Сф 35 фрезерный станок – СФ-35 станок консольно-фрезерный вертикальный с поворотной головкойсхемы, описание, характеристики
alexxlab | 20.11.2019 | 0 | Фрезерный
Станок специализированный вертикально-фрезерный СФ35 | Станочный Мир
Если Вам необходимо купить Станок специализированный вертикально-фрезерный СФ35 звоните по телефонам:
в Москве +7 (499) 372-31-73
в Санкт-Петербурге +7 (812) 245-28-87
в Минске +375 (17) 246-40-09
в Екатеринбурге +7 (343) 289-16-76
в Новосибирске +7 (383) 284-08-84
в Челябинске +7 (351) 951-00-26
в Тюмени +7 (3452) 514-886
в Нижнем Новгороде +7 (831) 218-06-78
в Самаре +7 (846) 201-07-64
в Перми +7 (342) 207-43-05
в Ростове-на-Дону +7 (863) 310-03-86
в Воронеже +7 (473) 202-33-64
в Красноярске +7 (391) 216-42-04
в Нур-Султане +7 (7172) 69-62-30;
в Абакане, Альметьевске, Архангельске, Астрахани, Барнауле, Белгороде, Благовещенске, Брянске, Владивостоке, Владимире, Волгограде, Вологде, Иваново, Ижевске, Иркутске, Йошкар-Оле, Казани, Калуге, Кемерово, Кирове, Краснодаре, Красноярске, Кургане, Курске, Кызыле, Липецке, Магадане, Магнитогорске, Майкопе, Мурманске, Набережных Челнах, Нижнекамске, Великом Новгороде, Новокузнецке, Новороссийске, Новом Уренгое, Норильске, Омске, Орле, Оренбурге, Пензе, Перми, Петрозаводске, Пскове, Рязани, Саранске, Саратове, Севастополе, Симферополе, Смоленске, Сыктывкаре, Тамбове, Твери, Томске, Туле, Улан-Удэ, Ульяновске, Уфе, Хабаровске, Чебоксарах, Чите, Элисте, Якутске, Ярославле и в других городах
По всей России бесплатный номер 8 (800) 775-16-64.
В странах СНГ — Беларуси, Казахстане, Туркменистане, Узбекистане, Украине, Таджикистане, Молдове, Азербайджане, Кыргызстане, Армении в городах Нур-Султан, Бишкек, Баку, Ереван, Минск, Ашхабад, Кишинев, Душанбе, Ташкент, Киев и других для покупки оборудования типа Станок специализированный вертикально-фрезерный СФ35 звоните на любой удобный номер, указанный на нашем сайте, или оставьте свои контакты под кнопкой ЗАКАЗАТЬ ЗВОНОК вверху сайта – мы сами Вам перезвоним.
stanok-kpo.ru
2.1 Назначение вертикально-фрезерного станка сф35-010
Станок предназначен для фрезерования различных деталей дисковыми, угловыми, фасонными, модульными, торцовыми, концевыми и Т-образными фрезами в условиях индивидуального и мелкосерийного производства. Применив в качестве приспособления делительную головку, можно нарезать прямозубые и косозубые цилиндрические зубчатые колеса внешнего зацепления, используя в качестве режущего инструмента концевую модульную фрезу. Общий вид станка представлен на рисунке 1
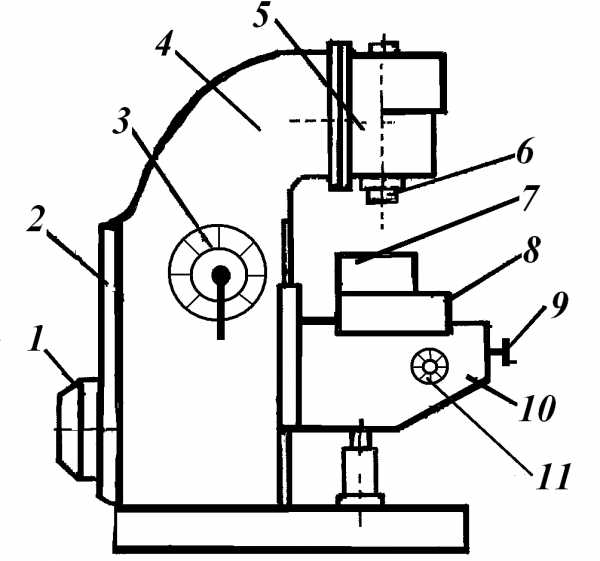
Рисунок 1 – Общий вид фрезерного станка модели СФ 35-010
1 – электродвигатель; 2 – коробка скоростей; 3 – рукоятка настройки чисел оборотов шпинделя; 4 – станина; 5 – поворотная головка; 6 – шпиндель; 7 – рабочий стол; 8 – салазки; 9 – рукоятки продольного и поперечного перемещения рабочего стола; 10 – коробка подач; 11 – рукоятка настройки величины подачи
Станок оснащен устройством механизированной смены инструмента, позволяющим сократить вспомогательное время.
На столе станка могут быть установлены машинные тиски, поворотный стол, делительная головка и ряд других приспособлений, расширяющих его технологические возможности.
2.1.1 Техническая характеристика станка
Таблица 1 – Техническая характеристика станка модели СФ35-010
Наименование параметров | Данные |
Класс точности станка | Н |
Размеры рабочей поверхности стола, мм: ширина длина | 320 1250 |
Число Т-образных пазов | 3 |
Перемещение стола, мм, не менее продольное поперечное вертикальное | 900 300 410 |
Угол поворота шпиндельной головки, град, не менее | ±45 |
Расстояние от торца шпинделя до рабочей поверхности стола, мм: наибольшее, не менее наименьшее, не более | 450 40 |
Число частот вращения шпинделя | 18 |
Пределы частот вращения шпинделя, об/мин | 31,5 – 1600 |
Пределы подач стола, мм/мин: продольных, поперечных вертикальных | 20 – 1000 8 – 400 |
2.1.2.Основные узлы и органы управления станком.
Подробные данные по конструкции, технической характеристике и органам управления станком мод СФ35-010 приводятся в паспорте станка.
К основным узлам станка относятся: станина, коробка скоростей, шпиндельная головка, рабочий стол с салазками, перемещающимися по направляющим консоли, коробка подач.
2.1.3.Наладка станка
Наладка станка осуществляется в следующем порядке:
Режущий инструмент – фреза закрепляется в переходной втулке или на оправке, которые устанавливаются в конусе шпинделя. Перед креплением необходимо убедиться в исправности режущих кромок фрезы. Заготовка устанавливается и закрепляется или в зажимном приспособлении, или непосредственно на столе станка. В качестве приспособления для крепления деталей небольших габаритов и простой формы обычно используются тиски.
Число оборотов шпинделя в минуту определяют исходя из данной скорости по формуле:
где V – скорость резания, м/мин (задается преподавателем или выбирается из таблицы 2;
D – диаметр фрезы, мм
,
где Sz– подача в мм/зуб выбирается по таблице 3;Z–число зубьев фрезы;n– число оборотов шпинделя, об/мин.
Таблица 2- Значения величины скорости резания при подаче в мм/зуб
Тип фрезы | Материал фрезы | t(b), мм | S,мм/зуб | ||||||
До 0.02 | 0.04 | 0,06 | 0,1 | 0,15 | 0,2 | 0,3 | |||
Дисковая (прорезная) | Быстрорежущая сталь | 1,5 3 6 12 | 60 50 40 33 | 55 44 37 30 | 52 42 35 29 | 47 38 32 26 | |||
Концевая | Быстрорежущая сталь | 1 1,5 2 | 42 40 38 | 38 36 34 | 40 34 30 | 28 26 25 | |||
Таблица 3- Значения величин подач фрезы Sz, мм/зуб
Глубина резания t, мм | Подача фрезы Sz, мм/зуб | |||||
Дисковая для обработки пазов из быстрорежущей стали | Концевая из быстрорежущей стали | |||||
Твердость обрабатываемого материала НВ | ||||||
‹229 | 229 -287 | ›287 | ‹229 | 229 287 | ›287 | |
до 2 2 –5 ›5 | 0,07-0,12 | 0,05-0,1 | 0,03-0,08 | 0,2 –0,3 0,15-0,25 0,12-0,2 | 0,15-0,25 0,12-0,2 0,1-0,15 | 0,12-0,2 0,1-0,15 0,07-0,18 |
Установка глубины резания осуществляется вращением маховичков ручного продольного и поперечного перемещений стола и рукоятки ручного вертикального перемещения стола. Вручную подводят стол до касания с вращающейся фрезой и затем при помощи маховичка ручного продольного перемещения стола, стол отводится в сторону. В зависимости от выбранного направления рабочего движения подачи при помощи маховичков и закрепленных на них лимбов устанавливается необходимая глубина резания
Фрезерование поверхностей.
После установки всех необходимых режимов резания включается механическая подача в выбранном направлении и производится обработка.
При проведении лабораторной работы рекомендуется обрабатывать верхнюю плоскость заготовки, перемещая стол в продольном направлении при помощи рукоятки ручного продольного перемещения.
Схемы обработки поверхностей
а б в г д е
ж з и к
Рисунок 2- Схемы обработки поверхностей
а – обработка горизонтальной поверхности цилиндрической фрезой; б – обработка горизонтальной поверхности торцевой фрезой; в – обработка паза концевой фрезой; г – обработка паза дисковой прорезной фрезой; д – обработка боковой поверхности дисковой трехсторонней фрезой; е – обработка паза дисковой трехсторонней фрезой; ж – обработка поверхности двухугловой фрезой; з – обработка шпоночного паза шпоночой фрезой; и, к – обработка поверхностей фасонными фрезами.
studfiles.net
Паспорт СФ35 Станок специализированный быстроходный вертикально-фрезерный с устройством механизированной смены инструмента
Наименование издания: Руководство по эксплуатации (СФ35.00.00.000РЭ)
Выпуск издания: –
Год выпуска издания: 1983
Кол-во книг (папок): 1
Кол-во страниц: 94
Стоимость: Договорная
Описание:
Механическая часть: Полный комплект документации
Электрическая часть: Отсутствуетальбом электросхем
Содержание:
Руководство по эксплуатации (СФ35.00.00.000РЭ)
1. Техническое описание
Назначение и область применения
Состав станка
– Расположение составных частей станка
Устройство и работа станка и его составных частей
– Расположение органов управления
– Кинематическая схема
– Развёртка коробки скоростей
– Механизм переключения скоростей
– Шпиндельная головка
– Устройство механизированной смены инструмента
– Поперечный разрез консоли
– Поперечный разрез консоли по валу вертикальной подачи
– Разрез коробки подач
– Механизм подъёма и опускания консоли
– Гидравлическая схема механизма подъёма и опускания консоли
– Стол-салазки
– Стол-салазки (разрезы)
– Механизм выбора люфта
– Гидравлическая схема механизма выбора люфта
– Электромагнитная муфта
Электрооборудование
Система смазки
– Смазка станка
– Смазка главного привода
– Смазка консоли
– Смазка салазок
2. Инструкция по эксплуатации
Указание мер безопасности
Порядок установки
– Транспортировка станка
– Установка станка
Настройка, наладка и режим работы
– Способ крепления инструмента
– Приспособление для измерения усилий зажима инструмента
– Общий вид шпиндельной головки
– Устройство для поворота шпиндельной головки
Регулирование
Особенности разборки и сборки при ремонте
– Монтаж и демонтаж узлов станка
– Стол-салазки
– Консоль
– Шпиндельная бабка
– Блок путевых конечных выключателей
– Схема расположения подшипников
3. Паспорт
Общие сведения
Основные технические данные и характеристики
– Конец шпинделя
– Т-образные пазы
Сведения о ремонте
Сведения об изменениях в станке
Комплект поставки
Свидетельство о приёмке
Свидетельство о консервации
Свидетельство об упаковке
Гарантия
Приложение:
1. Быстроизнашиваемые детали********
2. Электросхемы (дополнительный альбом) – Альбом отсутствует
prompasport.ru
Паспорт на консольно-фрезерный станок СФ35 / Фрезерные станки / Stanok-online.ru
Модель, название: СФ35 Консольно-фрезерный станок
Производство: –
Название, маркировка: Руководство по эксплуатации СФ35.00.00.000РЭ
Год: 1983
Страниц: 94
Формат: jpg
Просмотреть образец документации
Узнать стоимость документации
Консольно-фрезерный станок модели СФ35 предназначен для выполнения разнообразных фрезерных работ. В зависимости от потребностей возможны следующие варианты управления, от рукояток, кнопочное и полуавтоматическое (маятниковый и скачкообразный циклы). Кнопками одновременно можно осуществлять движение стола в 2-3 направлениях, а также толчковый режим (движение стола только при нажатой кнопке). Наличие на станке поворотной шпиндельной головки и возможность перемещения шпинделя в осевом направлении позволяют производить фрезерование под различными углами. Станки комплектуются устройством механизированной смены инструмента, позволяющим сократить вспомогательное время. На станке могут быть установлены поворотный стол, делительная головка и ряд других приспособлений, расширяющих технологические возможности станков.
Установленный на фундамент, выверенный и закрепленный станок может быть пущен в работу после его приемки в установленном порядке. Станок должен быть обеспечен ограждением, защищающим рабочего и окружающих от травмирования отлетающей стружкой. Маховик или рукоятка ручного перемещения, вставленные в гнездо, должны без заедания отжиматься пружиной при отпускании, обеспечивая нормальный вывод из зацепления торцовых зубьев маховика или рукоятки с зубьями вала при включении механической подачи. Конечный выключатель блокировки при этом должен включаться только тогда, когда маховик или рукоятка выйдут из зацепления с сопрягаемым валом. Станок подключается к магистрали заземления (контуру) параллельно. Соединение должно быть выполнено стальными шинами сечением не менее 24 мм3 при толщине не менее 2 мм путем приварки или болтовыми зажимами, обеспечивающими надежный контакт. Поверхности контакта должны быть лужеными.
При транспортировке распакованного станка канат должен подводиться под станок таким образом, чтобы нигде не касался рукояток. Рекомендуется транспортировка станка за головную часть с войлочными подкладками под нее во избежание порчи покраски. При транспортировке станка салазки со столом должны быть придвинуты к направляющим станины. Разрешается установка станка без фундамента только на бетонированном полу, в противном случае для достижения спокойного хода и точности в работе нужно подготовить бетонный фундамент. Устанавливают станок непосредственно на стальные плитки, размещенные возле отверстий под анкерные болты. Посредине больших сторон основания расположено по одному стальному клину, которыми выверяют станок по уровню в поперечном направлении. Вторая пара клиньев для выверки станка по уровню в продольном направлении установлена под меньшие стороны основания. После выверки станка отверстия под анкерные болты заливают бетоном и затем, когда бетой схватится, болты равномерно затягивают при непрерывном контроле по уровню (отклонение плоскости стола не должно превышать 0,04 мм на 1000 мм длины в обоих направлениях).
stanok-online.ru
Цены и новости на рынке леса и пиломатериалов
Новости и события
целлюлозного волокна, в системе обезвоживания бумажного полотна и его сушки. Стоимость новой бумагоделательной машины составляет более 20 млн евро. Продольно-резательного станка – более 3 млн евро. Основные характеристики БДМ:…
Отечественный холдинг Segezha Group сообщил о завершении капитального ремонта фрезерно-брусующего станка в рамках работ по модернизации оборудования своего Онежского лесопильно-деревообрабатывающего комбината. Станок производства финской…
полотна и его сушки.
Стоимость новой бумагоделательной машины составляет более 20 млн. евро. Продольно-резательного станка – более 3 млн. евро.
Основные характеристики БДМ: рабочая ширина – 6, 1 м, длина – 35 м, высота –…
В Цнинском лесхозе открыли цех по переработке мелкотоварной древесины, где установили двухвальный многопильный станок «WALTER» – единственный на сегодняшний день в лесном хозяйстве области. Новое оборудование позволит…
35 лет, которые признаны органами местного самоуправления, нуждающимися в улучшении жилищных условий. При выборе семей учитываются, в том числе, профессиональные заслуги соискателей.
Как сообщалось ранее, в 2016 г. одна молодая семья стала…
погода с температурой воздуха от 25 до 35 градусов тепла. При этом, в ближайшие дни специалисты прогнозируют дефицит осадков на севере Иркутской области и в Эвенкийском районе Красноярского края. В южной и западной частях Иркутской области, а также…
Информация
Новую БДМ устанавливают на заводе «Архбум Тиссью Групп»
На Онежском ЛДК завершился ремонт фрезерно-брусующего станка
На заводе «Архбум Тиссью Групп» проходит монтаж новой БДМ
Новую БДМ устанавливают на заводе «Архбум Тиссью Групп»
На Онежском ЛДК завершился ремонт фрезерно-брусующего станка
На заводе «Архбум Тиссью Групп» проходит монтаж новой БДМ
Каталог организаций и предприятий
деревообробатывающие фрезерные станки с ЧПУ различных моделей; фрезерные станки с ЧПУ серии мини; – полуавтоматическии вакуумные пресса; – станки ЧПУ с плазменной и плазменной резкой; – весь набор продукции итальянской фирмы ELTE; – очень…
– Ручные и гидравлические гибочные станки – Гильотины для резки металла, ручные и электромеханические – Вальцовочные станки – Токарные и фрезерные станки – Сверлильные и ленточнопильные станки – Станки и инструмент для производства фальцевой…
…
Станки лазерной резки металлов и неметаллов (оптоволоконные и co2). Фрезерные станки всех размеров и по любым материалам. станки лазерной сварки. Станки плазменной и газо-плазменной резке.
ООО «РемСтан» предлагает услуги по ремонту станков для металлообработки: токарных, фрезерных, сверлильных. Наш высококвалифицированный персонал выполнит любые задачи по ремонту оборудования в сжатые сроки. Специализацией является ремонт токарного…
оборудование разделено на группы: Зубообработка, Карусельные (токарные и фрезерные), Плоская и Продольная шлифовка, Вертикально фрезерные, Продольно фрезерные, Фрезерные, Координатно Расточные, Шлифовальные, сверлильные, Поперечно и Продольно строгальные…
Предложения на покупку и продажу продукции
Изготовим лущильные, строгальные и резательные ножи для производства шпона. Предлагаем объемнозакаленные ножи и двухслойные. Имеем возможность делать ножи для производства шпона длиной до 5 метров. С…
Продам фуговальный станок СФ-6 (б/у) в хорошем техническом состоянии.Торг.
Высокоточный имитатор пильного вала дисковой пилорамы типа ЦДС и всех прочих станков для оперативного определения участков формообразующих дефектов, контроля радиальных биений, контроля торцевого б…
Станок заточной для фугования и заточки по передней и задней граням пильных дисков диам. до 1200 мм для круглопильных станков ЦДС, Кара, СПР (Молома), Лаймет и пр. Может устанавливаться как в к…
Год выпуска: 1999г. Размеры: 6500×2500мм. Масса: 4000кг. Мощность: 55кВт. Предназначен для изготовления погонажных изделий (половая доска, вагонка, наличник, плинтусы и прочие фасонные изделия).
Круги шлифовальные 250*10*32 мм для заточки и фугования пильных дисков ЦДС, Кара, Лаймет, Молома и пр. На керамической связке, белые. Прямой профиль. Среднетвёрдые. 1 (высший) класс. Луга …
ГОСТы, ТУ, стандарты
Ключевые слова – машины переносные электрические;машины одношпиндельные вертикальные фрезерно-модельные;безопасность;методы испытаний. Термины и определения – Раздел стандарта. Вид стандарта – Стандарты на методы контроля.
…древесные отходы), торф (фрезерный, кусковой, брикеты), бурый уголь, каменный уголь, антрацит, в качестве газообразного топлива…
Пульпометный насадок Выходная суженная часть напорного пульпопровода, формирующая струю пульпы 35.
…и рулонный картон толщиной до 3, 0 мм – для пробивания отверстий без рваных краев, причем эту операцию следует выполнять в соответствии с рекомендациями изготовителя; картон толщиной 3, 0 мм – для фрезерной обработки; картон подтипов В2.1 и В3.
Условная вязкость масляно-смоляного сплава в ксилоле, с, не более 35 – – – настоящего стандарта Примечание. Для смолы марки СФ-161 содержание свинца и массовую долю никеля определяют только при ее использовании в производстве масляных лаков для…
Аннотация (область применения) – Настоящий стандарт устанавливает методы проверки геометрической точности обрабатывающих центров (фрезерных, расточных и т.п. станков с программным управлением) с горизонтальным шпинделем (горизонтальная ось Z) в…
www.lesonline.ru