установлены опоры с компенсирующими подушками.
Монтаж и обслуживание любого агрегата должны выполняться специалистом. Категорически запрещается эксплуатация агрегата при малейших технических неисправностях!
Также к общим требованиям к эксплуатации горизонтальных фрезерных станков относятся:
- Оператор горизонтального фрезерного агрегата должен выполнять работу в специальной одежде. Использование защитных перчаток или рукавиц строго запрещено.
- Все работы на станке должны выполняться на фрезерном станке в защитных очках.
- Если заготовка для фрезерования весит более 20 кг, ее устанавливают на рабочий стол с помощью подъемных механизмов.
- При возникновении аномальной вибрации или вибрации машину необходимо немедленно остановить. Чаще всего такая неисправность вызвана неправильной установкой фрезы.
- Часто на аппаратах горизонтального фрезерного типа устанавливается дополнительный отсос стружки.Но даже в этом случае рабочий должен тщательно очистить станок от стружки и пыли.
Используемые в производстве фрезерные станки позволяют выполнять работы, материалом для которых являются разные виды стали, пластмассы, чугуна. Эти машины незаменимы при работе с труднообрабатываемым материалом.
Для фрезерных станков используются различные фрезы. Они могут быть цилиндрическими, торцевыми, фасонными, торцевыми и др.
Они сконструированы таким образом, чтобы вы могли использовать наиболее удобное положение из трех предусмотренных в процессе работы с металлом:
– горизонтальный;
– вертикальный;
– универсальный (совмещает два положения).
Назначение фрезерных станков с горизонтальным положением
Основное назначение станков данного типа – обработка поверхностей из пластика, стали, чугуна. Сам процесс обработки материала делится на три типа:
– отделка;
– получистовая обработка;
– черновая.
Благодаря использованию этих устройств появляется возможность придавать отверстиям деталей нужную форму, а также выполнять с ними другие операции, например зенкование, сверление, растачивание.Это довольно ответственное мероприятие, особенно когда оно направлено на обработку объектов, которые запущены не только в единичное или мелкосерийное, но и в массовое производство.
При необходимости фрезерования планок, рычагов, крышек, относительно простых корпусов деталей или получения сложного контура используются фрезерные станки с горизонтальным положением.
Параметры горизонтально-фрезерных станков
Конструкцией предусмотрено, что ось шпинделя горизонтально-фрезерного станка находится в горизонтальном положении.Оправку фрезы и всю конструкцию в целом можно сделать более прочной за счет наличия в станке специального ствола с подвеской. Такие элементы встроены в конструкцию, поэтому есть возможность работать фрезами разных типов.
Бывает, что в процессе работы станка наблюдаются различные статические и динамические деформации. Это неудобно, когда объект нужно обработать максимально эффективно. По этой причине в машине этого типа станина представляет собой конструкцию, похожую по внешнему виду на коробку с развитыми ребрами жесткости.Это не только решает проблему деформации, но и придает машине жесткость, что способствует оперативной и полноценной работе.
Горизонтально-фрезерные станки имеют отдельные приводы для движения основной подачи. Это позволяет не только увеличивать скорость движения стола, но и переключать скорость подачи всего одной рукояткой.
Размер данного типа станка соответствует размеру поверхности стола
Работа отечественного производства немыслима без использования горизонтально-фрезерных станков.Еще в советское время ими оснащались все заводы по обработке металлических, пластмассовых, чугунных изделий. В настоящее время на основе этих разработок созданы новые машины.
В большинстве отраслей машиностроения в современных условиях выполняется целый комплекс металлообрабатывающих операций – сверление, фрезерование, растачивание.
Тяжелое машиностроение чаще всего предполагает работу с крупногабаритными крупногабаритными изделиями, выпускаемыми в единичных экземплярах и серийными партиями.
Крупногабаритные детали широко используются в автомобильной, авиационной, космической отраслях, судостроении, энергетике, а также при производстве строительных материалов, арматуры, элементов различных узлов. Но вышеперечисленные направления не ограничиваются спросом на продукцию, производимую на фрезерных станках.
Для изготовления крупногабаритных деталей сегодня используются горизонтально-фрезерные станки с ЧПУ. Приобрести подобное оборудование в Москве по оптимальной цене, а также заказать доставку в любые регионы России можно в Группе компаний DEG.
Конструктивные особенности горизонтальных машин
Компоновка оборудования при горизонтальном положении подразумевает размещение в одной горизонтальной плоскости как рабочего стола, так и шпиндельной головки.
Такие конструкции обеспечивают оптимальную жесткость соединения элементов станков, что положительно сказывается на качестве всего комплекса операций по черновой и чистовой обработке массивных крупногабаритных изделий. Движение рабочего стола отвечает за перемещение заготовки по осям X и Y, а передняя бабка перемещает заготовку по оси Z.Часто на станках этого типа имеется поворотный рабочий стол, позволяющий обрабатывать неподвижную заготовку с четырех сторон.
Для сокращения продолжительности цикла и оптимизации производственного процесса горизонтальные фрезерные станки могут быть оснащены автоматизированной системой смены паллет, количество которой составляет два и более.
Такой принцип работы позволяет сократить общее время цикла операции установки заготовки, поскольку крупные и тяжелые детали значительно усложняют и удлиняют производственный процесс.
Фрезерные обрабатывающие центры горизонтального типа оснащены более мощным приводом, чем аналогичные устройства вертикального исполнения.
Они также отличаются более функциональным и разнообразным инструментальным магазином, благодаря которому станок может выполнять широкий спектр технологических операций без переналадки.
В перечень функций таких устройств входят сверление, фрезерование, торцовка, нарезание внешней и внутренней резьбы. различные типы, зенкование и рассверливание отверстий.
DEG Group поставляет горизонтально-фрезерные станки известной южнокорейской компании DMC на российский рынок и в страны СНГ, обеспечивая отличные цены и отличное качество продукции, а также предоставляя выгодные пуско-наладочные и послегарантийные услуги для металлообрабатывающих устройств.
Менеджерыпомогут подобрать оборудование под любые требования и организовать быструю доставку вашего заказа.
Наш ассортимент фрезерных станков представлен в разделе «Фрезерные станки».
Основные элементы:
- Тяжелая цельнометаллическая рама, гасящая вибрации машины во время работы. Для большей устойчивости в агрегаты машины заливается виброизолирующий состав.
- На станине установлены роликовые направляющие, изготовленные по японской технологии. Стол Т-образной формы может перемещаться параллельно или перпендикулярно оси шпинделя, что упрощает и ускоряет обработку заготовок.
- Современные горизонтально-фрезерные центры с мощным электродвигателем 15-22 кВт.Для охлаждения шпинделя и других деталей машины предусмотрена система шарико-винтовой передачи, контролирующая температуру масла. Такой контроль исключает перегрев и продлевает срок службы машины.
- Устройство оборудовано инструментальным магазином на 40 ячеек и системой смены поддонов – приспособлений для фиксации заготовок. Такая конструкция позволяет быстро изготовить даже самую сложную деталь. Высокая скорость работы обеспечивается конструкцией шпинделя с максимальной скоростью вращения 8000 об / мин.
- Оборудование прочное, надежное, но при этом полностью ремонтопригодное.Благодаря разветвленной сети сервисных центров любую поломку можно устранить в достаточно короткие сроки, избегая длительного простоя оборудования.
- Агрегат оснащен удобной системой удаления стружки, которая выходит через специальный канал, не забивая рабочее поле и не мешая работе.
Преимущества горизонтальных фрезерных центров от KMT
- Внедрение новых технологий – устройства комплектуются узлами и агрегатами, изготовленными с использованием новейших станкостроительных разработок.Это делает фрезерное оборудование быстрым, производительным, долговечным и надежным. Такое приобретение быстро окупится и начнет приносить прибыль.
- Процесс фрезерования легко контролировать. Элементы управления установлены для максимального комфорта оператора.
- Предлагаемые модели производятся известными китайскими брендами, производящими современные станки по относительно невысокой цене, требующей минимальных вложений после покупки.
Компания КМТ производит монтаж, монтаж и наладку приобретенных горизонтальных фрезерных центров.Предоставляется полная техническая поддержка и обучение персонала. Предоставляется гарантийное и послегарантийное обслуживание.
Общие сведения, классификация, обозначение Обозначение фрезерного станка
Фрезерные станки предназначены для обработки наружных и внутренних плоских, фасонных поверхностей, выступов, канавок, прямых и винтовых канавок, пазов на валах, нарезания зубчатых колес и т. Д.
Конструкция фрезерных станков разнообразна. В целом фрезерные станки можно разделить на две основные группы:
- универсальные или универсальные фрезерные станки (вертикально-фрезерные, горизонтально-фрезерные, продольно-фрезерные
- специализированные и специальные фрезерные станки (SlicePrester, фрезерные, карусельно-фрезерные, копировально-фрезерные и др.))
Основными движениями формования фрезерных станков являются вращение фрезы (основное движение) и движение потока, о котором сообщает заготовка или фреза.
Приводы основного движения и подачи выполняются раздельно. Вспомогательные движения, связанные с подачей и разгрузкой заготовки к инструменту, механизированы и осуществляются от привода ускоренных перемещений.
Основные элементы механизмов станка унифицированы.
Основным параметром, характеризующим фрезерные станки общего назначения, является размер рабочей поверхности стола.
По конструктивным особенностям эти станки подразделяют на:
- Консольные станки (стол расположен на подъемном кронштейне-консоли)
- станки неконсольные (стол перемешивается на неподвижной станине в продольном и поперечном направлениях)
- Машины непрерывного действия (карусельные и барабанные)
- a – Универсальная консольная машина с горизонтальной консолью
- b – Консоль станка Wildlock Горизонтальное фрезерование
- b – Machine Wide Nobsal Аккумуляторный фрезерный станок
- г – Консольный станок вертикально-фрезерный
- d – станок безотталкивающий вертикально-фрезерный
- э – станок безотталкивающий горизонтально-фрезерный
- w – Станок продольно-фрезерный
- w – Карусельно-фрезерный станок
- а – станок барабанный фрезерный
Консольно-фрезерные станки Наиболее распространенные в единичном, мелком и среднем производстве рис.119, а, б, в, г). Консольные фрезерные станки горизонтальные и вертикальные – наиболее распространенный тип станков, используемых для фрезерных работ. Свое название консольно-фрезерные станки получили от консольного кронштейна (консоли), который перемещается по вертикальной направляющей станины станка и служит опорой для горизонтальных перемещений стола.
Универсальный консольно-фрезерный станок (рис.119, а) имеет горизонтальный шпиндель 2 и выдвижной ствол 1, к которому прикреплена серьга 3, поддерживающая оправку с резцом, консоль 4 перемещается вертикально по направляющей стойке 5.На консоли 6 салазц и проигрыватель 7.
Горизонтально-консольно-фрезерные станки (рис. 119, а) имеют горизонтально расположенный шпиндель, не меняющий шпинделя 2. Стол может перемещаться перпендикулярно оси шпинделя в горизонтальном и вертикальном направлениях. В отличие от универсального консольно-фрезерного станка, рабочий стол не поворачивается вокруг вертикальной оси.
Консольно-фрезерный станок (рис. 119; б, в) Помимо горизонтального шпинделя имеет шпиндельную головку 1, которая может поворачиваться на стволе в двух взаимно перпендикулярных направлениях, за счет чего шпиндель с фреза может быть установлена под любым углом к плоскости стола и обрабатываемой детали.На головке 1 установлена подвесная головка 2, предназначенная для сверления, сверления, центрирования, ракетно-фрезерной обработки.
Консольно-фрезерный вертикальный(рис. 119, г) имеет вертикальный шпиндель 3, который размещен в поворотной шпиндельной головке 2, установленной на стойке 1.
Вертикальные фрезерные станки Unconsung (рис. 119, г), предназначенные для обработки заготовок крупногабаритных деталей, имеют ползун 2 и стол 3, перемещающиеся по направляющим станины 1. Шпиндельная головка 5 перемещается вертикально на направляющих 6.Шпиндель 4 совершает вертикальные осевые перемещения при установленной фрезе. Стол перемещается только в продольном и поперечном направлениях.
Горизонтально-фрезерные станки безотталкивающие (рис. 119, д), служащие для обработки заготовок крупногабаритных деталей, имеют ползун 2 и стол 3, которые перемещаются по направляющим станины 1. Шпиндельная головка 5 перемещается вертикально на направляющих стойки 6. Шпиндель 4 совершает осевые перемещения при установке фрезы.
Станки продольно-фрезерные (рис.119, г) предназначены для обработки заготовок из крупногабаритных деталей. На станине 1 установлены две вертикальные стойки 6, соединенные крестовиной 7. В направляющих стойках установлены фрезерные головки 3 с горизонтальными шпинделями и траверсой (крестовиной) 4. На последних установлены фрезерные головки 5С с вертикальными шпинделями. Стол 2 перемещается по направляющим стоек 4.
Станки карусельно-фрезерные (рис. 119, з), предназначенные для обработки поверхностных стружек, имеют один или несколько шпинделей 3 для чистовой и черновой обработки.По направляющим стойкам 1 головка шпинделя перемещается 2. Стол 4, вращаясь непрерывно, подача вращения установлена на нем. Стол с салазками 5 В установочном движении по направляющим грядки 6.
Станки барабанные фрезерные (рис. 119, а) применяются в крупносерийном и массовом производстве. Заготовки устанавливаются на вращающийся барабан 2, имеющий проточное движение. Фрезерные головки 3 (черновая) и 1 (чистовая) перемещаются по направляющим стоек 4.
Консольно-фрезерные станки
Консольно-фрезерные станки – это наиболее распространенный тип станков, используемых для фрезерных работ.Свое название консольно-фрезерные станки получили от консольного кронштейна (консоли), который перемещается по вертикальной направляющей станины станка и служит опорой для горизонтальных перемещений стола.
Наличие консоли, сообщающей консольно-фрезерным станкам ряд удобств при обслуживании, несколько снижает жесткость со станной, поэтому длина консоли направляющей консоли значительно увеличена в конструкциях современных станков, приспособлений для фиксации движущихся частей. станка, усиленные детали шкафа.
Так как в основном детали, используемые в машиностроении, подходят по размерам к габаритам консольных и фрезерных станков общего назначения, парк механических мастерских в основном укомплектован горизонтальными и вертикально-фрезерными станками консольного типа, а парк машин – фрезерными станками консольного типа. инструментальные и ремонтно-механические мастерские, кроме того, еще и универсально-фрезерные и широко потребляющие.
Кроме того, доступны модификации на базе некоторых базовых моделей. Например, на базе вертикально-фрезерных станков 6М12П и 6М13П выпускаются высокоскоростные консольные вертикально-фрезерные станки 6М12Г1Б и 6М13ПБ.На базе горизонтально-фрезерного станка 6М82Г выпускается более опытная модель станка 6М82ГБ. На базе универсальных фрезерных станков 6Н81 и 6Н82 выпускаются фрезерные станки широкоскоростные 6Н81А и 6М82Ш. Широкоформатные фрезерные станки в настоящее время широко используются в отраслевых отраслях и малых отраслях для выполнения различных фрезерных, расточных и сверлильных работ. На этих станках могут изготавливаться металлические модели, штампы, шаблоны, кулачки и т. Д.
Станок широкоплечий 6Н81А имеет шпиндельную головку, расположенную на стволе и поворачивающуюся вокруг горизонтальной оси от 0 до 115 °.В горизонтальном положении головки станок работает как горизонтальное фрезерование, а в вертикальном положении как вертикальное фрезерование.
Широкооборотный станок 6M82S и более крупный хост-станок 6m83 имеют два шпинделя: один горизонтальный, как и у обычного горизонтального фрезерного станка, второй расположен на стволе и может быть установлен под любым желаемым углом. Использование делительной головки и круглого поворотного стола значительно расширяет сферу применения этих машин. Для обработки различного рода поверхностей, а также крупногабаритных заготовок, превышающих размеры площади стола, бабка вертикального шпинделя устанавливается на выдвижной ствол и может поворачиваться на любой угол в двух взаимно перпендикулярных плоскостях.При этом возможна одновременная работа горизонтальных и вертикальных шпинделей.
Размер консольно-фрезерных станков Принято характеризовать величину рабочей (крепежной) поверхности стола. Консольно-фрезерные станки могут иметь горизонтальных , универсальных (широкополосных) и вертикальных исполнения с одинаковой величиной рабочей поверхности стола. Комбинация различных версий станка с одной и той же основной характеристикой размерной таблицы называется станков с габаритной гаммой .
В СССР освоено производство консольно-фрезерных станков пяти типоразмеров:
№ 0; Номер 1; Номер 2; № 3 и № 4 И для каждого типоразмера был полный набор станков – горизонтальный, универсальный и вертикальный. Каждая машина одномерной гаммы имела одинаковое обозначение шифром, соответствующее размеру рабочей поверхности стола.
В зависимости от размеров рабочей поверхности стола различают следующие размеры консольно-фрезерных станков:
| Размер | Gamma Machina | Размер стола, мм |
|---|---|---|
| 0 | 6п10, 6п80, 6п80г, 6п80ш | 200 х 800. |
| 1 | 6Н11, 6Н81, 6Н81Г; 6п11, 6п81, 6п81г, 6п81ш | 250 x 1000. |
| 2 | 6м12п, 6м82, 6м82г; 6п12, 6п82, 6п82ш; 6Т12, 6Т82, 6Т82Г, 6Т82Ш | 320 x 1250. |
| 3 | 6м13п, 6м83, 6м83г; 6п13, 6п83; 6Т13, 6Т83, 6Т83Г | 400 x 1600. |
| 4 | 6м14п, 6м84, 6м84г | 500 x 2000. |
В соответствии с размерами стола изменяются габаритные размеры самой машины и ее основных узлов (станины, столы, санки, консоли, ствол), мощность электродвигателя и величина наибольшего движения стола в продольном, отстой в поперечном и консоли в вертикальном направлениях.
Консольно-фрезерные станки производства СССР и СНГ
| Серия | Размер | Производитель | Год | Модель |
|---|---|---|---|---|
| 6 | 2 | ГЗП. | 1932 | 682 |
| 6b | 0 | |||
| 1 | ||||
| 2 | ГЗП. | 1937 | 6B12, 6B82, 6B82 | |
| 3 | ||||
| 6к. | 0 | |||
| 1 | ДЗФС | 6к11, 6к81, 6к81г, 6к81ш | ||
| 2 | ГЗП. | 6к12, 6к82, 6к82г, 6к82ш | ||
| 3 | ГЗП. | 6к13п, 6к83, 6к83г, 6к83ш | ||
| 6N | 0 | Джальгирис | 1969 | 6Н10, 6Н80, 6Н80Г, 6Н80Ш |
| 1 | ДЗФС | 1970 | 6Н11, 6Н81, 6Н81Г, 6Н81А, 6Н81Д | |
| 2 | ГЗП. | 1951 | 6Н12, 6Н82, 6Н82 | |
| 3 | ГЗП, ВМЗ | 1951 | 6х23, 6х23Ф3, 6Н83, 6Н83Г, 6Н13Г | |
| 6 мес. | 0 | Джальгирис | 6м10, 6м80, 6м80г, 6м80ш | |
| 1 | ДЗФС | 1971 | 6м11, 6м11к, 6м81, 6м81г, 6м81Ш, 6М81Ш-1, 6М81Ш-1Ф1, 6М81ШФ2 | |
| 2 | ГЗП. | 1961 | 6м12п, 6м12пб, 6м82, 6м82г, 6м82гб, 6м82Ш | |
| 3 | ГЗП. | 1961 | 6м13п, 6м13пб, 6м83, 6м83г, 6м83Ш | |
| 6 пол. | 0 | Джальгирис | 1973 | 6п10, 6п80, 6п80г, 6п80ш |
| 1 | ДЗФС | 6п11, 6п11к, 6п11ф3, 6п81, 6п81г, 6п81ш | ||
| 2 | ГЗП. | 1972 | 6п12, 6п12к, 6п82, 6п82г, 6п82ш | |
| 3 | ГЗП, ВМЗ | 1972 | 6п13, 6п13б, 6п13ф3, 6п13ф3-3, 6п83, 6п83г, 6п83Ш | |
| 6 т | 0 | Джальгирис | 1986 | 6Т10, 6Т80, 6Т80Ш |
| 1 | ||||
| 2 | ГЗП. | 1985 | 6Т12, 6Т82, 6Т82Г, 6Т82Ш | |
| 3 | ГЗП. | 1985 | 6Т13, 6Т83, 6Т83Г, 6Т83Ш | |
| 6д | 0 | ДЗФС | 1987 | 6Д10, 6ДМ80Ш. |
| 1 | ДЗФС | 1990 | 6Д81, 6Д81, 6ДД81Г, 6Д81Ш | |
| 2 | ДЗФС | 6Д12, 6Д12Ф20, 6Д12Ф3, 6Д82, 6Д82Г, 6ДД82Ш | ||
| 3 | ДЗФС | 6ДМ83Ш. |
Основные производители фрезерных станков в СССР и России:
Ялгирис – Вильнюсский машиностроительный завод «Жоргирис»
Обозначение фрезерных станков
6 – станок фрезерный (номер по классификации Erisix)
Д. – Серия (поколение) станка (б, к, н, м, р, т), например, 682, 6б82ш, 6к82Ш, 6Н82Ш, 6Д81Ш, 6Р82Ш, 6Т82Ш
8 – Номер подгруппы (1, 2, 3, 4, 5, 6, 7, 8, 9) по классификации EYSE (8 – горизонтальное фрезерование)
1 – Машина наоборот – размеры (0, 1, 2, 3, 4) (1 – размер рабочего стола – 250 x 1000)
Буквы в конце обозначения модели:
г. – Станок горизонтально-консольно-фрезерный с нерелевантным столом
ТО – Станок с копировальным устройством для обработки криволинейной поверхности
Б. – Станок повышенной производительности (увеличенный диапазон частот вращения шпинделя, увеличенная мощность двигателя основного движения).
П – повышенная точность станка – (N, P, B, A, C) по ГОСТ 8-82
Ш – Машинный вигнер
F1 – Машина с цифровым дисплеем UCI и координатами целостности
F2. – Станок с позиционной системой ЧПУ
F3. – Станок с контурной (непрерывной) системой ЧПУ
F4. – Станок универсальный с контурной ЧПУ и инструментальным цехом
| Вес | 600 кг |
| Габариц. | 1500x1600x1500 мм |
| Допустимая погрешность при обработке | ± 0.05 мм |
| Код операции | HPGL – Дисплей, G – Код |
| Максимальная скорость движения (одиночная) | 17 м / мин |
| Мощность шпинделя | 3,0 кВт |
| Требуемая мощность аспирации | 1200 куб.м / час |
| Перемещение по оси z | 180 мм |
| Рабочая зона | 1200 × 1200 мм |
| Рабочее напряжение | AC380V / 50 Гц. |
| Скорость вращения шпинделя | 0-18000 об / мин |
| Общая мощность | 4,6 кВт |
| Тип охлаждения шпинделя | воздух |
Описание Станок предназначен для качественного фрезерования и гравировки поверхностей деталей и заготовок на плоскости (программа 2D) и в трехмерном пространстве (фрезерование 3D).
Преимущества
- Высокоточный шпиндель позволяет обрабатывать материал в течение длительного времени.Скорость шпинделя до 18000 об / мин;
- Защитный кожух шпинделя с патрубками приемника жучков обеспечивает надежную защиту инструмента и эффективное удаление отходов обработки из зоны резания;
- Централизованная смазка:
Централизованная смазка всех направляющих нанесена на машину, что упрощает обслуживание машины; - Шкаф управления:
Простой и удобный дизайн с хорошим дизайном и высокой функциональностью. В нем много отсеков с запирающимися дверцами, в т.ч.Установить монитор, системный блок компьютера и клавиатуру; - Драйверы:
Установлено MA860 Драйверы основного производителя LEADSHINE Technologi Co. Ltd; - Инвертор:
Для управления скоростью шпинделя был применен инвертор DELTA.
Основным конкурентом по продажам универсальных машин JET в России по-прежнему остаются старые бывшие в употреблении машины советского производства, которые появляются на вторичном рынке после продажи предприятиями, пытающимися избавиться от балласта, проводя техническое перевооружение или другое причины.Если мы говорим о переоборудовании, то обычно пытаются заказать машины из уже имеющихся на предприятии, просто переписав название. Но сегодня многие машины больше не производятся из-за снятия их с производства или повторной публикации производителем. Но классическое универсальное оборудование принципиально взаимозаменяемо и одинаково по своим функциональным возможностям, и при правильном подборе может успешно заменяться автоматом на станок другого производителя и отличаться только цветом кровати и эргономикой (расположением) некоторых ручек. .Предлагаем вашему вниманию несколько сравнительных таблиц соответствия наиболее распространенных российских (советских) металлорежущих станков своим аналогам от Jet. При рассмотрении формата публикации не указывайте полные технические характеристики, а только определяющие функциональные возможности оборудования. Сопоставимые машины сопоставимы по техническим параметрам и стоимости.
Раскрой Винты токарныеРОССИЯ | ||
Модель | 16к20 | GH-1640ZX. |
Ø токарной обработки | ||
Частота вращения | 16-2000 об / мин | 25/1800 об / мин |
Мощность | ||
Масса | ||
М. одель | ГХ-2040ж. | |
Ø токарной обработки | ||
Частота вращения | 12,5 – 2000 об / мин | 9 – 1600 об / мин |
Мощность | ||
Масса |
Фрезерный
Бурение
РОССИЯ | ||
Модель | 2C132. | GHD-50PF. |
отверстие | ||
Частота | 90-1400 об / мин | 50-1510 об / мин |
Мощность | ||
Масса |
Вы можете подобрать станки, близкие по вашим техническим характеристикам, к большинству универсальных станков.
Если стоит задача перевооружения производства, замены единичных моделей станков или подбора оборудования с аналогичными техническими характеристиками станков, используемых на предприятии, вы можете отправить представителю перечень интересующего вас оборудования. офис. Наши инженеры с удовольствием выберут сопоставимые по своим техническим характеристикам и возможностям станки из оборудования, предлагаемого компанией Jet, и оправдают свой выбор.
Основные узлы и механизмы станков фрезерной группы.Станки фрезерные
Станна обслуживает Для крепления всех узлов и механизмов станка. Некоторые узлы станка (коробка скоростей, электродвигатель с ременной передачей, механизм передачи движения на коробку подачи и шпиндель станка) расположены внутри станины и не видны. Остальные узлы машины (консоль, подарочная коробка, багажник, стол, насос охлаждающей жидкости) расположены на внешних поверхностях станины.
Кровать имеет коробчатую форму и усилена с внутренней стороны ребрами жесткости; На передней стенке расположены вертикальные направляющие (выполненные в виде «ласточкиного хвоста») для консоли, а наверху – горизонтальные направляющие для ствола.
Станина является основной частью фрезерного станка и изготавливается точно по чертежу и техническим условиям. Он отлит из качественного чугуна и тщательно обработан.
Ствол Поставляется на горизонтальных и универсальных фрезерных станках и служит для правильной установки и поддержки фрезерной оправки. Багажник устанавливается в горизонтальных направляющих наверху кровати и может быть закреплен на любом расстоянии от ее зеркала, т.е.с разными вылетами (см. Рис.88). Для повышения жесткости при обработке тяжелых деталей и с большими участками стружки используются опоры, связывающие ствол с консолью.
Консоль из литого чугуна, закрепленная на вертикальных направляющих. Консоль движется по вертикальной направляющей грядок и несет на себе горизонтальные направляющие для саней. Он поддерживается стойкой, в которой расположен телескопический винт для подъема и опускания консоли. Жесткость конструкции консоли и точность ее направляющих имеют первостепенное значение для работы станка.В консоли есть два болта, которые прикреплены к опоре, соединяющей стол со стволом для лучшей устойчивости при больших нагрузках.
Салазки – это Промежуточное звено между консолью и столом станка. Стол в продольном направлении движется по верхней направляющей, а сами отстой перемещаются в поперечном направлении по верхней направляющей консоли.
Стол установлен На направляющих салазках и перемещается в продольном направлении.На столе укрепляются заготовки, прижимные и другие приспособления, для чего на рабочей поверхности стола имеются продольные Т-образные пазы.
Перемещение стола, салаццо и консоли сообщает о продольной, поперечной и вертикальной подаче заготовки относительно фрезы. Самые большие движения стола, салаццо и консоли показаны на рис. 88.
Консольно-фрезерные станки обычно имеют как ручной, так и механический поток стола, салазок и консоли.
Для установочных перемещений при настройке и на холостом ходу можно использовать ручную или механическую подачу, а для рабочих подарков только механическую.
Помимо рабочих подач, на большинстве фрезерных станков стол имеет быстрый ход (ускоренное движение) во всех трех направлениях. Предусмотрен быстрый ход для подачи заготовок на мельницу, а также для обратного перемещения стола.
Быстрый ход выполняется с одной постоянной скоростью, а рабочие подачи имеют несколько ступеней, которые могут быть установлены с помощью коробки подачи в зависимости от характера обработки, материала резака и заготовок.
Шпиндель. Для вращения режущего инструмента, шпиндель, который получает движение от скорости до скоростей. От точности изготовления шпинделя точность грохота оправки с формой зависит от ее прочности и жесткости. Шпиндели фрезерных станков изготавливаются из легированной стали марки 40х с термообработкой.
На рис. 103 показан чертеж шпинделя станка 6Н82Г, из которого видно, какие высокие требования предъявляются к чистоте и точности механической обработки данной детали.Шпиндель выполнен полым.
Подшипники обработаны 1-м классом точности с чистотой V 8 для правильного вращения шпинделя. Передний конец шпинделя и коническая муфта – места для установки и крепления инструмента и оправок следует обработать.
Отечественные фрезерные станки имеют стандартный передний конец шпинделя, аналогичный показанному на рис. 59.
На рис. 104 показан шпиндель фрезерного станка с формой с фрезерным ободом, затянутой затяжкой (протяжным винтом).На оправке жесткого резца. Оправка кроме опоры в гнезде шпинделя имеет опору в серьгах (кронштейне) ствола. Как было сказано выше (см. Стр. 70), фрезерный станок также может быть установлен консолью на оправках с коротким концом или непосредственно на переднем конце шпинделя – в зависимости от его типа.
Привод шпинделя осуществляется от электродвигателя, расположенного в окошке станка. Вращение шпинделя станка передается через шкив и ременную передачу.Двигатель расположен внутри станины, благодаря чему повышается безопасность работы и уменьшается площадь, занимаемая машиной.
Привод подачи стола осуществляется от электродвигателя, расположенного в консоли станка, через короб подачи.
Консольные фрезерные станки Современная конструкция аналогична станку 6Н82Г, имеет отдельные электродвигатели для привода скоростной коробки и привода коробки подачи.
Коробка скоростейпредназначена для передачи вращения от шкива шпинделя и изменения количества его оборотов переключением шестерен.
Служит ящик Для изменения наклона стола в вертикальном, продольном и поперечном направлениях.
На рис. 105 показан горизонтально-фрезерный станок модели 6Н81Г выпуска Дмитровского завода фрезерных станков. Машина показана в разобранном виде, поэтому видны все основные узлы и механизмы.
Станки фрезерные вертикальные.
Вертикально-фрезерный станок отличается От горизонтального только расположением шпинделя, а все вышеперечисленные горизонтально-фрезерные станки полностью применимы к вертикально-фрезерному, за исключением тех деталей и узлов, которые отсутствуют (ствол, серьга) в последний.
На рис. 106 показаны основные узлы вертикально-фрезерного станка 6Н12 производства Горьковского фрезерного завода.
Станки данной модели вместе с горизонтально-фрезерным станком 6Н82г (см. Рис. 85) или универсально-фрезерным станком 6Н82 (см. Рис. 86) составляют гамму консольно-фрезерных станков 2-го типоразмера (см. Рис. 89) .
Все 2-х размерные станки имеют 18 скоростей вращения шпинделя в диапазоне 30-1500 об / мин и 18 ступеней подачи в диапазоне от 23,5 до 1180 мм / мин для продольных и поперечных перемещений стола и от 8 до 390 мм / мин для вертикальных.
Рабочая поверхность стола у станков 2-го размера 1500х320 мм. Стол имеет следующие максимальные перемещения в мм:
Вертикально | Универсальный | По горизонтали – | ||
Характер движения | фрезерный | фрезерный | фрезерный | |
станок 6Н12 | Станок 6Н82. | Станок 6Н82Г. | ||
продольное направление. . . | ||||
поперечный »… | ||||
вертикальный “… |
На рис. 107 показаны основные узлы вертикально-фрезерного станка 6Н11 выпуска Дмитровского завода фрезерных станков.Станки данной модели вместе с горизонтально-фрезерными
Станки6Н81Г (см. Рис. 105) и аналогичные им универсально-фрезерные станки 6Н81 составляют гамму современных консольно-фрезерных станков 1-го размера.
Все станки 1-го размера имеют 16 скоростей вращения шпинделя от 65 до 1800 об / мин и 16 столов таблеток от 35 до 980 мм / мин для продольного перемещения, от 25 до 765 мм / мин для поперечного и от 12 до 12 до 380 мм! Мин для вертикали.
Рабочая поверхность стола у станков 1-го размера 1000х250 мм.Стол имеет следующие максимальные перемещения в мм:
Характер движения | Станок вертикально-фрезерный 6Н11 | Универсальный фрезерный станок 6Н81 | По горизонтали – Станок фрезерный 6Н81 |
В продольном направлении. . . Поперечный. « … по вертикали »… |
Станок станок. Печь на фундаменте 1 отправила Станина 2 внутри которого находится коробка скоростей 4 . Speed Box служит для изменения частоты вращения шпинделя 7 шпиндельная головка 6. На станке используется вращающаяся шпиндельная головка, которая позволяет вращать квадрат 5 , чтобы установить шпиндель вертикально, перпендикулярно столу станка, и под углом к 450, определяемым шкалой, как в одну, так и в другую сторону.
По направляющим кровати в вертикальном направлении может быть консоль 10 (вертикальное движение потока), внутри которого находится подающая коробка 11 , который позволяет установить заданное значение скорости движения заготовки (движение подачи). На горизонтальных направляющих консоли имеют поперечный замок 12 и вся таблица 9 . Перемещение поперечных суппортов на направляющих уплотнения обеспечивает перемещение поперечной подачи заготовки, устанавливаемой непосредственно на столе станка или в специальном приспособлении.Продольная подача заготовки осуществляется перемещением стола станка на
.под управлением Salazok Flywich P1 или P5 .
Рис. 4.1. Станок вертикально-фрезерный общего вида
Управляющая машина . Модель вертикально-фрезерного станка относится к группе ручного управления станком. Подключение станка к электрозамку осуществляется поворотом рукоятки пакетного выключателя, который показан с правой стороны станины (на рисунке не показан), в «Сеть».Справа и слева от переключателя расположены плечи переключателей местного освещения и системы смазки и охлаждения.
Включение вращения, переключение направления вращения вращения (правое и левое вращение) и его остановка осуществляется кнопками P6 . Значения частоты вращения шпинделя устанавливаются рукояткой P2. расположен на лицевой стороне окна машины (скоростной коробки).
Ручное перемещение продольного стола станка 9 , салат поперечный
12 и консоль 10 во время работы и при регулировке машина выполняет вращение
ем маховики, соответственно P1 или P5 , P7 , P8 оснащены проверяющими устройствами – лымбами, выполненными в виде градуированных колец.
Механическое продольное перемещение стола 9 станок включает в себя ручку
коя P4 , перемещающую ее в сторону необходимого движения. Длину движения задают упорами 8 , которые ограничивают величину хода стола путем отключения движения потока за счет поворота ручки
P4 в нейтральном положении.
Механические поперечные и вертикальные перемещения поперечных шпал 12 и консоль 10 Станок выполнен с одной ручкой P10 путем перемещения ее из нейтрального положения в сторону необходимого перемещения заготовки.
Значения продольной подачи стола, поперечного салаццо и консоли станка устанавливаются рукояткой P9 , выдвигающей ее вперед из исходного положения и последующим поворотом в положение, соответствующее
значение обходной подачи в минуту SM. . При этом значение вертикали
Корманоах вдвое меньше, чем указано на кормовом ящике.
С помощью маховика P3 можно перемещать станок в вертикальном направлении к инструменту, который используется для установки фразы в определенное положение относительно заготовки и установки глубины фрезерования.
Для увеличения жесткости конструкции станка за счет фиксации консоли на вертикальных направляющих грядок и поперечных салфеток на консоли соответственно используются ручки П11. и P12. .
Работа ведется на горизонтально-фрезерных и вертикально-фрезерных станках. Каждому студенту предоставляется индивидуальное рабочее место.
Упражнения по управлению фрезерным станком . Запуск и остановка электродвигателя машины. Включение и выключение привода основного движения и приводных движений (рабочего и ускоренного).Установка заготовок на стол с помощью захватов и в тисках. Установка и фиксация фрезы. Упражнения по управлению столом (ручное и автоматическое).
Удаление пробной стружки на длину 4-5 мм при заданной глубине пропила
. Контроль размера. Удаление стружки на длину 20-30 мм ручная подача.
Установка фрезы на глубину пропила за край вертикальной подачи стола. Фрезерование горизонтальной поверхности механической подачи стола.Контроль размера. Рабочее место обслуживания. Безопасность работы на машине.
Фрезерование горизонтальных и вертикальных плоскостей и др. . Фрезерование горизонтальных и вертикальных плоскостей на заданную глубину реза с механической подачей стола при установке прогрессии в тиски. Фрезерование уступов. Проверьте поверхности, обработанные поверхностями.
Фрезерование канавок и заготовок . Фрезерование непрозрачных и закрытых канавок на горизонтальных поверхностях. Резка. Контролируйте размер размера.
Учебно-практическая работа . Изготовление детали по заданным параметрам чертежа и технологической карте (таблица 4.7), определяющей последовательность обработки.
Принцип работы фрезерного станка
Принцип работы фрезерного станка представлен структурной схемой на рисунке 37.
Рис.37. Конструктивная схема фрезерного станка.
Для формирования плоскости цилиндрической фрезы необходимо вращательное движение фрезы AT 1 I.защитное движение Заготовки P 2, в результате чего производственная линия формируется по P 2 на ощупь.
Другая производственная линия вдоль оси фрезы получается путем копирования цилиндра фрезы. Поворотное движение AT 1 – основное движение осуществляется от электродвигателя M. 1 через скорости i V. . С другим двигателем М. 2 Движение Получить Шасси Винт т. Н. 1, обеспечивающий движение вперед P 2.Движение P 3 I. P 4 В этом случае выполняется функция установочных движений.
Горизонтально-фрезерные станки отличаются горизонтальным расположением шпинделя (рис. 38). На фундаментной плите 1 Установлен Станина 2 , внутри которого размещен механизм главного движения с приводом от электродвигателя 3 и скоростные коробки 4 . В вертикальных направляющих установлена консоль 5 , который может двигаться вертикально на направляющих кроватей.На горизонтальных направляющих консолях установлены поперечные втулки 6. Поворотная пластина 7 , а в направляющих последних – продольный (рабочий) стол 5 .
Рис.38. Горизонтально-фрезерный станок 6м82
Таким образом, деталь, установленная непосредственно на столе в тисках или приспособлении, может выдаваться в трех направлениях. Наличие поворотной плиты позволяет повернуть рабочий стол в горизонтальной плоскости и установить его на нужный угол.Некоторые горизонтальные фрезерные станки не имеют поворотной пластины. В этом случае они называются простыми, в отличие от универсальных. Привод подачи стола размещен внутри консоли 5 и состоит из электродвигателя 9 , кормовые ящики 10 и другие механизмы.
Фрезерные патроны и короткие оправки вставляются непосредственно в гнездо конического шпинделя 11 и закрепите длинным болтом 1 (Schomptol), проходящий через отверстие в шпинделе 2 (рис.39). Длинные оправки 3 требуется дополнительная опора, поэтому один конец фиксируется в отверстии шпинделя, а второй помещается в подшипник подвески 4 багажник. Багажник 12 (см. Рис. 38) Расположен в верхней части кровати 2 .
Рис. 39. Приемка патронов и оправок
В его направляющие установлена подвеска 13 с центром (слева) или с подшипником (справа). На ствол также могут быть закреплены две опоры 14 , нижние концы которого связаны с консолью.Опоры служат для увеличения жесткости консоли.
Конструкция устройства включает салазки и рабочую консоль. Движение рабочей части осуществляется в трех направлениях: продольно, вертикально и поперечно. Агрегаты делятся на неотражающие модели с горизонтальным расположением, варианты вертикального фрезерования и универсальные модификации. На основе рассматриваемого оборудования доступны копировальные, программно-управляемые копии и их комбинированные варианты.
Ниже представлена общая схема устройства данного оборудования:
1 – жильный (станина).
2 – Электрооборудование.
3 – Коробка переключения скоростей.
4 – узел регулировки оборотов.
5 – Салазцы со столом.
6 – консоль.
7 – блок питания.
Назначение
Консольно-фрезерный станок предназначен для выполнения соответствующих операций с использованием торцевых, дисковых, угловых и других фрез. На имеющемся оборудовании можно обрабатывать различные по размеру заготовки.Материал, пригодный для участия в рабочем процессе, – чугун, цветные металлы, пластик, сталь и другие сплавы.
На аналогах с поворотным столом можно обрабатывать винтовые домкраты на режущих частях инструмента. Универсальные модели предназначены для выполнения различных фрезерных манипуляций, в том числе расточных и сверлильных работ в опытном или единичном производстве. Часто комплексы используются при массовом выпуске различных деталей.
Модели с шириной стола 160/200 и 250 мм
Данное оборудование предназначено для обработки деталей компактных размеров, в основном из цветных металлов и их сплавов, а также изделий из пластмасс и пластмасс.Кроме того, рассматриваемое приспособление предназначено для чистовой обработки стали, чугуна. Весь процесс происходит в автоматическом режиме по заданному циклу.
Консольно-фрезерный станок с шириной стола 200 мм предназначен для обработки мелких деталей из стали, чугуна, пластмассы и цветных металлов. Производство этого оборудования налажено на Вильнюсском заводе по производству станков. Практикуется производство трех моделей агрегатов: горизонтального исполнения 6М80Г, универсальных аналогов 6М10 и копировальных машин типа 6П10К.
Еще один производитель консольно-фрезерных станков – Дмитровский завод, выпускающий образцы серии «П». Среди них: 6п81г, 6п81ш, 6п11. Все агрегаты унифицированы, работают в автоматическом режиме, имеют реверсивную и стандартную коробку передач. Ранее завод выпускал упрощенные консольные модификации серий «H» и «G».
Модификации ЧПУ
Консольно-фрезерные станки данного типа оснащены электродвигателем мощностью 5,5 кВт с частотой вращения 1450 об / мин.Они широко используются в машиностроении и промышленности. Рабочее движение передается через два типа передач: 35/27 или 21/41. На схеме консольно-фрезерного станка указано, что фигура шестерни зависит от количества зубьев. Таким образом, оборудование может работать на двух разных скоростях. Правильная работа Инструмент зависит от модуля постоянного усложнения шестерни, который должен быть устойчивым с парой агрегатных колес.
Станок включает структурную схему при вращении шпинделя.При этом сетка количества оборотов связана с количеством и отказом передачи. Расстояние между вертикальными и горизонтальными направляющими зависит от выбранного масштаба при работе.
Консольно-фрезерный станок: характеристики
Пересечения вертикальных и горизонтальных точек идентичны количеству оборотов на любой стадии шпинделя. Действующие валы между собой агрегатируются муфтой через шестерни (шестерни). Как правило, количество таких модулей составляет 61 или 62 единицы.
В случае передачи движения от одного вала к другому элементу соблюдаются несколько этапов работы (2, 3, 4 и более). Итоговый показатель рассчитывается по формуле M * n. Например, 2 * 4 = 8 разных скоростей.
Устройство и панель управления
В паспорте консольно-фрезерного станка указано, что он состоит из станины, электрической части, коробки подачи коробки, консоли, блока переключения, стола и салазок. Управление и настройка агрегата осуществляется с помощью следующих элементов:
- Ручка включения продольной и поперечной подачи.
- Входной регулятор.
- Контроллер узла охлаждения.
- Переключатель скорости шпинделя и переключатели частоты.
- Маховик движения, а также кнопки «Стоп» и «Старт».
- Стрелка указателя скорости вращения шпиндельного блока.
- Ключи импульсные и акселерационные.
- Ручное перемещение багажника и включение освещения.
- Зажимы для сережек и столиков.
- Звездочка автоматического режима.
- Механизмы включения перемещения стола в продольную и поперечную скорость.
- Подача указателя.
- Управляет зажимом, включением и перемещением салазок.
- Регулятор режимов работы (ручной и автоматический).
Коробка скоростей
Блок переключения скоростного консольно-фрезерного станка расположен в чугунном корпусе, агрегатирование с скоростным валом осуществляется через упругую муфту. Шпиндель рассматриваемого блока представляет собой вал с тремя точками опоры. Его точность определяется специальными подшипниками.Другой элемент предназначен для удержания стержня этого узла.
Осевой зазор регулируется шлифовкой стопорных колец. Увеличенный люфт можно убрать обработкой полукольта и крепежной гайки. Плунжерный насос отвечает за скорость смазки, производительность которой составляет 2 литра в минуту. Остальные части этого механизма получают путем разбрызгивания смазки из трубки, расположенной над блоком регулирования скорости.
Управление скоростью 6P82
Блок переключения скоростей данной модели дает возможность выбрать нужный режим без последовательных промежуточных этапов.Рабочий рельс перемещается с помощью предусмотренной манипуляции. Ролик оси перемещается после воздействия на него вилок и диска регулятора в осевом направлении. Далее консольно-фрезерный станок 6П82, устройство и схема которого будут рассмотрены подробнее, функционирует с использованием конической трансмиссии и указателя скорости. Диск имеет отверстия, которые попарно входят в зацепление с шестерней.
Пружина регулируется с помощью заглушки, установленной в режиме фиксации поворотом с нормальным усилием. Ручка управления в силовом режиме фиксируется пружинно-шаровым элементом.Кроме того, ручка шипа входит в зацепление с пазом фланца. Стоит отметить, что зазор конической трансмиссии не должен превышать 0,2 мм. Диск с учетом этого показателя можно повернуть на угол до 1 миллиметра.
Коробка передач
Обеспечивает получение рабочих кормов и скорость перемещения консоли, салазок и стола. При движении импульсы передаются на вал с помощью предохранительной муфты и гильз, которые соединены между собой шпонкой и выходным валом.Дисковая часть блока трения агрегатируется с втулкой и роликом. Когда кулачок муфты приводится в действие, усилие передается на гайку, шестерни и диски.
Коробка переключения станка размещается в станине. Принцип работы этого узла аналогичен блоку скоростей. От осевого смещения диск защищен роликом, который блокируется парой шариков и втулок. Блокировка диска осуществляется идентичными деталями, соединенными с валом с помощью ключа.
Упрощенная схема
Ниже приведено схематическое изображение вертикального консольно-фрезерного станка (коробки подачи) и пояснения.
1 – стопорный ролик.
2 – втулка.
3 – рингецвет.
4 – кулачковая муфта.
5 – ручка управления.
6 – Пара шаров.
7 и 8 – рабочие диски.
9 – Контрольный мяч.
10 – переключатель дисковый
11 – шестеренчатый.
12 – Индекс скорости.
13 – вал винтовой.
14 – Гайка.
15, 16, 17, 18 – стопорные кольца и хомуты.
Параметры модели 6п82 и 6п82г
Для сравнения рассмотрим две наиболее популярные модели станков.Начнем с характеристик модификации 6п82:
- Длина / ширина рабочего стола – 1,25 / 0,32 м.
- Количество Т-образных пазов – 3.
- Габаритные размеры – 2,3 / 1,95 / 1,67 м.
- Масса – 2,9 тонны.
- Присутствует тормозной механизм шпинделя.
- Масса обрабатываемой заготовки максимальная – 250 кг.
- Перемещение конечности за один оборот (продольно / вертикально) – 6/2 мм.
- Расстояние от оси до ствола – 155 мм.
- Продольное / поперечное перемещение стола – 800/240 мм.
Модификация 6п82г отличается только массой (2,83 тонны), а также максимальным расстоянием от горизонтального шпинделя до рабочей поверхности (450 мм).
Характеристики
Технологически модели серии «П» более усовершенствованы в части продольного хода рабочего стола (100 мм). Точная установка поверхности производится модернизированным креплением лимба. Кроме того, это оборудование имеет оптимальную конфигурацию, соответствующую современным стандартам технической эстетики.Все основные узлы рассматриваемых машин унифицированы.
Дополнительное удобство при работе и управлении версиями «M» и «P» обеспечивает автоматизированный цикл и такие опции как:
- Дублирование регулятора числа оборотов шпинделя и подачи стола.
- Возможность выборочной установки нужного количества оборотов оси или конечности.
- Не требуется при выполнении манипуляций пройти промежуточные этапы.
- Предусмотрено автоматическое перемещение стола от ручек, направление которых аналогично перемещению рабочей поверхности.
- Имеется запуск и остановка шпинделя в ускоренном режиме с помощью специальных кнопок и выдержки постоянного тока.
- Стол может перемещаться в вертикальной, горизонтальной и продольной проекции.
Настройка автоматического режима
В консольно-фрезерных станках модификации «М» и «П» регулировка продольного перемещения стола осуществляется в автоматическом или полуавтоматическом режиме.При однократном производстве управление подачей осуществляется вручную, включая быстрое перемещение стола. Серийное производство предполагает использование автоматов и полуавтоматов. По сути, эти режимы представляют собой скачкообразный и маятниковый способ действия.
Для соответствующей настройки процесса в Т-образном суппорте делается расстояние между кулачками на определенном индикаторе. Эти элементы в нужный момент воздействуют на опорную звездочку быстрыми рабочими движениями стола на ручке переключения продольной подачи, что дает возможность гарантировать оборудование на заданный цикл.
Основные рабочие циклы консольно-фрезерного станка перечислены ниже:
- Прокручиваемый полуавтоматический режим.
- Быстрая подача вправо и влево назад.
- Аналогичная операция слева и в противоположном направлении справа.
- Активная подача заготовки с последующей остановкой.
- Маятниковый автоматический цикл.
- Операции на машине только с правой или левой стороны.
Процесс настройки выполняется в следующей последовательности:
- Аппарат должен быть отключен от источника питания.
- Переключатели режимов установлены в желаемое положение («Автоматическое управление»).
- Агрегат активируется нажатием кнопки «Включено».
- Кулачки установлены в соответствующее положение.
- Кормление на быстром ходу и назад производится на любом этапе и направлении движения, кроме зоны ограничения возможных предметов.
- Регулировка автоматического или ручного перемещения стола осуществляется в нейтральном положении продольным нажатием ручки до упора.В случае невозможности закрепления маховика на торце поворачивают регулировочный винт.
Вместо заключения
Консольно-фрезерный станок, цена на который в России начинается от 120 тысяч рублей, способен помочь в качественной обработке стали, чугуна, пластмасс и цветных металлов. При этом оборудование может использоваться как для разового, так и для серийного производства. Техника позволяет получать детали различной конфигурации с проточками, шестернями и зубьями.Кроме того, фрезерование может выполняться с учетом поворота стола вокруг собственной оси на 45 градусов. Категория точности станка относится к классу «Н» (нормальный). Дополнительные возможности сборки агрегата доступны при эксплуатации подвесных рабочих аналогов и поворотной рабочей поверхности.
Продолжаем публикацию материалов из справочника фрезерного станка под редакцией В.Ф. Разве что бесплатно. На этот раз разберем основные узлы фрезерных станков.
Несмотря на разнообразие типов и размеров, станки фрезерной группы имеют общие узлы, к которым можно отнести: основание станка, станину, салазки, шпиндель, коробки скорости и подачи, консоль (для консоли машины).
Станина Предназначена для крепления всех узлов и механизмов станка. В зависимости от типа станка, грядки могут иметь горизонтальный или вертикальный вариант. Горизонтальные полосы большого размера, такие как продольные фрезерные станки, станки устанавливаются на фундаменте со всей опорной поверхности.Вертикальные грядки монтируются на основание станка, которое устанавливается или закрепляется на фундаменте. Для большинства станков изготавливаются из серого чугуна.
Шпиндель фрезерного станка используется для передачи крутящего момента на режущий инструмент от коробки скоростей. От точности обработки зависит точность вращения шпинделя, его жесткость и виброустойчивость. Примерно 50% всех проверок точности, выполняемых при изготовлении, сборке и ремонте станка, приходится на шпиндельный узел.
Редуктор Является основным узлом основного движения станка и предназначен для передачи шпинделя станка различной частоты вращения от приводного электродвигателя. Скорости размещены внутри кровати. Управляйте коробкой с помощью механизма переключения скорости шпинделя.
Редуктор Обеспечивает рабочие подачи и быстрые перемещения стола, салазок, консоли (в консольных машинах).
Настольный станок Устанавливается на направляющих и перемещается по ним в продольном направлении.Направляющие столы консольных станков устанавливаются на салазки , которые являются промежуточным элементом между столом и консолью. Нижняя часть салаццо установлена на консоли поперечных направляющих и может перемещаться вместе со столом в поперечном направлении.
Консоль – элемент консольно-фрезерных станков коробчатой формы с вертикальными и горизонтальными (поперечными) направляющими . Вертикальные направляющие соединены с кроватью и могут перемещаться по ней.По горизонтальным (поперечным) направляющим перемещаются санки. Консоль может фиксироваться на стривиальных направляющих по высоте специальных зажимов и является базовым узлом, объединяющим все остальные узлы цепи подачи и распределяющим движение на продольную, поперечную и вертикальную подачу. Консоль поддерживается стойкой, в которой есть телескопический винт для ее подъема и опускания.
общие сведения, классификация, обозначение Аналоговый фрезерный станок 1212 б
| Вес | 600 кг |
| Габаритные размеры | 1500x1600x1500 мм |
| Ошибка обработки | ± 0.05 мм |
| Код операции | HPGL – дисплей, G – код |
| Максимальная частота вращения (холостой ход) | 17 м / мин |
| Мощность шпинделя | 3,0 кВт |
| Требуемая мощность всасывания | 1200 куб.м / час |
| Перемещение по оси Z | 180 мм |
| Рабочая зона | 1200 × 1200 мм |
| Рабочее напряжение | AC380V ∕ 50 Гц |
| Скорость шпинделя | 0-18000 об / мин |
| Общая мощность | 4.6 кВт |
| Тип охлаждения шпинделя | антенна |
Описание Станок предназначен для качественного фрезерования и гравировки поверхностей деталей и заготовок в плоскости (программа 2D) и в трехмерном пространстве (фрезерование 3D).
Преимущества
- Высокоточный шпиндель позволяет обрабатывать материал долгое время. Скорость шпинделя до 18000 об / мин;
- Защитный кожух шпинделя с соплом приемника стружки обеспечивает надежную защиту инструмента и эффективное удаление отходов обработки из зоны резания;
- Централизованная смазка:
В машине применяется централизованная смазка всех направляющих, что упрощает обслуживание машины; - Шкаф управления:
Простая и удобная конструкция с хорошим дизайном и высокой функциональностью.Имеет много отсеков с запирающимися дверцами, вкл. для установки монитора, системного блока компьютера и клавиатуры; - Драйверы:
Установлены драйверы MA860H от ведущего китайского производителя Leadshine Technologi Co. Ltd; - Инвертор:
Хорошо зарекомендовавший себя инвертор DELTA используется для управления скоростью шпинделя.
Основным конкурентом продаж универсальных машин JET в России по-прежнему являются старые бывшие в употреблении машины советского производства, которые появляются на вторичном рынке после продажи предприятиями, пытающимися избавиться от балласта, проводя техническое перевооружение или какое-то другое другая причина.Когда дело доходит до переоборудования производства, обычно стараются заказать станки из уже имеющихся на предприятии, просто переписав названия. Но сегодня многие машины больше не производятся из-за их снятия с производства или перепрофилирования производителя. Но классическое универсальное оборудование принципиально взаимозаменяемо и одинаково по своему функционалу, а при правильном подборе может быть успешно заменено станком другого производителя и отличаться только цветом кровати и эргономикой (расположением) некоторых ручек.Предлагаем вашему вниманию несколько сравнительных таблиц соответствия наиболее распространенных российских (советских) металлорежущих станков своим аналогам от компании JET. По причинам формата публикации мы не указываем полные спецификации, а только определяющие функциональные возможности оборудования. Сравниваемые машины сопоставимы по техническим параметрам и стоимости.
Отсечка Станок токарно-винторезныйРОССИЯ | ||
Модель | 16K20 | GH-1640ZX |
Ø токарной обработки | ||
Частота вращения | 16-2000 об / мин | 25/1800 об / мин |
Мощность | ||
Масса | ||
M платье | GH-2040ZH | |
Ø токарной обработки | ||
Частота вращения | 12.5 – 2000 об / мин | 9 – 1600 об / мин |
Мощность | ||
Масса |
Фрезерный
Бурение
РОССИЯ | ||
Модель | 2С132 | GHD-50PF |
отверстие | ||
Частота | 90-1400 об / мин | 50-1510 об / мин |
Мощность | ||
Масса |
Можно подобрать станки, близкие по своим техническим характеристикам к большинству универсальных станков.
Если стоит задача перевооружить производство, заменить единичные модели станков или подобрать оборудование с аналогичными техническими характеристиками станкам, используемым на предприятии, вы можете отправить список интересующего вас оборудования в представительство JET. Наши инженеры с удовольствием подберут машины, сопоставимые по своим техническим характеристикам и возможностям, из ассортимента оборудования, предлагаемого JET, и оправдают свой выбор.
Станки фрезерные предназначены для обработки внешних и внутренних плоских фасонных поверхностей, выступов, канавок, прямых и косозубых канавок, шлицев на валах, зубчатых колес и т. Д.
Конструкции фрезерных станков разнообразны. В целом фрезерные станки можно разделить на две основные группы:
- универсальные или универсальные фрезерные станки (вертикально-фрезерные, горизонтально-фрезерные, продольно-фрезерные
- специализированные и специальные фрезерные станки (фрезерование пазов, фрезерование шпоночных пазов, фрезерование каруселей, копировальное фрезерование и др.)
Основными движениями фрезерования фрезерных станков являются вращение фрезы (основное движение) и движение подачи, сообщаемое заготовке или фрезу.
Приводы главного движения и подачи выполняются раздельно. Вспомогательные движения, связанные с подачей и снятием заготовки к инструменту, механизированы и осуществляются от привода ускоренных перемещений.
Основные элементы станков унифицированы.
Основным параметром, характеризующим фрезерные станки общего назначения, является размер рабочей поверхности стола.
По конструктивным особенностям эти станки делятся на:
- станки консольные (стол расположен на подъемном рычаге-консоли)
- станки консольные (стол перемешивается на неподвижной станине в продольном и поперечном направлениях)
- машины непрерывного действия (карусельные и барабанные)
- а – универсальный консольный горизонтально-фрезерный станок
- б – станок универсально-консольный горизонтально-фрезерный
- c – Станок фрезерный универсальный универсальный неконтилеверный
- г – станок фрезерный консольный вертикально
- d – бесконсольный вертикально-фрезерный станок
- e – бесконсольный горизонтально-фрезерный станок
- w – станок продольно-фрезерный
- z – станок карусельно-фрезерный
- а – станок барабанно-фрезерный
Консольно-фрезерные станки наиболее распространены при производстве риса отдельными, мелкими и средними партиями.119, а, б, в, г). Горизонтальные и вертикальные консольные фрезерные станки являются наиболее распространенным типом станков, используемых для фрезерных работ. Свое название консольно-фрезерные станки получили от консольного кронштейна (консоли), который перемещается по вертикальным направляющим станины станка и служит опорой для горизонтальных перемещений стола.
Универсальный консольно-фрезерный станок (рис.119, а) имеет горизонтальный шпиндель 2 и выдвижной ствол 1, на котором установлена скоба 3, поддерживающая оправку с резцом, консоль 4 перемещается вертикально по направляющей стойки. 5.На консоли расположены ползун 6 и поворотный стол 7.
Горизонтально-консольно-фрезерные станки (рис. 119, а) имеют горизонтально расположенный шпиндель 2. Стол может перемещаться перпендикулярно оси шпинделя в горизонтальном и вертикальном направлениях. В отличие от универсального фрезерного станка, рабочий стол не вращается вокруг вертикальной оси.
Широко универсальный консольно-фрезерный станок (рис. 119; б, в) помимо горизонтального шпинделя имеет шпиндельную головку 1, которая может поворачиваться на стволе в двух взаимно перпендикулярных направлениях, так что шпиндель с фрезой может устанавливаться под любым углом к плоскости стола и обрабатываемой детали.На головке 1 установлена верхняя головка 2, предназначенная для сверления, развёртывания, зенкования, растачивания и фрезерования.
Вертикально-консольно-фрезерный станок (рис. 119, г) имеет вертикальный шпиндель 3, который расположен в поворотной шпиндельной головке 2, установленной на стойке 1.
Бесконсольные вертикально-фрезерные станки (рис. 119, г), применяемые для обработки крупногабаритных деталей, имеют ползун 2 и стол 3, которые перемещаются по направляющим станины 1. Шпиндельная головка 5 перемещается вертикально. по направляющим стойки 6.Шпиндель 4 имеет вертикальные осевые смещения при установке фрезы. Стол перемещается только в продольном и поперечном направлениях.
Бесконсольные горизонтально-фрезерные станки (рис. 119, д), применяемые для обработки крупногабаритных заготовок, имеют ползун 2 и стол 3, перемещающиеся по направляющим станины 1. Шпиндельная головка 5 перемещается вертикально. по направляющим стойки 6. Шпиндель 4 имеет осевые смещения при установке фрезы.
Станино-фрезерные станки (рис.119, г) предназначены для обработки крупногабаритных деталей. На станине 1 установлены две вертикальные стойки 6, соединенные ригелем 7. На направляющих установлены фрезерные головки 3 с горизонтальными шпинделями и траверса (ригель) 4. Последняя снабжена фрезерными головками 5 с вертикальными шпинделями. Стол 2 перемещается по направляющим столбов 4.
Карусельно-фрезерные станки (рис. 119, з), предназначенные для обработки поверхности концевыми фрезами, имеют один или несколько шпинделей 3 для чистовой и черновой обработки.Головка шпинделя 2 движется по направляющим стойки 1. Стол 4, непрерывно вращаясь, сообщает вращение подачи установленным на нем заготовкам. Стол с ползуном 5 имеет установочное движение по направляющим станины 6.
Станки барабанные фрезерные (рис. 119, и) применяются в крупносерийном и массовом производстве. Заготовки устанавливаются на вращающийся барабан 2 с движением подачи. Фрезерные головки 3 (для черновой обработки) и 1 (для чистовой) перемещаются по направляющим колонн 4.
Станки консольно-фрезерные
Консольно-фрезерные станки – наиболее распространенный тип станков для фрезерных работ. Свое название консольно-фрезерные станки получили от консольного кронштейна (консоли), который перемещается по вертикальным направляющим станины станка и служит опорой для горизонтальных перемещений стола.
Наличие консоли, придавая консольно-фрезерным станкам ряд удобства при обслуживании, несколько снижает жесткость на стыке со станиной, поэтому в конструкциях современных станков значительно увеличена длина направляющих консоли, созданы устройства для фиксации движущихся частей станка, повышена жесткость корпусных деталей.
Поскольку большей частью детали, используемые в машиностроении, соответствуют размерам универсальных консольно-фрезерных станков, парк фрезерных станков в механических цехах в основном укомплектован горизонтальными и вертикальными консольно-фрезерными станками, а также парком инструмента. и ремонтно-механические мастерские, кроме того, также и универсально-фрезерные и в целом универсальные фрезерные.
Кроме того, модификации сделаны на базе некоторых базовых моделей. Например, на базе вертикально-фрезерных станков 6М12П и 6М13П выпускаются высокоскоростные консольные вертикально-фрезерные станки 6М12Г1Б и 6М13ПБ.На базе горизонтально-фрезерного станка 6М82Г выпускается более быстрая модель станка 6М82ГБ. На базе универсальных фрезерных станков 6Н81 и 6Н82 выпускаются универсальные фрезерные станки 6Н81А и 6М82Ш. Универсальные фрезерные станки в настоящее время находят широкое применение в единичном и мелкосерийном производстве для различных фрезерных, расточных и сверлильных операций. На этих машинах можно изготавливать металлические модели, штампы, шаблоны, кулачки и т. Д.
Универсальный станок 6Н81А имеет шпиндельную головку, расположенную на стволе и вращающуюся вокруг горизонтальной оси от 0 до 115 °.В горизонтальном положении головки станок работает как горизонтально-фрезерный станок, а в вертикальном – как вертикально-фрезерный.
Универсальный станок 6М82Ш и аналогичный по конструкции станок большего размера 6М83Ш имеют два шпинделя: один горизонтальный, как и у обычного горизонтально-фрезерного станка, второй расположен на стволе и может устанавливаться под любым желаемым углом. Использование делительной головки и кругового поворотного стола значительно расширяет сферу применения этих машин.Для обработки различных поверхностей, а также крупногабаритных заготовок, превышающих размер площади стола, вертикальная бабка устанавливается на выдвижной ствол и может поворачиваться на любой угол в двух взаимно перпендикулярных плоскостях. В этом случае возможна одновременная работа горизонтального и вертикального шпинделей.
Размеры консольно-фрезерных станков принято характеризовать размер рабочей (крепежной) поверхности стола. Консольно-фрезерные станки могут иметь горизонтального , универсального (широко-универсального) и вертикального исполнения с одинаковыми размерами рабочей поверхности стола.Комбинация различных вариантов станка с одинаковыми основными габаритными характеристиками стола называется , размерный ряд станков .
В СССР освоено производство консольно-фрезерных станков пяти типоразмеров:
№ 0; №1; № 2; № 3 и № 4 , а для каждого типоразмера был произведен полный спектр станков – горизонтальных, универсальных и вертикальных. Каждая машина одного размерного ряда имела одинаковое обозначение в коде, соответствующем размеру рабочей поверхности стола.
В зависимости от размера рабочей поверхности стола различают следующие размеры консольно-фрезерных станков:
| Размер | Ассортимент машин | Размер стола, мм |
|---|---|---|
| 0 | 6Р10, 6Р80, 6Р80Г, 6Р80Ш | 200 x 800 |
| 1 | 6х21, 6Х81, 6Х81Д; 6Р11, 6Р81, 6Р81Г, 6Р81Ш | 250 х 1000 |
| 2 | 6М12П, 6М82, 6М82Г; 6П12, 6П82, 6П82Ш; 6Т12, 6Т82, 6Т82Г, 6Т82Ш | 320 x 1250 |
| 3 | 6М13П, 6М83, 6М83Г; 6П13, 6П83; 6Т13, 6Т83, 6Т83Г | 400 x 1600 |
| 4 | 6М14П, 6М84, 6М84Г | 500 x 2000 |
В соответствии с габаритами стола, габаритные размеры самого станка и его основных узлов (станины, стола, салазок, консоли, ствола), мощности электродвигателя и величины наибольшего перемещения (хода ) стола в продольном направлении меняются салазки в поперечном и консоль в вертикальном направлениях.
Консольно-фрезерные станки производства СССР и СНГ
| Серия | Размер | Производитель | Год | Модель |
|---|---|---|---|---|
| 6 | 2 | ГЗФС | 1932 | 682 |
| 6Б | 0 | |||
| 1 | ||||
| 2 | ГЗФС | 1937 | 6B12, 6B82, 6B82G | |
| 3 | ||||
| 6K | 0 | |||
| 1 | ДЗФС | 6К11, 6К81, 6К81Г, 6К81Ш | ||
| 2 | ГЗФС | 6К12, 6К82, 6К82Г, 6К82Ш | ||
| 3 | ГЗФС | 6К13П, 6К83, 6К83Г, 6К83Ш | ||
| 6H | 0 | Жальгирис | 1969 | 6Н10, 6Н80, 6Н80Г, 6Н80Ш |
| 1 | ДЗФС | 1970 | 6Н11, 6Н81, 6Н81Г, 6Н81А, 6Н81Д | |
| 2 | ГЗФС | 1951 | 6Н12, 6Н82, 6Н82Г | |
| 3 | ГЗФС, ВМЗ | 1951 | 6Н13, 6Н13Ф3, 6Н83, 6Н83Г, 6Н13ГА | |
| 6 мес. | 0 | Жальгирис | 6М10, 6М80, 6М80Г, 6М80Ш | |
| 1 | ДЗФС | 1971 | 6М11, 6М11К, 6М81, 6М81Г, 6М81Ш, 6М81Ш-1, 6М81Ш-1Ф1, 6М81ШФ2 | |
| 2 | ГЗФС | 1961 | 6М12П, 6М12ПБ, 6М82, 6М82Г, 6М82ГБ, 6М82Ш | |
| 3 | ГЗФС | 1961 | 6М13П, 6М13ПБ, 6М83, 6М83Г, 6М83Ш | |
| 6P | 0 | Жальгирис | 1973 | 6Р10, 6Р80, 6Р80Г, 6Р80Ш |
| 1 | ДЗФС | 6Р11, 6Р11К, 6Р11Ф3, 6Р81, 6Р81Г, 6Р81Ш | ||
| 2 | ГЗФС | 1972 | 6Р12, 6Р12К, 6Р82, 6Р82Г, 6Р82Ш | |
| 3 | ГЗФС, ВМЗ | 1972 | 6R13, 6R13B, 6R13F3, 6R13F3-3, 6R83, 6R83G, 6R83SH | |
| 6 т | 0 | Жальгирис | 1986 | 6Т10, 6Т80, 6Т80Ш |
| 1 | ||||
| 2 | ГЗФС | 1985 | 6Т12, 6Т82, 6Т82Г, 6Т82Ш | |
| 3 | ГЗФС | 1985 | 6Т13, 6Т83, 6Т83Г, 6Т83Ш | |
| 6D | 0 | ДЗФС | 1987 | 6Д10, 6ДМ80Ш |
| 1 | ДЗФС | 1990 | 6Д81, 6Д81, 6Д81Г, 6Д81Ш | |
| 2 | ДЗФС | 6Д12, 6Д12Ф20, 6Д12Ф3, 6Д82, 6Д82Г, 6Д82Ш | ||
| 3 | ДЗФС | 6ДМ83Ш |
Основные производители фрезерных станков в СССР и России:
Жальгирис – Вильнюсский станкостроительный завод «Жальгирис»
Обозначение фрезерного станка
6 – станок фрезерный (номер группы по классификации ENIMS)
Д – серия (поколение) станка (Б, К, Н, М, Р, Т), например 682, 6Б82Ш, 6К82Ш, 6Н82Ш, 6Д81Ш, 6Р82Ш, 6Т82Ш
8 – номер подгруппы (1, 2, 3, 4, 5, 6, 7, 8, 9) по классификации ENIMS (8 – горизонтальное фрезерование)
1 – конструкция станка – стандартный размер (0, 1, 2, 3, 4) (1 – размер рабочего стола – 250 x 1000)
Буквы в конце обозначения модели:
D – горизонтально-консольно-фрезерный станок с фиксированным столом
К – станок с копировальным устройством для обработки криволинейных поверхностей
B – станок с повышенной производительностью (увеличен диапазон частот вращения шпинделя, увеличена мощность двигателя главного движения).
П – повышенная точность станка – (n, p, v, a, s) по ГОСТ 8-82
Ш – универсальный станок
F1 – станок с цифровым дисплеем устройства DRO и предустановкой координат
F2 – станок с ЧПУ системы позиционирования
Форма 3 – станок с контурной (непрерывной) системой ЧПУ
Form 4 – универсальный станок с контурной ЧПУ и инструментальным магазином
Горизонтальный обрабатывающий центр серии MDH.Фрезерные горизонтальные обрабатывающие центры с ЧПУ (серия MH) Yida, Тайвань Горизонтальные фрезерные центры с ЧПУ
Основные элементы:
- Тяжелая цельнометаллическая станина, гасящая колебания станка во время работы. Для большей устойчивости в агрегаты машины заливается виброизолирующий состав.
- На станине установлены роликовые направляющие, изготовленные по японской технологии. Стол Т-образной формы может перемещаться параллельно или перпендикулярно оси шпинделя, что упрощает и ускоряет обработку заготовок.
- Современные горизонтально-фрезерные центры оснащены мощным электродвигателем 15-22 кВт. Для охлаждения шпинделя и других деталей машины предусмотрена система шарико-винтовой передачи, контролирующая температуру масла. Такой контроль исключает перегрев и продлевает срок службы машины.
- Устройство оснащено инструментальным магазином на 40 ячеек и системой смены поддонов – приспособлений для фиксации заготовок. Такая конструкция позволяет быстро изготовить даже самую сложную деталь.Высокая рабочая скорость обеспечивается конструкцией шпинделя с максимальной скоростью вращения 8000 об / мин.
- Оборудование прочное, надежное, но при этом полностью ремонтопригодное. Благодаря широкой сети сервисных центров любую поломку можно устранить в достаточно короткие сроки, избегая длительного простоя машины.
- Агрегат оборудован удобной системой отвода стружки, которая выходит через специальный канал, не забивая рабочее поле и не мешая работе.
Преимущества горизонтальных фрезерных центров от KMT
- Внедрение новых технологий – устройства комплектуются узлами и агрегатами, изготовленными с использованием новейших станкостроительных разработок. Это делает фрезерное оборудование быстрым, производительным, долговечным и надежным. Такое приобретение быстро окупится и начнет приносить прибыль.
- Процесс фрезерования прост в управлении. Элементы управления установлены для максимального комфорта оператора.
- Предлагаемые модели производятся известными китайскими брендами, производящими современные станки по относительно невысокой цене, требующие минимальных вложений после покупки.
Компания КМТ производит монтаж, монтаж и наладку приобретенных горизонтальных фрезерных центров. Предоставляется полная техническая поддержка и обучение персонала. Предоставляется гарантийное и послегарантийное обслуживание.
Ни одно небольшое или промышленное предприятие по производству металлопродукции и деревообработке не обходится без фрезерных станков. Процесс фрезерования является первым и ключевым при обработке стальных и деревянных заготовок.
Самыми популярными среди данной категории агрегатов являются горизонтально-фрезерные станки.
1 Особенности горизонтально-фрезерного станка
Горизонтально-фрезерный станок – один из первых агрегатов, применяемых для обработки металлических заготовок и различных видов деревообработки. Они используются для фрезерования, растачивания, шлифования, а иногда и сверления. Однако оборудование и технические характеристики таких агрегатов примерно одинаковы.
Главной особенностью горизонтально-консольно-фрезерного станка является горизонтальное расположение шпинделя. Сама же рабочая поверхность может перемещаться под разными углами относительно фрезы.
Горизонтально-фрезерный станок, как и другие промышленные агрегаты, не обошел стороной технический прогресс. Помимо обычных станков, на которых всю работу фрезера выполняет оператор, появилось новых станков с ЧПУ по металлу и дереву (числовое программное управление).
Такое устройство не требует вмешательства оператора в саму обработку детали. Оператор станков с ЧПУ должен иметь навыки не столько работы с металлом или деревом, сколько знания в области компьютерных технологий и программ.
На компьютере создается 3D модель будущей детали, рисуется траектория резца и другие технические характеристики, программа передается на станок, и станок выполняет все работы по обработке заготовки под управлением ЧПУ. без вмешательства человека.
1.1 Базовая комплектация
В основании это устройство имеет каркас, на котором расположены остальные рабочие элементы агрегата. Станина должна быть максимально прочной и виброустойчивой, поэтому ее делают из чугуна или высокопрочной стали.
На станине установлены следующие узлы и механизмы:
- трансмиссия. С его помощью регулируется частота вращения фрезы;
- консоль. Устройство для перемещения рабочей поверхности консольно-фрезерного агрегата по вертикальным направляющим;
- настольный. Это устройство оснащено зажимными механизмами или тисками для установки заготовок по металлу или дереву. Рабочий стол консольно-фрезерного станка выполнен таким образом, что его можно перемещать в трех направлениях: продольно по направляющей салазкам; поперечно, перемещая сам слайд по направляющим консоли; вертикально, движение механизма консольно-поддерживая вдоль направляющих кровать;
- шпиндель.Основное вращающееся устройство, на котором имеется оправка для фиксации фрез; багажник
- . Элемент корпуса, на котором крепится подвеска со шпинделем;
- фрезерная оправка прикреплена к концу шпинделя; двигатель
- . Промышленные агрегаты оснащены трехфазным двигателем, бытовые – двухфазным. Мощность двигателя должна быть не менее 1200-1500 Вт, для обеспечения желаемой скорости шпинделя. Горизонтальный фрезерный станок по металлу или дереву должен поддерживать скорость вращения фрезы от 400 до 4500 об / мин;
- дополнительное оборудование.Помимо вышеупомянутой конфигурации, станки могут быть дополнительно укомплектованы платами ЧПУ, стружколомами, магнитными столами для беззажимного зажима заготовок.
1.2 Фрезы
Очень важно, чтобы горизонтальный фрезерный станок позволял быструю замену фрез, так как каждый режущий инструмент выполняет только свою функцию узкопрофильного. Кроме того, крепление фрезы должно быть максимально жестким.
Любая вибрация или изгиб режущего инструмента приведет к повреждению резцов и заготовок при работе с металлом или деревом.Для надежного крепления фрезы оправку необходимо закрепить на подвеске. Само крепление производится кольцами и гайками.
- обработка горизонтальных поверхностей осуществляется на фрезерном станке 6п81, 6п82 и других его аналогах с использованием фрезы цилиндрической формы;
- устройство выполняет вертикальные работы по металлу или дереву с помощью торцевых или дисковых фрез;
- комбинированная обработка требует замены нескольких режущих инструментов разного назначения.
Для повышения точности фрезерных работ по металлу или дереву фрезерный станок 6М82 рекомендуется оборудовать доской с ЧПУ.
2 Типы станков
Обратите внимание, что консольные фрезерные станки могут быть как бытовыми, так и профессиональными. Они позволяют обрабатывать детали весом от нескольких граммов до тысяч килограммов.
По размерам оборудования консольно-фрезерные станки по металлу или дереву делятся на три группы:
- первая группа – легкое оборудование массой до 1 тонны;
- вторая группа – среднее оборудование массой от 1 до 10 тонн;
- третья группа – тяжелые агрегаты массой от 10 до 100 тонн;
- есть еще четвертая группа – специальные машины, масса которых превышает 100 тонн.
Любой из вышеперечисленных агрегатов может быть оснащен ЧПУ.
Вторым критерием разделения консольных фрезерных агрегатов на группы является метод управления. Управление станком может быть ручным, полуавтоматическим или автоматическим с использованием ЧПУ.
- Станки с ручным управлением требуют полного управления оператором фрезерного станка. Он должен установить заготовку, включить станок, поднести режущий инструмент, отрегулировать траекторию и скорость резца, выключить станок, снять деталь.
- Полуавтоматические устройства настроены на выполнение определенной циклической задачи. Оператор устанавливает заготовку и запускает станок. Агрегат автоматически выполняет запрограммированный цикл и останавливается. Затем рабочий должен вынуть деталь из замка и выключить машину.
- Автоматические агрегаты оснащены ЧПУ. В этом случае оператор фрезерного станка должен иметь возможность использовать не столько станок, сколько компьютер и связанные с ним программы. Его задача – создать 3D модель будущей детали и нарисовать траекторию движения фрезы, а также другие технические параметры станка.После передачи числового кода на станок, установки заготовки и запуска агрегата он самостоятельно выполнит всю работу. Задача оператора – только наблюдать за его работой.
2.1 Правила эксплуатации горизонтально-фрезерных агрегатов
В техническом паспорте любой модели консольно-фрезерного станка прописаны правила его монтажа, сборки и особенностей эксплуатации. Однако существуют общие правила для любого типа ручного оборудования или оборудования с ЧПУ.Эти требования касаются организации технического процесса и соблюдения работниками правил безопасности.
Первая задача технолога – выбрать и подготовить правильное место для установки устройства. Подбирается в зависимости от габаритов и веса станка. Также важно наличие компенсации вибрации агрегата со стороны платформы, на которой он установлен. Пол под машиной должен быть твердым, обычно монолитным из монолитного железобетона.Дополнительно могут быть установлены опоры с компенсирующими подушками.
Монтаж и обслуживание любого агрегата должен проводить специалист. Категорически запрещается эксплуатация агрегата при малейших технических неисправностях!
Также к общим требованиям к эксплуатации горизонтальных фрезерных станков относятся:
- Оператор горизонтального фрезерного агрегата должен выполнять работу в специальной одежде. Использование защитных перчаток или рукавиц строго запрещено.
- Все работы на станке должны выполняться оператором фрезерного станка в защитных очках.
- Если заготовка для фрезерования весит более 20 кг, она размещается на рабочем столе с помощью подъемных механизмов.
- При возникновении аномальной вибрации или вибрации машину необходимо немедленно остановить. Чаще всего такая неисправность вызвана неправильной установкой фрезы.
- Часто на устройствах горизонтального фрезерного типа устанавливается дополнительный отсос стружки.Но даже в этом случае рабочий должен тщательно очистить станок от стружки и пыли.
НАЗНАЧЕНИЕ:
Горизонтальные обрабатывающие центры предназначены для фрезерования, сверления и растачивания заготовок любой формы и из любых материалов – от чугуна до цветных сплавов, пластмасс и жаропрочных сплавов.
ОТЛИЧИТЕЛЬНЫЕ ХАРАКТЕРИСТИКИ:
- Горизонтальные обрабатывающие центры серии MDH производятся в сотрудничестве с известным производителем обрабатывающих центров OKK (Япония).Совместное производство было организовано более 10 лет назад. Все технологии и оборудование предоставлены японскими специалистами. Ранее центры MDH поставлялись только с разрешения OCC.
- В конструкции горизонтальных обрабатывающих центров применены новейшие технологии, позволяющие добиться высокой точности, скорости обработки и жесткости конструкции.
- ЧПУ FANUC 31i – наиболее широко используемая система в мире. Один из самых стабильных. Он отличается превосходным контролем качества и точностью изготовления и идеально подходит для решения широкого круга сложных задач.Легко найти операторов, сервис по всей России, запчасти в наличии.
- Шарико-винтовые пары используются только с внутренним масляным охлаждением. Установлены датчики термостабилизации, благодаря чему достигаются высокие показатели точности.
- В станках используются японские комплектующие: роликовые направляющие IKO (Япония), гидравлика DAIKIN, мотор-шпиндель ZF (Германия).
ОБЛАСТЬ ПРИМЕНЕНИЯ:
Многоцелевые горизонтально-фрезерные обрабатывающие центры серии MDH предназначены для обработки особо сложных корпусных деталей в автономном режиме и в составе гибких производственных систем.Они используются во всех отраслях машиностроения: автомобилестроении, энергетике, авиакосмической, приборостроительной и многих других отраслях.
КОНСТРУКТИВНЫЕ ОСОБЕННОСТИ:
Станина.
Основание станка выполнено на прочной Т-образной станине высокой прочности и точности.
Корпус машины спроектирован с использованием анализа методом конечных элементов, что обеспечивает необходимое сохранение статической, динамической жесткости и точности.
Дополнительная жесткость / твердость достигается за счет заполнения узлов машины виброизолирующим материалом.
Направляющие.
Роликовые усиленные направляющие IKO (Япония) устанавливаются по осям X, Y, Z.
Прямые роликовые направляющие оснащены сепараторами, увеличивающими срок службы в 2-4 раза и увеличивающими нагрузку.
Роликовые направляющие самосмазывающиеся и смазываются консистентной смазкой для долговременной смазки.
Система ЧПУ.
Система ЧПУ FANUC 31i является наиболее широко используемой в мире системой и одной из самых стабильных, она отлично справляется с контролем качества и точности производства и идеально подходит для управления множеством сложных задач.Легко найти операторов, сервис по всей России, запчасти в наличии.
Шарико-винтовая пара.
Шарико-винтовые пары по осям X, Y, Z используют новейшую технологию внутреннего охлаждения, отслеживая температуру охлаждающего масла, отслеживая мельчайшие колебания температуры. Все это позволило снизить тепловую деформацию ШВП при резании и работе на высоких скоростях, увеличило жесткость крутящего момента, повысило точность обработки станка и эффективно снизило инерционность рабочего стола при быстром перемещении.Скорость движения машины достигает 45 м / мин, что сокращает время обработки.
Шарико-винтовая передача является самосмазывающейся и смазывается для обеспечения долговременной смазки.
Инструментальный цех.
В этом станке используется независимый высокоскоростной инструментальный магазин с синхронной сменой инструмента. Станок-манипулятор теряет главный шпиндель во время смены инструмента, вынимает инструмент и выполняет смену инструмента с помощью двунаправленного кулачка / эксцентрика, имеет высокую стабильность смены инструмента и исключительную долговечность.Магазин инструментов вмещает 40 инструментов. По желанию клиента возможен выбор магазина на 60, 80, 120, 160 инструментов.
Система смены поддонов.
В машине используется подъемная конструкция APC и метод прямого вращения поддона в обоих направлениях. Весь процесс поворота поворотной платформы осуществляется с помощью двух двунаправленных кулачков / эксцентриков, которые постоянно вращаются с высокой скоростью (время поворота: 12,5 сек), они обладают хорошей стабильностью движения и высокой надежностью.
Многоканальное соединение APC (8, 10 соединений) увеличивает функциональность, позволяет использовать машину в автоматической производственной линии.
Шпиндель.
Электрошпиндель с макс. скорость вращения 8000 об / мин, опционально 12000 об / мин.
Шпиндель станка одновременно удовлетворяет требованиям как низкой, так и высокой скорости резания. Шпиндель оснащен современной технологией термокомпенсации для повышения точности станка.
Охлаждение шпинделя осуществляется за счет циркуляции жидкости во внешнем корпусе, а также путем контроля температуры масла в реальном времени, контролируя малейшие колебания температуры.
По желанию клиента возможна установка шпинделя с внутренним охлаждением и приводом через скользящую шестерню.
| Модельный ряд | MDh50P | MDH50 | MDH65 | MDH80 | MDh225 |
| Размер рабочего стола, мм | 400×400 | 500×500 | 630×630 | 800×800 | 1250×1250 |
| Количество поддонов, шт | 2 | 2 | 2 | 2 | 2 |
| Индексирование стола, ° | 1 ° × 360 | 1 ° × 360 | 1 ° × 360 | 1 ° × 360 | 1 ° × 360 |
| Время индексации таблицы, сек | 1,9 | 1,7 | 1,7 | 4,5 | 5 |
| Время смены поддона, сек | 5 | 6 | 12 | 12,5 | 35 | 400 | 800 | 1300 | 2000 | 3000 |
| Перемещение по оси X, мм | 630 | 780 | 1050 | 1400 | 1700 |
| Перемещение по Y, мм | 620 | 750 | 900 | 1100 | 1400 |
| Z-образный механизм, мм | 710 | 800 | 900 | 1050 | 1240 |
| Расстояние от центра шпинделя до поверхности стола, мм | 80-700 | 80-830 | 80-980 | 80-1180 | 70-1470 |
| Расстояние от конца шпинделя до центра стола, мм | 150-860 | 150-950 | 200-1100 | 200-1250 | 360-1600 |
| Конус шпинделя | VT40 | VT50 | VT50 | VT50 | VT50 |
| Максимальная частота вращения шпинделя, об / мин. | 10000 (опция: 12000) | 8000 (опция: 12000, 6000) | 8000 (опция: 12000, 6000) | 8000 (опция: 12000, 4000) | 6000 (опция: 6000) |
| Мощность шпинделя, кВт | 7,5 / 11 | 18,5 / 22 (опция: 25/30, ZF- 22/26) | 18,5 / 22 (опция: 25/30, ZF-22/26) | 25/30 (опция: 30/37? ZF- 22/26) | 22/25 (опция ZF-22/26) |
| Ускоренная подача по осям X, Y, Z, м / мин. | 60 | 45 | 45 (опция 54) | 36 (опция 45) | 45 |
| Количество инструментов, шт. | 40 (опция 60, 80, 120) | 40 (опция 60, 80, 120, 160) | 40 (опция 60, 80, 120, 160) | 40 (опция 60, 80, 120, 160) | 40 (опция 60, 80, 120) |
| Максимальная длина инструмента, мм | 350 | 500 | 500 | 500 | 500 |
| Максимальный вес инструмента, кг | 8 | 25 | 25 | 25 | 25 |
| Максимальный диаметр инструмента, мм | 82/150 | 115/270 | 115/270 | 115/270 | 115/270 |
| Время смены инструмента, сек | 1,2 / 3,4 | 2 / 4,2 | 2 / 4,2 | 2,5 / 6 | 2,5 / 6,2 |
| Точность позиционирования, мм | 0,014 | 0,014 | 0,018 | Х-0.021, Y-0,018 | X-0,021, Y-0,018 |
| Повторяемость, мм | 0,006 | 0,006 | 0,007 | X-0,009, Y-0,007 | X-0,009, Y-0,007 |
| Занимаемая площадь, м | 2,5×5,9 | 3,2×4,9 | 3,5×5,5 | 3,7×6,4 | 6,2×8,7 |
| Масса, кг | 8000 | 15000 | 18000 | 24500 | 32500 |
СТАНДАРТНОЕ ОБОРУДОВАНИЕ:
- Fanuc CNC 31 MB
- Система смены поддонов
- Двухскоростной редуктор
- Шарико-винтовые пары с внутренним охлаждением
- Автоматическая смена инструмента 40 поз.
- 2 шнека для удаления стружки из зоны обработки
- Автоматическая система смазки
- Жесткое нарезание резьбы
- Теплообменник электрического шкафа
- Полное ограждение
- Блок жидкостного охлаждения
- RS-232
- Индикатор состояния
- Лампа освещения
- Набор инструментов
- Опора
ОПЦИИ:
- Индексирование стола 0,001 °
- Оптические линейки (3-осевая HEIDENHAIN)
- Увеличение мощности шпинделя до 25/30 кВт
- Изменение размера Т-образного паза
- Подача СОЖ через шпиндель, 2 МПа
- Подача СОЖ через шпиндель, 7 МПа
- Высокоскоростной шпиндель 35-12 000 об / мин
- Шнековый конвейер для стружки с тележкой
- Система охлаждения с повышенным давлением
- Магазин инструментов на 60 позиций
- Магазин инструментов на 80 позиций
- Магазин инструментов на 120 позиций
- Магазин инструментов на 160 позиций
- Система измерения длины инструмента Metrol + G31-G37
- Система измерения длины детали Renishaw
- Система измерения износа инструмента
- Функция контроля срока службы инструмента
- Перезапуск станка, когда инструмент изношен
- Уловитель масляного тумана (Корея YHB)
- Сепаратор
- Водяной пистолет
- Пневматический пистолет
- Шкаф управления кондиционером воздуха
- Автоматическая дверь
- Увеличение памяти программ
- Комплект CE
- Конус шпинделя SAT
- Редуктор
НАЗНАЧЕНИЕ:
Горизонтальные обрабатывающие центры серииKHL широко используются в производстве пресс-форм, в военной, авиационной, автомобильной, машиностроительной и других отраслях промышленности для обработки различных деталей кузова.Горизонтальные ОТ способны обрабатывать деталь с четырех сторон за одну установку.
Основные операции: фрезерование, растачивание, сверление, развёртывание, зенкование, нарезание резьбы.
ОТЛИЧИТЕЛЬНЫЕ ОСОБЕННОСТИ:
- В конструкции горизонтальных обрабатывающих центров применены новейшие технологии, позволяющие добиться высокой точности, скорости обработки и жесткости конструкции.
- Шпиндель расположен в центре колонны, что обеспечивает оптимальную симметрию и баланс нагрузки по всем осям.
- По желанию заказчика возможны различные варианты привода шпинделя: зубчатая передача ZF, ременная передача и прямой привод.
- Система ЧПУ FANUC – наиболее широко используемая система в мире. Один из самых стабильных. Он отличается превосходным контролем качества и точностью изготовления и идеально подходит для решения широкого круга сложных задач. Легко найти операторов, сервис по всей России, запчасти в наличии.
- Шарико-винтовые пары используются только с внутренним масляным охлаждением.Установлены датчики термостабилизации, благодаря чему достигаются высокие показатели точности. На станках используются
- японские комплектующие: роликовые направляющие HIWIN (Тайвань), гидравлика DAIKIN, мотор-шпиндель ZF (Германия).
КОНСТРУКТИВНЫЕ ОСОБЕННОСТИ:
| Колонная конструкция Каркасная конструкция с двумя колоннами. | |
| Конструкция станка Компактная конструкция с высокой жесткостью, оптимизированная компоновка. | |
| Станина Основание станка выполнено на прочной Т-образной станине высокой прочности и точности. | |
| Направляющие Усиленные роликовые направляющие HIWIN (Тайвань) устанавливаются по осям X, Y, Z. | |
| Шпиндель Шпиндель оснащен современной технологией термокомпенсации для повышения точности станка. | |
| Механизм подачи Высокоточные шарико-винтовые пары с подшипниками NSK-Japan используются для всех осей.
|
Горизонтально-фрезерные обрабатывающие центры с ЧПУ от HAAS могут успешно решать широкий спектр задач, обеспечивая высокую производительность по доступной цене.На станках легко организовать многостороннюю обработку крупногабаритных деталей на одной установке, что позволяет получать сложные высокоточные изделия с минимальными затратами. Еще одно преимущество горизонтального фрезерного станка – эффективное удаление стружки из зоны резания.
На станках с автоматической сменой поддонов обработка может осуществляться непрерывно, нет необходимости останавливать станок для снятия готовых деталей и установки новых заготовок.
Все горизонтально-фрезерные станки и обрабатывающие центры
* Цены на станки указаны без НДС, включая доставку до завода покупателя, включая шеф-монтаж
Классификация поставляемых горизонтально-фрезерных станков
Горизонтально-фрезерные станки с ЧПУ от HAAS, которые поставляет Abamet, можно разделить на следующие основные типы.
С автоматом смены паллет
В эту группу входят машины EC-400, EC-400PP и EC-500. Рабочий поддон может индексироваться с шагом 1 ° (базовое оборудование) или работать как полная 4-я ось (опция). Горизонтально-фрезерный станок ЕС-400ПП имеет сменщик на 6 поддонов. Поддон, находящийся вне рабочей зоны станка, также можно повернуть для удобства оператора.
Без встроенного устройства смены паллет
В эту группу входят крупногабаритные машины EC-1600 и EC-1600ZT.Горизонтально-фрезерный станок с ЧПУ EC-1600ZT имеет увеличенный на 203 мм ход по оси Z. Максимально допустимый вес на рабочем столе – 4536 кг. Опционально доступен поворотный стол (4-я ось) диаметром 762 мм, интегрированный в рабочий стол, что значительно расширяет возможности станка при обработке крупногабаритных деталей с разных сторон.
Основные преимущества горизонтально-фрезерных станков с ЧПУ
| , обработанный за 1 установку с 5 сторон, что гарантирует высокую точность.Надежная и проверенная конструкция с необходимыми ребрами жесткости. Чугун обеспечивает высокую демпфирующую способность. | |
| Конструкция, которая совершенствовалась HAAS более 30 лет, гарантирует точное позиционирование и бесперебойную работу на долгие годы. В основе конструкции – высокоточная червячная передача. | |
| HAAS предлагает быстрые и надежные устройства автоматической смены инструмента бокового типа. Все устройства полностью производятся на заводе HAAS.Доступны устройства смены инструмента на 24, 40 и 70 штук. |
Что предлагает компания «Абамет» и как сделать заказ
Предлагаем комплексный подход к поставке оборудования: технологическая проработка заявки, подбор необходимого оборудования, режущего инструмента, оснастки и технологического оборудования. Мы обеспечиваем качественное и эффективное обслуживание машин сертифицированными инженерами.
Чтобы сделать запрос, свяжитесь с нами по контактному телефону 8-800-333-0-222 (бесплатный номер для звонков из России) или отправьте заявку с техническими характеристиками по электронной почте [email protected] на сайте … Вы также можете оформить заявку, используя формы обратной связи на нашем сайте или связавшись с представительством компании «Абамет» в Вашем регионе.
| Опции | Горизонтально-фрезерные станки и обрабатывающие центры с ЧПУ | |||
|---|---|---|---|---|
| EC-400 | EC-1600 | EC-1600ZT | EC-1600ZT-5AX | |
| Макс. Перемещение по оси X, мм | 559 | 1626 | 1626 | 1626 |
| Макс.перемещение по оси Y, мм | 635 | 1270 | 1270 | 1270 |
| Макс. перемещение по оси Z, мм | 559 | 813 | 1016 | 1016 |
| Макс. движение по оси B, градусы | 360 | 360 * | 360 * | ± 30 |
| Макс. смещение по оси А, град. | – | – | – | 360 |
| Длина поддона / стола, мм | 400 | 1626 | 1626 | 1626 |
| Ширина поддона / стола, мм | 400 | 914 | 914 | 813 |
| Диаметр планшайбы оси В, мм | – | 762 * | 762 * | 762 |
| Диаметр планшайбы оси А, мм | – | – | – | 310 |
| 453,6 | 4536 | 4536 | 4536 | |
| Количество сменных поддонов, шт. | 2 | – | – | – |
| Время смены поддона, сек | 8 | – | – | – |
| Ширина Т-образного паза, мм | – | 16 | 16 | 16 |
| Расстояние между Т-образными пазами, мм | – | 125 | 125 | 145 |
| Размер конуса шпинделя | 40 | 50 | 50 | 50 |
| Макс.скорость шпинделя, об / мин | 8100 | 7500 | 7500 | 7500 |
| Макс.мощность шпинделя, кВт | 22,4 | 22,4 | 22,4 | 22,4 |
| Макс. крутящий момент, кН | 122 | 460 | 460 | 460 |
| Макс. осевое усилие, кН | 15 | 35,6 | 35,6 | 35,6 |
| Макс. скорость холостого хода, м / мин | 35,6 | 15,2 | 15,2 | 15,2 |
| Макс. рабочие подачи по осям, м / мин | 21,2 | 12,7 | 12,7 | 12,7 |
| Количество позиций в устройстве автоматической смены инструмента, шт. | 30/50 * / 100 * | 30 + 1 | 30 + 1 | 30 + 1 |
| Макс.диаметр инструмента (с занятыми соседними позициями), мм | 64 | 102 | 102 | 102 |
| Макс. | ||||