Продольно фрезерный станок 6652: 6652 станок продольно-фрезерный двухстоечный. Паспорт, схемы, описание
alexxlab | 04.04.2023 | 0 | Фрезерный
6652 станок продольно-фрезерный двухстоечный. Паспорт, схемы, описание
Сведения о производителе продольно-фрезерного станка 6652
Производитель продольно-фрезерного станка 6652 – Ленинградский станкостроительный завод им. Свердлова, основанный в 1868 году.
С 1949 предприятие тяжёлого станкостроения. Завод начал выпуск металлорежущих станков собственной конструкции (горизонтально-расточных, координатно-расточных, копировально-фрезерных, типа «обрабатывающий центр» и др.
Объединение обладает замкнутым технологическим циклом, имеет литейное, заготовительное, гальваническое производства, все виды механической обработки, стендовую сборку станков, малярные и упаковочные участки.
Станки производства Ленинградского станкостроительного завода им. Свердлова
- 2А470 – станок координатно-расточной двухстоечный особо высокой точности, 1400 х 2240
- 2А614 – станок горизонтально-расточной универсальный, Ø 80
- 2А620 – станок горизонтально-расточной универсальный, Ø 90
- 2А620Ф1 – станок горизонтально-расточной с УЦИ, Ø 90
- 2А620Ф2 – станок горизонтально-расточной с ЧПУ, Ø 90
- 2А622 – станок горизонтально-расточной универсальный, Ø 110
- 2А622Ф1 – станок горизонтально-расточной универсальный, Ø 110
- 2А622Ф2 – станок горизонтально-расточной с ЧПУ, Ø 110
- 2А622Ф4 – станок горизонтально-расточной с ЧПУ, Ø 110
- 2А656Ф11, 2А656РФ11 – станок горизонтально-расточной тяжелый универсальный с подвижной стойкой, Ø 160
- 2В460 – станок координатно-расточной двухстоечный, 1000 х 1600
- 2В622Ф4 – станок горизонтально-расточной с ЧПУ, Ø 125
- 2Е460
- 2Е470 – станок координатно-расточной двухстоечный, 1400 х 2240
- 2Е656, 2Е656Р – станок горизонтально-расточной тяжелый универсальный с подвижной стойкой, Ø 160
- 262Г – станок горизонтально-расточной универсальный, Ø 85
- 2620, 2620А – станок горизонтально-расточной универсальный, Ø 90
- 2622, 2622А – станок горизонтально-расточной универсальный, Ø 110
- 2657 – станок горизонтально-расточной универсальный, Ø 150
- 6441Б – станок копировально-фрезерный горизонтальный с электронным управлением, 630 х 1200
- 6652 – станок продольно-фрезерный двухстоечный четырехшпиндельный, 1250 х 4250
6652 станок продольно-фрезерный двухстоечный четырехшпиндельный.
 Назначение, область применения
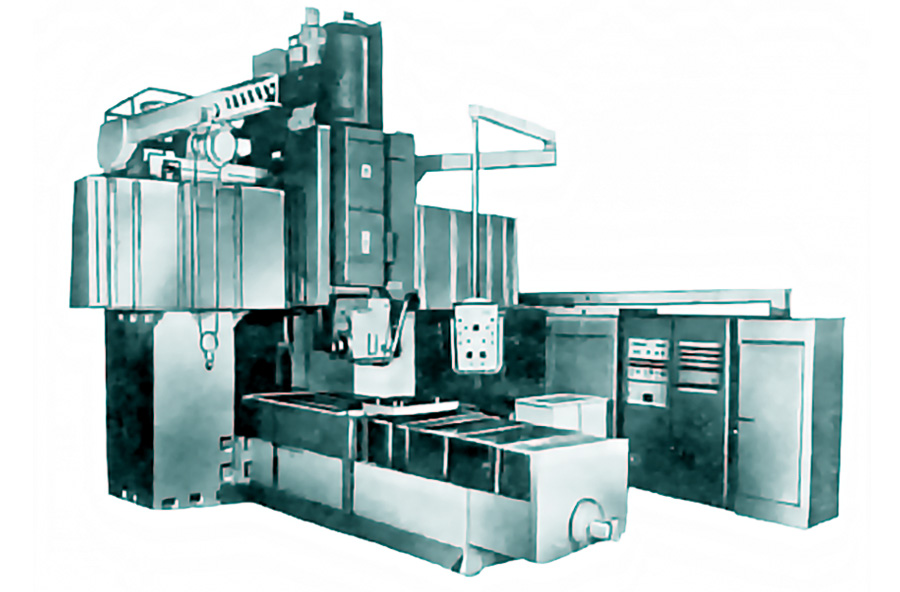
Назначение, область примененияПродольно-фрезерный двухстоечный четырехшпиндельный станок 6652 выпускался заводом в 50-х годах прошлого века.
Фрезерный станок 6652 предназначен для фрезерования крупногабаритных деталей или для одновременной обработки нескольких деталей средних размеров и веса. Фрезеровать можно как с одной, так сразу с двух или трех сторон. В работе могут принимать участие от одной до четырех шпиндельных бабок. Станок применяется в индивидуальном и серийном производстве для обработки стали и чугуна твердосплавными, а также быстрорежущими фрезами.
Принцип работы и особенности конструкции станка
Станок 6652 имеет высокую мощность привода резания и достаточную быстроходность. Для бесступенчатого изменения скорости подач (применен электропривод по системе генератор — двигатель с диапазоном изменения скорости при электрическом регулировании, равным 18.
Управление станком 6652 производится с центрального пульта по электрогидравлической системе. Все самостоятельные кинематические цепи привода подач и установочных перемещений отдельными предохранительными шариковыми муфтами.
Все самостоятельные кинематические цепи привода подач и установочных перемещений отдельными предохранительными шариковыми муфтами.
Расположение составных частей продольно-фрезерного станка 6652
Расположение основных узлов продольно-фрезерного станка 6652
Расположение составных частей продольно-фрезерного станка 6652. Смотреть в увеличенном масштабе
Перечень основных узлов продольно-фрезерного станка 6652
- А — привод подач и быстрых перемещений стола и шпиндельных бабок;
- Б — левая горизонтальная шпиндельная бабка;
- В — левая стойка;
- Г — механизм перемещения вертикальных шпиндельных бабок;
- Д — траверса;
- Е — левая вертикальная шпиндельная бабка;
- Ж — привод перемещения траверсы;
- З — правая вертикальная шпиндельная бабка;
- И — портал;
- К — правая стойка;
- Л — правая горизонтальная шпиндельная бабка;
- М — механизм перемещения горизонтальных бабок;
- И — станина;
- О — стол.
Органы управления продольно-фрезерного станка 6652
- 1 — рукоятка переключения двойного подвижного блока шестерен Б1;
- 2 — зажимы поворотной части шпиндельной бабки;
- 3 — маховичок ручного перемещения гильзы со шпинделем;
- 4 — зажимы шпиндельной гильзы;
- 5 — место установки рукоятки для ручного перемещения шпиндельной бабки;
- 6 — подвесной пульт управления;
- 7 — рукоятка управления тройным подвижным блоком шестерен Б3;
- 8 — центральный пульт управления;
- 9 — рукоятка управления двойным подвижным блоком шестерен Б2.
Остальные элементы управления станком гидрофицированы.
На каждой бабке имеются зажимы для ее закрепления, зажим для закрепления гильзы и фиксатор нулевого положения шпинделя.
br>
Кинематическая схема продольно-фрезерного станка 6652
Кинематическая схема продольно-фрезерного станка 6652
1. Кинематическая схема фрезерного станка 6652. Смотреть в увеличенном масштабе
Кинематическая схема фрезерного станка 6652. Смотреть в увеличенном масштабе
2. Кинематическая схема фрезерного станка 6652. Смотреть в увеличенном масштабе
Кинематическая схема продольно-фрезерного станка 6652
- 1 – станина;
- 2 – стол;
- 3 – стойки;
- 4 – горизонтально шпиндельные бабки;
- 5 – траверса;
- 6 – вертикально шпиндельные бабки;
- 7 – портал, жестко связывающий стойки.
Движения в станке
- Движения резания – вращение каждого из четырех шпинделей с фрезами
- Движения подач
- продольное поступательное перемещение стола совместно с обрабатываемыми деталями
- вертикальное поступательное перемещение правой и левой горизонтальных шпиндельных бабок
- горизонтальное поступательное перемещение правой и левой вертикальных шпиндельных бабок
- Вспомогательные движения
- быстрые перемещения стола и шпиндельных бабок в тех же направлениях
- ручные перемещения шпиндельных бабок
- ручные повороты шпиндельных бабок
- ручные поступательные перемещения гильз со шпинделями
- вертикальное поступательное перемещение траверсы
- движение механизма зажима траверсы
Принцип работы продольно-фрезерного станка 6652
На шпиндели обычно устанавливают торцовые фрезы, но могут быть использованы также хвостовые и некоторые другие типы фрез.
- 1) обработка деталей с подачей стола; бабки и траверсы при этом зажаты;
- 2) обработка деталей с подачей бабок; стол и траверса при этом зажаты;
- 3) фрезерование детали с одновременной подачей стола и одной из бабок;
- 4) фрезерование с переходом от подачи стола к подаче бабками.
Кинематика станка модели 6652
Движения резания
Приводы всех четырех шпиндельных бабок почти одинаковы, поэтому достаточно рассмотреть кинематику одной из шпиндельных бабок. Как видно из рис. 100, б, привод движения резания состоит из первой и последней понижающих передач и 12 ступенчатой коробки скоростей с подвижными блоками шестерен.
Вращение от электродвигателя мощностью 20 кВт через колеса 40—78 передается валу I коробки скоростей. Двойной подвижной блок шестерен Б1 сообщает вращение валу II либо шестернями 22—44 (как показано на схеме), либо шестернями 33—33. Вал III получает вращение от вала II посредством двойного подвижного блока Б2 через шестерни 20—52 или 44—28. Далее вращение передается выходному валу IV коробки скоростей тройным подвижным блоком шестерен Б3. Шпиндель V, как видно из графика скоростей (рис. 100, в), получает 12 различных скоростей вращения от 37,5 до 475 об/мин через цилиндрическую зубчатую передачу 31—61. Шпиндель смонтирован в подвижной гильзе и связан с приводной шестерней 61 шлицевым соединением.
Далее вращение передается выходному валу IV коробки скоростей тройным подвижным блоком шестерен Б3. Шпиндель V, как видно из графика скоростей (рис. 100, в), получает 12 различных скоростей вращения от 37,5 до 475 об/мин через цилиндрическую зубчатую передачу 31—61. Шпиндель смонтирован в подвижной гильзе и связан с приводной шестерней 61 шлицевым соединением.
От вала I посредством колес 24—54 получает вращение эксцентрик Э. который приводит в действие масляный насос Нn. Последний обеспечивает смазкой привод движения резания.
Максимальное число оборотов шпинделя nmах определяется из выражения:
nmах = 1460·(40/78)(33/33)(44/28)(32/40)(31/61) = 475 об/мин
Движения подач
Привод подачи (рис. 100, а) шпиндельных бабок и стола осуществляется электродвигателем постоянного тока мощностью 10 кВт, питаемым от преобразователя, который состоит из асинхронного электродвигателя мощностью 14 кВт и генератора постоянного тока мощностью 13,5 кВт. Электрическая система позволяет изменять число оборотов приводного электродвигателя от 97 до 1800 об/мин.
Механическая часть привода подач состоит из понижающей передачи, двухступенчатого редуктора, планетарного механизма и из промежуточных и винтовых передач.
Вращение от электродвигателя постоянного тока через вал IX, шестерни 25—95, вал X, двойной подвижной блок шестерен Б1, вал XI, шариковую предохранительную муфту Мпх и червячную передачу 1—30 сообщается центральной шестерне 30 планетарного механизма. Последняя находится в постоянном зацеплении с сателлитами 30. установленными на валах XII. На противоположных концах этих валов закреплены сателлиты 20, сцепляющиеся с другим центральным колесом 40.
При подаче центральное колесо 40 остается неподвижным. В этом случае сателлиты 20, обкатывая колесо 40, сообщают вращение водилу Во и связанному с ним валу XIII.
Подача стола заимствуется от распределительного вала XII через шестерни 38—69—21, вал XV, коническую передачу 24—29, вал XVI, кулачковую муфту М4, шестерни 24—30—24, вал XVII и червячно-реечную передачу с рейкой m=12 мм.
Вертикальная подача горизонтальных шпиндельных бабок осуществляется ходовыми винтами XVIII и XIX, которые получают вращение от вала XV посредством комбинированных кулачковых муфт М1 и М2 с шариковым предохранительным устройством и конических передач 47—25.
Горизонтальная подача вертикальных шпиндельных бабок производится ходовыми винтами XXIV и XXV. Последние приводятся в движение от распределительного вала XIII шестернями 38—30—24, валом XX, конической передачей 43—36; валом XXI, муфтой М3, коническими шестернями 34—28, валом XXII и шестернями 57—51—36. Для включения подачи правой или левой бабки вводится в зацепление с шестерней 51 соответственно верхнее или нижнее колесо 36. Для «предотвращения поломок каждое из подвижных колес 36 снабжено шариковым предохранительным устройством.
Вспомогательные движения
Быстрые перемещения стола и шпиндельных бабок осуществляются по тем же кинематическим цепям, что и подачи, но от асинхронного электродвигателя мощностью 10 кВт посредством вала XIV, червячной передачи 1—30 и планетарного механизма. В этом случае у планетарного механизма неподвижной является центральная шестерня 30 и его передаточное отношение возрастает вдвое.
В этом случае у планетарного механизма неподвижной является центральная шестерня 30 и его передаточное отношение возрастает вдвое.
Перемещение траверсы осуществляется от электродвигателя мощностью 14 кВт через трехступенчатый редуктор с шестернями 21—77, 36—28 и 17—80, вал XXIX, конические передачи 23—40 и ходовые винты XXX и XXXI.
Ручное установочное перемещение гильзы со шпинделем осуществляется маховичком Мх1 (рис. 100.б) через валик VI, шестерни 14—16,. вал VII, червячную передачу 1—35, вал VIII и реечную шестерню 13 с рейкой m = 4 мм.
Ручные установочные перемещения шпиндельных бабок производятся маховичками. Например, правая горизонтальная бабка перемещается маховичком Мх2, который через вал XXXII, шестерни 27—27, вал XXXIII, шестерни 27—27, вал XXIV и однозаходный червяк приводит во вращение червячное колесо-гайку.
Ручной поворот на угол ±30° имеют все шпиндельные бабки. Для примера механизм поворота показан на левой вертикальной шпиндельной бабке. Вращением вала XXXV при помощи квадрата К приводится в движение через колеса 17—29 червяк, который находится в зацеплении с червячным сектором С3.
Узлы продольно-фрезерного станка 6652
Механизм зажима траверсы
На станке модели 6652 зажим траверсы может производиться как вручную, так и механически, посредством двух рычажно-эксцентриковых механизмов А и Б (рис. 101, а).
Вручную зажим траверсы 1 на каждой из стоек 2 осуществляется отдельно поворотом вала 17 с эксцентриком 18 посредством квадрата К. При повороте эксцентрик 18 через толкатель 9 нажимает на упорный винт 8 двуплечего рычага 3 и, поворачивая его относительно сферических шайб 6 и 7, прижимает через гайку 4 и шпильку 5 траверсу к стойке
Упорный винт 8 служит для регулирования усилия прижима. Эксцентрик 18 имеет эксцентриситет е, равный 7 мм. Соотношение плеч рычага 3 составляет б: а=5.
В результате даже ручным зажимом можно надежно закрепить траверсу на стойках.
Механическое закрепление траверсы осуществляется от электродвигателя 10 мощностью 1 кВт, связанного эластичной соединительной муфтой 11 с валом 12 червячного редуктора. Последний состоит из двухзаходного червяка 15 и червячного колеса 14, имеющего 32 зуба. Червячный редуктор обеспечивает уменьшение числа оборотов колеса 14 по сравнению с числом оборотов электродвигателя в 16 раз.
Последний состоит из двухзаходного червяка 15 и червячного колеса 14, имеющего 32 зуба. Червячный редуктор обеспечивает уменьшение числа оборотов колеса 14 по сравнению с числом оборотов электродвигателя в 16 раз.
Червячное колесо 14 является одновременно гайкой, через которую проходит тяга 13. В средней части тяга 13 имеет двухзаходную резьбу с шагом 10 мм, а по концам — зубья с модулем 4 мм. Реечные части тяги 13 находятся в постоянном зацеплении с шестернями 16 зажимов А и Б При механическом закреплении траверсы шестерни 16, имеющие «по 25 зубьев, с помощью муфт Мк связаны с валами 17 и соответственно с эксцентриками 18
При зажиме траверсы вращение электродвигателя происходит так, что тяга 13 перемещается в направлении стрелки в.
Для освобождения зажимов траверсы направление вращения электродвигателя изменяется, и тогда тяга 13 перемещается в направлении стрелки г.
Схема электрогидроуправления станком
Гидравлическая схема фрезерного станка 6652
1. Гидравлическая схема фрезерного станка 6652. Смотреть в увеличенном масштабе
Гидравлическая схема фрезерного станка 6652. Смотреть в увеличенном масштабе
2. Гидравлическая схема фрезерного станка 6652. Смотреть в увеличенном масштабе
В станке модели 6652 все управление, за исключением переключения скоростей вращения шпинделей фрезерных бабок, производится с центрального пульта. Дистанционное управление станком основано «а применении гидравлической системы с электромагнитными пилотами.
Как видно из гидравлической схемы управления (рис. 101,б), гидронасос Н (приводится во вращение от электродвигателя мощностью 1 кВт при 1460 об мин. Насос Н засасывает масло из бака Бк через приемник Пк и подает его под высоким давлением в систему управления рабочими органами станка а под низким давлением — в систему смазки станка.
Высокое давление поддерживается в системе управления напорным золотником Зн с дросселем Д1. Величина давления регулируется силой предварительного сжатия пружины винтом В1 и открытием дросселя Д1. Масло от насоса Н поступает через центральную выточку поршня и через дроссель Д1 в верхнюю полость напорного золотника Зм , стремясь переместить поршень золотника вниз. Когда давление масла превысит расчетное, поршень, преодолевая сопротивление пружины, сместится вниз своей центральной выточкой соединит напорную магистраль со сливом.
Когда давление масла превысит расчетное, поршень, преодолевая сопротивление пружины, сместится вниз своей центральной выточкой соединит напорную магистраль со сливом.
Визуальный контроль за давлением масла в системе управления осуществляется по манометру М. Автоматический контроль обеспечивается наличием в системе реле давления Рд1 , которое может быть с помощью винта В2 отрегулировано на давление от 5 до 50 кГ/см2.
Управление всеми рабочими органами производится двухпозиционными цилиндрами. Всего на станке установлено шесть таких цилиндров. Каждый цилиндр для переключения снабжен осевым пилотом Я модели Г-74-27 с электромагнитом толкающего типа.
Переключение того или иного рабочего органа достигается нажимом соответствующей кнопки на центральном щите управления, что приводит в действие электромагнит, который устанавливает золотник пилота в нужное положение, и тогда масло из напорной магистрали поступает в рабочую полость цилиндра, заставляя сместиться поршень с переключающей вилкой. Масло из другой полости через золотник пилота поступает на слив.
Масло из другой полости через золотник пилота поступает на слив.
Цилиндр Ц1 с пилотом П1 служит для переключения кулачковой муфты М1 (здесь и ниже даны обозначения муфт и блоков шестерен по кинематической схеме рис. 100, а), управляющей включением подачи и быстрых перемещений левой горизонтальной шпиндельной бабки.
Цилиндр Ц2 с пилотом П2 управляет кулачковой муфтой М2 включения подачи и быстрых перемещений правой горизонтальной шпиндельной бабки.
Цилиндр Ц3 с пилотом П3 производит переключение кулачковой муфты М3 управления перемещениями стола.
Цилиндр Ц4 с пилотом П4 переключает двойной подвижной блок шестерен Б4 в приводе подач стола и шпиндельных бабок.
Цилиндры Ц5 и Ц6 с соответствующими пилотами П5 и П6 осуществляют включение подач и быстрых перемещений вертикальных шпиндельных бабок путем перемещения подвижных шестерен 36 на валах XXIV и XXV.
Цилиндры Ц5 и Ц6 установлены на траверсе и перемещаются вместе с ней. Для подачи масла к этим подвижным цилиндрам применено телескопическое устройство Т.
В систему смазки масло поступает от насоса Н через золотник 3 с редукционным клапаном Кр типа Г-57-13 и фильтр Ф.
Читайте также: Обозначения кинематических схем металлорежущих станков
Техническая характеристика станка
- Размеры рабочей поверхности стола – 1250 х 4250 мм
- Максимальный продольный ход стола – 4600 мм
- Максимальный вес обрабатываемой детали – 8000 кг
- Количество шпиндельных бабок – 4
- Число скоростей вращения шпинделей – 12
- Пределы чисел оборотов шпинделей в минуту – 37,5..475 об/мин
- Мощность привода каждой из шпиндельных бабок – 20 кВт
- Максимальный диаметр фрезы – 400 мм
- Пределы угла наклона оси шпинделей – ±30°
- Мощность привода подач – 10 кВт
- Пределы скоростей подач шпиндельных бабок – 11,8..590 мм/мин
- Пределы скоростей подач стола – 23,5..1180 мм/мин
- Мощность привода быстрых перемещений – 10 кВт
- Скорость быстрых перемещений шпиндельных бабок – 1800 мм/мин
- Скорость быстрого перемещения стола – 3500 мм/мин
- Мощность привода перемещения траверсы – 14 кВт
- Скорость перемещения траверсы – 800 мм/мин
- Аврутин С.
 В. Основы фрезерного дела, 1962
В. Основы фрезерного дела, 1962 - Аврутин С.В. Фрезерное дело, 1963
- Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
- Барбашов Ф.А.
- Барбашов Ф.А. Фрезерные работы (Профтехобразование), 1986
- Блюмберг В.А. Справочник фрезеровщика, 1984
- Григорьев С.П. Практика координатно-расточных и фрезерных работ, 1980
- Копылов Р.Б. Работа на фрезерных станках, 1971
- Косовский В.Л. Справочник молодого фрезеровщика, 1992
- Кувшинский В.В. Фрезерование,1977
- Ничков А.Г. Фрезерные станки (Библиотека станочника), 1977
- Пикус М.Ю. Справочник слесаря по ремонту металлорежущих станков, 1987
- Плотицын В.Г. Расчёты настроек и наладок фрезерных станков, 1969
- Плотицын В.
 Г. Наладка фрезерных станков,1975
Г. Наладка фрезерных станков,1975 - Рябов С.А. Современные фрезерные станки и их оснастка, 2006
- Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
- Тепинкичиев В.К. Металлорежущие станки, 1973
- Чернов Н.Н. Металлорежущие станки, 1988
- Френкель С.Ш. Справочник молодого фрезеровщика (3-е изд.) (Профтехобразование), 1978
Список литературы:
Связанные ссылки. Дополнительная информация
Продольно-фрезерные станки 6652 в России
- Главная
- Продажа
- Фрезерное оборудование
- Продольно-фрезерный станок 6652
Вы можете очень быстро сравнить цены продольно-фрезерного станка 6652 и подобрать оптимальные варианты из более чем 81392 предложений
Реклама
Настольный сверлильно-фрезерный станок MMS-25E
Фрезерный станок предназначен для обработки резанием при помощи фрезы, наружных и внутренних плоских и фасонных поверхностей, пазов, уступов, поверхностей тел вращения, зубьев зубчатых колёс и т.
Продольно-фрезерный станок 6610
Состояние: Б/У Год выпуска: 1968
Продаем продольно-фрезерный станок 6610 1968 г.в.
Станок в хорошем, рабочем состоянии, комплектный. В комплект поставки входит техническая документация к станкам.
Станок находится в Московской…
В комплект поставки входит техническая документация к станкам.
Станок находится в Московской…
20.06.2013 Москва (Россия)
450 000
Продольно-фрезерный станок 6602
Состояние: Б/У
Продам продольно-фрезерный станок 6602, подробная информация с фото по запросу. Цена договорная
21.05.2013 Красноярск (Россия)
Продольно-фрезерный станок KB 1400
Состояние: Новый
В наличии
Продольно-фрезерный станок размер стола: 1400х400 мм технологический ход ось X: 800 мм технологический ход ось Y: 500 мм угол поворота фрезерной головки: 30° Haдeжный…
29.08.2013 Щелково (Россия)
Продольно-фрезерный станок 6620
Состояние: Б/У
Продольно-фрезерный станок 6620, 1975 г. в.
Длина стола 6000 мм
Ширина стола 2000 ммПродольно-фрезерный станок 6620, 1975 г.в.
Длина стола 6000 мм
Ширина стола 2000 мм
4 бабки
Вес детали…
в.
Длина стола 6000 мм
Ширина стола 2000 ммПродольно-фрезерный станок 6620, 1975 г.в.
Длина стола 6000 мм
Ширина стола 2000 мм
4 бабки
Вес детали…
01.06.2015 Екатеринбург (Россия)
Продольно-фрезерный станок 6620
Состояние: Б/У
Продольно-фрезерный станок 6620, 1975 г.в. Длина обработки до 6300 мм Ширина стола 2000 ммПродольно-фрезерный станок 6620, 1975 г.в. Длина обработки до 6300 мм Ширина стола 2000 мм 4 бабки…
27.04.2015 Екатеринбург (Россия)
Продольно-фрезерный станок мод. 6608 1974 г.в
Состояние: Б/У Год выпуска: 1974
ЗАО “РУСТ-95” продает Продольно-фрезерный станок мод. 6608 1974 г.в.ЗАО “РУСТ-95” продает Продольно-фрезерный станок мод. 6608 1974 г.в. состояние рабочее, произведена модернизация эл.части…
6608 1974 г.в. состояние рабочее, произведена модернизация эл.части…
20.08.2015 Санкт-Петербург (Россия)
продольно фрезерный станок 6М610Ф11
Состояние: Б/У
Продольно фрезерный станок 6М610Ф11. г/в 1985. цена договорная. малая эксплуатация. Подробная информация по запросу. Локация Башкирия.
28.05.2019 Набережные Челны (Россия)
продольно фрезерный станок ГФ1080
Состояние: Б/У
Продольно фрезерный станок ГФ1080М7. г/в 1990. цена 300т.р. торг. малая эксплуатация. Подробная информация по запросу. Локация Башкирия.
28.05.2019 Набережные Челны (Россия)
300 000
Новый 4-х сторонний продольно-фрезерный станок С-22
Состояние: Новый Год выпуска: 2016 Производитель: ООО “БМЗ” (Россия)
В наличии
Четырехсторонний продольно-фрезерный станок данной модели предназначен для плоского и профильного продольного фрезерования заготовок из древесины (брусков, бруса, досок с обычным сечением) с 4-х. ..
..
13.02.2017 Белгород (Россия)
450 000
Продольно-фрезерный станок 6606
Состояние: Б/У
Организация реализует 6606 – продольно-фрезерный станок б/у, год выпуска – 1970. Краткая характеристика: параметры рабочей поверхности стола – 630*2000 мм; состояние – комплектное, проверка в…
14.06.2022 Ярославль (Россия)
Продольно-фрезерный станок с ЧПУ 66К06МФ4
Состояние: Б/У
Организация реализует 66К06МФ4 – продольно-фрезерный станок с ЧПУ б/у, ориентировочный год выпуска – 1990. Краткое описание: размеры рабочей поверхности стола – 650*1200 мм; наибольшая масса…
14.06.2022 Ярославль (Россия)
Продольно-фрезерный станок 6У312
Состояние: Б/У Год выпуска: 1973
Организация реализует 6У312 – продольно-фрезерный станок б/у, год выпуска – 1973. Краткая характеристика: параметры рабочей поверхности стола – 1250*4000 мм; наибольшее продольное перемещение стола…
Краткая характеристика: параметры рабочей поверхности стола – 1250*4000 мм; наибольшее продольное перемещение стола…
14.06.2022 Ярославль (Россия)
Портальный продольно-фрезерный станок 6М610Ф11-23
Состояние: Новый Производитель: Минское станкостроительное объединение. (Беларусь)
В наличии
Портальный продольно-фрезерный станок с УЦИ 6МФ11-23.Стол 3150х1000 мм (высота детали – 800 мм).Стойка – аналог CNC-2000.Проведена ревизия основных узлов (проверены насосы, заменены по…
18.10.2017 Барнаул (Россия)
3 500 000
6620 Продольно–фрезерный станок
Состояние: Новый Производитель: Россия
В наличии
Двухстоечный продольно–фрезерный станок 6620 служит для выполнения фрезерных, сверлильных, расточных операций на тяжелых (весом до 50 000 кг) корпусных деталях из материалов различной твердости. ..
..
27.02.2023 Москва (Россия)
24 300 000
6625 Продольно-фрезерный станок 6625
Состояние: Новый Производитель: Россия
В наличии
6625 Продольно-фрезерный станок 66256625 Продольно-фрезерный станок 6625 Двухстоечный продольно–фрезерный станок 6625 предназначен для комплексного производства фрезерных, сверлильных, расточных…
27.02.2023 Москва (Россия)
6Г605 Продольно-фрезерный станок 6Г605
Состояние: Новый Производитель: Россия
В наличии
6Г605 Продольно-фрезерный станок 6Г6056Г605 Продольно-фрезерный станок 6Г605родольно-фрезерный станок 6Г605 является станком общего назначения и предназначен для обработки деталей из черных и. ..
..
27.02.2023 Москва (Россия)
11 000 000
6Г606 Продольно-фрезерный станок 6Г606
Состояние: Новый Производитель: Россия
В наличии
6Г606 Продольно-фрезерный станок 6Г606Продольный фрезерный двухстоечный двухшпиндельный станок 6Г606 предназначен для обработки деталей из черных и цветных металлов, различных сплавов, пластмасс и…
27.02.2023 Москва (Россия)
11 900 000
6Г608 Продольно-фрезерный станок 6Г608
Состояние: Новый Производитель: Россия
В наличии
6Г608 Продольно-фрезерный станок 6Г608Назначение фрезерного станка по металлу 6Г608Продольно-фрезерный двухстоечный трехшпиндельный станок 6Г608 предназначен для обработки плоскостей деталей из. ..
..
27.02.2023 Москва (Россия)
6М610Ф11 Продольно-фрезерный станок 6М610Ф11
Состояние: Новый Производитель: Россия
В наличии
6М610Ф11 Продольно-фрезерный станок Станок продольный фрезерно-расточный с цифровой индикацией и преднабором координат модели 6М610Ф11 предназначен для комплексной обработки крупногабаритных…
27.02.2023 Москва (Россия)
13 500 000
Популярные категории
Да кстати, на портале ProСтанки выбор предложений по продольно-фрезерному станку 6652 почти как на Авито и TIU
Видео продольно-фрезерного станка 6652
для чего нужна шаровая мельница
для чего нужна шаровая мельницаتواصل معنا على WhatsApp
كسارة فكية سلسلة PE
اقرأ أكثركسارة فكية سلسلة PEW
اقرأ أكثركسارة تصادمية سلسلة PF
اقرأ أكثركسارة تصادمية سلسلة PFW
اقرأ أكثركسارة كرية
اقرأ أكثركسارة مخروطية سلسلة CS
اقرأ أكثرالكسارة المطرقة
اقرأ أكثركسارة مخروطية سلسلة HCS
اقرأ أكثرمطحنة سلسلة SCM
اقرأ أكثرغربال الهزاز
اقرأ أكثركسارة VSI
اقرأ أكثرمعدات غسل سلسلة XSD
اقرأ أكثر
Шаровая мельница
Шаровая мельница — это способ расслоения графита с использованием боковой силы, в отличие от скотча или обработки ультразвуком, при которых в основном используется нормальная сила. Шаровые мельницы, такие как трехвалковые машины, широко используются в промышленности для производства мелких частиц. В процессе измельчения в шаровой мельнице отшелушиванию способствуют два фактора.
Шаровые мельницы, такие как трехвалковые машины, широко используются в промышленности для производства мелких частиц. В процессе измельчения в шаровой мельнице отшелушиванию способствуют два фактора.
احصل على السعر
تواصل معنا على WhatsAppШаровая мельница. мячи; установлен на металлической раме с возможностью поворота вдоль своей продольной оси. Мячи которые
احصل على السعر
تواصل معنا على WhatsAppЧто такое цементная шаровая мельница? Как это использовать?
Цементная шаровая мельница представляет собой оборудование для тонкого измельчения материалов. Это устройство для следующего шага тонкого измельчения крупнозернистых материалов. Это может увеличить тонкость материала до 500-1000 меш. В настоящее время он относится к оборудованию двух шлифовальных свойств. Когда техника прибудет, она раздавит громоздкий
احصل على السعر
تواصل معنا على WhatsAppкомпания, использующая шаровые мельницы
Шаровая мельница обзор ScienceDirect Topics . Шаровая мельница представляет собой барабанную мельницу, в которой в качестве мелющих тел используются стальные шары. Длина цилиндрического корпуса обычно в 1–1,5 раза больше диаметра корпуса. содержащие 20–40 воды по весу
Шаровая мельница представляет собой барабанную мельницу, в которой в качестве мелющих тел используются стальные шары. Длина цилиндрического корпуса обычно в 1–1,5 раза больше диаметра корпуса. содержащие 20–40 воды по весу
Шаровая мельница
Шаровая мельница представляет собой тип мельницы, используемой для измельчения или смешивания материалов для использования в процессах обогащения полезных ископаемых, красок, пиротехники, керамики и селективного лазерного спекания. Она работает по принципу удара и истирания: уменьшение размера сделано
احصل على السعر
تواصل معنا على WhatsAppШаровая мельница
8.3.2.2 Шаровые мельницы. Шаровая мельница представляет собой барабанную мельницу, в которой в качестве мелющих тел используются стальные шары. Длина цилиндрической оболочки обычно в 1–1,5 раза больше диаметра оболочки. Рис. 8.11. Корм может быть сухим, с содержанием влаги менее 3%, чтобы свести к минимуму образование шариков 9.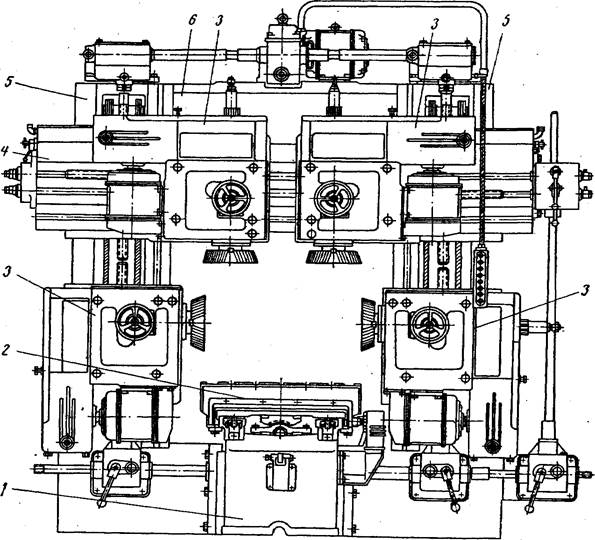 0003
0003
احصل على السعر
تواصل معنا على WhatsAppШаровые мельницы
13 февраля 2017 г. Эффективно работающая шаровая мельница выполняет широкий спектр услуг. На небольших мукомольных заводах, где простота является наиболее важным фактором, нецелесообразно использовать более чем одноступенчатое дробление, поскольку стальная головка
احصل على السعر
تواصل معنا على WhatsAppЗачем использовать шары разного размера в мельнице показан процент эффективности. Коническая мельница в испытании 4 повысила эффективность на 58 процентов больше, чем в испытании 1.
احصل على السعر
تواصل معنا على WhatsAppNews
Шаровая мельница — тип мельницы, используемый для измельчения, смешивания, а иногда и для смешивания материалов, керамики, селективной пиротехники и красок для использования в процессах обогащения минералов, красок. спекание. Работает по принципу удара
спекание. Работает по принципу удара
احصل على السعر
تواصل معنا على WhatsAppЧто такое процесс шаровой мельницы
Несмотря на то, что оборудование для шаровой мельницы используется часто, многие пользователи по-прежнему интересуются им. Поэтому, чтобы помочь пользователям лучше использовать шаровую мельницу, конкретный принцип работы шаровой мельницы представлен следующим образом: процесс шарового измельчения обычно делится на два типа: процесс сухого шарового измельчения и мокрый шаровой помол 9.0003
احصل على السعر
تواصل معنا على WhatsAppЗачем использовать шары разного размера в мельнице показан процент эффективности. Коническая мельница в испытании 4 повысила эффективность на 58 % по сравнению с испытанием 1. Модель
احصل على السعر
تواصل معنا على WhatsAppНовости
Шаровая мельница является ключевой частью оборудования для измельчения измельченных материалов, и она широко используется в линиях по производству измельченных материалов, кремнезема, огнеупоров, цемента, огнеупоров, порошков, таких как стеклокерамики и др. , а также для обогащения руд черных
, а также для обогащения руд черных
احصل على السعر
تواصل معنا على WhatsAppРуководство по стратегии фрезерования со сферической головкой Сферические концевые фрезы идеально подходят для обработки трехмерных контурных форм, которые обычно используются в производстве пресс-форм и штампов, производстве турбинных лопаток и выполнении общих требований к радиусу детали. Чтобы правильно использовать концевую фрезу со сферическим концом без угла наклона и получить оптимальную срок службы инструмента и отделка детали, выполните двухэтапный процесс
احصل على السعر
تواصل معنا على WhatsAppШаровая мельница
Шаровые мельницы обеспечивают контролируемый окончательный помол и производят флотационное сырье одинакового размера. Шаровые мельницы перемалывают железные или стальные шары вместе с рудой. Шарики сначала имеют диаметр 5–10 см, но постепенно
احصل على السعر
تواصل معنا على WhatsAppЧто такое шаровая мельница?
10 марта 2020 г. Как показано на изображении рядом, шаровая мельница — это тип измельчителя, в котором шары используются для измельчения и удаления материала. Он состоит из полого
Как показано на изображении рядом, шаровая мельница — это тип измельчителя, в котором шары используются для измельчения и удаления материала. Он состоит из полого
احصل على السعر
تواصل معنا على WhatsAppкомпания, использующая шаровые мельницы
Шаровая мельница обзор ScienceDirect Topics . Шаровая мельница представляет собой галтовочную мельницу, в которой в качестве мелющих тел используются стальные шары. Длина цилиндрического корпуса обычно в 1–1,5 раза больше диаметра корпуса. содержащие 20–40% воды по массе
احصل على السعر
تواصل معنا على WhatsAppЧто такое цементная шаровая мельница? Как это использовать?
Цементная шаровая мельница является разновидностью оборудования для тонкого измельчения материалов. Это устройство для следующего шага тонкого измельчения крупнозернистых материалов. Это может увеличить тонкость материала до
احصل على السعر
تواصل معنا على WhatsAppдля чего нужна шаровая мельница для чего нужна шаровая мельница
их, а также стержневые мельницы». Она подается через один конец горловины вала, а с помощью нескольких круглых отверстий рудная пульпа выводится в следующую кольцевую канавку.
Она подается через один конец горловины вала, а с помощью нескольких круглых отверстий рудная пульпа выводится в следующую кольцевую канавку.
احصل على السعر
تواصل معنا على WhatsAppНовости
Шаровая мельница является ключевой частью оборудования для измельчения измельченных материалов, и она широко используется в линиях по производству измельченных материалов, кремнезема, огнеупоров, цемента, огнеупоров, порошков, таких как стеклокерамики и др. а также для обогащения руд черных
احصل على السعر
تواصل معنا على WhatsAppШаровая мельница
Шаровая мельница — это способ расслоения графита с использованием обычной силы, в отличие от использования липкой ленты. Шаровые мельницы, такие как трехвалковые машины, широко используются в промышленности для производства мелких частиц. В процессе измельчения в шаровой мельнице отшелушиванию способствуют два фактора.
احصل على السعر
تواصل معنا على WhatsAppдля чего нужна шаровая мельница для чего нужна шаровая мельница
их, а также стержневые мельницы». Он подается через один конец шейки вала, а с
احصل على السعر
تواصل معنا على WhatsAppШаровая мельница: принципы работы, компоненты, использование,
11 января 2016 г. 2. Подходит для фрезерования
Отзывов: 10احصل على السعر
تواصل معنا على WhatsAppШаровые мельницы
13 февраля 2017 На рис. 10 показана конструкция шаровой мельницы Марси. Цилиндрический
احصل على السعر
تواصل معنا على WhatsAppЧто такое процесс шарового измельчения
Шаровая мельница является основным оборудованием для дробления материалов после дробления, поэтому она широко используется в химической промышленности, строительной и минеральной промышленности, а также в переработке полезных ископаемых. Что такое шаровая мельница
Что такое шаровая мельница
Шаровая мельница
Шаровая мельница представляет собой тип мельницы, используемой для измельчения или смешивания материалов для использования в процессах обогащения полезных ископаемых, красок, пиротехники, керамики и селективного лазерного спекания. Она работает по принципу удара и истирания: уменьшение размера сделано
احصل على السعر
تواصل معنا على WhatsAppШаровая мельница
Шаровая мельница — это тип мельницы, используемый для измельчения и смешивания сыпучего материала в QD/наноразмерные шарики с использованием различных размеров. Принцип работы прост; снижение размера воздействия и истирания занимает
احصل على السعر
تواصل معنا على WhatsAppРуководство по стратегии фрезерования со сферической головкой Сферические концевые фрезы идеально подходят для обработки трехмерных контурных форм, которые обычно используются в производстве пресс-форм и штампов, производстве турбинных лопаток и выполнении общих требований к радиусу детали.
 Чтобы правильно использовать концевую фрезу со сферическим концом без угла наклона и получить оптимальную срок службы инструмента и отделка детали, выполните двухэтапный процесс
Чтобы правильно использовать концевую фрезу со сферическим концом без угла наклона и получить оптимальную срок службы инструмента и отделка детали, выполните двухэтапный процессاحصل على السعر
تواصل معنا على WhatsAppдля чего нужна шаровая мельница для чего нужна шаровая мельница
их, а также стержневые мельницы». Она подается через один конец горловины вала, а с помощью нескольких круглых отверстий рудная пульпа выводится в следующую кольцевую канавку.
احصل على السعر
تواصل معنا على WhatsAppШаровая мельница
3.6.1.1 Шаровая мельница. Шаровая мельница — это тип измельчителя, используемый для измельчения и смешивания сыпучего материала в QD/наноразмеры с использованием шаров разного размера. Принцип работы прост; уменьшение размера удара и истирания происходит, когда шар падает с вершины вращающейся полой цилиндрической оболочки.
احصل على السعر
تواصل معنا على WhatsAppЧто такое цементная шаровая мельница? Как это использовать?
Цементная шаровая мельница является разновидностью оборудования для тонкого измельчения материалов. Это устройство для следующего шага тонкого измельчения крупнозернистых материалов. Это может увеличить тонкость материала до 500-1000 меш. В настоящее время он относится к оборудованию двух шлифовальных свойств. Когда техника прибудет, она раздавит громоздкие
Это устройство для следующего шага тонкого измельчения крупнозернистых материалов. Это может увеличить тонкость материала до 500-1000 меш. В настоящее время он относится к оборудованию двух шлифовальных свойств. Когда техника прибудет, она раздавит громоздкие
احصل على السعر
تواصل معنا على WhatsAppШаровые мельницы
13 февраля 2017 На рис. 10 показана конструкция шаровой мельницы Марси. Цилиндрический
احصل على السعر
تواصل معنا على WhatsAppЧто такое шаровая мельница?
10 марта 2020 г. Обзор шаровых мельниц. Как показано на соседнем изображении, шаровая мельница представляет собой шлифовальный станок, в котором для измельчения и удаления материала используются шары. Он состоит из полого отсека, вращающегося по горизонтали или вертикали
احصل على السعر
تواصل معنا على WhatsAppЧто такое шаровая мельница?
10 марта 2020 г. Обзор шаровых мельниц. Как показано на соседнем изображении, шаровая мельница представляет собой шлифовальный станок, в котором для измельчения и удаления материала используются шары. Он состоит из полого отсека, который вращается по горизонтали или вертикали
Обзор шаровых мельниц. Как показано на соседнем изображении, шаровая мельница представляет собой шлифовальный станок, в котором для измельчения и удаления материала используются шары. Он состоит из полого отсека, который вращается по горизонтали или вертикали
احصل على السعر
تواصل معنا على WhatsAppGraebener Maschinentechnik: Фрезерные станки для длинных швов
Graebener Maschinentechnik: Фрезерные станки для длинных швовФрезерные станки для длинных швов – Graebener MaschinentechnikОбзорКонцепции Фрезерование и строжка
Обзор
- Обзор
- Концепции
- Фрезерование и строжка
До 1990-х годов мы работали на собственном станке Graebener для сварки труб ® 90 и готовили сварные швы вручную. процесс. Затем мы разработали станок для фрезерования швов Graebener ® , и сегодня более 100 клиентов на четырех континентах уже пользуются преимуществами нашей ведущей на рынке технологии станков.
Фрезерные станки для продольных швов Graebener ® обеспечивают экономичную, надежную и безопасную подготовку продольных швов на трубах, сосудах и аппаратах. По этой причине они уже много лет являются одними из самых популярных шовно-фрезерных станков для подготовки швов очень узких сварочных зазоров. Фактические исследования юзабилити доказывают экономическую выгоду более чем на 50 процентов.
Ваша машина Graebener ® сэкономит вам время и деньги. Воспользуйтесь нашими индивидуальными концепциями и многочисленными преимуществами по сравнению с традиционными методами строжки или шлифовки.
В зависимости от конкретного применения фрезерные станки для продольного шва Graebener ® основаны на двух различных концепциях конструкции: на уровне пола и на уровне пола. Благодаря этим двум концепциям машин мы находим оптимальное решение для экономичной подготовки сварного шва. Как производитель специальных машин, мы также разрабатываем специальные конструкции машин по запросу.
Открыть все
Закрыть все
Graebener
® Фрезерный станок для длинных швов Подземное исполнение, тип GLF- Положение фрезерования: положение на 6 часов
- Мощность: 45 кВт и 55 кВт
- Глубина фрезерования: до 150 мм
- Длина отдельной трубы 90: 1 500–18 000 мм
- Внешний диаметр: 406–15 000 мм
- Вес трубы: 50 т
- Также подходит для подготовки сварного шва стыкового шва в случае соединения прямых листов
Graebener
® Станок для фрезерования длинных швов надземного исполнения, тип GLF-O- Положение фрезерования: сбоку, на 4 часа
- Мощность: 55 кВт и 65 кВт
- Глубина фрезерования: до 100 мм
- Длина отдельных труб: 1 500 – 4 500 мм
- Внешний диаметр: от 2 000 до 15 000 мм
- Вес трубы: 80 т
- Установка на уровне земли над полом
Все модели Graebener ® оснащены интеллектуальной системой копирования длинных швов, которая компенсирует высоту фрезы разница в случае неровных опор труб. Таким образом, ваш Graebener 9Машина 0325® обеспечивает постоянную глубину шва в любое время.
Таким образом, ваш Graebener 9Машина 0325® обеспечивает постоянную глубину шва в любое время.
Воспользуйтесь дополнительными технологическими преимуществами станков для фрезерования длинных швов Graebener ® :
- Скорость фрезерования до 1000 мм в минуту
- Точное отслеживание шва на экране управления благодаря встроенной камере
- Экономичное применение фрезерные наконечники с несколькими режущими кромками
- Наше инновационное токарное устройство Graebener® позволяет независимое от крана позиционирование сварных швов конусов и цилиндров диаметром до 15 м
По сравнению с обычными процессами, такими как строжка или шлифование угольных стержней, процесс фрезерования Graebener ® имеет ряд преимуществ:
- Улучшенное качество канавок
- Улучшенные условия труда
- Сокращение времени обработки 908058
- Предпосылка для автоматизированного процесса сварки
- Уменьшение дефектов сварного шва
- Возможен визуальный контроль внутреннего корня шва
- Уменьшение сварочных отложений и, следовательно, снижение тепловыделения
- Снижение энергопотребления
Как оператор вы можете сэкономить время и деньги, что доказано реальными примерами из практики наших клиентов.