Станок 679 фрезерный – Фрезерный 679. – Фрезерные станки
alexxlab | 05.03.2020 | 0 | Фрезерные станки
Фрезерный 679. – Фрезерные станки
Всем Доброго времени суток. Глядя в раздел фрезерных станков чёт не нашёл я отзывов владельцев 679 фрезеров – мож их нет ни у кого или нет ни у кого проблем с ними, которые надо объсудить? :search: А мож создать свою тему про 679? Пользователи 679-х фрезеров – объединяйтесь! :friends: Сегодня привёз я к себе на bazy тот самый 679 про который спрашивал в разделе “опознато и оценить”. Ту тему хотел закрыть, да незнаю как на неё замок повесить. Как грузил и разгружал чёт фоток забыл сделать, а как закрыл ворота изнутри, закурив вспомнил что надобы заснять исторический момент. Вот фото, на первых 4-х “вот он и его место”, а следующие – еготех состояние как говорится на первый взгляд.
www.chipmaker.ru
679 Паспорт на универсальный фрезерный станок
ОСОБЕННОСТИ ОТДЕЛЬНЫХ УЗЛОВ ШПИНДЕЛЬНАЯ БАБКА
Горизонтальный шпиндель
Зажим инструмента в горизонтальном шпинделе осуществляется шомполом 10. Величина механического перемещения шпиндельной бабки устанавливается упорами 13.
При работе цилиндрическими фрезами оправка фрезы поддерживается хоботом 1 (при помощи серьги). Хобот можно переставлять в направляющих шпиндельной бабки и зажимать в нужном положении.
Суппорт
Суппорт (рис. 12) служит для продольного и вертикального перемещений обрабатываемых изделий механически или вручную.
Механическая подача осуществляется от приводного вала 6, получающего вращение от коробки подач. Механическая подача (продольная и вертикальная) выключается упорами 7 и 12.
Установка суппорта контролируется по лимбам 1 к 9. Для особо точной установки суппорта применяются индикаторы и мерные плитки. Механизмы суппорта смазываются с помощью ручного насоса 5.
Крестовая рукоятка управления, маховики для ручных перемещений и рукоятки зажима суппорта расположены удобно, со стороны рабочего места.
Коробка скоростей
Коробка скоростей (рис. 13) сообщает горизонтальному и вертикальному шпинделям 16 различных скоростей.
Управление коробкой скоростей осуществляется следующим образом. Рукоятка переключения скоростей 4 поднимается вверх. При этом разводятся диски 6, имеющие ряд отверстий. При повороте рукоятки набора скоростей 3 и связанных с нею дисков изменяется положение отверстий дисков относительно пальцев 7. Рукояткой переключения 4 диски сводятся в первоначальное положение. При этом пальцы 7, перемещаясь, переводят при помощи рычагов шестерни коробки скоростей.
Коробка подач
Коробка подач (рис. 14) сообщает суппорту и шпиндельной бабке 16 различных подач, а также быстрое перемещение.
- Станок 679 Электросхема
- 16Е16КП Кинематическая схема станка
Скачать 679 Паспорт на универсальный фрезерный станок
pasportanastanki.ru
Универсально-фрезерный станок 679 – Всё для чайников
- Главная
- Видеотека
- Естествознание
- Физика
- Математика
- Биология
- Экология
- Обществознание
- Обществознание – как наука
- Иностранные языки
- Психология и педагогика
- Русский язык и литература
- Культурология
- Экономика
- Менеджмент
- Логистика
- Философия
- Бухгалтерский учет
- Технические науки
- Черчение
- Материаловедение
- Электротехника
- АСУТП и КИПИА
- Технологии
- Теоретическая механика и сопромат
- САПР
- Метрология, стандартизация и сертификация
- Геодезия и маркшейдерия
- Программирование и сеть
- Информатика
- Языки программирования
- Алгоритмы и структуры данных
- СУБД
- Web разработки и технологии
- Архитектура ЭВМ и основы ОС
- Системное администрирование
- Создание программ и приложений
- Создание сайтов
- Тестирование ПО
- Теория информации и кодирования
- Функциональное и логическое программирование
- Программы
- Редакторы и компиляторы
- Офисные программы
- Работа с аудио видео
- Работа с компьютерной графикой и анимацией
- Автоматизация бизнеса
- Прочие
- Музыка
- Природное земледелие
- Рисование и живопись
- Естествознание
- Библиотека
- Естествознание
- Физика
- Математика
- Химия
- Биология
- Экология
- Астрономия
- Обществознание
- Иностранные языки
- Технические науки
- Теоретическая механика и сопромат
- Сварка
- Естествознание
forkettle.ru
Вертикально-фрезерный станок модели 610г
Вертикально-фрезерный станок модели 610Г предназначен для обработки средних и мелких деталей.
Краткая техническая характеристика станка. Размеры рабочей поверхности стола 225–750 мм. Наибольшее перемещение стола в мм: продольное – 450, поперечное – 150, вертикальное – 300. Пределы частот вращения шпинделя 47÷530 об/мин. Количество продольных подач – 16. Пределы величин продольных подач 19÷420 мм/мин. Мощность главного привода 1,4 кВт.
Конструкция станка. Станок состоит из следующих основных узлов (рис. 4): I – основание, II – станина, III – коробка скоростей, IV – коробка подач, V – шпиндельная головка, VI – консоль, VII – стол с салазками и коробкой реверса, VIII – привод станка, IX – система охлаждения, X – электрооборудование.
К органам управления относятся (рис. 4): 2 – рукоятка переключения скоростей; 3 – рукоятка переключения подач; 4 – гайка зажима поворотной шпиндельной головки; 5 – рукоятка включения автоматического хода стола; 7 – маховик поперечных подач стола вручную; 8 – упорный кулачок автоматического выключения продольного хода стола; 9 – винт закрепления стола на направляющих салазок; 10 – винт закрепления салазок на направляющих консоли; 11 – винт поперечных подач стола вручную; 12 – рукоятка вертикального подъема стола вручную; 13 – винт закрепления консоли на направляющих станины; 14 – пакетный выключатель электронасоса охлаждения; 15 – рукоятка реверса продольной подачи стола.
Универсально-фрезерный станок модели 679
Универсально-фрезерный станок модели 679 отличается от общеизвестных консольных горизонтальных и вертикальных фрезерных станков широкой универсальностью и повышенной точностью. На станке возможно выполнение разнообразных фрезерных работ, а также расточных, сверлильных, разметочных и других операций.
Краткая техническая характеристика станка. Рабочая поверхность стола 260×700 мм. Наибольший ход стола, мм: продольный – 300; вертикальный – 330. Поперечное перемещение шпиндельной бабки 200 мм. Угол поворота шпинделя 45°. Пределы частот вращения шпинделя в об/мин – 110÷1660. Количество подач – 8. Пределы величин продольных и вертикальных подач стола 25÷285 мм/мин. Мощность главного электродвигателя 2,8 кВт.
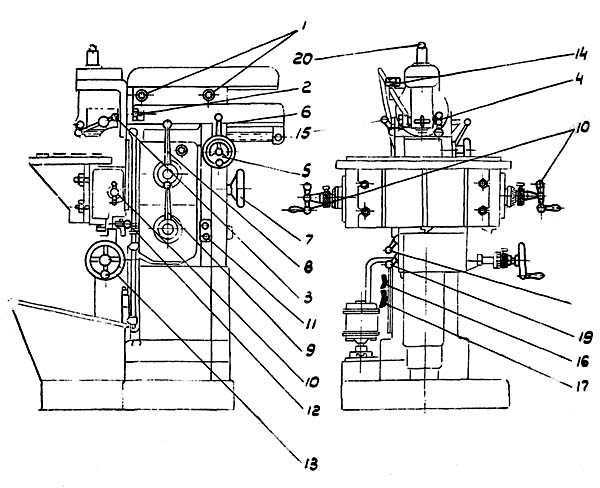
Конструкция станка. На рис. 5 показан общий вид широкоуниверсального фрезерного станка модели 679. Основные узлы станка: А – поворотная головка; Б – шпиндельная бабка; В – станина с коробкой скоростей и коробкой подач; Г – стол.
Рис. 4. Общий вид вертикально-фрезерного станка модели 610Г
Рис. 5. Общий вид широкоуниверсального фрезерного станка модели 679.
Органы управления: 1 – рукоятка ручного перемещения вертикального шпинделя; 2 – зажим вертикальной головки; 3 – зажим хобота горизонтального шпинделя; 4 – рукоятка реверсирования подачи шпиндельной бабки; 5 – маховик ручного перемещения шпиндельной бабки; 6 – маховик ручного проворачивания шпинделя; 7 – рукоятка управления коробкой скоростей; 8 – рукоятка управления коробкой подач; 9 – кнопочная станция; 10 – маховик ручного вертикального перемещения стола; 11 – рукоятка ручного продольного перемещения стола; 12 – механические подачи стола (вертикальная и продольная)
studfiles.net
Станок широкоуниверсальный фрезерный
Широкоуниверсальные фрезерные станки
 Фрезерные станки как группа металлообрабатывающих установок получили свое название от используемого многозубого инструмента — фрезы. На таких станках главным движением выступает вращение фрезы, которая закрепляется в шпинделе. Вспомогательным движением считается перемещение рабочего стола установки с размещенной на нем заготовкой относительно инструмента. Фрезерование производится в результате вращения фрезы в сочетании с движением детали. В деталь, один за одним, врезается зуб фрезы, каждый из которых срезает небольшие стружки.
Фрезерные станки как группа металлообрабатывающих установок получили свое название от используемого многозубого инструмента — фрезы. На таких станках главным движением выступает вращение фрезы, которая закрепляется в шпинделе. Вспомогательным движением считается перемещение рабочего стола установки с размещенной на нем заготовкой относительно инструмента. Фрезерование производится в результате вращения фрезы в сочетании с движением детали. В деталь, один за одним, врезается зуб фрезы, каждый из которых срезает небольшие стружки.
На фрезерных станках можно обрабатывать различные поверхности. Наиболее востребованы такие станки при работе с плоскими поверхностями, поскольку выполнить их обработку не получится на установках других видов. Также фрезерные станки можно использовать для обработки фасонных поверхностей, формирования зубьев у шестеренок, шпоночных швов и многих других элементов металлических деталей.
Наибольшими технологическими возможностями обладают широкоуниверсальные фрезерные станки. Также эти станки называются универсально-вертикальными. Такие установки позволяют выполнять как функции обычных вертикальных станков, так и горизонтальных, хотя цена их выше. При наличии специального инструмента такие станки могут выполнять многочисленные операции: сверление, растачивания, раззенковку и т. д., помимо стандартного набора функций, которыми обладают распространенные фрезерные станки.
Конструкция широкоуниверсальных фрезерных станков
Широкоуниверсальные фрезерные станки имеют конструкцию, близкую к строению вертикальных фрезерных станков. В основании станков находится массивная чугунная плита, которая крепится анкерными болтами к фундаменту. Она обеспечивает устойчивость станка и уменьшает вибрации, которые неизбежно возникают при работе на тяжелых режимах резания.
 Станок имеет вертикальную станину, которая чаще всего также выполняется из чугуна, реже — из сварных элементов. У широкоуниверсальных горизонтально фрезерных станков в середине станины находится рабочий стол, а в верхней части — главный электродвигатель и шпиндель. Станина рассчитана не только на массу заготовки, но и на усилие раскрытия, которое возникает при нагрузках. Станина отличается высоким запасом прочности и выступает практически неразрушимым элементом станка.
Станок имеет вертикальную станину, которая чаще всего также выполняется из чугуна, реже — из сварных элементов. У широкоуниверсальных горизонтально фрезерных станков в середине станины находится рабочий стол, а в верхней части — главный электродвигатель и шпиндель. Станина рассчитана не только на массу заготовки, но и на усилие раскрытия, которое возникает при нагрузках. Станина отличается высоким запасом прочности и выступает практически неразрушимым элементом станка.
Рабочий стол предназначается для установки и крепления обрабатываемой заготовки. Станки фрезерные широкоуниверсальные инструментальные имеют стол в виде крупной плиты из чугуна с полированной поверхностью. Он обладает Т-образными пазами, в которых устанавливаются крепежные принадлежности для размещения заготовки. Стол имеет возможность движения по двум осям, что осуществляется вспомогательными электродвигателями и набором механических передач. В отличие от некоторых вертикальных фрезерных станков, станок фрезерный широкоуниверсальный инструментальный не имеет возможности перемещения стола по вертикальной оси. Это движение осуществляется путем перемещения шпиндельного узла. Такая схема обеспечивает большую несущую способность рабочему столу и гарантирует точность обработки.
Наиболее важным узлом широкоуниверсального фрезерного станка выступает шпиндель, характеристики которого во многом определяют характеристики самой установки. Шпиндель может совершать оборот относительно горизонтальной оси, что и обеспечивает высокие технологические возможности. Некоторые модели станков фрезерных широкоуниверсальных инструментальных обладают двумя шпинделями, их цена выше, чем у моделей с одним шпиндельным узлом.
В верхней части станины широкоуниверсального фрезерного станка располагается главный электродвигатель. От таких его характеристик, как мощность и скорость вращения, зависит производительность станка, поэтому и цена этого элемента достаточно высока. Двигатель соединен при помощи ременной передачи с выходным валом коробки скоростей. В свою очередь, коробка скоростей соединяется с коробкой подач при помощи зубчатой передачи.
Использование широкоуниверсальных фрезерных станков в машиностроении
Купить широкоуниверсальный фрезерный станок выгодно потому, что он позволяет выполнять функции нескольких фрезерных станков одновременно. При этом его цена оказывается ниже, чем если по отдельности покупать другие станки.
Характеристики и особенности строения станка обеспечивают ему возможность работы такими видами фрез:
- цилиндрические;
- дисковые;
- фасонные;
- торцевые;
- концевые;
- шпоночные.
Купить широкоуниверсальный фрезерный станок рекомендуется для работы с небольшими заготовками, которые требуют сложной обработки. К таким деталям относятся инструменты, пресс-формы и штампы. Станок фрезерный широкоуниверсальный инструментальный характеризуется высокой точностью обработки деталей, которая необходима при производстве инструментов.
| Размер стола (Д х Ш), мм |
| Промежуток х Ширина х Количество Т-образных пазов, мм х мм х шт |
| Макс. вес заготовки, кг |
| Продольное перемещение, мм |
| Поперечное перемещение, мм |
| Вертикальное перемещение, мм |
| Диапазон продольной подачи, мм/мин |
| Диапазон поперечной подачи, мм/мин |
| Диапазон вертикальной подачи, мм/мин |
| Автоматическое продольное перемещение, мм |
| Автоматическое поперечное перемещение, мм |
| Автоматическое вертикальное перемещение, мм |
| Скорость быстрых продольных перемещений, мм/мин |
| Скорость быстрых поперечных перемещений, мм/мин |
| Скорость быстрых вертикальных перемещений, мм/мин |
| Тип направляющих оси Х |
| Тип направляющих оси Y |
| Тип направляющих оси Z |
| Поворот рабочего стола, град |
| Количество шпинделей |
| Диапазон/ Кол-во скоростей вертикального шпинделя |
| Диапазон/ Кол-во скоростей горизонтального шпинделя, об/мин |
| Конус вертикального шпинделя (7:24) |
| Конус горизонтального шпинделя (7:24) |
| Расстояние от оси верт. шпинделя до направляющих колонны, мм |
| Расстояние от торца верт. шпинделя до поверхности стола, мм |
| Расстояние от оси гор. шпинделя до поверхности стола, мм |
| Диаметр оправки инструмента, мм |
| Максимальный угол вращения вертикальной фрезерной головки, град |
| Максимальный диаметр фрезерования, мм |
| Максимальный диаметр сверления, мм |
| Ход пиноли шпинделя, мм |
| Мощность э/д вертикального шпинделя, кВт |
| Мощность э/д горизонтального шпинделя, кВт |
| Мощность э/д подачи, кВт |
| Мощность э/д подачи СОЖ, кВт |
| Потребляемая мощность станка, кВА |
| Габаритные размеры (Д х Ш х В), мм |
| Масса нетто, кг |
| Масса брутто, кг |
Купить станок, посмотреть его в работе, ознакомиться со складом станков – Вы можете, связавшись с нашими менеджерами по телефонам 8 (4822) 620-620 и 8 (800) 700-100-4 или заказать обратный звонок.
Также Вы можете подобрать и приобрести режущий инструмент и оснастку к станку, производства Тайваня, Израиля
Если остались вопросы, заполните форму ниже:
stankomach.com
679 Станок фрезерный широкоуниверсальный. Паспорт, схемы, характеристики, описание
Фрезерный широкоуниверсальный инструментальный станок 679 выпускался предприятиями:
- Одесский завод фрезерных станков, ЗФС
- Иркутский механический (станкостроительный) завод, ИМЗ
Станки, выпускаемые предприятием Иркутский станкостроительный завод
Универсально-фрезерный станок модели 679 отличается от общеизвестных консольных горизонтальных либо вертикальных фрезерных станков — широкой универсальностью и повышенной точностью. Эти отличия обуславливают целесообразность использования станка главным образом в инструментальных и ремонтных цехах машиностроительных предприятий.
Инструментальный универсально-фрезерный станок модель 679 предназначен как для горизонтального фрезерования изделий цилиндрическими, дисковыми, фасонными и другими фрезами, так и для вертикального и наклонного фрезерования.
На станке возможно выполнение разнообразных фрезерных работ, а также расточных, сверлильных, разметочных и других операций в условиях индивидуального и мелкосерийного производства.
Разработчик: Одесский завод фрезерных станков, ЗФС
За основу был взят фрезерный станок немецкой фирмы Deckel – FP1.
Производитель: Одесский завод фрезерных станков, ЗФС или Иркутский механический (станкостроительный) завод, ИМЗ.
Фрезерный станок 679 производился с 1949 года по ГОСТ 154-41, 155-41.
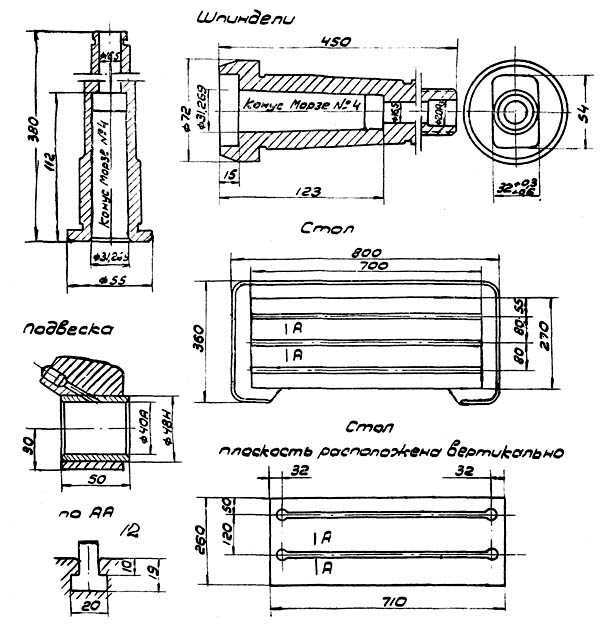
- Стол угловой горизонтальный – 270 х 700 мм
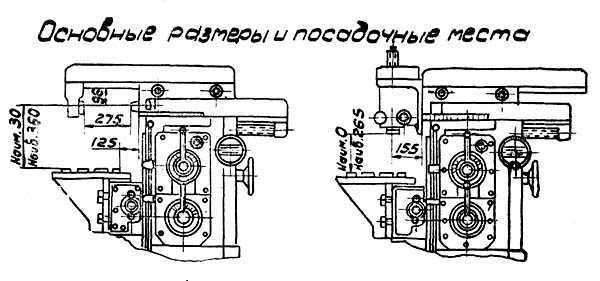
- Расстояние от оси горизонтального шпинделя до поверхности стола – 30..360 мм
- Расстояние от торца вертикального шпинделя до поверхности стола – 0..265 мм
- Расстояние от станины до оси вертикального шпинделя – 155..355 мм
- Наибольший продольный ход стола (X) – 300 мм
- Наибольший поперечный ход шпиндельной бабки вертикального шпинделя (Y) – 200 мм
- Наибольший вертикальный ход стола (Z) – 330 мм
- Конец шпинделя – Конус Морзе 4 (КМ 4)
- Пределы частот вращения горизонтального шпинделя – 110..1230 об/мин
- Пределы частот вращения вертикального шпинделя – 150..1660 об/мин
- Электродвигатель привода шпинделя – 2,8 кВт; 1420 об/мин
- Вес станка – 1,19 т.
Наличие большого количества приспособлений и вспомогательного инструмента, прилагаемых к станку, обеспечивает возможность обработки деталей сложной конфигурации с высокой точностью.
Техническая характеристика станка, широкий ряд оборотов и подач, наличие механических движений подачи — обуславливают экономичную обработку различных деталей, за счет применения высоких режимов резания и снижения вспомогательного времени.
Наличие горизонтального шпинделя и поворотного вертикального шпинделя, а также ряда прилагаемых к станку приспособлений (углового универсального стола, делительной головки, круглого делительного стола, горизонтального стола и др.) делают станок широко универсальным и весьма удобным при изготовлении приспособлений, инструментов, штампов, прессформ и прочих изделий.
Большим преимуществом станка является возможность обработки детали с одной установки под разными углами, как горизонтальным, так и вертикальным шпинделями.
Размеры обрабатываемых поверхностей деталей определены в основных паспортных данных станка. К станку приложены за отдельную плату, не входящую в стоимость станка:
1. Долбёжная, головка, позволяющая производить долбёжные работы под любым углом в пределах ± 45° относительно вертикальной оси.
679 Габаритные размеры рабочего пространства фрезерного станка
Габаритные размеры рабочего пространства фрезерного станка 679
679 Посадочные и присоединительные базы фрезерного станка
Посадочные и присоединительные базы фрезерного станка 679
Общий вид фрезерного станка 679
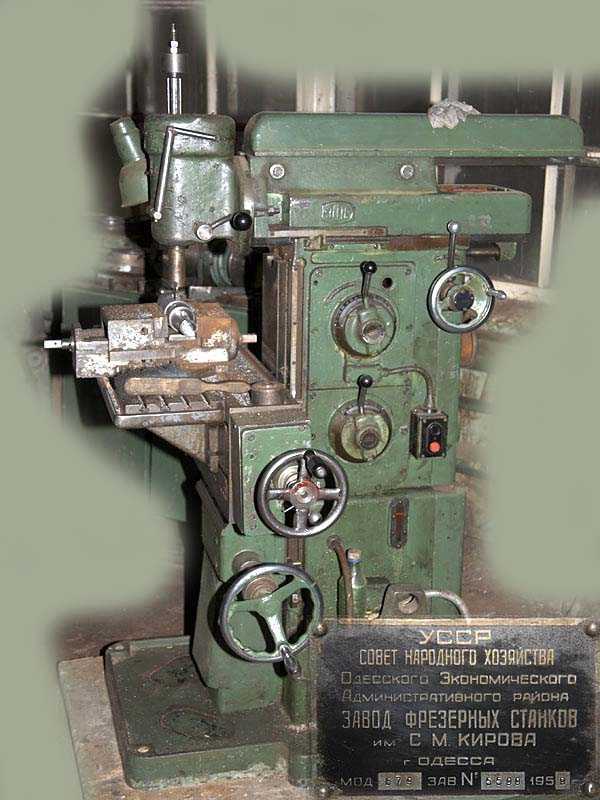
Фото фрезерного станка 679
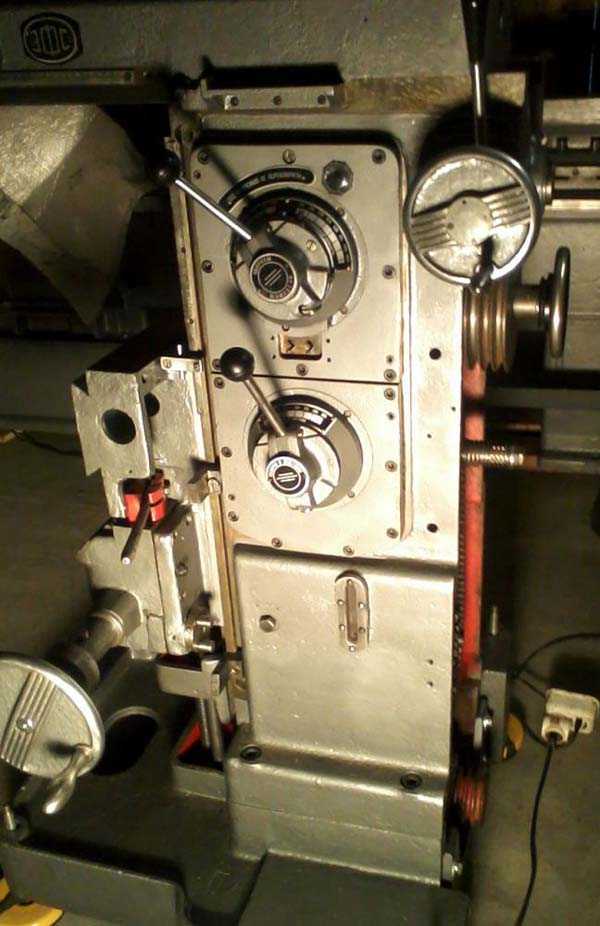
Фото фрезерного станка 679

Фото фрезерного станка 679

Фото фрезерного станка 679

Фото фрезерного станка Deckel FP1
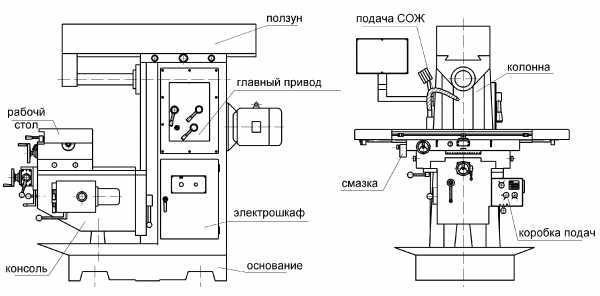
Расположение составных частей фрезерного станка 679

Расположение составных частей фрезерного станка 679
Перечень составных частей широкоуниверсального фрезерного станка 679
- Станина
- Коробка скоростей
- Коробка подач
- Корпус суппорта
- Корпус горизонтального шпинделя
- Вертикальная головка
- Горизонтальный стол
По горизонтальным направляющим на торце станины перемещается корпус горизонтального шпинделя (5).
Вертикальная головка (6) устанавливается и крепится к переднему торцу корпуса горизонтальной бабки. Этот узел съемный и устанавливается на станке только при необходимости производить обработку деталей вертикальным шпинделем.
По вертикальным направляющим станины перемещается корпус суппорта (4), а по горизонтальным направляющим суппорта — салазки.
Вертикальная плоскость салазок является основной базовой рабочей поверхностью, на которую, в зависимости от выполняемой работы, устанавливаются обрабатываемые детали или прилагаемые к станку принадлежности для их крепления.
В вертикальной базовой плоскости салазок может крепиться горизонтальный стол (7), предназначенный для установки обрабатываемых изделий на его горизонтальной плоскости.
Для обработки наклонно расположенных плоскостей вместо горизонтального стола может крепиться угловой универсальный стол.
Для делительных работ служат делительная головка и делительный круглый стол, которые устанавливаются на базовой плоскости.
Расположение органов управления фрезерным станком 679
Расположение органов управления фрезерным станком 679
Расположение органов управления фрезерным станком 679. Смотреть в увеличенном масштабе
- Зажим хобота горизонтальной бабки
- Зажим вертикальной головки
- Ручная подача вертикального шпинделя
- Зажим реечной гильзы вертикального шпинделя
- Ручная подача горизонтальной бабки
- Механическая подача горизонтальной бабки
- Ручное вращение шпинделя
- Переключение скоростей
- Переключение подач
- Ручная продольная подача стола
- Пуск и остановка главного двигателя
- Механические подачи стола (вертикальная и продольная)
- Ручная вертикальная подача стола
- Зажим трубки системы охлаждения
- Зажим горизонтальной бабки
- Включение насоса охлаждения
- Включение главного двигателя
- Зажим стола от горизонтального перемещения
- Зажим стола от вертикального перемещения
- Зажим конусов инструментов и патронов

Кинематическая схема фрезерного станка 679
Схема кинематическая фрезерного станка 6М76П. Смотреть в увеличенном масштабе
Схема кинематическая фрезерного станка 6М76П. Смотреть в увеличенном масштабе
Схема кинематическая фрезерного станка 6М76П. Смотреть в увеличенном масштабе
Кинематическая схема (рис. 7) станка состоит из следующих цепей:
- а. цепь главного движения;
- б. цепь подач.
Цепь главного движения фрезерного станка 679
От электродвигателя, мощностью 2,8 кВт, движение передается на вал 1 клинноременной передачей. От вала I через шестерни коробки скоростей, сидящих на валах II и III, зубчатое колесо 56, сидящее на валу IV, через зубчатое колесо 47 передается вращение горизонтальному шпинделю V.
Вертикальный шпиндель VII получает вращение от вала V через коническую пару 41,42, вал VI и цилиндрическую пару 43,44. Осевое перемещение вертикального шпинделя осуществляется рукояткой реечной шестерни (46), перемещающей гильзу с рейкой (45) вручную.
Различное положение двойных зубчатых колес коробки скоростей (1—2; 3—4; 10—11) позволяет сообщить восемь различных чисел оборотов (см. таблицу 1) горизонтальному шпинделю (от 110 до 1230 об/мин.) и восемь чисел оборотов (см. таблицу 2) вертикальному шпинделю (от 150 до 1660 об/мин.).
Приведенные в таблицах 1 и 2 числа оборотов составляют стандартный ряд; отклонения фактических значений чисел оборотов от стандартного ряда колеблются в пределах 5%.
Цепь подач фрезерного станка 679
Привод подач станка устроен следующим образом.
Механические перемещения стола осуществляются механизмом подач, получающим вращение от вала 1 коробки скоростей через цилиндрические зубчатые колеса 12; 15; 16; 17 и коробку подач.
От вала XI через цепную передачу 58; 59 вращение передается валу XII, конической паре 60; 61, вертикальному валу XIII.
Зубчатые колеса 33; 34 передают вращение свободно сидящим колесам 31 и 35, а через колесо 30—зубчатым колесам 29 и 32.
Продольное механическое перемещение стола осуществляется включением муфты вала XV с муфтой зубчатого колеса 31 (перемещение влево) —и с муфтой колеса 32 — (перемещение вправо). Через коническую пару 27; 28 вращение сообщается винту продольного хода XVI.
Ручное продольное перемещение стола осуществляется двумя рукоятками, сидящими на концах винта XVI.
Вертикальное механическое перемещение суппорта со столом вверх производится включением муфты винта XIV с муфтой шестерни 29, а вниз — с муфтой шестерни 35.
Ручное вертикальное перемещение суппорта осуществляется маховичком, сидящим на валу XVII через коническую пару 37; 36 и вертикальным винтом XIV.
Поперечное механическое перемещение горизонтальной бабки, заменяющее обычно принятое в фрезерных станках поперечное Перемещение стола по консоли, осуществляется следующим образом: от вала XI коробки подач через цепную передачу 57; 53 вращение передается валу XVIII, на котором свободно сидят конические зубчатые колеса 52, 54.
Включением муфты вала XVIII с муфтой колеса 54 вращение передается цилиндрической зубчатой паре 50; 51 и гайке 49. При этом горизонтальная бабка, несущая винт 48, перемещается вперед (к рабочему столу). При включении муфты вала XVIII с муфтой колеса 52 горизонтальной бабке сообщается движение в обратную сторону.
Ручное перемещение горизонтальной бабки производится Маховичком, сидящим на валу XIX.
В зависимости от произведенных переключений двойных зубчатых колес 13—14; 18—19; 20—21 валу XI можно сообщить восемь разных чисел оборотов. В результате получаем восемь продольных подач (см. таблицу 3), восемь вертикальных подач (см. таблицу 4) и восемь поперечных подач (см. таблицу 5).
Подачи выражаются значениями стандартного ряда. Отклонение фактических величин минутных подач от стандартных значений колеблется, как и для чисел оборотов шпинделей, в пределах 5 %.
Схема электрическая принципиальная фрезерного станка 679

679 Станок фрезерный широкоуниверсальный. Видеоролик.
stanki-katalog.ru
Широкоуниверсальные фрезерные станки
Широкоуниверсальные фрезерные станки – это возможность выполнять обширный перечень технологических операций, не прибегая к помощи различных типов станочного оборудования. Все виды фрезерования, сверловка и зенковка, расточка отверстий и другие типы металлообработки становятся доступными благодаря широкоуниверсальным установкам фрезерного типа.
Аргументы в пользу выбора широкоуниверсального станочного оборудования
Приобретение таких агрегатов выгодно, как с практической, так и с экономической точки зрения. Вы экономите полезное пространство на производственном участке и сокращаете затраты на техническое оснащение своего предприятия. Потому различные модификации широкоуниверсальных агрегатов востребованы и на крупных промпредприятиях, и в небольших цехах, которые специализируются на штучном или мелкосерийном производстве.
При помощи станочного оборудования данного типа можно выполнять любые фрезерные работы с заготовками различной конфигурации и материала изготовления. От горизонтально-фрезерных аппаратов эти станки отличаются наличием дополнительной шпиндельной головки. Она монтируется на подвижном хоботе, который позволяет вращаться в разных направлениях и под различными углами (относительно заготовки).
Особенно удобно то, что шпиндели могут работать и совместно, и автономно. Если нужно обрабатывать металлические изделия со сложной геометрией, на поворотную головку можно установить дополнительную накладную фрезерную головку.
Модели без консольной панели оснащаются кареткой, которая движется по системе вертикальных направляющих. При необходимости на них можно установить дополнительную оснастку (к примеру, делительный стол). Эта конструктивная особенность позволяет существенно снизить себестоимость станочного оборудования без ущерба для его функциональности.
Принцип работы широкоуниверсальных агрегатов
Принцип работы разных модификаций фрезерного станочного оборудования практически одинаковый, за исключением некоторых функциональных отличий. Основу конструкции составляют:
- станина;
- рабочий стол;
- прижимные элементы;
- цанга и цанговый патрон, фиксирующий фрезерный инструмент;
- портал с подвижным шпинделем;
- электромотор.
Основным рабочим инструментом являются фрезы разных видов. Они отличаются по материалу изготовления, весогабаритным параметрам и конструкции. Выбор режущего инструмента зависит от специфики предстоящих работ, формы и материала обрабатываемой детали.
Фрезу устанавливают в цанговом патроне с помощью хвостовика. Вращение обеспечивается за счет усилия от электродвигателя, которое сообщается через коробку передач. В результате с заготовки постепенно снимается лишний металл и формируется готовое изделие (согласно проекту).
Если речь идет о станочном оборудовании с блоком ЧПУ, перемещение шпинделя контролируется автоматически в соответствии с заданной программой. Она считывает чертежи изделий, которые нужно получить после металлообработки, и создает команды, поступающие на рабочий орган агрегата.
Особый тип широкоуниверсального оборудования представляют агрегаты, которые являются гибридом вертикальных и горизонтальных моделей. У них тоже есть цанга, цанговый патрон и зажимные элементы, однако коробка передач сообщает все движения от одного электромотора. Специфика таких аппаратов заключается в наличии ручного режима, который позволяет контролировать действия ходового блока.
Выбирая широкоуниверсальный фрезерный станок, важно учитывать особенности предстоящих задач, технические и весогабаритные параметры интересующего аппарата. Взвешенный подход в выборе станочного оборудования позволит удовлетворить производственные потребности вашего предприятия и избежать нецелевых затрат. https://www.google.com.ua/url?sa=i&rct=j&q=&esrc=s&source=images&cd=&cad=rja&uact=8&ved=0ahUKEwiui7C34PzWAhWiApoKHW31CA8QjRwIBw&url=http%3A%2F%2Fstanki-katalog.ru%2Fsprav_6r82.htm&psig=AOvVaw3t9AoMNQNpePjQ5qUqv1DE&ust=1508504782961631 https://www.google.com.ua/url?sa=i&rct=j&q=&esrc=s&source=images&cd=&cad=rja&uact=8&ved=0ahUKEwjPg_3x4PzWAhWva5oKHShGBPwQjRwIBw&url=http%3A%2F%2Fwww.micron.ua%2Fru%2Fproducts%2Fmill%2Fomm64&psig=AOvVaw1ido_4HHvdGY6WBJhM6Hg0&ust=1508504916243326rustan.ru
Универсальные и широкоуниверсальные фрезерные станки
Универсальный фрезерный станок – категория промышленного оборудования, предназначенного для фрезерования и других видов механической обработки металлических заготовок, отличающаяся наличием поворотного стола, способного вращаться в горизонтальной плоскости.
Широкоуниверсальный фрезерный станок оснащен дополнительным поворотным шпинделем и имеет более широкие возможности при обработке заготовок.
Страницы: 1 2 3 4 5 … 14 След.Характеристики Производитель JET Макс. нагрузка стола, кг 380 Макс. Ø концевого фрезерования, мм 25 Макс. Ø торцевого фрезерования, мм 125 Размер поверхности стола, мм 1270х254 Частота вращ. шпинделя, об/мин 70-3600 Купить В кредит от 41020 Р/мес Характеристики Производитель JET Макс. нагрузка стола, кг 250 Макс. Ø концевого фрезерования, мм 20 Макс. Ø торцевого фрезерования, мм 100 Размер поверхности стола, мм 905х200 Частота вращ. шпинделя, об/мин 65 – 4550 Купить В кредит от 25106 Р/мес Характеристики Производитель JET Макс. нагрузка стола, кг 330 Макс. Ø концевого фрезерования, мм 20 Макс. Ø торцевого фрезерования, мм 100 Размер поверхности стола, мм 1245х230 Частота вращ. шпинделя, об/мин 65 – 4550 Купить В кредит от 33646 Р/мес Характеристики Производитель JET Макс. нагрузка стола, кг 300 Макс. Ø концевого фрезерования, мм 25 Макс. Ø торцевого фрезерования, мм 125 Размер поверхности стола, мм 229х1245 Частота вращ. шпинделя, об/мин 60-500/500-4500 Купить В кредит от 38080 Р/мес Характеристики Производитель JET Макс. нагрузка стола, кг 380 Макс. Ø концевого фрезерования, мм 25 Макс. Ø торцевого фрезерования, мм 125 Размер поверхности стола, мм 250х1270 Частота вращ. шпинделя, об/мин 60-500/500-4500 Купить В кредит от 39526 Р/мес Характеристики Производитель JET Макс. нагрузка стола, кг 420 Макс. Ø концевого фрезерования, мм 25 Макс. Ø торцевого фрезерования, мм 125 Размер поверхности стола, мм 300х1372 Частота вращ. шпинделя, об/мин 40-350/350-3000 Купить В кредит от 46620 Р/мес Характеристики Производитель JET Макс. Ø концевого фрезерования, мм 25 Макс. Ø торцевого фрезерования, мм 100 Размер поверхности стола, мм 1000 х 240 Частота вращ. шпинделя, об/мин 115-1750/60 – 1350 Купить В кредит от 23380 Р/мес Характеристики Производитель JET Макс. Ø концевого фрезерования, мм 32 Макс. Ø торцевого фрезерования, мм 125 Размер поверхности стола, мм 1600 х 360 Частота вращ. шпинделя, об/мин 60-1750/58-1800 Купить В кредит от 70420 Р/мес Характеристики Производитель PROMA Макс. Ø концевого фрезерования, мм 16 Макс. Ø торцевого фрезерования, мм 30 Размер поверхности стола, мм 460х120 Частота вращ. шпинделя, об/мин 0-2500 Купить В кредит от 5273 Р/мес Характеристики Производитель PROMA Макс. Ø концевого фрезерования, мм 25 Макс. Ø торцевого фрезерования, мм 100 Размер поверхности стола, мм 1120х280 Частота вращ. шпинделя, об/мин 115 – 1750/40 – 1300 Купить В кредит от 30940 Р/мес
Страницы: 1 2 3 4 5 … 14 След. Универсальный фрезерный станок — промышленное металлообрабатывающее оборудование, использующееся на индивидуальном и серийном производстве в инструментальных и ремонтно-механических цехах. Предназначается для обработки твердосплавным и быстрорежущим инструментов наружных и внутренних поверхностей заготовок из чугуна, разных марок стали и цветных сплавов — канавок, пазов, шлицев и т.д. Возможности настройки и технические характеристики позволяют купить универсальный фрезерный станок для работы с деталями разных габаритов и конфигураций и решения задач различного характера. Классификация оборудования В зависимости от функциональных возможностей и конструктивных особенностей различают два типа оборудования. Универсальные фрезерные станки общего назначения с горизонтальным шпинделем и столом, имеющим возможность поворота на требуемый угол. Широкоуниверсальные фрезерные станки с двумя шпинделями — основным, расположенным горизонтально, и дополнительной поворотной шпиндельной головкой. В отличие от универсальных моделей широкоуниверсальные станки с поворотным шпинделем, устанавливаемым под разным углом к плоскости стола, имеют расширенный функционал и позволяют обрабатывать фасонные и плоские поверхности фрезами разных типов — шпоночными, фасонными, дисковыми, торцевыми, цилиндрическими, концевыми и выполнять рассверливание, зенкерование, сверление и расточку. Технологические возможности оборудования могут быть увеличены за счет использования дополнительных принадлежностей, настройка на разные автоматические циклы повышает производительность.Типовая конструкция
Конструктивно универсальный фрезерный станок включает в себя станину с вертикальными и горизонтальными направляющими для хобота с серьгой для оправки фрезы и консоли с салазками и столом, электродвигатель и коробку скоростей, шпиндель, коробку подач. Главных формообразующих движений в оборудовании два. Первое — вращение фрезы, которое вал со шпинделем получает от привода. Второе — движение подачи, передаваемое фрезе или обрабатываемой детали.Основные критерии выбора
Перед покупкой универсального фрезерного станка необходимо определиться с размерами рабочей поверхности стола и техническими характеристиками оборудования. К параметрам, имеющим основное значение при выборе, относятся частота вращения шпинделя (и шпиндельной головки), максимальный диаметр фрез, наибольшее перемещение стола на деление лимба, в поперечном (ось Y) и продольном (ось X) направлении, мощность привода, габариты и вес.Компания «Промышленное оборудование» предлагает купить универсальные фрезерные станки европейского, американского, белорусского и российского производства. Они сертифицированы на соответствие международным и отечественным стандартам, надежны и производительны. Цена универсальных фрезерных станков зависит от характеристик оборудования.
www.euro-stanok.ru
i-perf.ru
679-й фрезер. Восстановление. – Фрезерные станки
Нашему полку прибыло! Вот приобрел из метлома 679-й. Посмотрел-вроде-как редкая птица, может кому будет интересен процесс, внутренности и т.п..Вот собственно он в разобранном виде;
Начал с ВФГ. Думал шпиндель на втулках, как в мануале-оказался на подшипниках 709-х. Новые подшипники есть-на фото. В общем, все меняем, все красим и т.п.
Продолжение следует…
www.chipmaker.ru