Станок фрезерный ссср: Фрезерные станки СССР — купить в по низкой цене
alexxlab | 18.01.1988 | 0 | Фрезерный
Станки ссср в России – Биржа оборудования ProСтанки
- Главная
- Продажа
- Металлообработка
- Станок ссср
Вы можете очень быстро сравнить цены станка ссср и подобрать оптимальные варианты из более чем 75790 предложений
настольный токарный станок СССР
Состояние: Б/У Год выпуска: 1974 Производитель: красный пролетарий (Россия)
продаю срочно дёшевогде купить ? здесь !малогабаритный военный армейский солдатскийпереносной компактныйнастольный токарный станокзадняя бабка тв-16 присутствуетмногофункциональный.может…
18.06.2022 Москва (Россия)
7 879
Фрзерные станки СССР и Импортные аналоги
Состояние: Б/У Год выпуска: 1952
Выкупим фрезерные станки по металлу в любом объеме.
29.09.2020 Москва (Россия)
149 000
деревообрабатывающие станки СССР, с действующего цеха
Состояние: Б/У Год выпуска: 1990
Фрезер ФСШ1а – 70т.р Фрезерный – 30т.р Пила торцовочная с каретой – 40т.р Ленточно-шлифовальный – 45т.р Пила продольная с мех.подачей – 50т.р Рейсмус СР6 – 60т.р Фуганок 600мм – 60т.р Вытяжка -…
27.03.2019 Бахчисарай (Россия)
Фрезерный станок СССР
Состояние: Б/У Год выпуска: 2000
В рабочем состоянии
16.12.2021 Красноярск (Россия)
Распродажа зап. частей и ток. патронов
частей и ток. патронов
Состояние: Новый
В наличии
Ликвидация рем.цеха -распродажа зап.частей (новые на стаках не стояли закупали все для ремонтав начале года.ремонт отставили.) Патроны токарные BISON-BIAL 1. кл 1.3534-315/8-1 315 кон.8.-…
08.06.2015 Петрозаводск (Россия)
1 111
зап. части и ток. патроны cтол поворотный 700.400
Состояние: Новый
В наличии
Ликвидация рем. цеха -распродажа зап. частей (новые на стаках не стояли закупали все для ремонтав начале года. ремонт отставили.) Патроны токарные BISON-BIAL 1. кл 1.3534-315/8-1 315 кон. 8. -…
22.06.2015 Петрозаводск (Россия)
стол поворотный 700мм. ток. патронов
Состояние: Новый
В наличии
Ликвидация рем. цеха -распродажа зап. частей новые на станках не стояли.
закупали все для ремонтав начале года. ремонт отставили.
Патроны токарные BISON-BIAL 1. кл
1.3534-315 8-1 315 кон. 8. -…
цеха -распродажа зап. частей новые на станках не стояли.
закупали все для ремонтав начале года. ремонт отставили.
Патроны токарные BISON-BIAL 1. кл
1.3534-315 8-1 315 кон. 8. -…
03.07.2015 Каменногорск (Россия)
Радиально сверлильный станок
Состояние: Б/У Год выпуска: 1986 Производитель: ссср (Россия)
Продам радиально сверлильный станок СССР, большой тяжелый стол с ним в комплекте.Отличное состояние, проверка в работе. Погрузка наша.
20.11.2018 Пенза (Россия)
130 000
Вал фрикционный(фрикцион) в сборе к фрезерному станку 6р81 новый в консервации СССР
Состояние: Новый Производитель: ссср
В наличии
Вал фрикционный(фрикцион) в сборе к фрезерному станку 6р81 новый в консервации СССР—7500руб/шт. (16шт)Вал фрикционный(фрикцион) в сборе к фрезерному станку 6р81 новый в консервации…
(16шт)Вал фрикционный(фрикцион) в сборе к фрезерному станку 6р81 новый в консервации…
19.12.2018 Вязьма (Россия)
7 500
Токарные станки с ЧПУ. СССР и Импортные аналоги
Состояние: Б/У Год выпуска: 1998
29.09.2020 Москва (Россия)
190 876
станки производства СССР
Состояние: Б/У Год выпуска: 1980
Куплю станки металлообрабатывающие б/у производства СССР. Тел. WhatsApp +79262115566 www.stanki495.ru email: [email protected]
23.08.2022 Москва (Россия)
станки производства СССР
Состояние: Б/У Год выпуска: 1980
Куплю станки металлообрабатывающие б/у производства СССР. Тел. WhatsApp +79262115566
INSTAGRAM: @stanki495.ru email: [email protected]
Тел. WhatsApp +79262115566
INSTAGRAM: @stanki495.ru email: [email protected]
23.08.2022 Москва (Россия)
Станок резьбонарезной СССР ЧСЗ 5993 военпром с Пармы
Состояние: Б/У Год выпуска: 1989 Производитель: ЧСЗ 1989 года (Россия)
Технические характеристики:Станки модели 5993 предназначены для нарезания наружной цилиндрической резьбы на обработанных изделиях и черных болтах, стержнях, трубах и других деталях при помощи…
28.09.2022 Новокузнецк (Россия)
3Е756 Плоскошлифовальный станок с круглым столом.
Состояние: Б/У
3Е756 Плоскошлифовальный станок с круглым столом.
Производитель СССР Станкостроительный завод им. 50-летия ленинского комсомола, 1989 г.
18.09.2013 Екатеринбург (Россия)
Плоскошлифовальный станок 3Е756
Состояние: Б/У
3Е756 Плоскошлифовальный станок с круглым столом Производитель СССР Станкостроительный завод им. 50-летия ленинского комсомола, 1989 г.в. Станок 7Е756 предназначен для шлифования деталей на…
16.10.2013 Екатеринбург (Россия)
Горизонтальный консольно – фрезерный станок FW350MR, FW450MR, FU350MR, FU450MR
Состояние: Новый
В наличии
Горизонтальный консольно – фрезерный станок FW350MR, FW450MR, FU350MR, FU450MR является аналогом станков производимых в СССР – 6Т82Г, 6Т83Г, 6Т82, 6Т83. Станки позволяют вести обработку деталей из…
27.09.2022 Брянск (Россия)
Широкоуниверсальный консольно-фрезерный станок мод. FU350MRApUG-03, FU450MRApUG
FU350MRApUG-03, FU450MRApUG
Состояние: Новый
В наличии
Широкоуниверсальный консольно-фрезерный станок мод. FU350MRApUG-03, FU450MRApUG является аналогом станков, производимых в СССР – 6T82Ш, 6T83Ш. Широкоуниверсальные консольно-фрезерные станки…
27.09.2022 Брянск (Россия)
Популярные категории
Да кстати, на портале ProСтанки выбор предложений по станку ссср почти как на Авито и TIU
Видео станка ссср
Станок вертикально-фрезерный ссср в Комсомольске-на-Амуре: 522-товара: бесплатная доставка [перейти]
Партнерская программаПомощь
Комсомольск-на-Амуре
Каталог
Каталог Товаров
Одежда и обувь
Одежда и обувь
Стройматериалы
Стройматериалы
Текстиль и кожа
Текстиль и кожа
Здоровье и красота
Здоровье и красота
Детские товары
Детские товары
Продукты и напитки
Продукты и напитки
Электротехника
Электротехника
Дом и сад
Дом и сад
Сельское хозяйство
Сельское хозяйство
Промышленность
Промышленность
Мебель и интерьер
Мебель и интерьер
Все категории
ВходИзбранное
ПромышленностьСтанки и оборудование металлообрабатывающиеСтанки сверлильные и расточныеСтанки вертикально-фрезерныеСтанок вертикально-фрезерный ссср
418 032
Вертикально–фрезерный станок FP-48SPN с цифровым измерением
В МАГАЗИНЕще цены и похожие товары
3 164 700
Вертикально–фрезерный станок STALEX XA7140 DRO Код производителя: XA7140, Бренд: STALEX, Ширина
В МАГАЗИНЕще цены и похожие товары
355 014
Вертикально–фрезерный станок FP-48SP
В МАГАЗИНЕще цены и похожие товары
1 659 086
Станок вертикально–фрезерный FH-100
В МАГАЗИНЕще цены и похожие товары
127 674
Вертикально–фрезерный станок PROMA FP-25
В МАГАЗИНЕще цены и похожие товары
77 285
FPX-25 E универсальный вертикально–фрезерный станок
В МАГАЗИНЕще цены и похожие товары
2 917 200
Станок вертикально–фрезерный Stalex X5032A с УЦИ 1320х320 мм380В Код производителя: X5032A Servo,
В МАГАЗИНЕще цены и похожие товары
372 353
Станок вертикально–фрезерный Stalex ZX5325 Бренд: STALEX, Диаметр сверления (мм): 50, Конус
В МАГАЗИНЕще цены и похожие товары
273 350
Вертикально–фрезерный станок FP-45P Бренд: PROMA, Диаметр сверления (мм): 45, Конус шпинделя: IV Мк
В МАГАЗИНЕще цены и похожие товары
1 800 418
Станок вертикально–фрезерный FH-100 Бренд: PROMA
В МАГАЗИНЕще цены и похожие товары
251 945
FP-45 P вертикально–фрезерный станок
В МАГАЗИНЕще цены и похожие товары
3 600 300
Вертикально–фрезерный станок STALEX X5040 Код производителя: X5040, Бренд: STALEX, Ширина (мм): 2130
В МАГАЗИНЕще цены и похожие товары
385 175
Вертикально–фрезерный станок FP-48SP Бренд: PROMA, Диаметр сверления (мм): 45, Конус шпинделя: IV Мк
В МАГАЗИНЕще цены и похожие товары
62 211
Вертикально–фрезерный станок FPX-25 Е Бренд: PROMA, Диаметр сверления (мм): 13, Конус шпинделя: III
В МАГАЗИНЕще цены и похожие товары
138 521
Вертикально–фрезерный станок FP-25 Бренд: PROMA, Диаметр сверления (мм): 34, Конус шпинделя: III Мк
В МАГАЗИНЕще цены и похожие товары
453 548
Вертикально–фрезерный станок FP-48SPN с цифровым измерением Бренд: PROMA, Диаметр сверления (мм):
В МАГАЗИНЕще цены и похожие товары
802 673
Вертикально–фрезерный станок STALEX BF60 Код производителя: BF60, Бренд: STALEX, Ширина (мм): 2240
В МАГАЗИНЕще цены и похожие товары
285 650
Вертикально–фрезерный станок Proma FP-45P Напряжение питания: 400, Потребляемая мощность: 1,5,
ПОДРОБНЕЕЕще цены и похожие товары
402 541
Вертикально–фрезерный станок Proma FP-48SP Напряжение питания: 400, Потребляемая мощность: 1,5,
ПОДРОБНЕЕЕще цены и похожие товары
473 971
Вертикально–фрезерный станок Proma FP-48SPN с УЦИ Напряжение питания: 400, Потребляемая мощность:
ПОДРОБНЕЕЕще цены и похожие товары
1 196 715
Вертикально фрезерный станок Triod MMF-125PD Напряжение питания: 380, Потребляемая мощность: 2,2
ПОДРОБНЕЕЕще цены и похожие товары
144 747
Вертикально–фрезерный станок Proma FP-25 Напряжение питания: 400, Потребляемая мощность: 1,1, Макс.
ПОДРОБНЕЕЕще цены и похожие товары
2 страница из 18
Тайная покупка станков в Японии позволила СССР резко снизить шумность своих атомных подводных лодок
Разработка современных типов вооружения удовольствие очень дорогое и длительное по времени. Иногда этап, называемый «научно-исследовательские и опытно-конструкторские работы» (НИОКР), длится годами и стоит больших денег. В некоторых случаях покупка, или возможность достать каким-либо иным способом необходимую технологию позволяет сэкономить как первое – время, так и второе – деньги. Историю о том, как подводный флот СССР получил гребные винты, снижающие шумность подводных лодок, мы расскажем в этой статье.
Сюжет: Армия
Предыстория
Атомная гонка под водой между США и СССР началась в 50-е годы ХХ века. Первая американская атомная подводная лодка USS «Nautilus» SSN-571 была введена в состав флота в 1954 году, первая советская К-3 (впоследствии Б-3) «Ленинский комсомол» проекта 627 – в 1959 году. Первое и второе поколение советских атомоходов были очень шумными. Американцы называли их «ревущими коровами». Шумность была связана с двумя факторами. Во-первых, шумность атомохода всегда выше шумности дизель-электрической подводной лодки. Это связано с тем, что на атомной подводной лодке находится турбина, вал которой вращается с огромной скоростью. Но лодка должна иметь возможность двигаться и малым, и средним ходом. Чтобы заставить гребной винт вращаться с нужным количеством оборотов, есть редуктор, который и является источником шума. Это, так сказать, родовой признак шумности атомохода. Но шум создает и сам гребной винт. Вот эту проблему советская промышленность решить никак не могла. Дело в том, что лопасть рассекает жидкость, возникает эффект кавитации, которая «схлопывает» область пониженного давления, что приводит к гидравлическому удару и звуку. Для снижения шума надо было точить сложные поверхности винтов очень гладко и точно, с минимальными допусками, а это требовало совершенно иного оборудования — многокоординатных металлообрабатывающих центров с автоматическим управлением.
Первое и второе поколение советских атомоходов были очень шумными. Американцы называли их «ревущими коровами». Шумность была связана с двумя факторами. Во-первых, шумность атомохода всегда выше шумности дизель-электрической подводной лодки. Это связано с тем, что на атомной подводной лодке находится турбина, вал которой вращается с огромной скоростью. Но лодка должна иметь возможность двигаться и малым, и средним ходом. Чтобы заставить гребной винт вращаться с нужным количеством оборотов, есть редуктор, который и является источником шума. Это, так сказать, родовой признак шумности атомохода. Но шум создает и сам гребной винт. Вот эту проблему советская промышленность решить никак не могла. Дело в том, что лопасть рассекает жидкость, возникает эффект кавитации, которая «схлопывает» область пониженного давления, что приводит к гидравлическому удару и звуку. Для снижения шума надо было точить сложные поверхности винтов очень гладко и точно, с минимальными допусками, а это требовало совершенно иного оборудования — многокоординатных металлообрабатывающих центров с автоматическим управлением.
Механизм сделки
Японский бизнес всегда отличался гибкостью подхода к клиентам. В 70-х годах крупные японские корпорации имели в Москве ряд фирм-посредников, задачей которых было отслеживание потребностей советских внешнеторговых организаций и помощь в заключение сделок. Особо такая помощь была нужна, если сделка шла в нарушении каких-либо запретов. В те годы главным инициатором запретов был так называемый КоКом (COCOM, Coordinating Committee for Multilateral Export Controls), или Координационный комитет по экспортному контролю. Американцы понимали, что Советский Союз будет покупать необходимые ему военные технологии, и уже тогда ставили запреты на их продажу. Но дело в том, а это важно в свете дальнейших событий, что СОСОМ был международной организацией, в которой страны участвовали на добровольной основе, без подписания какого-либо международного договора. Фактически, страны просто подтверждали свое согласие с заявленным принципом. В СОСОМ не было исполнительного органа, который принуждал бы страны придерживаться принятых решений. США жёстко контролировали только свои компании. В рамках тех правил, американцам оставалось только надеяться, что правительство страны добровольно запустит судебный процесс против компании-нарушителя.
Особо такая помощь была нужна, если сделка шла в нарушении каких-либо запретов. В те годы главным инициатором запретов был так называемый КоКом (COCOM, Coordinating Committee for Multilateral Export Controls), или Координационный комитет по экспортному контролю. Американцы понимали, что Советский Союз будет покупать необходимые ему военные технологии, и уже тогда ставили запреты на их продажу. Но дело в том, а это важно в свете дальнейших событий, что СОСОМ был международной организацией, в которой страны участвовали на добровольной основе, без подписания какого-либо международного договора. Фактически, страны просто подтверждали свое согласие с заявленным принципом. В СОСОМ не было исполнительного органа, который принуждал бы страны придерживаться принятых решений. США жёстко контролировали только свои компании. В рамках тех правил, американцам оставалось только надеяться, что правительство страны добровольно запустит судебный процесс против компании-нарушителя.
По теме
4106
Посольство РФ в Японии предупредило о грядущих протестах ультраправых активистов
Японские ультраправые организации готовят серию антироссийских акций протеста, о чём сообщили в посольстве РФ в Японии со ссылкой на местных правоохранителей.
В начале 1980 года представители советской внешнеторговой организации «Техмашимпорт» обратились в «Вако Коеки» (Wako Koeki), небольшую японскую торговую фирму-посредник в Москве. К тому времени «Вако Коеки» уже имела свою историю. Компания была создана в начале 50-х годов и работала сначала в коммунистическом Китае. Впоследствии география расширилась, и появилось представительство в Москве. Запрос был на поставку в СССР девятикоординатного металлообрабатывающего центра – фрезерного станка МВР-110. Слово девятикоординатный обозначает, что у этого станка было 9 точек (осей) крепления режущего инструмента (шпинделей) для одновременного вытачивания гребного винта корабля. Это чудо станкостроения производила «Тошиба Машин». В её каталоге 1980 года этот станок стоил пять миллионов долларов. Вес станка был 220 тонн, шириной 22 метра и высотой 10 метров. На станке можно было обрабатывать гребные винты диаметром до 11 метров. Предполагалось купить четыре девятиосных и четыре пятиосных станка. Общая сумма составляла в ценах 1981 года почти 100 миллионов долларов.
Общая сумма составляла в ценах 1981 года почти 100 миллионов долларов.
Со стороны «Вако Коеки» переговоры вел Хитори Кумагаи (он же Кадзуо Кумагаи). Подсчитав возможную прибыль, он сразу вылетел в Японию. В «Тошибе» заинтересовались возможным контрактом. Было принято решение о поставках требуемого количества обрабатывающих центров в СССР, несмотря на ограничения СОСОМ.
Но в «Тошибе» понимали, что поставка не совсем законна, и что требуется операция прикрытия. С одной стороны, «Тошиба» привлекла к сделке уважаемого в Японии экспортного брокера «C. Itoh & Company» (Itochu). Это было сделано для того, чтобы не было подозрений у государственных чиновников, отвечающих за выдачу экспортных лицензий. С другой стороны, японцы привлекли норвежскую компанию «Kongsberg Trade», торговое подразделение государственного оборонного предприятия «Kongsberg Vaapenfabrikk», которая якобы продала свою систему автоматического цифрового управления и сопутствующее программное обеспечение японцам.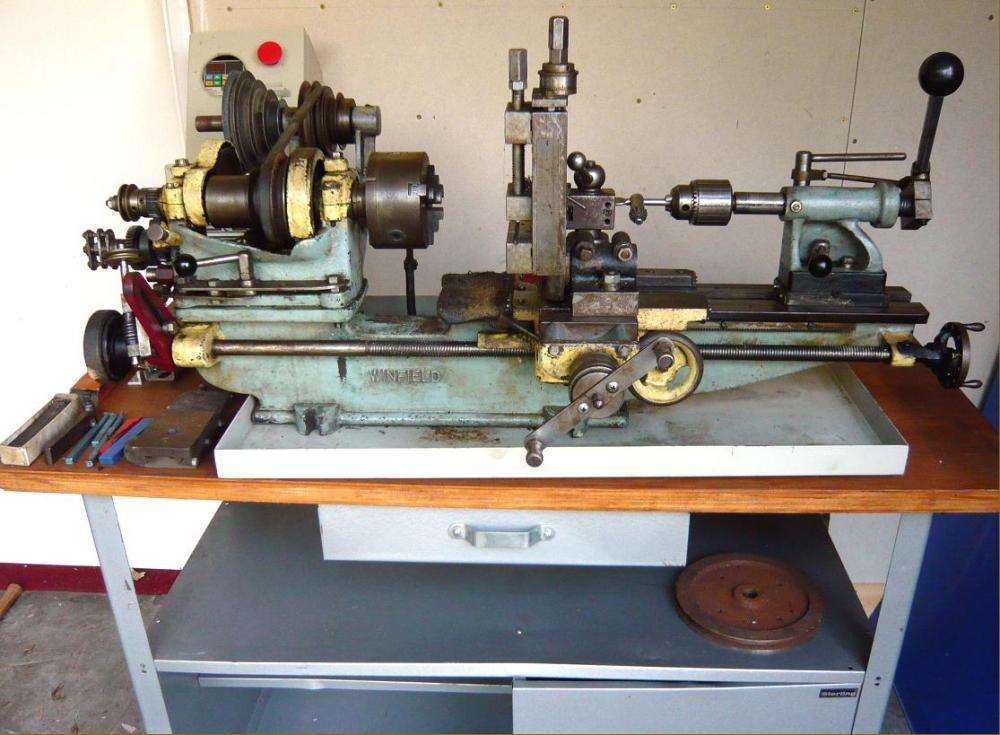
Для «Кронсберга» не впервой было нарушать санкции СОСОМ. В 1974 – 1986 годах они провели не менее девяти сделок с советскими внешнеторговыми организациями.
В течение следующего, 1981 года было заключено пять контрактов. Первый был между «Техмашимпорт» и «C. Itoh & Company» (Itochu) о поставке четырех неопределенных фрезерных станков, а также техобслуживании на срок в пять лет и запасных частях. Второй контракт был заключен между «Техмашимпорт» и «Kongsberg Trade», и он касался закупки контроллера ЧПУ NC-2000, который, по сути, был компьютером, способным управлять фрезерным станком. Третий контракт был подписан между «Kongsberg Trade» и «Тошиба Машин», и в нем «Kongsberg Trade» соглашался поставить цифровые контроллеры «Тошиба Машин» для их станка MBP-110 до его доставки в Советский Союз компанией «Itochu». Четвертый и пятый контракты касались выплаты «Конгсбергом» и «Тошибой» агентского вознаграждения «Вако Коеки» за организацию переговоров. Японские бизнесмены подали в надзорные органы фальшивые сертификаты конечного пользователя. Этот документ в системе международной торговли оружием и военными технологиями определяет страну, в которой будут эксплуатироваться купленное оборудование и системы. В поддельных сертификатах конечного пользователя было сказано о продаже токарно-карусельных станков TDP 70/110 с двумя осями (шпинделями) для гражданского судостроения и конечный потребитель – один из судостроительных заводов Ленинграда. Норвежские контроллеры назвали запчастями. СОСОМ эти бумаги пропустил без замечаний.
Этот документ в системе международной торговли оружием и военными технологиями определяет страну, в которой будут эксплуатироваться купленное оборудование и системы. В поддельных сертификатах конечного пользователя было сказано о продаже токарно-карусельных станков TDP 70/110 с двумя осями (шпинделями) для гражданского судостроения и конечный потребитель – один из судостроительных заводов Ленинграда. Норвежские контроллеры назвали запчастями. СОСОМ эти бумаги пропустил без замечаний.
Первая часть поставки была доставлена по Северному морскому пути в Ленинград весной 1983 года, вторая часть – по южному маршруту в порт Ильичевск в 1984 году. В декабре 1983 года на ленинградском Балтийском заводе собрали первые два центра. К концу 1984 года все станки были смонтированы и заработали в полную силу. Эта сделка была классикой жанра. Чиновникам показывают один контракт, работают по другому, поставки прямые, никакого реэкспорта. Японцы и норвежцы приезжают на наладку в Советский Союз как на работу, наши специалисты – в Японию на заводы «Тошиба».
По теме
1351
В Японии опубликовали рассекреченные документы о планах СССР отдать часть Курил
По данным агентства Kyodo, СССР в начале 70-х годов XX века рассматривал возможность решения проблемы мирного договора с Японией путём передачи двух островов Курильской гряды.
Конец истории
При проведении таких сложных операций проколы всегда случаются из-за пустяка, который предвидеть не может никто. Хитори Кумагаи (он же Кадзуо Кумагаи), тот самый, с которого началась вся эта история, посчитал себя обойденным повышением. Для японской корпоративной этики это трагедия. Кумагаи из 22 лет работы в социалистических странах, 10 лет проработал в Москве. Именно он организовывал монтаж станков на Балтийском заводе. Он считал себя одним из ключевых участников контракта, а повышения не состоялось. Более того, его вообще уволили из «Вако Коеки». Он пригрозил руководству «Вако Коеки» разоблачением сделки. «Тошиба» не реагировала, советская сторона предложила Кумагаи перспективные и денежные проекты, но почему-то договориться не удалось. Сначала Кумагаи написал заявление в токийскую полицию. Но там его заявление спустили на тормозах. Тогда он в декабре 1985 года написал напрямую в штаб-квартиру СОСОМ в Париже, приложив все документы о девятиосных станках. В СОСОМ очень удивились, и начали переписку с японскими министерствами, причастными к сделке. Но японцы на письма СОСОМ особого внимания не обращали. Тогда неугомонный Кумагаи написал в посольство США в Японии. Теперь посольство США стало писать письма в японские ведомства. Было написано 40 различных запросов! Японцы стояли насмерть – «Ничего не знаем. Всё было законно». Произошел тот редкий случай, когда американцы ничего не смогли сделать с правительством Японии. Тогда, в январе 1987 года США решило зайти с другого конца, и сделало официальный запрос в Норвегию.
Более того, его вообще уволили из «Вако Коеки». Он пригрозил руководству «Вако Коеки» разоблачением сделки. «Тошиба» не реагировала, советская сторона предложила Кумагаи перспективные и денежные проекты, но почему-то договориться не удалось. Сначала Кумагаи написал заявление в токийскую полицию. Но там его заявление спустили на тормозах. Тогда он в декабре 1985 года написал напрямую в штаб-квартиру СОСОМ в Париже, приложив все документы о девятиосных станках. В СОСОМ очень удивились, и начали переписку с японскими министерствами, причастными к сделке. Но японцы на письма СОСОМ особого внимания не обращали. Тогда неугомонный Кумагаи написал в посольство США в Японии. Теперь посольство США стало писать письма в японские ведомства. Было написано 40 различных запросов! Японцы стояли насмерть – «Ничего не знаем. Всё было законно». Произошел тот редкий случай, когда американцы ничего не смогли сделать с правительством Японии. Тогда, в январе 1987 года США решило зайти с другого конца, и сделало официальный запрос в Норвегию. Правительство Норвегии провело своё расследование, и вскрыло нарушения, как с японской, так и с норвежской стороны. Только после этого, летом 1987 года правительство Японии признало нарушение требований СОСОМ. Но это признание было сделано тогда, когда истек срок исковой давности – 2 года – по этому преступлению.
Правительство Норвегии провело своё расследование, и вскрыло нарушения, как с японской, так и с норвежской стороны. Только после этого, летом 1987 года правительство Японии признало нарушение требований СОСОМ. Но это признание было сделано тогда, когда истек срок исковой давности – 2 года – по этому преступлению.
Кумагаи написал книгу, в которой описал стандартную схему подобного типа сделок. На сделку есть два контракта – один для разрешенного к экспорту товара, второй – фактический. В книге были описаны приемы осуществления сделки – доставка товара непосредственно в торгпредство СССР, разборка оборудования на несколько частей, доставка через третьи страны.
Очень удивленные полученной информацией, США стали перед дилеммой – как реагировать? Как водится, громче всех звучали голоса из Конгресса США. Там требовали сурово наказать «Тошибу» и «Конгсберга». Конгрессмены требовали закрыть американский рынок для них на срок до пяти лет. Администрация Рейгана была против, так как понимала, что такая реакция только ослабит СОСОМ. В результате сложных переговоров, рынок США для этих двух компаний закрыли на три года, а сам скандал использовали для ужесточения работы СОСОМ.
В результате сложных переговоров, рынок США для этих двух компаний закрыли на три года, а сам скандал использовали для ужесточения работы СОСОМ.
Заключение
В «Тошибе» в отставку ушли два топ-менеджера – президент всей группы и глава совета директоров. Двух сотрудников, непосредственно курирующих проект, посадили в тюрьму. «Тошиба Машин» запретили на год торговать с социалистическими странами.
«C. Itoh & Company» (Itochu) запретили торговать с социалистическими странами на срок три месяца.
Норвежцы оставили себе в «Конгсберге» только военное производство, а остальные структуры ликвидировали.
Американцы были вынуждены вложить большие средства в разработку гидроакустических систем для обнаружения малошумных подводных лодок.
Советские атомные подводные лодки третьего поколения по шумности сравнялись с американскими атомоходами, что привело к очередному напряжению в подводном противостоянии двух стран. А станки «Тошиба» с контроллерами «Конгсберг» работают до сих пор.
Фрезерный станок ссср по дереву
Контактное имя: Сергей
Настоящий фрезерный станок производства СССР, Днепропетровский Станкостроительный Завод “Механик”. Год выпуска 1980.
Фрезерный станок ФС-1 предназначен для выполнения разнообразных фрезерных работ по дереву по направляющим линейкам с ручной подачей (зготовление вагонки, половой доски, плинтуса, наличника, филенки и других столярных и мебельных изделий), зарезки простых шипов и криволинейного фрезерования по шаблону с ручной подачей.
Технические характеристики:
– Наибольшая толщина обрабатываемой заготовки, 140 мм
– Размеры стола (длинах ширина), 500х900 мм
– Наибольшее вертикальное перемещение шпинделя, 150 мм
– Наибольший диаметр устанавливаемой фрезы, 180 мм
– Диаметр шпиндельной насадки, 32 мм
– Частота вращения шпинделя, 6000 об/мин
– Мощность эл./двигателя, 3,0 кВт
– Габариты, 700х906х1200 мм
– Масса, 360 кг
ВАЖНАЯ ИНФОРМАЦИЯ.
Уважаемые коллеги и покупатели, приносим свои извинения за то, что не все что у нас есть на складе из фрезерных станков, Производства СССР, мы выкладываем на сайт. Не успеваем обработать информацию. Наиболее актуальная информация, но не вся, по станкам есть на Авито.
Не успеваем обработать информацию. Наиболее актуальная информация, но не вся, по станкам есть на Авито.
По запросу Авито Активы бизнеса магазин вы можете попасть в наш интернет магазин. Но еще проще – это оставить нам заявку по электронной почте – которая есть на сайте, или просто позвонить по телефону. Самая актуальная информация по фрезерным станкам будет вам предоставлена. Либо мы поместим вашу заявку поиск станков и когда у нас что то появится – обязательно вам позвоним. Мы всегда проводим поиск станков, поэтому часто на нашем складе самые необходимые фрезерные станки 675, 676, 6Р13, ВМ127, 6Т12, 6Р82Ш, 6Р83Ш.
Токарные станки СССР до сих пор находят применение на предприятиях. Новое оборудование найти практически невозможно. Но и старое сохранило все характеристики, достаточно заменить некоторые узлы для получения результата.
С 18-ого века вместо ручного труда начали использовать специальные машины. Сначала конструкции были паровыми, потом перешли на использование электрической энергии, исключения не было и для токарных станков СССР. Они стали одним из важнейших изобретений, облегчающих современную жизнь.
Они стали одним из важнейших изобретений, облегчающих современную жизнь.
Область применения токарных станков
Цель создание оборудования – обработка разных деталей, на металлической и деревянной основе. Для этого выполняются различные операции:
Токарные резцы могут похвастаться самым широким функционалом при наличии необходимых инструментов и оборудования:
- Сверление.
- Подрезка, обработка торцов.
- Нарезание резьбы.
- Обработка внутренней поверхности.
- Вытачивание канавок, конусов и других подобных форм.
- Растачивание, обтачивание поверхностей в виде конусов, цилиндров, гладкого фасонного типа.
Машины могут использоваться как на крупносерийном, так и на мелкосерийном производстве. Каждый владелец сам выбирает вариант, который ему подходит. Выбор моделей был широким с самого начала.
История токарного станка в Советском Союзе
Различные машины для поднятия экономики страны и производства использовались Советским Союзом в разное время:
- Пятилетки.

- Великая Отечественная Война.
- После завершения конфликтов.
Создание оружия и транспорта – сферы, актуальность станков для которых сохранялась тогда. Высокого качества придерживались при производстве изначально, чтобы техника не изнашивалась быстро, служила максимально долго.
Типы и виды советских токарных станков
Классификацией, разработанной, пока действовал Советский Союз, пользуются до настоящего времени. Следующие виды металлорежущего оборудования основные:
- Специальные.
- Автоматические, обычные машины специализированного назначения.
- С несколькими резцами, для выполнения полировки.
- Лобовые, винторезные.
- Карусельной разновидности.
- Отрезной группы.
- Револьверные.
- Полуавтомат, автомат с несколькими шпинделями.
- Автомат и полуавтомат с одним шпинделем по металлу.
То, с какой точностью выполняется работа, позволяет отнести станки к одному из таких классов:
- П – повышенная.

- А – особо высокая.
- Н – нормальная.
- В – высокая.
- С – особая.
Информация относительно следующих характеристик заносится в маркировку агрегата:
- Установки имеют определённые размеры, содержащиеся в третьей и четвёртой цифре. Здесь имеют в виду высоту, на которой расположены центры.
- Вторая говорит, какой класс представляет тот или иной агрегат.
- Первой единицей говорят, что оборудование – токарное.
Конструкция токарного станка и фото его отдельных частей
В конструкции этого вида оборудования всегда присутствуют следующие компоненты:
- Электрическая часть. Речь о приводных электрических двигателях. Мощность различается от модели к модели. В группу входят и элементы, отвечающие за управление теми или иными частями станка. Главное – чтобы эти детали отвечали требованиям по безопасности.
- Коробка подач. При наличии такого конструктивного элемента станочный суппорт принимает энергию движения.
 Ходовые винты и валики выступают источниками этой энергии.
Ходовые винты и валики выступают источниками этой энергии. - Суппорт. Крепит режущие элементы конструкции. Обеспечивает подачу приспособлений, поперечную и продольную. Конструкция обязательно дополняется так называемой нижней кареткой, или несколькими. Держатели для токарных инструментов закрепляются на других каретках, вверху.
- Шпиндельная бабка, вмещающая сам шпиндель. Во внутренней части находится коробка скоростей. Станки по дереву тоже не лишены этой части.
- Фартук. Способствует тому, что движение валика преобразуется в перемещение суппорта. Ходовой винт тоже может участвовать в этом процессе.
- Станина. Относится к несущим элементам у токарных агрегатов. На нём монтируют другие элементы станка.
Опорой для остальных элементов служат две специальные тумбы в комплекте. Для оборудования у них несущая функция. Благодаря этой части оператор способен выбрать максимальную высоту заготовки, которая удобнее всего. Тумбы известны массивной конструкцией.
Краткое описание самых распространённых моделей советских токарных станков
Функции в широком наборе прилагались к станкам с самого первого выпуска. Достаточно рассмотреть наиболее популярные марки, чтобы в этом убедиться.
Токарный школьный станок ТВ-4
Создан для обучения основам токарного дела, студентов и школьников разного возраста. Открывает доступ к рабочим операциям в большом количестве, среди которых:
- Резьба с многозаходными показателями.
- Резьбы разных форм, шагов: снаружи и внутри, дюймовая, трапецеидальная, упорная.
- Расточные работы для поверхностей в форме конусов, цилиндров.
- Проведение зенкерования.
- Расточка отверстий.
- Рассверливание.
Заготовки вращаются внутри центров и патронов – это главное движение, характерное для заготовок. От коробок передач энергию получает шпиндель. Сама подача – второстепенный фактор, как и её движение. Благодаря этому даже старый режущий инструмент и деталь подводятся друг к другу.
Способен обрабатывать детали с диаметром от 125 до 200 мм.
0,6 кВт – установка снабжается электродвигателями с такой средней мощностью.
Токарный станок по металлу Школьник ТВ-7
Оборудование с учебным назначением. Создан для обучения, выполнения следующих операций:
- Зенкование.
- Развёртывание.
- Обработка с помощью сверла.
- Нарезание метрической резьбы.
- Обработка торцов с разными параметрами.
- Точение, расточка деталей.
Ремень переходит к другой шкивной паре, если скорость снижена. Главный регулятор – рукоятке на правой тумбе у устройства. Итог – поддержка до четырёх скоростей.
Две пары шестерёнок располагаются внутри коробки скоростей. Рукоятка позволяет вручную настроить агрегат. Переключение муфты увеличивает количество доступных скоростей движения до 8 единиц. Переднюю бабку не дополняют рукоятками, упрощающими регулировку нужных оборотных чисел у шпинделя.
Компоненты электросхемы находятся в правой тумбе. Суппорт с задней бабкой ставят на направляющих станины. Дополнительно присутствуют защитные элементы, чтобы операторы не могли повредиться от стружки.
Суппорт с задней бабкой ставят на направляющих станины. Дополнительно присутствуют защитные элементы, чтобы операторы не могли повредиться от стружки.
Размеры заготовки находятся в пределах от 100 до 300 мм.
Школьный токарный станок по металлу ТВ6
Применяя этот вид оборудования, операторы получают доступ к следующим операциям:
- Частично заготовка отрезается.
- Конические, цилиндрические поверхности растачиваются, протачиваются.
- Резьба с метрикой.
- Торцевая корректировка.
- Сверление отверстий.
Станок отличается исходными характеристиками, не допускающими обработку стали с закалённой поверхностью. Приспособление отличается следующими параметрами:
- 350-миллиметровое расстояние между центрами.
- Шпиндель при вращении сохраняет 130-170 оборотов в минуту.
- 108 мм – на такой высоте находятся части по центру.
- 300 миллиметров – длина обтачиваемой поверхности.
- 12 миллиметров – максимум диаметра для обрабатываемой заготовки.

300-киллограммовый вес отличает станок, даже если комплектация минимальна.
Настольный токарный станок по металлу ТВ-16
Оборудование, обрабатывающее металлические детали, отличается небольшими габаритами. Для выполнения элементарных операций, входящих в токарные работы:
- Проделка отверстий.
- Резьба с разными характеристиками.
- Средняя сложность операций.
- Проведение растачивания, точения.
160 мм – максимум ограничений для размера заготовок в обработке, если они над станиной. 90 миллиметрам тот же размер равен для расположения над суппортом. 250 мм – максимальное ограничение по длине в центральной части. Сквозное шпиндельное отверстие имеет увеличенную ширину, если сравнить с моделью ТВ-4 – она составит 18 мм.
Станина литая, выполнена из чугуна. Дополняется тремя продольными пазами, выполняющими функцию направляющих. Стандартные показатели мощности находятся в пределах 0,4-0,5 квт. 1400 оборотов в минуту – показатель для скорости вращения, которая определяет, насколько фрезерный станок будет эффективен.
Если грамотно подобрать распорные втулки – то можно избежать появления различных зазоров. Натяжение ремней у клинноременной передачи должно быть правильным, иначе результата добиться не получится.
Правила техники безопасности при работе на токарном станке
Положения правил безопасности сводится к следующему:
- Соответствие исходным техническим заданиям обязательно при выполнении работ. Для этого предварительно получают чертёж у мастера. Либо другой вид описания технологического процесса, связанного с обработкой.
- Перед тем, как начать работу, обязательно провести технический осмотр. Это нужно, чтобы вовремя обнаруживать, устранять отдельные технические неисправности. При необходимости вызывают техника.
- Специальную одежду застёгивают на все пуговицы.
К работе нельзя приступать, если производится какая-либо наладка оборудования, другие виды обслуживания. Запрещается использовать станки, центры у которых сильно износились. То же самое касается любых инструментов, зажимных материалов – от них стоит отказаться при малейшем признаке неисправности.
То же самое касается любых инструментов, зажимных материалов – от них стоит отказаться при малейшем признаке неисправности.
Если поломка связана с электрической частью – мастерам запрещают устранять её самостоятельно.
Заключение
Токарные станки были и остаются важной частью современного производственного процесса. Без них невозможно добиться точности, когда обрабатывают детали различной конфигурации. Главное – чтобы оператор заранее ознакомился с конструктивными особенностями станка, получил все разрешающие документы. И даже после этого время от времени надо проводить проверки для оборудования. Иначе не получится провести работу в короткие сроки с максимальным результатом. Из-за этого пострадает всё готовое изделие.
Подержанные горизонтальные фрезерные станки
Горизонтальные фрезерные станки – UniMachines
Горизонтальные фрезерные станки – Подержанные станки – UniMachines : Горизонтальные фрезерные станки Год выпуска : 1989 Длина рабочего стола : 1930. 4 mm Ширина рабочего стола : 381 mm Минимальная скорость вращения шпинделя : 2000 1/min …
4 mm Ширина рабочего стола : 381 mm Минимальная скорость вращения шпинделя : 2000 1/min …
More
Горизонтальные фрезерные станки – UniMachines
Горизонтальные фрезерные станки – Подержанные станки – UniMachines : Горизонтальные фрезерные станки Год выпуска : 1978 Длина рабочего стола : 1600 mm Ширина рабочего стола : 400 mm Максимальная нагрузка на стол (равномерно …
More
Горизонтальные фрезерные станки KEARNEY TRECKER …
Горизонтальные фрезерные станки KEARNEY TRECKER – Подержанные станки UniMachines : Горизонтальные фрезерные станки KEARNEY TRECKER Год выпуска : 1989 Длина рабочего стола : 1930.4 mm Ширина рабочего стола :
More
Горизонтальные фрезерные станки СССР 6Р82Г …
Горизонтальные фрезерные станки СССР 6Р82Г – Подержанные станки UniMachines : Горизонтальные фрезерные станки СССР 6Р82Г Год выпуска : 1982 Длина рабочего стола : 1250 mm Ширина рабочего стола : 320 mm Общая петребляемая мощность : 9 kW
More
Горизонтальный фрезерный станок HECKERT FNW 32×500
Горизонтальный фрезерный станок HECKERT FNW 32×500 – Подержанные станки UniMachines : Горизонтальный фрезерный станок HECKERT FNW 32×500 1985, Длина рабочего стола 1250 mm, Ширина рабочего стола 315 mm
More
Горизонтальные фрезерные станки STANKOIMPORT .
 ..
..Горизонтальные фрезерные станки STANKOIMPORT – Подержанные станки UniMachines : Горизонтальные фрезерные станки STANKOIMPORT Год выпуска : 1978 Длина рабочего стола : 1600 mm Ширина рабочего стола : 400 mm Максимальная нагрузка на стол …
More
Горизонтальные фрезерные станки ENSHU – UniMachines
Горизонтальные фрезерные станки ENSHU – Подержанные станки UniMachines : Горизонтальные фрезерные станки ENSHU Год выпуска : 1968 Длина рабочего стола : 1346.2 mm Ширина рабочего стола : 266.7 mm Минимальная скорость вращения шпинделя : 68 …
More
Горизонтальные фрезерные станки STEINEL – UniMachines
Горизонтальные фрезерные станки STEINEL – Подержанные станки UniMachines : Горизонтальные фрезерные станки STEINEL Год выпуска : 1981 Длина перемещений по оси Х (механическая подача) : 300 mm Длина перемещений по оси Y (механическая …
More
Фрезерный станок, СОИС Консалт дилер KAFO в России
Фрезерные станки по металлу Компания СОИС Консалт (СОИС – станки, оборудование, инженерные системы) была создана в 2001 году, как станкоремонтное производство. За 13 лет существования мы …
More
Горизонтальные фрезерные станки СССР 6Р82Г …
Горизонтальные фрезерные станки СССР 6Р82Г – Подержанные станки UniMachines : Горизонтальные фрезерные станки СССР 6Р82Г Год выпуска : 1982 Длина рабочего стола : 1250 mm Ширина рабочего стола : 320 mm Общая петребляемая мощность : 9 kW
More
Горизонтальные фрезерные станки STEINEL – UniMachines
Горизонтальные фрезерные станки STEINEL – Подержанные станки UniMachines : Горизонтальные фрезерные станки STEINEL Год выпуска : 1981 Длина перемещений по оси Х (механическая подача) : 300 mm Длина перемещений по оси Y (механическая …
More
Горизонтальные фрезерные станки …
2021-11-17 Горизонтальные фрезерные станки Haas доступны с возможностью 5 осей. Просто включи в сеть стол для того, чтобы создать мощный 5-осевой станок за
More
Горизонтальные консольно-фрезерные станки – ТД .
..Горизонтальные консольно-фрезерные станки 6Т82, 6Т82Г, 6Т83, 6Т83Г. Заказать. Горизонтальный консольно-фрезерный станок FU350MR. Заказать. Горизонтальный консольно-фрезерный станок FU450MR. Заказать …
More
VDF Boehringer, Германия. История, оборудование
Оборудование: горизонтальные токарные станки с ЧПУ, токарные центры, токарно-фрезерные центры. Традиции компании VDF Boehringer в технологии горизонтальной токарной обработки введут свой …
More
F.O.R.T. — Станки Российского производства
2016-7-1 Токарные станки Фрезерные обрабатывающие центры 5-ти осевые обрабатывающие центры Горизонтально-расточные станки Продольно-фрезерные станки Горизонтальные обрабатывающие центры
More
Фрезерные станки с ЧПУ: особенности, выбор, где …
Фрезерные станки с ЧПУ Фрезерные станки с ЧПУ оборудованы числовым программным управлением для автоматизации расчетов и выполнения
More
ООО “Станки” Каталог станков по металлу
2021-11-22 Станки по металлу: координатно-сверлильные станки с ЧПУ для листа, фланцев и трубной доски, фрезерные станки с ЧПУ, дисковый отрезной станок для прутка, лоботокарный станок, сверлильный станок, токарные станки по . ..
..
More
ООО “Станкомаштех” — Станкомаштех ООО
2021-1-14 Горизонтальные фрезерные станки Статистика Метрики для месяц Просмотры страниц: 36 Посетители: 41
More
Станкостроение – б/у станки и оборудование …
Станкостроение – это индикатор промышленного благополучия страны. К сожалению, из-за значительного подрыва в области машиностроения во время кризиса 90-х годов, российское станкостроение в …
More
Горизонтальные фрезерные станки …
2021-11-17 Горизонтальные фрезерные станки Haas доступны с возможностью 5 осей. Просто включи в сеть стол для того, чтобы создать мощный 5-осевой станок за
More
Горизонтальные консольно-фрезерные станки – ТД …
Горизонтальные консольно-фрезерные станки 6Т82, 6Т82Г, 6Т83, 6Т83Г. Заказать. Горизонтальный консольно-фрезерный станок FU350MR. Заказать. Горизонтальный консольно-фрезерный станок FU450MR. Заказать …
Заказать …
More
Выберите серию – Haas Automation
Фрезерные станки с двумя стойками Настольный фрезерный станок Автоматический загрузчик деталей для фрезерных станков … Горизонтальные фрезерные станки Горизонтальные фрезерные …
More
Фрезерные станки с ЧПУ: особенности, выбор, где …
Фрезерные станки с ЧПУ Фрезерные станки с ЧПУ оборудованы числовым программным управлением для автоматизации расчетов и выполнения
More
VDF Boehringer, Германия. История, оборудование
Оборудование: горизонтальные токарные станки с ЧПУ, токарные центры, токарно-фрезерные центры. Традиции компании VDF Boehringer в технологии горизонтальной токарной обработки введут свой …
More
ООО “Станки” Каталог станков по металлу
2021-11-22 Станки по металлу: координатно-сверлильные станки с ЧПУ для листа, фланцев и трубной доски, фрезерные станки с ЧПУ, дисковый отрезной станок для прутка, лоботокарный станок, сверлильный станок, токарные станки по . ..
..
More
ООО “Станкомаштех” — Станкомаштех ООО
2021-1-14 Горизонтальные фрезерные станки Статистика Метрики для месяц Просмотры страниц: 36 Посетители: 41
More
Аналоги фрезерных станков Дмитровского Завода …
Горизонтальные консольно-фрезерные станки: 6М81 6К81 Г 6М82 6М82Г 6Р82 6Р82Г 6Т82 6Т82Г ОРША-Ф32Гх30 FW350MR (FW315MR) FU350MR 6Н82 6К82Г 6ДМ82Г 6М83 6М83Г 6Р83 6Р83Г 6Т83 6Т83Г FW450 MR FU450MR 6Р83Г 6ДМ83Г …
More
Станкостроение – б/у станки и оборудование …
Станкостроение – это индикатор промышленного благополучия страны. К сожалению, из-за значительного подрыва в области машиностроения во время кризиса 90-х годов, российское станкостроение в …
More
ООО “ЭсЭфДжи Балтика”. Станки, технологии …
ООО “ЭсЭфДжи Балтика”. Станки, технологии, инструмент -. Каталог. Приводные оправки М. Т. Станки BIGLIA Станки CORREA Станки FANUC Станки GER Станки MCM Станки NOMURA DS Станки QUASER Станки U’Chine.
Т. Станки BIGLIA Станки CORREA Станки FANUC Станки GER Станки MCM Станки NOMURA DS Станки QUASER Станки U’Chine.
More
Фрезерный станок по металлу ссср – Станки СССР
История токарных станков в Советском Союзе
Развитие станкостроения в СССР началось после Октябрьской революции. После открытия быстрорежущей стали и твердых сплавов стали выпускать мощные агрегаты. 1А62 — один из первых станков, которые стали эксплуатировать в массовом и серийном производстве. Выпущен .
В 1956 г. ему на смену пришла усовершенствованная модификация 1К62 с большей мощностью и диапазоном режимов. Позже инженеры продолжали работать над усовершенствованием конструкции агрегатов. По сей день на предприятиях функционируют 16К20, ДИП 200, ДИП 300 и другие модели.
Фрезерные станки
- 6А12п
консольно-фрезерный 320 х 1250, Луганск - 6В11
консольно-фрезерный 250 х 1000, Фрунзе - 6Д12
консольно-фрезерный 320 х 1250, Дмитров - 6К11
консольно-фрезерный 250 х 1000, Дмитров - 6К12
консольно-фрезерный 320 х 1250, Дмитров - 6М12П
консольно-фрезерный 320 х 1250, Горький - 6М13П
консольно-фрезерный 400 х 1600, Горький - 6Н10
консольно-фрезерный 200 х 800, Вильнюс (Жальгирис) - 6Н11
консольно-фрезерный 250 х 1000, Дмитров - 6Н12
консольно-фрезерный 320 х 1250, Горький - 6Н13П
консольно-фрезерный 400 х 1600, Горький, Воткинск - 6Р10
консольно-фрезерный 200 х 800, Вильнюс (Жальгирис) - 6Р11
консольно-фрезерный 250 х 1000, Дмитров - 6Р12, 6Р12Б
консольно-фрезерный 320 х 1250, Горький - 6Р13, 6Р13Б
консольно-фрезерный 400 х 1600, Горький - 6Р13Ф3
консольно-фрезерный с ЧПУ 400 х 1600, Горький, Воткинск - 6Р13рФ3
консольно-фрезерный с ЧПУ 400 х 1600, Горький, Воткинск - 6С12
консольно-фрезерный 320 х 1250, Луганск - 6Т10
консольно-фрезерный 200 х 800, Вильнюс (Жальгирис) - 6Т12-1
консольно-фрезерный 320 х 1250, Горький - 6Т12
консольно-фрезерный 320 х 1250, Горький - 6Т12Ф20
консольно-фрезерный 320 х 1250, Горький - 6Т13
консольно-фрезерный 400 х 1600, Горький - 6Т13Ф20
консольно-фрезерный 400 х 1600, Горький - 6Т13Ф3
консольно-фрезерный 400 х 1600, Горький - FSS-315
консольно-фрезерный 315 х 1250, Heckert, ГДР - FSS-400
консольно-фрезерный 400 х 1600, Heckert, ГДР - FSS350MR
консольно-фрезерный 315 х 1250, СтанкоГомель - FSS450MR
консольно-фрезерный 400 х 1600, СтанкоГомель - ВМ127
консольно-фрезерный 400 х 1600, Воткинск - ВМ127М
консольно-фрезерный 400 х 1600, Воткинск - МС-51
фрезерный настольный 200 х 500, Луганск - СФ-15
консольно-фрезерный 320 х 1250, Луганск - СФ-35
консольно-фрезерный 320 х 1250, Луганск - 6441Б
копировально-фрезерный горизонтальный Ленинград - 6Г463
гравировальный копировально-фрезерный с пантографом Львов - 6Е463
гравировальный копировально-фрезерный с пантографом Львов - 6Л463
гравировальный копировально-фрезерный с пантографом Львов - 6А54
фрезерный бесконсольный 650 х 2200 - 6А56
фрезерный бесконсольный 800 х 2000, Ульяновск - 6А59
фрезерный бесконсольный 1000 х 2500, Ульяновск - 65А60Ф1
фрезерный бесконсольный 630 х 2000, Ульяновск, Воронеж - 65А80
фрезерный бесконсольный 800 х 2000, Ульяновск - 65А90
фрезерный бесконсольный 1000 х 3000, Ульяновск - 654
фрезерный бесконсольный630 х 1600, Ульяновск - 6520Ф3
фрезерный бесконсольный Львов - 6540
фрезерный бесконсольный 800 х 2000, Чаренцаван - 6550
фрезерный бесконсольный 1000 х 2500, Чаренцаван - 6560
фрезерный бесконсольный 630 х 1600, Ульяновск - МА655
фрезерный бесконсольный 500 х 1250, Савма - 6М610
продольно-фрезерный 1000 х 3150, Минск, МЗОР - 6У312, 6У316
продольно-фрезерный 1250 х 4000, Ульяновск - 6У612, 6У616
продольно-фрезерный 1250 х 4000, Ульяновск - 6606
продольно-фрезерный 630 х 2000, Горький - 6610
продольно-фрезерный 4000 х 6000, Минск, МЗОР - 6620, 6625
продольно-фрезерный 2000 х 6300, Ульяновск - 6652
продольно-фрезерный 1250 х 4250 - 6А75в
фрезерный 200 х 630, Одесса - 6Б75в
фрезерный 200 х 630, Одесса - 6В75
фрезерный 200 х 630, Ереван - 6Е75пф1
фрезерный 200 х 630, Ереван - 6М76П
фрезерный 250 х 800, Иркутск - 67К25
фрезерный 320 х 800, Вильнюс (Комунарас), Иркутск - 67К25ПФ2
фрезерный с ЧПУ 320 х 800, Вильнюс (Комунарас) - 675
фрезерный 200 х 630, Одесса - 675П
фрезерный 200 х 630, Одесса - 676
фрезерный 200 х 630, Иркутск - 676П
фрезерный 250 х 800, Вильнюс (Комунарас), Иркутск - 6720В
фрезерный 200 х 630, Одесса - 679
фрезерный 270 х 700, Иркутск - ВМ-130
фрезерный 250 х 630, Воткинск - НО-800
фрезерный настольный Минск - ОФ-55
фрезерный 260 х 630, Владимир - СФ-250
фрезерный 245 х 630, Владимир - СФ-676
фрезерный 250 х 800, Киров - Ф-2А (Ф-2М)
фрезерный настольный Чистополь - ФС-250
фрезерный 250 х 620, Владимир - ФС-300
фрезерный 250 х 620, Владимир - FUS-32 (ФУС-32)
фрезерный 320 х 1000, Румыния - MAHO 800
фрезерный Германия - Schaublin 13
фрезерный 200 х 630, Швейцария - С-169
фрезерный настольный - 6Д81Ш
широкоуниверсальный консольно-фрезерный 250 х 1000, Дмитров - 6Д82Ш
широкоуниверсальный консольно-фрезерный 320 х 1250, Дмитров - 6Е80Ш
широкоуниверсальный консольно-фрезерный 200 х 800, Вильнюс (Жальгирис) - 6К82Ш, 6К81Ш
широкоуниверсальный консольно-фрезерный 320 х 1250, 250 х 1000, Дмитров - 6М80
консольно-фрезерный 200 х 800, Вильнюс (Жальгирис) - 6М82
горизонтальный консольно-фрезерный универсальный 320 х 1250, Горький - 6М83
горизонтальный консольно-фрезерный универсальный 400 х 1600, Горький - 6М82Г
горизонтальный консольно-фрезерный 320 х 1250, Горький - 6М83Г
горизонтальный консольно-фрезерный 400 х 1600, Горький - 6М82Ш
широкоуниверсальный консольно-фрезерный 320 х 1250, Горький - 6Н80, 6Н80Г
горизонтальный консольно-фрезерный 200 х 800, Вильнюс (Жальгирис) - 6Н81
универсальный консольно-фрезерный 250 х 1000, Дмитров - 6Н81Г
горизонтальный консольно-фрезерный 250 х 1000, Дмитров - 6Н81А
горизонтальный консольно-фрезерный 250 х 1000, Дмитров - 6Н82
горизонтальный консольно-фрезерный 320 х 1250, Горький - 6Н82Г
горизонтальный консольно-фрезерный 320 х 1250, Горький - 6П80Г
горизонтальный консольно-фрезерный 200 х 800, Вильнюс (Жальгирис) - 6Р80, 6Р80Г
горизонтальный консольно-фрезерный 200 х 800, Вильнюс (Жальгирис) - 6Р80Ш
широкоуниверсальный 200 х 800, Вильнюс (Жальгирис) - 6Р81
универсальный консольно-фрезерный 250 х 1000, Дмитров - 6Р81Г
горизонтальный консольно-фрезерный 250 х 1000, Дмитров - 6Р81Ш
широкоуниверсальный консольно-фрезерный 250 х 1000, Дмитров - 6Р82
универсальный консольно-фрезерный с поворотным столом 320 х 1250, Горький - 6Р82Г
горизонтальный консольно-фрезерный 320 х 1250, Горький - 6Р82Ш
широкоуниверсальный консольно-фрезерный 320 х 1250, Горький - 6Р83
универсальный консольно-фрезерный с поворотным столом 400 х 1600, Горький - 6Р83Г
горизонтальный консольно-фрезерный 400 х 1600, Горький - 6Р83Ш
широкоуниверсальный консольно-фрезерный 400 х 1600, Горький - 6Т80
горизонтальный консольно-фрезерный 200 х 800, Вильнюс (Жальгирис) - 6Т80Ш
широкоуниверсальный консольно-фрезерный 200 х 800, Вильнюс (Жальгирис) - 6Т82
горизонтальный консольно-фрезерный 320 х 1250, Горький - 6Т82-1
горизонтальный консольно-фрезерный 320 х 1250, Горький - 6Т82Г
горизонтальный консольно-фрезерный 320 х 1250, Горький - 6Т82Ш
широкоуниверсальный консольно-фрезерный 320 х 1250, Горький - 6Т83
горизонтальный консольно-фрезерный 400 х 1600, Горький - 6Т83-1
горизонтальный консольно-фрезерный 400 х 1600, Горький - 6Т83Г
горизонтальный консольно-фрезерный 400 х 1600, Горький - 6Т83Ш
широкоуниверсальный консольно-фрезерный 400 х 1600, Горький - FU-400, FU-315
консольно-фрезерный 400 х 1600, Heckert, ГДР - НГФ-110ш1, НГФ-110ш2
консольно-фрезерный горизонтальный - НГФ-110ш3
консольно-фрезерный горизонтальный 100 х 400, Ростов-на-Дону - НГФ-110ш4
консольно-фрезерный горизонтальный 100 х 400, Ростов-на-Дону - Орша-Ф32Ш
широкоуниверсальный консольно-фрезерный 320 х 1400, Орша - ФУ-321
консольно-фрезерный универсальный 320 х 1370, Болгария - 692д
шпоночно-фрезерный Дмитров - 692м
шпоночно-фрезерный Дмитров - 692р
шпоночно-фрезерный Дмитров - 2С150ПМФ4
— сверлильно-фрезерно-расточной с ЧПУ и АСИ 500 х 1000, Стерлитамак - 400V
сверлильно-фрезерно-расточной вертикальный с ЧПУ и АСИ 400 х 900, Стерлитамак - 2204ВМФ4
сверлильно-фрезерно-расточной горизонтальный с ЧПУ и АСИ Ø 630, Одесса - 2206ВМФ4
сверлильно-фрезерно-расточной горизонтальный с ЧПУ и АСИ 630 х 800, Витебск - 2254ВМФ4
сверлильно-фрезерно-расточной вертикальный с ЧПУ и АСИ 400 х 630, Одесса - 2204ВМФ4
сверлильно-фрезерно-расточной горизонтальный с ЧПУ и АСИ Ø 250, Воткинск - ИР320ПМФ4
многоцелевой фрезерный горизонтальны 320 х 320, Иваново - ИР-500
многоцелевой фрезерный горизонтальный 500 х 500, Иваново, Гомель - ИР-800
многоцелевой фрезерный горизонтальный 800 х 800, Иваново - ИС-500
многоцелевой фрезерный горизонтальный 500 х 500, Иваново - ИС-800
многоцелевой фрезерный горизонтальный 800 х 800, Иваново - Mini Mill
центр фрезерный вертикальный 305 х 914, США Haas - ГФ2171
фрезерный вертикальный с ЧПУ и АСИ 400 х 1600, Горький - DMC 635 v ecoline
центр фрезерный вертикальный 790 × 560, DMG MORI - DMC 1035 v ecoline
центр фрезерный вертикальный 1200 × 560, DMG MORI - DMU 50 ecoline
центр фрезерный вертикальный 5- осевой Ø 630 × 500, DMG MORI
6.1. Вертикальные консольно-фрезерные станки
6.
 4. Копировальные и гравировальные фрезерные станки
4. Копировальные и гравировальные фрезерные станки6.5. Вертикальные бесконсольные фрезерные станки (с крестовым столом)
6.
 6. Продольные фрезерные станки
6. Продольные фрезерные станки6.7. Широкоуниверсальные инструментальные фрезерные станки
6.
 8. Горизонтальные и универсальные консольно-фрезерные станки
8. Горизонтальные и универсальные консольно-фрезерные станки6.
 9. Специальные фрезерные станки
9. Специальные фрезерные станкиМногоцелевые станки с ЧПУ
Область применения
Токарные станки применяются для внутренней и наружной обработки цилиндрических поверхностей. Можно изготавливать валы, втулки, фланцы, шкивы, муфты и другие детали.
Можно изготавливать валы, втулки, фланцы, шкивы, муфты и другие детали.
Заготовка устанавливается в патрон, который вместе со шпинделем вращается на заданных оборотах. Режущий инструмент совершает поступательное движение. За счет этого заготовка приобретает нужную форму и размеры.
Виды операций:
- Обработка торца.
- Обтачивание наружной поверхности до заданного диаметра.
- Сверление и расточка отверстий.
- Выточка канавок.
- Нарезание внутренней и наружной резьбы.
- Развертывание и зенкование.
Конструкция токарного станка
Основными узлами являются:
- Станина — несущая конструкция, на которой расположены все узлы.
- Передняя бабка — в ней находится шпиндель, который вращается с деталью, и коробка скоростей.
- Задняя бабка — дополнительно фиксирует деталь во время обработки в центрах. Пиноль служит для крепления режущего инструмента (сверла, развертки).
- Суппорт — несет резцедержатель, в который крепятся токарные резцы.
 Перемещается в поперечном и продольном направлении на заданной скорости.
Перемещается в поперечном и продольном направлении на заданной скорости. - Коробка подач — обеспечивает движение от ходового винта или вала на суппорт.
Важно!
На большинстве моделей главные узлы унифицированы.
#
Все с рубля!
Продать
- Лоты
- Лоты
- Недавние
- Лоты
- Разделы
- Поиски
Избранные
- Главная страница
Избранные лоты
- Продать
В продаже
- Покупаю
Избранные лоты
Увлеченным
Антиквариат и Искусство Видео, Фильмы Винтаж Книги, журналы, газеты Коллекционное Музыка Сделано своими руками
ЭлектрическоеЭлектро
Бытовая техника Электроника и Оптика Видео, Фото, Кино Компьютерная техника Телефоны
Себе и любимым
Драгоценности и украшения Детское Красота и здоровье Одежда, Обувь и Аксессуары Спорт-снаряжение Часы К Новому году
Все в домВ дом
Видео, Фильмы Домашний очаг, Сад, Дача Книги, журналы, газеты Музыка Строительство и Ремонт Флора и Фауна
Передвигаемся
Авто, Мото, Запчасти Авиация Плавсредства
Остальное…
Себе и любимым
Драгоценности и украшения Детское Красота и здоровье Одежда, Обувь, Аксессуары Спорт-снаряжение Часы К Новому году
Все в дом
Видео, Фильмы Домашний очаг, Сад, Дача Книги, журналы, газеты Музыка Строительство и Ремонт Флора и Фауна
Передвигаемся
Авто, Мото, Запчасти Авиация Плавсредства
Прочее
Для бизнеса Интернет Недвижимость Услуги Для взрослых Разное
СписокГалерея
Лоты для страны Россия
Не обнаружено ни одного лота удовлетворяющего вашему запросу.

Начните с первой страницы сайта.
Лоты для страны Россия
| Частые вопросы и служба поддержки |
| Правила пользования | Продать | Регистрация | Открой свой аукцион | Партнерская программа | Профайл | Помощь Все права защищены 1999 — 2020 года. Мешок |
Старые советские модели станков по дереву и металлу
Советское оборудование все еще эксплуатируется на производстве. Некоторые принципиально предпочитают оборудовать домашние мастерские агрегатами из СССР.
Важно!
На советское оборудование иногда проблемно найти оснастку или комплектующие в случае поломки.
Токарно-винторезный станок ИТ-1М
Станок облегченного типа предназначался для наработки практики в мастерских. Позволяет обрабатывать цилиндрические заготовки снаружи, сверлить и растачивать, нарезать резьбу. В настоящее время снят с производства.
Токарно-винторезный станок ТВ-6
Появился на рынке в 80-х годах. Применяется в основном для обучения будущих токарей в мастерских и учебных центрах. Позволяет выполнять базовые операции.
Позволяет выполнять базовые операции.
Характеристики:
- Диаметр шпинделя — 12 мм.
- Частота вращения шпинделя — 130-170 об./мин.
- Расстояние между центрами — 350 мм.
- Максимальная длина обработки — 300 мм.
Токарные станки Универсал 2 и Универсал 3
Настольные станки для изготовления мелких деталей. Возможно выполнение большинства токарных работ. Максимальный диаметр и длина заготовки — 12,5 см и 18 см.
Токарный станок ТШ-3
Выполняет функцию точильного и шлифовального агрегата. Пригоден к эксплуатации в домашней мастерской и промышленных целях. Кроме классических токарных работ, агрегат пригоден для финишной шлифовки изделий и заточки режущих, а также слесарных инструментов.
1Е61М, 1Е61ПМ, 1Е61ВМ токарно-винторезные станки
Относятся к специальным станкам, обеспечивающим более высокую точность обработки. Все три модификации относятся к токарно-винторезной группе с высотой над центрами 175 мм.
Диаметр обрабатываемого прутка не превышает 32 мм. Максимальное расстояние перемещения суппорта составляет 200 мм.
Токарно-винторезный станок 1М63Н
Многофункциональный агрегат, предназначенный для выполнения всех типов токарных операций. Данная модель позволяет также работать с коническими поверхностями и нарезать многозаходные резьбы.
Буква Н в маркировке говорит о способности получить размеры нормальной точности. Возможна установка дополнительной оснастки при работе с крупногабаритными заготовками.
Токарно-револьверный станок 1341
Станок револьверной группы позволяет выполнять обработку с использованием нескольких инструментов одновременно. Доступные операции:
- Обработка наружных и внутренних поверхностей.
- Нарезка резьбы.
- Сверловка, зенкование, развертывание.
- Работа с фасонными поверхностями.
Обработка выполняется в автоматическом и полуавтоматическом режиме. Возможно изготовление деталей из прутка и штучных заготовок.
Токарно-винторезный станок 1Н65
Усовершенствованная модификация агрегата 1М65. Возможна обработка цилиндрических и конических деталей, а также сложных фасонных поверхностей.
Технические характеристики:
- Высота центра над станиной и суппортом — 500 и 325 мм.
- Диаметр шпинделя — 128 мм.
- Максимальный вес заготовки — 5 т.
- Максимальный диаметр заготовки в кулачках — 870 мм.
Токарно-винторезный станок 1М63
Разработан в 50-х годах для обработки заготовок из разного металла. По тем временам это был агрегат с уникальными характеристиками, и его закупали крупные промышленные предприятия. Он обеспечивал высокое качество и точность обработки при точении изделий любой сложности.
Станок токарно-винторезный 1А616
Агрегат выпущен в 50-х годах прошлого века. В ту эпоху технические характеристики были одними из лучших. На многих предприятиях станок успешно используется по сей день.
Оборудование предназначено для широкого спектра работ с небольшими заготовками. Буква А говорит про особо высокую точность обработки. Возможно нарезание модульной, дюймовой, питчевой резьбы без перестройки кинематики.
Буква А говорит про особо высокую точность обработки. Возможно нарезание модульной, дюймовой, питчевой резьбы без перестройки кинематики.
Токарный школьный станок ТВ-4
Разрабатывался для обучения токарному делу в школьных мастерских и учебных центрах. Универсальный станок, пригодный для выполнения базовых токарных операций. Имеет небольшой вес и габариты, из-за чего пользуется популярностью в домашних мастерских.
Токарный станок по металлу Школьник ТВ-7
Станок с ручным управлением, предназначен для обработки заготовок 100-300 мм. Поддерживает четыре скоростных режима. Позволяет выполнять базовые операции — наружное точение, расточка, нарезка метрической резьбы, обработка торца, сверление отверстий. Назначение — практическое обучение будущих токарей.
Настольный токарный станок по металлу ТВ-16
Станок с малыми габаритами для выполнения операций средней сложности. Доступно сверление отверстий, нарезка резьбы, наружное точение, расточка.
Параметры:
- Расстояние между центрами — 250 мм.
- Максимальный диаметр заготовки над станиной — 160 мм.
- Диаметр отверстия шпинделя — 18 мм.
- Мощность — 0,4-0,5 кВт.
Сверлильные станки. Расточные станки
- 2А106П
сверлильный настольный Ø 6, Молодечно - 2А112
сверлильный настольный Ø 12 - 2А125
вертикально-сверлильный Ø 25, Стерлитамак - 2А135
вертикально-сверлильный Ø 35, Стерлитамак - 2А150
вертикально-сверлильный Ø 50, Стерлитамак - 2Б118
вертикальный сверлильный Ø 18, Витебск - 2Б125
вертикально-сверлильный Ø 25, Краснореченск - 2Г103П
сверлильный настольный Ø 3, Калязин - 2Г125
вертикально-сверлильный Ø 25, Краснореченск - 2Г175
вертикально-сверлильный Ø 75, Стерлитамак - 2М103П
сверлильный настольный Ø 3, Кировакан - 2М112
сверлильный настольный Ø 12, Киров, (Сельмаш) - 2Н106П
сверлильный настольный Ø 6, Молодечно - 2Н112
сверлильный настольный Ø 12, Пермь - 2Н115пм
сверлильный настольный Ø 15, Пермь - 2Н118
вертикальный сверлильный Ø 18, Молодечно - 2Н125
вертикально-сверлильный Ø 25, Стерлитамак - 2Н125Л
вертикально-сверлильный Ø 25, Молодечно - 2Н135
вертикально-сверлильный Ø 35, Стерлитамак - 2Н150
вертикально-сверлильный Ø 50, Стерлитамак - 2Р135Ф2
вертикально-сверлильный с ЧПУ Ø 35, Стерлитамак - 2С108П
сверлильный настольный Ø 8, Молодечно - 2С125, 2С125-1 (2с125-01), 2С125-04
вертикально-сверлильный Ø 25, Стерлитамак - 2С132, 2С132К
вертикально-сверлильный Ø 32, Стерлитамак - 2СС1м (2СС1)
сверлильный настольный Ø 6, Саратов - 2Т140, 2Т125
вертикально-сверлильный Ø 40, Гомель, ГСЗУ - 2118
вертикальный сверлильный Ø 18, Новочеркасск - 2135
вертикальный сверлильный Ø 35, Стерлитамак - АС2116м
сверлильный настольный Ø 16, Астрахарь - ВСН
сверлильный настольный Ø 16, Касимов - ВСН-12
резьбонарезной настольный М3. .М8, Витебск
.М8, Витебск - ГС-520
сверлильный настольный Ø 16, Гомель, (ГЗСУ) - ГС2112
сверлильный настольный Ø 12, Гомель, (ГЗСУ) - ГС2116к
сверлильный настольный Ø 18, Гомель, (ГЗСУ) - ЭМ-102
сверлильный настольный Ø 12, Саратов - ЗИМ-426
сверлильный настольный Ø 6, Новосибирск - Корвет-42
сверлильный настольный Ø 16, Воронеж - Корвет-44
сверлильный настольный Ø 16, Воронеж - Корвет-45
сверлильный настольный Ø 13, Воронеж - Корвет-46
сверлильный настольный Ø 16, Воронеж - Корвет-47
сверлильный настольный Ø 16, Воронеж - Корвет-48
сверлильный настольный Ø 16, Воронеж - КС-02
сверлильный координатный Ø 12, Каунас - МС-36
сверлильный магнитныйØ 40, Гродно - МС-51
сверлильный магнитныйØ 51, Гродно - НС-12
сверлильный настольный Ø 12 - НС-12А
сверлильный настольный Ø 12, Вильнюс - НС-12Б
сверлильный настольный Ø 12 - НС-16
сверлильный настольный Ø 16, Ростов-на-Дону - НС-Ш
сверлильный настольный Ø 12, Новочеркасск - НСП-2
сверлильный настольный Ø 6, Рига - НСФ-1
сверлильно-фрезерный настольный Ø 12, Челябинск - Р-175, Р-175м
сверлильный настольный Ø 16, Чистополь - С-25
сверлильный настольный Ø 5, Калязин - С-106
сверлильный настольный Ø 3, Калязин - С-155
сверлильный настольный Ø 3, Кировакан - СНВШ
сверлильный настольный Ø 16, Ростов-на-Дону - СНВШ-2
сверлильный настольный Ø 16, Ростов-на-Дону - СУС-1
сверлильный настольный Ø 12, Вильнюс - СФ-16, СФ-16-02, СФ-16-05
сверлильно-фрезерный настольный Ø 16, Стерлитамак - ТМНС-12
сверлильный настольный Ø 12, Чайковский - 2А430
координатно-расточной 280 х 560, Каунас - 2А450
координатно-расточной 630 х 1100, Москва (МЗКРС), Куйбышев - 2А470
координатно-расточной двухстоечный 1400 х 2240, Ленинград, (Свердлов) - 2В440А
координатно-расточной 400 х 800, Куйбышев, Самара - 2В460
координатно-расточной двухстоечный 1000 х 1600, Ленинград, (Свердлов) - 2Д450
координатно-расточной 630 х 1120, Москва (МЗКРС) - 2Е440А
координатно-расточной 400 х 710, Куйбышев, Самара - 2Е450
координатно-расточной 630 х 1120, Москва (МЗКРС) - 2Е450АФ1
координатно-расточной 630 х 1120, Москва (МЗКРС) - 2Е450АФ30
координатно-расточной с ЧПУ630 х 1120, Москва (МЗКРС) - 2Е460
координатно-расточной двухстоечный 1000 х 1600, Ленинград, (Свердлов) - 2Е470
координатно-расточной двухстоечный 1400 х 2240, Ленинград, (Свердлов) - 24К40СФ4
координатно-расточной 400 х 800, Куйбышев, Самара - 2421
координатно-расточной 250 х 450, Каунас - 2431
координатно-расточной 320 х 560, Каунас - 2431сф10
координатно-расточной 320 х 560, Каунас - 2450
координатно-расточной 630 х 1100, Москва (МЗКРС) - 2455
координатно-расточной 630 х 900, Куйбышев - КР-450
координатно-расточный двухстоечный 380 х 520 - 2А53
радиально-сверлильный Ø 35, Одесса - 2А55
радиально-сверлильный Ø 50, Одесса - 2А554
радиально-сверлильный Ø 50, Одесса - 2А576, 2А587
радиально-сверлильный Ø 80, Одесса - 2А592
радиально-сверлильный Ø 25 х 130, Витебск - 2В56
радиально-сверлильный Ø 50, Харьков - 2Е52
радиально-сверлильный переносной Ø 25, Гомель, (ГЗСУ), Октемберян (Гюмри) - 2К52, 2К52-1
радиально-сверлильный переносной Ø 25, Гомель, (ГЗСУ) - 2К522
радиально-сверлильный переносной Ø 32, Гомель, (ГЗСУ) - 2К550В
радиально-сверлильный Ø 55, Гомель, (ГЗСУ) - 2Л53
радиально-сверлильный Ø 35, Октемберян (Гюмри) - 2Л53У
радиально-сверлильный Ø 35, Октемберян (Гюмри) - 2М55
радиально-сверлильный Ø 50, Одесса - 2М57
радиально-сверлильный Ø 75, Одесса - 2М58
радиально-сверлильный Ø 100, Иваново - 2Н55
радиально-сверлильный Ø 50, Одесса - 2Р53
радиально-сверлильный Ø 35, Одесса - 255
радиально-сверлильный Ø 50, Одесса - 257
радиально-сверлильный Ø 75, Одесса - 2532л
радиально-сверлильный Ø 32, Октемберян (Гюмри) - ГС545
радиально-сверлильный переносной Ø 45, Гомель, (ГЗСУ) - 2А614
горизонтально-расточной Ø 80 Чаренцаван - 2А620
горизонтально-расточной Ø 90, Ленинград, (Свердлов) - 2А620Ф1
горизонтально-расточной Ø 90, Ленинград, (Свердлов) - 2А622
горизонтально-расточной Ø 110, Ленинград, (Свердлов) - 2А622Ф1
горизонтально-расточной Ø 110, Ленинград, (Свердлов) - 2А622Ф4
горизонтально-расточной Ø 110, Ленинград, (Свердлов) - 2А636
горизонтально-расточной Ø 125, Иваново - 2А636Ф1
горизонтально-расточной Ø 125, Иваново - 2А637
горизонтально-расточной Ø 160, Иваново - 2А656Ф11
горизонтально-расточной Ø 160, Ленинград, (Свердлов) - 2В622Ф4
горизонтально-расточной Ø 125, Ленинград, (Свердлов) - 2Е656
горизонтально-расточной Ø 160, Ленинград, (Свердлов) - 2Л614
горизонтально-расточной Ø 80, Чаренцаван - 2М614
горизонтально-расточной Ø 80, Чаренцаван - 2Н636ГФ1
горизонтально-расточной Ø 125, Коломна - 262г
горизонтально-расточной Ø 85, Ленинград, (Свердлов) - 2620, 2620А
горизонтально-расточной Ø 90, Ленинград, (Свердлов) - 2622, 2622А
горизонтально-расточной Ø 110, Ленинград, (Свердлов) - 2611Ф2
горизонтально-расточной с ЧПУ Ø 80, Иваново - 2620В
горизонтально-расточной Ø 90, Иваново - 2622В
горизонтально-расточной Ø 110, Иваново - 2636
горизонтально-расточной Ø 125, Иваново - 2657
горизонтально-расточной Ø 150, Ленинград, (Свердлов) - 2А78
отделочно-расточной 500 х 1000, Майкоп - 2А78Н
отделочно-расточной 500 х 1250, Майкоп - 2Е78П, 2Е78ПН
отделочно-расточной 500 х 1000, Майкоп - 2Г942
фрезерно-центровально-обточной Кострома - 2054м
резьбонарезной М8, Молодечно, Краснореченск - 2056
резьбонарезной М18, Молодечно - А9518
резьбонакатный 63 кН, Ø 3..45, АЗКПА - UPW 12.5 x 70
резьбонакатный 125 кН, Ø 3..70, ГДР - UPW 25 x 100
резьбонакатный 250 кН, Ø 10..100, ГДР
2.1. Вертикальные и настольные сверлильные станки
2.
 4. Координатно-расточные станки
4. Координатно-расточные станки2.
 5. Радиально-сверлильные станки
5. Радиально-сверлильные станки2.
 6. Горизонтально-расточные станки
6. Горизонтально-расточные станки2.
 7. Отделочно-расточные станки и специальные
7. Отделочно-расточные станки и специальныеАнтикварная техника и история | станки советского блока | Практик-механик
тлиптон
Алюминий
- #1
Это уже давно у меня в голове. В бывшем Советском Союзе была довольно сложная производственная база. Несколько примеров их технического мастерства могут быть такими, как МиГ 29., подводные лодки с баллистическими ракетами с титановым корпусом, различные спутники связи и разведки, не говоря уже о множестве танков и самолетов во время Второй мировой войны, и это лишь некоторые из них.
Мое любопытство связано с их станкостроением. Где это находится? Почему мы не видим, чтобы рынок подержанных машин был наводнен произведенными там машинами? Я должен верить, что у них была зрелая промышленность и там производились станки. Или основные поставщики оборудования, использовавшегося в бывшем Советском Союзе, были произведены в таких странах, как Чехия, Польша и Румыния? Эти «бренды» все еще работают под разными именами? Какой русский аналог патрона Хардинга? Как называется стандартный станок Bullard cut master type российского производства? Кто является эквивалентом компании Moore Special Tool с логотипом серпа и молота?
Я ожидаю, что эти машины появятся на европейском рынке, если они существуют. У меня есть видения заброшенных заводов с гигантскими машинами, покрытыми кириллическими граффити, увядающими в безвестности.
У меня есть видения заброшенных заводов с гигантскими машинами, покрытыми кириллическими граффити, увядающими в безвестности.
Спасибо за внимание.
Том Липтон
Джон Гарнер
Титан
- #2
Том —
Восточные немцы, чехи, поляки, румыны, югославы и венгры поставляли большое количество станков Восточному блоку во время холодной войны, но русские изготовили немало станков сами. Когда холодная война оттаяла, русские даже пытались продавать свои станки в Северной Америке через собственное экспортно-импортное агентство Stanko Imports.
Сегодняшняя компания Stanko другая, но по-прежнему активно занимается станкостроением: Stanko Maschinenhandels GmbH
Джон
Рис
Алмаз
- #3
Было экспортировано много станков из Восточной Европы, и они до сих пор экспортируются.
Исторически так сложилось, что в Канаде намного больше тех, кто имел, скажем так, более “либеральное” отношение к коммунизму – канадцы десятилетиями легально отдыхали на Кубе – так что станки коммунистического блока имеют хорошую репутацию и следят за Канада.
Но и здесь есть несколько брендов.
TOS/Trens чешские, а Lion, Summit, Mashtroy и многие другие польские, болгарские, румынские и чешские инструменты продавались и до сих пор продаются здесь, в США.
Русские инструменты появляются в Европе – здесь было несколько тем о русских станках, обычно принадлежащих английским или немецким механикам, которые пишут здесь.
Я уверен, что если бы вы отправились в страны, за которыми ухаживал Советский Союз во время холодной войны, в Африке, во Вьетнаме или на Ближнем Востоке, вы могли бы найти более крупные советские машины, включая целые заводы.
Русские делали все, от молотов свободной штамповки до станков для фрезерования лонжеронов для крыльев самолетов.
Одной из причин, по которой их не так много здесь, в США, является стоимость: восточноевропейские инструменты обычно стоят как минимум в два раза дороже, чем китайские станки, а часто даже втрое.
Новый токарный станок Trens может стоить от 25 000 долларов и легко получить от 75 000 до 100 000 долларов за модель размером 24 x 120 дюймов.
Мы, американцы, дешевки.
RC99
Алмаз
- #4
У меня российская полностью универсальная делительная головка….Тяжёлая она. ..
..
док
Горячекатаный
- #5
Мой 20-дюймовый формирователь mitts-merril (дизайн Gould/Eberhardt) был сделан в России. ….. он вошел в США как подержанная машина … почти не использовалась, несколько злоупотребляла (я удалил ключи патрона и отвертку из поддона, а также другой разный хлам) ….. оригинальное руководство помещает американские руководства, которые я видел, чтобы позор, конечно, я не видел так много ….. деталей, которые подвержены большему износу, и чертежи для их замены, технические характеристики крутящих моментов на разных скоростях, графики …… и т. д.
с наилучшими пожеланиями
docn8as
коллектор
Горячекатаный
- #6
Когда я был учеником, компания, в которой я работал, купила два российских станка Токарный и Мельничный, оба были POS. Насколько я помню, они были названы в честь генералов русской армии, таких как Zucof или что-то в этом роде. Они пришли с коробками запасных частей и очень старые электрические штучки, такие как ввинчиваемые предохранители, как в старой плите. Так как никто другой не использовал их в магазине, они были моими. увидел поплавок конца кровати. Никогда не понимал, как нарезать резьбу на этой штуке, так как диаграммы протектора были в какой-то чепухе на русском языке. И деления на циферблате были .0025 и не могли попасть по размеру ни как. Мельница звучала как бетономешалка, стол гудел из-за отсутствия смазки, если она была. И подача на 1 дюйм рядом с 50-дюймовой подачей настоящей концевой фрезы, она может начаться с 1 дюйма, а затем перейти на 50 дюймов. Я думаю В Канаде было так много русских вещей, что это была торговля зерном. Для есть машины и сельскохозяйственное оборудование.
Я думаю В Канаде было так много русских вещей, что это была торговля зерном. Для есть машины и сельскохозяйственное оборудование.
Коллектор.
мадоки
Алюминий
- #7
Русский токарный станок
На моей последней работе перед увольнением есть русский токарный станок, РИЗАНЬ было так, как мы его произносили, я думаю, что это было написано по-разному.90-х годов, он сидел слишком низко, нужны были 4-дюймовые стояки под ним, компания купила его, потому что им нужно было иметь токарный станок с механической подачей в компаунде, мы разрезали карбидные трубки в центре вала нефтяного месторождения, мы заменили их и должны были центрировать вал перед цилиндрическим шлифовка, поэтому мы перерезали карбидную трубу, которая была запрессована в вал, алмазную вставку, подачу настолько медленную, насколько это возможно, легкие резы. шлифовальная секция использовала его для полировки карбидного нефтяного вала (10×8 футов x 600 фунтов) и случайно наткнулась на регулятор подачи мощности на каретке, джойстик с 4 положениями, каретка медленно двигалась к хвостовику, который поддерживал конец вала, и да, вы догадались. отодвинул заднюю бабку от конца вала!! 600 фунтов, вращающихся со скоростью 125 об / мин, и он вылетел прямо из патрона, отскочил от токарного станка, помяв его, ударился об пол и чуть не наехал на «машиниста», прежде чем он перестал вращаться, определенно не машина для причинно-следственного использования, требует вашего полного внимания! ! некоторые гайки и болты были дерьмом, но остальная часть машины была из качественной стали и литья, о, однажды у меня сломался трубопровод охлаждающей жидкости, я подобрался слишком близко, чтобы вынуть один легкий шлепок от зажимной кулачки и отломился, как ветка, посмотрел на разрыв трубы и был пористым и полным воздушных карманов, должно быть, был сделан из чугуна!! мы получили американскую трубу и муфту, и она навинчена на российскую трубную резьбу, как будто она была создана для этого!! идеально подходит.
шлифовальная секция использовала его для полировки карбидного нефтяного вала (10×8 футов x 600 фунтов) и случайно наткнулась на регулятор подачи мощности на каретке, джойстик с 4 положениями, каретка медленно двигалась к хвостовику, который поддерживал конец вала, и да, вы догадались. отодвинул заднюю бабку от конца вала!! 600 фунтов, вращающихся со скоростью 125 об / мин, и он вылетел прямо из патрона, отскочил от токарного станка, помяв его, ударился об пол и чуть не наехал на «машиниста», прежде чем он перестал вращаться, определенно не машина для причинно-следственного использования, требует вашего полного внимания! ! некоторые гайки и болты были дерьмом, но остальная часть машины была из качественной стали и литья, о, однажды у меня сломался трубопровод охлаждающей жидкости, я подобрался слишком близко, чтобы вынуть один легкий шлепок от зажимной кулачки и отломился, как ветка, посмотрел на разрыв трубы и был пористым и полным воздушных карманов, должно быть, был сделан из чугуна!! мы получили американскую трубу и муфту, и она навинчена на российскую трубную резьбу, как будто она была создана для этого!! идеально подходит.
богатый Делорье
Пластик
- #8
вы думаете, что это впечатляет. вы должны проверить их ракеты космической гонки. США используют их сегодня, потому что они лучше, чем США могут сделать сегодня
новый_парень
Чугун
- #9
место, где я работаю, имеет огромный старый токарный станок, на нем есть значок «сделано в СССР». пролить!!
пролить!!
Снильсен
Горячекатаный
- #10
Только что сделал быстрый поиск и нашел это: Заброшенный
Это тоже: http://englishrussia.com/index.php/2007/08/30/abandoned-azlk-car-factory/
С уважением
Серен
безоткатный
Горячекатаный
- #11
Частичный снимок старинного советского станка здесь
Загружено с ImageShack.us
ябезкин
Нержавеющая сталь
- #12
богатый Делорье сказал:
вы думаете, что это впечатляет. вы должны проверить их ракеты космической гонки. США используют их сегодня, потому что они лучше, чем США могут сделать сегодня
Нажмите, чтобы развернуть…
Пожалуйста, объясните 🙂
Ussr 6625Y Портально-портальный фрезерный станок Станки б/у
- Описание
- Характеристики
- Об этом продавце
Длина стола 8000 мм
Ширина стола 2500 мм
Максимальная нагрузка на стол 65000 кг
Обратите внимание, что это описание может быть переведено автоматически. Свяжитесь с нами для получения дополнительной информации. Информация в этом объявлении является ориентировочной. Exapro рекомендует уточнять детали у продавца перед покупкой
Свяжитесь с нами для получения дополнительной информации. Информация в этом объявлении является ориентировочной. Exapro рекомендует уточнять детали у продавца перед покупкой
| Длина стола | 8000 мм |
| Ширина стола | 2500 мм |
| Максимальная нагрузка на стол | 65000 кг |
| Макс. скорость шпинделя | 1000 об/мин |
| ——————- | |
| Длина x ширина x высота | 8000,0 × 2500,0 × 2000,0 |
| Вес | 130000 кг |
| Рабочее время | |
| Время работы без подзарядки | |
| Государственный | отлично |
| По местным нормам | ——— |
| Статус |
| Тип клиента | Реселлер |
| Действует с | 2009 |
| Предложения онлайн | 1 |
| Последнее действие | 5 сентября 2022 г. |
Описание
Длина стола 8000 мм
Ширина стола 2500 мм
Максимальная нагрузка на стол 65000 кг
Обратите внимание, что это описание может быть переведено автоматически. Свяжитесь с нами для получения дополнительной информации. Информация в этом объявлении является ориентировочной. Exapro рекомендует уточнять детали у продавца перед покупкой
Технические характеристики
| Длина стола | 8000 мм |
| Ширина стола | 2500 мм |
| Максимальная нагрузка на стол | 65000 кг |
Макс. скорость шпинделя скорость шпинделя | 1000 об/мин |
| ——————- | |
| Длина x ширина x высота | 8000,0 × 2500,0 × 2000,0 |
| Вес | 130000 кг |
| Рабочее время | |
| Время работы без подзарядки | |
| Государственный | отлично |
| По местным нормам | ——— |
| Статус |
Об этом продавце
| Тип клиента | Реселлер |
| Действует с | 2009 |
| Предложения онлайн | 1 |
| Последнее действие | 5 сентября 2022 г. |
Чехи заняли свою нишу | American Machinist
Чехия борется с экономическими потрясениями и выходит победителем.
Крупный чешский производитель Skoda Machine Tool специализируется на производстве тяжелых токарных, фрезерных и расточных станков. |
Акционерное общество CETOS, основанное в Праге в 1856 году, производит станок для шлифования коленчатых валов BK 140 с ЧПУ для шлифования шатунных шеек и шеек коленчатого вала длиной от 25 до 00 кг из монолитных шеек. до 12 500 мм. |
Когда в 1989 году пала Берлинская стена, многие страны бывшего СССР столкнулись с большими экономическими трудностями, пытаясь ассимилироваться на мировом рынке. Однако Чешская Республика, ранее входившая в состав Чехословакии, смогла относительно быстро адаптироваться к экономическим изменениям. Будучи основным поставщиком промышленного оборудования в СССР и страны Восточного блока, чешская станкостроительная промышленность обладала огромным потенциалом для преодоления вызовов свободной экономики. В течение нескольких коротких лет чешские производители конкурировали, предлагая доступные, качественные, индивидуальные машины, уделяя особое внимание быстрой доставке и компетентному послепродажному обслуживанию.
Однако Чешская Республика, ранее входившая в состав Чехословакии, смогла относительно быстро адаптироваться к экономическим изменениям. Будучи основным поставщиком промышленного оборудования в СССР и страны Восточного блока, чешская станкостроительная промышленность обладала огромным потенциалом для преодоления вызовов свободной экономики. В течение нескольких коротких лет чешские производители конкурировали, предлагая доступные, качественные, индивидуальные машины, уделяя особое внимание быстрой доставке и компетентному послепродажному обслуживанию.
Но путь к успешному производству и экспорту был непростым. Чехи не только искали новые рынки, борясь с новой экономической системой, но и страдали от отставания в развитии станкостроения, которое укоренилось в начале 1960-х годов. В период разработки станков с числовым программным управлением «железный занавес» ограничивал доступ страны к технологиям гидравлики и электроники. В 1989 году страна сразу же занялась этим вопросом и начала закупать самые современные комплектующие. Как только компетентные чешские инженеры и дизайнеры получили доступ к современным средствам управления, чешские машины стали производиться на уровне качества и по доступной цене, которые соответствовали мировым потребностям.
Как только компетентные чешские инженеры и дизайнеры получили доступ к современным средствам управления, чешские машины стали производиться на уровне качества и по доступной цене, которые соответствовали мировым потребностям.
Но после длительного периода коммунистической экономики чешским производителям пришлось заново учиться удовлетворять все новые требования современного покупателя, которые включали послепродажное обслуживание и доставку машин и запасных частей точно в срок. Они также быстро научились удовлетворять потребности клиентов станков, которые хотели, чтобы производитель решал технологические проблемы, а не просто продавал станки.
К 1994 году чешская промышленность решительно приняла эти вызовы и стала значительной силой на мировом рынке станков. Несмотря на некоторое замедление производства в 1999 из-за рецессии на рынках Европы и США отрасль значительно выросла с середины 1990-х годов. По данным Чешской ассоциации производителей станков (SST), Чешская Республика занимает 14-е место в мире и 7-е место в Европе по объему производства с общим годовым объемом производства режущих и формовочных станков (включая принадлежности, запасные части и капитальный ремонт) на общую сумму 283 доллара США. миллионов в прошлом году. Доля экспорта составляет от 80 до 90% от объема производства, и машины предназначены преимущественно для Германии, Италии, США, а теперь и Беларуси благодаря недавнему крупному контракту между чешской компанией Alta и белорусской компанией Belaz. Чешские станки можно найти в таких компаниях, как Boeing, GEAE, British Aerospace, Rolls Royce, Saab, Volkswagen и Wyman Gordon. Германия доминирует на рынке импорта Чешской Республики: в прошлом году было продано оборудования на 45,3 млн долларов, что на 7,5% больше. Однако другие страны добились успехов в импорте, в том числе Италия с 8,4 миллиона долларов, Швейцария с 6,8 доллара и Великобритания с 6,9 доллара.— все они увеличили свой экспорт в Чешскую Республику более чем на 25%.
миллионов в прошлом году. Доля экспорта составляет от 80 до 90% от объема производства, и машины предназначены преимущественно для Германии, Италии, США, а теперь и Беларуси благодаря недавнему крупному контракту между чешской компанией Alta и белорусской компанией Belaz. Чешские станки можно найти в таких компаниях, как Boeing, GEAE, British Aerospace, Rolls Royce, Saab, Volkswagen и Wyman Gordon. Германия доминирует на рынке импорта Чешской Республики: в прошлом году было продано оборудования на 45,3 млн долларов, что на 7,5% больше. Однако другие страны добились успехов в импорте, в том числе Италия с 8,4 миллиона долларов, Швейцария с 6,8 доллара и Великобритания с 6,9 доллара.— все они увеличили свой экспорт в Чешскую Республику более чем на 25%.
Чешская Республика хорошо адаптировалась к мировой экономике отчасти потому, что ее производители понимали важность участия в европейских структурах. SST был единственным национальным союзом посткоммунистических стран, который стал полноправным членом Европейской ассоциации производителей станков (CECIMO) в Брюсселе.
Помимо помощи своим членам в участии в европейских структурах, SST также объединилась с Ассоциацией производителей и поставщиков инженерных технологий, чтобы оживить чешские исследования и разработки в промышленности и университетах.
Основные усилия были направлены на приведение исследовательских проектов в соответствие с мировыми разработками. Страна также успешно возглавила 10 небольших проектов.
Огромным успехом стала презентация первого чешского станка с линейными приводами для высокоскоростной обработки на второй Международной выставке станков и профилегибочных машин в Брно. Станок, разработанный в сотрудничестве с компанией Tajmac-ZPS Zlin Co. и Чешским техническим университетом в Праге, имеет скорость подачи 80 м/мин, ускорение 2 G, скорость вращения шпинделя 15 000 об/мин и мощность шпинделя 18 кВт.
Текущие исследования Исследовательского центра инженерных технологий производства включают разработку многозадачных, гибких станков, модульных станков и динамических станков для высокоскоростной обработки; исследование новых аспектов процессов высокоскоростной обработки; снижение негативного воздействия машин на окружающую среду; и использование лазеров для улучшения станков. Другие проекты включают снижение производственных затрат и повышение точности, надежности и доступности машин.
Другие проекты включают снижение производственных затрат и повышение точности, надежности и доступности машин.
Важнейшим товаром, производимым в Чешской Республике в настоящее время, являются токарные и токарные станки. Несколько крупных компаний производят токарные станки, в том числе TOS Celakovice, Kovosvit Sezimovo Usti и Tajmac-ZPS Zlin. Другой популярный производитель, Skoda Machine Tool, концентрируется на производстве тяжелых токарных станков с горизонтальным центром, оснащенных числовым программным управлением. Вертикально-револьверные станки для обработки крупногабаритных и тяжелых деталей производятся заводами Toshulin Hulin и CKD Blansko.
На рынке обрабатывающих центров доминируют заводы «Ковосвит», «Таймак-ЗПС» и «ТОС Курим». Kovosvit известен производством вертикальных обрабатывающих центров с ЧПУ с грузоподъемностью до 1000 кг. Tajmac-ZPS имеет аналогичную производственную программу, а также производит горизонтальные обрабатывающие центры. TOS Kurim специализируется на системах, предназначенных для обработки больших и сложных заготовок.
Многие одни и те же основные производители производят сверлильные, расточные и фрезерные станки, в том числе Ковосвит и ТОС Курим. Завод «Стройтос Липник» выпускает серию обычных и коленчатых фрезерных станков с ЧПУ, рассчитанных на изделия массой до 1200 кг.
Skoda Machine Tool также получила признание благодаря созданию трех серий фрезерно-расточных станков. Как и другие станки Skoda, эти фрезерные агрегаты для тяжелых условий эксплуатации могут быть оснащены широким набором принадлежностей, в том числе двухосевыми поворотными головками. Другим производителем традиционных и консольных фрезерных станков с ЧПУ является OSO (Obrabeci stroje) Olomouc.
TOS Varnsdorf специализируется на горизонтально-расточных станках со времен Второй мировой войны. Компания в основном производит горизонтальные пятишпиндельные расточные станки с ЧПУ, и все станки оснащены цифровыми серводвигателями и новейшими системами управления. Некоторые даже предлагают компактные линейные направляющие.
Среди производителей шлифовальных станков Erwin Junker и Cetos Hostivar. Erwin Junker поставляет широкий ассортимент обычных шлифовальных станков и станков с ЧПУ. Он также производит бесцентровые шлифовальные станки, плоскошлифовальные станки, шлицевые шлифовальные станки и устройства для заточки инструментов. Cetos, акционерное общество в Праге, было основано в 1856 году и в настоящее время производит круглошлифовальные станки для наружного шлифования. Cetos является известным производителем в основном средних, а также малых и тяжелых шлифовальных станков.
| Производство | |||
 1 1 | |||
| Imports | |||
| App. Потребление | |||
| 1 |
 1
11 14,2
| Countries | ||
| Germany |  3 3 | |
| Italy | ||
| Швейцария | ||
| UK | ||
| Japan | ||
 6
6 1
1Работа на Биг Маке В 45 странах насчитывается 9 410 ресторанов McDonald’s, обслуживающих 19 миллионов человек в день. Успех McDonald’s во многом обусловлен стандартизацией и компьютеризацией повседневной работы в каждой отдельной торговой точке. Для работы в McDonald’s требуется немного навыков — все задачи рассчитаны по времени, а каждая рутинная работа разбита на самые маленькие и простые этапы. Стандартизируя и снижая квалификацию рабочих мест, McDonald’s может платить минимальную заработную плату и легко нанимать и увольнять сотрудников. McDonald’s удерживает затраты на рабочую силу на уровне ниже 15 процентов от объема продаж, нанимая «гибкую» рабочую силу, состоящую из частично занятых и временных работников. Как объяснил менеджер магазина: «У нас здесь нет полных и неполных рабочих часов. Все в McDonald’s работают по гибкому графику». В любой типичной торговой точке McDonald’s 80 человек получают заработную плату, и 80 процентов из них работают неполный рабочий день. Это означает, что средняя рабочая неделя должна составлять 25 часов, однако многие сотрудники работают гораздо дольше. Практика найма рабочей силы «неполный рабочий день» на полный рабочий день позволяет McDonald’s покрывать сверхурочную работу без выплаты заработной платы за сверхурочную работу. Графики работников корректируются ежедневно в зависимости от объема продаж. В справочнике команды McDonald’s поясняется: «Ваши часы работы не могут быть гарантированы на постоянной основе, потому что количество персонала, которого мы можем нанять, зависит от того, насколько занят ресторан. с учетом колебаний». «Самое главное, о чем мы слышим из головного офиса, — объяснил менеджер магазина, — в действительно крупном магазине может работать с 10-процентной рабочей силой, потому что тела всегда в движении. Но в тихом магазине вам все равно придется держите команду фонда, поэтому рабочая сила иногда падает до 16 процентов. Напряженный рабочий день, нестабильный график и низкая заработная плата вызывают большую текучесть кадров в McDonald’s. В течение месяца отсеиваются 7 из 10 начинающих; старожилы работали четыре месяца. Как объясняет один менеджер магазина: «Никто никогда не остается дольше девяти месяцев, если не хочет стать менеджером. Это давление, тяжелый рабочий день, ужасная оплата и унизительная работа — мыть столы и мыть полы перед всеми покупателями». и всегда нужно улыбаться. Людям это очень надоедает». McDonald’s не возражает против текучести кадров на уровне 200-250 процентов, потому что меняющаяся рабочая сила позволяет поддерживать «гибкость», выплачивая при этом самую низкую заработную плату и полностью закрывая профсоюзы. Дэйв Тернбулл из Профсоюза работников транспорта и разнорабочих (TGWU) и Проекта консультирования и действий работников сферы услуг (SWAAP) поясняет, что «основной проблемой создания любой организованной [профсоюзной] базы является массовая текучесть кадров, что означает (профсоюз ) текучесть членов будет столь же высока. Исторически сложилось так, что McDonald’s участвовал в различных антипрофсоюзных действиях, в том числе:
– Мэрилин Зола Обратный потокПромышленность США находит новые технологии на Востоке Наблюдатели за вопросами торговли между Востоком и Западом привыкли слышать о потоке технологий с Запада на Восток. Западное представление о Советах и восточноевропейцах как о технологически некомпетентных время от времени нарушается поразительными разоблачениями их реальных достижений. Дело «Спутника» — один из широко известных примеров недооценки Западом технологических возможностей стран Восточного блока, но список лицензий на технологии с коммерческими приложениями, приобретенных западными компаниями в странах Восточного блока (см. таблицу на стр. 18), раскрывает гораздо больше примеров. технических достижений Востока. Некоторые из восточных технологий, приобретенных за счет покупки лицензий, имеют приложения, препятствующие их передаче с Запада на Восток. Компания General Dynamics использует фотограмметрическое позиционирующее устройство, приобретенное в Восточной Германии, для сборки крыльев самолетов F-16. Cabot Corporation использует технологию электрошлакового литья для литья деталей корпусов реактивных двигателей. Джон Кисер, президент базирующейся в Вашингтоне фирмы, специализирующейся на передаче технологий из стран Восточного блока в США, приводит несколько причин ограниченного количества технологий Восточного блока, приобретаемых США и другими западными компаниями. Одна из причин, объясняет Кисер, заключается в том, что «продажи не являются частью экономической культуры этих [восточных] обществ. Маркетинговые материалы обычно плохо написаны и неинформативны». Социалистическая экономическая система не обеспечивает адекватного материального вознаграждения для людей, выполняющих работу и идущих на риск, необходимый для продажи своих технологий. Наиболее существенным фактором, ограничивающим продажу восточных технологий на Запад, по мнению Кисера, является «отсутствие коммерческих контактов». Открытие коммерчески жизнеспособных технологий, доступных в странах Восточного блока, требует «контактов между людьми». Поскольку торговля и обмен научным или техническим персоналом между Востоком и Западом подавляется политическими барьерами, поток важной информации весьма ограничен. Открытие полезных технологий и исследовательская деятельность на Востоке часто зависят от инициативы западной компании или отдельного человека. Из-за относительной изоляции восточных экономик люди, занимающиеся исследованиями и разработками, часто совершенно не знают, что можно продать на Западе. Примером этого является самая коммерчески успешная восточная лицензия на мягкие контактные линзы, проданная в США. Национальная компания по разработке патентов узнала об исследованиях гидрофильного полимера, проведенных Отто Вихтесле в Институте химии макромолекул в Чехословакии. Если бы американская компания не проинформировала чешскую лицензирующую организацию о коммерческом потенциале исследования, этот продукт, давший старт целой отрасли, возможно, никогда не попал бы на Запад. Кисер отмечает, что, поскольку «значительная часть потенциально полезных технологий из стран Восточного блока представляет собой технологические процессы или находится на стадии НИОКР, личный контакт становится еще более важным». На Западе конкурентный рынок и права собственности играют решающую роль в создании экономического климата, благоприятствующего технологическим инновациям. Хотя в этих областях может отсутствовать социалистическая экономика с централизованным планированием, тем не менее, определенные условия, очевидные в Восточном блоке, способствуют развитию технологической эффективности. Одним из таких условий является нехватка рабочей силы, с которой сталкиваются страны Восточного блока, что вынуждает центральных плановиков в регионе проводить «интенсивную» политику роста, основанную на повышении производительности труда, капитала и природных ресурсов. Во-вторых, долгосрочное централизованное планирование для целых отраслей в сочетании с усилением усилий по продвижению промышленной специализации через региональную торговую ассоциацию, Совет Экономической Взаимопомощи (СЭВ), позволяет даже небольшим странам Восточной Европы вкладывать значительные средства в производственные технологии, которые может быть слишком рискованным на западных рынках. Примеры относительно успешных программ специализации включают станкостроение в Восточной Германии, Чехословакии и Венгрии, текстильное машиностроение в Чехословакии, судостроение в Польше, медицинское оборудование в Венгрии и роботов в Болгарии. В-третьих, государственная поддержка научных исследований и образования; сильны во всем регионе. В Восточной Европе проживает треть мирового научного сообщества. По словам Кисера, «только в Советском Союзе ежегодно публикуется более 60 000 патентов, а также десятки тысяч технических публикаций». Глобальная конкурентоспособность национальной промышленности во многом зависит от ее технологических возможностей и инноваций. Если климат для расширения экономического сотрудничества между Востоком и Западом изменится, больше людей в США и других западных странах могут осознать, что важные технологии движутся в обоих направлениях, а не только с Запада на Восток. Поток технологий с Востока на Запад может помочь промышленности США оставаться конкурентоспособной. И сотрудничество, а не конфронтация с Советами и Восточной Европой, может помочь сохранить долгосрочную силу этого воинства. (Эта статья основана на письменной работе и помощи Джона Кисера из Kiser Research, Inc., компании по передаче технологий, расположенной в Вашингтоне, округ Колумбия.) – Джонатан Данн Где Toshiba пошла не так Доклад президенту и директорам корпорации Toshiba показывает, что Toshiba Machine Co. Ltd. нарушила японские экспортные правила, отправив секретные подводные технологии в Советский Союз, а затем участвовала в обширном сокрытии, уничтожая документы и заставляя сотрудников замолчать, когда они жаловались незаконных действий. Отчет очищает корпорацию Toshiba от любых правонарушений в связи с продажами ее дочерней компании Toshiba Machine Co. Ltd. Корпорация Toshiba владеет 50,08 процентами Toshiba Machine. Внутренний отчет был опубликован с явной попыткой воспрепятствовать действиям Конгресса по запрету продажи продукции Toshiba Corporation в Соединенных Штатах. Toshiba утверждает, что наказывать материнскую компанию за грехи дочерней компании было бы несправедливо и что компания ввела новый агрессивный управленческий контроль над дочерними компаниями, занимающимися технологически чувствительным экспортом. О новых элементах управления было объявлено в отдельном 62-страничном документе, подробно описывающем «Программу стратегического управления продуктами» Toshiba. Во введении и кратком изложении отчета Маджа, Роуза говорится: Расследование было начато в июне 1987 г. Резюме результатов и рекомендаций. Toshiba Machine Co. поставила в СССР в 1983 г. четыре девятиосевых винтовых фрезерных станка и четыре пятиосевых винтовых фрезерных станка в СССР в 1984 г. в нарушение законов и правил экспортного контроля Японии. Никакой вопрос закона Соединенных Штатов не был затронут. Продажа девятиосных станков была осуществлена в сговоре с норвежской компанией Kongsberg Vaapenfabrikk, которая производила числовые контроллеры для станков. Незаконным экспортом было оборудование и связанное с ним программное обеспечение для автоматизированного фрезерования морских гребных винтов. Не было передачи ни конструкции винта, ни данных о конструкции винта, ни японских или американских секретов обороны, ни технологий или продукции Соединенных Штатов. Ключевое решение о продолжении продаж в нарушение японских законов об экспортном контроле было принято президентом Toshiba Machine Co. Небольшая группа высшего руководства в отделах экспортных продаж и станкостроения Toshiba Machine Co. разработала общий план экспорта оборудования в обход правил экспортного контроля Японии. Когда сообщение COCOM об их деятельности привело к расследованию со стороны MITI в конце 1985 и 1986 гг., сотрудники Toshiba Machine Co., опять же с ведома и одобрения своего начальства, подали ложный отчет и сделали ложные заявления в MITI, чтобы скрыть свои проступок. [КОКОМ является аббревиатурой Координационного комитета по многостороннему экспортному контролю. КОКОМ был основан в 1949 году странами НАТО (за исключением Исландии) и Японией. По сути, это добровольная неформальная договоренность, согласно которой каждая страна в соответствии со своими законами и правилами ограничивает чувствительный экспорт в определенные страны. Никто в Toshiba Corporation
знал или имел основания знать,
противоправные действия Toshiba
Machine Co. Являясь мировым лидером в своей
собственное направление бизнеса, Toshiba
Machine Co. вела свою деятельность
независимо от корпорации Toshiba
и, следовательно, машина Toshiba
Co. не отчитывалась и не консультировалась с
Корпорация Toshiba о личности
деловые операции. Когда
MITI впервые изучила продажи в
19 декабря85, ни Toshiba
Machine Co. и MITI не консультировали
Корпорация Toshiba расследования. Тот факт, что, возможно, имели место незаконные продажи, впервые привлек внимание Toshiba Corporation из сообщений в прессе в конце марта 1987 г. В мае этого года MITI наложила на Toshiba Machine Co. максимальное гражданское наказание, предусмотренное японским законодательством, запрет на экспорт в страны коммунистического блока сроком на один год. Президент Toshiba Machine Co. подал в отставку. В июне Toshiba Machine Co. и двум ее сотрудникам были предъявлены обвинения в поставках запасных частей и программного обеспечения, произведенных в июне 1984 года, и осенью они ожидают суда. Корпорация Toshiba запросила это расследование и отчет, чтобы определить, какие дальнейшие действия и превентивные меры будут уместны, чтобы гарантировать, что никогда не будет повторения таких незаконных действий, будь то Toshiba Machine Co., Toshiba Corporation или любой из его дочерние компании. В отчете рекомендуется:
На основе «Отчета Toshiba о нарушениях японских правил экспорта и сокрытия» от 14 сентября 1987 Corporate Crime Reporter статья об этом исследовании. |
 Сеть быстрого питания, в которой работает 560 000 человек, зарабатывала 1,32 миллиона долларов прибыли в день в 1986 году. Она также является крупнейшим в мире владельцем торговой недвижимости с балансовой стоимостью 4,88 миллиарда долларов (рыночная стоимость еще выше).
Сеть быстрого питания, в которой работает 560 000 человек, зарабатывала 1,32 миллиона долларов прибыли в день в 1986 году. Она также является крупнейшим в мире владельцем торговой недвижимости с балансовой стоимостью 4,88 миллиарда долларов (рыночная стоимость еще выше).
 Стремление снизить затраты на рабочую силу означает, что в магазине меньше тел, поэтому мы бегаем весь день, всю ночь ».
Стремление снизить затраты на рабочую силу означает, что в магазине меньше тел, поэтому мы бегаем весь день, всю ночь ». У вас также есть проблема, заключающаяся в том, что большинство рабочих мест приходится на неполный рабочий день. Поэтому трудно заставить [работников] осознать свои проблемы и необходимость организации». По словам Джима Куна, главного консультанта по вопросам управления McDonald’s, «если профсоюзы добьются успеха в McDonald’s, то моя работа провалится».
У вас также есть проблема, заключающаяся в том, что большинство рабочих мест приходится на неполный рабочий день. Поэтому трудно заставить [работников] осознать свои проблемы и необходимость организации». По словам Джима Куна, главного консультанта по вопросам управления McDonald’s, «если профсоюзы добьются успеха в McDonald’s, то моя работа провалится».

 Гораздо менее известен тот факт, что западные компании существенно выиграли от потока технологий в противоположном направлении, с Востока на Запад.
Гораздо менее известен тот факт, что западные компании существенно выиграли от потока технологий в противоположном направлении, с Востока на Запад.

 Конечные продукты с Востока могут иметь такой же внешний вид, как и их аналоги, произведенные на Западе. Это сходство конечных продуктов может скрывать тот факт, что восточная версия была произведена с использованием более эффективной, инновационной технологии. Одним из примеров этого является чешская технология литья режущего инструмента из быстрорежущей стали.
Конечные продукты с Востока могут иметь такой же внешний вид, как и их аналоги, произведенные на Западе. Это сходство конечных продуктов может скрывать тот факт, что восточная версия была произведена с использованием более эффективной, инновационной технологии. Одним из примеров этого является чешская технология литья режущего инструмента из быстрорежущей стали. Достижения в области технологий играют ключевую роль в достижении более высокого уровня производительности.
Достижения в области технологий играют ключевую роль в достижении более высокого уровня производительности.
 Доклад был подготовлен группой юристов и бухгалтеров из США и Японии во главе с Дональдом Дж. Золлером, руководителем судебного отдела нью-йоркской юридической фирмы Mudge, Rose, Guthrie, Alexander & Ferdon.
Доклад был подготовлен группой юристов и бухгалтеров из США и Японии во главе с Дональдом Дж. Золлером, руководителем судебного отдела нью-йоркской юридической фирмы Mudge, Rose, Guthrie, Alexander & Ferdon. по запросу корпорации Toshiba после обнародования информации о том, что Toshiba Machine Co. продажи многоосевых пропеллерных фрезерных станков в СССР. Поскольку Toshiba Corporation владела контрольным пакетом акций Toshiba Machine Co., она решила, что необходимо провести тщательное независимое расследование и обнародовать все факты. в отношении неправомерных действий Toshiba Machine Co., а также участвовал ли кто-либо в Toshiba Corporation в этих действиях, знал ли или должен был знать об этих действиях.
по запросу корпорации Toshiba после обнародования информации о том, что Toshiba Machine Co. продажи многоосевых пропеллерных фрезерных станков в СССР. Поскольку Toshiba Corporation владела контрольным пакетом акций Toshiba Machine Co., она решила, что необходимо провести тщательное независимое расследование и обнародовать все факты. в отношении неправомерных действий Toshiba Machine Co., а также участвовал ли кто-либо в Toshiba Corporation в этих действиях, знал ли или должен был знать об этих действиях. Обе продажи были совершены в сговоре с торговой компанией Wako Koeki, которая, помимо прочего, представила Toshiba Machine Co. российским покупателям. Другая торговая компания, C. Itoh, выступала в качестве рекордного экспортера при обеих продажах. Запись неоднозначна относительно того, знал ли К. Ито или должен был знать истинный характер сделок или их незаконность. Решение этого вопроса выходит за рамки настоящего отчета.
Обе продажи были совершены в сговоре с торговой компанией Wako Koeki, которая, помимо прочего, представила Toshiba Machine Co. российским покупателям. Другая торговая компания, C. Itoh, выступала в качестве рекордного экспортера при обеих продажах. Запись неоднозначна относительно того, знал ли К. Ито или должен был знать истинный характер сделок или их незаконность. Решение этого вопроса выходит за рамки настоящего отчета. По их указанию этот план выполнялся техническим и торговым персоналом более низкого уровня в двух подразделениях. В соответствии с планом сотрудники Toshiba Machine Co. получили разрешение Министерства международной торговли и промышленности (MITI) на экспорт, подав заведомо ложные заявки в MITI. В каждом случае приложения ошибочно обозначали станки как отличные от пропеллерных фрезерных станков и ложно утверждали, что станки, скопированные с числовыми контроллерами, способны только к одновременному управлению двумя осями.
По их указанию этот план выполнялся техническим и торговым персоналом более низкого уровня в двух подразделениях. В соответствии с планом сотрудники Toshiba Machine Co. получили разрешение Министерства международной торговли и промышленности (MITI) на экспорт, подав заведомо ложные заявки в MITI. В каждом случае приложения ошибочно обозначали станки как отличные от пропеллерных фрезерных станков и ложно утверждали, что станки, скопированные с числовыми контроллерами, способны только к одновременному управлению двумя осями. Точное понимание членами КОКОМ того, какие товары и пункты назначения охвачены (список КОКОМ), недоступно бизнесменам ни в Японии, ни в Соединенных Штатах. Правила и процедуры КОКОМ держатся в секрете странами-членами.] Позже, когда 19 марта произошло первое публичное раскрытие87 и MITI начали второе расследование, сотрудники Toshiba Machine Co. снова подали ложные отчеты и ложные заявления в MITI.
Точное понимание членами КОКОМ того, какие товары и пункты назначения охвачены (список КОКОМ), недоступно бизнесменам ни в Японии, ни в Соединенных Штатах. Правила и процедуры КОКОМ держатся в секрете странами-членами.] Позже, когда 19 марта произошло первое публичное раскрытие87 и MITI начали второе расследование, сотрудники Toshiba Machine Co. снова подали ложные отчеты и ложные заявления в MITI. , когда информация была предоставлена источником в правительстве США. В ответ на немедленный и неоднократный запрос Toshiba Corporation о полном объяснении, Toshiba Machine Co. категорически отрицала Toshiba Corporation, что имело место какое-либо нарушение закона, заявляя, что не было никаких правонарушений и что дело было просто недоразумением, что Toshiba Machine Co. сможет уточнить для MITI. Правонарушение было разоблачено и, наконец, признано Toshiba Machine Co., только когда столичная полиция Токио изъяла файлы компании Toshiba Machine Co. и личные дневники причастных сотрудников, а также провела интенсивные допросы причастного персонала.
, когда информация была предоставлена источником в правительстве США. В ответ на немедленный и неоднократный запрос Toshiba Corporation о полном объяснении, Toshiba Machine Co. категорически отрицала Toshiba Corporation, что имело место какое-либо нарушение закона, заявляя, что не было никаких правонарушений и что дело было просто недоразумением, что Toshiba Machine Co. сможет уточнить для MITI. Правонарушение было разоблачено и, наконец, признано Toshiba Machine Co., только когда столичная полиция Токио изъяла файлы компании Toshiba Machine Co. и личные дневники причастных сотрудников, а также провела интенсивные допросы причастного персонала. (Очевидно, трехлетний срок исковой давности запрещал дополнительное судебное преследование за более ранние поставки). Также в июне корпорация Toshiba потребовала, чтобы дополнительный управленческий персонал Toshiba Machine Co. ушел в отставку, и потребовала, чтобы Toshiba Machine Co. ликвидировала секции, занимающиеся экспортом в коммунистические страны, на неопределенный период, пока не станет ясно, что вероятность повторения исключена. . Toshiba Machine Co. также приняла меры внутреннего контроля, уволила и наказала дополнительный персонал. А в июле корпорация Toshiba добилась от Toshiba Machine Co. обязательства прекратить весь экспорт в страны советского блока на неограниченный срок.
(Очевидно, трехлетний срок исковой давности запрещал дополнительное судебное преследование за более ранние поставки). Также в июне корпорация Toshiba потребовала, чтобы дополнительный управленческий персонал Toshiba Machine Co. ушел в отставку, и потребовала, чтобы Toshiba Machine Co. ликвидировала секции, занимающиеся экспортом в коммунистические страны, на неопределенный период, пока не станет ясно, что вероятность повторения исключена. . Toshiba Machine Co. также приняла меры внутреннего контроля, уволила и наказала дополнительный персонал. А в июле корпорация Toshiba добилась от Toshiba Machine Co. обязательства прекратить весь экспорт в страны советского блока на неограниченный срок. Одновременно с этим расследованием и отчетом отдельная группа подготовила и представляет корпорации Toshiba подробную программу соблюдения экспортного контроля для корпорации Toshiba и всех ее дочерних и зависимых компаний.
Одновременно с этим расследованием и отчетом отдельная группа подготовила и представляет корпорации Toshiba подробную программу соблюдения экспортного контроля для корпорации Toshiba и всех ее дочерних и зависимых компаний.
Как Америка помогла создать советскую машину
Чтобы вывести свою страну на передний край технологий, советские лидеры обращаются к Соединенным Штатам. Их деды делали то же самое.
Наше обычное представление о Советском Союзе и его истории строго политическое и экономическое. Мы прослеживаем многочисленные попытки борьбы за лидерство, а также взлеты и падения советской экономики. Мы рисуем восхождение Сталина и последовавшие за ним сражения за партийное господство, и мы наблюдаем, как Михаил Горбачев провозглашает гласность (политическую открытость) и перестройку (реструктуризацию экономики). И мы надеемся, что наши принципиально разные ценности в этих сферах смогут все больше влиять на Советы — так же, как Советский Союз считает, что его собственные ценности уже давно влияют на мир.
Мы прослеживаем многочисленные попытки борьбы за лидерство, а также взлеты и падения советской экономики. Мы рисуем восхождение Сталина и последовавшие за ним сражения за партийное господство, и мы наблюдаем, как Михаил Горбачев провозглашает гласность (политическую открытость) и перестройку (реструктуризацию экономики). И мы надеемся, что наши принципиально разные ценности в этих сферах смогут все больше влиять на Советы — так же, как Советский Союз считает, что его собственные ценности уже давно влияют на мир.
Но помимо политики и национальной экономики глубокое впечатление на россиян вот уже около века производит другая Америка. Это технологическая Америка, разработчик самой творческой и плодотворной системы производства, которую когда-либо знал мир. Хотя представление об Америке как о моральной силе никогда не угасало, многие иностранцы в основном думают об Америке изобретательной и продуктивной. Посмотрите, как тысячи посетителей из-за рубежа направлялись на автомобильные заводы Детройта в XIX веке. 20-х годов, гидроэлектростанции администрации долины Теннесси в 1930-х и Силиконовой долины в 1980-х. Честной проверкой того, в чем заключается наш самый большой национальный престиж, было бы спросить Михаила Горбачева, что он предпочел бы: две недели в колыбели свободы или три дня в Силиконовой долине.
20-х годов, гидроэлектростанции администрации долины Теннесси в 1930-х и Силиконовой долины в 1980-х. Честной проверкой того, в чем заключается наш самый большой национальный престиж, было бы спросить Михаила Горбачева, что он предпочел бы: две недели в колыбели свободы или три дня в Силиконовой долине.
В. И. Ленин, Лев Троцкий и Иосиф Сталин сделали выбор в пользу технологической Америки. Одна из важных и почти забытых глав современной истории касается яростной решимости большевиков между двумя мировыми войнами перенять промышленное наследие Соединенных Штатов: воссоздать сталелитейные заводы Гэри, штат Индиана, за Уралом; дублировать завод Ford River Rouge в Нижнем Новгороде; возвести копию великой плотины и генераторов Масл-Шолс, штат Алабама, на водопадах Днепра — и все это с использованием американских методов и американских инженеров, планировщиков и менеджеров. Немногие американцы сегодня могут назвать Фредерика У. Тейлора, отца научного менеджмента, но он, Генри Форд и другие современные американские промышленники и инженеры оказали глубокое и постоянное влияние на советскую историю. Для большевиков в 1920-х годов фордизм плюс тейлоризм равнялись американизму. И в этом смысле американизм имел решающее значение для успеха коммунистического государства.
Для большевиков в 1920-х годов фордизм плюс тейлоризм равнялись американизму. И в этом смысле американизм имел решающее значение для успеха коммунистического государства.
Михаил Горбачев может знать об этой главе советско-американских отношений; советская пресса и историки публично забыли об этом. Но в любом случае Горбачев, похоже, намерен повторить это. Перестройка без американского технического и управленческого вклада, вероятно, для него не более мыслима, чем социалистическое будущее без фордизма и тейлоризма для Ленина. Точно так же многие американцы не знают об одном из самых примечательных эпизодов передачи технологий в истории. Американские инженеры, архитекторы и промышленники, которые помогли построить производственную базу коммунистической России, замели все рекорды под ковер. Их преемники, как и Ленин, похоже, готовы сделать это снова и снова.
В 1920-х годах сливки американских фирм, занимающихся автомобилями, электричеством и управлением рабочими местами, стремились продать свое искусство — плюс-минус несколько лет — «красным», несмотря на мощные антикоммунистические голоса справа. Советы были готовы покупать, несмотря на свое отвращение к капитализму. (Они проводили различие, как многие американцы не могут даже сегодня, между американскими средствами производства, формирующими историю, и нашей экономической надстройкой, основанной на свободном предпринимательстве.) Соединенные Штаты никогда не пользовались большим уважением во всем мире — или завистью — чем после Первой мировой войны. что американская система производства может закрепить большевистскую революцию.
Советы были готовы покупать, несмотря на свое отвращение к капитализму. (Они проводили различие, как многие американцы не могут даже сегодня, между американскими средствами производства, формирующими историю, и нашей экономической надстройкой, основанной на свободном предпринимательстве.) Соединенные Штаты никогда не пользовались большим уважением во всем мире — или завистью — чем после Первой мировой войны. что американская система производства может закрепить большевистскую революцию.
Ленин принял американский научный менеджмент, и американцы, посетившие его в 1926 году, обнаружили, что русские одержимы диаграммами.
К 1926 году мечты об «американизации» гипнотизировали советских инженеров и менеджеров. Советские планировщики считали, что их будущее потребует больших систем производства в региональном масштабе, даже больше, чем в Соединенных Штатах; они были бы осуществимы, потому что социализм не был бы отягощен политическими и экономическими «противоречиями» капитализма, сдерживающими полное развитие современной производственной техники. Ленин понимал, что современная индустриализация включает в себя больше, чем машины, процессы и устройства; это включало порядок, централизацию, контроль и системы. И поэтому режим безжалостно заставлял крестьян-рабочих собирать зерно, рубить лес и добывать полезные ископаемые, которые в огромных количествах обменивались на иностранные, особенно американские, технологии.
Ленин понимал, что современная индустриализация включает в себя больше, чем машины, процессы и устройства; это включало порядок, централизацию, контроль и системы. И поэтому режим безжалостно заставлял крестьян-рабочих собирать зерно, рубить лес и добывать полезные ископаемые, которые в огромных количествах обменивались на иностранные, особенно американские, технологии.
Сталин резюмировал советское восхваление американских технологий и управления в 1924 году: «Сочетание русского революционного размаха с американской эффективностью — суть ленинизма».
Советская экономика прошла несколько этапов между мировыми войнами. С 1917 по 1921 год, в период военного коммунизма, большевики отчаянно и безуспешно пытались передать промышленность профсоюзам и комитетам рабочих. Зарубежные и гражданские войны этих лет страна преодолела лишь после того, как власти стали восстанавливать на прежних должностях менеджеров и инженеров. Затем, в 1921 декабря, когда страна была на грани истощения, а промышленное производство остановилось, Ленин призвал к новой экономической политике. Это повлекло за собой временное отступление от централизованного планирования и контроля. Теперь режим терпел значительное частное и рыночное предпринимательство, сохраняя при этом контроль над «командными высотами», включая тяжелую промышленность, транспорт и электроснабжение. В эти годы правительство приступило к процессу национального планирования, кульминацией которого стал первый пятилетний план 1928 года. Вместе с этим пришло стремление ликвидировать частное предпринимательство как в промышленности, так и в сельском хозяйстве.
Это повлекло за собой временное отступление от централизованного планирования и контроля. Теперь режим терпел значительное частное и рыночное предпринимательство, сохраняя при этом контроль над «командными высотами», включая тяжелую промышленность, транспорт и электроснабжение. В эти годы правительство приступило к процессу национального планирования, кульминацией которого стал первый пятилетний план 1928 года. Вместе с этим пришло стремление ликвидировать частное предпринимательство как в промышленности, так и в сельском хозяйстве.
В период военного коммунизма ввоз западных технологий и специалистов был невозможен, но в рамках новой экономической политики западным производителям было разрешено создавать и эксплуатировать заводы в Советском Союзе. В течение первой пятилетки Советы обратились к прямой покупке и импорту зарубежных заводов. Иностранные специалисты, особенно американские, под руководством советских рабочих и инженеров вводили эти заводы в действие, а затем передавали их советским руководителям; Всегда опасаясь зависимости от капиталистического мира, советское руководство изо всех сил пыталось избежать импорта промышленных товаров, вместо этого занимаясь внедрением средств их производства. Последовавшая за этим крупномасштабная передача технологий была самой интенсивной в истории, и ее следует признать важной главой советского прошлого. До этого Россия все еще напоминала доиндустриальную нацию с давней опорой на человеческую и животную силу и сельскохозяйственной экономической базой. Позже Иосиф Сталин утверждал, что нашел русских с помощью деревянных сох и оставил им ядерные реакторы. Это, конечно, была риторика; железные дороги, производство чугуна и стали, текстильное производство и иностранные займы быстро индустриализировали многие регионы России еще до XIX века.17 Революция. Но скорость изменений умножилась после 1921 года за счет принудительного внедрения иностранных технологий.
Последовавшая за этим крупномасштабная передача технологий была самой интенсивной в истории, и ее следует признать важной главой советского прошлого. До этого Россия все еще напоминала доиндустриальную нацию с давней опорой на человеческую и животную силу и сельскохозяйственной экономической базой. Позже Иосиф Сталин утверждал, что нашел русских с помощью деревянных сох и оставил им ядерные реакторы. Это, конечно, была риторика; железные дороги, производство чугуна и стали, текстильное производство и иностранные займы быстро индустриализировали многие регионы России еще до XIX века.17 Революция. Но скорость изменений умножилась после 1921 года за счет принудительного внедрения иностранных технологий.
Когда в 1916 году В. И. Ленин, русский политический революционер, открыл для себя Фредерика У. Тейлора, американского технологического революционера, произошло парадоксальное соприкосновение умов. Тейлор, родившийся в Филадельфии в 1856 году, ввел исследования рабочих во времени и движении, когда ему было двадцать с небольшим, когда он был мастером и менеджером на сталелитейном заводе; они легли в основу его широко влиятельных теорий науки управления. Он считал, что при внимательном наблюдении за отдельными рабочими любую механическую работу можно разделить на точно предписанные индивидуальные движения, что избавит от напрасной траты времени и энергии. Работу фабрики в целом тоже можно было организовать поминутно. Его система часто вызывала ожесточенную оппозицию среди рабочих, которые практически теряли свободу и контроль над своей работой, но часто приводила к большой экономии. Он механизировал индивидуальный труд точно так же, как сборочная линия Форда механизировала заводскую организацию. Тейлор умер в 1915, но влияние его системы научного управления все еще ощущается во всей промышленности.
Он считал, что при внимательном наблюдении за отдельными рабочими любую механическую работу можно разделить на точно предписанные индивидуальные движения, что избавит от напрасной траты времени и энергии. Работу фабрики в целом тоже можно было организовать поминутно. Его система часто вызывала ожесточенную оппозицию среди рабочих, которые практически теряли свободу и контроль над своей работой, но часто приводила к большой экономии. Он механизировал индивидуальный труд точно так же, как сборочная линия Форда механизировала заводскую организацию. Тейлор умер в 1915, но влияние его системы научного управления все еще ощущается во всей промышленности.
На Ленина также произвела впечатление работа Фрэнка Гилбрета, другого американского пионера в области времени и движения, который, казалось, не столько стремился ускорить — или эксплуатировать — рабочих, сколько найти наилучший энергосберегающий способ выполнения работы. Ленин писал на полях одной из статей Гилбрета, что научный менеджмент может обеспечить переход от капитализма к социализму.
Ленин настаивал на том, что в его социалистическом государстве тейлоризм больше не будет эксплуатировать рабочего для получения прибыли жадными капиталистами, а вместо этого значительно увеличит плоды производства на благо рабочих и крестьян и сделает полезным большой резерв неквалифицированной крестьянской рабочей силы в его стране. . Он также понимал, что централизованный контроль Тейлора над рабочим местом, рабочим процессом и работниками позволит политически надежным экспертам внимательно следить за системой во время перехода от капитализма к социализму и поможет искоренить «буржуазных саботажников».
Высокопоставленный советский рабочий лидер предвидел, что Россия станет «новой цветущей Америкой» с новой рабочей культурой, соответствующей новым технологиям.
Весной 1918 года, когда его страна лежала в развале и деморализации, Ленин говорил: «Задача, которую Советская власть должна поставить перед народом во всем своем объеме, — научиться работать. . . . Мы должны организовать в России изучение и преподавание системы Тейлора и систематически апробировать и адаптировать ее для наших целей». Он намеревался нанять американских инженеров для помощи в установке системы. Советские профсоюзы и некоторые члены его собственной партии выступили против этого плана, но Ленин предпочел управление экспертами хаотичному рабочему контролю, даже если эксперты какое-то время были пережитками буржуазии или иностранцами. Он также был готов платить более высокую заработную плату специалистам и более производительным рабочим. Когда американские бизнесмены услышали о его защите тейлоризма, они восприняли это как доказательство того, что американский путь — лучший.
Он намеревался нанять американских инженеров для помощи в установке системы. Советские профсоюзы и некоторые члены его собственной партии выступили против этого плана, но Ленин предпочел управление экспертами хаотичному рабочему контролю, даже если эксперты какое-то время были пережитками буржуазии или иностранцами. Он также был готов платить более высокую заработную плату специалистам и более производительным рабочим. Когда американские бизнесмены услышали о его защите тейлоризма, они восприняли это как доказательство того, что американский путь — лучший.
Лев Троцкий, глава советского военного ведомства и лидер, наиболее известный после Ленина, также принял тейлоризм. Он пытался внедрить научный менеджмент в Красную Армию и опустошенную военную промышленность. В журнальной статье, которую он написал, Троцкий вспомнил, что он полагался на «Кили», американского инженера, возможно, по имени Келли, который приехал в Советский Союз примерно в 1918 году, чтобы помочь тейлоризировать промышленность. Кили сказал Троцкому, что военная служба — бездельничание на работе — поглощала около 50 процентов всего продуктивного времени в советской промышленности. Троцкий, столкнувшийся с полным промышленным крахом в период военного коммунизма, одобрял «милитаризацию» труда, что равносильно крайнему тейлоризму в национальном масштабе.
Кили сказал Троцкому, что военная служба — бездельничание на работе — поглощала около 50 процентов всего продуктивного времени в советской промышленности. Троцкий, столкнувшийся с полным промышленным крахом в период военного коммунизма, одобрял «милитаризацию» труда, что равносильно крайнему тейлоризму в национальном масштабе.
Составляя свой первый пятилетний план, в середине 1920-х годов Советы подняли тейлоризм от простой фабричной организации до крупного масштаба национальной экономики. Коммунистическая партия перевела и опубликовала книгу Тейлора «Принципы научного менеджмента», а высокие власти пригласили Уолтера Полакова, американского последователя Генри Л. Ганта, одного из самых ярых учеников Тейлора, для обеспечения связи с американскими экспертами в области научного менеджмента и для подготовить производственные карты на всю первую пятилетку.
Алексей Гастев, советский лидер и поэт, помог придать тейлоризму экзотический советский колорит. Он рассматривал промышленных рабочих как продолжение машин, за которыми они ухаживали, и восхвалял слияние человека и машины: «У меня вырастают железные руки и плечи — я сливаюсь с железной формой». Очарованный работами Тейлора и Гилбрета, он стал бардом научного менеджмента.
Очарованный работами Тейлора и Гилбрета, он стал бардом научного менеджмента.
Ленин нашел идеи и энтузиазм Гастева привлекательными, поэтому поэт получил поддержку своего последнего художественного творения — Центрального института труда. Институт стал в 1920-е годы стали источником советского тейлоризма, а исследования времени и движения стали идеей-фикс Гастева. Его критики жаловались, что институт пренебрегал всеми сложностями научного управления, но Гастев достиг большего. Он писал: «Многим противно, что мы хотим обращаться с людьми как с винтом, гайкой, машиной. Но мы должны взяться за это так же бесстрашно, как принимаем рост деревьев и расширение сети железных дорог». Он предсказал, что тейлоризм откроет новую эру, в которой само общество будет механизировано, управляемое социальной инженерией. На рабочем месте и в обществе центрами власти будут офисы менеджеров и инженеров. Написав, что «Тейлор был изобретателем, Гилбрет был изобретателем, Форд был изобретателем», Гастев говорил о превращении России в «новую цветущую Америку». Сталинская чистка, уничтожившая социологов, ликвидировала институт Гастева в 1919 г.40. В 1941 году сообщалось, что он был застрелен.
Сталинская чистка, уничтожившая социологов, ликвидировала институт Гастева в 1919 г.40. В 1941 году сообщалось, что он был застрелен.
Советское принятие тейлоризма создало множество проблем. Система управления, разработанная в высокоиндустриальной и производительной стране и для нее, навязывалась отсталой стране. Американские инженеры и эксперты по менеджменту вернулись домой с ужасающими историями о неистовых и жестких усилиях по внедрению тейлоризма. Многие крестьяне, ставшие промышленными рабочими, не смогли вовремя прибыть на свою тейлоризованную работу, потому что в их домах не было часов. Партийные чиновники требовали ускорения в одной части интегрированной фабричной системы, пренебрегая другими, создавая монументальные узкие места и заторы. Под давлением нереалистичных квот рабочие переутомляли только что импортированное оборудование, срезали углы и выпускали некачественную продукцию. Инженеры и менеджеры обнаружили, что честные ошибки могут быть названы преступным саботажем со стороны высокопоставленных чиновников, защищающих свою работу. Иррациональное ускорение и увеличение квот стали устойчивой характеристикой советского тейлоризма и советской технологии в целом.
Иррациональное ускорение и увеличение квот стали устойчивой характеристикой советского тейлоризма и советской технологии в целом.
Ленин рано решил, что общенациональная электрификация, как и тейлоризм, необходима для построения современной России. Он соглашался с Марксом в том, что паровая энергия и фабричная система помогли создать промышленный капитализм, и рассуждал по аналогии, что электрификация и рост крупных региональных производственных систем будут способствовать следующему великому социальному изменению, формированию социалистического общества. Советник Ленина, инженер Г. М. Кржижановский, убеждал его, что электрификация никогда не может быть полностью развита там, где господствует конкуренция; только коллективное предприятие могло создать общенациональную систему производства энергии с сетью, которая функционировала бы как единая машина. По сравнению с этим видение американских магнатов коммунальных служб меркнет.
Советское правительство ускорило электрификацию, импортировав всю производственную систему, подобную той, что на Ниагарском водопаде.
Ленин интересовался электрификацией с 1890-х годов, когда он вместе с Кржижановским находился в ссылке в Сибири. Подобно многим западным реформаторам того времени, Ленин видел в электрификации шаг к идеальному обществу: она «ускорила бы превращение грязных, отвратительных мастерских в чистые светлые лаборатории, достойные человека, а электрический свет и отопление каждого дома облегчили бы жизни миллионов «домашних рабов». Он часто проявлял больше энтузиазма, чем знаний, например, когда призывал к установке электрического освещения в каждом сельском районе в течение одного года и приобретению меди для электропроводки путем сбора обрезков в сельской местности. области. Герберт Уэллс, британский писатель и социальный реформатор, посетил его в 1920 и пришел к выводу, что «Ленин, который, как хороший ортодоксальный марксист, разоблачает всех «утопистов», в конце концов поддался утопии, утопии электриков».
Ленин и Кржижановский предприняли кампанию в 1920 и 1921 годах, чтобы протолкнуть национальный план электрификации. Ленин провозгласил на съезде Советов, что электрификация и современное крупное производство обеспечат окончательную победу коммунизма над капитализмом, и предсказал, что «если Россия будет покрыта густой сетью электростанций… . . наше коммунистическое экономическое развитие станет образцом для будущей социалистической Европы и Азии». Он призвал к максимально широкой пропаганде, включая преобразование «каждой электростанции, которую мы строим, в оплот просвещения, который будет использоваться для того, чтобы сделать массы сознательными в отношении электричества». Он попросил разослать копию национального плана электрификации в каждую школу; неграмотные крестьяне должны научиться читать, используя ее как основную книгу.
Ленин провозгласил на съезде Советов, что электрификация и современное крупное производство обеспечат окончательную победу коммунизма над капитализмом, и предсказал, что «если Россия будет покрыта густой сетью электростанций… . . наше коммунистическое экономическое развитие станет образцом для будущей социалистической Европы и Азии». Он призвал к максимально широкой пропаганде, включая преобразование «каждой электростанции, которую мы строим, в оплот просвещения, который будет использоваться для того, чтобы сделать массы сознательными в отношении электричества». Он попросил разослать копию национального плана электрификации в каждую школу; неграмотные крестьяне должны научиться читать, используя ее как основную книгу.
Электрификация проводилась на протяжении двадцатых годов посредством массовой передачи технологий. Как и в конце XVII — начале XVIII веков, когда Петр Великий пытался вестернизировать Россию, советское правительство прибегало к проверенным способам импорта технологий, включая перевод технических и научных книг, наем иностранных специалистов и квалифицированных рабочих. и покупка машин и процессов. Но Советы также предприняли беспрецедентный шаг, импортировав целые системы производства и включив их в гидроэнергетические комплексы. Альберт Кан, американский архитектор, спроектировавший заводы Форда в Хайленд-Парке и Ривер-Руж, заметил: «Действительно трудно понять русскую психологию, которая диктует возведение таких огромных предприятий. Мы в этой стране начали бы с меньшей планировки, устроенной таким образом, чтобы можно было легко расширяться. . . . В России не так. . . где они говорят: «У нас нет времени учиться бегать, мы должны летать». При строительстве крупных электростанций Советы опрометчиво предполагали, что мощности будут хорошо использоваться, а кривые нагрузки — спрос — будут идти в ногу со временем. Любой американский энергетический магнат мог бы предупредить их, что это маловероятно, если спрос не будет так же тщательно поддерживаться, как и предложение.
и покупка машин и процессов. Но Советы также предприняли беспрецедентный шаг, импортировав целые системы производства и включив их в гидроэнергетические комплексы. Альберт Кан, американский архитектор, спроектировавший заводы Форда в Хайленд-Парке и Ривер-Руж, заметил: «Действительно трудно понять русскую психологию, которая диктует возведение таких огромных предприятий. Мы в этой стране начали бы с меньшей планировки, устроенной таким образом, чтобы можно было легко расширяться. . . . В России не так. . . где они говорят: «У нас нет времени учиться бегать, мы должны летать». При строительстве крупных электростанций Советы опрометчиво предполагали, что мощности будут хорошо использоваться, а кривые нагрузки — спрос — будут идти в ногу со временем. Любой американский энергетический магнат мог бы предупредить их, что это маловероятно, если спрос не будет так же тщательно поддерживаться, как и предложение.
Водопады Днепра, где когда-то господствовала крепость украинских казаков, были выбраны местом самого амбициозного из новых строительных проектов, гигантской гидроэлектростанции и регионального комплекса.![]() Часто сравнивают с проектом гидроэлектростанции Muscle Shoals 1917–1925 годов, которая стала первой единицей в системе Управления долины Теннесси, работы по Днепру были выполнены в американском стиле. Советы назначили американца Хью Купера главным инженером-консультантом. Руководил проектом советский инженер И. Александров. Американские компании поставляли оборудование и инженеров. International General Electric построила пять из девяти необходимых гигантских генераторов; остальные были построены в Ленинграде под наблюдением американцев. Компания Newport News Shipbuilding and Drydock Company построила девять крупнейших в мире турбин мощностью 85 000 лошадиных сил. Немецкие и шведские фирмы взяли на себя ответственность за другие основные предметы, но около 70 процентов гидроэнергетического оборудования было американским. Паровые экскаваторы, подъемники, локомотивы, перфораторы и конструкционная сталь также поступали из Соединенных Штатов. Один американец, увидевший это место, сказал, что оно похоже на «Маленькую Америку» — единственная незнакомая часть — это присутствие работающих женщин.
Часто сравнивают с проектом гидроэлектростанции Muscle Shoals 1917–1925 годов, которая стала первой единицей в системе Управления долины Теннесси, работы по Днепру были выполнены в американском стиле. Советы назначили американца Хью Купера главным инженером-консультантом. Руководил проектом советский инженер И. Александров. Американские компании поставляли оборудование и инженеров. International General Electric построила пять из девяти необходимых гигантских генераторов; остальные были построены в Ленинграде под наблюдением американцев. Компания Newport News Shipbuilding and Drydock Company построила девять крупнейших в мире турбин мощностью 85 000 лошадиных сил. Немецкие и шведские фирмы взяли на себя ответственность за другие основные предметы, но около 70 процентов гидроэнергетического оборудования было американским. Паровые экскаваторы, подъемники, локомотивы, перфораторы и конструкционная сталь также поступали из Соединенных Штатов. Один американец, увидевший это место, сказал, что оно похоже на «Маленькую Америку» — единственная незнакомая часть — это присутствие работающих женщин. Когда американский фотограф Маргарет Бурк-Уайт посетила стройку, она заметила четырех тихих жителей Вирджинии, отвечающих за советскую установку турбин.
Когда американский фотограф Маргарет Бурк-Уайт посетила стройку, она заметила четырех тихих жителей Вирджинии, отвечающих за советскую установку турбин.
Строительство десятков тысяч рабочих началось в 1927 г. 1 мая 1932 г. была открыта и введена в эксплуатацию электростанция имени В. И. Ленина, крупнейшая гидроэлектростанция в мире. Проект обучил бесчисленное количество советских инженеров и рабочих западным технологиям. Хью Купер считал, что опыт, полученный на Днепре, позволит Советскому Союзу с его обилием человеческих и природных ресурсов занять доминирующее положение мировой державы.
В соответствии с ленинским настойчивым требованием масштабности, днепровские планировщики предлагали возвести энергосистему наподобие той, что выросла вокруг Ниагарского водопада, и сделать ее ядром «единого промышленного комплекса, экономически и технически взаимосвязанного». Они спроектировали азотофиксирующий завод, цементный завод, алюминиевый завод и сталелитейный комплекс, связанные между собой высоковольтными линиями электропередач и электрифицированной железной дорогой. Они построили комплекс каналов вокруг водопада и плотины, что сделало возможным непрерывное судоходство по Днепру от северной России до Черного моря — мечта Екатерины Великой. И они планировали высоковольтные линии электропередач для передачи электроэнергии в бассейн Дона за двести миль. Они также предусмотрели новый город на 150 000 рабочих в самом сердце днепровского комплекса, предсказав, что население в этом районе вырастет до восьми миллионов человек.
Они построили комплекс каналов вокруг водопада и плотины, что сделало возможным непрерывное судоходство по Днепру от северной России до Черного моря — мечта Екатерины Великой. И они планировали высоковольтные линии электропередач для передачи электроэнергии в бассейн Дона за двести миль. Они также предусмотрели новый город на 150 000 рабочих в самом сердце днепровского комплекса, предсказав, что население в этом районе вырастет до восьми миллионов человек.
На церемонии открытия ГЭС в 1932 году правительство наградило Хью Купера высшей наградой – орденом Красной Звезды. Он был первым иностранцем, удостоенным такой чести. Родившийся в Шелдоне, штат Миннесота, в 1865 году, Купер строил гидроэлектростанции по всему миру, в том числе плотину Кеокук длиной в милю и электростанцию на Миссисипи, а также правительственную установку в Масл-Шолс. Находясь по контракту с советским правительством, с 1927 по 1932 год он ежегодно проводил один или два месяца на Днепровской площадке. Он и его американский персонал жили в специальном отделении для иностранцев с удобным жильем, отличной импортной провизией и доступом к бассейну и полю для гольфа.
Купер, человек сухой и осторожный, как-то сказал, что не приемлет никаких «измов», кроме доброго, старомодного американского здравого смысла, но добавил, что нашел всех советских руководителей, с которыми имел дело, включая Иосиф Сталин – человек больших интеллектуальных способностей, приверженный улучшению условий жизни с помощью технологий. Он похвалил их откровенные деловые отношения и отсутствие коррупции, а также ему понравились русские рабочие, которые, как он обнаружил, стремились помочь в его масштабном проекте. Попытка научить крестьян-рабочих пользоваться сложным оборудованием могла быть душераздирающе разочаровывающей, но он добился успеха. Явная власть советских менеджеров над своими рабочими и использование ими сдельной оплаты труда также нравились Куперу.
В Соединенных Штатах Купер поддерживал советско-американские отношения до того, как его страна официально признала Советы. Возглавлял Американо-российскую торговую палату, директора которой представляли ведущие американские корпорации, жаждущие бизнеса. Среди тех, кто был представлен в 1932 году, были International General Electric, Westinghouse Electric International, General Motors, W. Averell Harriman & Company и Chase National Bank. Президент Рузвельт признал Советский Союз в 1933. По словам историка Герберта Фейса, «экономические расчеты выдвинули на первый план вопрос о признании. . . . Преобладающие условия в Соединенных Штатах сделали привлекательной приманку любого нового зарубежного рынка; и российский рынок считался потенциально великим». Однако в конечном итоге «надежды на экономическую выгоду не оправдались».
Среди тех, кто был представлен в 1932 году, были International General Electric, Westinghouse Electric International, General Motors, W. Averell Harriman & Company и Chase National Bank. Президент Рузвельт признал Советский Союз в 1933. По словам историка Герберта Фейса, «экономические расчеты выдвинули на первый план вопрос о признании. . . . Преобладающие условия в Соединенных Штатах сделали привлекательной приманку любого нового зарубежного рынка; и российский рынок считался потенциально великим». Однако в конечном итоге «надежды на экономическую выгоду не оправдались».
Ленин просил разослать в каждую школу национальный план электрификации; крестьяне должны использовать его, чтобы научиться читать.
19 лет28 августа, когда Советы объявили о начале первой пятилетки, Генри Форд стал для Советов еще большим героем, чем Фредерик Тейлор. Вокруг методов Форда и даже его личности вырос эмоциональный культ. К 1925 году его автобиография «Моя жизнь и работа» выдержала четыре издания в Советском Союзе, а один американец в России сообщил, что руководители заводов изучали Форда с таким же энтузиазмом, как и Ленина. Более чем одна деревня приняла название трактора Fordson, и репортер New York Times Уолтер Дюранти писал в 1919 г.28, что «Форд означает Америку и все, чего Америка достигла, чтобы сделать ее образцом и идеалом для этой огромной и отсталой страны. . . . Дешёвое массовое производство — советская цель, более ценная с практической точки зрения, чем мировая революция».
Более чем одна деревня приняла название трактора Fordson, и репортер New York Times Уолтер Дюранти писал в 1919 г.28, что «Форд означает Америку и все, чего Америка достигла, чтобы сделать ее образцом и идеалом для этой огромной и отсталой страны. . . . Дешёвое массовое производство — советская цель, более ценная с практической точки зрения, чем мировая революция».
Советы использовали свои массивные заводы, спроектированные Фордом, наряду с проектом Днепровской гидроэлектростанции, чтобы символизировать современные советские технологии. И социальная философия Форда, поддерживающая как массовое производство, так и массовое потребление, вызывала не меньше энтузиазма, чем его машины и схемы заводов. В 1919 декабря советская делегация попросила о встрече с Генри Фордом, заявив: «Мы верим, что сможем дать вам понять, что Советская Россия внедряет методы промышленной эффективности, совместимые с интересами человечества». Роль Форда как советского героя и поставщика технологий, должно быть, вызвала у него хотя бы небольшой кризис идентичности, поскольку в «Моей жизни и работе» (1922) он писал: «Природа наложила вето на всю Советскую республику. Ибо он стремился отрицать Природу. Прежде всего она отрицала право на плоды труда».
Ибо он стремился отрицать Природу. Прежде всего она отрицала право на плоды труда».
Взгляды Форда на советский режим никогда не проникали в советское сознание так, как его тракторы Fordson. К 1926 году Советы заказали 24 600 Fordson, и большинство из них было доставлено. В 1927 году Ford Motor Company хвасталась тем, что 85 процентов грузовиков и тракторов в Советском Союзе были произведены Ford. В то время как в 1924 году во всей обширной российской деревне работало всего около 1000 тракторов, к 1934 году их было уже 200 000, в основном американского производства.
Троцкий говорил, что «самое популярное слово среди нашего передового крестьянства — Фордзон». Действительно, крестьяне праздновали дни Фордзона и праздники Фордзона в своих деревнях. Но какими бы прекрасными ни были Фордсоны в качестве символа, в качестве реальных инструментов они служили хуже. Часто они были слишком легкими, чтобы достаточно глубоко вспахивать русские почвы. В Советском Союзе не было сервисной системы Ford, которая могла бы ремонтировать их в случае поломки. А Fordson в любом случае оказался неподходящей технологией, потому что он сжигал бензол, дефицитное топливо. Русским нужны были двигатели, работающие на бензине. После 1928 они импортировали более крупные и прочные тракторы от компаний International Harvester, John Deere и Allis-Chalmers. После 1931 года импорт тракторов резко сократился, поскольку Советский Союз наконец начал наращивать собственное производство, в основном на заводах американской конструкции.
А Fordson в любом случае оказался неподходящей технологией, потому что он сжигал бензол, дефицитное топливо. Русским нужны были двигатели, работающие на бензине. После 1928 они импортировали более крупные и прочные тракторы от компаний International Harvester, John Deere и Allis-Chalmers. После 1931 года импорт тракторов резко сократился, поскольку Советский Союз наконец начал наращивать собственное производство, в основном на заводах американской конструкции.
В Сталинграде Советы построили огромный тракторный завод, спроектированный Альбертом Каном. Его строительством руководил Джон К. Колдер из Детройта, а International Harvester предоставила технических консультантов и разработала конструкцию трактора, который должен был быть изготовлен там. Около 380 американских инженеров и мастеров помогали управлять заводом. Завод начал выпуск тракторов в 1930 — и вскоре стал известен низким качеством, несвоевременной доставкой и грубым неправильным обращением с оборудованием со стороны рабочих, многие из которых никогда раньше не видели даже электрического света. Кальдер также руководил строительством тракторного завода в Челябинске, чей сборочный цех, который, как хвастались Советы, станет самым большим зданием в мире, должен был выпускать пятьдесят тысяч тракторов «Сталинец» в год. Производство началось в 1933 году с копии гусеницы Caterpillar; Советы, как правило, не платили гонорары американскому патентообладателю. Леон А. Сваджян, руководивший строительством крупного завода Ford в Ривер-Руж, руководил расширением небольшого тракторного завода в Ленинграде и строительством завода в Харькове для производства копии трактора International Harvester.
Кальдер также руководил строительством тракторного завода в Челябинске, чей сборочный цех, который, как хвастались Советы, станет самым большим зданием в мире, должен был выпускать пятьдесят тысяч тракторов «Сталинец» в год. Производство началось в 1933 году с копии гусеницы Caterpillar; Советы, как правило, не платили гонорары американскому патентообладателю. Леон А. Сваджян, руководивший строительством крупного завода Ford в Ривер-Руж, руководил расширением небольшого тракторного завода в Ленинграде и строительством завода в Харькове для производства копии трактора International Harvester.
Разочарование, которое испытали американские менеджеры, инженеры и мастера, пытавшиеся запустить тракторные заводы, имея дело с советскими чиновниками и рабочими, едва ли превосходило разочарование, с которым столкнулись американцы, помогавшие крестьянам пользоваться машинами. Гарольд М. Уэр, американец, отправился в Россию со своей женой и восемью американскими фермерами в 1922 году, чтобы научить крестьян управлять тракторами. Сам Троцкий приветствовал группу. Он отметил, что почти все они были американцами скандинавского происхождения в первом поколении, и заметил: «Итак, за одно поколение вы превращаете скандинавских крестьян в американских фермеров и американских трактористов. Ну, мы можем и русских мужиков так переделать». Это одно поколение оказалось очень долгим и трудным для Советского Союза.
Сам Троцкий приветствовал группу. Он отметил, что почти все они были американцами скандинавского происхождения в первом поколении, и заметил: «Итак, за одно поколение вы превращаете скандинавских крестьян в американских фермеров и американских трактористов. Ну, мы можем и русских мужиков так переделать». Это одно поколение оказалось очень долгим и трудным для Советского Союза.
Все большее количество тракторов, произведенных в Советском Союзе после 1930 года, страдали от протекающих радиаторов, плохо отлитых головок цилиндров, ослабленных подшипников и сломанных пружин клапанов. Один из вернувшихся американских инструкторов написал: «Я не могу передать, как плохо русские обращаются со своей техникой. . . . Тракторов, годных на десятилетнюю тяжелую работу, хватит там на три сезона. . . . [Русскому рабочему] все равно, бежит он или нет. На самом деле, если он не работает, у него больше времени на сон, а сон — это то, что он любит».
Неистовые усилия по выполнению производственных квот привели к поломке многих машин; один заведующий совхозом принимал американских специалистов с револьвером на столе — не очень научный инструмент управления. Делегация Ford Motor Company из пяти человек, совершившая в 1926 году поездку по стране за семь тысяч миль, обнаружила, что Советы одержимы диаграммами, диаграммами и цветными таблицами цифр, которые ничего не значат. После того, как ей показали схему, на которой указано большое количество мастерских по ремонту тракторов в Украине, делегация не смогла найти там ни одного приемлемого предприятия. Они нашли современные станки и логичную планировку, но на грязных фабриках с ленивыми, плохо контролируемыми рабочими. В конфиденциальном отчете компании Ford группа выразила свое потрясение тем, что политическим соображениям было позволено перевесить технические.
Делегация Ford Motor Company из пяти человек, совершившая в 1926 году поездку по стране за семь тысяч миль, обнаружила, что Советы одержимы диаграммами, диаграммами и цветными таблицами цифр, которые ничего не значат. После того, как ей показали схему, на которой указано большое количество мастерских по ремонту тракторов в Украине, делегация не смогла найти там ни одного приемлемого предприятия. Они нашли современные станки и логичную планировку, но на грязных фабриках с ленивыми, плохо контролируемыми рабочими. В конфиденциальном отчете компании Ford группа выразила свое потрясение тем, что политическим соображениям было позволено перевесить технические.
Но через все это скептически настроенные и непокорные крестьяне постепенно покорились и стали требовать больше тракторов. Ко Второй мировой войне американские специалисты и тракторы преимущественно американской разработки существенно облегчили сталинскую жестокую коллективизацию сельского хозяйства в Советском Союзе.
Помимо тракторов, россияне жаждали знаменитых легковых и грузовых автомобилей Ford. В 1919 году в Детройте побывала делегация советской торговой корпорации «Амторг» и Московского автомобильного треста.28, через год после того, как Форд перешел с модели Т на модель А. Компания Форда проявила интерес к переговорам с Советским Союзом, поскольку мировые продажи модели Т пошли на убыль, а советские заказы на тракторы Fordson упали. В мае 1929 года Ford Motor Company подписала контракт с Высшим экономическим советом Советского Союза, в котором она согласилась предоставить подробные планы строительства и оборудование для заводов, которые в конечном итоге будут производить сто тысяч автомобилей модели A и грузовиков модели AA в год. Компания «Остин», инженерно-консалтинговая фирма из Кливленда, должна была руководить возведением производственного предприятия, сборочного предприятия и модельного города для рабочих в Нижнем Новгороде (переименованном в Горьком в 1932). Альберт Кан руководил строительством небольшого сборочного завода в Москве. Эти заводы должны были собирать импортные детали до тех пор, пока не заработает завод советского производства.
В 1919 году в Детройте побывала делегация советской торговой корпорации «Амторг» и Московского автомобильного треста.28, через год после того, как Форд перешел с модели Т на модель А. Компания Форда проявила интерес к переговорам с Советским Союзом, поскольку мировые продажи модели Т пошли на убыль, а советские заказы на тракторы Fordson упали. В мае 1929 года Ford Motor Company подписала контракт с Высшим экономическим советом Советского Союза, в котором она согласилась предоставить подробные планы строительства и оборудование для заводов, которые в конечном итоге будут производить сто тысяч автомобилей модели A и грузовиков модели AA в год. Компания «Остин», инженерно-консалтинговая фирма из Кливленда, должна была руководить возведением производственного предприятия, сборочного предприятия и модельного города для рабочих в Нижнем Новгороде (переименованном в Горьком в 1932). Альберт Кан руководил строительством небольшого сборочного завода в Москве. Эти заводы должны были собирать импортные детали до тех пор, пока не заработает завод советского производства. Обмен несколькими сотнями советских и фордовских мастеров и инженеров сгладил процесс.
Обмен несколькими сотнями советских и фордовских мастеров и инженеров сгладил процесс.
Отношение Генри Форда изменилось с тех пор, как он написал «Моя жизнь и работа». «Россия начинает строиться, — заявил он, добавив, — я давно убежден, что мы никогда не сможем построить уравновешенный экономический порядок в мире, пока каждый народ не станет максимально самодостаточным. . . . Народы будут делать то, что делает Россия». Он считал, что контракт даст Советам полувековой опыт; индустриализация означала процветание, а процветание способствовало бы установлению мира во всем мире. Те, кто помнил амбициозную авантюру Форда с его кораблем мира во время Первой мировой войны, вряд ли могли сомневаться в его искренности, а также в его решимости продавать автомобили.
Вокруг Генри Форда вырос эмоциональный культ, когда Советский Союз закупил тракторы, а затем и средства для их производства.
Когда нижегородский сборочный завод начал производство в феврале 1930 года, горожане праздновали с энтузиазмом, но советские чиновники проницательно настаивали на том, чтобы надзиратель Форда отправился в роскошный отпуск на Черное море на два месяца, пока они не убедились, что сборочные заводы в Нижнем Новгороде и Москва бежала бы без него.
19 января32 начало работу крупное производственное предприятие. На Волге образовалась река Руж; Москвичи могут владеть Model A. На бумаге Форд потерял деньги на договоренности; Советы закупили менее половины машин, на которые они заключили контракт. Но поскольку компания тогда переходила на двигатели V-8, опыт Нижнего Новгорода позволил ей избавиться от производственного оборудования на три миллиона долларов, которое в противном случае было бы утилизировано.
Силовики технологической революции также отважились на невероятный подвиг, построив сталелитейный комплекс на базе завода в Гэри, штат Индиана. Он простирался за Уралом в Магнитогорске, деревне возле двух небольших гор, богатых намагниченным железом, которые вызывали суеверия и интерес с тех пор, как первые исследователи заметили, как там отклонялась стрелка их компаса. Горы добывались с восемнадцатого века, но из-за примитивного транспорта и больших расстояний от Урала до рынков в западной России производство железа оставалось небольшим. Теперь советское руководство планировало построить не что иное, как крупнейший и самый современный в мире завод по производству чугуна. Он будет включать установки для магнитной сепарации, обогащения и спекания руды; восемь гигантских полуторасоттонных доменных печей; двадцать восемь (позже сорок две) мартеновских печи; три преобразователя Бессемера; сорок пять коксовых печей; и три прокатных стана. Эти объекты будут лишь частью более крупного регионального комплекса, включающего золотые, платиновые, серебряные, медные, никелевые, свинцовые и алюминиевые рудники; машиностроительные и оружейные заводы; тракторные и вагоностроительные работы; нефтяные месторождения и нефтеперерабатывающие заводы; и транспортные линии к угольным источникам даже в Сибири. Эта схема, которая также предусматривала создание социалистических трудовых коллективов на бесплодных землях, называлась Урало-Кузнецкий комбинат. Советы хотели показать, что они могут извлечь уроки из капиталистической системы производства и превзойти ее.
Теперь советское руководство планировало построить не что иное, как крупнейший и самый современный в мире завод по производству чугуна. Он будет включать установки для магнитной сепарации, обогащения и спекания руды; восемь гигантских полуторасоттонных доменных печей; двадцать восемь (позже сорок две) мартеновских печи; три преобразователя Бессемера; сорок пять коксовых печей; и три прокатных стана. Эти объекты будут лишь частью более крупного регионального комплекса, включающего золотые, платиновые, серебряные, медные, никелевые, свинцовые и алюминиевые рудники; машиностроительные и оружейные заводы; тракторные и вагоностроительные работы; нефтяные месторождения и нефтеперерабатывающие заводы; и транспортные линии к угольным источникам даже в Сибири. Эта схема, которая также предусматривала создание социалистических трудовых коллективов на бесплодных землях, называлась Урало-Кузнецкий комбинат. Советы хотели показать, что они могут извлечь уроки из капиталистической системы производства и превзойти ее.
Крестьяне из России и кочевники из Сибири — некоторые из них были беглецами из вновь коллективизированных хозяйств — устремились в Магнитогорск в поисках работы еще до появления инженеров из Советского Союза и из-за рубежа. Компания Arthur G. McKee & Company из Кливленда была основным иностранным подрядчиком. Немецкая фирма построила прокатный стан; коксохимический завод был построен американской фирмой Koppers and Company. Различные советские организации контролировали строительство мартеновских печей, транспортной системы, водопровода и других объектов. Freyn Engineering, еще одна американская консалтинговая и инжиниринговая фирма, присоединилась к советским инженерам при проектировании и строительстве Кузнецкого металлургического завода, еще одной части регионального плана. Четырнадцать инженеров Freyn уже, начиная с 1927, консультировал Советы по развитию их металлургической промышленности.
Джон Скотт, молодой американец, работавший в сталелитейном городе России, оставил отчет о своем опыте. Он писал, что видел много пота и крови, но также и «великолепный завод». Скотт бросил Висконсинский университет в 1931 году, чтобы стать учеником сварщика в General Electric. Он был разочарован Депрессией в Соединенных Штатах; найдя мало применения своей энергии и энтузиазму дома, он решил «протянуть руку помощи в построении общества, которое, казалось, было по крайней мере на шаг впереди американского». Он жил с рабочими, строящими магнитогорские доменные печи, и видел, как многие из них умирали или ужасно страдали от холода, голода, усталости и несчастных случаев на производстве. Тысячи политзаключенных и раскулаченных крестьян работали в Магнитогорске под охраной. Из Москвы приехали специальные представители коммунистической партии, чтобы обеспечить выполнение графиков и квот; Скотт описал их как источники инициативы и энергии, способные продвигать работу вперед, несмотря на их интриги и охоту за ересью. Он заключил в 1942, что «неукротимая воля Сталина и его безжалостное упорство обусловили строительство Магнитогорска и всего Уральского и Западно-Сибирского промышленных районов».
Он писал, что видел много пота и крови, но также и «великолепный завод». Скотт бросил Висконсинский университет в 1931 году, чтобы стать учеником сварщика в General Electric. Он был разочарован Депрессией в Соединенных Штатах; найдя мало применения своей энергии и энтузиазму дома, он решил «протянуть руку помощи в построении общества, которое, казалось, было по крайней мере на шаг впереди американского». Он жил с рабочими, строящими магнитогорские доменные печи, и видел, как многие из них умирали или ужасно страдали от холода, голода, усталости и несчастных случаев на производстве. Тысячи политзаключенных и раскулаченных крестьян работали в Магнитогорске под охраной. Из Москвы приехали специальные представители коммунистической партии, чтобы обеспечить выполнение графиков и квот; Скотт описал их как источники инициативы и энергии, способные продвигать работу вперед, несмотря на их интриги и охоту за ересью. Он заключил в 1942, что «неукротимая воля Сталина и его безжалостное упорство обусловили строительство Магнитогорска и всего Уральского и Западно-Сибирского промышленных районов».
Большинство высокопоставленных сотрудников таких проектов были обучены как политическим догмам, так и техническим навыкам. Инженеры старого режима всегда вызывали подозрение, но, как правило, они были гораздо лучше подготовлены, чем молодые инженеры, только что окончившие советские школы. Но инженерам с дипломами советских техникумов платили в шесть-восемь раз больше, чем неквалифицированным рабочим; менеджеры высшего звена зарабатывали до тридцати раз больше, чем рабочие; а иностранные инженеры, в том числе американцы, имели самую высокую зарплату и самый высокий уровень жизни.
Американец был главным консультантом на Днепровской ГЭС; Американские фирмы поставляли сталь, тяжелое оборудование, турбины и многое другое.
Советские проектировщики пригласили немца Эрнста Мая, одного из ведущих европейских архитекторов-авангардистов, для планирования рабочего города Магнитогорска. Мэй использовал фабричные технологии для строительства современных жилых поселков во Франкфурте в 1920-х годах, и советское руководство явно стремилось наладить не только современную промышленность, но и современный образ жизни. Социалистический город, который он построил, не был, по словам Скотта, «на самом деле очень хорошим примером социалистического города». Он состоял из пятидесяти больших многоквартирных домов с балконами в три, четыре и пять этажей, окружавших открытые площади, фонтаны, цветники и детские площадки. К 1937 квартиры были отчаянно переполнены, вмещая до пяти человек в комнату. В квартирах было электричество, центральное отопление, водопровод и ванны, но ванны обычно использовались для хранения вещей; русские предпочитали свои традиционные общинные бани.
Социалистический город, который он построил, не был, по словам Скотта, «на самом деле очень хорошим примером социалистического города». Он состоял из пятидесяти больших многоквартирных домов с балконами в три, четыре и пять этажей, окружавших открытые площади, фонтаны, цветники и детские площадки. К 1937 квартиры были отчаянно переполнены, вмещая до пяти человек в комнату. В квартирах было электричество, центральное отопление, водопровод и ванны, но ванны обычно использовались для хранения вещей; русские предпочитали свои традиционные общинные бани.
Несмотря на всех иностранных консультантов, советников и оборудование, несмотря на интенсивные усилия по обучению и воспитанию, и несмотря на решимость партийных представителей, Магнитогорск испытывал бесконечные разочарования. Неквалифицированная рабочая сила злоупотребляла импортным оборудованием; нереалистичные расписания порождали ярлыки и искажали отчеты о проделанной работе; транспортные средства и погрузочно-разгрузочные работы были перегружены; запасы часто заканчивались катастрофически, но неожиданно. В конце периода первой пятилетки работы настолько отставали, что графики были перенесены на конец последующей второй пятилетки.
В конце периода первой пятилетки работы настолько отставали, что графики были перенесены на конец последующей второй пятилетки.
Примерно в 1934 году акцент начал смещаться со строительства заводов на производство. Передача ответственности русским шла полным ходом в 1936 и 1937 годах. Иностранных инженеров, которых Советский Союз баловал, теперь стали обвинять в обструкционистской тактике. Молодые советские инженеры набрались опыта и начали пользоваться авторитетом и уважением, которыми раньше пользовались иностранцы. Стали проявлять себя и русские батраки. Цветущая мельница, которая часто закрывалась в 1934 к 1935 году начал перерабатывать всю сталь, которую его мартеновские печи могли производить. Прокатный стан, который не мог эффективно работать в 1934 году, в следующем году также работал на полную мощность. К 1938 году Скотт подсчитал, что региональный завод Урал-Кузнецкий-комбинат по-прежнему производил только около 45 процентов запланированной продукции, но на него произвело впечатление чудо, сотворенное в пустынной пустыне. Магнитогорск производил больше чугуна, чем все заводы Чехословакии, Италии и Польши вместе взятые. Тем не менее, его полная мощность в ближайшем будущем не могла производить достаточно металла даже для стальных рельсов, необходимых для строительства железнодорожной системы, необходимой гигантскому региональному комплексу, частью которого он был.
Магнитогорск производил больше чугуна, чем все заводы Чехословакии, Италии и Польши вместе взятые. Тем не менее, его полная мощность в ближайшем будущем не могла производить достаточно металла даже для стальных рельсов, необходимых для строительства железнодорожной системы, необходимой гигантскому региональному комплексу, частью которого он был.
С углублением Великой депрессии на Западе и подъемом фашизма в Германии и Италии в 1930-х годах сталинская политика изменилась с зависимости от иностранных инженеров и промышленников на опору на новую волну советских инженеров, обученных после 1917 года. Сталин всегда намеревался что советские технологии и промышленность должны догнать и превзойти западные; по мере приближения войны Советский Союз стал еще более полон решимости установить свою самодостаточность. Во время Второй мировой войны Советы в значительной степени опирались на массивные системы производства, которые были созданы с помощью Америки, а производство дополнялось оборудованием, полученным по ленд-лизу от союзников. После войны Сталин, Никита Хрущев и Леонид Брежнев пытались сохранить впечатляющую мощь своей страны, полностью полагаясь на собственных инженеров, ученых, рабочих и менеджеров. Советские военные и космические технологии свидетельствовали об успехе, но, несмотря на эти вершины технологического совершенства, существовало множество долин технологической и промышленной посредственности, особенно в производстве товаров народного потребления. Централизованное планирование — командная экономика — не работало для разросшейся национальной экономики Советского Союза, как это было для ограниченных организаций, таких как Ford Motor Company в 19-м веке.20 с.
После войны Сталин, Никита Хрущев и Леонид Брежнев пытались сохранить впечатляющую мощь своей страны, полностью полагаясь на собственных инженеров, ученых, рабочих и менеджеров. Советские военные и космические технологии свидетельствовали об успехе, но, несмотря на эти вершины технологического совершенства, существовало множество долин технологической и промышленной посредственности, особенно в производстве товаров народного потребления. Централизованное планирование — командная экономика — не работало для разросшейся национальной экономики Советского Союза, как это было для ограниченных организаций, таких как Ford Motor Company в 19-м веке.20 с.
Сейчас, в 1980-х годах, Михаил Горбачев, столь же решивший, как когда-то Ленин, восстановить Советский Союз как современную нацию, основанную на науке и технике, изобретательно ищет источники застоя. Он уже предложил институциональные, социальные и психологические изменения; он также способствовал значительному расширению контактов с зарубежными технологиями и наукой через совместные советско-иностранные, в том числе американские, технологические и промышленные предприятия. Компании Соединенных Штатов, которые в настоящее время участвуют или планируют промышленные проекты в Советском Союзе, включают Archer-Daniels-Midland с ее передовой технологией переработки кукурузы; Honeywell, которая согласилась помочь модернизировать около сотни советских заводов по производству удобрений; Dresser Industries и Combustion Engineering, Inc., участвующие в совместных предприятиях по производству оборудования для нефтяной промышленности; и Occidental Petroleum, давний лидер советско-американской торговли, в настоящее время помогающий строить нефтехимический завод стоимостью шесть миллиардов долларов у Каспийского моря.
Компании Соединенных Штатов, которые в настоящее время участвуют или планируют промышленные проекты в Советском Союзе, включают Archer-Daniels-Midland с ее передовой технологией переработки кукурузы; Honeywell, которая согласилась помочь модернизировать около сотни советских заводов по производству удобрений; Dresser Industries и Combustion Engineering, Inc., участвующие в совместных предприятиях по производству оборудования для нефтяной промышленности; и Occidental Petroleum, давний лидер советско-американской торговли, в настоящее время помогающий строить нефтехимический завод стоимостью шесть миллиардов долларов у Каспийского моря.
Во время Второй мировой войны Советы сильно опирались на мощную промышленную базу, созданную к тому времени с помощью Америки.
Прошлая роль Америки в строительстве Советского Союза способствовала как великолепному успеху, так и мучительному провалу в усилиях, движимых как истинным идеализмом, так и безжалостным напором. На самом деле можно провести аналогии между трансформацией России и более ранним ростом технологий в нашей собственной стране. Примерно до 1850 года европейцы, особенно британцы, считали американскую технологию сырой. Обрушившиеся деревянные мосты, шаткие железные дороги и взрывающиеся пароходные котлы были обычным явлением. Хотя американские изобретения на выставке в Хрустальном дворце в Лондоне в 1851 году были сочтены гениальными, и в то время ходили слухи о новой американской системе производства, Великобритания все еще чувствовала себя в безопасности и превосходила свое технологическое превосходство. Американцы в течение столетия активно заимствовали технологические знания из Европы. Но всего полвека спустя рост американского производства и патентов сделал Великобританию второразрядной державой. Михаила Горбачева может воодушевить тот факт, что между окончанием американской революции и началом американского технологического и промышленного превосходства прошло более века. Возможно, он с нетерпением ждет 2017 года.
Примерно до 1850 года европейцы, особенно британцы, считали американскую технологию сырой. Обрушившиеся деревянные мосты, шаткие железные дороги и взрывающиеся пароходные котлы были обычным явлением. Хотя американские изобретения на выставке в Хрустальном дворце в Лондоне в 1851 году были сочтены гениальными, и в то время ходили слухи о новой американской системе производства, Великобритания все еще чувствовала себя в безопасности и превосходила свое технологическое превосходство. Американцы в течение столетия активно заимствовали технологические знания из Европы. Но всего полвека спустя рост американского производства и патентов сделал Великобританию второразрядной державой. Михаила Горбачева может воодушевить тот факт, что между окончанием американской революции и началом американского технологического и промышленного превосходства прошло более века. Возможно, он с нетерпением ждет 2017 года.
Сегодня Советский Союз остается гигантской сценой, на которой может разыгрываться технологическая драма созидания и строительства. Если история повторится и крупномасштабная передача американских технологий произойдет еще раз, возможно, американцы правого политического спектра увидят в этом просто еще один безжалостный захват власти Империей Зла, а, возможно, левые увидят лишь мотивированная прибылью распродажа западных промышленников. Скорее всего, основная мотивация будет такой же, как и в прошлый раз. С 1917 Революция Многие Советы, особенно те, которые считают себя наследниками Ленина, пошли по пути технологической трансформации, которая отбрасывает в тень борьбу за власть и экономическое маневрирование. Они глубоко восхищались Соединенными Штатами и завидовали им, поскольку на протяжении более двух столетий они были строительной площадкой, на которой в основном бедные и целеустремленные люди превращали пустыню в мощную систему производства.
Если история повторится и крупномасштабная передача американских технологий произойдет еще раз, возможно, американцы правого политического спектра увидят в этом просто еще один безжалостный захват власти Империей Зла, а, возможно, левые увидят лишь мотивированная прибылью распродажа западных промышленников. Скорее всего, основная мотивация будет такой же, как и в прошлый раз. С 1917 Революция Многие Советы, особенно те, которые считают себя наследниками Ленина, пошли по пути технологической трансформации, которая отбрасывает в тень борьбу за власть и экономическое маневрирование. Они глубоко восхищались Соединенными Штатами и завидовали им, поскольку на протяжении более двух столетий они были строительной площадкой, на которой в основном бедные и целеустремленные люди превращали пустыню в мощную систему производства.
Об этом свидетельствуют бесчисленные высказывания первых большевиков. Советские лидеры всегда надеялись уловить этот дух и наполнить им своих людей. В 19Консервативные американские инженеры и промышленники 20-х годов распознали в своих российских коллегах этот родственный дух изобретательства и развития. Они даже чувствовали, что Советы, как и обычные американцы, верили, что технологии могут помочь им принести как товары, так и хорошую жизнь. Возможно, этот технологический дух отражает больше общего между двумя народами, чем мы думали. Это могло бы стать мостом для длительного творческого диалога между двумя народами строителей.
Они даже чувствовали, что Советы, как и обычные американцы, верили, что технологии могут помочь им принести как товары, так и хорошую жизнь. Возможно, этот технологический дух отражает больше общего между двумя народами, чем мы думали. Это могло бы стать мостом для длительного творческого диалога между двумя народами строителей.
Оглядываясь назад на историю Team 1 Plastics
Перейти к содержимому Оглядываясь назад на историю Team 1 PlasticsОглядываясь назад на историю Team 1 Plastics
В рамках ежегодного празднования своего 30-летия компания Team 1 Plastics, занимающаяся литьем пластмасс под давлением для транспортной отрасли, отмечает различные вехи своей истории посредством серия статей. В статье этого месяца рассказывается о том, как холодная война повлияла на решения Team 1 Plastics о покупке прессов для литья под давлением.
В 1987 году трое первоначальных владельцев Team 1 Plastics, Крейг Каррел, Гэри Григовски и Джим Капо, формулировали свои планы по открытию компании. Главное решение, которое необходимо было принять, заключалось в том, какие прессы для литья под давлением будут закуплены. Надежность и качество этих машин могли создать или разрушить компанию, а деньги были ограничены. Трое мужчин посвятили много времени и исследований, чтобы определить, какую марку и размер прессов нужно приобрести.
Главное решение, которое необходимо было принять, заключалось в том, какие прессы для литья под давлением будут закуплены. Надежность и качество этих машин могли создать или разрушить компанию, а деньги были ограничены. Трое мужчин посвятили много времени и исследований, чтобы определить, какую марку и размер прессов нужно приобрести.
Мужчины решили купить два 90-тонные прессы от Toshiba Machine Company. По словам Крейга Каррела, президента Team 1 Plastics: «Мы изучили нашу первую покупку машины и остановились на Toshiba, потому что Джим Капо знал, что многие из наших потенциальных японских клиентов использовали машины Toshiba и были бы очень довольны, если бы Team 1 использовала их. Прессы, произведенные Toshiba, имели превосходную репутацию качества, и мы могли финансировать покупку через их лизинговую компанию.
«Мы заказали две одинаковые формовочные машины Toshiba весом 90 метрических тонн, думая, что нам нужна прямая резервная копия. В случае проблем с одной машиной мы могли перенести детали на другую идентичную машину», — сказал Каррел. «Мы знали, что нашим потенциальным японским клиентам придется транспортировать мелкие детали, и наш опыт работы с пластмассами Celanese со смолами, нейлонами, ацеталями и полиэфирами соответствует этому размеру тоннажа».
«Мы знали, что нашим потенциальным японским клиентам придется транспортировать мелкие детали, и наш опыт работы с пластмассами Celanese со смолами, нейлонами, ацеталями и полиэфирами соответствует этому размеру тоннажа».
Решение принято, заказ размещен. Потом появилась первая морщинка. У Toshiba не было на складе двух 90-тонных прессов — была только одна.
«Если бы мы действительно хотели две 90-тонные машины, — сказал Каррел, — нам пришлось бы ждать прибытия второй машины из Японии. Это отсрочит запланированную дату запуска компании».
Однако у Toshiba был на складе 120-тонный пресс. «Мы решили, что будем покупать 90- и 120-тонные машины. Это оказалось очень удачным решением, потому что наша самая первая работа от Regal Plastics подходила только для 120-тонной машины. Мы бы не смогли запустить его, если бы у нас было всего 90-тонные машины».
Вскоре после того, как владельцы Team 1 решили приобрести печатные машины у Toshiba Machine Company, о Toshiba были опубликованы тревожные новости. Было обнаружено, что, начиная с 1981 года, Toshiba Machine и Kongsberg Vaapenfabrik продавали секретные технологии Советам в нарушение правил Координационного комитета по многостороннему экспортному контролю (COCOM).
Было обнаружено, что, начиная с 1981 года, Toshiba Machine и Kongsberg Vaapenfabrik продавали секретные технологии Советам в нарушение правил Координационного комитета по многостороннему экспортному контролю (COCOM).
Согласно статье в New York Times, Затоплен Японией и Норвегией , «Под ложным предлогом компании отправили в Советский Союз оборудование, которое позволит русским производить более тихие гребные винты для подводных лодок. Советские подводные лодки теперь станет намного труднее обнаружить».
«Эксперты по обороне заявили, что продажа, которая оставалась незамеченной в течение нескольких месяцев, серьезно поставила под угрозу безопасность американских военно-морских сил», — говорится в статье «Чикаго трибьюн» Сенат все еще ощетинился из-за скандала с Toshiba . «Американские корабли могли слышать советские подводные лодки на расстоянии до 200 миль, но теперь, по словам официальных лиц, дальность слышимости составляет около 20 миль. Фрезерное оборудование, проданное Советам, позволило им сделать более тихие винты подводных лодок.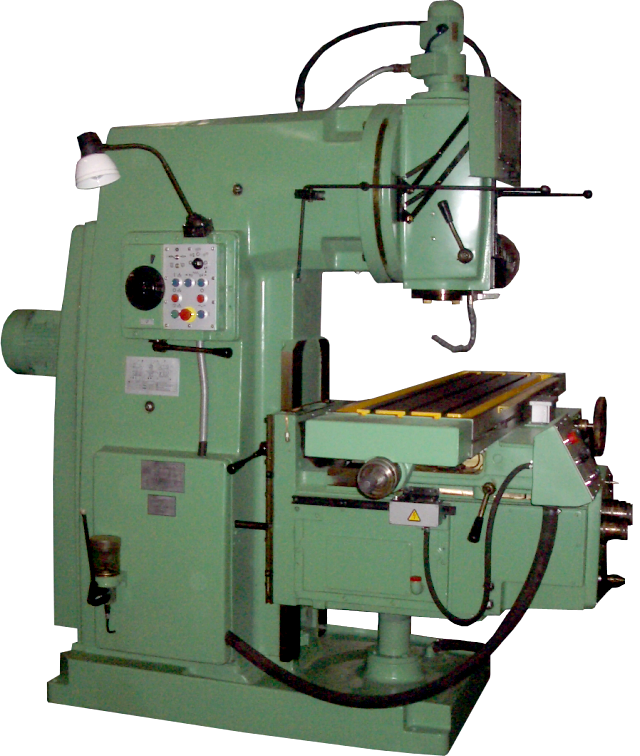 «С этой продажей мы оказываемся перед страной, выстроившей против нас подводные лодки, которые не только быстрее. . . но так же тихо, — сказал сенатор Малкольм Уоллоп (республиканец, Вайоминг).
«С этой продажей мы оказываемся перед страной, выстроившей против нас подводные лодки, которые не только быстрее. . . но так же тихо, — сказал сенатор Малкольм Уоллоп (республиканец, Вайоминг).
В 1988 году правительство США наказало Toshiba, запретив продажу их продукции в США на три года. Недостаток номер два — как раз в тот момент, когда Team 1 Plastics начинала свою деятельность и начинала расти, выбранному ею поставщику прессов для литья под давлением запретили продавать в Соединенных Штатах.
Каррел вспомнил реакцию Команды 1 на новость. «Когда мы купили два наших первых пресса, еще ничего не было известно о том, что Toshiba продает техническое оборудование русским. Когда новость, наконец, разразилась, и Конгресс запретил им продавать в США, это была разрушительная новость. Мы начали расти и были очень довольны машинами Toshiba».
Он продолжил: «Нам нужно было быстро переключать передачи. После дальнейших исследований мы решили приобрести формовочные машины Nissei — во многом по тем же причинам, по которым мы изначально выбрали Toshiba. Когда мы начали работать с Nissei, мы обнаружили, что они сопоставимы с машинами Toshiba, и они удовлетворяли наши потребности по мере нашего расширения».
Когда мы начали работать с Nissei, мы обнаружили, что они сопоставимы с машинами Toshiba, и они удовлетворяли наши потребности по мере нашего расширения».
За прошедшие годы компания добавила машины для литья под давлением других марок. Компания хотела, чтобы на заводе было как минимум два разных бренда. Поскольку у Toshiba не было выбора, компания приобрела несколько прессов для литья под давлением Mitsubishi. Затем, по словам Каррела, Sumitomo предложила компании «отличную цену за пакет машин, и мы купили несколько машин». Он добавил, что «в какой-то момент нашей истории на заводе одновременно работали четыре разных бренда — Toshiba, Mitsubishi, Nissei и Sumitomo. Мы обнаружили, что наличие такого большого количества различных машин усложняет работу, а также увеличивает количество запасных частей».
Совсем недавно компания Team 1 Plastics приобрела прессы для литья под давлением Sodick. «Мы обнаружили Sodick, основываясь на их репутации в области линз и световодов. Их конструкция винта/плунжера сводит к минимуму количество черных пятен и стала рабочей лошадкой для наших деталей линз и световодов.