Копировально фрезерный станок по металлу: Копировально фрезерный станок по металлу
alexxlab | 24.11.1992 | 0 | Фрезерный
Копировально фрезерный станок по металлу
Главная / ЧПУ станок / Фрезерный станок / Копировально фрезерный станок по металлу
Копировально фрезерный станок по металлу применяются для изготовления деталей сложной формы, таких, например, как вырубные и гибочные штампы, металлические модели отливок, кокили, пресс-формы, лопасти гребных винтов и турбинных лопаток. Эти станки выпускают на базе фрезерных станков общего назначения и в качестве специальных моделей, предназначенных для обработки заготовок деталей определенных типов; станки могут иметь один или несколько (два-три) горизонтальных или вертикальных шпинделей. На многошпиндельных копировально фрезерных станках можно обрабатывать несколько одинаковых или «зеркально отраженных» деталей. Для расширения технологических возможностей изготовляют также станки, которые могут работать не только, как копировальные, но и как станки с программным управлением (рис. 1).
Тяжелые копировально фрезерные станки по металлу оснащают иногда видеоаппаратурой для наблюдения за процессом обработки и управления ими с удобного для оператора места.
В системах управления современных копировально фрезерных станков ЧПУ находят применение механические, электромеханические и гидравлические следящие системы в различных комбинациях. Механические следящие системы используют в небольших копировально-фрезерных станках для гравировальных работ или для фрезерования по копирам сложных поверхностей мелких деталей, точность обработки которых ограничивается пределами отклонений 0,1-0,2 мм.
Рис. 1. Двухшпиндельный вертикальный копировально фрезерный станок ДФ-263 с узлом программного управления
Копировально фрезерный станок с пантографом
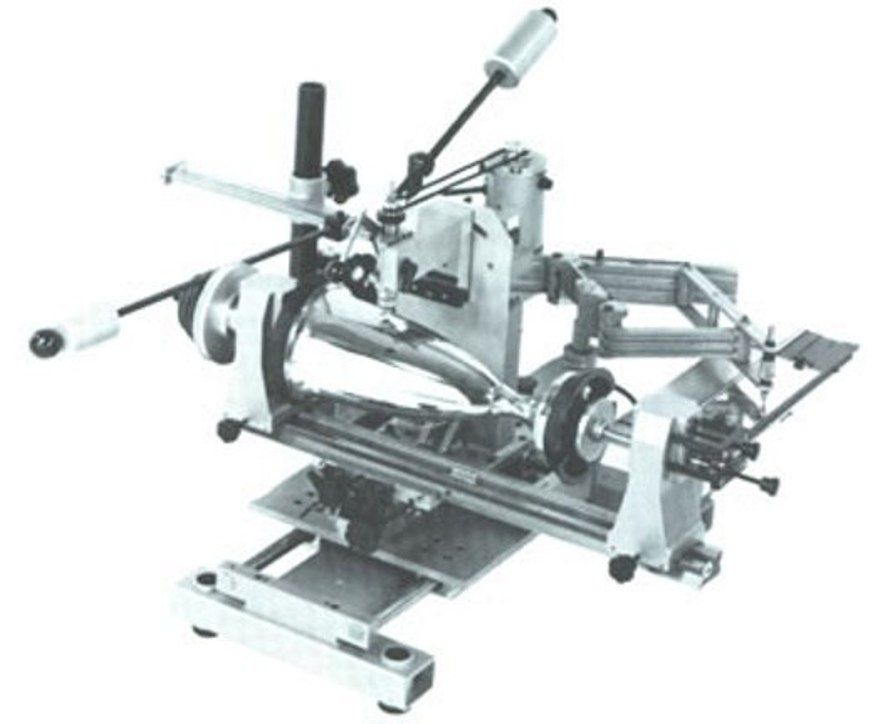
На рис. 2 показан копировально фрезерный станок с пантографом для объемного копирования. На станине 9 закреплена стойка 3 с осью поворота 4 пантографа 6. Шпиндель 2 фрезерной головки и копировальный шпиндель 7, несущий щуп, вращаются в расточках пантографа и связаны рычагом 5. Рычаг 5 соединен с осью поворота 4 пантографа так, что может поворачиваться вокруг горизонтальной и вертикальной осей и свободно перемещаться в продольном направлении.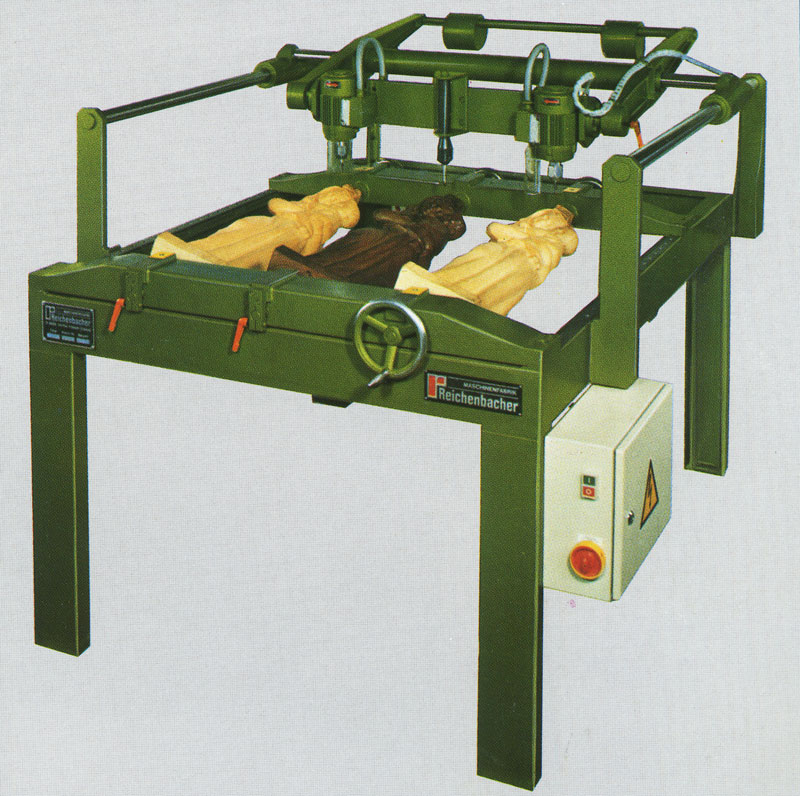
Рис. 2. Копировально фрезерный станок по металлу с пантографом для объемного копирования
Рабочий вручную перемещает щуп по копиру, закрепленному на столе 8; при этом фреза воспроизводит в уменьшенном (от 1:1,5 до 1:10) масштабе движения щупа и обрабатывает заготовку, закрепленную на столе 1. Изменение масштаба копирования достигается перемещением ползушек 10 и 11 по плечам пантографа. Рабочий стол 1 и стол 8 копира имеют установочные перемещения в горизонтальном и вертикальном направлениях. Шпиндель станка получает вращение от электродвигателя (N = 0,4 кВт, n = 1480 об/мин) через две ступенчатые ременные передачи, обеспечивающие шесть ступеней скорости шпинделя в диапазоне 1750 – 9600 об/ мин.
В копировально фрезерных станках по металлу с механическими следящими системами должен быть обеспечен надежный контакт щупа с копиром; зазоры и упругие деформации в системе, варьирование силы резания и изменение сечения стружки при обработке могут вызвать нарушение контакта или вибрацию и появление ряби на обрабатываемой поверхности.
В копировально фрезерных станках по металлу с электрической или гидравлической следящей системой сила резания не влияет на силу контакта щупа с копиром. Это позволяет уменьшить силу давления на копир до 1-6 н. Имеются и бесконтактные электронные следящие системы, которые позволяют фрезеровать профиль непосредственно по чертежу или по копирам и моделям, выполненным из самых мягких материалов.
Кинематическая схема копировально фрезерного станка
На рис. 3 показана кинематическая схема электрокопировального фрезерного полуавтомата 6441 Б. По направляющим станины 1 в продольном направлении перемещается стол 2. Скорость продольного перемещения стола при помощи электродвигателя Dnp постоянного тока (N = 0,37 кВт, n = 85 ÷ 1085 об/мин) может меняться бесступенчато в пределах
Vпр = (85…1085)*14/56*18/58*18/58*6*2 ≈ 25…315 мм/мин.
На столе установлены стойки 3 и 4. Нижняя стойка 3 предназначена для крепления заготовки, верхняя 4 – для крепления копира.
Рис. 3. Кинематическая схема электрокопировального фрезерного полуавтомата 6441Б.
Концевая фреза 13 имеет 18 ступеней чисел оборотов, от 63 до 3150 в минуту, которые сообщаются ей от двухскоростного электродвигателя D1 через девятиступенчатую коробку скоростей, смонтированную в шпиндельной бабке 12. Последняя расположена на траверсе 11, которая может перемещаться вертикально по направляющим стойки 10. Это перемещение сообщается ей от электродвигателя постоянного тока Dв со скоростью
Vв = (85…1085)*14/56*18/58*22/71*6*2 ≈ 25…315 мм/мин
Шпиндельная бабка 12 и жестко скрепленный с ней корпус копировального прибора 6 могут перемещаться, кроме того, по траверсе вдоль оси шпинделя от электродвигателя постоянного тока Dnon со скоростью
Vnon = (85…1085)*14/56*18/58*26/41*6*1 ≈ 25…315 мм/мин
Во время работы копировально фрезерного станка по металлу, когда стол 2 перемещается в продольном направлении, щуп 5, прижимаемый к копиру пружиной, перемещается в соответствии с профилем копира в поперечном направлении и вызывает изменения воздушного зазора между якорем 8 и сердечниками катушек 7 и 9.
После того, как щуп пройдет всю длину копира, шпиндельная бабка 12 вместе с фрезой 13 и щупом 5 переместится в вертикальном направлении на ширину снятого слоя металла, и столу станка автоматически сообщится движение в обратном направлении. Эти движения повторяются до тех пор, пока щуп не обойдет всю поверхность копира.
Гидравлическая схема копировально фрезерного станка
На рис. 4 приведена одна из простейших гидравлических схем следящей системы 
Рис. 4. Принципиальная схема гидравлической следящей системы копировально фрезерного станка по металлу.
При перемещении щупа вниз под действием пружины 6 открываются щели b и d следящего золотника 5. В результате этого масло от насоса Н поступает через щель b золотника в бесштоковую полость рабочего гидроцилиндра. Под давлением масла в этой полости поршень вместе со штоком, шпиндельной бабкой 7 и корпусом следящего золотника 5 опускается вниз, вытесняя масло из штоковой полости гидроцилиндра через щель d в бак. Шпиндельная бабка будет перемещаться вниз до тех пор, пока щели b и d не перекроются корпусом следящего золотника. Клапан К предохраняет насос от перегрузки.
При перемещении щупа Вверх открываются щели α и c исследящего золотника, масло от насоса Н поступает через щель α в штоковую полость рабочего гидроцилиндра, а из бесштоковой полости масло вытесняется через щель с в бак. Поршень вместе со шпиндельной бабкой и корпусом следящего золотника перемещается вверх до тех пор, пока щели α и c вновь не перекроются корпусом золотника.
Таким образом силовой цилиндр, жестко связанный со шпиндельной бабкой, следит за перемещениями щупа следящего золотника. Точность слежения копировально фрезерного станка по металлу может быть очень высокой, порядка 0,01-0,02 мм.
Статьи по станкам ЧПУ
Более 1000 статей о станках и инструментах, методах обработки металлов на станках с ЧПУ.
Следующая статья
Копировально-фрезерный станок по металлу: характеристики, возможности
Фрезерный станок пригодится как на предприятиях, так и в бытовых условиях. Главное – заранее решить, какой именно вид оборудования надо приобрести. Ведь агрегат выпускается в нескольких разновидностях, у каждой из которых свои параметры. Выбор зависит от назначения устройства, требуемых результатов.
При производстве, использовании домашних мастерских иногда приходится создавать детали с определёнными образцами по формам, размерам. Копировально-фрезерные станки – устройства, позволяющие решить проблему в условиях предприятий. Обработка гарантированно проходит с высокой скоростью, точностью при использовании копировально фрезерных станков.
Копировально-фрезерные станки – устройства, позволяющие решить проблему в условиях предприятий. Обработка гарантированно проходит с высокой скоростью, точностью при использовании копировально фрезерных станков.
Технические характеристики
У каждой модели имеются свои конкретные цифры по параметрам. Следующие технические характеристики важны для моделей любого вида:
- Вес.
- Мощность электродвигателя и скорость его работы.
- Вертикальный ход стола, по максимуму.
- Поперечный ход стола.
- Продольный ход стола.
- Определение габаритов по рабочей поверхности стола.
- Рабочая поверхность стола изделия, которое копируется.
- Диаметр наибольшей окружности.
- Масштаб копирования.
Станки оснащают дополнительными инструментами, способствующими созданию различных форм. Использование шаблонов упрощает работу.
Возможности копировально-фрезерного оборудования
Станки копировальной группы относятся к оборудованию с фрезами. Отличный вариант, когда обрабатываются детали, имеющие поверхности с объёмом, определёнными плоскостями. Такая конструкция позволит без проблем выполнять гравировку так называемых фасонных изделий, с нанесением надписей, узоров. Фрезерные работы предполагают лёгкую обработку дерева с металлом.
Инструменты по металлам комплектуются частью с резаками, на основе разных материалов. Благодаря чему становится допустимой обработка различных основ:
- Чугунная.
- Стальная, разных сортов.
- Металлическая, цветная.
Одна из сфер применения – крупно- и мелкосерийное производство деталей, обладающих различными характеристиками.
Копировальные станки способны выполнить операции, недоступные для владельцев обычных универсальных приборов. Основной принцип работы – копирование, при котором используются шаблоны. Даже обработка форм высокой сложности проходит без человеческого фактора. Параметры геометрического плана у деталей остаются одинаковыми. Крупные партии с деталями производятся и на основе одного шаблона.
Основной принцип работы – копирование, при котором используются шаблоны. Даже обработка форм высокой сложности проходит без человеческого фактора. Параметры геометрического плана у деталей остаются одинаковыми. Крупные партии с деталями производятся и на основе одного шаблона.
На станке устанавливаются специальные копиры, чтобы результат работы был ещё точнее.
Устройство станка
У станков главное назначение – фрезерование, плоскостного и объёмного типа. Основным рабочим инструментом становятся так называемые фрезы. Именно они отвечают за обработку контура, либо объёмной поверхности детали. Движения копира повторяются. Элементы различного типа образуют соединение между отслеживающими системами и органами выполнения операции:
- Механические.
- Пневматические.
- Гидравлические.
Такие элементы формируют усилие, получаемое рабочим органом от копира.
Устройство работает с шаблонами – пространственными и контурными моделями в плоскости. Так же используются детали-эталоны, либо контурные чертежи. Фреза считывается:
Так же используются детали-эталоны, либо контурные чертежи. Фреза считывается:
- Фотографическими элементами.
- Щупами специального назначения.
- Роликовыми, пальцевыми механизмами.
Листы шаблонов изготавливаются с помощью алюминия и любых других металлов, дерева или пластика.
Обработка деталей, шаблонов происходит на рабочем станке, с вращением.
Использование следующих деталей начинает движение рабочего органа:
- Муфтовый электромагнитный элемент.
- Дифференциальная часть.
- Соленоид.
- Клапанная деталь золотникового типа.
- Винтовая конструкция.
Реле – обязательные приспособления у копировальных устройств, ставятся на усиливающие части. Они могут быть нескольких видов: с электромагнитами, на гидравлике, электрооптического типа.
Скорость, с которой движется следящее устройство – параметр, определяющий качество готовой детали. Для готовых изделий можно добиваться следующих параметров:
Для готовых изделий можно добиваться следующих параметров:
- Точность профиля до 0,02 миллиметров.
- Шероховатость – №6.
Гидравлический цилиндр вместе с электрической цепью становятся основными элементами для исполнительной цепи у такого оборудования.
Копирование с заданным масштабом обеспечивается за счёт пантографа. У него так же есть конструкция из нескольких деталей:
- Отдельная вращательная ось.
- Инструментальный шпиндель.
- Ось направляющего пальца.
- Сам палец.
Одна рейка вмещает шпиндель вместе с направляющим пальцем. Соотношение плеч у рейки определяет масштаб копирования.
Рейка начинает двигаться, когда по шаблону перемещают палец. На следующем этапе осуществляется свободное осевое движение. У другой стороны рейки движения идентичные, при помощи станкового шпинделя. Последний понадобится при самостоятельном изготовлении инструментов. Функциональность устройства увеличивается.
Разновидности станков копировально-фрезерной группы
Станки копировального типа комплектуются оборудованием разного вида. Этот параметр позволяет выделить следующие группы приспособлений:
- Фотокопировальные разновидности.
- Станки, у которых подача осуществляется за счёт гидравлики или электрики, механики.
- Разновидности с одним, несколькими шпинделями. Оснащаются специальными поворотными столами, с формой прямоугольника или круга.
- При использовании копира. При закреплении последнего используется поворотная рейка. Она сама перемещается по плоскости в вертикали.
- С добавлением пантографов. Помогает обрабатывать детали в 2-3 измерениях одновременно. Многие выбирают модель Декель ГК 21.
Допустимо самостоятельное создание мастерами станков, относящихся к одной из групп, описанных выше. Остаётся только подыскать чертежи вместе с необходимыми комплектующими.
Следующие категории выделяются в зависимости от степени автоматизации:
- Оборудование в стационаре, на полном автомате. В комплекте – пружины, играющие роль пневматики, с головкой трёхшпиндельного типа. Одновременно рассверливает отверстия тройного типа.
- Стационарные автоматы, когда за фиксацию отвечает пневматика, представленная пружинами.
- Ручные или настольные, с использованием механического способа фиксации.
Принцип работы
Деталью, задающей характеристики, при обработке становятся копиры. Головка у стола – основной инструмент для работы, принимающий перемещения на рабочей поверхности, контуре. Повтор движений проводится за счёт частей с резаками.
Работа главных элементов осуществляется с основными и вспомогательными движениями. Главное – когда вращается и перемещается шпиндель, инструменты врезаются в материалы заготовок, по контуру ходит стол с салазками.
Движений вспомогательного типа бывает несколько:
- Ускорение движения стола, салазок.
- Перемещения установок, от столиков с копировальными пальцами, механизмами упора, зажима.
Обычные действия, использование обратной связи – два основных вида схем, реализация которых допускается для устройств. Жёсткая связь с копиром – основа самой простой схемы, прямой разновидности. Связь отсутствует, когда движение обратное. Устройство отслеживания передаёт движения.
Когда фрезеруется контур, либо объём, станки данного типа подходят идеально. Если фрезерование контурное – предполагается использование плоскости, которая находится параллельно, либо перпендикулярно по отношению к инструменту. Второй случай предполагает движения стола вдоль, либо поперёк. Объёмный вариант работы – когда деталь обрабатывается поэтапно. При движениях применяется сразу несколько плоскостей.
Пантограф так же позволяет реализовать прямую схему. Он уменьшает размеры изделий в готовом виде по сравнению с шаблонами. Самостоятельное изготовление устройств при необходимости не доставит хлопот.
Самостоятельное изготовление устройств при необходимости не доставит хлопот.
Заключение
Для столярных и модельных мастерских копировальные станки подходят как нельзя лучше, поскольку они позволяют обрабатывать металл и дерево в одинаковой степени. Главное – чтобы поверхность была достаточно мягкая. Популярными стали модели, привезённые из Италии. Но тайваньские и китайские установки ничуть не уступают по качеству. Высокая точность и надёжность – главное достоинство современного оборудования.
Достаточно 2-3 дневного обучения, чтобы приступить к работе с деталями любой сложности.
Копировально-фрезерные станки б/у на продажу. Elumatec equipment & more
 75″ href=”/listings/57927216-copy-head-from-copymat-copymat-19898-in-wiefelstede-germany”>
75″ href=”/listings/57927216-copy-head-from-copymat-copymat-19898-in-wiefelstede-germany”>Trusted Seller
1.250 €
Wiefelstede, Germany
Trusted Seller
Wiefelstede, Germany
Trusted Seller
Barntrup, Germany
Krefeld, Germany
 0″ href=”/listings/34862582-copy-routing-machine-ekf-100s-in-konigsbach-stein-germany”>
0″ href=”/listings/34862582-copy-routing-machine-ekf-100s-in-konigsbach-stein-germany”>Кенигсбах-Штайн, Германия
Кенигсбах-Штайн, Германия
Доверенный продавец
2.500 €
Hatzfeld, Germany
Trusted Seller
Staufenberg, Germany
 75″ href=”/listings/24031129-lid-gk-1-engraving-copy-milling-machines-in-wiesbaden-germany”>
75″ href=”/listings/24031129-lid-gk-1-engraving-copy-milling-machines-in-wiesbaden-germany”>Trusted Seller
Wiesbaden, Germany
Königsbach-Stein, Germany
Königsbach-Stein, Germany
Кенигсбах-Штайн, Германия
 0″ href=”/listings/34862579-copy-milling-machine-olive-drilling-unit-kf130s-fc-3f-m-manual-feed-kf130-zvm-2300-in-konigsbach-stein-germany”>
0″ href=”/listings/34862579-copy-milling-machine-olive-drilling-unit-kf130s-fc-3f-m-manual-feed-kf130-zvm-2300-in-konigsbach-stein-germany”>Кенигсбах-Штайн, Германия
Страница не найдена 404
Что случилось?Эта ссылка никуда не ведет. Возможно, вы неправильно написали ссылку или перешли по старой ссылке.
Что я могу сделать?Пожалуйста, используйте строку поиска или расширенный поиск, чтобы найти то, что вы ищете.
Попробуйте наше приложение Machineseeker прямо сейчас!
Приложение Machineseeker для iPhone и Android .
Дополнительная информация
Machineseeker.com является официальным спонсором:
Популярные подержанные машины: Топ 200 -1к -2к -3k -4k -5к -6к -7к -8k -9к -10к -11к -12к -13к -14k -15к -16к -17к -18k -19к -20к -21k -22k -23k -24k
Вся информация, предложения и цены на этом сайте могут быть изменены и не носят обязательного характера!
Используя этот веб-сайт, вы принимаете наши условия и политика конфиденциальности .