Консольно фрезерный станок 6м82: 6М82 Станок горизонтальный консольно-фрезерный универсальныйсхемы, описание, характеристики
alexxlab | 05.07.2019 | 0 | Фрезерный
Электрооборудование консольно-фрезерного станка 6М82
Электрооборудование: общие сведения
В электрической схеме станка предусмотрены: питание цепи управления от сети напряжением 127 в, питание цепи местного освещения от сети напряжением З6 в, нулевая защита всех электродвигателей, а также защита от коротких замыканий плавкими предохранителями и от перегрузок при помощи тепловых реле.
6м82
Принципиальная электросхема станков моделей 6М82 и 6М82Г
| Условное обозначение | Наименование и назначение аппаратов |
|---|---|
| ТУ | Трансформатор для цепей управления, торможения и освещения |
| ПШ | Пускатель магнитный электродвигателя шпинделя |
| ПТ | Пускатель магнитный для торможения электродвигателя шпинделя |
| ПП, ПЛ | Пускатель магнитный реверсивный электродвигателя подач |
| ЭБ | Электромагнит постоянного тока для включения быстрого хода |
| ПБ | Пускатель магнитный электромагнита быстрого хода |
| РТ-Ш | Реле тепловое электродвигателя шпинделя |
| РТ-П | Реле тепловое электродвигателя подач |
| РТ-О | Реле тепловое электродвигателя насоса СОЖ |
| 1П | Предохранители электродвигателя шпинделя |
| 2П | Предохранители электродвигателя подач |
| 3П | Предохранитель цепи постоянного тока |
| 4П, 5П, 6П | Предохранители цепей управления и освещения |
| ПР | Переключатель реверсивный электродвигателя шпинделя |
| ПУ | Переключатель управления |
| РП | Реле промежуточное |
| РН | Реле напряжения |
| ВВ | Выключатель вводной |
| ВО | Выключатель насоса СОЖ |
| ВМО | Выключатель местного освещения |
| ВС | Выпрямитель селеновый |
| ЛМО | Лампа местного освещения |
| 1КА | Командоаппарат из двух конечных выключателей для продольной подачи |
| 2КА | Командоаппарат из двух конечных выключателей для поперечной и вертикальной подачи |
| 3КА | Командоаппарат для автоматического переключения подачи на быстрый ход |
| 4КА | Командоаппарат для переключения на автоматические циклы |
| КВ | Конечный выключатель для включения электродвигателя подач при переключениях |
| 1КУ, 2КУ | Кнопка “Пуск шпинделя” |
| 3КУ, 4КУ | Кнопки “Стоп” |
| 5КУ | Кнопки “Толчёк” |
| Кнопки “Быстро” |
6м82
Принципиальная электросхема станков 6М82ГБ
В каждой нише имеется по две панели с электроаппаратурой; четыре панели составляют комплект панелей управления станка, имеющий общую монтажную схему.
6м82
Монтажная электросхема станков моделей 6М82 и 6М82Г
6м82
Монтажная электросхема станка модели 6М82ГБ
Для подключения электрооборудования к сети и его отключения имеется вводной выключатель, рукоятка которого расположена нa дверке левой ниши.
Управление электродвигателем шпинделя — кнопочное. Выбор направления вращения шпинделя производится реверсивным переключателем ПР, который устанавливает нужное вращение двигателя шпинделя.
Управление электродвигателем подачи производится от двух командоаппаратов.
Командоаппарат продольной подачи 1КА стоит из двух конечных выключателем: для включения правого и левого хода стола.
Командоаппарат поперечной и вертикальной подач 2КА также состоит из двух конечных выключателей. Рукоятка командоаппарата 2КА имеет пять положений: назад, вниз, вперед, вверх и среднее нейтральное.
Для выполнения на станке разных режимов работы в электросхеме имеется переключатель ПУ-7 на три положения рукоятки. При первом положении- «автоматический цикл» — выполняются только автоматические циклы продольного хода стола, при втором положении — «подача от рукояток» — производится нормальная работа станка и при третьем положении — «круглый стол» — производится работа круглым столом, который как приспособление может быть установлен на столе станка.
Управление вращением круглого стола происходит при одностороннем вращении двигателя подачи.
Электронасос для охлаждающей жидкости управляется от выключателя В0.
Выключатель ВМО служит для отключения местного освещения станка.
Специальный электромагнит ЭБ постоянного тока служит для привода фрикционной муфты быстрого хода.
6м82
Электромагнит быстрого хода
Одновременно с включением быстрого хода электромагнит отключает кулачковую муфту подачи.
Питание электромагнита ЭБ выполняется от селенового выпрамителя ВС, основное назначение которого — давать подмагничивающий ток двигателю шпинделя при торможении.
Вводный выключатель ВВ и реверсивный переключатель ПР предназначены для отключения незагруженных цепеи, поэтому при пользовании этими аппаратами электродвигатель шпинделя необходимо предварительно отключить кнопкой «Стоп».
Работа схемы при ручном управлении
Переключатель управления ПУ должен быть установлен в положении «подача от рукояток».
После выбора направления вращения шпинделя переключателем ПР рукоятку вводного выключателя ВВ необходимо установить в положение «включено». При этом будет подано напряжение сети на клеммы магнитного пускателя ПШ.
От нажатия кнопки «Шпиндель» магнитный пускатель ПШ включается и двигатель шпинделя начинает вращаться.
При включенном пускателе ПШ рукояткой командоаппарата 1КА (или 2КА) можно включить движение стола со скоростью рабочей подачи. Для получения движения стола вправо или назад, включается пускатель ПП, при левом ходе или ходе вперед, вверх работает пускатель ПЛ двигателя подачи.
Движение стола со скоростью быстрого хода происходит только при нажатой кнопке «Быстро», которая включает пускатель ПБ электромагнита быстрого хода.
Быстрым ходом стола можно пользоваться как при включенном так и при отключенном двигателе шпинделя. При отключенном шпинделе быстрый ход осуществляется благодаря шунтированию контакта ПШ 12-28 контактом ПБ при пожатии кнопки «Быстро».
Автоматический останов двигателя подачи при движении стола (консоли или салазок) происходит при переводе концевым кулачком рукоятки командоаппарата 1КА (или 2KA) в нейтральное положение, при этом разрывается цепь питания пускателя ПП (или ПЛ) и двигатель останавливается.
Работа схемы при автоматическом управлении
Автоматическое управление применяется только для продольного хода стола.На станке можно вьшолнить следующие автоматические циклы:
При маятниковом цикле рабочая подача автоматически чередуется с быстрым ходом в каждом направлении.
Для работы на автоматическом цикле переключатель ПУ должен быть установлен в положение «автоматический цикл».
Кроме того, необходимо также сделать механическое переключение валика, имеющегося в салазках станка, из положения «ручное управление» в положение «автоматический цикл». При последнем положении валика кулачковая муфта продольного хода заперта и конечный выключатель 4КА нажат. Это обеспечивает управление продольным движением стола только от командоаппаратов 1КА и 3КА при сблокированных поперечной и вертикальной подачах.
Для объяснения работы схемы в автоматическом цикле разберем выполнение правого скачкообразного цикла с реверсом. Этот цикл состоит из автоматических переключений:
Для получения быстрого хода стола в начале цикла нужно предварительно убедиться в том, что командоаппарат 3КА, управляющий работой пускателя ПБ при автоматических циклах, находится в ненажатом состоянии, т. е. через его контакт 48-26 происходит питание пускателя ПБ.
Если контакт 3КA 48-26 не закрыт, то необходимо сделать поворот звездочки с восемью выступами, сидящей на валу рукоятки командоаппарата 1КА, на один выступ, после чего контакт 8КА 48-26 закроется.
При повороте рукоятки командоаппарата 1КА вправо включится быстрый ход стола вправо, так как произойдет включение пускателей ПП для двигателя подачи и ПБ для электромагнита.
Отключение быстрого хода происходит, когда в нужной точке пути стола откидной кулачок сделает поворот звездочки на один выступ; при этом контакт 48-26 командоаппарата 3КА раскроется, электромагнит ЭБ будет отключен, и стол продолжит движение со скоростью рабочей подачи.
Для переключения движения стола в нужной точке пути с рабочей подачи вправо на быстрый ход влево в пазу стола должны быть установлены рядом два кулачка: кулачок № 1 для перевода рукоятки командоаппарата из положения вправо в положение влево и кулачок № 3 (откидной) для отключения подачи вправо и включения быстрого хода.
Когда кулачок № 1 переводит рукоятку командоаппарата 1КА в положение влево, то перед моментом раскрытия контакта 15-16 от нажатия кулачком №3 на звездочку с выступами в командоаппарате 3КА контакт 48-25 уже закрывается, что обеспечивает питание пускателя ПП по цепи 15-42-48-25-16 при раскрытом контакте 15-16 командоаппарата 1КА.
После перевода рукоятки в положение влево кулачок № 3 поворачивает звездочку на одип выступ и в командоаппарате 3КА раскрывается контакт 48-25, отключая пускатель ПП- подача вправо. Закрытие нормально закрытого контакта пускателя ПП 22-18 замыкает цепь питания пускателя ПЛ, ц двигатель реверсируется. Одновременно контакт 3КА 48-26 включает пускатель ПБ, и стол идет быстро влево.
Остановка быстрого хода влево происходит при переводе кулачком № 2 рукоятки командоаппарата 1КА в нейтральное положение, в котором отключаются двигатель подачи и электромагнит ЭБ.
Наладку на автоматические циклы следует производить без обрабатываемой детали, так как ошибки при наладке могут привести к включению быстрого хода вместо подачи, что может вызвать поломку инструмента.
Работа схемы при остальных автоматических циклах аналогична вышеописанной.
Торможение шпинделя
Электропривод шпинделя имеет динамическое торможение двигателя, которое благодаря плавно нарастающему тормозному моменту лучше обеспечивает сохранность механизма при эксплуатации, чем другие способы торможения.
Для выполнения динамического торможения установлено следующее электрооборудование:
При нажатии кнопки «Стоп» ее нормально закрытый контакт отключает пускатель ПШ и статор двигателя от сети отключается. В отключенной обмотке статора затухающее поле ротора наводит напряжение, приблизительно равное напряжению сети.
Во избежание пробоя селенового выпрямителя последний включается в цепь статора только после снижения наведенного напряжения до малой величины. Контроль исчезновения наведенного напряжения выполняет реле напряжения РН.
Когда реле РН обесточивается, оно своим нормально закрытым контактом 28-41 замыкает цепь питания пускателя ПТ, который подает в обмотку статора постоянный подмагничивающий ток, чем обеспечивается торможение двигателя.
После остановки шпинделя кнопку «Стоп» отпускают, при этом пускатель ПТ отключает селеновый выпрямитель от статора.
Процесс торможения двигателя длится при наибольшей включенной скорости шпинделя 1600 об\мин 3 — 5 сек.
В скоростных модификациях станков с наибольшей скоростью шпинделя 3150 об\мин торможение при высшей скорости длится до 7 сек.
Электросхемы фрезерных станков 6М82, 6М82Г, 6М82Ш, 6М82ГБ, 6М83, 6М83Г, 6М83Ш, 6М12П, 6М12ПБ, 6М13П, 6М13ПБсхемы, описание, характеристики
Сведения о производителе консольно-фрезерных станков 6Р82, 6Р82Г, 6Р82Ш, 6Р83, 6Р83Г, 6Р83Ш, 6P12, 6P13
Производитель универсальных фрезерных станков – Горьковский завод фрезерных станков, основанный в 1931 году.
Производство фрезерных станков на Горьковском станкостроительном заводе началось в 1932 году.
Серия Р Горьковского завода фрезерных станков ГЗФС
История выпуска станков Горьковским заводом, ГЗФС
В 1937 году на Горьковском заводе фрезерных станков были изготовлены первые консольно-фрезерные станки серии 6Б моделей 6Б12 и 6Б82 с рабочим столом 320 х 1250 мм (2-го типоразмера).
В 1951 году запущена в производство серия 6Н консольно-фрезерных станков: 6Н12, 6Н13П, 6Н82, 6Н82Г. Станок 6Н13ПР получил “Гран-При” на всемирной выставке в Брюсселе в 1956 году.
В 1960 году запущена в производство серия 6М консольно-фрезерных станков: 6М12П, 6М13П, 6М82, 6М82Г, 6М83, 6М83Г, 6М82Ш.
В 1972 году запущена в производство серия 6Р консольно-фрезерных станков: 6Р12, 6Р12Б, 6Р13, 6Р13Б, 6Р13Ф3, 6Р82, 6Р82Г, 6Р82Ш, 6Р83, 6Р83Г, 6Р83Ш.
В 1975 году запущены в производство копировальные консольно-фрезерные станки: 6Р13К.
В 1978 году запущены в производство копировальные консольно-фрезерные станки 6Р12К-1, 6Р82К-1.
В 1985 году запущена в производство серия 6Т-1 консольно-фрезерных станков: 6Т12-1, 6Т13-1, 6Т82-1, 6Т83-1 и ГФ2171.
В 1991 году запущена в производство серия 6Т консольно-фрезерных станков: 6Т12, 6Т12Ф20, 6Т13, 6Т13Ф20, 6Т13Ф3, 6Т82, 6Т82Г, 6Т82ш, 6Т83, 6Т83Г, 6Т83Ш.
Читайте также: Сравнительные характеристики консольно-фрезерных станков серий 6М, 6Р, 6Т
Электросхемы консольно-фрезерных станков 6М82, 6М82Г, 6М82Ш, 6М82ГБ, 6М83, 6М83Г, 6М83Ш, 6М12П, 6М12ПБ, 6М13П, 6М13ПБ
Общие сведения
Электрооборудование станка предназначено для питания от сети трехфазного тока напряжением 380 В с частотой 50 Гц. По особому заказу оно может быть выполнено и на другие стандартные напряжения: 220 В или 500 В, а также на частоту сети 60 Гц.
В электрической схеме станка (рис. 50) предусмотрены: питание цепи управления от сети напряжением 127 в, питание цепи местного освещения от сети напряжением 36 В, нулевая защита всех электродвигателей, а также защита от коротких замыканий плавкими предохранителями и от перегрузок при помощи тепловых реле.
Вся пусковая электроаппаратура установлена в двух нишах станины станка.
В каждой нише имеется по две панели с электроаппаратурой; четыре панели составляют комплект панелей управления станка, имеющий общую монтажную схему (рис. 51).
Для подключения электрооборудования к сети и его отключения имеется вводный выключатель, рукоятка которого расположена на дверке левой ниши.
Описание электрооборудования
Управление электродвигателем шпинделя — кнопочное. Выбор направления вращения шпинделя производится реверсивным переключателем ПР, который устанавливает нужное вращение двигателя шпинделя.
Управление электродвигателем подачи производится от двух командоаппаратов.
Командоаппарат продольной подачи 1КА состоит из двух конечных выключателей: для включения правого и левого ходов стола.
Командоаппарат поперечной и вертикальной подач 2КА также состоит из двух конечных выключателей. Рукоятка командоаппарата 2КА имеет пять положений: назад, вниз, вперед, вверх и среднее нейтральное.
Для выполнения на станке разных режимов работы в электросхеме имеется переключатель ПУ на три положения рукоятки. При первом положении — «Автоматический цикл» — выполняются только автоматические циклы продольного хода стола, при втором положении — «Подача от рукояток» — производится нормальная работа станка и при третьем положении — «Круглый стол» — производится работа круглым столом, который как приспособление может быть установлен на столе станка.
Управление вращением круглого стола происходит при одностороннем вращении двигателя подачи.
Электронасос для охлаждающей жидкости управляется от выключателя ВО.
Выключатель ВМО служит для отключения местного освещения станка.
Специальный электромагнит ЭБ постоянного тока (рис. 52) служит для привода фрикционной муфты быстрого хода.
Одновременно с включением быстрого хода электромагнит отключает кулачковую муфту подачи.
Питание электромагнита ЭБ выполняется от селенового выпрямителя ВС, основное назначение которого — давать подмагничивающий ток двигателю шпинделя при торможении.
Вводный выключатель ВВ и реверсивный переключатель ПР предназначены для отключения ненагруженных цепей, поэтому при пользовании этими аппаратами электродвигатель шпинделя необходимо предварительно отключить кнопкой «Стоп».
Работа электросхемы при ручном управлении
Переключатель управления ПУ должен быть установлен в положении «Подача от рукояток».
После выбора направления вращения шпинделя переключателем ПР рукоятку вводного выключателя ВВ необходимо установить в положение «Включено». При этом будет подано напряжение сети на, клеммы магнитного пускателя ПШ.
От нажатия кнопки «Шпиндель» магнитный пускатель ПШ включается, и двигатель шпинделя будет вращаться.
При включенном пускателе ПШ рукояткой командоаппарата 1КА (или 2КА) можно включить движение стола со скоростью рабочей подачи. Для получения движения стола вправо (или назад, вниз) включается пускатель ПП, при левом ходе (или ходах вперед, вверх) работает пускатель ПЛ двигателя подачи.
Движение стола со скоростью быстрого хода происходит только при нажатой кнопке «Быстро», которая включает пускатель ПБ электромагнита быстрого хода.
Быстрым ходом стола можно пользоваться как при включенном, так и при отключенном двигателях шпинделя. При отключенном шпинделе быстрый ход осуществляется благодаря шунтированию контакта ПШ 12-28 контактом ПБ при нажатии кнопки «Быстро».
Автоматический останов двигателя подачи при движении стола (консоли или салазок) происходит при переводе концевым кулачком рукоятки командоаппарата 1КА (или 2КА) в нейтральное положение, при этом разрывается цепь питания пускателя ПП (или ПЛ), и двигатель останавливается.
Работа электросхемы при автоматическом управлении
Автоматическое управление применяется только для продольного хода стола.
На станке можно выполнять следующие автоматические циклы:
- правый скачкообразный с реверсом
- левый скачкообразный с реверсом
- маятниковый
При маятниковом цикле рабочая подача стола автоматически чередуется с быстрым ходом в каждом направлении.
Для работы на автоматическом цикле переключатель ПУ должен быть установлен в положение «Автоматический цикл».
Кроме того, необходимо также сделать механическое переключение валика, имеющегося в салазках станка, из положения «Ручное управление» в положение «Автоматический цикл». При последнем положении валика кулачковая муфта продольного хода заперта, и конечный выключатель 4КА нажат. Это обеспечивает управление продольным движением стола только от командоаппаратов 1КА и 3КА при сблокированных поперечной и вертикальной подачах.
Для объяснения работы схемы в автоматическом цикле разберем выполнение правого скачкообразного цикла с реверсом. Этот цикл состоит из автоматических переключений:
- с быстрого хода вправо на подачу вправо
- с подачи вправо на быстрый ход влево
- с быстрого хода влево на «Стоп»
Для получения быстрого хода стола в начале цикла нужно предварительно убедиться в том, что командоаппарат 3КА, управляющий работой пускателя ПБ при автоматических циклах, находится в не нажатом состоянии, т. е. через его контакт 43-26 происходит питание пускателя ПБ.
Если контакт 3КА 43-26 не закрыт, то необходимо сделать поворот звездочки с восемью выступами, сидящей на валу рукоятки командоаппарата 1КА на один выступ, после чего контакт 3КА 43-26 закроется.
При повороте рукоятки командоаппарата 1КА вправо включится быстрый ход стола вправо, так как произойдет включение пускателей /7/7 для двигателя подачи и ПБ для электромагнита.
Отключение быстрого хода происходит, когда в нужной точке пути стола откидной кулачок сделает поворот звездочки на один выступ, при этом контакт 43-26 командоаппарата 3КА раскроется, электромагнит ЭБ будет отключен, и стол продолжит движение со скоростью рабочей подачи.
Для переключения движения в нужной точке пути с рабочей подачи вправо на быстрый ход влево в пазу стола должны быть установлены рядом два кулачка:
- кулачок № 1 для перевода рукоятки командоаппарата из положения вправо в положение влево
- кулачок № 3 (откидной) для отключения подачи вправо и включения быстрого хода
Когда кулачок № 1 переводит рукоятку командоаппарата 1КА в положение влево, то перед моментом раскрытия контакта 15-16 от нажатия кулачка № 3 на звездочку с выступами в командоаппарате 3КА контакт 43-26 уже закрывается, что обеспечивает питание пускателя ПП по цепи 15-42-43-25-16 при раскрытом контакте 15-16 командоаппарата 1КА (см. в схеме диаграмму переключателя 3КА).
После перевода рукоятки в положение влево кулачок 3 повернет звездочку на один выступ и в командоаппарате 3КА раскроется контакт 43-26, отключая пускатель ПП — подача вправо. Закрытие нормально закрытого контакта пускателя ПП 22-18 замыкает цепь питания пускателя ПЛ, и двигатель реверсируется. Одновременно контакт 3КА 43-26 включает пускатель ПБ, и стол идет быстро влево.
Остановка быстрого хода влево происходит при переводе кулачком № 2 рукоятки командоаппарата 1КА в нейтральное положение, в котором отключаются двигатель подачи и электромагнит ЭБ.
Наладку на автоматические циклы следует производить без обрабатываемой детали, так как ошибки при наладке могут привести к включению быстрого хода вместо подачи, что может вызвать поломку инструмента.
Работа схемы при остальных автоматических циклах аналогична вышеописанной.
Импульсное включение двигателей
Для получения быстрого сцепления зубьев зубчатых колес при переключениях скоростей шпинделя предусмотрен кратковременный поворот двигателя шпинделя.
Для указанной цели имеется кнопка «Толчок», при нажатии которой двигатель шпинделя получает кратковременное вращение. Кратковременность включения пускателя ПШ происходит благодаря тому, что при его включении получает питание реле РП, которое, становясь на самопитание, разрывает своим контактом 33-27 цепь питания пускателя ПШ.
При переключениях подачи также имеется возможность кратковременного включения двигателя подачи с помощью конечного выключателя KB, который включает двигатель в то время, когда ручка переключения находится в выдвинутом положении.
Торможение шпинделя
Электропривод шпинделя имеет динамическое торможение двигателя, которое благодаря плавно нарастающему тормозному моменту лучше обеспечивает сохранность механизма при эксплуатации, чем другие способы торможения.
Для выполнения динамического торможения установлено следующее электрооборудование:
- Селеновый выпрямитель ВС, соединенный со специальной обмоткой трансформатора ТУ. Эта обмотка имеет напряжение 55 В при напряжении сети 380 В и 36 В при 220 В.
- Магнитный пускатель ПТ для включения постоянного тока в обмотку статора двигателя на время торможения.
- Промежуточное реле РН, имеющее катушку для напряжения сети трехфазного тока.
При нажатии кнопки «Стоп» ее нормально закрытый контакт отключает пускатель ПШ, и статор двигателя от сети отключается. В отключенной обмотке статора затухающее поле ротора наводит напряжение, приблизительно равное напряжению сети.
Во избежание пробоя селенового выпрямителя последний включается в цепь статора только после снижения наведенного напряжения до малой величины. Контроль исчезновения наведенного напряжения выполняет реле напряжения РН.
Когда реле РН обесточивается, оно своим нормально закрытым контактом 23-41 замыкает цепь питания пускателя ПТ, который подает в обмотку статора постоянный подмагничивающий ток, чем обеспечивается торможение двигателя.
После остановки шпинделя кнопку «Стоп» отпускают, при этом пускатель ПТ отключает селеновый выпрямитель от статора.
Процесс торможения двигателя длится при наибольшей включенной скорости шпинделя 1600 об/мин 3—5 сек.
Блокировки станка
Электросхема имеет ряд блокировок, которые введены для обеспечения правильной эксплуатации станка и его электрооборудования:
- Одновременное включение рукояток командоаппаратов 1КA и 2КА вызывает остановку двигателя подачи, так как совместная работа двух подач не допускается кинематикой станка
- В положении переключателя ПУ «Автоматический цикл» исключены работа поперечной и вертикальной подач и управление от кнопки «Быстро»
- В положении переключателя ПУ «Круглый стол» работа продольной, поперечной и вертикальной подач невозможна
- В положении переключателя ПУ «Подача от рукояток» нормально замкнутые контакты в реверсивном пускателе двигателя подачи зашунтированы для получения принудительного реверсирования двигателя подачи в случае «прилипания» якоря к неподвижному сердечнику магнита в пускателе
- Не допускается рабочая подача во всех направлениях, а также вращение круглого стола при не включенном двигателе шпинделя.
Схема электрическая принципиальная фрезерных станков 6М82, 6М82Г, 6М82Ш, 6М82ГБ, 6М83, 6М83Г, 6М83Ш, 6М12П, 6М12ПБ, 6М13П, 6М13ПБ
Электрическая принципиальная схема фрезерных станков серии 6М
Схема электрическая принципиальная консольно-фрезерных станках серии 6М. Смотреть в увеличенном масштабе
Схема электрическая принципиальная консольно-фрезерных станках серии 6М. Смотреть в увеличенном масштабе
Перечень элементов схемы электрической принципиальной консольно-фрезерных станка
Перечень элементов схемы электрической принципиальной консольно-фрезерных станков
Перечень элементов схемы электрической принципиальной консольно-фрезерных станках. Скачать в увеличенном масштабе
Схема электрическая принципиальная фрезерных станков 6М82, 6М82Г, 6М82Ш, 6М82ГБ, 6М83, 6М83Г, 6М83Ш, 6М12П, 6М12ПБ, 6М13П, 6М13ПБ
Электрическая принципиальная схема фрезерных станков серии 6М
Схема электрическая принципиальная консольно-фрезерных станках серии 6М. Смотреть в увеличенном масштабе
Диаграммы переключателей. Назначение путевых выключателей фрезерных станков серии 6М
Диаграммы переключателей. Назначение путевых выключателей на консольно-фрезерных станках серии 6М. Смотреть в увеличенном масштабе
Перечень элементов схемы электрической принципиальной фрезерных станков серии 6М
Перечень элементов схемы электрической принципиальной консольно-фрезерных станках серии 6М. Смотреть в увеличенном масштабе
Cхема расположения электрооборудования на вертикальных консольно-фрезерных станках 6М12П, 6М12ПБ, 6М13П, 6М13ПБ
Cхема расположения электрооборудования на станках 6М12П, 6М12ПБ, 6М13П, 6М13ПБ
Cхема расположения электрооборудования на консольно-фрезерных станках 6М12П, 6М12ПБ, 6М13П, 6М13ПБ. Скачать в увеличенном масштабе
Cхема расположения электрооборудования на горизонтальных консольно-фрезерных станках 6М82, 6М82Г, 6М82ГБ, 6М83, 6М83Г
Cхема расположения электрооборудования на станках 6М82, 6М82Г, 6М82ГБ, 6М83, 6М83Г
Cхема расположения электрооборудования на горизонтальных консольно-фрезерных станках 6М82, 6М82Г, 6М82ГБ, 6М83, 6М83Г. Скачать в увеличенном масштабе
Cхема расположения электрооборудования на широкоуниверсальных консольно-фрезерных станках 6М82Ш, 6М83Ш
Cхема расположения электрооборудования на станках 6М82Ш, 6М83Ш
Cхема расположения электрооборудования на широкоуниверсальных консольно-фрезерных станках 6М82Ш, 6М83Ш. Скачать в увеличенном масштабе
Перечень графических символов на консольно-фрезерном станке
Перечень графических символов на консольно-фрезерном станке
Перечень графических символов на консольно-фрезерном станке. Скачать в увеличенном масштабе
Перечень графических символов на консольно-фрезерном станке
Перечень графических символов на консольно-фрезерном станке. Скачать в увеличенном масштабе
Перечень графических символов на консольно-фрезерном станке
Перечень графических символов на консольно-фрезерном станке. Скачать в увеличенном масштабе
Описание электрооборудования фрезерных станков. Видеоролик.
- Консольно-фрезерные станки серии “М” № 2; 3. Руководство к электрооборудованию 380 в 50 Гц
- Игнатов В.А. Электрооборудование современных металлорежущих станков и обрабатывающих комплексов, 1991
- Комаров А.Ф. Наладка и эксплуатация электрооборудования металлорежущих станков, 1975
- Розман Устройство, наладка и эксплуатация электроприводов металлорежущих станков, 1985
- Чернов Е.А. Комплектные электроприводы станков с ЧПУ, 1989
- Харизоменов И.В. Электрическое оборудование металлорежущих станков, 1958
Список литературы:
Связанные ссылки
Каталог справочник консольно-фрезерных станков
Паспорта к консольно-фрезерным станкам и оборудованию
Купить каталог, справочник, базу данных: Прайс-лист информационных изданий
6Н82 Станок консольно-фрезерный горизонтальный с поворотным столом
Сведения о производителе консольно-фрезерного станка 6Н82
Производитель серии консольных фрезерных станков 6Н82 Горьковский завод фрезерных станков, основанный в 1931 году.
Завод специализируется на выпуске широкой гаммы универсальных фрезерных станков, а, также, фрезерных станков с УЦИ и ЧПУ, и является одним из наиболее известных станкостроительных предприятий в России.
Начиная с 1932 года, Горьковский завод фрезерных станков занимается выпуском станков и является экспертом в разработке и производстве различного металлорежущего оборудования.
Продукция Горьковского завода фрезерных станков ГЗФС
6Н82 Станок горизонтальный консольный фрезерный с поворотным столом – универсальный. Схемы, описание, характеристики
Серийный консольно-фрезерный станок 6Н82 производился с 1951 года. В 1960 году был заменен на более совершенную модель 6М82.
Консольные фрезерные станки серии Н (6Н12, 6Н13, 6Н82, 6Н83) выпускались Горьковским заводом фрезерных станков (ГЗФС) начиная с 1951 года. Станки сходны между собой по конструкции, широко унифицированы и является дальнейшим усовершенствованием аналогичных станков серии К.
Универсальный консольно-фрезерный станок модели 6Н82 отличается от горизонтального консольно-фрезерного станка модели 6Н82Г тем, что его стол может быть повернут вокруг вертикальной оси на угол до 45° в обе стороны, тогда как стол станка модели 6М82Г — неповоротный.
Станки модели 6Н83 (6Н83Г) отличаются от станков 6Н82 (6Н82Г) увеличенными размерами рабочего стола и более мощным двигателем главного движения.
Универсальный консольно-фрезерный станок 6Н82 предназначен для обработки различных изделий сравнительно небольших размеров из стали, чугуна, цветных металлов и пластмасс в основном цилиндрическими, торцовыми, дисковыми, угловыми, фасонными и модульными фрезами специальными фрезами в условиях индивидуального и серийного производства. Наличие поворотного стола позволяет нарезать винтовые канавки при изготовлении косозубых колес, фрез, зенкеров, разверток и тому подобных деталей.
Универсальным фрезерный станок 6Н82 называется потому, что рабочий стол может быть повернут относительно вертикальной оси на ±45 градусов.
Широкий диапазон скоростей шпинделя и подач стола обеспечивает возможность обработки изделий на оптимальных режимах резания, в том числе и фрезерования винтовых канавок с использованием универсальной делительной головки.
Для вращения шпинделя и механических подач стола предусмотрены приводы от отдельных электродвигателей. Стол станка может совершать быстрые перемещения в трех направлениях.
Ручной и механический приводы сблокированы. Выключение механических перемещений стола может осуществляться упорами и вручную. Для торможения шпинделя применяется электромагнитная муфта.
Повышенная мощность электродвигателей и жесткость станка обеспечивают обработку изделий. на скоростных режимах резания твердосплавным инструментом.
Станок 6Н82 может применяться в единичном мелкосерийном и серийном производстве.
Станок имеет следующие технические характеристики:
- Расстояние от оси шпинделя до стола – 450 мм
- Расстояние от оси шпинделя до хобота – 155 мм
- Размер рабочей поверхности стола – 320×1250 мм
- Наибольшее перемещение стола: продольное – 700 мм; поперечное – 250 мм; вертикальное – 450 мм
- Число скоростей шпинделя – 18
- Число подач стола – 18
- Мощность электродвигателя главного привода – 7 кВт
- Частота вращения – 1440 мин-1
- Мощность электродвигателя привода подачи – 1,7 кВт
- Частота вращения – 1440 мин-1
- Поворот стола – 45°
Режущий инструмент (цилиндрические, дисковые, фасонные фрезы), устанавливаются на оправку шпинделя. Оправка одним концом опирается на опору подшипника, а другим закреплена на шпинделе посредством торцевой шпонки. Опора подшипника имеет возможность перемещаться вдоль оправки по направляющим хобота.
Шпиндель получает вращение от коробки скоростей; для уменьшения вибраций, возникающих вследствие прерывистости процесса резания, на выходном валу коробки скоростей установлен маховик. Коробка скоростей размещена в полости станины. На станине также расположены вертикальные направляющие, по которым перемещается консоль с коробкой подач; салазки и стол с фрезеруемой заготовкой. Салазки совершают поперечные перемещения относительно консоли, а стол, в свою очередь – продольные перемещения относительно салазок. Таким образом, заготовка, установленная на столе имеет возможность поступательного перемещения относительно трех координатных осей. Станина станка крепиться к фундаментной плите, на которой также располагается опора винта вертикальной подачи.
Движения в станке
- Движение резания — вращение шпинделя с фрезой
- Движения подач — продольное, поперечное и вертикальное поступательные перемещения стола
- Вспомогательные движения — все указанные перемещения стола, выполняемые на быстром ходу или вручную
Принцип работы
Обрабатываемые детали закрепляются непосредственно на столе, в машинных тисках или специальных приспособлениях, устанавливаемых на столе станка. При необходимости делить заготовку на несколько равных частей применяют универсальную делительную головку.
Насадные фрезы закрепляют на консольных или опорных оправках. Для поддержания шпиндельных оправок применяют хобот с центральной и концевой подвесками (серьгами). Хвостовые фрезы закрепляют непосредственно в конусе шпинделя или цанговом патроне. Торцовые фрезерные головки устанавливают и закрепляют на торце шпинделя.
Настройка станка в соответствии с конфигурацией и размерами обрабатываемой детали производится за счет быстрых механических или ручных перемещений стола, поперечных салазок и консоли. При нарезании винтовых канавок поворачивают стол в соответствии с углом наклона фрезеруемой винтовой канавки. При работе на тяжелых режимах для повышения жесткости узла консоли устанавливают дополнительную связь между столом и хоботом.
Класс точности станка Н. Шероховатость обработанной поверхности V4—V5.
Аналоги консольно-фрезерного станка 6Н82
FU315E – 1250 х 315 станок универсальный консольно-фрезерный – производитель Гомельский станкостроительный завод
X6130A, X6130A/L – 1150 х 300 станок универсальный консольно-фрезерный – производитель Fujian Sanming Machine Tool Co.,LTD Китай
X6132, X6135 – 1320 х 320 станок универсальный консольно-фрезерный – производитель Fujian Sanming Machine Tool Co.,LTD Китай
XW6032B – 1320 х 320 станок универсальный консольно-фрезерный – производитель Shandong Weida Heavy Industries Co.,Ltd. Китай
История выпуска станков Горьковским заводом, ГЗФС
В 1937 году на Горьковском заводе фрезерных станков были изготовлены первые консольно-фрезерные станки серии 6Б моделей 6Б12 и 6Б82 с рабочим столом 320 х 1250 мм (2-го типоразмера).
В 1951 году запущена в производство серия 6Н консольно-фрезерных станков: 6Н12, 6Н13П, 6Н82, 6Н82Г. Станок 6Н13ПР получил “Гран-При” на всемирной выставке в Брюсселе в 1956 году.
В 1960 году запущена в производство серия 6М консольно-фрезерных станков: 6М12П, 6М13П, 6М82, 6М82Г, 6М83, 6М83Г, 6М82Ш.
В 1972 году запущена в производство серия 6Р консольно-фрезерных станков: 6Р12, 6Р12Б, 6Р13, 6Р13Б, 6Р13Ф3, 6Р82, 6Р82Г, 6Р82Ш, 6Р83, 6Р83Г, 6Р83Ш.
В 1975 году запущены в производство копировальные консольно-фрезерные станки: 6Р13К.
В 1978 году запущены в производство копировальные консольно-фрезерные станки 6Р12К-1, 6Р82К-1.
В 1985 году запущена в производство серия 6Т-1 консольно-фрезерных станков: 6Т12-1, 6Т13-1, 6Т82-1, 6Т83-1 и ГФ2171.
В 1991 году запущена в производство серия 6Т консольно-фрезерных станков: 6Т12, 6Т12Ф20, 6Т13, 6Т13Ф20, 6Т13Ф3, 6Т82, 6Т82Г, 6Т82ш, 6Т83, 6Т83Г, 6Т83Ш.
Читайте также: Сравнительные характеристики консольно-фрезерных станков серий 6М, 6Р, 6Т
Присоединительные базы фрезерного станка 6Н82. Хобот и серьги
Присоединительные базы фрезерного станка 6Н82. Хобот и серьги
Присоединительные базы фрезерного станка 6Н82. Шпиндель
Присоединительные базы фрезерного станка 6Н82. Шпиндель
Общий вид фрезерного станка 6Н82
Фото фрезерного станка 6Н82
Фото фрезерного станка 6Н82
Расположение составных частей горизонтального консольно-фрезерного станка 6Н82
Расположение составных частей фрезерного станка 6Н82
Составные части горизонтального консольно-фрезерного станка 6Н82
- Фундаментная плита
- Коробка подач
- Станина
- Переключатель поперечной и вертикальной подач стола
- Переключение скоростей шпинделя
- фланцевый электродвигатель
- Лимб величин подач
- Коробка скоростей
- Хобот
- Шпиндель
- Включение продольной подачи стола
- Люнет
- Стол
- Поддерживающие стойки
- Поворотная часть стола
- Поперечные салазки
- Направляющие для перемещения консоли
- Переключение подач стола
- Лимб
Конструктивные особенности станка 6Н82
На фундаментной плите 1 установлена станина 3. Плита выполнена в виде корыта для сбора охлаждающей жидкости.
Станина 3 выполнена коробчатой формы. С передней стороны на боковой части имеются направляющие для перемещения консоли 17.
На верху станины перемещается хобот 9, а внутри нее смонтирована коробка скоростей 8 с приводом от фланцевого электродвигателя 6.
Консоль 17 служит для монтажа поперечных салазок 16, поворотной части 15, стола 13 и коробки подач 2. Поперечные салазки 16 перемещаются по направляющим консоли в поперечном направлении вместе с поворотной частью 15. Рабочий стол 13 монтируется в направляющих поворотной части 15 и перемещается по ним. Он может быть повернут по круговым направляющим нижней половины поворотной части. На верхней поверхности стола выполнены три Т-образных паза. Два из них служат для закрепления приспособлений и делительной головки, а средний паз — для выверки их на параллельность оси стола. Для увеличения жесткости хобот 9 соединяется с консолью с помощью поддерживающих стоек 14. Оправки с инструментами вставляются одним концом в коническое отверстие шпинделя 10, а другим — в отверстие люнета 12. Используя перемещения консоли, поперечных салазок и стола, заготовка может перемещаться в вертикальном, поперечном и в продольном направлениях.
Шпиндель 10 станка вращается на трех опорах, из них две опоры — конические роликовые подшипники, третья задняя — радиальный шариковый подшипник. У третьей опоры на шпинделе сидит маховик Ø 170 мм, позволяющий значительно снизить частоту собственных колебаний 2-го порядка. Влияние его на процесс фрезерования чрезвычайно велико. Все остальные валы в коробке скоростей вращаются также в подшипниках качения. Часть валов коробки подач вращается в подшипниках скольжения.
Для управления движениями станка применяются рукоятки: 5 — переключения скоростей шпинделя; 11 — включения продольной подачи стола; 18 — переключения подач стола; 4 — включения поперечной и вертикальной подачи стола.
На станке для установки чисел оборотов шпинделя и подач стола имеются два лимба 7 и 19. Автоматическое выключение подачи стола производится при помощи конечных выключателей, установленных на столе и на консоли.
Структурная схема горизонтально-фрезерного станка 6Н82
Структурная схема горизонтально-фрезерного станка 6Н82
Кинематическая схема горизонтально-фрезерного станка 6Н82
Кинематическая схема фрезерного станка 6Н82
1. Схема кинематическая консольно-фрезерного станка 6Н82. Смотреть в увеличенном масштабе
2. Схема кинематическая консольно-фрезерного станка 6Н82. Смотреть в увеличенном масштабе
Кинематическая схема станка. Основные кинематические цепи станка: вращение шпинделя и рабочее перемещение стола в одном из трех направлений (продольном, поперечном и вертикальном) и цели ускоренных движений стола.
Главное движение — вращение шпинделя осуществляется от главного электродвигателя через валы I, II, III, IV и V.
Узлы консольно-фрезерного станка 6Н82
Коробка скоростей универсально-фрезерного станка 6Н82
Коробка скоростей фрезерного станка 6Н82 в разрезе
- Маховик
- Шпиндель
- Конические роликоподшипники
- Зубчатые колеса
- Электродвигатель
- Шлицевые валы
- Шарикоподшипники
- Станина
Возможные положения блоков зубчатых колес коробки скоростей, соответствующие 18 ступеням чисел оборотов шпинделя.
Механизм переключения подач станка 6Н82
Схема механизма переключения подач фрезерного станка 6Н82
- Лимб механизма переключения подач
- Рукоятка переключения
- Фиксатор положения диска
- Диски переключения
- Рейки зубчатые
- А, В, С — передвижные блоки
Переключение блоков А, В, С производится с помощью вилок, закрепленных на соответствующих рейках. Рейки 5 получают перемещение от двойного диска 4 с отверстиями, закрепленными на одной оси с рукояткой переключения 2.
Возможные положения блоков зубчатых колес коробки подач, соответствующие 18 ступеням чисел оборотов шпинделя.
Цепь подач. Привод подач осуществляется от отдельного фланцевого электродвигателя мощностью 1,7 кВт при 1420 об/мин, смонтированного в консоли. Через коробку подач ходовым винтам продольного и поперечного перемещения стола сообщаются 18 различных подач в пределах от 23,5 до 1180 мм/мин, а винту вертикального перемещения стола – 18 различных подач в пределах от 8 до 390 мм/мин.
Вал I коробки подач приводится во вращение непосредственно электродвигателем, от него вращение передается валу II зубчатой парой 26:44, валу III зубчатой парой 24:64, валу IV зубчатыми парами 18:36, или 27:27, или 36:18, валу V зубчатыми парами 18:40, или 21:37, или 24:34 и далее валу VI через перебор 13:45; 18:40 или непосредственно зубчатой передачей 40:40.
С вала VI движение передается:
- винту продольной подачи стола по цепи 28:35; 18:33; 33:37; 18:16 и 18:18
- винту поперечной подачи стола по цепи 28:35; 18:33 и 33:37; 37:33
- винту вертикальной подачи стола по цепи 28:35; 18:33; 22:33 и 22:44
В табл. 10 приведены возможные включения зубчатых колес для осуществления 18 различных продольных подач. Поперечные подачи имеют те же значения, вертикальные подачи в три раза меньше.
При ускоренном (быстром) перемещении стола коробка подач отключается и движение передается от электродвигателя по цепи 26:44; 44:57; 57:43 к валу VI и далее изложенным выше способом передачи движения. Скорость быстрых продольного и поперечного перемещений составляет 2300 мм/мин, вертикального перемещения – 770 мм/мин.
Для лучшего понимания кинематической схемы цепи подач на рис. 116 приводится разрез коробки подач. Коробка подач является самостоятельным узлом, монтируемым с левой стороны консоли. Она одинакова для всей гаммы станков 6Н82, 6Н82Г и 6Н12.
На рис. 116 дана развертка коробки подач, причем обозначения валов и зубчатых колес соответствуют схеме на рис. 111. От электродвигателя (на рис. 116, а не показан) через зубчатое колесо 2 = 26 вращение передается на вал II при помощи зубчатого колеса 2=44, а от него через зубчатые колеса 24:64 на вал III, затем при помощи трех блоков зубчатых колес на валы IV, V и VI. Вал VI, называемый фрикционным, обозначен на рис 116, а цифрой 14. Эти передачи служат для осуществления рабочих подач стола, салазок и консоли.
Для быстрых перемещений вращение от электродвигателя (на рис. 116, а не показан) передается через зубчатое колесо 2=26, промежуточные зубчатые колеса 2=44 и 2=57, минуя коробку подач, на зубчатое колесо 16 (2=43), получающее постоянное число оборотов (870) в минуту.
Фрикционный вал 14 передает вращение, полученное им от зубчатых колес 2=40 или 2=57, на вал VII (см. рис. 111) при помощи зубчатых колес 2=28 и 2=35 для осуществления либо рабочих подач, либо быстрых перемещений.
На фрикционном валу 14 (см. рис. 116, а) расположены две муфты – кулачковая 6 и фрикционная многодисковая 13. Для 1 Разверткой называется условное изображение узла или механизма, при котором находящиеся в разных плоскостях детали развертывают на одной плоскости чертежа.
Эти перемещения осуществляются с постоянной скоростью. В этом случае вращение от электродвигателя, минуя коробку подач, непосредственно передается через вал VIII, винтовые колеса 12—24 и фрикционную муфту М2 валу XIII и далее рабочим органам станка. При быстром вращении вал XIII благодаря наличию обгонной муфты Мо автоматически расцепляется с корпусом червячной шестерни 36.
Технические характеристики станка 6Н82
| Наименование параметра | 6Н82 | 6М82 | 6Р82 | 6Т82 |
|---|---|---|---|---|
| Основные параметры станка | ||||
| Класс точности по ГОСТ 8-71 и ГОСТ 8-82 | Н | Н | Н | Н |
| Размеры рабочей поверхности стола (длина х ширина), мм | 320 х 1250 | 320 х 1250 | 320 х 1250 | 320 х 1250 |
| Наименьшее и наибольшее расстояние от оси шпинделя до стола, мм * При ручном перемещении и снятом нижнем ограничительном кулачке | 30..400 | 30..410 | 30..400* | 30..400 |
| Расстояние от оси шпинделя до хобота, мм | 155 | 155 | 155 | 155 |
| Максимальная нагрузка на стол (по центру), кг | 250 | 400 | ||
| Рабочий стол | ||||
| Число Т-образных пазов Размеры Т-образных пазов | 3 | 3 | 3 | 3 |
| Наибольшее перемещение стола продольное от руки/ от двигателя (ось X), мм | 700 | 700/ 700 | 800/ 800 | 800 |
| Наибольшее перемещение стола поперечное от руки/ от двигателя (ось Y), мм | 250 | 240/ 260 | 240/ 250 | 320 |
| Наибольшее перемещение стола вертикальное от руки/ от двигателя (ось Z), мм | 450 | 380/ 380 | 360/ 370 | 370 |
| Наибольший угол поворота стола, град | ±45 | ±45 | ±45 | ±45 |
| Цена одного деления шкалы поворота стола, град | 1 | 1 | 1 | 1 |
| Перемещение стола на одно деление лимба (продольное – ось X, поперечное – ось Y), мм | 0,05 | 0,05 | 0,05 | 0,05 |
| Перемещение стола на одно деление лимба (вертикальное – ось Z), мм | 0,05 | 0,05 | 0,05 | 0,05 |
| Перемещение стола на один оборот лимба продольное и поперечное, мм | 6 | 6 | 6 | |
| Перемещение стола на один оборот лимба вертикальное, мм | 2 | 2 | 2 | |
| Шпиндель | ||||
| Частота вращения шпинделя, об/мин | 31,5..1600 | 31,5..1600 | 31,5..1600 | |
| Количество скоростей шпинделя | 18 | 18 | 18 | 18 |
| Эскиз конца шпинделя | ГОСТ 836-72 | ГОСТ 836-72 | ||
| Конус шпинделя | 50 | |||
| Наибольший допустимый крутящий момент на шпинделе Нм | 1070 | |||
| Механика станка | ||||
| Быстрый ход стола продольный (ось X), м/мин | 3 | 3 | 4 | |
| Быстрый ход стола поперечный (ось Y), м/мин | 3 | 3 | 4 | |
| Быстрый ход стола вертикальный (ось Z), м/мин | 1 | 1 | 1,33 | |
| Число ступеней рабочих подач стола | 18 | 18 | 18 | 22 |
| Пределы рабочих подач. Продольных (ось X), мм/мин | 25..1250 | 25..1250 | 12,5..1600 | |
| Пределы рабочих подач. Поперечных (ось Y), мм/мин | 25..1250 | 25..1250 | 12,5..1600 | |
| Пределы рабочих подач. Вертикальных (ось Z), мм/мин | 8,3..416,6 | 8,3..416,6 | 4,1..530 | |
| Наибольшее усилие резания при продольной/ поперечной/ вертикальной подаче, кН | 20/ 12/ 8 | |||
| Выключающие упоры подачи продольной | есть | есть | есть | |
| Выключающие упоры подачи поперечной, вертикальной | нет | нет | нет | |
| Блокировка ручной и механической подачи (продольной) | есть | есть | есть | |
| Блокировка ручной и механической подачи (поперечной, вертикальной) | есть | есть | есть | Автоматическая прерывистая подача Продольная | есть | есть | есть |
| Автоматическая прерывистая подача Поперечная и вертикальная | нет | нет | нет | нет |
| Торможение шпинделя (муфта) | есть | есть | есть | |
| Предохранение от перегрузки (муфта) | есть | есть | есть | |
| Привод | ||||
| Электродвигатель привода главного движения, кВт | 7 | 7 | 7,5 | 7,5 |
| Электродвигатель привода подач, кВт | 1,7 | 1,7 | 2,2 | 3 |
| Электродвигатель зажима инструмента, кВт/ об/мин | нет | нет | нет | 0,25 |
| Электронасос охлаждающей жидкости Тип | ПА-22У | Х14-22М | ||
| Электродвигатель насоса охлаждающей жидкости, кВт | 0,125 | 0,12 | 0,12 | |
| Производительность насоса СОЖ, л/мин | 22 | 22 | 22 | |
| Габарит и масса станка | ||||
| Габариты станка (длина ширина высота), мм | 2260 х 1745 х 1660 | 2305 х 1950 х 1670 | 2280 х 1965 х 1690 | |
| Масса станка, кг | 2800 | 2900 | 3150 |
- Вертикальные консольно-фрезерные станки с поворотной головкой 6Н13П, 6Н13ПБ. Паспорт станка, 1955
- Вертикальный консольно-фрезерный станок 6Н12. Руководство по уходу и обслуживанию, 1952
- Консольный вертикально-фрезерный станок с поворотной головкой 6Н13П. Краткое описани и инструкция по эксплуатации, 1965
- Горизонтально-фрезерный станок 6Н82, 6Н82Г. Руководство, 1959
- Каталог-справочник сменяемых деталей консольно-фрезерных станков 6Н82, 6Н82Г, 6Н12, Тула, 1973
- Аврутин С.В. Основы фрезерного дела, 1962
- Аврутин С.В. Фрезерное дело, 1963
- Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
- Барбашов Ф.А. Фрезерное дело 1973
- Барбашов Ф.А. Фрезерные работы (Профтехобразование), 1986
- Блюмберг В.А. Справочник фрезеровщика, 1984
- Григорьев С.П. Практика координатно-расточных и фрезерных работ, 1980
- Копылов Работа на фрезерных станках,1971
- Косовский В.Л. Справочник молодого фрезеровщика, 1992
- Кувшинский В.В. Фрезерование,1977
- Ничков А.Г. Фрезерные станки (Библиотека станочника), 1977
- Пикус М.Ю. Справочник слесаря по ремонту металлорежущих станков, 1987
- Плотицын В.Г. Расчёты настроек и наладок фрезерных станков, 1969
- Плотицын В.Г. Наладка фрезерных станков,1975
- Рябов С.А. Современные фрезерные станки и их оснастка, 2006
- Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
- Тепинкичиев В.К. Металлорежущие станки, 1973
- Чернов Н.Н. Металлорежущие станки, 1988
- Френкель С.Ш. Справочник молодого фрезеровщика (3-е изд.) (Профтехобразование), 1978
Список литературы:
Связанные ссылки
Каталог справочник консольно-фрезерных станков
Паспорта к консольно-фрезерным станкам и оборудованию
6Т82Г Станок консольно-фрезерный горизонтальный схемы, описание, характеристики
Сведения о производителе консольно-фрезерного станка 6Т82Г
Производитель серии универсальных фрезерных станков 6Т82г – Горьковский завод фрезерных станков, основанный в 1931 году.
Завод специализируется на выпуске широкой гаммы универсальных фрезерных станков, а, также, фрезерных станков с УЦИ и ЧПУ, и является одним из наиболее известных станкостроительных предприятий в России.
Производство фрезерных станков на Горьковском станкостроительном заводе началось в 1932 году.
В 1985 году завод начал выпуск серию горизонтальных консольно-фрезерных станков 6Т82 и 6Т83, которые являются дальнейшим развитием станков аналогичных моделей серии Р (6Р82, 6Р83).
Сегодня консольно-фрезерный станок 6Т82г – выпускает:
Продукция Горьковского завода фрезерных станков ГЗФС
6Т82Г, 6Т82ГБ Станок консольно-фрезерный горизонтальный. Назначение и область применения
Горизонтальный консольно-фрезерный станок 6Т82Г сконструирован на основе базовой модели 6Т82Г-1 с высокой степенью унификации функциональных узлов и деталей.
Консольно-фрезерные станки моделей 6Т82Г предназначены для фрезерования всевозможных деталей из стали, чугуна и цветных металлов цилиндрическими, дисковыми, фасонными, угловыми, торцовыми, концевыми и другими фрезами в условиях индивидуального и серийного производства. Возможность настройки станка на различные полуавтоматические и автоматические циклы позволяет успешно использовать станки для выполнения работ операционного характера в поточных и автоматических линиях в крупносерийном производстве.
По сравнению с ранее выпускавшимися станками серии Р (6р82г, 6р83г) в станках серии Т (6т82г, 6т83г) увеличены частоты вращения шпинделя, скорости быстрых перемещений и подач стола. Для удобства перемещения стола вручную маховик помещен с передней стороны станка.
Консольно-фрезерные станки моделей 6Т82Г, 6Т82ГБ представляют собой оригинальные станки высокой точности и жесткости.
Универсальный консольно-фрезерный станок модели 6Т82 отличается от горизонтального консольно-фрезерного станка модели 6Т82Г тем, что его стол может быть повернут вокруг вертикальной оси на угол до 45° в обе стороны, тогда как стол станка модели 6Т82Г — неповоротный.
Станки модели 6Т83Г отличаются от станков 6Т82Г увеличенными размерами рабочего стола и более мощным двигателем главного движения.
Горизонтальный быстроходный консольно-фрезерный станок модели 6Т82ГБ отличается от станка модели 6Т82Г наличием более высоких чисел оборотов шпинделя и подач стола.
На горизонтальном консольно-фрезерном станке 6Т82Г можно обрабатывать вертикальные и горизонтальные плоскости, пазы, углы, рамки, зубчатые колеса и т.д.
Станки предназначены для выполнения различных фрезерных работ в условиях как индивидуального, так и крупносерийного производства. В условиях крупносерийного производства станки могут быть успешно использованы также для выполнения работ операционного характера.
Техническая характеристика и высокая жесткость станков позволяют полностью использовать возможности как быстрорежущего, так и твердосплавного инструмента. Большая мощность привода главного движения и тяговое усилие продольной подачи стола позволяют производить за один проход обработку широких горизонтальных поверхностей набором цилиндрических или фасонных фрез, установленных на горизонтальной оправке.
Технологические возможности станка могут быть расширены с применением делительной головки, поворотного круглого стола, накладной универсальной головки и других приспособлений.
Станки автоматизированы и могут быть настроены на различные, автоматические циклы, что повышает производительность труда, исключает необходимость обслуживания станков рабочими высокой квалификации и облегчает возможность организации многостаночного обслуживания.
Особенностями конструкции станка являются:
- широкие диапазоны величин подач стола
- быстросменное крепление инструмента
- наличие механизма замедления подачи
- замедление рабочей подачи в автоматическом цикле
- возможность работы в автоматических циклах, включая обработку по рамке
- автоматическая смазка узлов
- применение бесконтактных быстродействующих электромагнитных муфт в приводе подач
- повышенная точность станка за счет расположения винта поперечной подачи но оси фрезы
- возможность перемещения стола одновременно по двум и трем координатам
- возможность применения электродвигателя постоянного тока в приводе подач
- возможная дальнейшая автоматизация станков за счет применения цифровой индикации и устройств оперативного управления
Для сокращения вспомогательного времени и удобства управления в станках предусматриваются:
- дублированное управление кнопочно-рукояточпого типа (спереди и с левой стороны станка)
- пуск и останов шпинделя и включение быстрых ходов станка при помощи кнопок
- управление движениями стола от рукояток, направление поворота которых совпадает с направлением движения стола
- изменение скоростей и подач с помощью однорукояточных выборочных механизмов, позволяющих получать любую скорость или подачу поповоротом лимба без прохождения промежуточных ступеней
- торможение постоянным током
Класс точности станка Н по ГОСТ 8—77.
Модификации консольно-фрезерных станков серии “Т”
На базе станков серии «Т» разработаны различные модификации и специализированные станки:
- 6Т12 – 6Т12-27, 6Т12-29, 6Т12-30
- 6Т13 – 6Т13-27, 6Т13-29, 6Т13-30
- 6Т82Г – 6Т82Г-27 (ГФ2793), 6Т82Г-29, 6Т82Г-30
- 6Т83Г – 6Т83Г-27 (ГФ2797), 6Т83Г-29, 6Т83Г-30
- 6Т82 – 6Т82-27 (ГФ2794), 6Т82-29, 6Т82-30
- 6Т83 – 6Т83-27 (ГФ2798), 6Т83-29, 6Т83-30
- 6Т82Ш – 6Т82Ш-27, 6Т82Ш-29, 6Т82Ш-30, 6Т82Ш-35, 6Т82Ш-36, 6Т82Ш-37, 6Т82Ш-38
- 6Т83Ш – 6Т83Ш-27, 6Т83Ш-29, 6Т83Ш-30, 6Т83Ш-35, 6Т83Ш-36, 6Т83Ш-37, 6Т83Ш-38
Модификации 6Т…-27 имеют увеличенное на 100 мм расстояние от оси (торца) шпинделя до рабочей поверхности стола и механизм пропорционального (в 2 раза) замедления рабочей подачи.
История выпуска станков Горьковским заводом, ГЗФС
В 1937 году на Горьковском заводе фрезерных станков были изготовлены первые консольно-фрезерные станки серии 6Б моделей 6Б12 и 6Б82 с рабочим столом 320 х 1250 мм (2-го типоразмера).
В 1951 году запущена в производство серия 6Н консольно-фрезерных станков: 6Н12, 6Н13П, 6Н82, 6Н82Г. Станок 6Н13ПР получил “Гран-При” на всемирной выставке в Брюсселе в 1956 году.
В 1960 году запущена в производство серия 6М консольно-фрезерных станков: 6М12П, 6М13П, 6М82, 6М82Г, 6М83, 6М83Г, 6М82Ш.
В 1972 году запущена в производство серия 6Р консольно-фрезерных станков: 6Р12, 6Р12Б, 6Р13, 6Р13Б, 6Р13Ф3, 6Р82, 6Р82Г, 6Р82Ш, 6Р83, 6Р83Г, 6Р83Ш.
В 1975 году запущены в производство копировальные консольно-фрезерные станки: 6Р13К.
В 1978 году запущены в производство копировальные консольно-фрезерные станки 6Р12К-1, 6Р82К-1.
В 1985 году запущена в производство серия 6Т-1 консольно-фрезерных станков: 6Т12-1, 6Т13-1, 6Т82-1, 6Т83-1 и ГФ2171.
В 1991 году запущена в производство серия 6Т консольно-фрезерных станков: 6Т12, 6Т12Ф20, 6Т13, 6Т13Ф20, 6Т13Ф3, 6Т82, 6Т82Г, 6Т82ш, 6Т83, 6Т83Г, 6Т83Ш.
Читайте также: Сравнительные характеристики консольно-фрезерных станков серий 6М, 6Р, 6Т
Габаритные размеры рабочего пространства фрезерного станка 6Т82Г
Чертеж рабочего пространства фрезерного станка 6Т82Г
Присоединительные базы фрезерного станка 6Т82Г
Присоединительные базы фрезерного станка 6Т82Г
Общий вид горизонтального консольно-фрезерного станка 6Т82Г
Фото консольно-фрезерного станка 6Т82Г
Фото консольно-фрезерного станка 6Т82Г
Фото консольно-фрезерного станка 6Т82Г. Скачать в увеличенном масштабе
Состав и конструкция фрезерного станка 6Т82Г
Состав и конструкция фрезерного станка 6Т82Г
Перечень составных частей фрезерного станка 6Т82Г-1
- станина – 6T82Г-1.10
- коробка переключения – 6P82.5
- пульт боковой – 6Т82Г-1.85
- коробка скоростей – 6Т82Г-1.30
- устройства электромеханического зажима инструмента – 6P13К.93-06
- шкаф управления – 6T82Г-1.81
- стол и салазки – 6Т82Г-1.70 (6T82-1.70)
- механизм замедления подачи – 6T82Г-1.41
- пульт основной – 6Т82Г-1.84
- консоль – 6Т82Г-1.60
- коробка подач – 6Т82Г-1.40
Расположение органов управления фрезерным станком 6Т82Г
Расположение органов управления фрезерным станком 6Т82Г
Расположение органов управления фрезерным станком 6Т82Г. Скачать в увеличенном масштабе
Перечень органов управления фрезерным станком 6Т82Г
- Указатель скоростей шпинделя
- Кнопка “Толчок шпинделя”
- Переключатель “Зажим-отжим инструмента”
- Кнопка “Перемещение стола вперед, влево, вверх”
- Переключатель выбора направления перемещения стола
- Кнопка “Перемещение стола назад, вправо, вниз”
- Кнопка “Стоп перемещения стола”
- Кнопка “Замедленная подача”
- Кнопка “Быстрое перемещение стола” (дублирующая)
- Кнопка “Стоп” аварийная
- Кнопка “Стоп шпинделя” (дублирующая)
- Рукоятка переключения скоростей шпинделя
- Кнопка “Пуск шпинделя” (дублирующая)
- Ручное перемещение хобота
- Зажим серег
- Зажимы салазок
- Клавиша “Перемещение стола влево”
- Клавиша “Перемещение стола вправо”
- Клавиша “Стоп продольного перемещение стола”
- Зажимы стола
- Переключатель включения режима работы стола “Ручной – механический”
- Маховик ручного продольного перемещения стола
- Кнопка “Пуск шпинделя”
- Кольцо-нониус
- Лимб механизма поперечных перемещений стола
- Ручное поперечное перемещение стола
- Кнопка “Стоп” аварийная
- Ручное вертикальное перемещение стола
- Переключатель выбора режима работы станка
- Грибок переключения подач
- Кнопка “Стоп шпинделя”
- Переключатель “Замедленная подача”
- Кнопка “Быстрое перемещение стала”
- Клавиш “Стоп вертикального перемещения стола”
- Клавиша “Перемещение стола вниз”
- Клавиша “Перемещение стола вверх”
- Маховик ручного продольного перемещения стола (дублирующий)
- Клавиша “Стоп поперечного перемещения стола”
- Клавиша “Перемещение стола вперед”
- Клавиша “Перемещение стола назад”
- Зажим хобота
- Вводной выключатель
- Переключатель направления вращения шпинделя “Влево-вправо”
- Переключатель насоса охлаждения “Включено-выключено”
- Переключатель выбора автоматических циклов по рамке
- Переключатель выбора автоматических циклов стола
- Зажим консоли
- Зажимы поворотных салазок
- Рукоятка ручного вертикального и поперечного перемещений стола, (съемная)
Кинематическая схема фрезерного станка 6Т82Г
Кинематическая схема фрезерного станка 6Т82Г
Схема кинематическая горизонтального консольно-фрезерного станка 6Т82Г. Скачать в увеличенном масштабе
Привод подач осуществляется от отдельного фланцевого электродвигателя, смонтированного в консоли. Рабочие подачи настраиваются с помощью переключаемых зубчатых колес коробки подач, состоящих из двух трехвенцовых блоков и одного передвижного зубчатого колеса с кулачковой муфтой. На последнем валу коробки в кинематической цепи рабочих подач предусмотрена шариковая пружинная регулируемая муфта, предохраняющая механизм подач от перегрузок.
С последнего вала коробки подач движение передается в консоль. Затем через ряд цилиндрических и конических зубчатых колес, смонтированных в консоли и салазках, путем включения соответствующей кулачковой муфты приводится во вращение один из трех ходовых винтов, и таким образом осуществляются продольная, поперечная или вертикальная подачи.
Переключаемые зубчатые колеса коробки подач позволяют при разных зацеплениях получить 18 различных подач.
Кинематическая цепь для ускоренных (установочных) перемещений стола, салазок и консоли выполняется путем передачи движения от двигателя через паразитные зубчатые колеса непосредственно на зубчатое колесо фрикциона быстрого хода, смонтированного на последнем валу коробки подач.
Указанный фрикцион сблокирован с муфтой рабочих подач, тем самым устраняются случаи их одновременного включения.
Cхема электрическая фрезерного станка 6Т82Г
Электрическая схема фрезерного станка 6Т82Г
Схема электрическая принципиальная консольно-фрезерного станка 6Т82Г. Скачать в увеличенном масштабе
Читайте также: Электросхемы фрезерных станков серии 6Т
Установочный чертеж фрезерного станка 6Т82Г
Установочный чертеж фрезерного станка 6Т82Г
6Т82Г Станок консольно-фрезерный горизонтальный. Видеоролик.
Технические характеристики станков моделей 6Т82Г
| Наименование параметра | 6Т82 | 6Т82Г | 6Т83 | 6Т83Г |
|---|---|---|---|---|
| Класс точности по ГОСТ 8-82 | Н | Н | Н | Н |
| Рабочий стол | ||||
| Максимальная нагрузка на стол (по центру), кг | 400 | 400 | 630 | 630 |
| Размеры рабочей поверхности стола (длина х ширина), мм | 1250 х 320 | 1250 х 320 | 1600 х 400 | 1600 х 400 |
| Число Т-образных пазов Размеры Т-образных пазов | 3 | 3 | 3 | 3 |
| Наибольшее перемещение стола продольное/ поперечное/ вертикальное механическое, мм | 800/ 320/ 370 | 800/ 320/ 370 | 1000/ 400/ 360 | 1000/ 400/ 360 |
| Расстояние от оси шпинделя до стола при ручном перемещении, мм | 30…400 | 30…400 | 30…390 | 30…390 |
| Расстояние от оси шпинделя до хобота, мм | 155 | 155 | 190 | 190 |
| Наибольший угол поворота стола, град | ±45 | нет | ±45 | нет |
| Цена одного деления шкалы поворота стола, град | 1 | нет | 1 | нет |
| Перемещение стола на одно деление лимба (продольное, поперечное, вертикальное), мм | 0,05 | 0,05 | 0,05 | 0,05 |
| Перемещение стола на один оборот лимба продольное/ поперечное/ вертикальное, мм | 6/ 6/ 2 | 6/ 6/ 2 | 6/ 6/ 2 | 6/ 6/ 2 |
| Шпиндель | ||||
| Частота вращения шпинделя, об/мин | 31,5…1600 | 31,5…1600 | 31,5…1600 | 31,5…1600 |
| Количество скоростей шпинделя | 18 | 18 | 18 | 18 |
| Механика станка | ||||
| Быстрый ход стола продольный/ поперечный/ вертикальный, м/мин | 4/ 4/ 1,33 | 4/ 4/ 1,33 | 4/ 4/ 1,33 | 4/ 4/ 1,33 |
| Число ступеней рабочих подач стола | 22 | 22 | 22 | 22 |
| Пределы рабочих подач. Продольных и поперечных, мм/мин | 12,5…1600 | 12,5…1600 | 12,5…1600 | 12,5…1600 |
| Пределы рабочих подач. Вертикальных, мм/мин | 4,1…530 | 4,1…530 | 4,1…530 | 4,1…530 |
| Наибольшее усилие резания при продольной/ поперечной/ вертикальной подаче, кН | 15/ 12/ 5 | 15/ 12/ 5 | 20/ 12/ 8 | 20/ 12/ 8 |
| Выключающие упоры подачи продольных | есть | есть | есть | есть |
| Выключающие упоры подачи поперечных, вертикальных | нет | нет | нет | нет |
| Блокировка ручной и механической подачи (продольной, поперечной, вертикальной) | есть | есть | есть | есть |
| Блокировка раздельного включения подачи | есть | есть | есть | есть |
| Автоматическая прерывистая подача Продольная | есть | есть | есть | есть |
| Автоматическая прерывистая подача Поперечная и вертикальная | нет | нет | нет | нет |
| Торможение шпинделя | есть | есть | есть | есть |
| Предохранение от перегрузки (муфта) | есть | есть | есть | есть |
| Привод | ||||
| Электродвигатель привода главного движения, кВт/ об/мин | 7,5/ 1455 | 7,5/ 1455 | 11/ 1460 | 11/ 1460 |
| Электродвигатель привода подач, кВт/ об/мин | 3/ 1435 | 3/ 1435 | 3/ 1435 | 3/ 1435 |
| Электродвигатель зажима инструмента, кВт/ об/мин | 0,25/ 2760 | 0,25/ 2760 | 0,25/ 2760 | 0,25/ 2760 |
| Электродвигатель насоса охлаждающей жидкости, кВт/ об/мин | 0,12/ 2800 | 0,12/ 2800 | 0,12/ 2800 | 0,12/ 2800 |
| Электронасос охлаждающей жидкости Тип | Х14-22М | Х14-22М | Х14-22М | Х14-22М |
| Производительность насоса СОЖ, л/мин | 22 | 22 | 22 | 22 |
| Суммарная мощность всех электродвигателей, кВт | 10,87 | 10,87 | 14,37 | 14,37 |
| Габариты и масса станка | ||||
| Габариты станка (длина ширина высота), мм | 2280 1965 1690 | 2280 1965 1690 | 2579 2252 1770 | 2579 2252 1770 |
| Масса станка, кг | 3150 | 3900 |
- Станки консольно-фрезерные 6Т82Г-1, 6Т82-1, 6Т83Г-1, 6Т83-1. Руководство по эксплуатации 6Т82Г-1.00.000 РЭ,
- Станки фрезерные консольные широкоуниверсальные 6Т82Ш, 6Т83Ш. Руководство по эксплуатации 6Т82Ш.00.000 РЭ, 1986
- Консольно-фрезерные станки 6Т82Г-1, 6Т82-1, 6Т12-1, 6Т82Ш-1, 6Т83Г-1, 6Т83-1, 6Т13-1, 6Т83Ш-1. Руководство по эксплуатации электрооборудования 6Т82Г.00.000 РЭ1
- Аврутин С.В. Основы фрезерного дела, 1962
- Аврутин С.В. Фрезерное дело, 1963
- Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
- Барбашов Ф.А. Фрезерное дело 1973
- Барбашов Ф.А. Фрезерные работы (Профтехобразование), 1986
- Блюмберг В.А. Справочник фрезеровщика, 1984
- Григорьев С.П. Практика координатно-расточных и фрезерных работ, 1980
- Копылов Работа на фрезерных станках,1971
- Косовский В.Л. Справочник молодого фрезеровщика, 1992
- Кувшинский В.В. Фрезерование,1977
- Ничков А.Г. Фрезерные станки (Библиотека станочника), 1977
- Пикус М.Ю. Справочник слесаря по ремонту металлорежущих станков, 1987
- Плотицын В.Г. Расчёты настроек и наладок фрезерных станков, 1969
- Плотицын В.Г. Наладка фрезерных станков,1975
- Рябов С.А. Современные фрезерные станки и их оснастка, 2006
- Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
- Тепинкичиев В.К. Металлорежущие станки, 1973
- Чернов Н.Н. Металлорежущие станки, 1988
- Френкель С.Ш. Справочник молодого фрезеровщика (3-е изд.) (Профтехобразование), 1978
Список литературы:
Связанные ссылки
Каталог справочник консольно-фрезерных станков
Паспорта к консольно-фрезерным станкам и оборудованию
Справочник деревообрабатывающих станков
Купить каталог, справочник, базу данных: Прайс-лист информационных изданий
6м80 Станок горизонтальный консольно-фрезерный с поворотным столом
Сведения о производителе широкоуниверсального фрезерного станка 6м80
Универсальный консольно-фрезерный станок 6м80 и горизонтальный консольно-фрезерный станок 6м80г выпускался Вильнюсским станкостроительным заводом “Жальгирис”.
В 1947 году станкостроительный завод «Жальгирис» выпустил первую продукцию – 13 настольно-сверлильных станков.
В 1949 году было начато освоение более сложной продукции – поперечно–строгальных станков, за которыми последовало производство горизонтальных, вертикальных и универсальных консольно–фрезерных станков.
Станки, выпускаемые Вильнюсским станкостроительным заводом “Жальгирис”
6м80 Станок горизонтальный консольно-фрезерный с поворотным столом – универсальный. Назначение и область применения
Универсально-фрезерный станок, модель 6М80, с поворотным столом и горизонтально-фрезерный станок, модель 6М80Г предназначены для фрезерования небольших деталей из стали, чугуна и цветных металлов цилиндрическими, дисковыми, фасонными, угловыми, торцовыми, концевыми и другими фрезами в условиях индивидуального и серийного производства. Возможность настройки станка на различные полуавтоматические и автоматические циклы позволяет успешно использовать станки для выполнения работ операционного характера в поточных и автоматических линиях в крупносерийном производстве.
На фрезерном станке 6М80 можно обрабатывать вертикальные и горизонтальные плоскости, пазы, углы, рамки, зубчатые колеса и т.д. На станке модели 6м80 можно фрезеровать всевозможные спирали, для чего стол его поворачивается вокруг своей вертикальной оси.
На станках 6М80 удобно выполнять фрезерование торцов, скосов, лысок, шлицев, пазов.
В качестве инструмента могу быть использованы различные типы фрез: цилиндрические, дисковые, фасонные, а также наборы фрез. Возможно также применение торцовых и концевых фрез.
Особенности конструкции и принцип работы станка
Повышенная мощность и широкий диапазон скоростей и подач позволяет успешно работать как быстрорежущими фрезами, так и фрезами, оснащенными пластинками из твердого сплава.
Станки 6М80 состоят из групп (рис.4), спецификация которых приведена выше.
В станину с задней стороны встраивается коробка скоростей. Клиновые ремни передают вращение на шпиндель, смонтированный в станине. Ременная передача исключает вибрации при работе на высоких скоростях, что выгодно отличает эти станки от станков существующих, где привод на шпиндель жесткий. В верхней части станины сделаны направляющие для хоботов.
Спереди на всей высоте станины идут направляющие для консоли. Последняя служит для размещения на ней салазок столом. С левой стороны консоли монтируется коробка подач.
Электрооборудование монтируется в легкодоступных надежно защищенных нишах станины.
Охлаждение смонтировано на основании под задним кожухом.
Класс точности станка Н по ГОСТ 8—77.
Габаритные размеры рабочего пространства фрезерного станка 6м80, 6м80г
Габарит рабочего пространства фрезерного станка 6м80
Присоединительные базы фрезерного станка 6м80, 6м80г
Присоединительные базы фрезерного станка 6м80
Общий вид горизонтального консольно-фрезерного станка 6м80
Фото фрезерного станка 6м80
Фото фрезерного станка 6м80
Фото фрезерного станка 6м80
Общий вид горизонтального консольно-фрезерного станка 6м80. Смотреть в увеличенном масштабе
Фото фрезерного станка 6м80
Общий вид горизонтального консольно-фрезерного станка 6м80. Смотреть в увеличенном масштабе
Фото фрезерного станка 6м80
Общий вид горизонтального консольно-фрезерного станка 6м80. Смотреть в увеличенном масштабе
Расположение органов управления фрезерным станком 6м80, 6м80г
Расположение органов управления фрезерным станком 6м80
Расположение органов управления фрезерным станком 6м80. Смотреть в увеличенном масштабе
Перечень органов управления фрезерным станком 6м80, 6м80г
- Упоры продольной подачи
- Винт зажима стола
- Рукоятка включения продольной подачи
- Кнопка “Стоп”
- Кнопка “Пуск”
- Маховик ручной поперечной подачи
- Рукоятка вертикального перемещения консоли
- Рукоятка включения поперечной и вертикальной подач
- Рукоятка изменения величины подачи
- Упоры поперечной подачи
- Упоры вертикальной подачи
- Пакетный выключатель “Подача”
- Пакетный выключатель “Шпиндель”
- Пакетный выключатель освещения
- Пакетный выключатель охлаждения
- Пакетный выключатель
- Рукоятка переключения скоростей
- Маховик ручной продольной подачи
- Рукоятка включения перебора
- Кнопка “Толчок”
- Зажим хобота
- Гайка зажима консоли
- Рукоятка зажима салазок на консоли
- Винт зажима салазок
- Рукоятка ускоренного хода
- I Станина 1
- II Коробка скоростей 2
- III Шпиндель 21
- IV Коробка подач 3
- V Консоль 4
- VI Салазки 5
- VII Стол 51
Кинематическая схема фрезерного станка 6м80, 6м80г
Кинематическая схема фрезерного станка 6м80
Главный привод станка
Вращение шпинделя осуществляется от фланцевого асинхронного электродвигателя мощностью 2,8 кВт через шестиступенчатую коробку скоростей, ременную передачу и перебор.
Верхние 6 ступеней чисел оборотов шпинделя получают при включении кулачковой муфты. При этом отключают шестерни перебора 13 и 14.
Таким образом, на высоких скоростях вращение шпинделя в последнем звене осуществляется ремнями, а переборный вал вообще не вращается. Для получения нижних 6 ступеней муфта выключается, переборные шестерни 13 и 14 вводятся в зацепление соответственно с шестернями 12 и 15.
Привод подач
Привод подач осуществляется от асинхронного электродвигателя мощностью 0,6 кВт, встроенного внутрь консоли.
От электродвигателя вращение передается через шестерни 16, 17, 18, 19 на вал Х 12-и ступенчатой коробки подач.
Через коробку подач (валы XI и XII) вращение передается на шестерню 56, сидящую на валу XIII.
В шестерню 56, встроена предохранительная муфта 34.
При включении кулачковой муфты 57 начинают вращаться вал XIII и шестерня 36. Последняя, находясь в зацеплении с шестерней 37, приводит во вращение валы консоли.
Цепь ускоренного хода идет, минуя валы X, XI, XII, с шестерни 19 на шестерню 35, сидящую свободно на валу ХIII. При включении фрикционной муфты 58 начинают вращаться вал ХIII и шестерня 36. Далее движение идет так же, как при рабочих подачах.
Включение продольных, поперечных и вертикальных подач производится соответственно муфтами 49, 72, 73.
Реверсирование подач выполняется посредством конических шестерен 43 и 44 для продольной подачи и паразитной шестерни 69 для поперечной и вертикальной подач.
Устройство и работа станка 6м80, 6м80г. Специфические особенности отдельных узлов станина, хобот, подвеска, поддержка
Станина
В узел “Станина” входят: основание, стойка, дверки, крышки и кожух.
На основании устанавливается стойка, кронштейн с гайкой винта подъема консоли и насос охлаждения. Внутренняя полость основания является резервуаром для охлаждающей жидкости.
Стойка коробчатой формы разделена поперечной вертикальной перегородкой на две части.
В этой перегородке имеется большое окно, через которое вставляется коробка скоростей вместе с управлением.
Небольшое квадратное окно в левой стенке служит для помещения рукоятки переключения скоростей.
Окно в правой стенке служит для монтажа насоса смазки. Передняя стенка стойки выполнена в виде направляющих профиля “ласточкин хвост” для консоли. Такой же формы направляющие выполнены на верхней стенке для хобота.
В верхней части стойки имеются расточки для шпинделя и вала перебора.
Спереди, с левой стороны станины предусмотрен платик для крепления на нем планки с упорами, ограничивающими вертикальный ход консоли.
Хобот представляет собой отливку коробчатой формы. Зажим хобота на стойке осуществляется клином при помощи винта, расположенного сзади стойки.
На хоботе крепятся подвески, которые служат опорами для фрезерных оправок. Одна из них для уменьшения потерь на трение смонтирована на подшипниках качения. Вторая подвеска обеспечивает возможность жесткого фрезерования реечными и цилиндрическими фрезами с размерами менее 75 мм. Опорой для оправки служит бронзовая втулка.
Для увеличения жесткости хобот может быть связан с консолью при помощи поддержки.
Узлы главного привода
Шестиступенчатая коробка скоростей (рис.19) представляет собой отдельный узел, встраиваемый в станину с задней стороны. Коробка привертывается к вертикальной перегородке стойки таким образом, что ее корпус помещается во внутреннем пространстве стойки.
К коробке скоростей прифланцован электродвигатель, соединенный с нижним валом коробки при помощи упругой муфты.
К верхней части коробки скоростей прикреплено натяжное устройство с ведущим шкивом ременной передаче.
При натяжении ремней шестерня 80Г 2424/ 80Г 2429, жестко связанная со шкивом, обкатывается вокруг шестерни 80Г2054, 80Г2055А, сидящей на верхнем валу коробки скоростей.
Шпиндель с перебором (рис. 20) смонтирован непосредственно в стойке. В качестве опор шпинделя применены двухрядные роликовые подшипники 5,6 с посадкой внутреннего кольца на конус. Для восприятия осевых усилий установлены упорные шарикоподшипники 7.
От шкива, находящегося на натяжном устройстве, движение передается на шкив 8, сидящий соосно со шпинделем не отдельных опорах.
На нижних шести ступенях чисел оборотов шпиндель получает вращение через шестерни перебора 10.
Для получения верхних шести скоростей нужно отключить перебор, а шпиндель соединить напрямую с помощью кулачковой муфты 9 со шкивом.
Включение перебора осуществляется посредством рычажного механизма, рукоятка 19 которого выходит на левую сторону станины (рис.4).
Механизм переключения скоростей смонтирован на самой коробке и состоит из диска с кривыми и рычагом переключения (рис.21).
Поворот диска осуществляется рукояткой 17 (рис.4), вынесенной на левую сторону станины.
Числа на лимбе, указывающие скорости при работе с перебором, окрашены в белый цвет, а числа, указывающие работу с отключенным перебором, окрашены в красный цвет. Указатели окрашены тоже в разные цвета.
При переключении следует следить, чтобы цвет указателя совпадал с цветом чисел лимба.
Во избежание возможной путаницы при переключении на левой стороне станины станка имеются таблицы, указывающие работу с перебором и без перебора.
Консоль и коробка подач
Механизмы привода подач размещены в консоли и в коробке подач (см.Рис. 22, 23, 24, 25, 26).
Спереди, в нижнюю часть консоли встроен фланцевый электродвигатель.
С левой стороны консоли присоединяется коробка подач вместе с механизмом переключения подач.
12-ступенчатая коробка подач имеет, кроме цепи рабочих подач, цепь ускоренного хода. В коробке подач есть предохранительная муфта 1, исключающая возможность поломки шестерен при чрезмерной нагрузке.
На одном валу с предохранительной муфтой смонтирована кулачковая 2 и фрикционная 3 муфты включения рабочих подач или ускоренных ходов. Последние две муфты включаются рукояткой 25 (рис.4), расположенной с правой стороны консоли.
Механизм переключения подач (рис.26) принципиально аналогичен механизму переключения скоростей. Рукоятка 8 (Рис.4) переключения подач вынесена на левую стенку консоли.
Рукоятки ручных перемещений стола в поперечном и вертикальном направлениях расположены на консоли спереди. Для включения механических подач в этих направлениях с левой стороны консоли встраивается особый механизм (рис.24).
Кулачок имеет по окружности винтовой паз, в который входит ролик 2 рычага 3. При движении рукоятки 8 вверх или вниз кулачок I поворачивается, и ролик 2 начинает перемещаться вдоль паза. Рычаг 3 поворачивается и включает кулачковую муфту вперед или назад, в зависимости от этого консоль идет или вверх, или вниз.
При перемещении в горизонтальной плоскости рукоятка 6 поворачивает рычаг 5. Одновременно поворачивается рычаг 6, включающий муфту поперечной подачи.
Направление движения рукоятки мнемонически увязано с направлением стола.
Задняя стенка консоли выполнена в виде направляющих профиля “ласточкин хвост”.
С правой стороны, сзади имеется гайка 22 (рис.4) для закрепления консоли на стойке.
Салазки и стол
Салазки (рис.28) перемещаются в поперечном направлении по консоли и имеют продольные направляющие для стола.
Со столом связан винт продольной подачи I.
В салазках находятся конические шестерни 2, вращающие винт 1, рукоятка 3 (рис.4) и механизм включения продольной подачи.
Для работы методом попутного фрезерования предусмотрен механизм выборки зазоров между нитками ходового винта и гайками 3,4.
Гайка 3 не может ни поворачиваться, ни перемещаться вдоль оси ходового винта. Гайка 4 выполнена в виде червячного колеса. С этим колесом зацепляется червяк 5, один конец которого выходит на лицевую сторону салазок.
При работе обычным способом люфт выбирается в одну сторону и этим обеспечивается плавность работы. При фрезеровании по подаче люфт не выбирается, и стол идет рывками. Чтобы избежать этого, необходимо выбирать люфт в паре гайка-винт, что осуществляется путем поворота гайки 4 с помощью червяка 5.
Гайки при этом расходятся и выбирают зазоры. При фрезеровании по подаче сильно изнашивается винт, поэтому в крупносерийном производстве, когда на станке может длительное время выполняться одна работа, следует менять участок работы винта.
Наличие дополнительной плиты на станке 6М80 дает возможность осуществлять поворот стола в пределах ±45° в горизонтальной плоскости.
Схема электрическая вертикально-фрезерного станка 6м80
Электрическая схема фрезерного станка 6м80
6м80 Станок горизонтальный консольно-фрезерный с поворотным столом – универсальный. Видеоролик.
Технические характеристики станков моделей 6м80
| Наименование параметра | 6м80 | 6н80 | 6р80 | 6т80 |
|---|---|---|---|---|
| Основные параметры станка | ||||
| Размеры поверхности стола, мм | 800 х 200 | 800 х 200 | 800 х 200 | 800 х 200 |
| Наибольшие размеры устанавливаемой детали (длина х ширина х высота), мм | 500 х 160 х 300 | 800 х 260 х 450 | ||
| Наибольшие размеры обрабатываемой детали (длина х ширина х высота), мм | 550 х 210 х 330 | |||
| Наибольшая масса обрабатываемой детали, кг | 150 | 200 | ||
| Расстояние от оси шпинделя до хобота, мм | 140 | 123 | 123 | |
| Расстояние от оси шпинделя до поверхности стола, мм | 0..300 | 20..320 | 20..320 | 0..360 |
| Расстояние от торца шпинделя до подшипника серьги, мм | 440 | 440 | 450 | |
| Расстояние от задней кромки стола до вертикальных направляющих станины (вылет), мм | 80..240 | 75..235 | 80..240 | |
| Шпиндель горизонтальный | ||||
| Частота вращения шпинделя, об/мин | 50..2240 | 50..2240 | 50..2240 | 50..2240 |
| Количество скоростей шпинделя | 12 | 12 | 12 | 12 |
| Наибольший крутящий момент на шпинделе, Н*м | 158 | 155 | ||
| Конец шпинделя ГОСТ 836-72 (ГОСТ 24644) | № 2 | Конус 40 | Конус 40 | |
| Стол. Подачи стола | ||||
| Наибольший продольный ход стола (X), мм | 500 | 500 | 500 | 560 |
| Наибольший поперечный ход стола (Y), мм | 160 | 160 | 160 | 220 |
| Наибольший вертикальный ход стола (Z), мм | 300 | 300 | 300 | 355 |
| Угол поворота стола, град | ±45° | ±45° | ±45° | ±45° |
| Пределы продольных и поперечных подач стола (X), мм/мин | 16..710 | 25..1120 | 20..1000 | |
| Пределы продольных и поперечных подач стола (Y), мм/мин | 11,2..500 | 25..1120 | 20..1000 | |
| Пределы вертикальных подач стола (Z), мм/мин | 5,6..250 | 12,5..560 | 10..500 | |
| Количество ступеней подач стола (продольных, поперечных, вертикальных) | 12 | 12 | 12 | 18 |
| Скорость быстрых перемещений (продольных, поперечных/ вертикальных) X, Y/ Z, мм/мин | 2,8/ 2,0/ 1,0 | 2,3/ 1,6/ 0,8 | 2,3/ 2,3/ 1,1 | 3,35/ 1,7 |
| Перемещение стола на одно деление лимба (продольное, поперечное/ вертикальное), мм | 0,05/ 0,02 | 0,06/ 0,02 | 0,06/ 0,02 | 0,05/ 0,02 |
| Перемещение стола на один оборот лимба (продольное, поперечное/ вертикальное), мм | 6/ 2 | 6/ 2 | 6/ 2 | 5/ 2 |
| Наибольшее допустимое усиле резания (продольное/ поперечное/ вертикальное), кН | 700/ 500/ 500 | |||
| Механика станка | ||||
| Выключающие упоры подачи (продольной, поперечной, вертикальной) | Есть | Есть | Есть | Есть |
| Блокировка ручной и механической подач (продольной, поперечной, вертикальной) | Есть | Есть | ||
| Блокировка раздельного включения подач | Есть | Есть | ||
| Торможение шпинделя | Есть | Есть | ||
| Предохранительная муфта от перегрузок | Есть | Есть | Есть | Есть |
| Автоматическая прерывистая подача | Есть | Есть | ||
| Электрооборудование и приводы станка | ||||
| Количество электродвигателей на станке | 3 | 3 | 3 | |
| Электродвигатель главного движения, кВт (об/мин) | 2,8 (1420) | 3,0 | 3,0 | 3,0 |
| Электродвигатель привода подач, кВт | 0,6 (1410) | 0,6 | 0,8 | 0,75 |
| Электродвигатель зажима инструмента, кВт | – | – | – | |
| Электродвигатель насоса СОЖ, кВт | 0,125 (2800) | 0,125 | 0,125 | |
| Суммарная мощность всех электродвигателей, кВт | 3,925 | 3,87 | ||
| Габариты и масса станка | ||||
| Габариты станка (длина ширина высота), мм | 1720 х 1785 х 1578 | 1380 х 1860 х 1530 | 1445 х 1875 х 1730 | 1505 х 1900 х 1808 |
| Масса станка, кг | 1400 | 1150 | 1300 | 1340 |
- Горизонтально-фрезерный станок 6М80Г. Универсально-фрезерный станок 6М80. Руководство к станкам, 1962
- Аврутин С.В. Основы фрезерного дела, 1962
- Аврутин С.В. Фрезерное дело, 1963
- Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
- Барбашов Ф.А. Фрезерное дело 1973, с.141
- Барбашов Ф.А. Фрезерные работы (Профтехобразование), 1986
- Блюмберг В.А. Справочник фрезеровщика, 1984
- Григорьев С.П. Практика координатно-расточных и фрезерных работ, 1980
- Копылов Р.Б. Работа на фрезерных станках,1971
- Косовский В.Л. Справочник молодого фрезеровщика, 1992, с.180
- Кувшинский В.В. Фрезерование,1977
- Ничков А.Г. Фрезерные станки (Библиотека станочника), 1977
- Пикус М.Ю. Справочник слесаря по ремонту металлорежущих станков, 1987
- Плотицын В.Г. Расчёты настроек и наладок фрезерных станков, 1969
- Плотицын В.Г. Наладка фрезерных станков,1975
- Рябов С.А. Современные фрезерные станки и их оснастка, 2006
- Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
- Тепинкичиев В.К. Металлорежущие станки, 1973
- Чернов Н.Н. Металлорежущие станки, 1988
- Френкель С.Ш. Справочник молодого фрезеровщика (3-е изд.) (Профтехобразование), 1978
Список литературы:
Связанные ссылки
Каталог справочник горизонтальных фрезерных станков
Паспорта и схемы к горизонтальным фрезерным станкам и оборудованию
Купить каталог, справочник, базу данных: Прайс-лист информационных изданий
6М12П станок консольно-фрезерный вертикальный повышенной точностисхемы, описание, характеристики
Сведения о производителе консольно-фрезерного станка 6М12П
Производитель фрезерных станков 6М12П Горьковский завод фрезерных станков, ГЗФС, основанный в 1931 году.
Продукция Горьковского завода фрезерных станков ГЗФС
6М12П станок консольно-фрезерный вертикальный с поворотной шпиндельной головкой повышенной точности. Назначение, область применения
Станок консольно-фрезерный 6М12П заменил в производстве устаревшую модель 6Н12П и был заменен на более совершенную модель 6Р12.
Вертикальные консольно-фрезерные станки моделей 6М12П и 6М12БП представляют собой электрифицированные станки, обладающие высокой точностью и жесткостью.
Консольно-фрезерный станок 6М12П предназначен для фрезерования всевозможных деталей из стали, чугуна и цветных металлов торцевыми, цилиндрическими, концевыми, радиусными фрезами в условиях индивидуального и серийного производства. В серийном производстве, благодаря наличию полуавтоматических и автоматических циклов, станки могут успешно использоваться на работах операционного характера в поточных и автоматических линиях.
На станках 6М12П можно обрабатывать вертикальные и горизонтальные плоскости, пазы, углы, нарезать зубчатые колеса и прочее.
Фрезерование зубчатых колес, разверток, спиралей, контура кулачков и прочих деталей, требующих периодического или непрерывного поворота вокруг своей оси, производятся на данных станках о применением делительной головки или накладного круглого стола.
Благодаря наличию механизма выборки люфта в винтовой паре продольной подачи стола, на станке 6М12П можно производить встречное и попутное фрезерование, как в простых режимах, так и в режимах с автоматическими циклами.
Наиболее эффективное использование станка достигается при обработке деталей методом скоростного фрезерования.
Особенности конструкции и принцип работы станка
По сравнению с ранее выпускавшимися станками серии Н в станках серии М увеличены частоты вращения шпинделя, скорости быстрых перемещений и подач стола. Для удобства перемещения стола вручную маховик помещен с передней стороны станка.
Внешне станок 6м12 отличается от ранее выпускаемой модели 6н12 лишь наличием маховичка продольной подачи на передней стороне стола.
Вертикальные консольно-фрезерные станки моделей 6М12П и 6М12БП представляют собой электрифицированные станки, обладающие высокой точностью и жесткостью.
Фрезерные станки 6М12П предназначены для фрезерования всевозможных деталей из стали, чугуна и цветных металлов торцевыми, цилиндрическими, концевыми, радиусными фрезами в условиях индивидуального и серийного производства. В серийном производстве, благодаря наличию полуавтоматических и автоматических циклов, станки могут успешно использоваться на работах операционного характера в поточных и автоматических линиях.
На фрезерных станках 6М12П можно обрабатывать вертикальные и горизонтальные плоскости, пазы, углы, нарезать зубчатые колеса и прочее.
Фрезерование зубчатых колес, разверток, спиралей, контура кулачков и прочих деталей, требующих периодического или непрерывного поворота вокруг своей оси, производятся на данных станках о применением делительной головки или накладного круглого стола.
Благодаря наличию механизма выборки люфта в винтовой паре продольной подачи стола, на станке можно производить встречное и попутное фрезерование, как в простых режимах, так и в режимах с автоматическими циклами.
Наиболее эффективное использование станка достигается при обработке деталей методом скоростного фрезерования.
Класс точности станков Н.
История выпуска станков Горьковским заводом, ГЗФС
В 1937 году на Горьковском заводе фрезерных станков были изготовлены первые консольно-фрезерные станки серии 6Б моделей 6Б12 и 6Б82 с рабочим столом 320 х 1250 мм (2-го типоразмера).
В 1951 году запущена в производство серия 6Н консольно-фрезерных станков: 6Н12, 6Н13П, 6Н82, 6Н82Г. Станок 6Н13ПР получил “Гран-При” на всемирной выставке в Брюсселе в 1956 году.
В 1960 году запущена в производство серия 6М консольно-фрезерных станков: 6М12П, 6М13П, 6М82, 6М82Г, 6М83, 6М83Г, 6М82Ш.
В 1972 году запущена в производство серия 6Р консольно-фрезерных станков: 6Р12, 6Р12Б, 6Р13, 6Р13Б, 6Р13Ф3, 6Р82, 6Р82Г, 6Р82Ш, 6Р83, 6Р83Г, 6Р83Ш.
В 1975 году запущены в производство копировальные консольно-фрезерные станки: 6Р13К.
В 1978 году запущены в производство копировальные консольно-фрезерные станки 6Р12К-1, 6Р82К-1.
В 1985 году запущена в производство серия 6Т-1 консольно-фрезерных станков: 6Т12-1, 6Т13-1, 6Т82-1, 6Т83-1 и ГФ2171.
В 1991 году запущена в производство серия 6Т консольно-фрезерных станков: 6Т12, 6Т12Ф20, 6Т13, 6Т13Ф20, 6Т13Ф3, 6Т82, 6Т82Г, 6Т82ш, 6Т83, 6Т83Г, 6Т83Ш.
Читайте также: Сравнительные характеристики консольно-фрезерных станков серий 6М, 6Р, 6Т
Российские и зарубежные аналоги станка 6М12П
FSS315, FSS350MR, (FSS450MR) – 315 х 1250 (400 х 1250) – производитель Гомельский станкостроительный завод
ВМ127М – (400 х 1600) – производитель Воткинский машиностроительный завод ГПО, ФГУП
6Д12, 6К12 – 320 х 1250 – производитель Дмитровский завод фрезерных станков ДЗФС
X5032, X5040 – 320 х 1320 – производитель Shandong Weida Heavy Industries, Китай
FV321M, (FV401) – 320 х 1350 (400 х 1600) – производитель Arsenal J.S.Co. – Kazanlak, Арсенал АД, Болгария
Габаритные размеры рабочего пространства, посадочные и присоединительные базы вертикального консольно-фрезерного станка 6М12П
Габаритные размеры рабочего пространства фрезерного станка 6М12П
Фото вертикального консольно-фрезерного станка 6М12П
Фото вертикального консольно-фрезерного станка 6М12П
Фото вертикального консольно-фрезерного станка 6М12П
Фото вертикального консольно-фрезерного станка 6М12П
Расположение органов управления консольно-фрезерным станком 6М12П
Расположение органов управления консольно-фрезерным станком 6М12П
Расположение органов управления консольно-фрезерным станком 6М12П
Расположение органов управления консольно-фрезерным станком 6М12П
Перечень составных частей консольно-фрезерного станка 6М12П
- Станина
- Поворотная головка
- Коробка скоростей
- Коробка подач
- Коробка переключения
- Консоль
- Стол и салазки
- Электрооборудование
Перечень органов управления консольно-фрезерным станком 6М12П
- Кран регулирования интенсивности охлаждения
- Маховичек ручного продольного перемещения стола
- Кулачки ограничения продольного хода стола в крайних положениях или реверса стола в полуавтоматическом и автоматическом циклах
- Кулачки переключения стола с подачи на быстрый ход или с быстрого хода на подачу
- Переключатель на автоматический цикл или ручное управление станка
- Кнопка “Пуск шпинделя”
- Кнопка “Стоп”
- Кнопка “Быстро”
- Рукоятка ручного насоса смазки стола
- Рукоятка включения вертикальной или поперечной подачи стола
- Рукоятка зажима консоли на направляющих станины
- Маховичек ручного поперечного перемещения стола
- Рукоятка зажима салазок на направляющих консоли
- Переключатель управления столом: автоматический цикл – ручное управление – работа с круглым столом
- Шестигранник поворота фрезерной головки
- Винты зажима стола на салазках
- Маховик перемещения гильзы шпинделя
- Переключатель освещения “Включено – выключено”
- Кнопка “Стоп шпиндель”
- Кнопка “Пуск шпинделя”
- Рукоятка и лимб для переключения скоростей шпинделя
- Кнопка “Импульс шпинделя”
- Кнопка “Быстро стол”
- Вводной переключатель “Включено – выключено”
- Переключатель насоса охлаждения “Включено – выключено”
- Переключатель направления вращения шпинделя “Влево – вправо”
- Рукоятка управления продольным перемещением стола
- Рукоятка подъема консоли
- Грибок и лимб для переключения подач стола
- Кулачки ограничения поперечного хода стола
- Рукоятка зажима гильзы шпинделя
- Кулачки ограничения вертикального хода стола
- Кнопка включения фиксации механизма переключения подач
- Гайки зажима поворотной фрезерной головки
Схема кинематическая консольно-фрезерного станка 6М12П
Кинематическая схема консольно-фрезерного станка 6М12П
1. Схема кинематическая консольно-фрезерного станка 6М12П. Смотреть в увеличенном масштабе
2. Схема кинематическая консольно-фрезерного станка 6М12ПБ. Смотреть в увеличенном масштабе
3. Схема кинематическая консольно-фрезерного станка 6М12П. Смотреть в увеличенном масштабе
Цепь главного движения консольно-фрезерного станка 6М12П
Станок 6М12П имеет две раздельные кинематические цепи — цепь главного движения и цепь подач стола.
Шпиндель получает вращение от фланцевого электродвигателя мощностью 7 кВт, с 1440 об/мин через упругую соединительную муфту и зубчатые колеса механизма пятиваловой коробки скоростей, сообщающие шпинделю 18 различных чисел оборотов в пределах от 31,5 до 1600 об/мин.
Описание конструкции основных узлов вертикального консольно-фрезерного станка 6М12П
Коробка скоростей и шпиндель консольно-фрезерного станка 6М12П
Коробка скоростей и шпиндель фрезерного станка 6М12П
Коробка скоростей фрезерного станка 6М12П
Коробка скоростей смонтирована непосредственно в верхней части корпуса станины и управляется с помощью вставной коробки переключения скоростей, расположенной с левой стороны станины. Для осмотра коробки скоростей достаточно снять крышку, находящуюся с правой стороны станины.
Шпиндель (вал VII) станка 6М12П (см. рис. 274, б) смонтирован в поворотной головке, которая центрируется в кольцевой выточке горловины станины и крепится к ней четырьмя болтами 1 (рис. 275). Поворотная головка может быть повернута на 45° от вертикальной оси в обе стороны
Выдвижение гильзы поворотной головки производят маховичком 2. Маховичок через коническую пару 7 (см. рис. 274, б) и винт с гайкой связан с кронштейном 5, закрепленным на гильзе. На валике маховичка 2 (рис. 275) закреплен лимб, цена деления которого 0,05 мм. За полный оборот маховичка гильза выдвигается на 4 мм.
В кронштейне 5 (рис. 274, б) предусмотрено отверстие и винт для закрепления индикатора, а к корпусу поворотной головки привинчен кронштейн 8 с регулируемым упором 6 для настройки перемещения гильзы.
Для увеличения жесткости шпинделя во время работы предусмотрен зажим рукояткой 4, которая стягивает корпус поворотной головки, имеющей разрез 5 (рис. 275).
Вращение шпинделю (валу VII) передается от коробки скоростей через коническую и цилиндрическую передачи (см. рис. 274, б). Цилиндрическое зубчатое колесо 2 закреплено на втулке, смонтированной на шарикоподшипниках и имеющей шпонку, которая входит в шпоночный паз шпинделя.
Вал VI станка 6М12П смонтирован на одном радиальном и двух радиально-упорных шарикоподшипниках. Радиально-упорные шарикоподшипники расположены во фланце и стянуты шайбой, которая крепит фланец к поперечной стенке станины. Зазор в радиально-упорных подшипниках регулируется подшлифовкой промежуточных колец. Сцепление конического зубчатого колеса регулируется путем осевого перемещения всего вала VI винтами, ввернутыми во фланец (рис. 274, б).
Вал V смонтирован также на одном радиальном и двух радиально-упорных шарикоподшипниках. Регулирование зазора производится подтягиванием гайки с левого торца вала V.
Вал IV коробки скоростей у всех трех станков этой гаммы, т. е. 6М82, 6М82Г и 6М12П (рис. 274, а и б), для большей жесткости расположен на трех опорах.
Валы II, III и IV — шлицевые для возможности передвижения зубчатых блоков.
Механизм переключения скоростей
Как указывалось ранее, в коробках скоростей этих станков механизм переключения скоростей является самостоятельным узлом (рис. 276). На корпусе механизма переключения скоростей расположен лимб 1 из пластмассы, на котором нанесены значения всех 18 чисел оборотов шпинделя, стрелка указатель и кнопочная станция с переключателем освещения и кнопками: «пуск шпинделя», «стоп шпинделя», «толчок шпинделя», «быстро стол». С нижней стороны коробки переключения находится рукоятка.
Механизм переключения скоростей фрезерного станка 6М12П
В коробках скоростей станков серии М механизм переключения скоростей является самостоятельным узлом (рис. 163).
На корпусе механизма переключения скоростей расположен лимб 1 из пластмассы, на котором нанесены значения всех 18 чисел оборотов шпинделя, стрелка-указатель 2 и кнопочная станция 3 с переключателем освещения и кнопками «Пуск шпинделя», «Стоп шпинделя», «Толчок шпинделя», «Быстро стол». С нижней стороны коробки переключения находится рукоятка 4. Переключение шпинделя на требуемую скорость вращения осуществляется в такой последовательности:
- рукоятку переключения опускают вниз до выхода шипа из фиксирующего паза и отводят на себя до отказа;
- поворачивают лимб 1 вправо или влево до совпадения выбранного числа оборотов шпинделя со стрелкой-указателем 2; при этом щелчок фиксатора указывает, что лимб установлен в требуемом положении;
- нажимают кнопку «Толчок шпинделя», что дает кратковременный импульс на электродвигатель привода шпинделя для проворачивания зубчатых колес коробки скоростей и для их плавного переключения;
- рукоятку 4 переключения плавно возвращают в первоначальное положение, при этом обязательно шип рукоятки должен попасть в фиксирующий паз.
Механизм подач консольно-фрезерного станка 6М12П
Механизм подач фрезерного станка 6М12П
Привод подач осуществляется от отдельного фланцевого электродвигателя мощностью 1,7 кВт при 1420 об/мин, смонтированного в консоли. Через коробку подач ходовым винтам продольного и поперечного перемещений стола сообщаются 18 различных подач в пределах от 25 до 1250 мм/мин, а винту вертикального перемещения стола — 18 различных подач в пределах от 8,3 до 416,6 мм/мин.
Вал I коробки подач (см. рис. 272) приводится во вращение непосредственно электродвигателем; от него вращение передается валу II зубчатой парой 26 : 50, валу III — зубчатой парой 26 : 57, валу IV — зубчатыми парами 18 : 36, или 27 : 27, или 36 : 18, валу V — зубчатыми парами 18 : 40, или 21 : 37, или 24 : 34 и далее валу VI через перебор 13 : 45 — 18 : 40 или непосредственной зубчатой передачей 40 : 40.
Читайте также: Коробка подач консольно-фрезерных станков серии 6М
Консоль фрезерного станка 6М12П
В консоли расположены все узлы цепи подач. На рис. 284 схематически показана консоль фрезерных станков 2-й гаммы с механизмами передачи движения от электродвигателя к столу, салазкам и самой консоли.
Консоль имеет чугунный корпус с развитыми направляющими профиля «ласточкин хвост» под станину и перпендикулярные к ним прямоугольные направляющие под салазки. Консоль несет на себе следующие органы управления:
Электрооборудование фрезерного станка 6М12П
Схема электрическая принципиальная фрезерного станка 6М12П
Электрическая схема принципиальная фрезерного станка 6М12П
Схема электрическая принципиальная консольно-фрезерного станка 6М12П. Смотреть в увеличенном масштабе
Электрооборудование станка предназначено для питания от сети трехфазного тока напряжением 380 В с частотой 50 Гц. По особому заказу оно может быть выполнено и на другие стандартные напряжения: 220 В или 500 В, а также на частоту сети 60 Гц.
В электрической схеме станка (рис. 50) предусмотрены: питание цепи управления от сети напряжением 127 в, питание цепи местного освещения от сети напряжением 36 В, нулевая защита всех электродвигателей, а также защита от коротких замыканий плавкими предохранителями и от перегрузок при помощи тепловых реле.
Вся пусковая электроаппаратура установлена в двух нишах станины станка.
В каждой нише имеется по две панели с электроаппаратурой; четыре панели составляют комплект панелей управления станка, имеющий общую монтажную схему (рис. 51).
Для подключения электрооборудования к сети и его отключения имеется вводный выключатель, рукоятка которого расположена на дверке левой ниши.
Управление электродвигателем шпинделя — кнопочное. Выбор направления вращения шпинделя производится реверсивным переключателем ПР, который устанавливает нужное вращение двигателя шпинделя.
Управление электродвигателем подачи производится от двух командоаппаратов.
Командоаппарат продольной подачи 1КА состоит из двух конечных выключателей: для включения правого и левого ходов стола.
Командоаппарат поперечной и вертикальной подач 2КА также состоит из двух конечных выключателей. Рукоятка командоаппарата 2КА имеет пять положений: назад, вниз, вперед, вверх и среднее нейтральное.
Для выполнения на станке разных режимов работы в электросхеме имеется переключатель ПУ на три положения рукоятки. При первом положении — «Автоматический цикл» — выполняются только автоматические циклы продольного хода стола, при втором положении — «Подача от рукояток» — производится нормальная работа станка и при третьем положении — «Круглый стол» — производится работа круглым столом, который как приспособление может быть установлен на столе станка.
Управление вращением круглого стола происходит при одностороннем вращении двигателя подачи.
Электронасос для охлаждающей жидкости управляется от выключателя ВО.
Выключатель ВМО служит для отключения местного освещения станка.
Специальный электромагнит ЭБ постоянного тока (рис. 52) служит для привода фрикционной муфты быстрого хода.
Одновременно с включением быстрого хода электромагнит отключает кулачковую муфту подачи.
Питание электромагнита ЭБ выполняется от селенового выпрямителя ВС, основное назначение которого — давать подмагничивающий ток двигателю шпинделя при торможении.
Вводный выключатель ВВ и реверсивный переключатель ПР предназначены для отключения ненагруженных цепей, поэтому при пользовании этими аппаратами электродвигатель шпинделя необходимо предварительно отключить кнопкой «Стоп».
Читайте также: Электросхемы фрезерных станков серии 6М
Работа электросхемы при ручном управлении
Переключатель управления ПУ должен быть установлен в положении «Подача от рукояток».
После выбора направления вращения шпинделя переключателем ПР рукоятку вводного выключателя ВВ необходимо установить в положение «Включено». При этом будет подано напряжение сети на, клеммы магнитного пускателя ПШ.
От нажатия кнопки «Шпиндель» магнитный пускатель ПШ включается, и двигатель шпинделя будет вращаться.
При включенном пускателе ПШ рукояткой командоаппарата 1КА (или 2КА) можно включить движение стола со скоростью рабочей подачи. Для получения движения стола вправо (или назад, вниз) включается пускатель ПП, при левом ходе (или ходах вперед, вверх) работает пускатель ПЛ двигателя подачи.
Движение стола со скоростью быстрого хода происходит только при нажатой кнопке «Быстро», которая включает пускатель ПБ электромагнита быстрого хода.
Быстрым ходом стола можно пользоваться как при включенном, так и при отключенном двигателях шпинделя. При отключенном шпинделе быстрый ход осуществляется благодаря шунтированию контакта ПШ 12-28 контактом ПБ при нажатии кнопки «Быстро».
Автоматический останов двигателя подачи при движении стола (консоли или салазок) происходит при переводе концевым кулачком рукоятки командоаппарата 1КА (или 2КА) в нейтральное положение, при этом разрывается цепь питания пускателя ПП (или ПЛ), и двигатель останавливается.
Работа электросхемы при автоматическом управлении
Автоматическое управление применяется только для продольного хода стола.
На станке можно выполнять следующие автоматические циклы:
- правый скачкообразный с реверсом
- левый скачкообразный с реверсом
- маятниковый
При маятниковом цикле рабочая подача стола автоматически чередуется с быстрым ходом в каждом направлении.
Для работы на автоматическом цикле переключатель ПУ должен быть установлен в положение «Автоматический цикл».
Кроме того, необходимо также сделать механическое переключение валика, имеющегося в салазках станка, из положения «Ручное управление» в положение «Автоматический цикл». При последнем положении валика кулачковая муфта продольного хода заперта, и конечный выключатель 4КА нажат. Это обеспечивает управление продольным движением стола только от командоаппаратов 1КА и ЗКА при сблокированных поперечной и вертикальной подачах.
Для объяснения работы схемы в автоматическом цикле разберем выполнение правого скачкообразного цикла с реверсом. Этот цикл состоит из автоматических переключений:
- с быстрого хода вправо на подачу вправо
- с подачи вправо на быстрый ход влево
- с быстрого хода влево на «Стоп»
Для получения быстрого хода стола в начале цикла нужно предварительно убедиться в том, что командоаппарат ЗКА, управляющий работой пускателя ПБ при автоматических циклах, находится в не нажатом состоянии, т. е. через его контакт 43-26 происходит питание пускателя ПБ.
Если контакт ЗКА 43-26 не закрыт, то необходимо сделать поворот звездочки с восемью выступами, сидящей на валу рукоятки командоаппарата 1КА на один выступ, после чего контакт ЗКА 43-26 закроется.
При повороте рукоятки командоаппарата 1КА вправо включится быстрый ход стола вправо, так как произойдет включение пускателей /7/7 для двигателя подачи и ПБ для электромагнита.
Отключение быстрого хода происходит, когда в нужной точке пути стола откидной кулачок сделает поворот звездочки на один выступ, при этом контакт 43-26 командоаппарата ЗКА раскроется, электромагнит ЭБ будет отключен, и стол продолжит движение со скоростью рабочей подачи.
Для переключения движения в нужной точке пути с рабочей подачи вправо на быстрый ход влево в пазу стола должны быть установлены рядом два кулачка:
- кулачок № 1 для перевода рукоятки командоаппарата из положения вправо в положение влево
- кулачок № 3 (откидной) для отключения подачи вправо и включения быстрого хода
Когда кулачок № 1 переводит рукоятку командоаппарата 1КА в положение влево, то перед моментом раскрытия контакта 15-16 от нажатия кулачка № 3 на звездочку с выступами в командоаппарате ЗКА контакт 43-26 уже закрывается, что обеспечивает питание пускателя ПП по цепи 15-42-43-25-16 при раскрытом контакте 15-16 командоаппарата 1КА (см. в схеме диаграмму переключателя ЗКА).
После перевода рукоятки в положение влево кулачок 3 повернет звездочку на один выступ и в командоаппарате ЗКА раскроется контакт 43-26, отключая пускатель ПП — подача вправо. Закрытие нормально закрытого контакта пускателя ПП 22-18 замыкает цепь питания пускателя ПЛ, и двигатель реверсируется. Одновременно контакт ЗКА 43-26 включает пускатель ПБ, и стол идет быстро влево.
Остановка быстрого хода влево происходит при переводе кулачком № 2 рукоятки командоаппарата 1КА в нейтральное положение, в котором отключаются двигатель подачи и электромагнит ЭБ.
Наладку на автоматические циклы следует производить без обрабатываемой детали, так как ошибки при наладке могут привести к включению быстрого хода вместо подачи, что может вызвать поломку инструмента.
Работа схемы при остальных автоматических циклах аналогична вышеописанной.
Импульсное включение двигателей
Для получения быстрого сцепления зубьев зубчатых колес при переключениях скоростей шпинделя предусмотрен кратковременный поворот двигателя шпинделя.
Для указанной цели имеется кнопка «Толчок», при нажатии которой двигатель шпинделя получает кратковременное вращение. Кратковременность включения пускателя ПШ происходит благодаря тому, что при его включении получает питание реле РП, которое, становясь на самопитание, разрывает своим контактом 33-27 цепь питания пускателя ПШ.
При переключениях подачи также имеется возможность кратковременного включения двигателя подачи с помощью конечного выключателя KB, который включает двигатель в то время, когда ручка переключения находится в выдвинутом положении.
Торможение шпинделя
Электропривод шпинделя имеет динамическое торможение двигателя, которое благодаря плавно нарастающему тормозному моменту лучше обеспечивает сохранность механизма при эксплуатации, чем другие способы торможения.
Для выполнения динамического торможения установлено следующее электрооборудование:
- Селеновый выпрямитель ВС, соединенный со специальной обмоткой трансформатора ТУ. Эта обмотка имеет напряжение 55 В при напряжении сети 380 В и 36 В при 220 В.
- Магнитный пускатель ПТ для включения постоянного тока в обмотку статора двигателя на время торможения.
- Промежуточное реле РН, имеющее катушку для напряжения сети трехфазного тока.
При нажатии кнопки «Стоп» ее нормально закрытый контакт отключает пускатель ПШ, и статор двигателя от сети отключается. В отключенной обмотке статора затухающее поле ротора наводит напряжение, приблизительно равное напряжению сети.
Во избежание пробоя селенового выпрямителя последний включается в цепь статора только после снижения наведенного напряжения до малой величины. Контроль исчезновения наведенного напряжения выполняет реле напряжения РН.
Когда реле РН обесточивается, оно своим нормально закрытым контактом 23-41 замыкает цепь питания пускателя ПТ, который подает в обмотку статора постоянный подмагничивающий ток, чем обеспечивается торможение двигателя.
После остановки шпинделя кнопку «Стоп» отпускают, при этом пускатель ПТ отключает селеновый выпрямитель от статора.
Процесс торможения двигателя длится при наибольшей включенной скорости шпинделя 1600 об/мин 3—5 сек.
Блокировки станка
Электросхема имеет ряд блокировок, которые введены для обеспечения правильной эксплуатации станка и его электрооборудования:
- Одновременное включение рукояток командоаппаратов 1KA и 2КА вызывает остановку двигателя подачи, так как совместная работа двух подач не допускается кинематикой станка
- В положении переключателя ПУ «Автоматический цикл» исключены работа поперечной и вертикальной подач и управление от кнопки «Быстро»
- В положении переключателя ПУ «Круглый стол» работа продольной, поперечной и вертикальной подач невозможна
- В положении переключателя ПУ «Подача от рукояток» нормально замкнутые контакты в реверсивном пускателе двигателя подачи зашунтированы для получения принудительного реверсирования двигателя подачи в случае «прилипания» якоря к неподвижному сердечнику магнита в пускателе
- Не допускается рабочая подача во всех направлениях, а также вращение круглого стола при не включенном двигателе шпинделя.
Читайте также: Регулировка фрезерных станков
Установочный чертеж фрезерного станка 6М12П
Установочный чертеж фрезерного станка 6М12П
6М12П станок консольно-фрезерный вертикальный с поворотной головкой. Видеоролик.
Технические характеристики консольного фрезерного станка 6М12П
| Наименование параметра | 6М12П | 6Р12 | 6Т12 |
|---|---|---|---|
| Основные параметры станка | |||
| Размеры поверхности стола, мм | 1250 х 320 | 1250 х 320 | 1250 х 320 |
| Наибольшая масса обрабатываемой детали, кг | 250 | 250 | 400 |
| Расстояние от торца шпинделя до стола, мм | 30..400 | 30..450 | 30..450 |
| Расстояние от оси шпинделя до вертикальных направляющих станины (вылет), мм | 350 | 350 | 380 |
| Рабочий стол | |||
| Наибольший продольный ход стола (X), мм | 700 | 800 | 800 |
| Наибольший поперечный ход стола механический/ ручной (Y), мм | 240/ 260 | 250 | 320 |
| Наибольший вертикальный ход стола (Z), мм | 370 | 420 | 420 |
| Пределы продольных и поперечных подач стола (X, Y), мм/мин | 25..1250 | 12,5..1600 | 12,5..1600 |
| Пределы вертикальных подач стола (Z), мм/мин | 8,3..416,6 | 4,1..530 | 4,1..530 |
| Количество подач продольных/ поперечных/ вертикальных | 18 | 22 | 22 |
| Скорость быстрых перемещений продольных (X), поперечных (Y), м/мин | 3 | 4 | 4 |
| Скорость быстрых перемещений вертикальных (Z), м/мин | 1 | 1,330 | 1,330 |
| Шпиндель | |||
| Мощность привода главного движения, кВт | 7,5 | 7,5 | 7,5 |
| Частота вращения шпинделя, об/мин | 31,5..1600 | 40..2000 | 31,5..1600 |
| Количество скоростей шпинделя | 18 | 18 | 18 |
| Перемещение пиноли шпинделя, мм | 70 | 70 | |
| Конус фрезерного шпинделя по ГОСТ 836-62 | № 3 | № 3 | |
| Конец шпинделя ГОСТ 24644-81, ряд 4, исполнение 6 | 50 | ||
| Отверстие фрезерного шпинделя, мм | 29 | 29 | |
| Поворот шпиндельной головки вправо и влево, град | ±45 | ±45 | ±45 |
| Механика станка | |||
| Выключающие упоры подачи (продольной, поперечной, вертикальной) | Есть | Есть | Есть |
| Блокировка ручной и механической подач (продольной, поперечной, вертикальной) | Есть | Есть | Есть |
| Блокировка раздельного включения подач | Есть | Есть | Есть |
| Торможение шпинделя | Есть | Есть | Есть |
| Предохранительная муфта от перегрузок | Есть | Есть | Есть |
| Автоматическая прерывистая подача | Есть | Есть | Есть |
| Электрооборудование, привод | |||
| Количество электродвигателей на станке | 3 | 3 | 4 |
| Электродвигатель привода главного движения, кВт | 7,5 | 7,5 | 7,5 |
| Электродвигатель привода подач, кВт | 2,2 | 2,2 | 3 |
| Электродвигатель зажима инструмента, кВт | – | – | 0,25 |
| Электродвигатель насоса охлаждающей жидкости, кВт | 0,125 | 0,12 | 0,12 |
| Суммарная мощность всех электродвигателей, кВт | 9,825 | 9,825 | 10,87 |
| Габарит и масса станка | |||
| Габариты станка (длина ширина высота), мм | 2395 х 1745 х 2000 | 2305 х 1950 х 2020 | 2280 х 1965 х 2265 |
| Масса станка, кг | 3000 | 3120 | 3250 |
- Консольно-фрезерные станки с поворотной головкой 6М12П, 6М12ПБ. Руководство к станку, 1969
- Аврутин С.В. Основы фрезерного дела, 1962
- Аврутин С.В. Фрезерное дело, 1963
- Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
- Барбашов Ф.А. Фрезерное дело 1973
- Барбашов Ф.А. Фрезерные работы (Профтехобразование), 1986
- Блюмберг В.А. Справочник фрезеровщика, 1984
- Григорьев С.П. Практика координатно-расточных и фрезерных работ, 1980
- Копылов Р.Б. Работа на фрезерных станках, 1971
- Косовский В.Л. Справочник молодого фрезеровщика, 1992
- Кувшинский В.В. Фрезерование,1977
- Ничков А.Г. Фрезерные станки (Библиотека станочника), 1977
- Пикус М.Ю. Справочник слесаря по ремонту металлорежущих станков, 1987
- Плотицын В.Г. Расчёты настроек и наладок фрезерных станков, 1969
- Плотицын В.Г. Наладка фрезерных станков,1975
- Рябов С.А. Современные фрезерные станки и их оснастка, 2006
- Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
- Тепинкичиев В.К. Металлорежущие станки, 1973
- Чернов Н.Н. Металлорежущие станки, 1988
- Френкель С.Ш. Справочник молодого фрезеровщика (3-е изд.) (Профтехобразование), 1978
Список литературы:
Связанные ссылки
Паспорта и схемы к консольно фрезерным станкам и оборудованию
Каталог справочник консольно фрезерных станков и их аналогов
Прайс-лист информационных изданий
6М13П станок консольно-фрезерный вертикальный повышенной точностисхемы, описание, характеристики
Сведения о производителе консольно-фрезерного станка 6М13П
Производитель фрезерных станков 6М13П Горьковский завод фрезерных станков, основанный в 1931 году.
Завод специализируется на выпуске широкой гаммы универсальных фрезерных станков, а, также, фрезерных станков с УЦИ и ЧПУ, и является одним из наиболее известных станкостроительных предприятий в России.
Начиная с 1932 года, Горьковский завод фрезерных станков занимается выпуском станков и является экспертом в разработке и производстве различного металлорежущего оборудования.
Универсальные фрезерные станки серии М выпускались Горьковским заводом фрезерных станков (ГЗФС) начиная с 1961 года. Станки сходны между собой по конструкции, широко унифицированы и является дальнейшим усовершенствованием аналогичных станков серии Н.
Продукция Горьковского завода фрезерных станков ГЗФС
6М13П станок консольно-фрезерный вертикальный с поворотной шпиндельной головкой повышенной точности. Назначение, область применения
Станок консольно-фрезерный 6М13П заменил в производстве устаревшую модель 6Н13П и был заменен на более совершенную модель 6Р13.
Вертикальные консольно-фрезерные станки моделей 6М13П и 6М12БП представляют собой электрифицированные станки, обладающие высокой точностью и жесткостью.
Консольно-фрезерный станок 6М13П предназначен для фрезерования всевозможных деталей из стали, чугуна и цветных металлов торцевыми, цилиндрическими, концевыми, радиусными фрезами в условиях индивидуального и серийного производства. В серийном производстве, благодаря наличию полуавтоматических и автоматических циклов, станки могут успешно использоваться на работах операционного характера в поточных и автоматических линиях.
На станках 6М13П можно обрабатывать вертикальные и горизонтальные плоскости, пазы, углы, нарезать зубчатые колеса и прочее.
Принцип работы и особенности конструкции станка
По сравнению с ранее выпускавшимися станками серии Н в станках серии М увеличены частоты вращения шпинделя, скорости быстрых перемещений и подач стола. Для удобства перемещения стола вручную маховик помещен с передней стороны станка.
Внешне станок 6м13 отличается от ранее выпускаемой модели 6н13 лишь наличием маховичка продольной подачи на передней стороне стола.
Фрезерование зубчатых колес, разверток, спиралей, контура кулачков и прочих деталей, требующих периодического или непрерывного поворота вокруг своей оси, производятся на данных станках о применением делительной головки или накладного круглого стола.
Благодаря наличию механизма выборки люфта в винтовой паре продольной подачи стола, на станке 6М13П можно производить встречное и попутное фрезерование, как в простых режимах, так и в режимах с автоматическими циклами.
Наиболее эффективное использование станка достигается при обработке деталей методом скоростного фрезерования.
Класс точности станков Н.
История выпуска станков Горьковским заводом, ГЗФС
В 1937 году на Горьковском заводе фрезерных станков были изготовлены первые консольно-фрезерные станки серии 6Б моделей 6Б12 и 6Б82 с рабочим столом 320 х 1250 мм (2-го типоразмера).
В 1951 году запущена в производство серия 6Н консольно-фрезерных станков: 6Н12, 6Н13П, 6Н82, 6Н82Г. Станок 6Н13ПР получил “Гран-При” на всемирной выставке в Брюсселе в 1956 году.
В 1960 году запущена в производство серия 6М консольно-фрезерных станков: 6М12П, 6М13П, 6М82, 6М82Г, 6М83, 6М83Г, 6М82Ш.
В 1972 году запущена в производство серия 6Р консольно-фрезерных станков: 6Р12, 6Р12Б, 6Р13, 6Р13Б, 6Р13Ф3, 6Р82, 6Р82Г, 6Р82Ш, 6Р83, 6Р83Г, 6Р83Ш.
В 1975 году запущены в производство копировальные консольно-фрезерные станки: 6Р13К.
В 1978 году запущены в производство копировальные консольно-фрезерные станки 6Р12К-1, 6Р82К-1.
В 1985 году запущена в производство серия 6Т-1 консольно-фрезерных станков: 6Т12-1, 6Т13-1, 6Т82-1, 6Т83-1 и ГФ2171.
В 1991 году запущена в производство серия 6Т консольно-фрезерных станков: 6Т12, 6Т12Ф20, 6Т13, 6Т13Ф20, 6Т13Ф3, 6Т82, 6Т82Г, 6Т82ш, 6Т83, 6Т83Г, 6Т83Ш.
Читайте также: Сравнительные характеристики консольно-фрезерных станков серий 6М, 6Р, 6Т
Фото вертикального консольно-фрезерного станка 6М13П
Фото вертикального консольно-фрезерного станка 6м13п
Фото вертикального консольно-фрезерного станка 6м13п
Фото вертикального консольно-фрезерного станка 6м13п
Расположение органов управления консольно-фрезерным станком 6М13П
Расположение органов управления консольно-фрезерным станком 6м13п
Расположение органов управления консольно-фрезерным станком 6м13п
Расположение органов управления консольно-фрезерным станком 6м13п
Перечень составных частей консольно-фрезерного станка 6М13П
- Станина
- Поворотная головка
- Коробка скоростей
- Коробка подач
- Коробка переключения
- Консоль
- Стол и салазки
- Электрооборудование
Перечень органов управления консольно-фрезерным станком 6М13П
- Кран регулирования интенсивности охлаждения
- Маховичек ручного продольного перемещения стола
- Кулачки ограничения продольного хода стола в крайних положениях или реверса стола в полуавтоматическом и автоматическом циклах
- Кулачки переключения стола с подачи на быстрый ход или с быстрого хода на подачу
- Переключатель на автоматический цикл или ручное управление станка
- Кнопка “Пуск шпинделя”
- Кнопка “Стоп”
- Кнопка “Быстро”
- Рукоятка ручного насоса смазки стола
- Рукоятка включения вертикальной или поперечной подачи стола
- Рукоятка зажима консоли на направляющих станины
- Маховичек ручного поперечного перемещения стола
- Рукоятка зажима салазок на направляющих консоли
- Переключатель управления столом: автоматический цикл – ручное управление – работа с круглым столом
- Шестигранник поворота фрезерной головки
- Винты зажима стола на салазках
- Маховик перемещения гильзы шпинделя
- Переключатель освещения “Включено – выключено”
- Кнопка “Стоп шпиндель”
- Кнопка “Пуск шпинделя”
- Рукоятка и лимб для переключения скоростей шпинделя
- Кнопка “Импульс шпинделя”
- Кнопка “Быстро стол”
- Вводной переключатель “Включено – выключено”
- Переключатель насоса охлаждения “Включено – выключено”
- Переключатель направления вращения шпинделя “Влево – вправо”
- Рукоятка управления продольным перемещением стола
- Рукоятка подъема консоли
- Грибок и лимб для переключения подач стола
- Кулачки ограничения поперечного хода стола
- Рукоятка зажима гильзы шпинделя
- Кулачки ограничения вертикального хода стола
- Кнопка включения фиксации механизма переключения подач
- Гайки зажима поворотной фрезерной головки
Схема кинематическая консольно-фрезерного станка 6М13П
Кинематическая схема консольно-фрезерного станка 6м13п
1. Схема кинематическая консольно-фрезерного станка 6М13П. Смотреть в увеличенном масштабе
2. Схема кинематическая консольно-фрезерного станка 6М13П. Смотреть в увеличенном масштабе
Цепь главного движения консольно-фрезерного станка 6М13П
Станок 6М13П имеет две раздельные кинематические цепи — цепь главного движения и цепь подач стола.
Шпиндель получает вращение от фланцевого электродвигателя мощностью 7 кВт, с 1440 об/мин через упругую соединительную муфту и зубчатые колеса механизма пятиваловой коробки скоростей, сообщающие шпинделю 18 различных чисел оборотов в пределах от 31,5 до 1600 об/мин.
Описание конструкции основных узлов вертикального консольно-фрезерного станка 6М13П
Коробка скоростей и шпиндель консольно-фрезерного станка 6М13П
Коробка скоростей и шпиндель фрезерного станка 6м13п
Коробка скоростей консольно-фрезерного станка 6М13П
Коробка скоростей фрезерного станка 6м13п
Коробка скоростей смонтирована непосредственно в верхней части корпуса станины и управляется с помощью вставной коробки переключения скоростей, расположенной с левой стороны станины. Для осмотра коробки скоростей достаточно снять крышку, находящуюся с правой стороны станины.
Шпиндель (вал VII) станка 6М13П (см. рис. 274, б) смонтирован в поворотной головке, которая центрируется в кольцевой выточке горловины станины и крепится к ней четырьмя болтами 1 (рис. 275). Поворотная головка может быть повернута на 45° от вертикальной оси в обе стороны
Выдвижение гильзы поворотной головки производят маховичком 2. Маховичок через коническую пару 7 (см. рис. 274, б) и винт с гайкой связан с кронштейном 5, закрепленным на гильзе. На валике маховичка 2 (рис. 275) закреплен лимб, цена деления которого 0,05 мм. За полный оборот маховичка гильза выдвигается на 4 мм.
В кронштейне 5 (рис. 274, б) предусмотрено отверстие и винт для закрепления индикатора, а к корпусу поворотной головки привинчен кронштейн 8 с регулируемым упором 6 для настройки перемещения гильзы.
Для увеличения жесткости шпинделя во время работы предусмотрен зажим рукояткой 4, которая стягивает корпус поворотной головки, имеющей разрез 5 (рис. 275).
Вращение шпинделю (валу VII) передается от коробки скоростей через коническую и цилиндрическую передачи (см. рис. 274, б). Цилиндрическое зубчатое колесо 2 закреплено на втулке, смонтированной на шарикоподшипниках и имеющей шпонку, которая входит в шпоночный паз шпинделя.
Вал VI станка 6М13П смонтирован на одном радиальном и двух радиально-упорных шарикоподшипниках. Радиально-упорные шарикоподшипники расположены во фланце и стянуты шайбой, которая крепит фланец к поперечной стенке станины. Зазор в радиально-упорных подшипниках регулируется подшлифовкой промежуточных колец. Сцепление конического зубчатого колеса регулируется путем осевого перемещения всего вала VI винтами, ввернутыми во фланец (рис. 274, б).
Вал V смонтирован также на одном радиальном и двух радиально-упорных шарикоподшипниках. Регулирование зазора производится подтягиванием гайки с левого торца вала V.
Вал IV коробки скоростей у всех трех станков этой гаммы, т. е. 6М82, 6М82Г и 6М13П (рис. 274, а и б), для большей жесткости расположен на трех опорах.
Валы II, III и IV — шлицевые для возможности передвижения зубчатых блоков.
Механизм переключения скоростей
Как указывалось ранее, в коробках скоростей этих станков механизм переключения скоростей является самостоятельным узлом (рис. 276). На корпусе механизма переключения скоростей расположен лимб 1 из пластмассы, на котором нанесены значения всех 18 чисел оборотов шпинделя, стрелка указатель и кнопочная станция с переключателем освещения и кнопками: «пуск шпинделя», «стоп шпинделя», «толчок шпинделя», «быстро стол». С нижней стороны коробки переключения находится рукоятка.
Механизм переключения скоростей фрезерного станка 6М12П
В коробках скоростей станков серии М механизм переключения скоростей является самостоятельным узлом (рис. 163).
На корпусе механизма переключения скоростей расположен лимб 1 из пластмассы, на котором нанесены значения всех 18 чисел оборотов шпинделя, стрелка-указатель 2 и кнопочная станция 3 с переключателем освещения и кнопками «Пуск шпинделя», «Стоп шпинделя», «Толчок шпинделя», «Быстро стол». С нижней стороны коробки переключения находится рукоятка 4. Переключение шпинделя на требуемую скорость вращения осуществляется в такой последовательности:
- рукоятку переключения опускают вниз до выхода шипа из фиксирующего паза и отводят на себя до отказа;
- поворачивают лимб 1 вправо или влево до совпадения выбранного числа оборотов шпинделя со стрелкой-указателем 2; при этом щелчок фиксатора указывает, что лимб установлен в требуемом положении;
- нажимают кнопку «Толчок шпинделя», что дает кратковременный импульс на электродвигатель привода шпинделя для проворачивания зубчатых колес коробки скоростей и для их плавного переключения;
- рукоятку 4 переключения плавно возвращают в первоначальное положение, при этом обязательно шип рукоятки должен попасть в фиксирующий паз.
Механизм подач консольно-фрезерного станка 6М13П
Механизм подач консольно-фрезерных станков серии 6М
Механизм подач фрезерного станка 6м13п
Цепь подач консольно-фрезерного станка 6М13П
Привод подач осуществляется от отдельного фланцевого электродвигателя мощностью 1,7 кВт при 1420 об/мин, смонтированного в консоли. Через коробку подач ходовым винтам продольного и поперечного перемещений стола сообщаются 18 различных подач в пределах от 25 до 1250 мм/мин, а винту вертикального перемещения стола — 18 различных подач в пределах от 8,3 до 416,6 мм/мин.
Вал I коробки подач (см. рис. 272) приводится во вращение непосредственно электродвигателем; от него вращение передается валу II зубчатой парой 26 : 50, валу III — зубчатой парой 26 : 57, валу IV — зубчатыми парами 18 : 36, или 27 : 27, или 36 : 18, валу V — зубчатыми парами 18 : 40, или 21 : 37, или 24 : 34 и далее валу VI через перебор 13 : 45 — 18 : 40 или непосредственной зубчатой передачей 40 : 40.
Консоль фрезерного станка 6М13П
В консоли расположены все узлы цепи подач. На рис. 284 схематически показана консоль фрезерных станков 2-й гаммы с механизмами передачи движения от электродвигателя к столу, салазкам и самой консоли.
Консоль имеет чугунный корпус с развитыми направляющими профиля «ласточкин хвост» под станину и перпендикулярные к ним прямоугольные направляющие под салазки. Консоль несет на себе следующие органы управления:
Читайте также: Коробка подач консольно-фрезерных станков серии 6М
Электрооборудование станка 6М13П
Схема электрическая принципиальная фрезерного станка 6М13П
Электрическая схема принципиальная фрезерного станка 6м13п
Схема электрическая принципиальная консольно-фрезерного станка 6М13П. Скачать в увеличенном масштабе
Электрооборудование станка предназначено для питания от сети трехфазного тока напряжением 380 В с частотой 50 Гц. По особому заказу оно может быть выполнено и на другие стандартные напряжения: 220 В или 500 В, а также на частоту сети 60 Гц.
В электрической схеме станка (рис. 50) предусмотрены: питание цепи управления от сети напряжением 127 в, питание цепи местного освещения от сети напряжением 36 В, нулевая защита всех электродвигателей, а также защита от коротких замыканий плавкими предохранителями и от перегрузок при помощи тепловых реле.
Читайте также: Электросхемы фрезерных станков серии 6М
Вся пусковая электроаппаратура установлена в двух нишах станины станка.
В каждой нише имеется по две панели с электроаппаратурой; четыре панели составляют комплект панелей управления станка, имеющий общую монтажную схему (рис. 51).
Для подключения электрооборудования к сети и его отключения имеется вводный выключатель, рукоятка которого расположена на дверке левой ниши.
Управление электродвигателем шпинделя — кнопочное. Выбор направления вращения шпинделя производится реверсивным переключателем ПР, который устанавливает нужное вращение двигателя шпинделя.
Управление электродвигателем подачи производится от двух командоаппаратов.
Командоаппарат продольной подачи 1КА состоит из двух конечных выключателей: для включения правого и левого ходов стола.
Командоаппарат поперечной и вертикальной подач 2КА также состоит из двух конечных выключателей. Рукоятка командоаппарата 2КА имеет пять положений: назад, вниз, вперед, вверх и среднее нейтральное.
Для выполнения на станке разных режимов работы в электросхеме имеется переключатель ПУ на три положения рукоятки. При первом положении — «Автоматический цикл» — выполняются только автоматические циклы продольного хода стола, при втором положении — «Подача от рукояток» — производится нормальная работа станка и при третьем положении — «Круглый стол» — производится работа круглым столом, который как приспособление может быть установлен на столе станка.
Управление вращением круглого стола происходит при одностороннем вращении двигателя подачи.
Электронасос для охлаждающей жидкости управляется от выключателя ВО.
Выключатель ВМО служит для отключения местного освещения станка.
Специальный электромагнит ЭБ постоянного тока (рис. 52) служит для привода фрикционной муфты быстрого хода.
Одновременно с включением быстрого хода электромагнит отключает кулачковую муфту подачи.
Питание электромагнита ЭБ выполняется от селенового выпрямителя ВС, основное назначение которого — давать подмагничивающий ток двигателю шпинделя при торможении.
Вводный выключатель ВВ и реверсивный переключатель ПР предназначены для отключения ненагруженных цепей, поэтому при пользовании этими аппаратами электродвигатель шпинделя необходимо предварительно отключить кнопкой «Стоп».
Работа электросхемы при ручном управлении
Переключатель управления ПУ должен быть установлен в положении «Подача от рукояток».
После выбора направления вращения шпинделя переключателем ПР рукоятку вводного выключателя ВВ необходимо установить в положение «Включено». При этом будет подано напряжение сети на, клеммы магнитного пускателя ПШ.
От нажатия кнопки «Шпиндель» магнитный пускатель ПШ включается, и двигатель шпинделя будет вращаться.
При включенном пускателе ПШ рукояткой командоаппарата 1КА (или 2КА) можно включить движение стола со скоростью рабочей подачи. Для получения движения стола вправо (или назад, вниз) включается пускатель ПП, при левом ходе (или ходах вперед, вверх) работает пускатель ПЛ двигателя подачи.
Движение стола со скоростью быстрого хода происходит только при нажатой кнопке «Быстро», которая включает пускатель ПБ электромагнита быстрого хода.
Быстрым ходом стола можно пользоваться как при включенном, так и при отключенном двигателях шпинделя. При отключенном шпинделе быстрый ход осуществляется благодаря шунтированию контакта ПШ 12-28 контактом ПБ при нажатии кнопки «Быстро».
Автоматический останов двигателя подачи при движении стола (консоли или салазок) происходит при переводе концевым кулачком рукоятки командоаппарата 1КА (или 2КА) в нейтральное положение, при этом разрывается цепь питания пускателя ПП (или ПЛ), и двигатель останавливается.
Работа электросхемы при автоматическом управлении
Автоматическое управление применяется только для продольного хода стола.
На станке можно выполнять следующие автоматические циклы:
- правый скачкообразный с реверсом
- левый скачкообразный с реверсом
- маятниковый
При маятниковом цикле рабочая подача стола автоматически чередуется с быстрым ходом в каждом направлении.
Для работы на автоматическом цикле переключатель ПУ должен быть установлен в положение «Автоматический цикл».
Кроме того, необходимо также сделать механическое переключение валика, имеющегося в салазках станка, из положения «Ручное управление» в положение «Автоматический цикл». При последнем положении валика кулачковая муфта продольного хода заперта, и конечный выключатель 4КА нажат. Это обеспечивает управление продольным движением стола только от командоаппаратов 1КА и ЗКА при сблокированных поперечной и вертикальной подачах.
Для объяснения работы схемы в автоматическом цикле разберем выполнение правого скачкообразного цикла с реверсом. Этот цикл состоит из автоматических переключений:
- с быстрого хода вправо на подачу вправо
- с подачи вправо на быстрый ход влево
- с быстрого хода влево на «Стоп»
Для получения быстрого хода стола в начале цикла нужно предварительно убедиться в том, что командоаппарат ЗКА, управляющий работой пускателя ПБ при автоматических циклах, находится в не нажатом состоянии, т. е. через его контакт 43-26 происходит питание пускателя ПБ.
Если контакт ЗКА 43-26 не закрыт, то необходимо сделать поворот звездочки с восемью выступами, сидящей на валу рукоятки командоаппарата 1КА на один выступ, после чего контакт ЗКА 43-26 закроется.
При повороте рукоятки командоаппарата 1КА вправо включится быстрый ход стола вправо, так как произойдет включение пускателей /7/7 для двигателя подачи и ПБ для электромагнита.
Отключение быстрого хода происходит, когда в нужной точке пути стола откидной кулачок сделает поворот звездочки на один выступ, при этом контакт 43-26 командоаппарата ЗКА раскроется, электромагнит ЭБ будет отключен, и стол продолжит движение со скоростью рабочей подачи.
Для переключения движения в нужной точке пути с рабочей подачи вправо на быстрый ход влево в пазу стола должны быть установлены рядом два кулачка:
- кулачок № 1 для перевода рукоятки командоаппарата из положения вправо в положение влево
- кулачок № 3 (откидной) для отключения подачи вправо и включения быстрого хода
Когда кулачок № 1 переводит рукоятку командоаппарата 1КА в положение влево, то перед моментом раскрытия контакта 15-16 от нажатия кулачка № 3 на звездочку с выступами в командоаппарате ЗКА контакт 43-26 уже закрывается, что обеспечивает питание пускателя ПП по цепи 15-42-43-25-16 при раскрытом контакте 15-16 командоаппарата 1КА (см. в схеме диаграмму переключателя ЗКА).
После перевода рукоятки в положение влево кулачок 3 повернет звездочку на один выступ и в командоаппарате ЗКА раскроется контакт 43-26, отключая пускатель ПП — подача вправо. Закрытие нормально закрытого контакта пускателя ПП 22-18 замыкает цепь питания пускателя ПЛ, и двигатель реверсируется. Одновременно контакт ЗКА 43-26 включает пускатель ПБ, и стол идет быстро влево.
Остановка быстрого хода влево происходит при переводе кулачком № 2 рукоятки командоаппарата 1КА в нейтральное положение, в котором отключаются двигатель подачи и электромагнит ЭБ.
Наладку на автоматические циклы следует производить без обрабатываемой детали, так как ошибки при наладке могут привести к включению быстрого хода вместо подачи, что может вызвать поломку инструмента.
Работа схемы при остальных автоматических циклах аналогична вышеописанной.
Импульсное включение двигателей
Для получения быстрого сцепления зубьев зубчатых колес при переключениях скоростей шпинделя предусмотрен кратковременный поворот двигателя шпинделя.
Для указанной цели имеется кнопка «Толчок», при нажатии которой двигатель шпинделя получает кратковременное вращение. Кратковременность включения пускателя ПШ происходит благодаря тому, что при его включении получает питание реле РП, которое, становясь на самопитание, разрывает своим контактом 33-27 цепь питания пускателя ПШ.
При переключениях подачи также имеется возможность кратковременного включения двигателя подачи с помощью конечного выключателя KB, который включает двигатель в то время, когда ручка переключения находится в выдвинутом положении.
Торможение шпинделя
Электропривод шпинделя имеет динамическое торможение двигателя, которое благодаря плавно нарастающему тормозному моменту лучше обеспечивает сохранность механизма при эксплуатации, чем другие способы торможения.
Для выполнения динамического торможения установлено следующее электрооборудование:
- Селеновый выпрямитель ВС, соединенный со специальной обмоткой трансформатора ТУ. Эта обмотка имеет напряжение 55 В при напряжении сети 380 В и 36 В при 220 В.
- Магнитный пускатель ПТ для включения постоянного тока в обмотку статора двигателя на время торможения.
- Промежуточное реле РН, имеющее катушку для напряжения сети трехфазного тока.
При нажатии кнопки «Стоп» ее нормально закрытый контакт отключает пускатель ПШ, и статор двигателя от сети отключается. В отключенной обмотке статора затухающее поле ротора наводит напряжение, приблизительно равное напряжению сети.
Во избежание пробоя селенового выпрямителя последний включается в цепь статора только после снижения наведенного напряжения до малой величины. Контроль исчезновения наведенного напряжения выполняет реле напряжения РН.
Когда реле РН обесточивается, оно своим нормально закрытым контактом 23-41 замыкает цепь питания пускателя ПТ, который подает в обмотку статора постоянный подмагничивающий ток, чем обеспечивается торможение двигателя.
После остановки шпинделя кнопку «Стоп» отпускают, при этом пускатель ПТ отключает селеновый выпрямитель от статора.
Процесс торможения двигателя длится при наибольшей включенной скорости шпинделя 1600 об/мин 3—5 сек.
Блокировки станка
Электросхема имеет ряд блокировок, которые введены для обеспечения правильной эксплуатации станка и его электрооборудования:
- Одновременное включение рукояток командоаппаратов 1КA и 2КА вызывает остановку двигателя подачи, так как совместная работа двух подач не допускается кинематикой станка
- В положении переключателя ПУ «Автоматический цикл» исключены работа поперечной и вертикальной подач и управление от кнопки «Быстро»
- В положении переключателя ПУ «Круглый стол» работа продольной, поперечной и вертикальной подач невозможна
- В положении переключателя ПУ «Подача от рукояток» нормально замкнутые контакты в реверсивном пускателе двигателя подачи зашунтированы для получения принудительного реверсирования двигателя подачи в случае «прилипания» якоря к неподвижному сердечнику магнита в пускателе
- Не допускается рабочая подача во всех направлениях, а также вращение круглого стола при не включенном двигателе шпинделя.
Читайте также: Регулировка фрезерных станков
6М13П станок консольно-фрезерный вертикальный с поворотной головкой. Видеоролик.
Технические характеристики консольного фрезерного станка 6М13П
| Наименование параметра | 6Н13 | 6М13 | 6Р13 | 6Т13 |
|---|---|---|---|---|
| Основные параметры станка | ||||
| Класс точности по ГОСТ 8-71 и ГОСТ 8-82 | Н, П | Н, П | Н, П | Н |
| Размеры поверхности стола, мм | 400 х 1600 | 400 х 1600 | 400 х 1600 | 400 х 1600 |
| Наибольшая масса обрабатываемой детали, кг | 300 | 630 | ||
| Расстояние от торца шпинделя до стола, мм | 30..520 | 30..500 | 30..500 | 70..500 |
| Расстояние от оси шпинделя до вертикальных направляющих станины (вылет), мм | 450 | 450 | 420 | 460 |
| Рабочий стол | ||||
| Наибольший продольный ход стола от руки (по оси X), мм | 900 | 800 | 1000 | 1000 |
| Наибольший поперечный ход стола от руки (по оси Y), мм | 320 | 320 | 320 | 400 |
| Наибольший вертикальный ход стола от руки (по оси Z), мм | 420 | 420 | 420 | 430 |
| Перемещение стола на одно деление лимба (продольное, поперечное, вертикальное), мм | 0,05 | |||
| Перемещение стола на один оборот лимба (продольное, поперечное/ вертикальное), мм | 6/ 2 | |||
| Пределы продольных подач стола (X), мм/мин | 23,5..1180 | 25..1250 | 25..1250 | 12,5..1600 |
| Пределы поперечных подач стола (Y), мм/мин | 15,6..786 | 25..1250 | 25..1250 | 12,5..1600 |
| Пределы вертикальных подач стола (Z), мм/мин | 7,85..393 | 8,3..416,6 | 8,3..416,6 | 4,1..530 |
| Количество подач продольных/ поперечных/ вертикальных | 18 | 18 | 18 | 22 |
| Скорость быстрых продольных перемещений стола (по оси X), м/мин | 2,3 | 3 | 3 | 4 |
| Скорость быстрых поперечных перемещений стола (по оси Y), м/мин | 1,540 | 3 | 3 | 4 |
| Скорость быстрых вертикальных перемещений стола (по оси Z), м/мин | 0,77 | 1 | 1 | 1,33 |
| Шпиндель | ||||
| Частота вращения шпинделя, об/мин | 30..1500 | 31,5..1600 | 31,5..1600 | 31,5..1600 |
| Количество скоростей шпинделя | 18 | 18 | 18 | 18 |
| Перемещение пиноли шпинделя, мм | 85 | 85 | 80 | 80 |
| Перемещение пиноли шпинделя на одно деление лимба, мм | 0,05 | 0,05 | 0,05 | 0,05 |
| Конус фрезерного шпинделя | №3 ГОСТ 836-47 | №3 ГОСТ 836-62 | №3 ГОСТ 836-62 | |
| Конец шпинделя ГОСТ 24644-81, ряд 4, исполнение 6 | ||||
| Отверстие фрезерного шпинделя, мм | 29 | 29 | ||
| Диаметр оправок, мм | 32, 50 | |||
| Диаметр переднего подшипника, мм | 100 | |||
| Поворот шпиндельной головки вправо и влево, град | ±45 | ±45 | ±45 | ±45 |
| Механика станка | ||||
| Выключающие упоры подачи (продольной, поперечной, вертикальной) | Есть | Есть | Есть | Есть |
| Блокировка ручной и механической подач (продольной, поперечной, вертикальной) | Есть | Есть | Есть | Есть |
| Блокировка раздельного включения подач | Есть | Есть | Есть | Есть |
| Торможение шпинделя | Есть | Есть | Есть | Есть |
| Предохранительная муфта от перегрузок | Есть | Есть | Есть | Есть |
| Автоматическая прерывистая подача | Есть | Есть | Есть (продольная) | Есть |
| Электрооборудование, привод | ||||
| Количество электродвигателей на станке | 3 | 3 | 3 | 4 |
| Электродвигатель привода главного движения, кВт | 10 | 10 | 10 | 11 |
| Электродвигатель привода подач, кВт | 2,8 | 3,0 | 3,0 | 3,0 |
| Электродвигатель зажима инструмента, кВт | нет | нет | нет | 0,25 |
| Электродвигатель насоса охлаждающей жидкости, кВт | 0,125 | 0,125 | 0,125 | 0,12 |
| Суммарная мощность всех электродвигателей, кВт | 12,925 | 13,125 | 14,37 | |
| Габарит и масса станка | ||||
| Габариты станка (длина ширина высота), мм | 2575 х 1870 х 2250 | 2565 х 2135 х 2235 | 2560 х 2260 х 2120 | 2570 х 2252 х 2430 |
| Масса станка, кг | 4250 | 3120 | 4200 | 4300 |
- Консольно-фрезерные станки 6М13П, 3М13ПБ. Руководство по уходу и обслуживанию, Горький, 1966
- Консольно-фрезерные станки 6М13П, 3М13ПБ. Руководство по уходу и обслуживанию, Воткинск, 1972
- Ремонт консольно-фрезерных станков 6М83, 6М83Г, 6М13П, 6М13ПБ. Альбом чертежей сменных деталей, Тула, 1971
- Аврутин С.В. Основы фрезерного дела, 1962
- Аврутин С.В. Фрезерное дело, 1963
- Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
- Барбашов Ф.А. Фрезерное дело 1973
- Барбашов Ф.А. Фрезерные работы (Профтехобразование), 1986
- Блюмберг В.А. Справочник фрезеровщика, 1984
- Григорьев С.П. Практика координатно-расточных и фрезерных работ, 1980
- Копылов Р.Б. Работа на фрезерных станках, 1971
- Косовский В.Л. Справочник молодого фрезеровщика, 1992
- Кувшинский В.В. Фрезерование,1977
- Ничков А.Г. Фрезерные станки (Библиотека станочника), 1977
- Пикус М.Ю. Справочник слесаря по ремонту металлорежущих станков, 1987
- Плотицын В.Г. Расчёты настроек и наладок фрезерных станков, 1969
- Плотицын В.Г. Наладка фрезерных станков,1975
- Рябов С.А. Современные фрезерные станки и их оснастка, 2006
- Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
- Тепинкичиев В.К. Металлорежущие станки, 1973
- Чернов Н.Н. Металлорежущие станки, 1988
- Френкель С.Ш. Справочник молодого фрезеровщика (3-е изд.) (Профтехобразование), 1978
Список литературы:
Связанные ссылки
Паспорта и схемы к консольно фрезерным станкам и оборудованию
Каталог справочник консольно фрезерных станков и их аналогов
Прайс-лист информационных изданий
| G00 | Движение | Двигайтесь по прямой на высокой скорости. | XYZ конечной точки | ||
| G01 | Движение | Двигаться по прямой на последней скорости, заданной скоростью (F) | XYZ конечной точки | ||
| G02 | Движение | Дуга окружности по часовой стрелке при скорости (F) | XYZ конечной точки IJK относительно центра R для радиуса | ||
| G03 | Движение | Дуга окружности против часовой стрелки при скорости вращения (F) | XYZ конечной точки IJK относительно центра R для радиуса | ||
| G04 | Движение | Задержка: остановка на указанное время. | P в миллисекундах X в секундах | ||
| G05 | Движение | Немодальные пороги FADAL | |||
| G09 | Движение | Проверка точной остановки | |||
| G10 | Компенсация | Программируемый ввод параметров | |||
| G15 | Координата | Выключить полярные координаты, вернуться к декартовым координатам | |||
| G16 | Координата | Полярные координаты поворота на | |||
| G17 | Координата | Выбрать плоскость X-Y | |||
| G18 | Координата | Выбрать плоскость X-Z | |||
| G19 | Координата | Выбрать плоскость Y-Z | |||
| G20 | Координата | Координаты программы в дюймах | |||
| G21 | Координата | Координаты программы | мм|||
| G27 | Движение | Проверка возврата контрольной точки | |||
| G28 | Движение | Вернуться в исходное положение | |||
| G29 | Движение | Возврат из исходной позиции | |||
| G30 | Движение | Вернуться ко 2-й, 3-й и 4-й контрольной точке | |||
| G32 | Консервы | Нарезание резьбы с постоянным шагом (например, G01 синхронизировано со шпинделем) | |||
| G40 | Компенсация | Коррекция на инструмент выключена (компенсация радиуса.) | |||
| G41 | Компенсация | Коррекция на инструмент слева (поправка радиуса) | |||
| G42 | Компенсация | Коррекция на инструмент правый (поправка радиуса) | |||
| G43 | Компенсация | Применить коррекцию на длину инструмента (плюс) | |||
| G44 | Компенсация | Применить коррекцию на длину инструмента (минус) | |||
| G49 | Компенсация | Коррекция на длину инструмента отменить | |||
| G50 | Компенсация | Сбросить все масштабные коэффициенты на 1.0 | |||
| G51 | Компенсация | Включить масштабные коэффициенты | |||
| G52 | Местная рабочая смена для всех систем координат: добавить смещения XYZ | ||||
| G53 | Система координат станка (отменить рабочие смещения) | ||||
| G54 | Рабочая система координат (1-я деталь) | ||||
| G55 | Рабочая система координат (2-я деталь) | ||||
| G56 | Рабочая система координат (3-я деталь) | ||||
| G57 | Рабочая система координат (4-я деталь) | ||||
| G58 | Система координат заготовки (5-я деталь) | ||||
| G59 | Система координат заготовки (6-я деталь) | ||||
| G61 | Другое | Режим проверки точной остановки | |||
| G62 | Другое | Автоматический корректор угла | |||
| G63 | Другое | Режим нарезания | |||
| G64 | Другое | Лучшая скорость | |||
| G65 | Другое | Пользовательский макрос, простой вызов | |||
| G68 | Координата | Вращение системы координат | |||
| G69 | Координата | Отменить вращение системы координат | |||
| G73 | Консервы | Высокоскоростной цикл сверления (малый отвод) | |||
| G74 | Консервы | Цикл нарезания левой резьбы | |||
| G76 | Консервы | Чистовое растачивание cyle | |||
| G80 | Консервы | Отмена постоянного цикла | |||
| G81 | Консервы | Простой цикл сверления | |||
| G82 | Консервы | Цикл сверления с остановкой (зенковка) | |||
| G83 | Консервы | Цикл сверления (полный отвод) | |||
| G84 | Консервы | Цикл нарезания резьбы | |||
| G85 | Консервы | Постоянный цикл растачивания, без задержки, без подачи | |||
| G86 | Консервы | Стандартный цикл растачивания, останов шпинделя, ускоренный выход | |||
| G87 | Консервы | Постоянный цикл обратного растачивания | |||
| G88 | Консервы | Постоянный цикл растачивания, останов шпинделя, ручной выход | |||
| G89 | Консервы | Постоянный цикл растачивания, выдержка, выдача | |||
| G90 | Абсолютное программирование XYZ (системы типа B и C) | ||||
| G90.1 | Абсолютное программирование IJK (системы типа B и C) | ||||
| G91 | Инкрементальное программирование XYZ (системы типа B и C) | ||||
| G91.1 | Инкрементальное программирование IJK (системы типа B и C) | ||||
| G92 | Смещение системы координат и сохранение параметров | ||||
| G92 (альтернативный) | Движение | Фиксатор максимальной скорости шпинделя | S | ||
| G92.1 | Отменить параметры смещения и нуля | ||||
| G92.2 | Отменить смещение и сохранить параметры | ||||
| G92.3 | Система координат смещения с сохраненными параметрами | ||||
| G94 | Движение | Режим подачи единиц в минуту.Единицы измерения в дюймах или мм. | |||
| G95 | Движение | Режим подачи единиц на оборот. Единицы измерения в дюймах или мм. | |||
| G96 | Движение | Постоянная поверхностная скорость | |||
| G97 | Движение | Отмена постоянной скорости резания | |||
| G98 | Консервы | Возврат к исходной плоскости Z после постоянного цикла | |||
| G99 | Консервы | Возврат в исходную плоскость R после постоянного цикла | |||
Gcode | Прошивка Marlin

- О Marlin
- Скачать
- Настроить
- Установить
- Инструменты
- Bitmap Converter
- Шаблон калибровки K-Factor
- Bugtracker
Отчеты об ошибках - Справка
- Конфигурация
- Все документы
- Конфигурация Marlin
- Лазер / шпиндель Конфигурация зонда
Разработка- Все документы Платы
- Стандарты кодирования
- Запросы
- Кодирование
- Стандарты
Сценарии Marlin Github
- Участие в Marlin
- Запросы функций
- Добавление новых шрифтов
- Языковая система ЖК-дисплея
- Все документы
- Автоматическое выравнивание станины
- Унифицированное выравнивание станины
- Автозапуск
- EEPROM
- Отвод микропрограммы
- Linear Advance
- Код компенсации температуры датчика Дерево меню ЖК-дисплея
ОстановитьProfessional 5-осевой фрезерный обрабатывающий центр с ЧПУ и фрезерной консолью PLC + Modbus | |
1.Product Name: Профессиональный 5-осевой фрезерный обрабатывающий центр с ЧПУ с фрезерной консолью PLC + Modbus
2. Ось: 5 осей
3. Для станков: станки токарные, тьюринговые, нарезные, торцевые, специальные станки.


Особенности продукта
★ Адаптация технологии шины Modbus, ARM + DSP + FPGA
★ Порт USB и RS232, функция DNC USB (НОВИНКА)
★ Технология удаленного доступа к сети и возможность диагностики системы в режиме онлайн (НОВИНКА)
★ Память пользователя составляет 128 МБ и может содержать бесконечное количество программ (НОВИНКА)
★ Абсолютно Тип двигателя (17 бит, мульти-круг) технология управления (НОВИНКА)
★ Самая высокая скорость составляет 300 м / мин, скорость обработки достигает 0.01 ~ 30 м / мин (НОВИНКА)
★ Цикл интерполяции составляет 2 мс, точность управления составляет 0,1 мкм (НОВИНКА)
★ Все замкнутые контуры с управлением линейкой и точностью <2 мкм (НОВИНКА)
★ Предварительное считывание программа коротких линий для высокоскоростной гравировки и резки (НОВИНКА)
★ Интеллектуальный диалоговый интерфейс «человек-машина» (НОВИНКА)
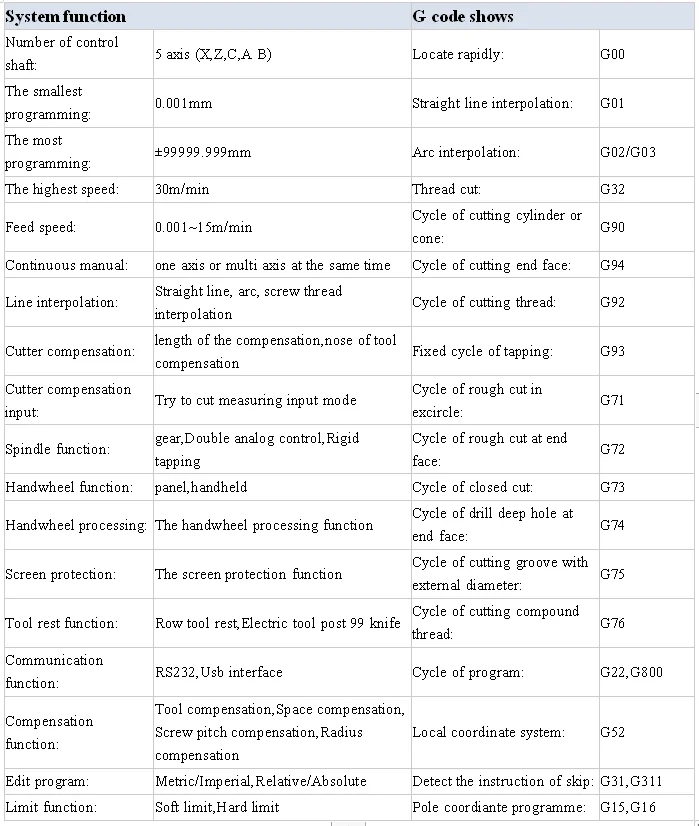
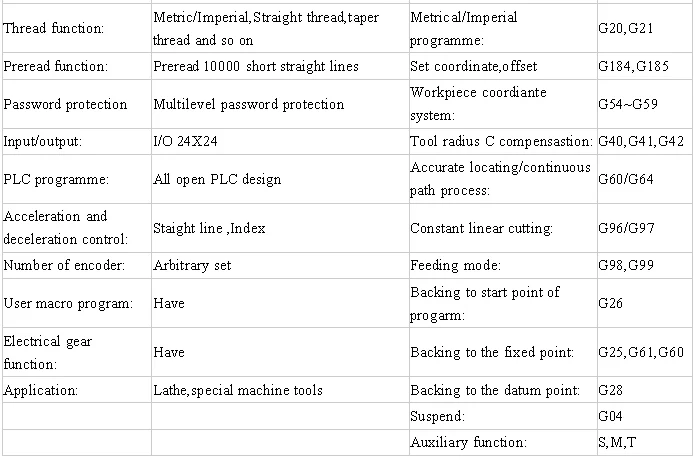
1. промышленная упаковка: полиэтиленовый пакет + пенополистирол + картон + деревянные поддоны
2.Коммерческая упаковка: полиэтиленовый пакет + пенополистирол + картон
3. По требованию клиентов
Сведения о доставке: Обычно готовые товары и запасы в течение 1-3 дней
1. Специальная логистическая упаковка
2. Подходящий размер коробки
4.Профессиональное размещение
Наш продукт после строгого тестирования и изучения
Наша цель:
Сделайте наиболее практичную идеальную систему ЧПУ
Отливка высококачественных товаров для обслуживания всего мира
Наш клиент
Наш заказчик поставляет машины с нашим полным набором систем.
Наш клиент
Клиент обработки использует нашу систему, чтобы уменьшить объем ручной работы.
Наш клиент
Наш заказчик находится на выставке с нашим набором систем и нашей механической рукой для осуществления немеханического управления.
Тестовая комната
24 часа работы при разной температуре и влажности
,