Горизонтально фрезерный станок настольный – НГФ 110 Ш4 настольный горизонтально-фрезерный станок
alexxlab | 13.08.2020 | 0 | Фрезерные станки
Устройство настольного горизонтально-фрезерного станка
Устройство настольного горизонтально-фрезерного станка23. Устройство настольного горизонтально-фрезерного станка
Фрезерование — это операция механической обработки резанием, при которой многорезцовый инструмент — фреза (рис. 71) совершает вращательное (главное) движение, а обрабатываемая заготовка — поступательное движение (движение подачи).
Фрезерование применяют для получения плоских или фасонных гладких поверхностей, пазов, канавок, изготовления зубчатых колес и др. Заготовку устанавливают в тисках или на столе станка (рис. 72).
Рис. 72. Фрезерование плоскостей: а — цилиндрической фрезой в тисках; б — Торцевой фрезой на столе станка
|
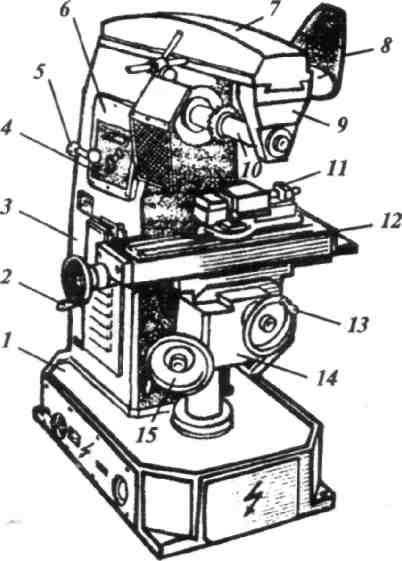
Рис. 73. Горизонтально -фрезерный станок НГФ-11ОШ: 1 — Основание; 2 — маховик продольной подачи; 3 — корпус станка; 4, 5 — рукоятки переключения частот вращения Шпинделя; 6 — коробка скоростей; 7 — хобот; 8 — светильник 9 — серьга; 10 — оправка с фрезой; 11 тиски; 12 — стол; 13 — Маховик поперечной подачи; 14 — Консоль; 15 — маховик вертикальной подачи
|
В школьных мастерских применяют настольный горизонтально-фрезерный станок модели НГФ-110Ш (рис. 73). На нем можно фрезеровать горизонтальные и вертикальные плоскости, пазы и т.д. цилиндрическими, торцевыми, дисковыми, коническими, угловыми и фасонными фрезами. Наибольший диаметр фрезы не должен превышать 110 мм.
Станок состоит из основания 1 (рис. 73), корпуса 3, коробки скоростей б. Коробка скоростей обеспечивает получение 6 частот вращения шпинделя — от 125 до 1250 об/мин с помощью рукояток 4 и 5. Фреза закрепляется на оправке 10 зажимными втулками.
Рис. 74. Кинематическая схема настольного горизонтально-фрезерного станка модели НГФ-11ОШ
В верхней части корпуса 3 имеются направляющие типа «ласточкин хвост», в которых установлен хобот 7. Хобот 7 можно перемещать вручную по направляющим. К переднему концу хобота крепится серьга 9, которая служит опорой для оправки 10 с фрезой. Другой конец оправки закрепляется в шпинделе станка.
Заготовку устанавливают непосредственно на столе станка 12 или в тисках 11. Стол может перемещаться в продольном направлении рукояткой 2, в поперечном направлении маховиком 13, в вертикальном направлении вместе с консолью 14 по направляющим станины маховиком 15.
На рис. 74 показана кинематическая схема станка. От электродвигателя через клиноременную передачу главное движение передается через систему шестерен 15, 25, 34, 41, 43, 48, 50, 57, 59 (рис. 74) на шпиндель.
Правила безопасности
1. Не включать станок без разрешения учителя.
2. Работать на станке только в спецодежде и в защитных очках.
3. Нельзя трогать руками вращающийся шпиндель.
4. Рукоятки управления, маховики подач вращайте плавно, без рывков.
5. Стол станка не следует перемещать до упора.
6. Не отходить от включенного станка.
7. Надежно и прочно закреплять заготовку.
Практическая работа №1
Ознакомление с режущим инструментом для фрезерования и с устройством станка НГФ-110Ш
1. Рассмотрите несколько различных фрез.
2. Определите их виды и назначение.
3. Осмотрите настольный горизонтально-фрезерный станок НГФ-110Ш и назовите его основные части.
4. Рассмотрите кинематическую схему станка НГФ-110Ш и разберитесь, каким образом передается главное движение шпинделю.
5. Изобразите в тетради кинематическую схему одной из частей станка (по указанию учителя).
Практическая работа №2
Наладка и настройка станка НГФ-110Ш
1. Пользуясь схемой, расположенной на коробке скоростей станка, установите рукоятки 4 и 5 (рис. 73) переключения частоты вращения на разные положения. Установите минимальную частоту вращения шпинделя, включите и выключите станок. Проверьте работу станка при максимальной частоте вращения шпинделя.
2. Переместите консоль вверх и вниз и стол по направляющим в продольном и поперечном направлениях.
3. Отсоедините серьгу 9 от хобота 7 и положите на стол станка. Закрепите на оправке 10 цилиндрическую фрезу, поставьте зажимные втулки, установите и закрепите серьгу.
4. Закрепите тиски 11 в середине стола 12 станка и установите в них размеченную заготовку зажима воротка (рис. 57, а) или другой детали. Разметочная риска должна находиться на расстоянии 2…3 мм от поверхности губок тисков. Переместите консоль 14 станка вверх до легкого касания фрезы. Отведите заготовку от фрезы маховиком продольной подачи 2.
5. Установите нужное число оборотов и включите вращение шпинделя. Выполните пробное фрезерование с минимальной подачей и глубиной резания, вращая маховик продольной подачи. Выключите станок.
6. Замерьте толщину t слоя металла, которую требуется снять фрезерованием. Подсчитайте необходимое число делений а лимба вертикальной подачи по формуле: a=t/0,25 и поднимите маховиком 15 консоль со столом на нужную высоту.
7. Включите станок и выполните фрезерование.
8. Выключите станок и измерьте полученный размер штангенциркулем.
Новые термины: Фрезерование фреза (концевая, дисковая, торцевая, цилиндрическая, фасонная).
Вопросы и задания
1. Что такое фрезерование?
2. Какие инструменты применяются при фрезеровании?
3. Какие виды работ Можно выполнять на фрезерном станке НГФ-11ОШ?
4. Из каких основных частей состоит станок НГФ-110Ш?
5. Каким образом производится крепление заготовки и инструмента на фрезерном станке?
б. Какие меры безопасности следует соблюдать при работе на станке?
7. Как установить необходимую частоту вращения шпинделя?
Сайт управляется системой uCozberezaklim.ru
Настольный горизонтально-фрезерный станок НГФ-110Ш4 | Школа и труд
Модернизация станка была обусловлена требованиями безопасности труда учащихся на технологическом оборудовании. С этой целью введено местное освещение, рабочая зона станка закрыта прозрачным защитным экраном, для местного освещения используется напряжение 36 В, шум и вибрация соответствуют санитарным нормам, улучшились и механические свойства станка, так, например, скорость вращения шпинделя увеличена до 1250 об/мин, изменена конструкция органов управления.
Технические данные станка НГФ-110Ш4
data-ad-client=”ca-pub-1317009966067164″
data-ad-slot=”7741248530″
data-ad-format=”auto”
data-full-width-responsive=”true”>
Электродвигатель асинхронного типа мощностью 0,6 кВт обеспечивает 1390—1480 об/мин и питается переменным током напряжением 380 В, частотой 50 Гц.
Усилие на рукоятках и маховиках не более 40 Н, ширина рабочей поверхности стола 100, длина — 400 мм. Продольный ход стола в мм — 250, поперечный — 85, вертикальный —170. Расстояние от оси шпинделя до стола изменяется в пределах 30^200 мм, число оборотов шпинделя — 125-И250 об/мин, расстояние от торца шпинделя (конус Морзе № 3) до подшипника подвески— 230 мм. Габариты станка: длина — 685, ширина — 640, высота — 980 мм, масса станка — 240 кг. Точность изготовления деталей ±0,2 мм. Максимальные размеры обрабатываемой заготовки — 50X^00X300 мм.
На рисунке ниже приведено общее устройство горизонтально-фрезерного станка НГФ-110Ш4. Коробка скоростей 7 размещена внутри станины, по вертикальным направляющим которой перемещается консоль 10. Заготовка, установленная на столе 13 в тисках 12, перемещается в трех направлениях: продольном (перемещение стола по направляющим салазок 14), поперечном (перемещение салазок по направляющим консоли 16) и вертикальном (перемещение консоли по направляющим станины). Коробка подач 8 размещена внутри консоли. В верхней части станины расположен хобот 3. По его направляющим перемещается подвеска 5 с подшипником для поддержания второго конца длинной оправки с фрезой.
Корпус стойки 3 является базовым узлом, на котором монтируются все основные узлы и механизмы станка. Жесткость конструкции его достигается за счет развитого основания и трапециидального сечения по высоте. В верхнем отсеке корпуса монтируется коробка скоростей, в нижнем — электродвигатель.
Корпус в верхней части имеет направляющие типа «ласточкин хвост», в которых установлен хобот 10. Он перемещается по направляющим вручную. Зажим хобота осуществляется клином с помощью винта.
В переднем конце хобота подлещается серьга 11. Перестановка ее с одного станка на другой в связи с индивидуальной подгонкой не допускается. Бронзовый подшипник-втулка серьги имеет коническую наружную поверхность и два продольных разреза, за счет которых
гайкой регулируется зазор подшипника.
Нормальная работа серьги зазисит от чистоты поверхности шейки оправки и втулки серьги, а также от регулировки зазора, который определяется по нагреву серьги (при обкатке в течение одного часа на максимальном числе оборотов шпинделя, нагрев оправки не должен превышать 50—60 °С).
Подбор необходимого числа оборотов коробки скоростей осуществляется с помощью рычагов переключения 8, расположенных на боковой поверхности корпуса.
Шпиндель станка 9 представляет собой двухопорный полый вал. Небольшой по длине и значительный по диаметру сечения, он обеспечивает необходимую виброустойчивость и жесткость конструкции.
Основными подшипниками, определяющими геометрическую точность шпинделя, являются радиально-упорные однорядные шарикоподшипники № 46208 передней опоры и радиальный подшипник № 206 задней опоры. В осевом направлении шпиндель фиксируется буртиком и передней крышкой. Регулировка зазора в переднем подшипнике производится подтягиванием гайки, расположенной в средней части шпинделя. Для доступа к этой гайке рекомендуется снять боковую крышку на стойке.
Смазка зубчатых колес и подшипников коробки скоростей осуществляется разбрызгиванием. Масло (инду- стриальное-30) заливается в масляный резервуар до уровня, контролируемого маслоуказателем. Масло следует менять 1—2 раза в месяц.
Консоль (см. рис.) представляет собой литой чугунный корпус с развитыми направляющими типа «ласточкин хвост» под стойку и перпендикулярными к ним направляющими под салазки.
Стол (см. рис.) имеет возможность перемещаться в трех направлениях: по направляющим салазок — в продольном, вместе с салазками по направляющим консоли — в поперечном и вместе с консолью по направляющим стойки — в вертикальном.
Электрооборудование станка размещено в нижней части станины и включает: трехфазный короткозамкнутый асинхронный электродвигатель, установленный в нижнем отсеке стойки, магнитный пускатель ПМ, трансформатор 380/36В, клеммные колодки, предохранители ПП и выключатели БП, установленные в изолированных нишах пли1ы; кнопочное управление КУ расположено на левой стенке основания.
Кинематическая схема станка показана на с. 4 цветной вкладки. На ней цифрами обозначены: 1 — шкив электродвигателя 090 мм; 2 — клиноременная передача; 3 — шкив коробки скоростей 0196 мм; 4, 7 и 8 — радиальные подшипники; 5, 6 — блок зубчатых колес с числом зубьев 34 и 25; 13 — зубчатое колесо с 43 зубьями; 9, 10 и 11 —подвижный блок зубчатых колес с числом зубьев 50, 59 и 41; 14 и 16 — подвижный блок с числом зубьев 57 и 25; 12 и 15 — неподвижный блок с числом зубьев 43 и 75; 17 — радиально-упорный двухрядный подшипник; 18, 21 и 25 — гайки винтовых механизмов; 19 — винт продольной подачи; 20 — винт поперечной подачи; 24 — винт вертикального перемещения стола; 22 и 23 — конические шестерни; 26 — упорный подшипник.
Шпиндель получает вращение от электродвигателя через клиноременную передачу и систему зубчатых колес коробки скоростей. Шесть различных скоростей вращения шпинделя получаются комбинацией зацеплений согласно таблице.
Изучая устройство и приемы работы на горизонтально-фрезерном станке, особое внимание надо обратить на правила безопасности труда. Несчастные случаи при работе на этом станке могут произойти по ряду причин: неисправность электропроводки и электрооборудования, отсутствие ограждения вращающихся частей и механизмов, незнание школьниками правил безопасности труда.
Во избежание электротравматизма необходимо обеспечить недоступность токоведущих частей путем надежной изоляции, применения защитных ограждений, кожухов и т. д.; для защиты от опасности поражения во время работы на станке необходимо применить защитное заземление.
Освещение станка и рабочего места должно обеспечивать четкую видимость процесса обработки изделия, делений на измерительных инструментах, лимбах станка, а также таблицы настройки станка и органов управления.
Все предохранительные и оградительные устройства станка должны быть исправны и надежно закреплены.
Для своевременного удаления стружки на рабочем месте располагаются крючки, щетки, ящики. Уборка производится только при выключенном электродвигателе.
Содержание рабочего места должно отвечать следующим требованиям.
- На рабочем месте должны находиться только предметы, необходимые для выполнения задания.
- Перед началом работы надо тщательно протереть инструмент и приспособления и разложить все необходимое в удобном для работы порядке:
часто употребляемые инструменты и приспособления класть ближе, а используемые реже —- дальше, но не более чем на расстоянии вытянутой руки;
все, что берут левой, располагать слева, а правой — справа.
- Все инструменты и приспособления следует класть только на отведенные для них места и предохранять от повреждения и загрязнения. Инструменты нельзя класть друг на друга или на металлические предметы, располагать их только на деревянных подставках.
- Чертежи, необходимые для работы, надо помещать на дощечках или в рамках в специальном отведенном у станка месте.
- Пропитанную маслом ветошь и тряпки во избежание возникновения пожара складывать только в металлический ящик.
При работе на станке надо строго руководствоваться приведенной ниже типовой инструкцией.
Типовая инструкция по технике безопасности на фрезерном станке
data-ad-client=”ca-pub-1317009966067164″
data-ad-slot=”7741248530″
data-ad-format=”auto”
data-full-width-responsive=”true”>
Опасности в работе:
- Ранение рук и пальцев.
- Перелом локтевой кости.
- Заматывание волос оправкой фрезы и скальпирование.
- Поражение глаз отлетающей стружкой при обработке хрупких материалов.
Кроме указанных возможны и другие несчастные случаи, характерные для работы на металлорежущих станках.
До начала работы:
- Одень и приведи в порядок свою спецодежду:
а) застегни обшлага рукавов на пуговицы;
б) спрячь волосы под берет, косынку, завязанную без свисающих концов;
в) надень защитные очки.
- Осмотри станок и проверь его исправность на холостом ходу; проверь наличие и исправность ограждений.
- Проверь исправность рабочего и вспомогательного оборудования.
- Проверь исправность защитного заземления.
Во время работы:
- Установи, надежно укрепи фрезу и обрабатываемую деталь.
- Не клади ничего на станок и не облокачивайся на него.
- Не отвлекайся во время работы посторонними делами и разговорами.
- Пользуйся только исправными инструментами.
- Не трогай фрезу, оправки и деталь во время работы станка.
- Не убирай стружку руками, а пользуйся для этого щеткой, крючками и другим инвентарем.
- Не тормози шкив станка руками.
- Не работай на станке со снятыми ограждениями.
- Не отлучайся от станка, предварительно не остановив его.
После окончания работы:
- Останови станок.
- Удали стружку со станка и тщательно протри его рабочие органы и инструменты.
- Приведи в порядок рабочее место, смажь станок.
- Сдай станок и рабочее место учителю или дежурному.
- Приведи в порядок одежду, тщательно вымой руки.
На изучение горизонтально-фрезерного станка в разделе «Элементы машиноведения» отводится 4 ч.
Первые из двух занятий целесообразно посвятить выполнению лабораторно-практической работы «Ознакомление с устройством фрезерного станка». Используя приведенные в этом номере цветные иллюстраций, а также фотографии и рисунки промышленных образцов фрезерных станков, учитель рассказывает об их устройстве. Особое внимание при этом обращается на сходство в конструкции учебного и промышленного оборудования, назначение отдельных узлов и приспособлений. Затем следует ознакомление с устройством станка по той модели, которая установлена в школьной мастерской. Внимание учащихся обращается на типовые детали, соединения и механизмы станка, на конструктивные отличия узлов от изученных ранее токарновинторезного, сверлильного и токарного по обработке древесины станков.
В конце занятия школьники изучают кинематическую схему станка, определяют по ней передачу главного и вспомогательного движения, число оборотов шпинделя при различных положениях рукояток управления.
Второе занятие по этой теме посвящено подготовке фрезерного станка к работе и фронтальному ознакомлению с приемами управления и работы на нем. В ходе его учитель рассказывает об организации рабочего ме
ста фрезеровщика, показывает приемы закрепления инструмента и заготовок, демонстрирует последовательность действий при фрезеровании плоских поверхностей. Затем учащиеся выполняют упражнение в пуске и остановке станка, перемещении консоли и стола, подводе фрезы к обрабатываемой заготовке, проводят пробную обработку поверхности.
В ходе демонстраций и упражнений особое внимание обращается на безопасные приемы работы.
Поскольку следующая тема программы «Обработка металлов» (26 ч) предусматривает изготовление учащимися изделий, включающих выполнение операции фрезерования, то занятие завершается сообщением графика работы на горизонтально-фрезерном станке.
school-trud.ru
вертикальный станок, горизонтальный и прочие разновидности
 Чтобы обрабатывать детали и заготовки с фасонными и плоскими поверхностями, зубчатые колеса, применяют фрезерные станки. Они обширно распространены в промышленной области и металлообрабатывающей сфере. Несмотря на многообразие видов, главные элементы устройства схожие. Во всех станках основное движение — это движение фрезы. А движение подачи производится относительно перемещения заготовки и фрезы.
Чтобы обрабатывать детали и заготовки с фасонными и плоскими поверхностями, зубчатые колеса, применяют фрезерные станки. Они обширно распространены в промышленной области и металлообрабатывающей сфере. Несмотря на многообразие видов, главные элементы устройства схожие. Во всех станках основное движение — это движение фрезы. А движение подачи производится относительно перемещения заготовки и фрезы.
Все возможности фрезерного станка расширяются при помощи этих дополнений:
- универсальной, долбежной или вертикальной головки;
- круглого разделительного стола;
- универсального делительного аппарата;
- устройство для нарезки гребенок.
Теперь остановимся подробней на определенном виде фрезерных станков.
Вертикально-фрезерные станки
Этот агрегат предназначен для обработки заготовок при помощи торцевых, фасонных и цилиндрических, концевых фрез. А также возможно выполнять работы по сверлению. Служит для обработки зубчатых колес, рамок и углов, вертикальных и горизонтальных плоскостей, которые выполнены из стали, чугуна, а также из цветных и разнообразных сплавов.
 В подобных станках нет консоли, а стол двигается по направляющим станины. Благодаря этой конструкции он имеет предельную жесткость, что, в свою очередь, обеспечивает сравнительно точную обработку детали. Головка шпинделя является также коробкой скоростей. Шпиндель совместно с гильзой возможно двигать в осевом направлении.
В подобных станках нет консоли, а стол двигается по направляющим станины. Благодаря этой конструкции он имеет предельную жесткость, что, в свою очередь, обеспечивает сравнительно точную обработку детали. Головка шпинделя является также коробкой скоростей. Шпиндель совместно с гильзой возможно двигать в осевом направлении.
Вертикально-фрезерный станок имеет два вида:
- вертикальный консольно-фрезерный;
- вертикальный без консоли.
Горизонтально-фрезерные устройства
Этот тип служит для обработки деталей небольших диаметров, и он имеет шпиндель горизонтального расположения. Такая конструкция разрешает обработку винтовых, фасонных, а также горизонтальных и вертикальных поверхностей, углов и пазов. Работы осуществляются при помощи цилиндрических и дисковых, концевых, угловых, торцевых, фасонных фрез. Обработка заготовки, для которой потребуется винтовое движение или деление, допустима при применении добавочных устройств.
Особенность, которая его отличает, возможность двигать стол перпендикулярно и параллельно шпиндельной оси. Все узлы, которые важны поставлены на станине, внутри которой располагается коробка скоростей и шпиндельный узел. На консоли располагается коробка подач, а консоль двигается по вертикальным направляющим. Хобот с серьгами служит для поддержания оправки с инструментами.
Сверлильные агрегаты
 Металлообрабатывающие станки, которые относятся к группе сверлильно-фрезерных, служат для обрабатывания горизонтальных, вертикальных и наклонных поверхностей. Пазы в крупногабаритных деталях возможно сделать также с их помощью.
Металлообрабатывающие станки, которые относятся к группе сверлильно-фрезерных, служат для обрабатывания горизонтальных, вертикальных и наклонных поверхностей. Пазы в крупногабаритных деталях возможно сделать также с их помощью.
Этот тип станков по металлу располагает сверлильно-фрезерной головкой, которая разрешает производить работы по сверлению под наклоном и обрабатывать поверхность, расположенную под углом к горизонтальной оси. То что в реверсном режиме может действовать рабочая головка, является его отличием, универсальностью, определенной вероятностью проводить две и более востребованных операций, эти станки очень выгодны, с точки зрения экономии средств и экономии на производственной площади места. Такой аппарат иметь у себя дома не откажется ни один домашний умелец, потому как он объединил в себе несколько результативных и полезных устройств.
Универсально-фрезерные
В малосерийном производстве для изготовления деталей методом фрезерования применяют этот вид. В ремонтно-механических небольших мастерских, а также в инструментальных цехах.
Вместе с основными узлами, шпиндельный узел и коробка скоростей, находятся внутри станины. Консоль двигается по вертикальным направляющим, а по консольным направляющим двигаются салазки с поворотным механизмом, на котором размещается особый стол, который двигается в горизонтальной плоскости с разнообразными углами относительно шпиндельной оси. С помощью конструкционных особенностей выполняемые работы на таких станках делаются качественно и быстро.
Настольные станки
Настольные весьма компактны и благодаря этому они широко популярны в мастерских по ремонту оборудования, автомастерских, в школах и пту также установлены такие станки. С помощью их производятся подобные работы:
- сверление отверстий, нарезка резьбы, вертикальная фрезеровка концевыми, торцевыми и шпоночными фрезами;
- горизонтальное фрезерование цилиндрическими, дисковыми и другими фрезами также проводится с их помощью.
Конструкционная особенность таких станков — это жесткость при верном монтаже. Если он будет установлен правильно, то все работы будут выполнены сравнительно точно. Применяется такой вид в серийном производстве разнообразных деталей. Низкое потребление электроэнергии, их компактность, маневренность и невысокая себестоимость, является преимуществом подобных станков.
Фрезерные аппараты с ЧПУ
Данные станки нашли свое применение в массовом производстве деталей с высоким качеством. Фрезерные станки с ЧПУ намного отличаются от обыкновенных фрезерных станков, потому что на них оборудование производят с использованием последних технологий. С их помощью можно добиться высокого качества изготовления деталей, при высокой скорости производительности.
В малосерийном и серийном производстве, где нужно выполнить сверление, зенкерование, растачивание отверстий в деталях из пластмасс, черных и цветных металлов применяются станки с ЧПУ. Данное оборудование снабжается приводом, который управляется контроллером, подключенным к любому компьютеру.
Среди главных превосходств отмечают:
- высокое повышение производительности со станком на ручном управлении;
- явное понижение нужды в квалифицированных рабочих;
- очевидное снижение сроков перехода на производство новых заготовок;
- более элементарное и практическое оснащение;
- высокое сокращение сроков производственного цикла.
Обрабатывающие центры с ЧПУ
В таких промышленных секторах, как автомобильный, аэрокосмический, приборостроение, а также в областях, где невозможно обойтись без массового производства высококачественных деталей, применяются обрабатывающие центры с ЧПУ. С их помощью осуществляется обширный диапазон фрезерных, растачиваемых и сверлильных работ. Такие станки снабжаются современными приводами, которыми управляют специальные контролеры, подключенные к любому IBM P. C. Стоит отметить, что система контроля, а также управления, оснащена высококлассным программным обеспечением, которое производят мировые производители. Отличительной чертой такого станка является высокая скорость резания и высокая точность.
Широкоуниверсальные станки
Широкоуниверсальные фрезерные станки служат для фрезерной обработки деталей из чугуна, стали и сплавов из других материалов. Отличаются они от горизонтально-фрезерных, наличием еще одной шпиндельной головки, установленной на выдвижном хоботе. Она может поворачиваться под всяким углом в двух взаимно перпендикулярных плоскостях. Возможна как раздельная, так и одновременная работа обоими шпинделями. Накладная фрезерная головка устанавливается на поворотной головке станка для дополнения универсальности. Это дает возможность обрабатывать заготовки сложной формы как фрезерованием, так и сверлением, зенкерованием и растачиванием.
В некоторых широкоуниверсальных станках нет консольной панели, а вместо нее по вертикальным направляющим станины, двигается каретка. Каретка имеет горизонтальные направляющие для салазок с рабочей вертикальной поверхностью. Часто с помощью их устанавливают дополнительные устройства, делительный стол или же любое делительное приспособление.
Фрезерная группа токарных станков состоит из всех, ранее перечисленных моделей. Различают их по габаритам и характеру выполняемых работ, но все они в равной степени применяются в промышленности. Каждый тип служит для выполнения особых работ, которые нельзя выполнить на станках иного типа.
Технические данные целиком зависят от производителя и марки конкретного станка, а качество выполненных работ — от профессионализма мастера который на них работает.
tokar.guru
«Устройство настольного горизонтально-фрезерного станка», 7 класс (мальчики)
Урок 15 – 16.
Тема: Устройство настольного горизонтально-фрезерного станка.
Цель: ознакомить с устройством и назначением основных узлов горизонтально-фрезерного станка НГФ – 110Ш и с режущим инструментом для фрезерования, изучить основные меры безопасности при работе на станке, научить закреплять заготовку и устанавливать частоту вращения шпинделя.
Оснащение урока: настольный горизонтально-фрезерный станок, набор деталей, изготовляемых на этом станке, учебные таблицы, штангенциркули, заготовки, учебники.
Объект и содержание работы: настольный горизонтально-фрезерный станок, кинематическая схема станка, наладка и настройка станка.
Проверка готовности учащихся к уроку.
Фрезерование — это операция механической обработки резанием, при которой многорезцовый инструмент — фреза (см. рис.) совершает вращательное (главное) движение, а обрабатываемая заготовка — поступательное движение (движение подачи).
Рис. Виды фрез: а — концевые; б – фасонная.
Фрезерование применяют для получения плоских или фасонных гладких поверхностей, пазов, канавок, изготовления зубчатых колес и др. Заготовку устанавливают в тисках или на столе станка (см. рис.).
Рис. Фрезерование плоскостей: а – цилиндрической фрезой в тисках; б – торцевой фрезой на столе станка
В школьных мастерских применяют настольный горизонтально-фрезерный станок модели НГФ-110Ш (см. рис.).
Рис. Горизонтально-фрезерный станок НГФ-110Ш: 1 — основание; 2 – маховик продольной подачи; 3 – корпус станка; 4, 5 – рукоятки переключения частот вращения шпинделя; 6 – коробка скоростей; 7 -хобот; 8 – светильник; 9 — серьга; 10 — оправка с фрезой; 11 – тиски; 12 — стол; 13 — маховик поперечной подачи; 14 – консоль; 15 — маховик вертикальной подачи
На нем можно фрезеровать горизонтальные и вертикальные плоскости, пазы и т.д. цилиндрическими, торцевыми, дисковыми, коническими, угловыми и фасонными фрезами. Наибольший диаметр фрезы не должен превышать 110 мм.
Станок состоит из основания 1 (см. рис.), корпуса 3, коробки скоростей 6. Коробка скоростей обеспечивает получение 6 частот вращения шпинделя — от 125 до 1250 об/мин с помощью рукояток 4 и 5. Фреза закрепляется на оправке 10 зажимными втулками. В верхней части корпуса 3 имеются направляющие типа «ласточкин хвост», в которых установлен хобот 7. Хобот 7 можно перемещать вручную по направляющим. К переднему концу хобота крепится серьга 9, которая служит опорой для оправки 10 с фрезой. Другой конец оправки закрепляется в шпинделе станка.
Заготовку устанавливают непосредственно на столе станка 12 или в тисках 11. Стол может перемещаться в продольном направлении рукояткой 2, в поперечном направлении маховиком 13, в вертикальном направлении вместе с консолью 14 по направляющим станины маховиком 15.
Рассмотрим кинематическую схему станка. От электродвигателя через клиноременную передачу главное движение передается через систему шестерен 15, 25, 34, 41, 43, 48, 50, 57, 59 (см. рис.) на шпиндель.
15 43 41 59 50
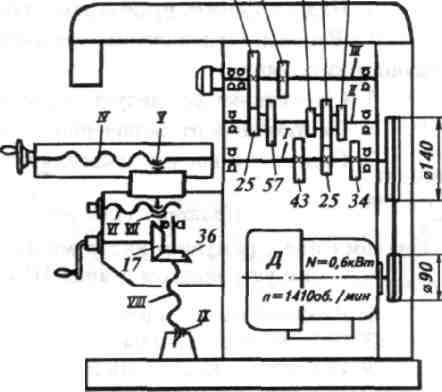
Рис. Кинематическая схема настольного горизонтально-фрезерного станка модели НГФ-110Ш
Правила безопасности
1. Не включать станок без разрешения учителя.
2. Работать на станке только в спецодежде и в защитных очках.
3. Нельзя трогать руками вращающийся шпиндель.
4. Рукоятки управления, маховики подач вращайте плавно, без рывков.
5. Стол станка не следует перемещать до упора.
6. Не отходить от включенного станка.
7. Надежно и прочно закреплять заготовку.
Закрепление нового материала.
1. Что такое фрезерование?
2. Какие инструменты применяются при фрезеровании?
3. Какие виды работ можно выполнять на фрезерном станке?
Практическая работа.
• Рассмотрите несколько фрез и определите их назначение.
• Рассмотрите кинематическую схему станка и покажите, каким образом передается главное движение шпинделю.
• Установите с помощью рукояток коробки скоростей минимальную скорость вращения, включите и выключите станок. То же проделайте, установив максимальную скорость вращения.
• Отсоедините серьгу от хобота, положите па стол. Закрепите на оправку фрезу, поставьте зажимные втулки. Установите на место и закрепите серьгу.
• Закрепите тиски на середине стола и установите в них размеченную заготовку. Переместите консоль станка вверх до легкого касания фрезы. Отведите заготовку от фрезы.
• Установите нужное число оборотов фрезы и включите станок. Выполните пробное фрезерование. Выключите станок. Далее некоторым учащимся предлагается выполнить пробное фрезерование.
Целевые обходы учителя.
Учитель контролирует правильность выполнения работы.
Заключительная часть.
Подвести итоги урока (обратить внимание на активность учащихся).
Разобрать ошибки, допущенные учащимися при выполнении работы.
Оценить работу учащихся и сообщить оценки, комментируя их.
Уборка рабочих мест и мастерской.
Домашнее задание. §23, стр. 107 – 111.
infourok.ru
Горизонтально-фрезерные станки
(Рис. 2) Данный тип оборудования имеет горизонтально расположенный шпиндель. Применяется для обработки небольших деталей/заготовок. Конструкция станка позволяет обрабатывать винтовые и фасонные, горизонтальные и вертикальные поверхности, а также углы и пазы. Работы выполняются с помощью дисковых и цилиндрических, угловых и концевых, торцевых и фасонных фрез. Обработка, требующая винтового движения или деления возможна только с применением дополнительных приспособлений.
Отличительной особенностью станка является возможность перемещать стол как перпендикулярно, так и параллельно оси шпинделя. Все «жизненно важные» узлы оборудования установлены на станине, внутри которой также находится коробка скоростей и шпиндельный узел. Коробка подач размещена на консоли, та в свою очередь перемещается по вертикальным направляющим. А оправку с инструментами поддерживает хобот с серьгами.

Рис. 2
Пример: НГФ-110-Ш4, 6П80Г, 6М82ГБ (на базе станка 6М82Г).
Сверлильно-фрезерные станки
(Рис. 3) Сверлильно-фрезерные станки по металлу предназначены для обработки горизонтальных, вертикальных и наклонных плоскостей, а также пазов в крупногабаритных заготовках. Благодаря отличному совмещению двух наиболее часто выполняемых операций в одном станке, существенно экономится производственное пространство и материальные средства. Стоит отметить, что сверлильно-фрезерная головка позволят производить обработку наклонных поверхностей и сверлить под углом. Также головка оснащена автоматическим реверсивным циклом.

Рис. 3.
Примеры: ВСМ-029, СФ-1, Stalex ZX50C, Stalex ZX7550C с УЦИ.
Универсальный фрезерный станок
(Рис. 4) Данный вид станков используется для изготовления деталей методом фрезерования в мелкосерийном производстве, в инструментальных цехах и небольших ремонтно-механических мастерских. Применяется для обработки вертикальных и горизонтальных плоскостей, моделей штампов, спиралей и т. д.
Коробка скоростей и шпиндельный узел размещены внутри станины вместе с основными узлами оборудования. Консоль передвигается по вертикальным направляющим, а по консольным направляющим перемещаются салазки с поворотным устройством, на котором располагается специальный стол, он в свою очередь, перемещается в горизонтальной плоскости под разными углами относительно оси шпинделя. Благодаря конструкционным особенностям, производимые работы выполняются быстро и качественно.

Рис 4.
Некоторые модели: XW6136, X6436, XN6336C, PROMA FVV-30, Optimum MF1 Vario.
Настольные фрезерные станки
(Рис. 5) Благодаря своей компактности этот тип станков обрел широкую популярность среди ремонтных мастерских и автосервисов, школ и ПТУ. С его помощью выполняются такие операции — сверление отверстий, нарезание резьбы, горизонтальное фрезерование цилиндрическими, дисковыми, фасонными, и другими фрезами, вертикальное фрезерование торцевыми, концевыми, шпоночными и другими фрезами.
Среди конструкционных особенностей выделяют особую жесткость (при правильной установке станка), благодаря чему все работы выполняются с относительной точностью. Данный тип станков применят для серийного производства различных деталей. Основные преимущества настольных фрезерных станков это низкий уровень потребления энергии, мобильность, невысокая стоимость и компактность.

Рис 5.
Пример: Optimum BF16 Vario, ВМД-16В (WMD16V), ВМД-20В (WMD20V).
studfiles.net
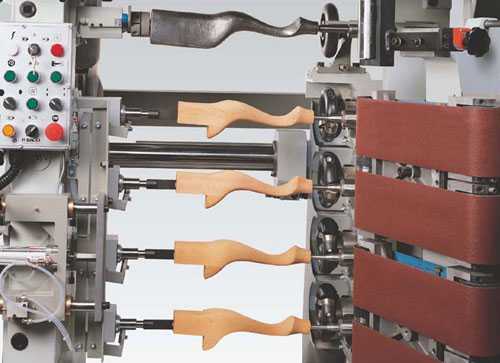
Фрезеровочный (фрезерный) станок по дереву
СодержаниеНа сегодняшний день фрезерование общепризнанно считается наиболее высокопроизводительным и широко распространенным способом обработки резанием. Этот способ реализуется с помощью вертикальных фрезерных станков по дереву (ФСШ) PROMA SF-40/1500.
- Копировальный фрезерный станок по дереву
Представленное устройство для дома способно формировать плоские, рифленые, гладкие поверхности деталей. Кроме того, настольный мини-агрегат способен делать пазы и канавки.
Читайте также: характеристики и модели шипорезных станков по дереву.
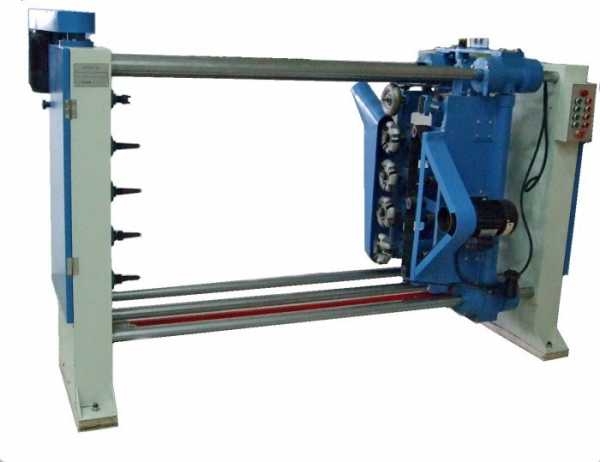
Виды и особенности
Представленный двухсторонний настольный мини-агрегат поможет дома изготовить и обработать детали из древесины и древесных композиционных материалов.
Стационарный ручной мини-станок (ФСШ) PROMA SF-40/1500 для дома имеет достаточно несложное внутреннее устройство, а его внутренние детали (вал в том числе) с легкостью подвергаются замене.
Читайте также: на что способны ручные фрезеры по дереву?
Работа агрегата с маркировкой SF-40/1500 может проводиться со стружечными, столярными и древесноволокнистыми плитами и фанерами. Сейчас выделяют несколько разновидностей мини-устройств, работа которых производится благодаря наличию важной детали.

Стационарный мини-станок PROMA SF-40/1500
Эта деталь – стальной вал. Вал при выходе устройства из строя может быть без особых усилий заменен. Кроме мини-устройства PROMA SF-40/1500 следует на такие виды, как:
- ручные фрезерные мини-станки по дереву;
- копировально-фрезерные;
- токарно-фрезерные;
- настольные фрезерные мини-станки по дереву;
- вертикальные фрезерные агрегаты;
- горизонтальные фрезерные станки.
Устройство и работа всех механизмов (мини-агрегата PROMA SF-40/1500 в том числе) основывается на вращении ключевой детали, которая называется вал. Вал может быть выполнен с применением стали или чугуна.
Читайте также: разновидности прижимов для фрезерного станка.
к меню ↑
Ручной фрезерный станок
Этот ручной мини-агрегат, как и его аналог PROMA SF-40/1500, рассчитан на то, что выполняемая им работа будет по своему объему небольшой. Ввиду небольших размеров данного устройства его вал выполнен из легкосплавных материалов.
На производственной линии такое устройство использовать будет крайне нерационально, а вот в мастерских домашнего типа, также как и мини-агрегат с маркировкой SF-40, выбрать и использовать можно повсеместно.

Стационарный фрезерный станок по дереву
Практически во всех случаях это ручное мини-устройство следует выбрать для того, чтобы заниматься изготовлением различных пазов, при помощи которых детали могут быть подвергнуты надежному соединению.
Тем более что пазы маленьких размеров, без помощи представленного станка по дереву, изготовить будет крайне проблематично. В тех ситуациях, когда возникает потребность в изготовлении всяческих декоративных элементов, работа такого станка с маркировкой SF-40 является наиболее подходящим вариантом.
Современные производители мебели предусматривают наличие в ней разнообразных стяжек и прочих соединительных элементов, которые могут быть созданы с помощью этого ручного устройства.
Читайте также: все о фрезерных станках от компании Джет.
к меню ↑
Копировально-фрезерный станок по дереву
В ряде тех случаев, когда возникает необходимость в выполнении сложной работы с большим количеством разнообразных узлов и деталей, следует выбрать копировальный агрегат такого типа.
Такая работа требует абсолютной степени точности и идентичности двух созданных предметов. В ручном режиме произвести выполнение таких действий будет достаточно затруднительно, кроме того на это уйдет большое количество времени.
Представленная разновидность агрегата (ФСШ) придется в такой ситуации как нельзя кстати. Этот станок (как и модификация SF-40 и PROMA SF-40/1500 или советский ручной станок ФСШ) в работе применяет уже заранее заготовленные шаблоны.
Шаблоны представлены в виде деталей, изготовленных из материала любого типа. К примеру, можно выбрать дерево или пластик.
Копировально-фрезеровочный станок по дереву
В искусственно созданной вакуумной среде изначальная заготовка плотно прижимается, после чего начинается подача шаблона. В итоге получается доскональное копирование всех контуров с любой степенью сложности имеющихся на них узоров.
к меню ↑
Токарно-фрезерный станок
Такая разновидность станка предназначается для того, чтобы придавать форму заготовке в процессе обработки древесины профильным методом. Это устройство также имеет утяжеленный вал и способно производить обработку сколько угодно, элементов имеющих форму:
- многогранника;
- круга;
- винтовой детали;
- кубической детали.
Работа и способы обработки осуществляются благодаря расширенным возможностям программирования устройства. В зависимости от особенностей обрабатываемого материала возможно применение токарных ножей, а также дисковых и пальчиковых фрез.
Читайте также: о параметрах барабанных станков по дереву.
Обработка особенно сложных деталей может производиться с легкостью, благодаря наличию интегрированной схемы внутреннего устройства этих станков.
к меню ↑
Настольный фрезерный станок
Этот домашний агрегат значительно отличается от всех вышеописанных высокой степенью простоты, сочетающейся с удобством при эксплуатации.
Стоит обратить внимание, что многие его детали, в частности вал, похожи на элементы ручного аналога. Это связанно с тем, что использование настольного изделия наиболее актуально в домашних условиях и в частных мастерских.
Небольшие габариты изделия позволяют выбрать и производить сложные разновидности работ, утяжеленный маленький вал также помогает в процессе.
Применение такого устройства будет наиболее полезным в тех случаях, когда будут изготавливаться миниатюрные детали для мебели, откосы и другие декоративные элементы. Кроме того такой агрегат, имея удобный вал, может производить распилку дерева, его строгание и шлифование.
к меню ↑
Станок (ФСШ) горизонтально-фрезерного типа
Эти агрегаты являются универсальными многолезвийными режущими инструментами. Главное рабочие движение в них — это вращение фрезы, которое обеспечивает работа вала.
Шпиндель такого станка, который отвечает за несение фрезы, находится в вертикальной плоскости, однако, при желании, установить его можно и под нужным углом к обрабатываемой заготовке.
Стол может передвигаться как вручную, так и посредством использования механического привода. Вся работа достаточно точно контролируется, благодаря наличию градуированных лимб, закрепленных на винтах ходового типа.
Читайте также: возможности горизонтально-фрезерного станка модели «6Р82».
data-ad-client=”ca-pub-8514915293567855″
data-ad-slot=”5929285318″>

Фрезерный станок по дереву горизонтального типа
Дополнительная коррекция проводится прецизионными шкалами, оснащенными оптическим увеличением.
Для того чтобы проводить фрезеровку горизонтальных поверхностей следует выбрать как цилиндрические, так и торцовые фрезы.
Читайте также: для чего применяются фуговальные станки?
При этом двухсторонний вал находится в горизонтальном положении. Обработка всех поверхностей, находящихся в вертикальной плоскости выполняется следующими несколькими типами фрез. Они могут быть:
- дисковыми двусторонними;
- концевыми;
- торцевыми.
Представленный агрегат отличается тем, что имеет горизонтальное расположение оси шпинделя. Его стол с расположенной на нем деталью перемещаться может в трех направлениях. Это:
- Продольное.
- Поперечное.
- Вертикальное.
Станки подразделяются на два основных класса и могут быть простыми и универсальными. Универсальные устройства отличаются тем, что их рабочий стол может вращаться вокруг оси вертикального типа так, что движение может осуществляться под разными углами наклона к шпинделю. Это может очень помочь в том случае, когда требуется произвести нарезку винтовых канавок.
Читайте также: общие сведения о шпинделях по металлу для фрезерного станка с ЧПУ.
к меню ↑
Устройство горизонтально-фрезерного станка
Стоит отметить, что главное рабочее движение такого устройства – вращательное. В нем принимают участие шпиндель и фреза.
Движение подачи выражается в перемещении рабочего стола в продольном, поперечном и вертикальном направлениях. При ускоренном движении стола реализуется вспомогательное движение. Главное движение обеспечивается благодаря действиям рабочего привода.
Такой ручной станок (ФСШ) во время своей работы передает энергию движения от электрического двигателя через корпус упругой муфты на шестеренную коробку, регулирующую скорости.
Читайте также: устройство, виды и работа 3Д фрезера по дереву с ЧПУ.

Самодельный копировально-фрезеровочный станок по дереву
Три подвижных блока, состоят из колес зубчатого типа. Коробка скоростей может работать с 18 различными частотами вращения. При осуществлении передачи движения от одного вала к другому, в сцепление вводятся те пары колес, которые обладают наиболее заниженным передаточным отношением.
Благодаря реверсированию электродвигателя агрегат способен своевременно изменять направление шпинделя во время вращения.
При эксплуатации изменение подачи регламентируется при переключении положений в коробке передач. Для этого применяются тройные блоки с встроенной кулачковой муфтой. Представленное устройство снабжено системой охлаждения, которая воздействует на кромку режущего инструмента.
Читайте также: «Разновидности станков Прома».
к меню ↑
Устройство вертикального фрезерного станка
Благодаря высокой мощности приводов и высокой степени жесткости таких агрегатов, при осуществлении работы может активно применяться твердосплавный режущий инструмент.
В станине такого устройства размещается коробка, обеспечивающая переключение скоростей. В верхней оконечности станины закреплена головка шпиндельного типа.
Она может при необходимости осуществлять поворот в вертикальной плоскости. Наряду с этим ось, на которой крепится шпиндель можно поворачивать под любым углом к плоскости стола, на котором будет проводиться работа.
Главное движение здесь – это движение шпинделя. Рабочий стол, на котором головка повергается закреплению, может быть перемещен в продольной плоскости с помощью специальных направляющих салазок.
Салазки имею возможность двигаться в поперечной плоскости. Движение осуществляется в соответствии с ориентировкой на направляющие консоли.
Они двигаются по направляющим станины, расположенным вертикально. Таким образом, при установлении заготовки на стене можно производить ее подачу одном из трех необходимых направлений.
Горизонтальный фрезерный станок по дереву
Для того чтобы заготовка была надежно закреплена на станках фрезерного типа (ФСШ) применяются специальные и универсальные приспособления. Они представлены в виде:
- прихватов;
- угольников;
- призм;
- машинных тисков.
При необходимости может быть обработано большое число заготовок одинакового типа. С этой целью применяются такие специальные приспособления, которые пригодны только осуществляя установки и дальнейшего закрепления заготовок на представленном агрегате.
Одной из важнейших деталей устройств такого типа считаются делительные головки. Они нужны для того, чтобы способствовать периодическому повороту обрабатываемых заготовок на нужное значение угла.
Стоит отметить, что кроме того делительная головка обеспечивает непрерывное вращение заготовки при осуществлении фрезерования винтовых канавок.
Сама делительная головка состоит из корпуса, в котором располагается поворотный барабан и отцентрированный шпиндель. К шпинделю надежным образом прикреплено колесо червячно-зубчатого типа. Число зубьев на нем может достигать сорока.
Читайте также: какие бывают делительные головки для фрезерного станка?
Все зубья впадают в сцепление с однозаходным червяком. Вращение шпинделю подается посредством рукоятки вручную.
В том случае, когда проводится один оборот рукоятки, шпиндель успевает осуществить 1/40 оборота. Передний его конец оснащен нарезанной резьбой. Она обеспечивает навинчивание кулачкового патрона или поводка.
Лимб, который снабжен пятью сквозными отверстиями, прикреплен к полому валу. Внутри лимба имеется еще один вал, снабженный рукояткой. Для того чтобы лимбом можно было пользоваться с высокой степенью удобства, он оснащен специальным раздвижным сектором, в состав которого входит две ножки.
Они установлены таким образом, что между ними находится нужное число отверстий, соединяющих деталь с лимбом.

Схема устройства фрезерного станка
Он прикреплен к шпинделю для того, чтобы заготовку можно было при необходимости разделить на несколько частей. Изготовление цельных фрез производится с применением инструментальных разновидностей сталей.
Читайте также: характеристики популярных горизонтально-расточных станков.
Корпус под (ФСШ) ручной вертикальный фрезерный аппарат по дереву производится из стали конструкционного типа. Все рабочие части зубьев дополнительно посредством припайки снабжаются пластинами из быстрорежущих сортов стали и сплавов твердых разновидностей.
Сборные фрезы оснащаются зубьями, которые закрепляются на корпусе при содействии разнообразных механических методов.
Зуб, расположенный на торцовой фрезе обладает главным углом, измерение которого производится между проекцией основного режущего инструмента и осевой плоскостью направления подачи заготовки. Эти элементы могут быть изготовлены как в цельном, так и в сборно-напайном виде.
Читайте также: как выполнить сборку фрезерного станка по дереву своими руками?
к меню ↑
Как работает (ФСШ) фрезерный станок по дереву JET JWS -2900? (видео)
data-full-width-responsive=”true”
data-ad-client=”ca-pub-8514915293567855″data-ad-slot=”8040443333″>
ostanke.ru
Устройство настольного горизонтально-фрезерного станка
Тема: Устройство настольного горизонтально-фрезерного станка.
Цель: ознакомить с устройством и назначением основных узлов горизонтально-фрезерного станка НГФ – 110Ш и с режущим инструментом для фрезерования, изучить основные меры безопасности при работе на станке, научить закреплять заготовку и устанавливать частоту вращения шпинделя.
Оснащение урока: настольный горизонтально-фрезерный станок, набор деталей, изготовляемых на этом станке, учебные таблицы, штангенциркули, заготовки, учебники.
Объект и содержание работы: настольный горизонтально-фрезерный станок, кинематическая схема станка, наладка и настройка станка.
Ход урока:
Вводная часть.
Организационный момент.
Проверка готовности учащихся к уроку.
Повторение пройденного материала.
Что такое операционная карта и какую информацию она содержит?
Что такое технологический установ и технологический переход?
Как определить наименьший предельный размер?
Может ли переход состоять из одного рабочего хода?
Что называется допуском на обработку?
Сообщение цели урока.
Изложение программного материала.
Фрезерование — это операция механической обработки резанием, при которой многорезцовый инструмент — фреза (см. рис.) совершает вращательное (главное) движение, а обрабатываемая заготовка — поступательное движение (движение подачи).

Рис. Виды фрез: а — концевые; б – фасонная.
Фрезерование применяют для получения плоских или фасонных гладких поверхностей, пазов, канавок, изготовления зубчатых колес и др. Заготовку устанавливают в тисках или на столе станка (см. рис.).
v
ТискиРис. Фрезерование плоскостей: а – цилиндрической фрезой в тисках; б – торцевой фрезой на столе станка
В школьных мастерских применяют настольный горизонтально-фрезерный станок модели НГФ-110Ш (см. рис.).
Рис. Горизонтально-фрезерный станок НГФ-110Ш: 1 — основание; 2 – маховик продольной подачи; 3 – корпус станка; 4, 5 – рукоятки переключения частот вращения шпинделя; 6 – коробка скоростей; 7 -хобот; 8 – светильник; 9 — серьга; 10 — оправка с фрезой; 11 – тиски; 12 — стол; 13 — маховик поперечной подачи; 14 – консоль; 15 — маховик вертикальной подачи
На нем можно фрезеровать горизонтальные и вертикальные плоскости, пазы и т.д. цилиндрическими, торцевыми, дисковыми, коническими, угловыми и фасонными фрезами. Наибольший диаметр фрезы не должен превышать 110 мм.
Станок состоит из основания 1 (см. рис.), корпуса 3, коробки скоростей 6. Коробка скоростей обеспечивает получение 6 частот вращения шпинделя — от 125 до 1250 об/мин с помощью рукояток 4 и 5. Фреза закрепляется на оправке 10 зажимными втулками. В верхней части корпуса 3 имеются направляющие типа «ласточкин хвост», в которых установлен хобот 7. Хобот 7 можно перемещать вручную по направляющим. К переднему концу хобота крепится серьга 9, которая служит опорой для оправки 10 с фрезой. Другой конец оправки закрепляется в шпинделе станка.
Заготовку устанавливают непосредственно на столе станка 12 или в тисках 11. Стол может перемещаться в продольном направлении рукояткой 2, в поперечном направлении маховиком 13, в вертикальном направлении вместе с консолью 14 по направляющим станины маховиком 15.
Рассмотрим кинематическую схему станка. От электродвигателя через клиноременную передачу главное движение передается через систему шестерен 15, 25, 34, 41, 43, 48, 50, 57, 59 (см. рис.) на шпиндель.
15 43 41 59 50
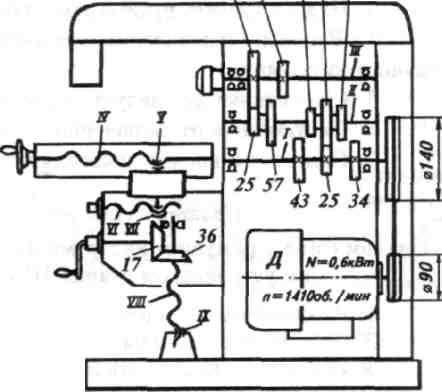
Рис. Кинематическая схема настольного горизонтально-фрезерного станка модели НГФ-110Ш
Правила безопасности
1. Не включать станок без разрешения учителя.
2. Работать на станке только в спецодежде и в защитных очках.
3. Нельзя трогать руками вращающийся шпиндель.
4. Рукоятки управления, маховики подач вращайте плавно, без рывков.
5. Стол станка не следует перемещать до упора.
6. Не отходить от включенного станка.
7. Надежно и прочно закреплять заготовку.
Закрепление нового материала.
1. Что такое фрезерование?
2. Какие инструменты применяются при фрезеровании?
3. Какие виды работ можно выполнять на фрезерном станке?
Практическая работа.
• Рассмотрите несколько фрез и определите их назначение.
• Рассмотрите кинематическую схему станка и покажите, каким образом передается главное движение шпинделю.
• Установите с помощью рукояток коробки скоростей минимальную скорость вращения, включите и выключите станок. То же проделайте, установив максимальную скорость вращения.
• Отсоедините серьгу от хобота, положите па стол. Закрепите на оправку фрезу, поставьте зажимные втулки. Установите на место и закрепите серьгу.
• Закрепите тиски на середине стола и установите в них размеченную заготовку. Переместите консоль станка вверх до легкого касания фрезы. Отведите заготовку от фрезы.
• Установите нужное число оборотов фрезы и включите станок. Выполните пробное фрезерование. Выключите станок. Далее некоторым учащимся предлагается выполнить пробное фрезерование.
Целевые обходы учителя.
Учитель контролирует правильность выполнения работы.
Заключительная часть.
Подвести итоги урока (обратить внимание на активность учащихся).
Разобрать ошибки, допущенные учащимися при выполнении работы.
Оценить работу учащихся и сообщить оценки, комментируя их.
Уборка рабочих мест и мастерской.
Домашнее задание. §23, стр. 107 – 111.
multiurok.ru