Станок своими руками токарно фрезерный станок по: Как изготовить токарно-фрезерный станок по дереву с ЧПУ своими руками
alexxlab | 23.03.2023 | 0 | Фрезерный
Фрезерный столик своими руками к мини токарному станку
(Из книги Е. Васильева “Маленькие станки”)
Это столик
Для расширения возможностей станочка (токарного – прим.) заказал на заводе две дополнительных детали. Первая – это столик. Столик имеет 30 отверстий с резьбой М5, закален и отшлифован.
Угольник
Вторая дополнительная деталь – угольник вот такой хитрой формы. Сталь 45, закалён и отшлифован.
На станке сделал кое-какие мелкие переделки: перенёс гайку ходового винта продольной подачи с правой стороны суппорта на левую. Результат такой модернизации: если снять заднюю бабку, суппорт можно отводить вправо до самого конца станины, на место задней бабки. Снял верхние салазки и на их место прикрутил угольник. Верхние салазки поставил вертикально и прикрутил к угольнику за шпильку резцедержки.
К основанию верхних салазок прикрутил столик. Получилось приспособление для горизонтального фрезерования. (Правильнее сказать: “для вертикального фрезерования”, так как инструмент расположен вертикально к столу, как на вертикально-фрезерном станке, и работа подразумевается преимущественно концевыми фрезами).
(Правильнее сказать: “для вертикального фрезерования”, так как инструмент расположен вертикально к столу, как на вертикально-фрезерном станке, и работа подразумевается преимущественно концевыми фрезами).
Один из крепёжных болтиков угольника проходит через полукруглую прорезь, позволяя в некоторых пределах поворачивать угольник в горизонтальной плоскости.
В вертикальной плоскости столик также может быть немного повёрнут в ту или другую сторону. Закрепив деталь на столике, а фрезу в патроне, можно выполнить нехитрые фрезерные работы.
Изготовил прижимы, с помощью которых при фрезерной работе на столике можно закрепить или деталь, или тиски, как показано на фото. Прижимы крепятся к столику винтами М5. Сами лапки сделал из старого лобзика (и слегка закалил), а винты специально купил в магазине крепежа, по несколько штук каждой длины.
Возникла необходимость изготовить деталь из дюрали. Заготовка – пруток Д16Т диаметром 50 мм.
Заготовка – пруток Д16Т диаметром 50 мм.
Отпилил необходимый кусочек ножовкой, отторцевал на токарном станочке, предварительно снял лишнее снова ножовкой, так как во фрезерном приспособлении пока ещё не всё работает как надо, и снимать много металла получается долго.
Потихоньку фрезерую, одновременно подбирая оснастку, инструмент, и приспосабливаясь к норову станка при такой работе.
Фрезу закрепляю в сверлильном патроне, в котором нарезал резьбу, как на шпинделе: М12х1. Биение фрезы в патроне чуть меньше 0,05 мм. Меньше сделать не получилось, так как биение меняется примерно на пару соток при отвинчивании-навинчивании патрона, и ещё на пару соток – при перезажиме инструмента. Оставил пока, как есть – эти пять соток не мешают, да и патрон этот не того качества, чтобы с ним хотелось возиться.
Любопытно, что в отличие от токарной обработки, при фрезеровании управление педалью оказалось абсолютно неудобным.
Первая проба фрезерного приспособления.
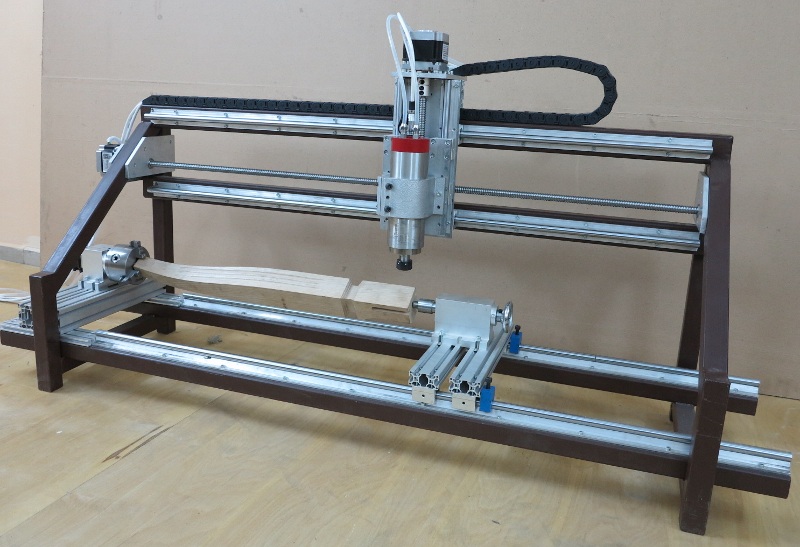
Станок токарно-фрезерный по металлу с ЧПУ для дома сделать самому своими руками
Токарно-фрезерные станки позволяют заниматься обработкой металлических изделий. За счет ЧПУ есть возможность дистанционно управлять инструментом. Непосредственно обработка материала осуществляется при помощи фрезы. Отличаются станки между собой по мощности двигателя, а также форме стойки.
Также различают модификации с горизонтальным и вертикальным расположением шпинделя. Еще важно отметить, что пиноли могут быть фиксированного либо подвижного типа. Чтобы узнать больше информации о сборке станков, необходимо рассмотреть конкретные конфигурации.
Горизонтально-фрезерный станок
Сделать данного типа токарно-фрезерный станок по металлу своими руками довольно просто. Двигатель в данном случае можно использовать небольшой мощности. Непосредственно фреза подбирается на 0.7 см. Однако в данном случае многое зависит от толщины будущих заготовок. В первую очередь для сборки собирается станина.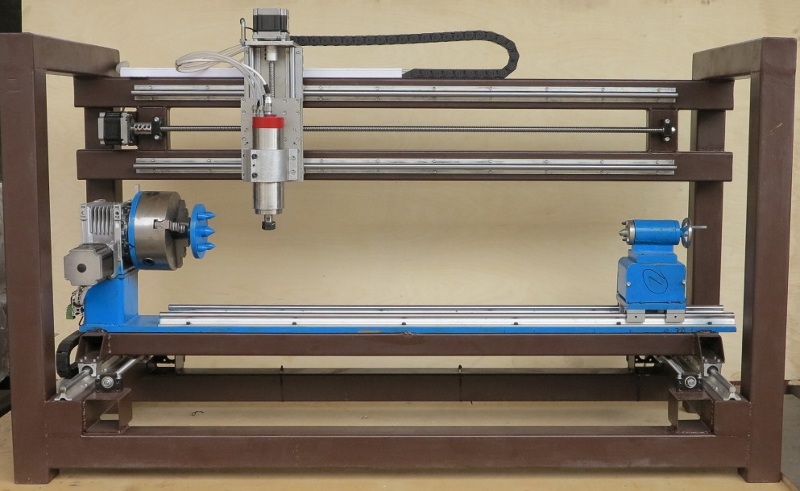 Для этого потребуются металлические листы толщиной до 1.4 мм.
Для этого потребуются металлические листы толщиной до 1.4 мм.
Токарный станок сделать самому своими руками – незаменимый…
Токарный станок своими руками может собрать любой умелец. Он отличается простотой в изготовлении и…
Непосредственно пиноль для станков данного типа целесообразнее подбирать фиксированного типа. Направляющие можно приваривать только после опорных стоек. Если рассматривать простую модель, то стол делается без роликового механизма. С целью контроля положения фрезы применяются подъемные устройства. На рынке чаще всего продаются модификации с гидравлическими механизмами.
Вертикально-фрезерные устройства
Собирается данного типа станок (токарно-фрезерный) по металлу на базе коллекторного двигателя. Мощность его обязана составлять не менее 4.5 кВт. Все это позволит развивать большую скорость вращения шпинделя. Чтобы зафиксировать рабочую платформу, делается в первую очередь станина.
Особое внимание на этом этапе следует уделить нижней раме. С целью фиксации пиноли часто к стойке приваривают отдельную пластину. Для ее крепления на станке не обойтись без сварочного инвертора. Непосредственно направляющие фиксируются под шпинделем. Механизм для контроля фрезы можно подбрить гидравлического типа. Также специалисты советуют рассмотреть варианты с маховиками. В этом случае над станиной уславливается шкифт.
С целью фиксации пиноли часто к стойке приваривают отдельную пластину. Для ее крепления на станке не обойтись без сварочного инвертора. Непосредственно направляющие фиксируются под шпинделем. Механизм для контроля фрезы можно подбрить гидравлического типа. Также специалисты советуют рассмотреть варианты с маховиками. В этом случае над станиной уславливается шкифт.
Качественные фрезерные работы ЧПУ
Перед выбором исполнителя следует ознакомиться, как правильно определять качественные фрезерные…
Универсальные модели
Универсальный станок (токарно-фрезерный) по металлу собирается с фиксированными фланцами. Пиноли чаще всего подбираются с люнетом. Непосредственно суппорт для станка устанавливается продольного типа. Чтобы фиксировать материал, используются боковые стойки. Двигатель располагается в нижней части конструкции. ЧПУ в данном случае находится рядом с ним.
Перед установкой люнета важно закрепить направляющие. Для этого стандартно используется сварочный инвертор. Фланец целесообразнее подбирать небольших размеров. Электродвигатель на универсальный станок (токарно-фрезерный) по металлу подходит коллекторного типа. Мощность его максимум должна составлять 4.5 кВт. В среднем частота у таких устройств колеблется в районе 3 тыс. оборотов в минуту. Все это позволяет обрабатывать металлические заготовки различной толщины.
Фланец целесообразнее подбирать небольших размеров. Электродвигатель на универсальный станок (токарно-фрезерный) по металлу подходит коллекторного типа. Мощность его максимум должна составлять 4.5 кВт. В среднем частота у таких устройств колеблется в районе 3 тыс. оборотов в минуту. Все это позволяет обрабатывать металлические заготовки различной толщины.
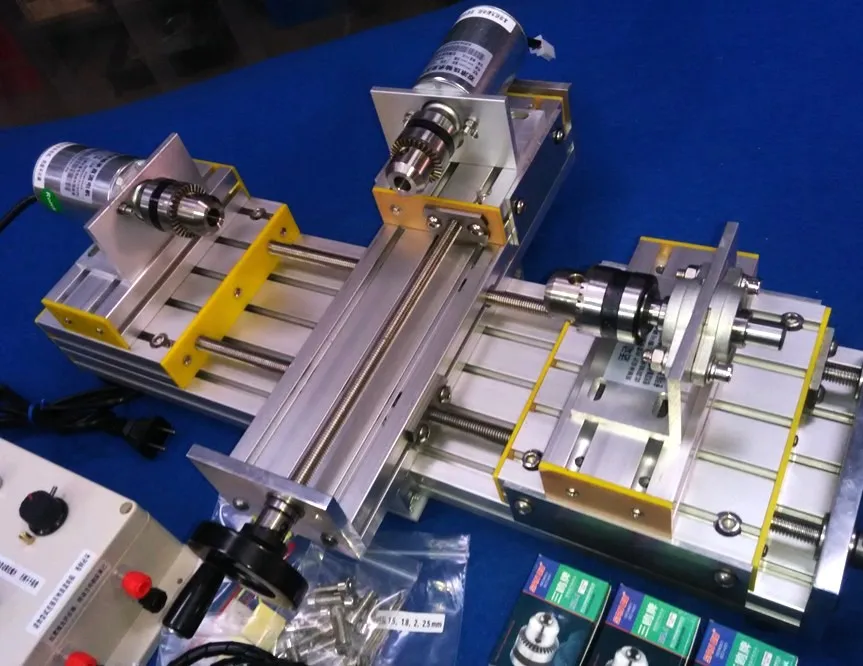
Мини-модель
Сделать мини токарно-фрезерный станок по металлу довольно просто. Чаще всего он собирается с асинхронным двигателем не большой мощности. Непосредственно суппорт для модели подбирается продольного типа. Фиксироваться он обязан сразу за направляющими. Стойку можно сделать с роликовым механизмом. Для удобства эксплуатации инструмента привариваются боковые поры. Нижний блок указанных устройств представляет собой цельносварную раму. С целью регулировки положения фрезы подойдет обычный люнет.
Консольно-фрезерный станок: устройство, схемы и виды
Консольно-фрезерный станок – один из самых распространенных типов оборудования. Конструкция…
Конструкция…
Устройства с горизонтальным шпинделем
Модификации с горизонтальным шпинделем являются очень распространенными. Электродвигатель для станков используется, как правило, коллекторного типа. С целью фиксации шкифа применяется прижимная пружина небольшого диаметра. Для защиты механизма контроля фрезы используется кожух. Направляюще у моделей устанавливаются за суппортом.
Непосредственно упоры нужно приваривать к стойке при помощи сварочного инвертора. Перед этим для модели собирается стойка. В качестве рабочей зоны можно использовать небольшую пластину из нержавеющей стали. ЧПУ обязано располагаться вместе с двигателем. Пиноль для моделей данного типа подойдет с осевым штифтом. С целью защиты рук во время работы с материалом используются пластины выгнутой формы. Зафиксировать их можно на верхней стойке при помощи винтов.
Модели с вертикальным шпинделем
Токарно-фрезерный станок по металлу для дома с вертикальным шпинделем позволяет очень быстро обрабатывать заготовки небольшой толщины. Основным недостатком конструкции являются громоздкие размеры. В данном случае двигатели применяются как коллекторного, так и асинхронного типа. В среднем мощность их равняется не более 3.5 кВ. Для того чтобы сделать станину для модели, потребуются листы металла с толщиной 1.5 мм. Несущая плита может устанавливаться непосредственно на раму. Для фиксации фрезы используются фланцы.
Основным недостатком конструкции являются громоздкие размеры. В данном случае двигатели применяются как коллекторного, так и асинхронного типа. В среднем мощность их равняется не более 3.5 кВ. Для того чтобы сделать станину для модели, потребуются листы металла с толщиной 1.5 мм. Несущая плита может устанавливаться непосредственно на раму. Для фиксации фрезы используются фланцы.
Направляющие в данном случае устанавливаются только после суппорта. Для повышения устойчивости конструкции часто привариваются боковые стойки. Также важно отметить, что пиноль на станок (токарно-фрезерный) по металлу целесообразнее подбирать подвижного типа. Для защиты рук во время работы устанавливаются щитки. Как правило, они используются небольшой толщины. Для их фиксации на верней стойке используются винты.
Станок с широкой опорой
Собрать настольный токарно-фрезерный станок по металлу с широкой опорой можно довольно просто. В первую очередь для работы изготавливается станина. Непосредственно суппорт для модели подбирается продольного типа. На рынке, как правило, представлены модификации с гидравлическими механизмами подачи фрезы. Самостоятельно их изготовить довольно сложно.
На рынке, как правило, представлены модификации с гидравлическими механизмами подачи фрезы. Самостоятельно их изготовить довольно сложно.
В данном случае целесообразнее отдать предпочтение обычным моделям с поворотными механизмами. Для этого возле пиноли крепится небольшой шкифт. Для защиты рук используются щитки. Непосредственно ЧПУ устанавливаются с двигателями коллекторного либо асинхронного типа.
Консольные модели
Консольный токарно-фрезерный станок с ЧПУ по металлу подходит для обработки изделий различной формы. Собираются модели на базе обычного коллекторного двигателя. Фланцы в данном случае фиксируются на пружине небольшого диаметра.
Непосредственно направляющие специалисты рекомендуют использовать из нержавеющей стали. Крепиться они обязаны за суппортом в горизонтальном положении. Нижний блок станка должен обладать высокой жесткостью. Для этого привариваются боковые опоры. Также они помогут надежно зафиксировать заготовку на рабочей плите. Модификации с роликовыми механизмами встречаются довольно редко.
Модели без суппорта
Токарно-фрезерный станок с ЧПУ по металлу без суппорта делается на базе кулачкового люнета. В первую очередь для сборки подбирается двигатель. В этой ситуации подойдет небольшой мощности коллекторная модификация. Направляющие нужно использовать не слишком длинные.
Однако если рассматривать устройства с широкими стойками, то это не так. Для того чтобы регулировать положение фрезы, применяются маховики. Шкиф для модели устанавливается диаметром в 1.5 см. Для защиты суппорта применяется кожух. ЧПУ обязано располагаться возле электродвигателя.
Мощный гибридный токарно-фрезерный станок на станке VMC Дешево
Вы когда-нибудь использовали станок VMC для токарной обработки деталей? Держу пари, не так много. Многие пользователи токарных станков с ЧПУ, OTOH, вероятно, имеют фрезерованные детали, если у них есть движущиеся инструменты. На самом деле, я разговаривал со многими, кто предпочитает фрезеровать на своих токарных станках, когда это позволяет характер детали.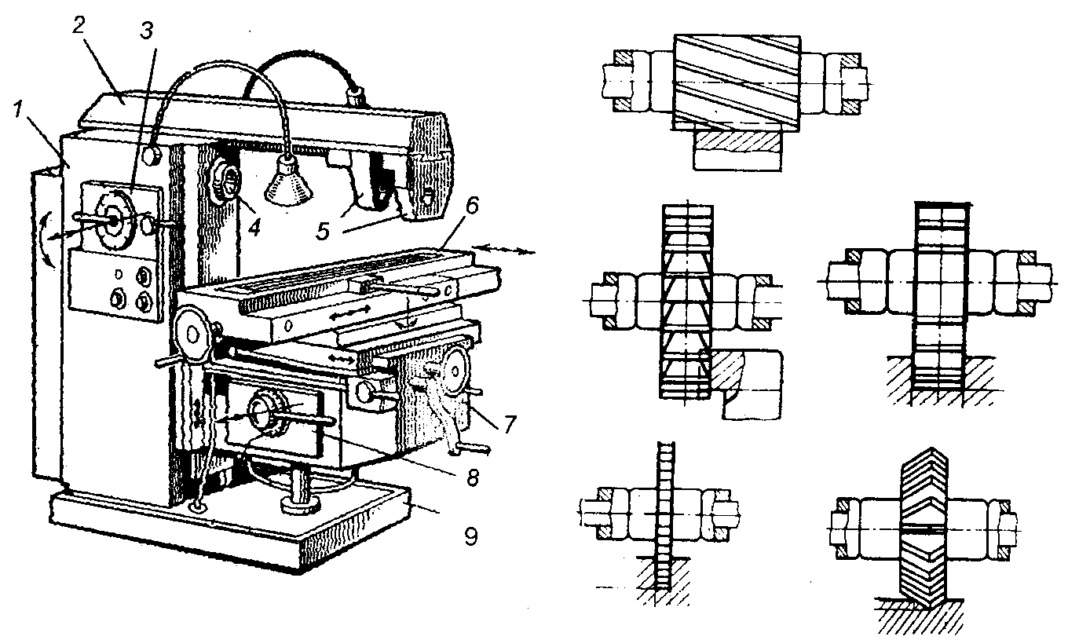 Токарный станок с устройством подачи прутка может довольно долго работать без присмотра, штампуя простые детали.
Токарный станок с устройством подачи прутка может довольно долго работать без присмотра, штампуя простые детали.
Но есть смысл иногда точить детали и на фрезерном станке. Я встречал людей, которые делали это в разное время. Я писал о том, как компания Renishaw сделала это в рамках своей методологии RAMTIC для изготовления своих датчиков. Они в основном вставляли деталь в держатель инструмента, перемещали держатели инструмента с одного станка на другой на системе поддонов, и шпиндель просто захватывал держатель инструмента, в то время как токарные инструменты были установлены на столе VMC. Работает отлично, хотя я уверен, что это немного странно для программирования, пока вы не привыкнете к этому. Идея о том, что держатели инструментов и поддоны можно использовать таким образом на VMC, определенно была сильным нестандартным мышлением. Совсем недавно я видел, как люди втыкают детали в цангу в шпиндель фрезерного станка и, используя тот же подход крепления держателя инструмента к столу, они точат даже на простых станках с ЧПУ, таких как Tormachs.
Набор токарных станков для токарной обработки фрезерного станка с ЧПУ…
Все это в значительной степени было сделано своими руками и, что более важно (машинисты могут справиться с работой своими руками — мы можем сделать почти все, что захотим, если захотим) «фигурка -это-из-себя». На рынке появились некоторые продукты. Одним из самых блестящих была комбинация 4-й оси Стива Симпсона и передней бабки токарного станка, о которой я писал еще в 2012 году. Теперь Tormach представил RapidTurn, который, как мне кажется, может стать более популярным. Это результат их программы Duality Lathe.
Токарный станок Duality включал установку китайского токарного станка размером 7″ x 14″ (по сути) на стол фрезерного станка с ЧПУ Tormach: крепкий. Маленький токарный станок имел минимальную мощность, сомнительную жесткость, и его было тяжело ставить на стол или снимать со стола. Но это позволило Tormach получить опыт работы с парадигмой «Turning-On-A-Mill» и понять, как клиенты будут использовать такой инструмент. Этот опыт был необходим им для создания продукта следующего поколения, который называется RapidTurn.
Этот опыт был необходим им для создания продукта следующего поколения, который называется RapidTurn.
Tormach RapidTurn: упрощает токарную обработку на фрезерном станке с ЧПУ…
RapidTurn во всех отношениях является гораздо более надежным устройством, чем Duality. Здесь происходит довольно умная штука:
- RapidTurn включает фиксирующую делительную пластину, которая позволяет зафиксировать деталь на 15-градусных указателях, чтобы ее можно было фрезеровать. Это не настоящая 4-я ось, но вы можете делать некоторые полезные вещи с 15-градусными указателями, например, нарезать плоские поверхности под шестигранный ключ.
- Чтобы упростить программирование, они сделали его совместимым со своим токарным станком SlantBed Pro — его использование с системой ЧПУ PathPilot практически идентично. Устройство поддерживает CSS, Single Point Threading и все остальное, поэтому на шпинделе есть энкодер.
- Инструмент хранится в стандартном быстросменном инструментальном держателе 0XA.
 Тонны стандартного токарного инструмента будут работать с ним в готовом виде.
Тонны стандартного токарного инструмента будут работать с ним в готовом виде. - Они предусмотрительно включили комплект обновления по более низкой цене для пользователей Duality Lathe. Они могут обновиться за 1695 долларов. Если у вас нет токарного станка Duality, вы можете приобрести RapidTurn либо за 2195 долларов США за стартовый комплект, либо за 2795 долларов США за комплект Deluxe, который включает дополнительные аксессуары, такие как цанги 5C.
- Устройство предназначено для тяжелых условий эксплуатации, но большое количество алюминия означает, что оно максимально легкое при перемещении по столу или вне его.
Судя по всему, я подозреваю, что RapidTurn будет иметь другие взаимозаменяемости с полноразмерным токарным станком с наклонной станиной, хотя я не уверен в этом.
Итак, что можно сделать с RapidTurn и зачем он вам нужен?
Для начала, это почти самый дешевый способ добавить возможности токарной обработки с ЧПУ в вашу мастерскую, если вы любитель.
Вот изящная демонстрация того, как RapidTurn делает фигуру ладьи для шахматного набора:
Открытые вопросы, ограничения и голубое небо Мысли о будущем
О RapidTurn пока не так много информации. Это вызвало некоторые мысли и вопросы. Например, глядя на то, какие фотографии и видео доступны, я задаюсь вопросом, подойдет ли он, если у вас есть устройство смены инструмента на вашем фрезерном станке Tormach? Я также не смог найти основные характеристики, такие как мощность двигателя или отверстие шпинделя, не говоря уже о размерах, весе и предполагаемом повороте деталей.
Мои другие мысли связаны с использованием RapidTurn в более широком смысле, чем в качестве решения, когда у вас нет места для настоящего токарного станка с ЧПУ. Используйте его регулярно, например, когда имеет смысл как фрезеровать, так и точить детали. И, конечно же, как давний хот-роддер, я неизбежно задаюсь вопросом, какие улучшения ожидаются в будущем.
Для начала было бы неплохо, если бы был способ использовать RapidTurn на любом фрезерном станке с ЧПУ. Это не обязательно легко с точки зрения программного обеспечения и интерфейса — как, например, заставить энкодер RapidTurn взаимодействовать с фрезерным станком с ЧПУ с системой управления Fanuc? Другая мысль заключается в том, как использовать его в качестве полностью индексируемой 4-й оси при фрезеровании и как сделать его совместимым с устройством смены инструмента Tormach? Даже если бы мы могли использовать RapidTurn только на Tormach, последние функции были бы очень привлекательными.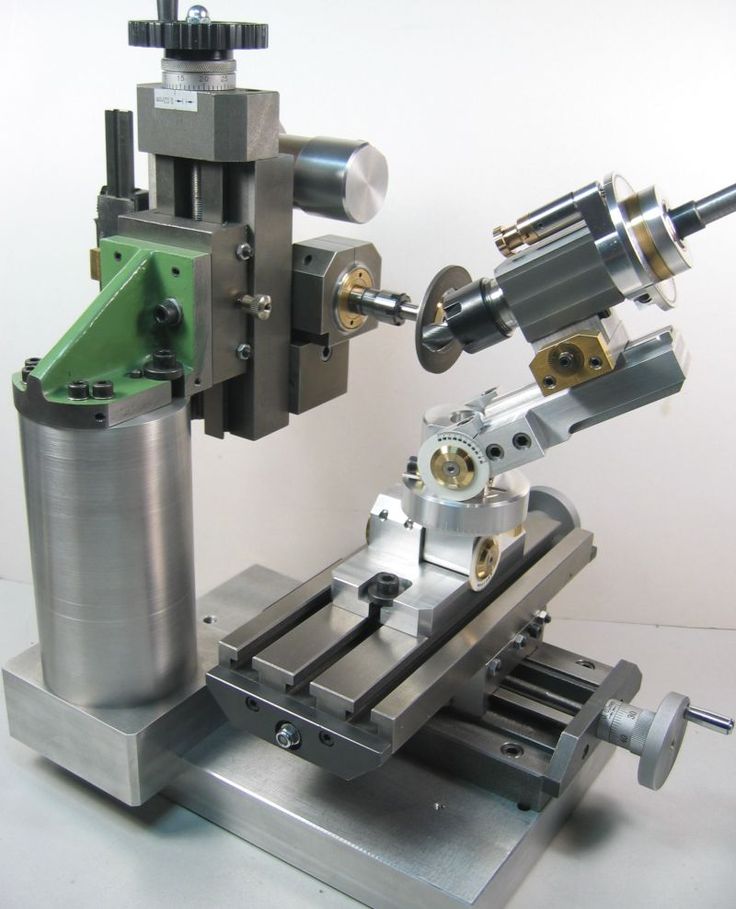
Мне кажется, что возможность индексации для фрезерования требует либо замены двигателя сервоприводом (более дорогого с учетом размера сервопривода, но потенциально более чистого), либо добавления меньшего сервопривода и замены ремня для переключения в режим 4-й оси. Вполне вероятно, что режим 4-й оси также потребует установки дискового тормоза, возможно, вместо индексного колеса, чтобы ось можно было заблокировать после индексации в положение для повышения жесткости. Эти модификации кажутся относительно простыми, они добавят много мощности и сделают RapidTurn более желательным аксессуаром, который вы, вероятно, будете использовать чаще — он служит как для токарной обработки, так и в качестве вашей 4-й оси для чистых фрезерных работ. .
Со сменщиком инструментов будет сложнее. Во-первых, мы должны узнать, достаточно ли места для использования устройства смены инструмента даже с RapidTurn. Затем мы должны выяснить, как установить токарную оснастку каким-либо другим способом, кроме QCTP в стиле AXA, который крепится к существующему наконечнику шпинделя. Последнее, безусловно, мешает любой потенциальной смене инструмента, а также фрезерованию. Это поднимает другой вопрос: он каким-то образом индексируется или вы теряете все свои смещения, если вы меняете его для фрезерования?
Последнее, безусловно, мешает любой потенциальной смене инструмента, а также фрезерованию. Это поднимает другой вопрос: он каким-то образом индексируется или вы теряете все свои смещения, если вы меняете его для фрезерования?
Я действительно могу представить, что можно создать держатель инструмента TTS, который может удерживать инструменты токарного станка и который будет фиксироваться для достаточной жесткости для легкой токарной обработки. Требуются две вещи:
- Блокировка. Как только резцедержатель находится в конусе, вся конструкция должна быть зафиксирована для обеспечения жесткости.
- Индексация. Шпиндель Tormach в настоящее время не индексируется, поэтому державки могут находиться в любом положении вращения при загрузке и разгрузке. Это нормально для фрезерных инструментов (хотя точность и повторяемость были бы лучше, если бы они также были индексированы), но не применимо для токарных инструментов — они должны быть ориентированы на работу.
Я просто немного помечтаю здесь в качестве кабинетного инженера (у инженеров Тормаха, вероятно, уже есть решения получше на своих чертежных досках).
Остается зафиксировать вещи для достаточной жесткости. Я вижу, что это происходит одним из двух способов:
- Добавьте дисковый тормоз к верхней части шпинделя.
- Используйте конический стопорный штифт. Это может быть либо верхняя часть шпинделя, поскольку мы собираемся индексировать шпиндель в том же положении, либо это может быть боковой штифт на держателе инструмента. В любом случае мы будем управлять им по воздуху.
Эти компоновки, вероятно, не такие жесткие, как AXA QCTP, но они обеспечивают полную смену инструмента и полноценную работу токарного станка с приводным инструментом — это кажется выгодным компромиссом.
Есть еще мысли?
Теперь для станка, отличного от Tormach, получить все возможности токарной обработки сложнее. Как я уже упоминал, индексация интерфейсного шпинделя сложна. Кажется, подход с размещением деталей в держателях инструмента, а затем в шпинделе, работает лучше. Это оставляет вопрос о замене токарных инструментов. Инструментарий банды, похоже, упрощает эту задачу.
Кажется, подход с размещением деталей в держателях инструмента, а затем в шпинделе, работает лучше. Это оставляет вопрос о замене токарных инструментов. Инструментарий банды, похоже, упрощает эту задачу.
Присоединяйтесь к более чем 100 000 пользователей ЧПУ! Раз в неделю бесплатно получайте наши последние записи в блоге прямо на вашу электронную почту. Кроме того, мы предоставим вам доступ к некоторым замечательным справочным материалам по ЧПУ, включая:
В чем разница между фрезерованием с ЧПУ и точением с ЧПУ?
Перейти к содержимому
- 30 августа 2022 г.
- Мишель Немет
- Опубликовано в Продукт
Фрезерование с ЧПУ и токарная обработка с ЧПУ являются наиболее часто используемыми стилями обработки в любом данном цеху. Оба основаны на программировании с числовым программным управлением (ЧПУ), которое направляет движение режущего станка по заданной траектории. По сути, станок с ЧПУ использует компьютерное программирование для вырезания материала определенным образом. Результатом является деталь, которая является точной и воспроизводимой.
По сути, станок с ЧПУ использует компьютерное программирование для вырезания материала определенным образом. Результатом является деталь, которая является точной и воспроизводимой.
Однако фрезерование и токарная обработка имеют очень важные отличия. При фрезеровании материал удаляется путем продвижения инструмента, который невероятно быстро вращается, в материал заготовки и перемещения его по заданной ЧПУ траектории. Представьте сверло, движущееся к куску дерева.
Однако для токарной обработки используется токарный станок. На токарном станке материал — это то, что вращается, в то время как неподвижный инструмент продвигается в него. Представьте себе глиняный горшок, вращающийся на гончарном круге. Основное различие между фрезерованием с ЧПУ и точением с ЧПУ заключается в том, какая деталь вращается: режущий инструмент или материал заготовки.
Фрезерный станок с ЧПУ 101
Фрезерование с ЧПУ использует режущий инструмент, установленный на вращающемся шпинделе, для вырезания материала в соответствии с планом, предоставленным программным обеспечением ЧПУ. Заготовка или материал крепится к столу, и либо стол, либо шпиндель перемещаются по разным осям для достижения различных подходов к резанию. Многие машинисты считают фрезерование обработкой «по умолчанию»; большинство деталей можно легко обрабатывать традиционными методами фрезерования. Таким образом, большинство общих, промышленных и автомобильных деталей изготавливаются фрезерованием с ЧПУ.
Заготовка или материал крепится к столу, и либо стол, либо шпиндель перемещаются по разным осям для достижения различных подходов к резанию. Многие машинисты считают фрезерование обработкой «по умолчанию»; большинство деталей можно легко обрабатывать традиционными методами фрезерования. Таким образом, большинство общих, промышленных и автомобильных деталей изготавливаются фрезерованием с ЧПУ.
Токарная обработка с ЧПУ 101
Как и при фрезеровании с ЧПУ, токарная обработка с ЧПУ использует трехмерный цифровой файл, предоставляемый программным обеспечением ЧПУ, для управления определенным движением станка. Однако разница в том, как режут фрезерные станки, по сравнению с тем, как режут токарные станки, означает, что каждый из них лучше всего подходит для разных деталей. Вспомните гончарный круг. То, как он работает, означает, что единственные гончарные изделия, которые он может делать хорошо, – это радиально-симметричные. Токарные станки одинаковые. Такие детали, как сверла и трубы, лучше всего изготавливать токарной обработкой, потому что они в основном радиально симметричны.