Станок фрезерный сф 676 – СФ-676 станок фрезерный широкоуниверсальныйПаспорт, руководство, схемы, описание, характеристики
alexxlab | 04.08.2019 | 0 | Фрезерный
Станок специализированный фрезерный СФ676 – Всё для чайников
Станок специализированный фрезерный СФ676
- Подробности
- Категория: Фрезерные станки

Станок фрезерный модели СФ 676 предназначен как для горизонтального фрезерования изделий цилиндрическими, дисковыми, фасонными и другими фрезами; так и вертикального фрезерования торцевыми, концевыми, шпоночными и другими фрезами под различными углами.
Станок предназначен для использования в инструментальных* и экспериментальных цехах, а также в механических цехах мелкосерийного и индивидуального производства.
Наличие широкого ряда оборотов, механических и ускоренной подач обеспечивает экономическую обработку различных деталей за счет применения высоких режимов резания и сокращения вспомогательного времени.
На станке возможно выполнение разнообразных расточных, сверлильных, разметочных и других операций с высокой точностью, которую можно достигнуть, если станок установлен в помещении с постоянной температурой + 20° + 2° С и влажностью воздуха 65+5% и если вблизи станка нет источников тепла.
Скачать документацию
Кинематическая схема
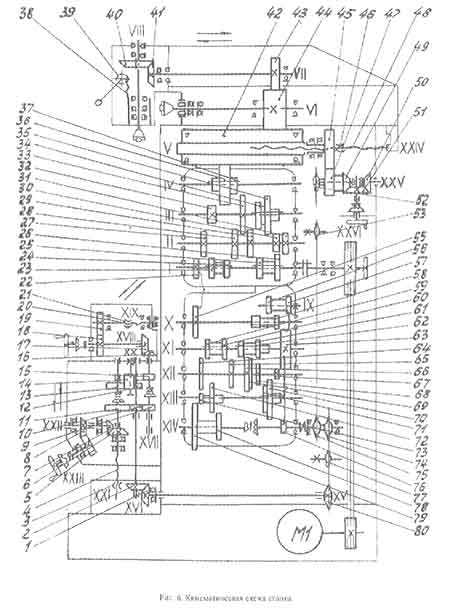
Кинематическая схема состоит из цепи главного движения и цепи подач.
Станина

К основанию (1) на кронштейне (2) монтируется электродвигатель привода цепи главного движения и цепи подачи. Передача вращения от двигателя к коробке скоростей производится тремя клиновидными ремнями, передача вращения от коробки – подач к механизмам суппорта и шпиндельной бабки двумя цепными передачами (звездочками 4, 6, 10, 11, 13,14).
Включение механической подачи шпиндельной бабки производится рукояткой, сидящей на валу (16), направление перемещения бабки соответствует положению рукоятки. Механическая подача шпиндельной бабки может автоматически отключатся упорами, установленными на ней.
Смазка всех трущихся поверхностей производится шариковыми масленками при помощи шприца смазкой ЦИАТИМ-201.
Коробка скоростей
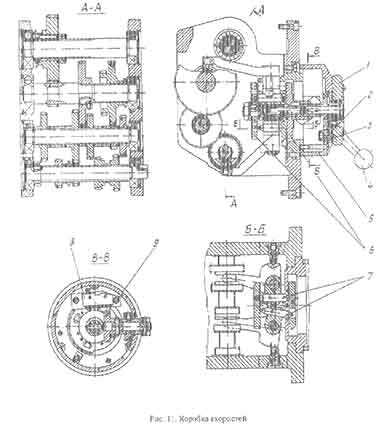
Коробка скоростей шестеренчатого типа собрана в специальный корпус, который крепят фланцем к боковой стороне станицы, сообщает горизонтальному и вертикальному шпинделям 16 различных скоростей путем селективного набора.
Движение рукоятки переключения вниз диски снова сводятся в первоначальное положение. При этом пальцы, перемещаясь, переводят при помощи рычагов переводные шестерни коробки скоростей.
При переключении возможны случаи совпадения торцев зубьев зацепляемых шестерен. При этом диски не сводятся. В этом случае необходимо провернуть маховиком вал 1 (см. рис. 6).
Во избежании поломки шестерен переключение скоростей под нагрузкой запрещается.
Коробка подач
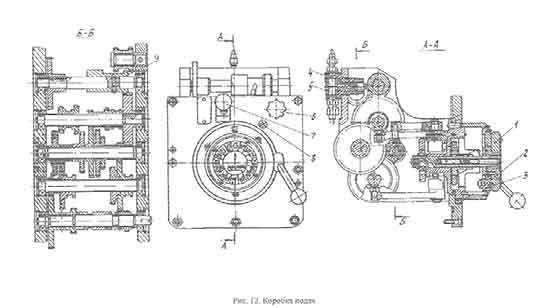
Коробка подач сообщает суппорту и шпиндельной бабке 16 различных подач и ускоренные перемещения.
Валы коробки подач получают вращение от 1 вала коробки скоростей (см. рис. 6). Последний (ведомый) вал коробки передач связан с валиком, на котором размещены две звездочки (10, 11) (см. рис, 10), передающие движение механизмам суппорта и шпиндельной §абки.
Изменение подач производится таким же образом, как и изменение в коробке скоростей (см. описание механизма набора скоростей в узле*Коробка скоростей”).
При переключении подач необходимо следит* за тем, чтобы крестовая рукоятка суппорта находилась в нейтральном положении.
Ускоренное перемещение осуществляется при нажатий рукоятки (7). При отпущенной рукоятке продолжается рабочая подача.
Для осуществления постоянного направления вращения шестерен коробки подач при реверсе коробки скоростей служит шестерня (9), автоматически сохраняющая направления вращения.
Суппорт

Суппорт несет основной стол (9) станка с вертикальной рабочей плоскостью и перемещает его в вертикальном и горизонтальном направлениях.
Суппорт состоит из корпуса (5), имеющего вертикальные направляющие в виде “ласточкиного хвоста”
В корпусе суппорта расположен механизм управления подачи стола. Механизм упражнения приводится во вращение ходовым валом (4), получающим вращение от коробки подач, и передает вращение на вертикальный (3) и горизонтальный (12) ходовые винты.
Управление подачами осуществляется крестовой рукояткой (17). Направление движения совпадает с направлением перемещения крестовой рукоятки.
Кроме механической подачи, стол может перемещаться вручную; в вертикальном направлении маховиком (15), в горизонтальном – маховиком (14).
Отсчет перемещений стола производится по миллиметровым линейкам, лимбам (вертикальное – лимб (16), горизонтальное- лимб (13) с ценой деления 0,005 мм), концевым мерам и индикаторам с пеней делением 0,01 мм.
На суппорте предусмотрены механизмы автоматического выключения подач. В горизонтальном направлении для этого служат проходные и конечные упоры (25). Для автоматического выключения вертикальной подачи служат проходные и конечные упоры (3) (см. рис. 5), установленные на станине. Проходные упоры перемещаются в Т – образных пазах и могут быть установлены на требуемый размер хода.
Имеются рукоятки зажима суппорта в вертикальном (24) и в горизонтальном (22) (см. рис. 5) направлениях.
Шпиндельная бабка

Горизонтальный шпиндель (1) монтируется в специальный корпус (12), который перемещается по направляющим станины, осуществляя тем самым поперечную подачу станка.
Передней опорой горизонтального шпинделя является двухрядный роликовый подшипник (4) с коническим отверстием. Осевые нагрузки воспринимаются упорными шарикоподшипниковыми (5). Средняя и задняя опоры горизонтального шпинделя-радиальные шарикоподшипники (8,10), служащие одновременно опорами шестерни (9).
Верхние направляющие шпиндельной бабки предназначены для крепления вертикальной головки (рис. 15) и хобота (11). На хоботе крепится серьга (17) для поддержки оправок. Зажим вертикальной головки, хобота и серьги осуществляется сухарями при завинчивании винтов (10) (см. рис. 5) с внутренним шестигранником.
Зажим инструмента в горизонтальном шпинделе производится шомполом (13).
Перемещение шпиндельной бабки производится жестко связанным с ней винтом (14) и вращающейся гайкой (17) (см. рис. 10), укрепленной в станине.
Конструкция станка обеспечивает возможность точных перемещений бабки для координатно-расточных работ. Для этого на бабке установлен индикатородержатель (18), а к станине прикреплен плиткодержатель, на которой устанавливают параллельные мерные плитки.
Головка вертикальная
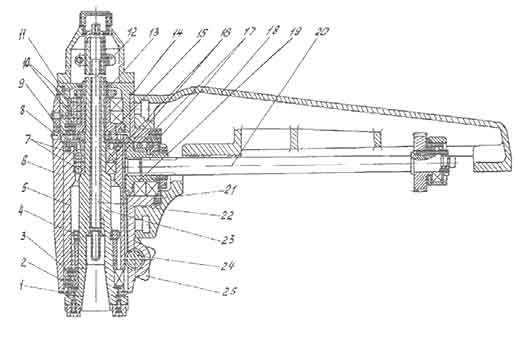
Вертикальный шпиндель смонтирован в специальной головке с хоботом для крепления в верхних направляющих шпиндельной бабки. Головка при необходимости может быть повернута на планшайбе хобота (18) на ±90° от вертикали Установка на нуль в вертикальное положение фиксируется двумя коническими штифтами с рукояткой. Зажим головки на планшайбе хобота производится болтами с внутренним шестигранником.
Зажим гильзы осуществляется рукояткой-звездочкой (25), имеющей для более надежного зажима шестигранник.
Вес шпинделя уравновешивается спиральной пластинчатой пружиной, один конец которой соединен с реечным валиком. другой – с корпусом вертикальной головки.
Конические шестерни головки имеют опоры из сдвоенных радиальных подшипников (10,17). Вращение хвостовику шпинделя от вертикальной конической шестерни (9) передается шлицами. Горизонтальная коническая шестерня (19) получает вращение через шлицы от горизонтального вала (20).
Нижняя опора вертикального шпинделя – двухрядный роликовый подшипник (3) с коническим отверстием.
Верхняя опора вертикального шпинделя – два радиально упорных подшипника (7), воспринимающих также осевые нагрузки.
Смазка вертикальной головки производится ежедневно с помощью шариковых пресс-масленок (8,11). Предохранением от утечки смазки и загрязнения служат лабиринтные уплотнения (1,13).
Электрическая схема
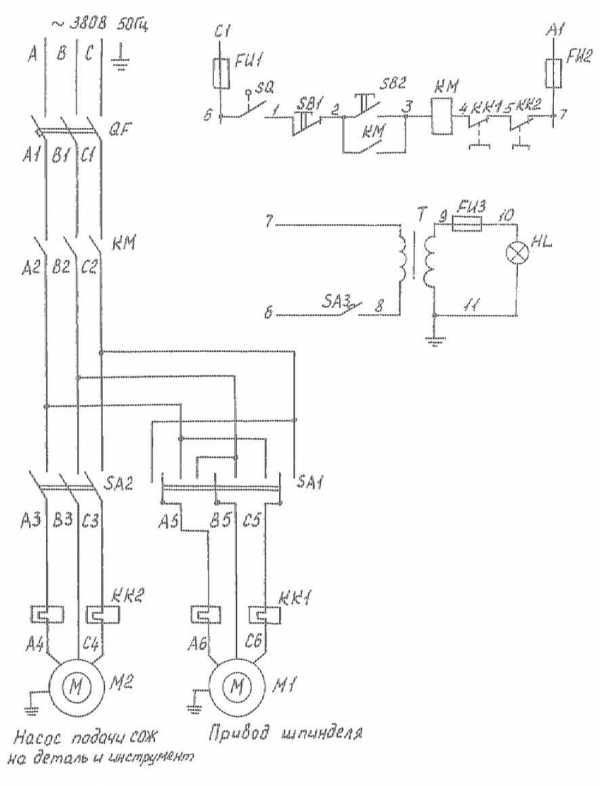
Включением автоматического выключателя В1 подается напряжение в силовую цепь и цепь управления. Включение электродвигателя осуществляется кнопкой SB2 при этом электродвигатель M1через контакты магнитного пускателя подключается к сети, кнопка “пуск” блокируется блок-контактом магнитного пускателя. Микропереключатель коробки скоростей В5 выключает электродвигатель при включении скоростей. Выключение электродвигателя осуществляется кнопкой SB1
Реверс шпинделя осуществляется реверсом электродвигателя через пакетный переключатель ВЗ. При подключении станка к электросети проверить соответствие направления вращения шпинделя указанному на табличках пакетного переключателя реверса.
Включение и выключение насоса охлаждения осуществляется пакетным выключателем В2.
Включение и отключение местного освещения производится выключателем В4.
Защита электрооборудования станка от токов короткого замыкания и тепловая защита электродвигателя осуществляется автоматическим выключателем. Нулевая защита электродвигателя и электронасоса – магнитным пускателем К.
Электрооборудование выполнено в соответствии с установленными требованиями и выдержало испытание согласно “Инструкции по электрооборудованию металлорежущих станков” Эксплуатация электрооборудования должна производиться в соответствии с требованиями “Правил технической эксплуатации и безопасности обслуживания электроустановок пром. предприятий”.
Скачать документацию
forkettle.ru
Станок специализированный фрезерный СФ676 – Всё для чайников
Станок специализированный фрезерный СФ676
- Подробности
- Категория: Фрезерные станки
Станок фрезерный модели СФ 676 предназначен как для горизонтального фрезерования изделий цилиндрическими, дисковыми, фасонными и другими фрезами; так и вертикального фрезерования торцевыми, концевыми, шпоночными и другими фрезами под различными углами.
Станок предназначен для использования в инструментальных* и экспериментальных цехах, а также в механических цехах мелкосерийного и индивидуального производства.
Наличие широкого ряда оборотов, механических и ускоренной подач обеспечивает экономическую обработку различных деталей за счет применения высоких режимов резания и сокращения вспомогательного времени.
На станке возможно выполнение разнообразных расточных, сверлильных, разметочных и других операций с высокой точностью, которую можно достигнуть, если станок установлен в помещении с постоянной температурой + 20° + 2° С и влажностью воздуха 65+5% и если вблизи станка нет источников тепла.
Нельзя устанавливать станок в одном помещении со станками, работающими абразивным инструментом.
Скачать документацию
Кинематическая схема
Кинематическая схема состоит из цепи главного движения и цепи подач.
Станина
К основанию (1) на кронштейне (2) монтируется электродвигатель привода цепи главного движения и цепи подачи. Передача вращения от двигателя к коробке скоростей производится тремя клиновидными ремнями, передача вращения от коробки – подач к механизмам суппорта и шпиндельной бабки двумя цепными передачами (звездочками 4, 6, 10, 11, 13,14).
Для предохранения от перегрузки механизма подач суппорта и шпиндельной бабки имеется предохранительная кулачковая муфта (8).
Включение механической подачи шпиндельной бабки производится рукояткой, сидящей на валу (16), направление перемещения бабки соответствует положению рукоятки. Механическая подача шпиндельной бабки может автоматически отключатся упорами, установленными на ней.
Смазка всех трущихся поверхностей производится шариковыми масленками при помощи шприца смазкой ЦИАТИМ-201.
Коробка скоростей
Коробка скоростей шестеренчатого типа собрана в специальный корпус, который крепят фланцем к боковой стороне станицы, сообщает горизонтальному и вертикальному шпинделям 16 различных скоростей путем селективного набора.
Изменение скоростей производится механизмом переключения, размещенным на передней стенке корпуса коробки, следующим образом: рукоятку переключения скоростей (4) нужно поднять вверх. При этом разводятся диски (6), имеющие ряд отверстий. При повороте диска набора скоростей (1) и связанных с ним дисков изменяется положение отверстий дисков относительно пальцев (7). Этим самым производится подготовка для переключения скоростей.
Движение рукоятки переключения вниз диски снова сводятся в первоначальное положение. При этом пальцы, перемещаясь, переводят при помощи рычагов переводные шестерни коробки скоростей.
При переключении возможны случаи совпадения торцев зубьев зацепляемых шестерен. При этом диски не сводятся. В этом случае необходимо провернуть маховиком вал 1 (см. рис. 6).
Во избежании поломки шестерен переключение скоростей под нагрузкой запрещается.
Коробка подач
Коробка подач сообщает суппорту и шпиндельной бабке 16 различных подач и ускоренные перемещения.
Валы коробки подач получают вращение от 1 вала коробки скоростей (см. рис. 6). Последний (ведомый) вал коробки передач связан с валиком, на котором размещены две звездочки (10, 11) (см. рис, 10), передающие движение механизмам суппорта и шпиндельной §абки.
Изменение подач производится таким же образом, как и изменение в коробке скоростей (см. описание механизма набора скоростей в узле*Коробка скоростей”).
При переключении подач необходимо следит* за тем, чтобы крестовая рукоятка суппорта находилась в нейтральном положении.
Ускоренное перемещение осуществляется при нажатий рукоятки (7). При отпущенной рукоятке продолжается рабочая подача.
Для осуществления постоянного направления вращения шестерен коробки подач при реверсе коробки скоростей служит шестерня (9), автоматически сохраняющая направления вращения.
Для смазки шестерен коробки скоростей, коробки подач и шпиндельной бабки служит поршневой насос (5). Поршень (4) насоса приводится в возвратно – поступательное движение от эксцентрика шестерни (9). При возвратно-поступательном движении поршня насоса происходит всасывание масла из резервуара станины и его разбрызгивание. Создается масляный туман, который и смазывает все шестерни. Для наблюдения за работой насоса на фланце коробки подач установлен прозрачный глазок (6), в котором видно пульсирование масла.
Суппорт
Суппорт несет основной стол (9) станка с вертикальной рабочей плоскостью и перемещает его в вертикальном и горизонтальном направлениях.
Суппорт состоит из корпуса (5), имеющего вертикальные направляющие в виде “ласточкиного хвоста”
Перемещаясь по направляющим станины, суппорт осуществляет вертикальную подачу стола. Продольная подача производится движением стола по горизонтальным направляющим суппорта.
В корпусе суппорта расположен механизм управления подачи стола. Механизм упражнения приводится во вращение ходовым валом (4), получающим вращение от коробки подач, и передает вращение на вертикальный (3) и горизонтальный (12) ходовые винты.
Управление подачами осуществляется крестовой рукояткой (17). Направление движения совпадает с направлением перемещения крестовой рукоятки.
Кроме механической подачи, стол может перемещаться вручную; в вертикальном направлении маховиком (15), в горизонтальном – маховиком (14).
Отсчет перемещений стола производится по миллиметровым линейкам, лимбам (вертикальное – лимб (16), горизонтальное- лимб (13) с ценой деления 0,005 мм), концевым мерам и индикаторам с пеней делением 0,01 мм.
На суппорте предусмотрены механизмы автоматического выключения подач. В горизонтальном направлении для этого служат проходные и конечные упоры (25). Для автоматического выключения вертикальной подачи служат проходные и конечные упоры (3) (см. рис. 5), установленные на станине. Проходные упоры перемещаются в Т – образных пазах и могут быть установлены на требуемый размер хода.
Механизмы суппорта смазываются через смазочную станцию. Сделав несколько качков рукояткой смазочной станции масло из резервуара станции через питатель ио разводящим трубкам подается к механизмам суппорта. Смазку производить (качанием рукоятки) только в крайнем левом положении углового горизонтального стола (или салазок).
Имеются рукоятки зажима суппорта в вертикальном (24) и в горизонтальном (22) (см. рис. 5) направлениях.
Шпиндельная бабка
Горизонтальный шпиндель (1) монтируется в специальный корпус (12), который перемещается по направляющим станины, осуществляя тем самым поперечную подачу станка.
Шпиндель получает вращение от коробки скоростей через промежуточную барабанную шестерню (18), (см. рис. 11), смонтированную в станине и шестерню (9), сидящую на шпинделе.
Передней опорой горизонтального шпинделя является двухрядный роликовый подшипник (4) с коническим отверстием. Осевые нагрузки воспринимаются упорными шарикоподшипниковыми (5). Средняя и задняя опоры горизонтального шпинделя-радиальные шарикоподшипники (8,10), служащие одновременно опорами шестерни (9).
Верхние направляющие шпиндельной бабки предназначены для крепления вертикальной головки (рис. 15) и хобота (11). На хоботе крепится серьга (17) для поддержки оправок. Зажим вертикальной головки, хобота и серьги осуществляется сухарями при завинчивании винтов (10) (см. рис. 5) с внутренним шестигранником.
Зажим инструмента в горизонтальном шпинделе производится шомполом (13).
Величина механического перемещения шпиндельной бабки устанавливается промежуточными упорами (16).
Перемещение шпиндельной бабки производится жестко связанным с ней винтом (14) и вращающейся гайкой (17) (см. рис. 10), укрепленной в станине.
Конструкция станка обеспечивает возможность точных перемещений бабки для координатно-расточных работ. Для этого на бабке установлен индикатородержатель (18), а к станине прикреплен плиткодержатель, на которой устанавливают параллельные мерные плитки.
Головка вертикальная
Вертикальный шпиндель смонтирован в специальной головке с хоботом для крепления в верхних направляющих шпиндельной бабки. Головка при необходимости может быть повернута на планшайбе хобота (18) на ±90° от вертикали Установка на нуль в вертикальное положение фиксируется двумя коническими штифтами с рукояткой. Зажим головки на планшайбе хобота производится болтами с внутренним шестигранником.
Вертикальный шпиндель (23) смонтирован в гильзе (5), которая при помощи реечного валика (24) перемещается в корпусе (6) вручную.
Зажим гильзы осуществляется рукояткой-звездочкой (25), имеющей для более надежного зажима шестигранник.
Вес шпинделя уравновешивается спиральной пластинчатой пружиной, один конец которой соединен с реечным валиком. другой – с корпусом вертикальной головки.
Конические шестерни головки имеют опоры из сдвоенных радиальных подшипников (10,17). Вращение хвостовику шпинделя от вертикальной конической шестерни (9) передается шлицами. Горизонтальная коническая шестерня (19) получает вращение через шлицы от горизонтального вала (20).
Нижняя опора вертикального шпинделя – двухрядный роликовый подшипник (3) с коническим отверстием.
Верхняя опора вертикального шпинделя – два радиально упорных подшипника (7), воспринимающих также осевые нагрузки.
Смазка вертикальной головки производится ежедневно с помощью шариковых пресс-масленок (8,11). Предохранением от утечки смазки и загрязнения служат лабиринтные уплотнения (1,13).
Электрическая схема
Включением автоматического выключателя В1 подается напряжение в силовую цепь и цепь управления. Включение электродвигателя осуществляется кнопкой SB2 при этом электродвигатель M1через контакты магнитного пускателя подключается к сети, кнопка “пуск” блокируется блок-контактом магнитного пускателя. Микропереключатель коробки скоростей В5 выключает электродвигатель при включении скоростей. Выключение электродвигателя осуществляется кнопкой SB1
Реверс шпинделя осуществляется реверсом электродвигателя через пакетный переключатель ВЗ. При подключении станка к электросети проверить соответствие направления вращения шпинделя указанному на табличках пакетного переключателя реверса.
Включение и выключение насоса охлаждения осуществляется пакетным выключателем В2.
Включение и отключение местного освещения производится выключателем В4.
Защита электрооборудования станка от токов короткого замыкания и тепловая защита электродвигателя осуществляется автоматическим выключателем. Нулевая защита электродвигателя и электронасоса – магнитным пускателем К.
Электрооборудование выполнено в соответствии с установленными требованиями и выдержало испытание согласно “Инструкции по электрооборудованию металлорежущих станков” Эксплуатация электрооборудования должна производиться в соответствии с требованиями “Правил технической эксплуатации и безопасности обслуживания электроустановок пром. предприятий”.
Скачать документацию
forkettle.ru
уточняющие вопросы перед покупкой СФ 676 – Фрезерные 675, 676, 6В75
народ приветствую! хочу купить фрезерный станок типа линейки 676, вчера ездили на смотрины местного фрезерного станка СФ 676 визуально средней убитости, все крутится, ни чего не отломано и на первый взгляд все на месте, просят 70, но думаю дороговасто, бум торговаться. вопрос сзади на ведомом шкиве стоит шестерня обваренная и какоето кольцо типа фиксирующего от осевого смещения с двумя болтами, и торец вала почему то обварен, как там должно быть по заводскому, на сколько критичные переделки может чего то в том узле не хватает?
часиками перемещение стола не проверял.
и еще, дома поизучав паспорт вроде бы понял что должен быть отдельный хобот для горизонтальных работ, вопрос так это? я вокруг станка не увидел его, буду созваниваться с хозяином уточнять.
Изменено пользователем abrazivewww.chipmaker.ru
|
Основной вертикальный стол |
|
|
Рабочая поверхность стола, мм: |
|
|
Длина |
630 |
|
Наибольший продольный ход стола, мм |
450 |
|
Наибольший вертикальный ход стола, мм |
380 |
|
Число Т-образных пазов |
2 |
|
Ширина Т-образных пазов, мм |
14 |
|
Расстояние между Т-образными пазами, мм |
80 |
|
Масса, кг |
72 |
|
Стол угловой горизонтальный |
|
|
Рабочая поверхность стола, мм |
|
|
Длина |
800 |
|
Число Т-образных пазов |
3 (по запросу до 6) |
|
Ширина Т-образных пазов, мм (центрального / крайних) |
14 / 14 |
|
Расстояние между Т-образными пазами, мм |
50 |
|
Масса, кг |
75 |
|
Привод |
|
|
Ремень приводной клиновой |
А-2000Т |
|
Количество |
3 |
|
Цепь приводная роликовая нормальная |
ПР-12,7-1820-1 |
|
Количество |
2 |
|
Характеристика электрооборудования |
|
|
Род тока питающей цепи |
Переменный трёхфазный |
|
Частота тока, Гц |
50 |
|
Напряжение, В |
380 |
|
Количество двигателей на станке |
2 |
|
Напряжение силовой сети, В |
380 |
|
Напряжение цепи управления, В |
380 |
|
Напряжение цепи освещения, В |
24 |
| . | |
|
Двигатель привода |
АИР 100С4У3 |
|
Исполнение |
1 М 1081 |
|
Электронасос |
П-0,25.М.10 |
|
Мощность, кВт |
0,12 |
|
Суммарная мощность всех электродвигателей, кВт |
3,12 |
|
Характеристика системы смазки станка |
|
|
Марка масла для смазки |
индустриальное И-30 А |
|
Тип насоса смазки шестерён |
поршневой |
|
Производительность насоса, см3/ход |
6-8 |
|
Тип смазочной станции |
поршневой |
|
Количество точек в питателе |
8 |
kpsk.ru
Кировский СФ676 сложной судьбы. – Фрезерные 675, 676, 6В75
Осенью 2015 года решил что не дело зимой не поковыряться с каким нибудь станком. Из насущных более остро проблема стояла с фрезерным – токарных два, а резцы, державки и пр. сделать не на чем. Конечно можно и на токарном извратиться, но мне нужен был повод для покупки фрезера, а извращения я и так найду.
Поиском станков занимался несколько месяцев. В радиусе 300км либо дорого, либо хлам. За 35тр предлагали что то отдаленно напоминающее первые советские копии деккеля (шильдик абсолютно не читался, хозяин про станок ничего не знал. торговаться упорно отказывался), даже не поехал смотреть – не радовала перспектива смена подач заменой шестерен. В челябинске автосервис за 40 предлагал немца довоенного – выставлял в опознайке, так и не определили зверя. Несмотря на уверения продавца в рабочем состоянии решил не тратить время: даже на фото были видны повреждения кинематики, да и станок всю жизнь на заводе Калибр простоял, явно не без дела.
Я уж совсем отчаялся привезти станок до снега, как увидел объявление о продаже 676 коммунаруса, не раздумывая связался и приехал на смотрины. По факту оказался СФ676 непонятного года с неродным столом (но хорошим), ремонтированным хоботом (ВФГ намертво прикручена), без хобота и станции СОЖ. Кое как сторговались на 40т.р. и продаван обещал организовать доставку. В принципе слово сдержал – станок на следующий день ко мне приехал, но оказалось что работники продавца (он на постоянной основе занимается реставрацией и продажей станков) успели поменять стол на родной и лубрикатор на убитый. Черт бы с ним, но стол ремонтный, возмущению моему не было предела и продавец, в качестве компенсации безвозмездно передал мне поворотный стол на 250, правда без ручки и лимба 🙂
Вот так я и стал обладателем фрезера.
Затащил в мастерскую и не спеша принялся восстанавливать.
Вскрытие показало:
станок хорошо поработал и его пытались неплохо откапиталить, но что то этому помешало, других объяснений я не вижу. С одной стороны есть отлично восстановленные узлы, с другой – полная халтура.
Итак с чем столкнулся:
ВФГ с хоботом: сломан ластохвост (это их болезнь), кронштейн вала не родной, смонтирован или сделан не правильно – значительная выработка шестерни бабки из-зи увеличенного расстояния между зубами шестерен, половина подшипников на выброс, сделал новые рукоятки выдвижения и фиксации пиноли, пытаюсь восстановить возможность поворота головы.
После проварки хобота выяснилось что вал привода ВФГ становиться косо при переворачивании кронштейна (это делаю для нормального зацепления шестерен), плюс надо изготовить гайки и болты для крепления ВФГ в Т пазу, но гайки по чертежу явно не пролезут в отверстие фланца хобота. Пока оставил на подумать.
www.chipmaker.ru
Широкоуниверсально-фрезерный станок СФ676 – Станкофф.RU
Предназначен как для горизонтального фрезерования изделий цилиндрическими, дисковыми, фасонными и другими фрезами, так и вертикального фрезерования торцевыми, концевыми, шпоночными и другими фрезами под различными углами.
Используется в инструментальных и механических цехах мелкосерийного и индивидуального производств. Со станком поставляются принадлежности, необходимые для работы и обслуживания станка: вертикальная шпиндельная головка, хобот с серьгой, угловой горизонтальный стол, тиски, патрон цанговый с цангами, оправка и набор инструмента.
| Техническая характеристика | |
Рабочая площадь поверхности вертикального стола, мм |
250-630 |
Перемещение стола, мм, не более: – продольное |
450 |
Вертикальное |
380 |
Расст. от оси горизонт. шпинделя до съёмного углового стола, мм |
80-460 |
Наибольшее перемещение шпиндельной бабки, мм |
300 |
Расст. от торца вертик. шпинделя до плоскости съёмного стола, мм |
380 |
Перемещение вертикального шпинделя (не более), мм: |
80 |
Количество скоростей шпинделей |
60 |
Частота вращения шпинделя, мин-1: – горизонтального |
50-1630 |
Вертикального |
63-2040 |
Число рабочих подач стола и бабки |
16 |
Мощность двигателя главного привода, кВт |
3,0 |
Габариты, м |
1,2х1,2х1,8 |
Масса, кг |
1050 |
Отзывы о Широкоуниверсально-фрезерном станке СФ676
Пока нет отзывов на данный товар.
Оставить свой отзыв
Ваш отзыв поможет другим людям сделать выбор. Спасибо, что делитесь опытом!
В отзывах запрещено:
Использовать нецензурные выражения, оскорбления и угрозы;
Публиковать адреса, телефоны и ссылки содержащие прямую рекламу;
Писать отвлеченные от темы и бессмысленные комментарии.
Информация не касающаяся товара будет удалена.
www.stankoff.ru
Наименование характеристики | Ед. изм. | Параметры |
Стол | ||
Размеры рабочей поверхности стола (Д х Ш) | мм | 1250 х 320 |
Количество подач стола |
| 16 |
Пределы подач стола |
|
|
Продольных | мм/мин | 13…395 |
Вертикальных | мм/мин | 13…395 |
Расстояния от торца вертикального шпинделя до углового горизонтального стола | мм | 0..380 |
Расстояние от оси горизонтального шпинделя до рабочей поверхности углового горизонтального стола | мм | 80…460 |
Расстояние от торца горизонтального шпинделя до оси вертикального шпинделя | мм | 115 |
Наибольшее расстояние от торца горизонтального шпинделя до серьги | мм | 315 |
Скорость быстрого перемещения стола (в продольном и вертикальном направлениях) | мм/мин | 935 |
Шпиндельная бабка |
|
|
Количество подач |
| 16 |
Пределы подач шпиндельной бабки | мм/мин | 13…395 |
Наибольшее перемещение | мм | 300 |
Быстрое перемещение | мм/мин | 935 |
Основной вертикальный стол |
|
|
Размеры рабочей поверхности стола (Д х Ш) | мм | 630 х 250 |
Наибольший продольный ход стола | мм | 450 |
Наибольший вертикальный ход стола | мм | 380 |
Число Т-образных пазов |
| 2 |
Ширина Т-образных пазов | мм | 14 |
Расстояние между Т-образными пазами | мм | 80 |
Масса | кг | 72 |
Угловой горизонтальный стол |
|
|
Размеры рабочей поверхности стола (Д х Ш) | мм | 800 х 250 |
Число Т-образных пазов |
| 3 |
Ширина Т-образных пазов | мм | 14 |
Расстояние между Т-образными пазами | мм | 50 |
Масса | кг | 75 |
Шпиндели (горизонтальный и вертикальный) | ||
Количество ступеней скоростей шпинделя |
| 16 |
Внутренний конус шпинделя |
| 40 |
Частота вращения шпинделя |
|
|
Горизонтального | об/мин | 50…1630 |
Вертикального | об/мин | 63…2040 |
Наибольшее осевое перемещение вертикального шпинделя | мм | 80 |
Наибольший угол поворота вертикальной головки в вертикальной плоскости | град | ±90 |
|
|
|
|
|
|
Цена деления лимбов | мм | 0,05 |
Цена деления линеек | мм | 1 |
Электрооборудование | ||
Род тока питающей сети |
| переменных трехфазный |
Частота тока | Гц | 50 |
Напряжение | В | 380 |
Напряжение цепей управления | В | 380 |
Напряжение цепей местного освещения | В | 24 |
Количество электродвигателей на станке |
| 2 |
Главный привод станка |
|
|
Число оборотов | об/мин | 1500 |
Мощность | кВт | 3 |
Тип |
| АИР 100С4У3 |
Электронасос подачи охлаждающей жидкости |
|
|
Число оборотов | об/мин | 2800 |
Мощность | кВт | 0,12 |
Тип |
| ХА14-22М |
Производительность | л/мин | 22 |
Суммарная мощность всех электродвигателей | кВт | 3,12 |
Габариты и масса | ||
Габаритные размеры станка |
|
|
длина | мм | 1200 |
ширина | мм | 1240 |
высота | мм | 1780 |
Масса станка | кг | 1050 |
www.stanoktehpasport.ru