Портальный фрезерный станок чпу – Большой портальный фрезерный станок с ЧПУ своими руками / Habr
alexxlab | 03.12.2020 | 0 | Фрезерные станки
Большой портальный фрезерный станок с ЧПУ своими руками / Habr
Здравствуй дорогой читатель, в этой статье хочу поделиться своим опытом постройки фрезерного портального станка с числовым программным управлением.
Подобных историй в сети очень много, и я наверное мало кого удивлю, но может эта статья будет кому то полезна. Эта история началась в конце 2016 года, когда я со своим другом – партнером по разработке и производству испытательной техники аккумулировали некую денежную сумму. Дабы просто не прогулять деньги (дело то молодое), решили их вложить в дело, после чего пришла в голову идея изготовления станка с ЧПУ. У меня уже имелся опыт постройки и работы с подобного рода техникой, да и основной областью нашей деятельности является конструирование и металлообработка, что сопутствовало идее с постройкой станка ЧПУ.
Вот тогда то и началась движуха, которая длиться и по сей день…
Продолжилось все с изучения форумов посвященных ЧПУ тематике и выбора основной концепции конструкции станка. Предварительно определившись с обрабатываемыми материалами на будущем станке и его рабочим полем, появились первые бумажные эскизы, в последствии которые были перенесены в компьютер. В среде трех мерного моделирования КОМПАС 3D, станок визуализировался и стал обрастать более мелкими деталями и нюансами, которых оказалось больше чем хотелось бы, некоторые решаем и по сей день.
Одним из начальных решений было определение обрабатываемых на станке материалов и размеры рабочего поля станка. Что касается материалов, то решение было достаточно простым — это дерево, пластик, композитные материалы и цветные металлы (в основном дюраль). Так как у нас на производстве в основном металлообрабатывающие станки, то иногда требуется станок, который обрабатывал бы быстро по криволинейной траектории достаточно простые в обработке материалы, а это в последствии удешевило бы производство заказываемых деталей. Отталкиваясь от выбранных материалов, в основном поставляемых листовой фасовкой, со стандартными размерами 2,44х1,22 метра (ГОСТ 30427-96 для фанеры). Округлив эти размеры пришли к таким значениям: 2,5х1,5 метра, рабочее пространство определенно, за исключением высоты подъёма инструмента, это значение выбрали из соображения возможности установки тисков и предположили что заготовок толще 200мм у нас не будет. Так же учли тот момент, если потребуется обработать торец какой либо листовой детали длиной более 200мм, для этого инструмент выезжает за габариты основания станка, а сама деталь/заготовка крепится к торцевой стороне основания, тем самым может происходить обработка торца детали. Конструкция станка представляет собой сборное рамное основание из 80-й профильной трубы со стенкой 4мм. По обе стороны длинны основания, закреплены профильные направляющие качения 25-го типоразмера, на которые установлен портал, выполненный в виде трех сваренных вместе профильных трубы того же типоразмера что и основание.
Станок четырех осевой и каждую ось приводит в движение шарико-винтовая передача. Две оси расположены параллельно по длинной стороне станка, спаренных программно и привязанных к Х координате. Соответственно оставшиеся две оси – это Y и Z координаты.
Почему именно остановились на сборной раме: изначально хотели делать чисто сварную конструкцию с закладными приваренными листами под фрезеровку, установку направляющих и опор ШВП, но для фрезеровки не нашли достаточно большого фрезерно-координатного станка. Пришлось рисовать сборную раму, чтобы была возможность обработать все детали своими силами с имеющимися на производстве металлообрабатывающими станками. Каждая деталь, которая подвергалась воздействию электродуговой сварки, была отожжена для снятия внутренних напряжений. Далее все сопрягаемые поверхности были выфрезерованны, и в последствии подгонки пришлось местами шабрить. Залезая вперед, сразу хочу сказать, что сборка и изготовление рамы оказалась самым трудоемким и финансово затратным мероприятием в постройке станка. Первоначальная идея с цельно сваренной рамой по всем параметрам обходит сборную конструкцию, по нашему мнению. Хотя многие могут со мной и не согласиться.
Многие любители и не только, собирают такого рода и размера (и даже большего) станки у себя в мастерской или гараже, делая целиком сварную раму, но без последующего отжига и механической обработки за исключением сверления отверстий под крепление направляющих. Даже если повезло со сварщиком, и он сварил конструкцию с достаточно хорошей геометрией, то в последствии работы этого станка ввиду дребезга и вибраций, его геометрия будет уходить, меняться. Я конечно могу во многом ошибаться, но если кто то в курсе этого вопроса, то прошу поделиться знаниями в комментариях.
Сразу хочу оговориться, что станки из алюминиевого конструкционного профиля мы тут пока рассматривать не будем, это скорее вопрос другой статьи.
Продолжая сборку станка и обсуждая его на форумах, многие начали советовать сделать внутри рамы и снаружи диагональные стальные укосины для добавления еще большей жесткости. Мы этим советом пренебрегать не стали, но и добавлять укосины в конструкцию то же, так как рама получилась достаточно массивной (около 400 кг). А по завершению проекта, периметр обошъётся листовой сталью, что дополнительно свяжет конструкцию.
Давайте теперь перейдем к механическому вопросу этого проекта. Как было ранее сказано, движение осей станка осуществлялось через шарико–винтовую пару диаметром 25мм и шагом 10мм, вращение которой передается от шаговых двигателей с 86 и 57 фланцами. Изначально предполагали вращать непосредственно сам винт, дабы избавиться от лишних люфтов и дополнительных передач, но без них не обошлось в виду того, что при прямом соединении двигателя и винта, последний на больших скоростях начало бы разматывать, особенно когда портал находится в крайних положениях. Учитывая тот факт, что длина винтов по Х оси составила почти три метра, и для меньшего провисания был заложен винт диаметром 25мм, иначе хватило бы и 16 мм-го винта.
Этот нюанс обнаружился уже в процессе производства деталей, и пришлось быстрым темпом решать эту проблему путем изготовления вращающейся гайки, а не винта, что добавило в конструкцию дополнительный подшипниковый узел и ременную передачу. Такое решение так же позволило хорошо натянуть винт между опорами.
Конструкция вращающейся гайки довольно проста. Изначально подобрали два конических шарикоподшипника, которые зеркально одеваются на ШВП гайку, предварительно нарезав резьбу с ее конца, для фиксации обоймы подшипников на гайке. Подшипники вместе с гайкой вставали в корпус, в свою очередь вся конструкция крепится на торце стойки портала. Спереди ШВП гайки закрепили на винты переходную втулку, которую в последствии в собранном виде на оправке обточили для придания соостности. На неё одели шкив и поджали двумя контргайками.
Очевидно, что некоторые из вас, зададутся вопросом о том – «Почему бы не использовать в качестве механизма передающего движения зубчатую рейку?». Ответ достаточно прост: ШВП обеспечит точность позиционирования, большую двигающую силу, и соответственно меньший момент на валу двигателя (это то, что я с ходу вспомнил). Но есть и минусы – более низкая скорость перемещения и если брать винты нормального качества, то соответственно и цена.
Кстати, мы взяли ШВП винты и гайки фирмы TBI, достаточно бюджетный вариант, но и качество соответствующее, так как из взятых 9 метров винта, пришлось выкинуть 3 метра, ввиду несоответствия геометрических размеров, ни одна из гаек просто не накрутилась…
В качестве направляющих скольжения, были использованы профильные направляющие рельсового типоразмера 25мм, фирмы HIWIN. Под их установку были выфрезерованны установочные пазы для соблюдения параллельности между направляющими.
Опоры ШВП решили изготовить собственными силами, они получились двух видов: опоры под вращающиеся винты (Y и Z оси) и опоры под не вращающиеся винты (ось Х). Опоры под вращающиеся винты можно было купить, так как экономии ввиду собственного изготовления 4 деталей вышло мало. Другое дело с опорами под не вращающиеся винты – таких опор в продаже не найти.
Из сказанного ранее, ось Х приводится в движение вращающимися гайками и через ременную зубчатую передачу. Так же через ременную зубчатую передачу решили сделать и две другие оси Y и Z, это добавит большей мобильности в изменении передаваемого момента, добавит эстетики в виду установки двигателя не вдоль оси винта ШВП, а сбоку от него, не увеличивая габариты станка.
Теперь давайте плавно перейдем к электрической части, и начнем мы с приводов, в качестве них были выбраны шаговые двигатели, разумеется из соображений более низкой цены по сравнению с двигателями с обратной связью. На ось Х поставили два двигателя с 86-м фланцем, на оси Y и Z по двигателю с 56-м фланцем, только с разным максимальным моментом. Ниже постараюсь представить полный список покупных деталей…
Электрическая схема станка довольно проста, шаговые двигатели подключаются к драйверам, те в свою очередь подключается к интерфейсной плате, она же соединяется через параллельный порт LPT с персональным компьютером. Драйверов использовал 4 штуки, соответственно по одной штуке на каждый из двигателей. Все драйвера поставил одинаковые, для упрощения монтажа и подключения, с максимальным током 4А и напряжением 50В. В качестве интерфейсной платы для станков с ЧПУ использовал относительно бюджетный вариант, от отечественного производителя, как указанно на сайте лучший вариант. Но подтверждать или опровергать это не буду, плата проста в своем применении и самое главное, что она работает. В своих прошлых проектах применял платы от китайских производителей, они тоже работают, и по своей периферии мало отличаются, от использованной мной в этом проекте. Заметил во всех этих платах, один может и не существенный, но минус, на них можно всего лишь установить до 3-х концевых выключателя, но на каждую ось требуется как минимум по два таких выключателя. Или я просто не разобрался? Если у нас 3-х осевой станок, то соответственно нам надо установить концевые выключатели в нулевых координатах станка (это еще называется «домашнее положение») и в самых крайних координатах чтобы в случае сбоя или не хватки рабочего поля, та или иная ось просто не вышла из строя (попросту не сломалась). В моей схеме использовано: 3 концевых без контактных индуктивных датчика и аварийная кнопка «Е-СТОП» в виде грибка. Силовая часть запитана от двух импульсных источников питания на 48В. и 8А. Шпиндель с водяным охлаждением на 2,2кВт, соответственно включенный через частотный преобразователь. Обороты устанавливаются с персонального компьютера, так как частотный преобразователь подключен через интерфейсную плату. Обороты регулируются с изменения напряжения (0-10 вольт) на соответствующем выводе частотного преобразователя.
Все электрические компоненты, кроме двигателей, шпинделя и конечных выключателей были смонтированы в электрическом металлическом шкафу. Все управление станком производится от персонального компьютера, нашли старенький ПК на материнской плате форм фактора ATX. Лучше бы, чуть ужались и купили маленький mini-ITX со встроенным процессором и видеокартой. При не малых размерах электрического ящика, все компоненты с трудом разместились внутри, их пришлось располагать достаточно близко друг к другу. В низу ящика разместил три вентилятора принудительного охлаждения, так как воздух в нутрии ящика сильно нагревался. С фронтальной стороны прикрутили металлическую накладку, с отверстиями под кнопки включения питания и кнопки аварийного останова. Так же на этой накладке разместили панельку для включения ПК, ее я снял с корпуса старого мини компьютера, жаль, что он оказался не рабочим. С заднего торца ящика тоже закрепили накладку, в ней разместили отверстия под разъемы для подключения питания 220V, шаговых двигателей, шпинделя и VGA разъем.
Все провода от двигателей, шпинделя, а также водяные шланги его охлаждения проложили в гибкие кабель каналы гусеничного типа шириной 50мм.
Что касается программного обеспечение, то на ПК размещенного в электрическом ящике, установили Windows XP, а для управления станком применили одну из самых распространенных программ Mach4. Настройка программы осуществляется в соответствии с документацией на интерфейсную плату, там все описано достаточно понятно и в картинках. Почему именно Mach4, да все потому же, был опыт работы, про другие программы слышал, но их не рассматривал.
Технические характеристики:
Рабочее пространство, мм: 2700х1670х200;
Скорость перемещения осей, мм/мин: 3000;
Мощность шпинделя, кВт: 2,2;
Габариты, мм: 2800х2070х1570;
Вес, кг: 1430.
Список деталей:
Профильная труба 80х80 мм.
Полоса металлическая 10х80мм.
ШВП TBI 2510, 9 метров.
ШВП гайки TBI 2510, 4 шт.
Профильные направляющие HIWIN каретка HGh35-CA, 12 шт.
Рельс HGh35, 10 метров.
Шаговые двигатели:
NEMA34-8801: 3 шт.
NEMA 23_2430: 1шт.
Шкив BLA-25-5M-15-A-N14: 4 шт.
Шкив BLA-40-T5-20-A-N 19: 2 шт.
Шкив BLA-30-T5-20-A-N14: 2 шт.
Плата интерфейсная StepMaster v2.5: 1 шт.
Драйвер шагового двигателя DM542: 4шт. (Китай)
Импульсный источник питания 48В, 8А: 2шт. (Китай)
Частотный преобразователь на 2,2 кВт. (Китай)
Шпиндель на 2,2 кВт. (Китай)
Основные детали и компоненты вроде перечислил, если что-то не включил, то пишите в комментарии, добавлю.
Опыт работы на станке: В конечном итоге спустя почти полтора года, станок мы все же запустили. Сначала настроили точность позиционирования осей и их максимальную скорость. По словам более опытных коллег максимальная скорость в 3м/мин не высока и должна быть раза в три выше (для обработки дерева, фанеры и т.п.). При той скорости, которой мы достигли, портал и другие оси упершись в них руками (всем телом) почти не остановить — прёт как танк. Начали испытания с обработки фанеры, фреза идет как по маслу, вибрации станка нет, но и углублялись максимум на 10мм за один проход. Хотя после заглубляться стали на меньшую глубину.
По игравшись с деревом и пластиком, решили погрызть дюраль, тут я был в восторге, хоть и сломал сначала несколько фрез диаметром 2 мм, пока подбирал режимы резания. Дюраль режет очень уверенно, и получается достаточно чистый срез, по обработанной кромке.
Сталь пока обрабатывать не пробовали, но думаю, что как минимум гравировку станок потянет, а для фрезеровки шпиндель слабоват, жалко его убивать.
А в остальном станок отлично справляется с поставленными перед ним задачами.
Вывод, мнение о проделанной работе: Работа проделана не малая, мы в итоге изрядно приустали, так как ни кто не отменял основную работу. Да и денег вложено не мало, точную сумму не скажу, но это порядка 400т.р. Помимо затрат на комплектацию, основная часть расходов и большая часть сил, ушла на изготовление основания. Ух как мы с ним намаялись. А в остальном все делалось по мере поступления средств, времени и готовых деталей для продолжения сборки.
Станок получился вполне работоспособным, достаточно жестким, массивным и качественным. Поддерживающий хорошую точность позиционирования. При измерении квадрата из дюрали, размерами 40х40, точность получилась +- 0,05мм. Точность обработки более габаритных деталей не замеряли.
Что дальше…: По станку есть еще достаточно работы, в виде закрытия пыле — защитой направляющих и ШВП, обшивки станка по периметру и установки перекрытий в середине основания, которые будут образовывать 4 больших полки, под объем охлаждения шпинделя, хранения инструмента и оснастки. Одну из четвертей основания хотели оснастить четвертой осью. Также требуется на шпиндель установить циклон для отвода и сбора стружки о пыли, особенно если обрабатывать дерево или текстолит, от них пыль летит везде и осаждается повсюду.
Что касается дальнейшей судьбы станка то тут все не однозначно, так как у меня возник территориальный вопрос (я переехал в другой город), и станком заниматься сейчас почти некому. И вышеперечисленные планы не факт что сбудутся. Не кто этого два года назад и предположить не мог.
В случае продажи станка с его ценником все не понятно. Так как по себестоимости продавать откровенно жалко, а адекватная цена в голову пока не приходит.
На этом я пожалуй закончу свой рассказ. Если что-то я не осветил, то пишите мне, и я постараюсь дополнить текст. А в остальном многое показано в видео про изготовления станка на моем YouTube канале.
habr.com
Портальные фрезерные станки с ЧПУ
Трехосевые фрезерные станки с ЧПУ по алюминию и цветным металлам
Портальные фрезерные станки с ЧПУ с подвижным столом
Портальный фрезерный станок применяется в обработке массивных деталей или заготовок (больше, чем 3х2 м). Станки портального типа отличаются от классического устройства фрезерных станков рядом дополнительных возможностей, например: наличием ЧПУ, датчиков движения, наклонов шпинделя, управлением скоростями вращения. Указанные характеристики позволяют достигнуть бОльшей эффективности при обработке заготовок или деталей на станке. Ко всему прочему, управляющая система станка чаще всего контролирует всего-лишь одну шпиндельную головку, выполняющую все поступающие операции. Портальный фрезерный станок способен поворачивать и наклонять рабочий шпиндель, что добавляет к имеющимся осям (XYZ) дополнительные две. Используя только одну шпиндельную головку, вы получаете определенные преимущества: все проводимые операции можно сложить в одну программу, которая передается в ЧПУ систему станка для последующего автоматического исполнения. Чтобы управлять станком было проще, в комплект входит пульт управления станком, позволяющий контролировать все перемещения, а также изменять скорость шпинделя.
Конструкция портальных станков
Станки с привычной конструкцией имеют раму c одной консолью, что накладывает некоторые ограничения, относящиеся к размерам и весу обрабатываемой детали: большинство станков могут обрабатывать заготовки размером до 2-3 м, и весом до 3 т. Для обработки деталей бОльшего размера требуется портальная станочная рама, поэтому портальный фрезерный станок является отличным решением для обработки больших заготовок.
Чтобы понять ключевые различия данных типов станков, следует знать особенности конструкции и как они работают. Портальный ЧПУ станок имеет портал, который конструкционно состоит из двух консолей, к которым крепится поперечная балка. Шпиндельная головка двигается по направляющим балки вместе со шпинделем, расположенным вертикально. Чтобы ускорить обработку, можно использовать несколько шпинделей, поскольку каждая боковая колонна может управлять своим шпинделем.
Одноконсольные станки способны производить перемещение объекта, вызванное движением раб. стола, в трех направлениях – по осям XYZ. Портальный ЧПУ станок может передвигать стол только по оси Х. Зачастую для обработки особо крупных заготовок опытные конструкторы выбирают станок с закрепленным и неподвижным столом. Подобная конструкция делает возможным перемещение по оси Х, обусловленное наличием портала, подвижным относительно земли и раб. стол.
Cтоит учитывать, что вне зависимости от того, подвижен ли портал, обработку больших заготовок придется производить в режиме повышенной нагрузки на главный шпиндель. Перемещения объекта по осям в процессе обработки создают усилия, направленные на нивелирование деформации, а также силы трения. Соответственно, если целью является высокая точность, будьте готовы к тому, что придется выполнить некоторые задачи, повышающие жесткость, уменьшающие силу трения и препятствующие износу составляющих конструкции, также придется подумать об охлаждении станка и т.п.
Где купить портальный фрезерный станок?
DXM предлагают купить портальный ЧПУ станок по привлекательной цене, с доставкой и гарантией, а также последующим обслуживанием.
Станки DXM собраны бережно и из качественных материалов, что позволяет гарантировать их надежность, а также долгий срок службы. В каталоге DXM можно купить портальные фрезерные станки по привлекательной цене. Технические специалисты компании в обязательном порядке проверяют станок перед отправкой клиенту. Компания осознает свою ответственность и обязуется предоставлять обслуживание после покупки станка. Также компания предоставляет возможность вызова специалиста, который поможет с подключением и наладкой станка.
Осуществляем доставку транспортными компаниями по России (Москве, ЕКБ, СПБ, Воронежу и другим городам). Также осуществляем доставку в страны ЕАЭС. Планируете купить портальный фрезерный станок, но хотите узнать более подробную информацию? Свяжитесь с нашими специалистами и мы все вам расскажем, консультация бесплатна.
mikoni.su
Станок фрезерный портальный с ЧПУ( 3 координаты) СП03
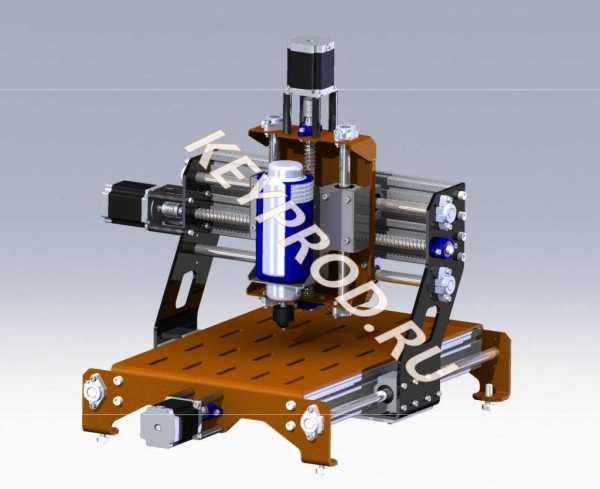
Станок фрезерный с ЧПУ основание
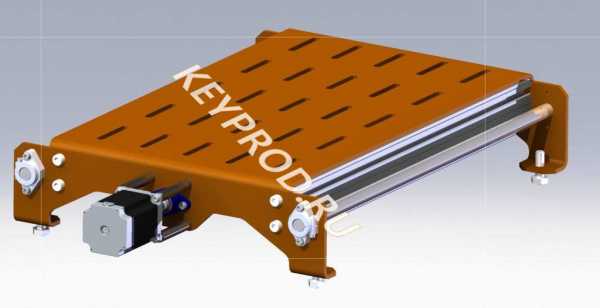
Портал фрезерного станка с ЧПУ

Каретка ЧПУ станка горизонтальная

Каретка ЧПУ станка вертикальная

Скачать упрощенную 3D-модель (для ознакомления)Формат: sldprt,Iges,STP | Скачать 3D-модель (Полная деталировка)Формат: sldprt,sldasm,Iges,STP | Скачать чертежиФормат: jpeg |
www.keyprod.ru
Портальные фрезерные станки по металлу с ЧПУ
К одному из самых прогрессивных типов оборудования для обработки деталей можно по праву отнести портальные фрезерные станки. Особой популярностью на сегодняшний день пользуются модели, оснащенные системой числового программного управления (ЧПУ).
Они находят применение как на крупномасштабном производстве, так и в небольших мастерских. Обрабатывать с их помощью можно заготовки из пластика, древесины, текстолита и цветных металлов. Причем обрабатывать эти материалы можно не только в 2D, но и в 3D-формате.
При помощи портальных фрезерных станков по металлу с ЧПУ легко решается задача высококачественного изготовления элементов строительных конструкций, предметов интерьера и быта, мебели, оснастки для полиграфического оборудования, МАФ, выставочных стендов, сувениров или рекламной продукции. Кроме того, подобные устройства применяются в ювелирном деле и моделировании.
Преимущества и особенности портальных фрезерных станков по металлу с ЧПУ
Электронные компоненты оборудования с программным управлением стандартизированы, поэтому одни и те же модули могут использоваться со станками различных типов. На функциональные возможности таких устройств влияют их конструктивные особенности. Процесс работы ускоряют и упрощают специальные системные самонастройки.
В отличие от обычных обрабатывающих приспособлений со стандартной рамой, представленные станки могут обрабатывать заготовки, имеющие намного большие массу и габариты. Подобная возможность обеспечивается за счет перемещения головки с вертикальным шпинделем по направляющим балки (поперечной). Помимо вертикального хода, шпиндельный модуль оснащен функцией наклона в 2 или 1 плоскостях.
Работают портальные фрезерные станки с ЧПУ следующим образом:
- Станочник подает заготовку, а затем выбирает и активирует необходимую программу.
- Система автоматически подбирает режим для обработки наименее затратным способом.
- Происходит обработка детали в несколько стадий. Шпиндельная головка при этом совершает только рациональные перемещения. Настройка программы происходит после того, как тот или иной этап обработки завершен.
Купить различные модели портальных фрезерных станков с ЧПУ можно в ООО Мир Станочника. Мы предлагаем исключительно качественное, эффективное и долговечное оборудование по приемлемым ценам!
www.mirstan.ru
4 типа ЧПУ станков
Поговорим об изготовлении ЧПУ станка своими руками.
Наиболее значимой и трудной частью самодельного ЧПУ станка является изготовление его механической части. Электронные компоненты ЧПУ станка стандартизированы и могут использоваться одни и те же с любым типом станков.
Для начала стоит рассмотреть типы ЧПУ станков.
Самодельные гравировально-фрезерные ЧПУ станки делятся на 4 базовых типа.
Остальные являются доработками одного из этих типов.
Каждый из этих типов имеет свои плюсы и минусы.
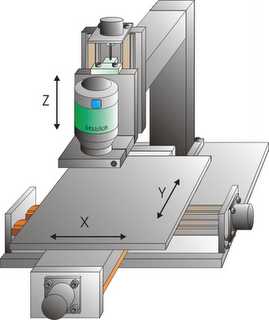
1. Портальный ЧПУ станок

Портальная конструкция ЧПУ станка хороша простотой исполнения и свой первый самодельный ЧПУ станок обычно начинают с нее. Фрезерная часть на ЧПУ станках портального типа может двигаться в осях Z и X.
Достоинства конструкции портального типа:
– Высокая жесткость на изгибы при обработке.
– Простота изготовления.
Недостатки ЧПУ станка портального типа:
– Нет возможности обработки тяжелых заготовок, так как заготовка держится и перемещается по оси X, нагружая ее своим весом.
– Размер обрабатываемой детали ограничен размером портала
2. ЧПУ станок с движущимся порталом

Станок второго типа немногим сложнее станка портального типа. Его же часто рекомендуют для самостоятельного изготовления ЧПУ станков. Фрезерная часть ЧПУ станка такого типа может двигаться в 3-х осях.
Достоинства:
– Простота изготовления.
– Вес обрабатываемой детали ничем не ограничен.
– Удобен электронных печатных плат, особенно поточным методом.
– Можно обрабатывать заготовку неограниченной длинны по оси Y.
Недостатки:
– Нужно использовать жесткую и прочную направляющую для оси X, так как именно эта будет испытывать большие нагрузки при обработке.
3. Фрезерная часть может двигаться в оси Z.
Третий тип конструкции обычно используется при доработке промышленных образцов (например ручного фрезерного станка Proxon) или переделки из сверлильного станка в гравировально-фрезерный ЧПУ станок.
Достоинства:
– Простота переделки из готовой конструкции. Координатный стол для ЧПУ станка такого типа можно взять готовый и вся работа будет заключатся только в установке двигателей и электроники.
Недостатки:
– Нет возможности обработки тяжелых заготовок.
– Ограниченный размер обрабатываемой заготовки. Чаще всего координатные столы такой конструкции применяют для фрезеровки небольших деталей и размер рабочего поля ЧПУ станка составляет 15х15 см
– При обработке краев заготовки возможен прогиб осей X, Y – так как вес заготовки смещенный в один край будет изгибать оси.
4. Безпотральный ЧПУ станок

Четвертый тип станка гораздо сложнее в изготовлении предыдущих и не рекомендуется для первого опыта в изготовлении самодельного ЧПУ станка. Фрезерная часть такого станка может двигаться во всех направлениях.
Сложность данной конструкции в жесткости связки осей X и Y. Добиться того, чтоб при обработке на максимальном удалении по оси Y не было смещений или искривления оси вызванных сопротивлением материала обработке – очень сложно. Особенно если строить из подручных материалов. Из-за этого может пострадать точность обработки.
Достоинства:
– Можно обрабатывать заготовки любых размеров. Достаточно просто переставлять CNC станок на заготовке. Даже если оси сделаны всего 20 см можно обрабатывать заготовку 5х5 метров или больше! 🙂
– Вес обрабатываемой детали ничем не ограничен.
Недостатки:
– Как я уже писал – сложно сделать жесткую конструкцию. Чем длиннее ось Y тем больше рычаг и сильнее искривление оси при обработке заготовки.
Самодельный ЧПУ станок
homecnc.ru
Портальные фрезерные станки ЧПУ – PDF
Точная Тяжелая металлообработка
PR 150 / PR 160 / PR 200 / PR 260 Точная Тяжелая металлообработка P-СЕРИЯ K-СЕРИЯ T-СЕРИЯ MILLFORCE 02 / Применение 03 / Концепция станка 04 / Техника станка 05 / Опции и варианты оснастки 06 / Рабочие
ПодробнееМы работаем для Вас с 1990 года
ФРЕЗЕРНЫЕ ОБРАБАТЫВАЮЩИЕ ЦЕНТРЫ Мы работаем для Вас с 1990 года О КОМПАНИИ Основанная в 1945 году, компания Rambaudi вошла в историю станочного оборудования, представляя свои фрезерные станки и обрабатывающие
ПодробнееМашины для изготовления оконных блоков
Машины для изготовления оконных блоков Автомобильная промышленность Автоматизация зданий Экологическая инженерия Использование водных ресурсов Машиностроение Упаковочные машины Автоматизация сборочного
ПодробнееПроизводственная программа: Серия VDM
Производственная программа: Серия VDM Эта серия базируется на традиционной концепции вертикального токарного станка с вертикальным шпинделем. На станках серии VDM могут обрабатываться детали диаметром
ПодробнееДинамичная обработка деталей
MILLFORCE 1 Динамичная обработка деталей P-СЕРИЯ K-СЕРИЯ T-СЕРИЯ MILLFORCE 02 / Применение 03 / Концепция машины 04 / Техника 05 / Опции и варианты оснащения 06 / Рабочая зона 07 / Технические данные Универсально
ПодробнееДинамичная обработка деталей
MILLFORCE 1 / MILLFORCE 2 / MILLFORCE 3 Динамичная обработка деталей P-СЕРИЯ K-СЕРИЯ T-СЕРИЯ MILLFORCE 02 / Применение 03 / Концепция станка 04 / Техника 05 / Опции и варианты оснащения 06 / Рабочая зона
ПодробнееЛазерные системы Trotec. ww.troteclaser.com
Лазерные системы Trotec с 1997 года Компания Trotec основана в 1997 году в Австрии как дочернее предприятие холдинга Trodat, который более 100 лет является ведущим производителем печатей. Trodat 1912 Trodat
ПодробнееТ О К А Р Н Ы Е И Ф Р Е З Е Р Н Ы Е С Т А Н К И
Т О К А Р Н Ы Е И Ф Р Е З Е Р Н Ы Е С Т А Н К И О компании DMC (Южная Корея) известный корейский производитель качественных токарных и фрезерных обрабатывающих центров, сверлильнофрезерных центров и токарнокарусельных
ПодробнееВертикальные обрабатывающие центры с ЧПУ
Вертикальные обрабатывающие центры с ЧПУ Вертикальные обрабатывающие центры с ЧПУ (с линейными направляющими) Вертикальные обрабатывающие центры с ЧПУ Вертикальные обрабатывающие центры для обработки на
ПодробнееСтанки глубокого сверления
Станки глубокого сверления MOLLART является мировым лидером в сфере разработки, конструирования, производства и технологий применения стандартных одно- и многошпиндельных станков, удовлетворяющих все потребности
ПодробнееУниверсальные токарные станки
Werkzeugmaschinen Универсальные токарные станки ОБЩИЙ КАТАЛОГ MF 1 Точность – это наше призвание Основополагающая цель нашей компании постоянно совершенствовать и улучшать наши высококачественные станки.
ПодробнееGROB-WERKE GmbH & Co. KG
GROB-WERKE GmbH & Co. KG Преимущества концепции станков горизонтальной 5-координатной компоновки www.grobgroup.com www.grobgroup.com 02.04.2015 2 G-серия Образец чистой технологичности G550 универсальный
ПодробнееУПРАВЛЕНИЕ В НОВЫХ ИЗМЕРЕНИЯХ
Интеллектуальное и экологичное решение УПРАВЛЕНИЕ В НОВЫХ ИЗМЕРЕНИЯХ Компания tedrive Steering ваш надёжный партнёр, специализирующийся на разработке и изготовлении систем рулевого управления для мирового
ПодробнееШЛИФОВАЛЬНЫЕ СИСТЕМЫ MÄGERLE
A member of the UNITED GRINDING Group ШЛИФОВАЛЬНЫЕ MÄGERLE Power and precision Основные данные Адаптированные к индивидуальным требованиям решения благодаря модульной конструкции Высочайшая мощность и
ПодробнееТехника – в наших сердцах.
Весь мир точности. Техника – в наших сердцах. На протяжении уже четырех поколений имя FOOKE неразрывно связано с точностью, надежностью и инновационными решениями. «Производить станки могут многие. Но
Подробнее5. Фрезерные головки
5. Фрезерные головки Общая информация 5 Насадные фрезерные головки со сменными ножами бывают двух видов прямые и профильные. Прямые головки с ножами из быстрорежущей стали HSS предназначены для профессиональной
ПодробнееПятиосевой обрабатывающий центр
Пятиосевой обрабатывающий центр JazzR имеет боковую дверь, что позволяет оснащать обрабатывающий центр системой автоматической смены паллет. Модели JazzR5AX и JazzL5AX появились в результате постоянного
ПодробнееСледующая ступень точности
ГРС повышенной точности KG Следующая ступень точности Серия P Серия K Серия T Серия MILLFORCE 02 / Точность 03 / Сферы применения 04 / Техника станка 06 / Опции 07 / Технические данные Точность в совершенстве
ПодробнееИзвестия МГТУ «МАМИ» 1(15), 2013, т. 2
луча (δη ш =30мкм [6]). Применение защитного кожуха или трубы, которые бы могли чисто механически защищать луч от влияния окружающей среды, не является хорошим конструктивным решением, так как приводит
ПодробнееФрезерный станок с ЧПУ
Фрезерный станок с ЧПУ Силовой пакет компактный, недорогой и высокоточный! Фрезерный станок с ЧПУ современной конструкции. Оснащён простым в пользовании управлением Siemens 802D и мощными сервоприводами
ПодробнееE[M]COномия] означает:
[ E[M]COномия] означает: Высокая точность независимо от массы и габаритов станка. MMV 2000 Фрезерный обрабатывающий центр с подвижной колонной. MMV 2000 Фрезерный обрабатывающий центр с подвижной колонной
ПодробнееФрезерные головки SHW
pow by Центр передового опыта по фрезерным головкам Обзор изделий Сервис Контакты Фрезерные головки SHW Умные решения для металлообработки 1 Содержание Гениальные головы изменяют мир Стр. 4 7 8 9 10 13
ПодробнееВыпускники МИЭТ успешно трудятся на многих известных предприятиях, в организациях и компаниях. Таких как:
Выпускники МИЭТ работают более чем в 50 странах мира: США, Германия, Канада, Великобритания, Швейцария, Австрия, Южная Корея, Австралия, Италия, Израиль, Китай, Финляндия, ОАЭ, Чехия, Япония, Бельгия и
ПодробнееПРОЕКТ «СТАНКОСТРОЕНИЕ»
ПРОЕКТ «СТАНКОСТРОЕНИЕ» Производственные мощности и возможности. Инновации. Производство на текущий момент. Начальник отдела 24 – проект «Станкостроение» Тишечкин Сергей Иванович Выпуск металлообрабатывающего
ПодробнееО компании «СтанкоМашСтрой»
О компании «СтанкоМашСтрой» СтанкоМашСтрой станкостроительная компания, основной деятельностью которой является производство современного металлообрабатывающего оборудования и уже более 10 лет успешно
ПодробнееСЕРВИС И КОМПЛЕКСНАЯ ДИАГНОСТИКА СТАНКОВ
Сервисная служба Сервисная служба компании «Перитон Индастриал» состоит из специалистов высокой квалификации, имеющих большой опыт обслуживания станков на ведущих предприятиях авиационной, ракетно-космической
ПодробнееПОДШИПНИКИ РАДИАЛЬНО-УПОРНЫЕ ШАРИКОВЫЕ
ПОДШИПНИКИ РАДИАЛЬНО-УПОРНЫЕ ШАРИКОВЫЕ Подшипники радиально-упорные шариковые Конструктивные разновидности: 26000, 36000, 46000, 126000, 256000 Подшипники радиально-упорные применяются в опорах с комбинированными
ПодробнееConeFit TM максимум универсальности
Компетентность _КОМПЕТЕНТНОСТЬ В МЕТАЛЛООБРАБОТКЕ Фрезерование ConeFit TM максимум универсальности WALTER PROTOTYP ConeFit модульная система для фрезерования ИНСТРУМЕНТАЛЬНАЯ СИСТЕМА Семейство модульных
ПодробнееИнформация для прессы
Информация для прессы Оборот группы компаний Liebherr в 2014 году практически сохранил показатели предыдущего года Ожидаемый совокупный оборот составит 8 866 млн. евро Департаменты производства строительных
Подробнееdocplayer.ru
Портальный фрезерный станок ЧПУ. Применение
Фрезерный станок представляет собой оборудование, с помощью которого осуществляется раскрой разных материалов, к тому же осуществляются гравировальные работы.
Оснащение ЧПУ дает преимущество в точности и скорости выполнения операций. Это означает, что при работе на станке ЧПУ вы сможете справиться с поставленной задачей качественно и в максимально короткий срок.
Превосходство перед другими станками

Портальный фрезерный станок ЧПУ. Применение
По функциональности фрезерные портальные станки ЧПУ превосходят многие другие станки. Они успешны в гравировке вглубь и вдоль материала, 3D раскраивании и фрезеровании. Для осуществления этих операций станку не нужно много времени, в результате чего его эксплуатация становится достаточно выгодной и легко окупается через определенное количество времени.
Основным инструментом в станке является фреза. Фрезы могут быть специализированными, универсальными, для тонкой и грубой обработки. Каждый вид станка укомплектовывается определенной фрезой.
Область применения
Сфера применения портального станка с ЧПУ достаточно обширна и многообразна. Станок работает с самыми различными типами материалов – стекло, дерево, металл, керамика, камень, полимерные и композитные материалы, древесные плиты, акрил.
Деревообработка
Станки TOS Olomouc чаще всего используются в деревообрабатывающей промышленности при работе с палубными материалами, досками, древесными плитами и фанерой. Даже слабые шпиндели с легкостью справляются с раскроем данных материалов. Скорость выполнения работ зависит от породы древесины.
Обработка пластика
Обработка акрила, пластика, толстого ВЭТа, полистирола, ПВХ становится возможной, именно благодаря портальным станкам ЧПУ. По скорости работы с полимерами фрезерный станок является более успешным, чем при обработке древесных материалов. Связано это с менее плотной и однородной структурой пластика. Гравировальные работы осуществляются на двухслойных пластиках, которые имеют разную цветовую гамму. После удаления верхнего слоя, рисунок получается контрастным и четким. Раскрой осуществляется на скорости до 15 мм в секунду с учетом типа обрабатываемого материала.
Металлообработка
Медные, латунные, алюминиевые, бронзовые и другие мягкие металлы поддаются обработке достаточно легко даже при низкой скорости подачи шпинделя. В случае более высокой мощности станка возможна обработка твердых пород стали. Скорость обработки изделий из металла может быть от 10 до 15 мм в секунду.
stroy-bloks.ru