Станок консольно фрезерный вертикальный: Консольные вертикально-фрезерные станки: особенности и устройство
alexxlab | 18.04.2023 | 0 | Фрезерный
Станок фрезерный вертикальный FSV400LC, цена в Москве от компании НОВА Механика
Консольно-фрезерный станок FSV400LC с СППУ ЛИР может использоваться как для серийного, так и для штучного производства. Благодаря мощной конструкции и широкому числу оборотов на них могут обрабатываться детали из стали, чугуна и легких металлов инструментами из быстрорежущей стали и твердосплавными инструментами.
Фрезерные станки серии FS являются доработанными с точки зрения электрической части эквивалентами станков, ранее производимых фирмой Heckert (FSS, FW, FU), аналогами вертикально-фрезерных станков 6Т13, производства СНГ (СССР), а также эквивалентами FSS450TNC.
Станки серии FS могут быть изготовлены по специальному исполнению.
Специальное исполнение включает в себя следующие опции:
— увеличение скоростей подач по осям;
— увеличение скорости вращения шпинделя;
— бесступенчатое регулирование скоростей вращения шпинделя;
— увеличение размеров стола;
— увеличение высоты обработки детали.
Станки серии FS выступают аналогами современных европейских фрезерных станков, обеспечивая достойный функционал и отличное сочетание цены и качества.
Технические характеристики
| Параметр | Значение |
| Размер рабочей зоны: | |
| Длина рабочей поверхности стола, мм | 1600 |
| Ширина рабочей поверхности стола, мм | 400 |
| Расстояние от поверхности стола до торца вертикального шпинделя, мм — в нижнем положении — в верхнем положении | 500 100 |
| Расстояние от колонны до оси шпинделя, мм | 450 |
| Максимальная нагрузка на стол, кг | 1500 |
| Ширина Т-образного паза, мм | 18 |
| Число Т-образных пазов, шт | 5 |
| Равномерный шаг пазов, мм | 63 |
| Наибольшие перемещения стола: | |
| Перемещение продольное, мм | 1120 |
| Перемещение поперечное, мм | 345 |
| Перемещение вертикальное, мм | 400 |
| Перемещение стола на один оборот лимба, мм: — продольное (ось Х) — поперечное (ось Y) — вертикальное (ось Z) | 5 5 2 |
| Перемещение стола на одно деление лимба, мм | 0,05 |
| Шпиндель: | |
| Конус шпинделя (Стандартизированное обозначение — хвостовик 1-50 ГОСТ 25827-93) | ISO 50 |
| Минимальная частота вращения шпинделя, об/мин | 28 |
| Максимальная частота вращения шпинделя, об/мин | 1400 |
| Максимальная мощность шпинделя, кВт | 11 |
| Максимальный крутящий момент на шпинделе, Нм | 1850 |
| Количество скоростей вращения шпинделя, шт | 18 |
| Диаметр переднего подшипника, мм | 100 |
| Диаметр торцевой фрезы, мм | 315 |
Угол поворота вертикальной фрезерной головки в обе стороны, град. | ±45 |
| Перемещение пиноли, мм | 90 |
| Система приводов: | |
| Мощность привода, кВт | 6,3 |
| Рабочие подачи по осям, мм/мин: -продольная(ось Х) — поперечная(ось Y) -вертикальная(ось Z) | 0 – 1250 0 – 1250 0 – 400 |
| Ускоренные подачи по осям, мм/мин: -продольная (ось Х) -поперечная (ось Y) -вертикальная (ось Z) | 3000 3000 900 |
| Система подачи СОЖ: | |
| Мощность электронасоса СОЖ, кВт | 0,1 |
| Производительность электронасоса СОЖ, л/мин | 10 |
| Требование к рабочей среде станка: | |
| Уровень шума, дБ | 80 |
| Напряжение, В/Гц | 380/50 |
| Потребляемая мощность, кВт | 17 |
| Точность: | |
| Точность позиционирования в продольном направлении (по упору), мкм | ±25 |
| Точность геометрических форм и расположения обработанных поверхностей на длине 100 мм: Допуск плоскостности, мм Допуск параллельности, мм Допуск перпендикулярности, мм | 0,02 0,03 0,02 |
| Шероховатость обработанных поверхностей Ra, мкм | 1,25 |
| Класс точности должен соответствовать (ГОСТ 8-82) | Н |
| Габариты станка: | |
| Длина, мм | 2330 |
| Ширина, мм | 2145 |
| Высота, мм | 2410 |
| Масса, кг | 4150 |
Вертикальный консольно-фрезерный станок с ЧПУ STALEX XK7136C
Описание
Вертикальный консольно-фрезерный станок с ЧПУ XK7136C предназначен для выполнения фрезерных, сверлильных и расточных работ, оборудован современной системой числового управления Fanuc 0i mate-MF(5) и применяется для обработки сложных поверхностей, пресс-форм, матриц и других деталей машиностроения.
Основные узлы выполнены из высокопрочных сплавов. Высокая мощность и усиленная конструкция позволяют обрабатывать изделия с высокой производительностью чему способствуют ускоренные перемещения рабочего стола в поперечном, продольном и вертикальном направлении. Оборудован электронным маховичком, автоматической центральной системой смазки, сервопривод.
На шпинделе установлены подшипники FAG(Германия)
Стандартная комплектация:
- ЧПУ Fanuc 0i mate-MF(5)
- Централизованная система смазки
- Набор инструмента для обслуживания
- Фундаментные анкерные болты М20х500 мм (4 шт.)
- Масленка
- Инструкция на русском языке
Технические характеристики
| STALEX XK7136C CNC | |
| Размер стола, мм | 360×1325 |
| Т пазы (кол-во), шт. | 3 |
| Ширина Т пазов, мм | 14 |
| Расстояние между Т пазами, мм | 95 |
| Перемещение стола | 1050×400 |
| Перемещение по оси Z | 460 |
| Скорость подачи стола по оси X, мм/мин | 2-2000 |
| Скорость подачи стола по оси Y, мм/мин | 2-2000 |
| Скорость подачи по оси Z, мм/мин | 3000 |
| Ускоренная подача стола по осям X, Y, мм/мин | 3000 |
| Ускоренная подача по оси Z, мм/мин | 3000 |
| Максимальная нагрузка на стол, кг | 400 |
| Конус шпинделя | BT40 |
Макс. крутящий момент, Nm крутящий момент, Nm |
1000 |
| Частота вращения шпинделя, об/мин | 6000 |
| Расстояние от торца шпинделя до поверхности стола, мм | 100-560 |
| Расстояние от направляющей колонны до оси шпинделя, мм | 500 |
| Сервомоторы X/Y/Z, кВт | 1,5/1,5/2,0 |
| Точность позиционирования, мм | 0,025 |
| Точность повторяемости, мм | 0,015 |
| Мощность основного привода, кВт | 5,5 |
| Мощность насоса СОЖ, кВт | 3 |
| Габаритные размеры (Д × Ш × В), мм | 2500×2200×2300 |
| Масса нетто, кг | 2 800 |
- Вертикальный консольно-фрезерный станок с ЧПУ STALEX XK5040
Обычный вертикально-фрезерный станок – MorekTECHTechniki Wytwarzania i Procesy Technologiczne
Фрезерование после токарной обработки можно считать наиболее часто используемым методом обработки. Фрезерные станки не имеют такой долгой истории, как токарные станки. Первый фрезерный станок был разработан и построен американским инженером Эли Уитни в 1818 г. Этот фрезерный станок осуществлял вращательное движение фрезы и автоматическое перемещение рабочего стола. Более чем через 40 лет, в 1862 году, другой американец, Джозеф Роджерс Браун, запустил производство универсально-фрезерного станка. В этот период были созданы конструкции копировально-фрезерных станков, позволяющих обрабатывать предмет по пространственному очертанию шаблона. В 1953, также в США, был реализован первый автоматический фрезерный станок с электронным управлением. Однако обычные фрезерные станки использовались и используются уже более 200 лет. В этой статье я представляю основы конструкции обычного горизонтально-фрезерного и вертикально-фрезерного станка и возможную обработку на них.
Фрезерные станки не имеют такой долгой истории, как токарные станки. Первый фрезерный станок был разработан и построен американским инженером Эли Уитни в 1818 г. Этот фрезерный станок осуществлял вращательное движение фрезы и автоматическое перемещение рабочего стола. Более чем через 40 лет, в 1862 году, другой американец, Джозеф Роджерс Браун, запустил производство универсально-фрезерного станка. В этот период были созданы конструкции копировально-фрезерных станков, позволяющих обрабатывать предмет по пространственному очертанию шаблона. В 1953, также в США, был реализован первый автоматический фрезерный станок с электронным управлением. Однако обычные фрезерные станки использовались и используются уже более 200 лет. В этой статье я представляю основы конструкции обычного горизонтально-фрезерного и вертикально-фрезерного станка и возможную обработку на них.
Независимо от того, имеем ли мы дело с обычным горизонтально-фрезерным станком, основное движение передается инструменту (резцу), а дополнительно перемещение рабочего стола осуществляется, в зависимости от конструкции, либо вдоль Оси X или X и Y. В фрезерных центрах с ЧПУ выделяют конструкции, обеспечивающие 5-осевую обработку. Помимо движения по трем осям, выполняются повороты вокруг двух осей (X и Y). В этой статье я сосредоточусь на обычных фрезерных станках. Рабочий стол предназначен для крепления и зажима технологического оборудования (патронов) и заготовок.
В фрезерных центрах с ЧПУ выделяют конструкции, обеспечивающие 5-осевую обработку. Помимо движения по трем осям, выполняются повороты вокруг двух осей (X и Y). В этой статье я сосредоточусь на обычных фрезерных станках. Рабочий стол предназначен для крепления и зажима технологического оборудования (патронов) и заготовок.
Обычный вертикально-фрезерный станок – конструкция
На рисунках 1 и 2 показан обычный вертикально-фрезерный станок коленного типа с подвижной шпиндельной головкой. Обычные фрезерные станки коленного типа используются для обработки заготовок малых и средних размеров. Заготовки фиксируются и зажимаются на рабочем столе. Рабочий стол опирается на вертикально подвижную опору, также известную как кронштейн. В составе коленно-фрезерных станков различают фрезерные станки: легкие, упрощенные, серийные и универсальные.
Рис. 1. Конструкция обычного вертикально-колено-фрезерного станка с подвижной головкой.
Рис. 2. Кронштейн на обычном вертикально-колено-фрезерном станке с подвижной головкой.
На рис. 3 показан шпиндель в подвижной головке. В случае представленного фрезерного станка головка перемещается только по оси Z (вертикально). Для фиксации инструмента (фрезы) в шпинделе необходимо использовать резцедержатель с определенным конусом на одной линии с конусом в шпинделе. В обсуждаемом обычном фрезерном станке следует исходить из того, что наконечник шпинделя изготовлен в соответствии со стандартом PN-76/M-55081. Конус SK использовался в соответствии с DIN 69.871 с конусностью 7:24 с драйверами переднего блока. Задача конического гнезда — центрировать положение зажимаемых инструментов. Задача драйверов блоков – передавать крутящий момент.
Рис. 3. Шпиндель и его наконечник.
Державки (конические хвостовики) с конусом этого типа балансируются по запросу и предназначены для обычной и высокоскоростной обработки (HSM – High Speed Machining). Как правило, этот тип держателя изготавливается из хромомарганцовистой стали, науглероженной до глубины поверхностного слоя 0,7 мм. Поверхность конуса закалена и прецизионно отшлифована. Поверхностная твердость конуса составляет 58 ± 2 HRC. Конические резцедержатели прижимаются к конической посадке шпинделя винтом, проходящим через отверстие шпинделя. Другие типы конусов также используются в конструкции фрезерных шпинделей.
Поверхность конуса закалена и прецизионно отшлифована. Поверхностная твердость конуса составляет 58 ± 2 HRC. Конические резцедержатели прижимаются к конической посадке шпинделя винтом, проходящим через отверстие шпинделя. Другие типы конусов также используются в конструкции фрезерных шпинделей.
Способ крепления инструмента к показанному наконечнику шпинделя зависит от его размера и конструкции. Хвостовые фрезы и фрезы большого диаметра располагаются непосредственно в носовой части шпинделя. С другой стороны, для концевых фрез меньшего диаметра и цилиндрических хвостовиков требуются зажимные или редукционные держатели. Фрезерные оправки используются для фрезерных оправок.
Фиксация заготовки
Заготовка закрепляется и зажимается либо непосредственно на рабочем столе, либо в технологическом оборудовании, напр. в машинных тисках (рис. 4). В серийном производстве используются специальные держатели для механической обработки (рис. 5). В специальном станочном приспособлении, показанном на рис. 5, заготовка закреплена на опорной поверхности в качестве основного контактного основания, а угловая фиксация осуществляется с помощью полного болта и усеченного болта. Заготовка фиксируется с помощью двух зажимов. Перед обработкой канавки инструмент (резец) устанавливался с помощью так называемого установочного блока (на рис. 5 под левым зажимом). Само приспособление было закреплено на рабочем столе и закреплено винтами и Т-образными пазами. Пазы для винтов показаны на обеих сторонах корпуса патрона на рис. 5.
5, заготовка закреплена на опорной поверхности в качестве основного контактного основания, а угловая фиксация осуществляется с помощью полного болта и усеченного болта. Заготовка фиксируется с помощью двух зажимов. Перед обработкой канавки инструмент (резец) устанавливался с помощью так называемого установочного блока (на рис. 5 под левым зажимом). Само приспособление было закреплено на рабочем столе и закреплено винтами и Т-образными пазами. Пазы для винтов показаны на обеих сторонах корпуса патрона на рис. 5.
Рис. 4. Рабочий стол с Т-образными пазами с фиксированными и фиксированными машинными тисками.
Рис. 5. Пример специального фрезерного патрона для серийной обработки.
Прижимы различной конструкции применяются для фиксации заготовки, а также технологического оборудования на обрабатывающем столе с Т-образными пазами. На рис. 6 показана современная конструкция зажимов, используемых на станках с ЧПУ.
Иллюстрация 6. Пример современных зажимов – здесь они используются на станке с ЧПУ.
Для настройки инструмента требуется ручная настройка с помощью искры, т.е. контакт инструмента с определенной поверхностью. В держателях серийного производства (рис. 5) использовались так называемые установочные блоки, которые существенно помогали в настройке инструмента на заданный проход фрезы. Благодаря установленным блокам была получена приемлемая повторяемость лечения. В случае представленного коленчато-фрезерного станка с подвижной головкой установленный в шпинделе инструмент имеет ограниченное вертикальное перемещение. Установка инструмента относительно заготовки по оси Z и, в принципе, установка объекта относительно инструмента по оси Z требует вертикального перемещения суппорта и головки при ее движении. Настройка ширины резки зависит от положения заготовки на рабочем столе и положения стола в поперечном направлении (поперечные салазки – рис. 1). В конструкции представленного фрезерного станка предусмотрена возможность короткой поперечной подачи и длинной продольной подачи.
Значения скорости вращения шпинделя и скорости подачи
Как и в случае обычного универсального токарного станка , настройка скорости вращения шпинделя и скорости подачи заключается в установке значений из доступного диапазона постоянных значений – например, для частоты вращения главного привода это могут быть следующие значения: 500; 640; 760; 955; 1200; 1500. Значения плавного изменения параметров, в том числе частоты вращения главного привода, определялись стандартом ПН-62/М-03150 Металлообрабатывающие станки, который был окончательно отозван в 2001 году. Значения в пределах вышеупомянутый стандарт является производным от серии Renard R20. Выбор определенного значения производится установкой положения шестерен в редукторах. Имея в своем распоряжении конкретные передачи и возможные их комбинации в 2 или 3 передачи, мы можем получить постепенное изменение значений. На рис. 7 показаны циферблаты, показывающие выбранные значения частоты вращения главного привода вместе с выбранным значением скорости подачи (рис. 8) и рычаг переключения направления вращения.
8) и рычаг переключения направления вращения.
Рис. 7. Циферблаты, показывающие значения частоты вращения главного привода, скорости подачи и рычага направления вращения (слева).
На рис. 8 показан вид дисков с указанием значений частоты вращения главного привода и скорости подачи со стороны оператора.
Рис. 8. Вид дисков с указанием значений скорости основного привода (справа – больший диск) и выбранной скорости подачи (слева – меньший диск).
Установка значения скорости главного привода и значения скорости подачи задается с помощью электрического блока управления (рис. 9). Значение скорости подачи доступно в диапазоне заданных значений [мм/мин]. Часто при фрезеровании значение подачи указывается в мм/зуб, поэтому необходимо преобразовать значение в [мм/мин] и выбрать ближайшее доступное значение, но меньшее. О параметрах обработки при фрезеровании я писал в статье Фрезерование — выбор параметров обработки .
Рис. 9. Электрический блок управления – выделенные кнопки, отвечающие за установку частоты вращения главного привода, величины рабочей подачи, а также включение и выключение оборотов шпинделя.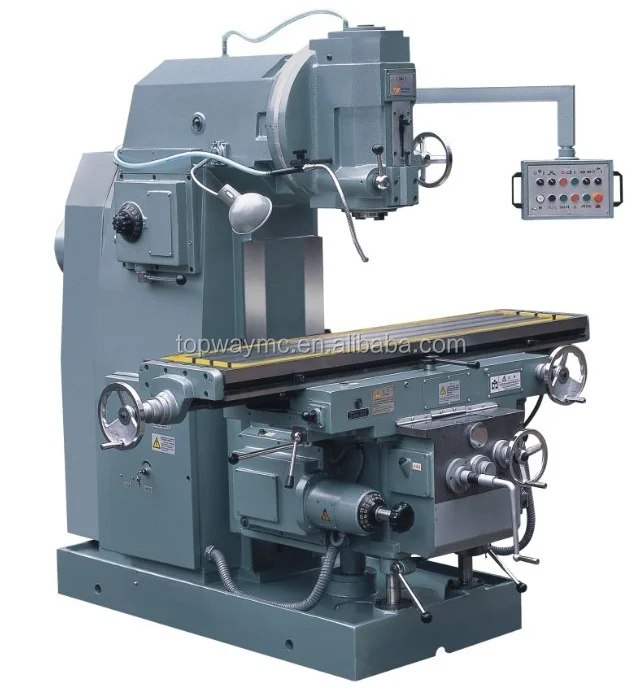
На первом этапе выбор параметров обработки состоит в выборе скорости резания для данного материала и материала лезвия. В случае обычных фрезерных и токарных станков мы имеем дело с градуированными скоростями вращения главных приводов. После определения скорости резания по классической формуле для скорости резания vc следует определить значение частоты вращения n главного привода. Затем значение скорости вращения n сравнивается с имеющимися значениями на данном станке. Обычно определяемое значение не согласуется с имеющимися, и тогда следует выбрать значение скорости n от станка, ближайшее к определяемому n, но меньшее, чем значение. Это, в свою очередь, требует пересчета скорости резания.
Ступенчатые диапазоны скоростей вращения и скорости подачи в случае обычных фрезерных и токарных станков являются следствием технологических возможностей десятилетия назад, когда числовое управление было максимально предсказуемым. В настоящее время такую градацию значений по отношению к бесступенчатому выбору значений на станках с ЧПУ можно считать недостатком. Здесь, однако, следует подчеркнуть, что в обычных токарных и фрезерных станках только решения с использованием кинематических цепей (зубчатых передач) могли обеспечить какую-либо возможность выбора скорости вращения и скорости подачи. В представленном обычном фрезерном станке переключение между отдельными значениями как частоты вращения главного привода, так и рабочей подачи происходит с помощью электроприводов, изменяющих положение шестерен. Нажав кнопку (рис. 9) оператор осуществляет одиночные коммутационные операции до тех пор, пока не будет получено требуемое значение заданного параметра.
Здесь, однако, следует подчеркнуть, что в обычных токарных и фрезерных станках только решения с использованием кинематических цепей (зубчатых передач) могли обеспечить какую-либо возможность выбора скорости вращения и скорости подачи. В представленном обычном фрезерном станке переключение между отдельными значениями как частоты вращения главного привода, так и рабочей подачи происходит с помощью электроприводов, изменяющих положение шестерен. Нажав кнопку (рис. 9) оператор осуществляет одиночные коммутационные операции до тех пор, пока не будет получено требуемое значение заданного параметра.
В случае обычного токарного станка, описанного в статье Универсальный токарный станок, конструкция и возможная обработка – основы , переключение между значениями отдельных параметров происходило путем ручного поворота рычага, что приводило к механическому переключению шестерен переключения в шестернях машины.
Рисунки 10 и 11 поясняют другие выбранные части рулевого управления и настройки.
Рис. 10. Ручка управления положением подвижной головки рассматриваемого фрезерного станка по оси Z.
Рис. 11. Ручка регулировки положения кронштейна по оси Z и ручка положения поперечных салазок рабочего стола по оси Y.
Примеры возможной обработки на вертикально-фрезерном станке с консольным коленом
На рис. 12 показаны типичные операции обработки, которые можно выполнять на этом обычном вертикально-фрезерном станке с консольным коленом:
- фрезерование плоскости фрезерной головкой или концевой фрезой (рисунок 14) – рисунок 12.а;
- фрезерование Т-образного паза специальной фрезой – рис. 12.б;
- фрезерование паза (также шпоночного паза) концевой фрезой (рис. 13) – рис. 12.в;
- фрезерование боковой поверхности концевой фрезой – рис. 12.г;
- обработка фаски под определенным углом концевой фрезой – рисунок 12.д.
Обработка фаски под определенным углом, показанная на рисунке 12.д, возможна, когда конструктивно предусмотрен поворот подвижной фрезерной головки вокруг оси Y.
Рис. 12. Возможные операции обработки на вертикальном обычном консольно-фрезерном станке: а) фрезерование плоскости фрезерной головкой или концевой фрезой; б) фрезерование Т-образного паза специальной фрезой; в) фрезерование паза концевой фрезой; г) фрезерование боковой поверхности концевой фрезой; д) обработка фаски под заданным углом концевой фрезой.
На рисунках 13 и 14 показаны примеры держателей и инструментов, используемых на обычных фрезерных станках.
Рис. 13. Пример концевой фрезы.
Рис. 14. Слева держатель инструмента, затем фрезерная головка и справа концевая фреза из быстрорежущей стали.
Конструкция и кинематика представленного обычного вертикально-консольного фрезерного станка не позволяют нарезать резьбу. Возможна обработка отверстий, но она ограничена расстоянием вершины шпинделя от рабочего стола. Технологические возможности обычных фрезерных станков по отношению к современным вертикально-фрезерным обрабатывающим центрам с ЧПУ невелики.
Модернизация и ревитализация
Интересной возможностью является модернизация или ревитализация обычного станка. Благодаря этому можно не только продлить срок службы данного станка, но прежде всего повысить точность позиционирования и обработки. Ревитализация включает в себя общий ремонт, часто модернизацию направляющих, замену приводов и новую систему управления. В рамках процесса ревитализации обычный станок превращается в станок с ЧПУ. Примером модернизации является обычный вертикально-фрезерный станок, оснащенный линейками с цифровым отсчетом (рис. 15 и 16).
Рис. 15. Модернизированный обычный фрезерный станок, оснащенный измерительными линейками и цифровой индикацией положения по отдельным осям.
Рис. 16. Измерительные линейки осей Y и Z, установленные на обычном вертикально-фрезерном станке, показанном на рис. 12.
12.
Рис. 14. Слева держатель инструмента, затем фрезерная головка и справа быстрорежущая сталь концевая фреза.
На рис. 17 показан обычный токарный станок, глубоко модернизированный фирмой SIEMENS (новые приводы, измерительные линейки, ЧПУ). В 2016 году на стенде CAMdivision на международной выставке MACH TOOL 2016 в Познани можно было увидеть, как модернизировать токарный станок.
Фото 17. Стенд CAMdivision Международная выставка MACH-TOOL 2016 – глубоко модернизированный традиционный токарный станок – SIEMENS.
Английская версия была представлена 14 июля 2022 г.
Источники
- Падеревский К., Обрабярки, WSiP 1993
- Erbel J. (red.), Encyklopedia technik wytwarzania stosowanych w przemyśle maszynowym, tom II. Обрубка скраванием. Монтаж, OWPW 1993
- Собственные заметки автора.
- Wsparcie ZAiOS Instytut Technik Wytwarzania na Wydziale Inżynierii Produkcji, Politechnika Warszawska
- Kunstetter S.
 , Narzędzia skrawające do metali. Строительство, WNT 1973
, Narzędzia skrawające do metali. Строительство, WNT 1973
Оценка образца.
Высокоскоростной плоскофрезерный станок, фрезерование, растачивание, сверление и нарезание резьбы – все эти процессы могут быть выполнены за один зажим и повышают эффективность производства и качество обработки.
Отправить запрос
Подробная информация о продукте
Наш 3-осевой обрабатывающий центр с ЧПУ, роторный 5-осевой портальный обрабатывающий центр, токарно-фрезерный станок с автоматическим ступичным подшипником тщательно разработан на основе преимуществ аналогичного продукта в стране и за рубежом, достигая самые высокие стандарты в отрасли с превосходной производительностью и высокой надежностью. Благодаря современному управлению, передовому высокотехнологичному оборудованию, превосходному качеству и разумной цене, точной дате поставки и качественному послепродажному обслуживанию, мы создали хороший имидж среди клиентов. Мы стоим на внутреннем рынке и усердно работаем над расширением международного бизнеса. Наша компания стремится способствовать развитию хлебопекарной отрасли и стать хорошим помощником для развития и роста клиентов. Мы твердо верим, что мы добьемся большего успеха с широкими целями и идеями развития при поддержке наших клиентов и друзей.
Мы стоим на внутреннем рынке и усердно работаем над расширением международного бизнеса. Наша компания стремится способствовать развитию хлебопекарной отрасли и стать хорошим помощником для развития и роста клиентов. Мы твердо верим, что мы добьемся большего успеха с широкими целями и идеями развития при поддержке наших клиентов и друзей.
Высокоскоростной фрезерный станок ALGMC1417, шариковый винт с фрезерной головкой, пневматическое протяжное устройство, привод серводвигателя, конфигурация боковой фрезерной головки Портальная фрезерная головка V5, добавление независимого устройства смазки, подъем с помощью обычного редуктора, частотное регулирование.
Main Technical Parameters
| Item | Name | ALGMC1417 |
| Structure type | Fixed beam gantry structure | Resin sand casting |
| Gantry width(mm) | 1480 | |
| | Worktable size (mm) | 1400*1700 |
| T- Ширина слота (мм) | 18 | |
x. y.z оси y.z оси | (мм) | 1400*1700*600 |
| x.ys Assis. | ||
| Z Остная скорость оси (мм/мин) | 7000-10000 | |
| Самая быстрая скорость обработки (мм/мин) | 6000 | |
| . | ||
| Re-positioning accuracy(mm) | ±0.01 | |
| Spindle | Spindle motor power | 7.5KW Servo |
| Spindle motor speed(r/min) | 0-8000 | |
| Spindle форма | Mechanical spindle | |
| Spindle model brand | BT40 | |
| Cooling form | Water cooling |
ALGMC1417 high speed surface milling machine,milling, boring, drilling and tapping all these processes can be производится за один зажим и повышает эффективность производства и качество обработки.
Лазерный Интерферометр0003
Профессиональное оборудование для самотестирования для определения лучших продуктов.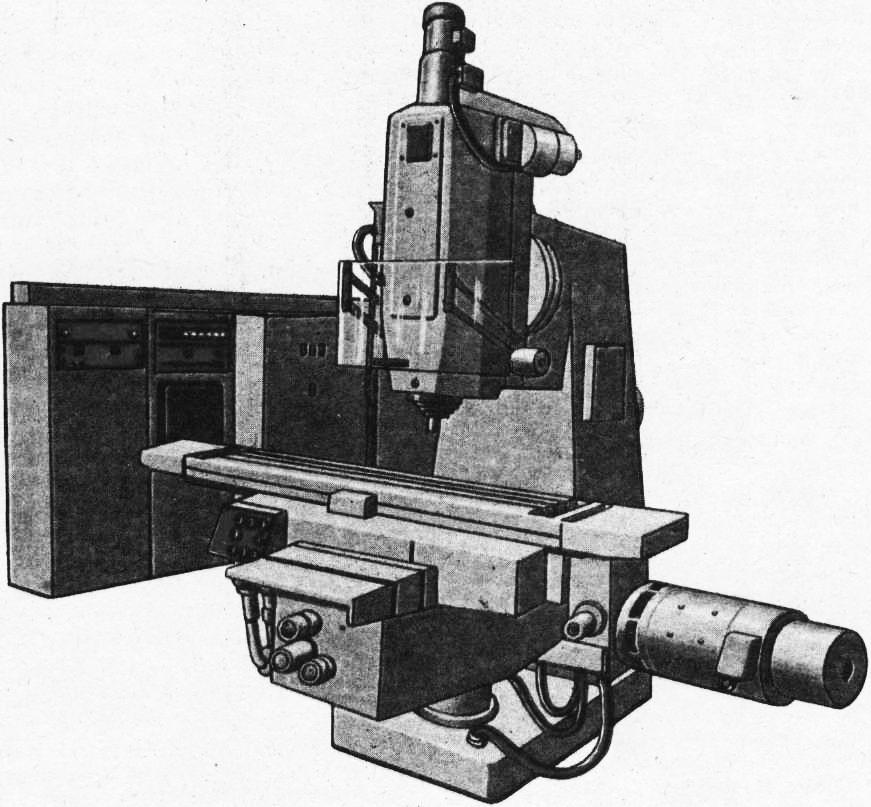
Превосходство их собственного качества активно поддерживается банками и правительствами.
Очень строгая современная система управления компанией и передовые технологии производства гарантируют неизменно высокое качество нашего двуконсольного 5-осевого обрабатывающего центра с ЧПУ. Мы твердо верим, что только гарантируя качество, мы сможем найти рынок, и только путем постоянного совершенствования продукции мы сможем добиться прогресса. Мы стремимся к искреннему сотрудничеству в самых разных областях, полагаясь на хорошую репутацию, высокое качество продукции и низкие цены для обслуживания клиентов.
Hot Tags: Высокоскоростной фрезерный станок, Китай, производители, завод, низкая цена, Станок для сверления фланцев с ЧПУ для трубопроводов, Линия по производству угловых штамповок с ЧПУ, Вертикальный обрабатывающий центр из сплава ТВ, Ленточнопильный станок для стальных конструкций, Шлифовальный станок с ЧПУ мостового типа, Фрезерно-сверлильный станок с ЧПУ
Связанные выставочные залы
Горячая продажа профиля с ЧПУ Угловая штамповка и резка.
