Станок фрезерный характеристика – Характеристика фрезерных станков. Фрезерные станки — принцип работы и классификация. Назначение вертикально-фрезерного станка 6Р12 фрезерные станки
alexxlab | 06.09.2019 | 0 | Фрезерные станки
Горизонтально-фрезерный станок: характеристики, схемы, модели
Обработка неподвижных объектов с отделением материала от основной детали по плоскости ведется на горизонтально фрезерных станках. Их назначение – восстанавливать геометрические поверхности с заданной кривизной методом резания вращающимся инструментом. Популярно стало использование УСП (универсальные сборочные приспособления), эти станки также используют для торцовочных, черновых шлифовальных и горизонтально-расточных операций.
Процесс горизонтальной обработки материалов резанием с использованием вращающегося инструмента называется фрезерованием. Фрезеровка очень похожа по технологии на сверление, но отличается возможностью работы боковой режущей кромкой инструмента.
Основные технические характеристики
Основное отличие фрезерных операций и предназначенного для этого оборудования — количество координат, в которых одновременно обрабатывается поверхность. Для описания технологических свойств фрезерных станков служат следующие параметры:
- точность выполнения операций;
- максимальные перемещения по координатам;
- режимы и скорость подач;
- режимы резания и нагрузки;
- наличие механизированной смены инструмента;
- возможность установки дополнительного оборудования;
- потребляемая мощность.
Каждая из этих характеристик влияет на общую конструкцию станка. Итоговые параметры сочетают в себе компромисс между основными характеристиками.
Область применения
Характер применения горизонтально-фрезерных станков очень разнообразен. Перечислим материалы, которые могут быть на них обработаны:
- черные металлы и чугун;
- цветные и драгоценные металлы;
- древесина;
- полимерные материалы, пластикат.
По типу операций, проводимых на станках этого типа, они делятся на:
- продольно-фрезерные;
- рейсмусовые;
- горизонтально-расточные.
Продольные фрезеры по металлу используются в черновых заготовительных операциях, выполнении пазов, протяженных полостей, торцовочных и раскроечных операциях дисковыми фрезами.
Рейсмусовые станки используются в деревообрабатывающей промышленности для калибровки доски по толщине. Их отличает механизированная подача обрабатываемого материала.
Горизонтально-расточные фрезеры используются в составе промышленных линий по производству автокомпонентов, в ремонтных мастерских.
Использование поворотных столов и УСП (универсальные сборочные приспособления) позволяет расширить сферу применения этого типа станков. Одним из назначений, при установке заготовки в делительную головку, является нарезание элементов зубчатых колес.

Выбираем модель по техническим характеристикам
Параметры оборудования задаются технологическим процессом, используемым на предприятии. Например ремонтные мастерские широко используют малые станки 6Т82, 6Т83. Этот тип фрезеров имеет подходящие габариты, мощность и стоимость для небольшой мастерской.
По частоте шпинделя
Черновые и торцовочные работы не требуют высокой чистоты обработки. Для этого типа работ достаточно низкоскоростных шпинделей с частотой до 2500 тыс. об. Они приводятся во вращение ременными передачами через шестереночную коробку скоростей с ручным или механизированным устройством смены диапазонов. К таким моделям относятся станки 676П, 6Т82, 6Т83, НГФ-110-Ш4.
Среднечастотные шпиндели применяются в большинстве универсальных фрезеров. Их частоты от 0 до 12000 об. мин. Привод от мотора ременной, непосредственный, без промежуточных шестерен. Такой частоты хватает для чистовой обработки всех материалов, включая сыпучие и камнеподобные. Представитель станка со шпинделем этого типа — Starlex WFM 750.

Частоты от 12000 до 18000 — это высокочастотный диапазон. Он используется в ювелирном деле и зубном протезировании. Эти шпиндели уже относятся к прецизионным механизмам с непосредственной связью ротора мотора и конуса инструмента. Из-за сильного нагрева требуют принудительного охлаждения. Применяются в обработке ценных пород древесины, мебельном производстве, зубопротезном и часовом производстве,
Обороты от 18000 и выше — это диапазон ультраскоростей. Применяются в микроэлектронике, микрохирургии, ювелирном деле. Выполняются как монолитные моторшпиндели с жидкостными или пневмоподшипниками и принудительным охлаждением диэлектрическим теплоносителем.
Высокоскоростные шпиндели используются на горизонтальных станках очень редко: это вотчина вертикальных типов. Чаще всего такое оборудование изготавливается под заказ, на специализированные узконаправленные операции.
По скорости
Скорость подач зависит от конструкции направляющих механизмов. Чугунные полозья на станине обладают массой достоинств по точности работы, жесткости обработки, невысокой стоимости ремонта, но ограничивают скорости перемещения, имеют низкий ресурс. Большая площадь трущихся поверхностей заставляет применять более мощные моторы подач. В сочетании с приводом исполнительного механизма от пары винт-гайка скорость такой системы не превышает 1000 мм. мин.
Рельсовые шариковые направляющие — это новый этап развития станкостроения. Они являются универсальными элементами подач, которые используются в широкой номенклатуре механизированных станков. Легкость монтажа, большой выбор моделей, технологичность изготовления, минимальное сопротивление трению — это их основные достоинства. Применяются во всех типах фрезеров современных типов, особенно с компьютерным управлением. Так как сервоприводы больших мощностей, требуемые для классических направляющих, очень сильно увеличивают стоимость всего станка, такие модели стоят дороже универсальных механических аналогов При применении ШВП могут обеспечить скорость подачи до 50000 мм. мин.

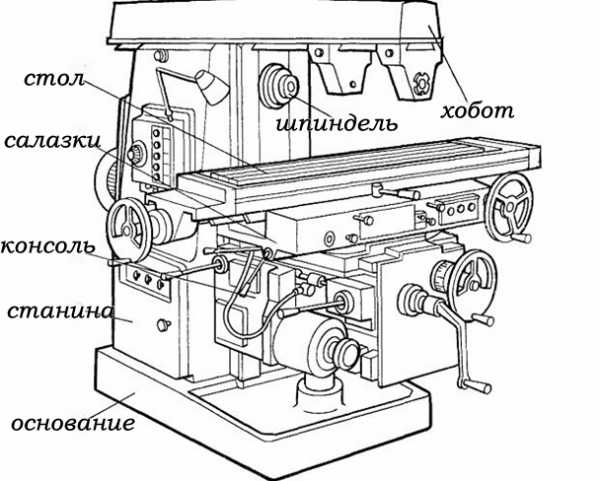
Как устроена конструкция станка
Конструкции горизонтально-фрезерного станка классифицируются на консольные и бесконсольные. Они отличаются возможностью менять расстояние между режущей плоскостью инструмента и деталью при помощи подъема стола. К консольным относятся все модели малых и средних фрезеров, которым не нужна повышенная жесткость при работе, так как они не работают с крупногабаритными деталями. В консоль убраны коробка скоростей и ходовой винт подачи стола, муфты быстрого хода. Бесконсольные станки используются при обработке больших корпусов.

Станина
Все устройства и механизмы фрезерного станка смонтированы на станине. Это основной конструктив, от которого зависит точность и качество выполняемой работы. Она выполнена по схеме с расположением рабочих органов в разрыве линии, составляющей рисунок буквы С. Станина изготавливается из чугуна, имеет большую жесткость и вес. Это снижает вибрации инструмента в процессе работы, увеличивает чистоту реза за счет гашения колебаний в массивном основании.
Коробка подач
Разные материалы требуют индивидуальных величин подач и частоты вращения инструмента. Задача коробки скоростей — изменение передаточного отношения приводного вала и оси инструмента для регулировки режимов резания. Рабочие величинами для механических коробок подач – от 400 до 600 мм.мин.
Современные универсальные фрезеры постепенно лишаются механических элементов. Станок 6Т12Ф не имеет классической коробки скоростей. Она заменена на высокомоментный двигатель постоянного тока. Применение такое решения на универсальном станке позволило сделать диапазон рабочих подач бесступенчатым. Достоинства бесступенчатой подачи:
- повышение жесткости конструкции за счет меньшего количества люфтов в механизмах;
- увеличение максимальных скоростей обработки в двое;
- увеличение надежности станка.
Консоль
Консоль служит регулировочным органом для рабочей высоты над столом. Установлена на винт с отдельным приводом, который служит ей опорой. В корпусе консоли размещена коробка скоростей подач стола, салазок, их ходовые винты, механизм быстрого хода. Высота над столом настраивается перед началом работы и не меняется во время рабочего хода.
Коробка переключения скоростей
Привод главного движения фрезера оснащается асинхронными электродвигателями с частотами вращения 1500, 3000 об.мин. Так как технологические режимы обработки требуют индивидуального подбора, то необходим механизм изменения скорости вращения фрезы. Для этого станок оснащен коробкой переключения скоростей. Диапазон регулировки от 25 до 2500 об.мин.

Стол и салазки
Фрезерный стол — это база для всех измерений и место крепления обрабатываемой детали. От точности исполнения его плоскости зависит точность фрезеровки на нем изделий. На столе располагается Т-образный паз, в который устанавливаются крепежные болты. Сбоку стола смонтированы кулачки путевых выключателей и измерительный лимб ходового винта. В системе координат станка стол носит название координаты «Y».
Салазки — это координата «X», по которой деталь перемещается в поперечном направлении. На них также расположены кулачки путевиков и лимб.
В процессе работы приводится в движение только одна координата. Одновременное движение по двум координатам возможно только на станках с независимым приводом, к которым относятся станки с ЧПУ.

Особенности станка с числовым управлением
Основой горизонтально-фрезерных станков с ЧПУ является та же станина, что и на универсалах. Кардинально они отличаются в организации привода координат и инструмента. Место механических органов регулировки скорости подач занимают высокомоментные сервоприводы, а вместо лимбов появляются оптические энкодеры. Привод главного движения заменяется на частотно регулируемый, позволяющий полностью избавиться от промежуточных механизмов между мотором и шпинделем.
Такое построение станка диктуется необходимостью контроля стойкой ЧПУ текущего положения всех систем и механизмов. Эти данные заносятся в память компьютера, а на их основе выдаются команды движения.
Конструкция станков с ЧПУ стала проще и надежнее из-за отсутствия большого количества механизмов. Их функции перенесены в программное обеспечение. Так как ненадежные шестереночные передачи заменены прямыми приводами, то возросла скорость и точность обработки, появилась возможность одновременного перемещения детали по всем координатам с регулировкой скорости подачи.

Правила эксплуатации
При работе на горизонтально-фрезерном станке нужно соблюдать паспортные режимы и правила техники безопасности. Операторы станков пренебрегают этими правилами, а это представляет большую опасность для окружающих и работоспособности оборудования.
Чтобы станок служил долго и исправно, нужно изучить его предельные характеристики. Их ни в коем случае нельзя превышать, так как это чревато не только порчей оборудования, но и травмой оператора. Сломанный инструмент из-за нарушения режимов резания может искалечить работающего на нем человека.
vseochpu.ru
679 Станок фрезерный широкоуниверсальный. Паспорт, схемы, характеристики, описание
Сведения о производителе фрезерного широкоуниверсального станка 679
Фрезерный широкоуниверсальный инструментальный станок 679 выпускался предприятиями:
- Одесский завод фрезерных станков, ЗФС
- Иркутский механический (станкостроительный) завод, ИМЗ
Станки, выпускаемые предприятием – Иркутский станкостроительный завод, ИСЗ
679 станок инструментальный фрезерный широкоуниверсальный. Назначение и область применения
Универсально-фрезерный станок модели 679 отличается от общеизвестных консольных горизонтальных либо вертикальных фрезерных станков — широкой универсальностью и повышенной точностью. Эти отличия обуславливают целесообразность использования станка главным образом в инструментальных и ремонтных цехах машиностроительных предприятий.
Инструментальный универсально-фрезерный станок модель 679 предназначен как для горизонтального фрезерования изделий цилиндрическими, дисковыми, фасонными и другими фрезами, так и для вертикального и наклонного фрезерования.
На станке возможно выполнение разнообразных фрезерных работ, а также расточных, сверлильных, разметочных и других операций в условиях индивидуального и мелкосерийного производства.
Основные характеристики фрезерного широкоуниверсального станка 679
Разработчик: Одесский завод фрезерных станков, ЗФС
За основу был взят фрезерный станок немецкой фирмы Deckel – FP1.
Производитель: Одесский завод фрезерных станков, ЗФС или Иркутский механический (станкостроительный) завод, ИМЗ.
Фрезерный станок 679 производился с 1949 года по ГОСТ 154-41, 155-41.
- Стол угловой горизонтальный – 270 х 700 мм
- Расстояние от оси горизонтального шпинделя до поверхности стола – 30..360 мм
- Расстояние от торца вертикального шпинделя до поверхности стола – 0..265 мм
- Расстояние от станины до оси вертикального шпинделя – 155..355 мм
- Наибольший продольный ход стола (X) – 300 мм
- Наибольший поперечный ход шпиндельной бабки вертикального шпинделя (Y) – 200 мм
- Наибольший вертикальный ход стола (Z) – 330 мм
- Конец шпинделя – Конус Морзе 4 (КМ 4)
- Пределы частот вращения горизонтального шпинделя – 110..1230 об/мин
- Пределы частот вращения вертикального шпинделя – 150..1660 об/мин
- Электродвигатель привода шпинделя – 2,8 кВт; 1420 об/мин
- Вес станка – 1,19 т.
Наличие большого количества приспособлений и вспомогательного инструмента, прилагаемых к станку, обеспечивает возможность обработки деталей сложной конфигурации с высокой точностью.
Техническая характеристика станка, широкий ряд оборотов и подач, наличие механических движений подачи — обуславливают экономичную обработку различных деталей, за счет применения высоких режимов резания и снижения вспомогательного времени.
Наличие горизонтального шпинделя и поворотного вертикального шпинделя, а также ряда прилагаемых к станку приспособлений (углового универсального стола, делительной головки, круглого делительного стола, горизонтального стола и др.) делают станок широко универсальным и весьма удобным при изготовлении приспособлений, инструментов, штампов, прессформ и прочих изделий.
Большим преимуществом станка является возможность обработки детали с одной установки под разными углами, как горизонтальным, так и вертикальным шпинделями.
Размеры обрабатываемых поверхностей деталей определены в основных паспортных данных станка. К станку приложены за отдельную плату, не входящую в стоимость станка:
1. Долбёжная, головка, позволяющая производить долбёжные работы под любым углом в пределах ± 45° относительно вертикальной оси.
679 Габаритные размеры рабочего пространства фрезерного станка
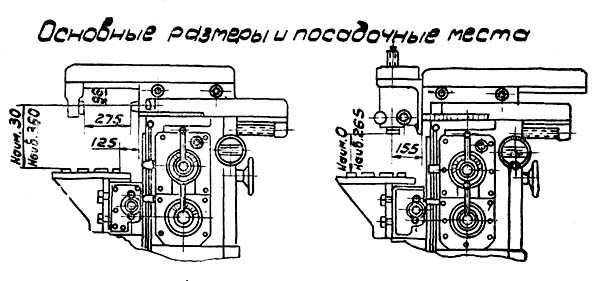
Габаритные размеры рабочего пространства фрезерного станка 679
679 Посадочные и присоединительные базы фрезерного станка
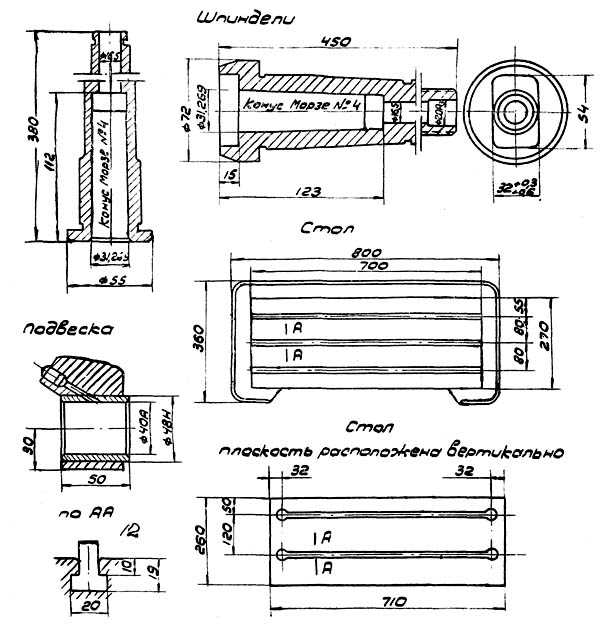
Посадочные и присоединительные базы фрезерного станка 679
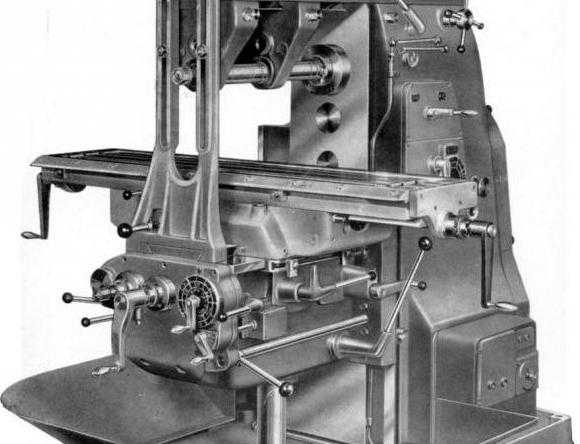
Общий вид фрезерного станка 679
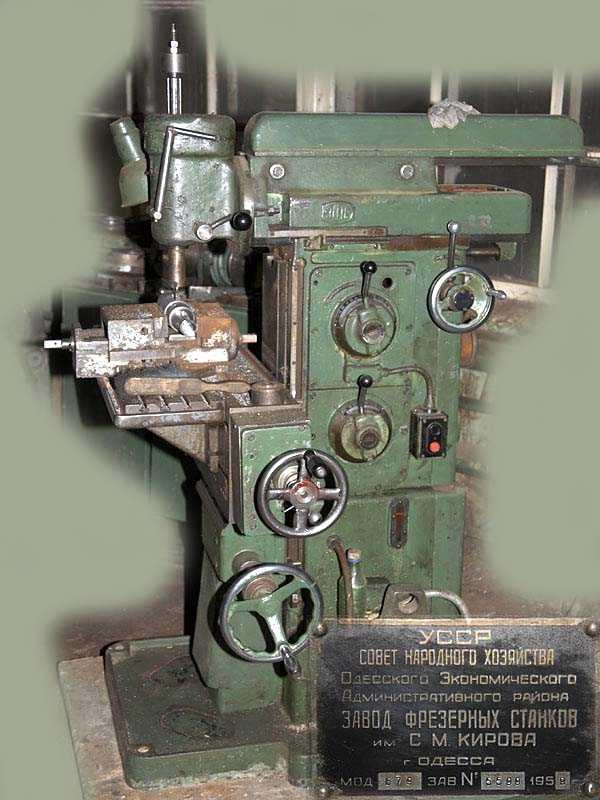
Фото фрезерного станка 679
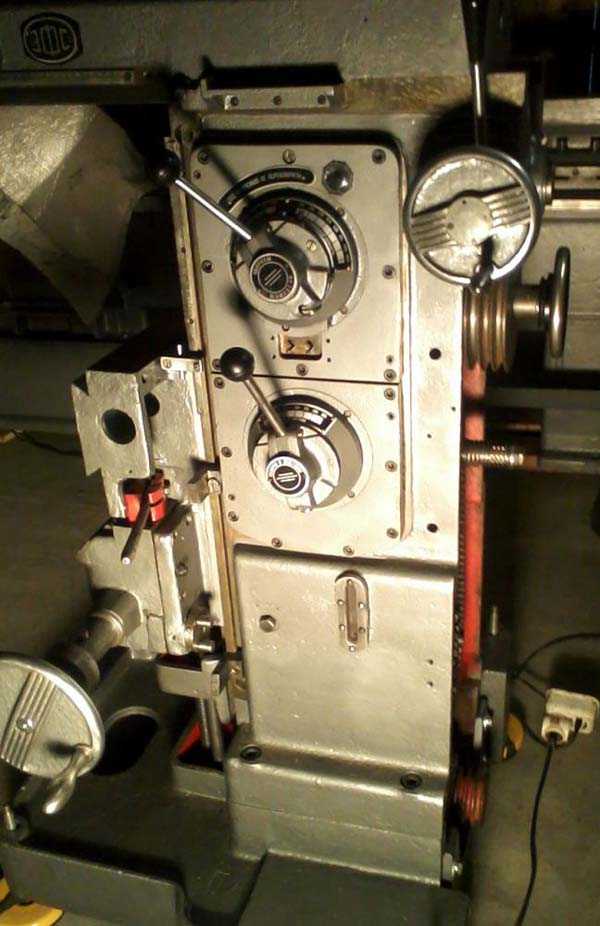
Фото фрезерного станка 679

Фото фрезерного станка 679

Фото фрезерного станка 679

Фото фрезерного станка Deckel FP1
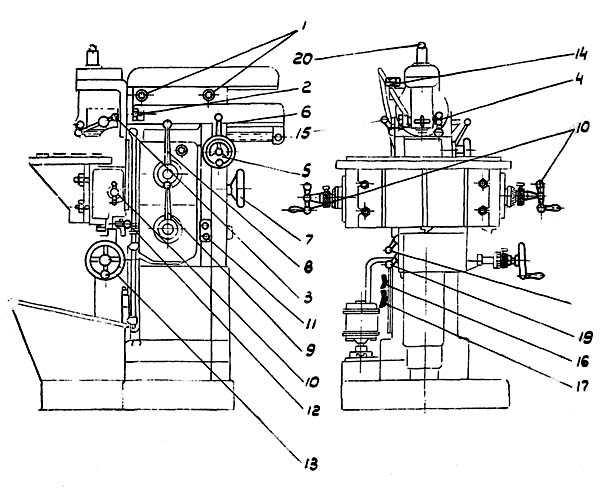
Расположение составных частей фрезерного станка 679
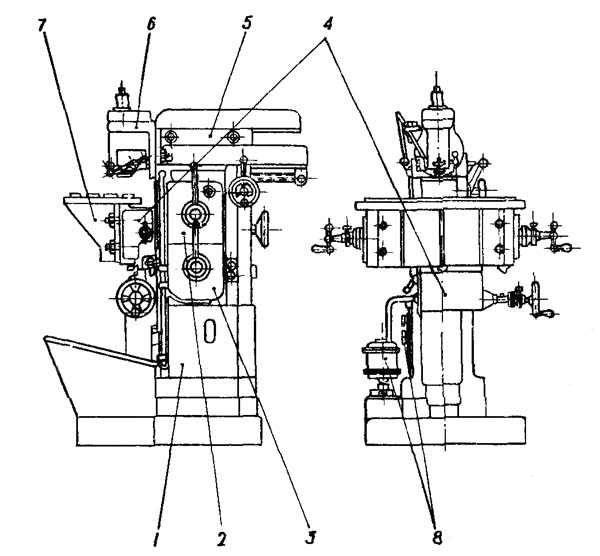
Расположение составных частей фрезерного станка 679
Перечень составных частей широкоуниверсального фрезерного станка 679
- Станина
- Коробка скоростей
- Коробка подач
- Корпус суппорта
- Корпус горизонтального шпинделя
- Вертикальная головка
- Горизонтальный стол
По горизонтальным направляющим на торце станины перемещается корпус горизонтального шпинделя (5).
Вертикальная головка (6) устанавливается и крепится к переднему торцу корпуса горизонтальной бабки. Этот узел съемный и устанавливается на станке только при необходимости производить обработку деталей вертикальным шпинделем.
По вертикальным направляющим станины перемещается корпус суппорта (4), а по горизонтальным направляющим суппорта — салазки.
Вертикальная плоскость салазок является основной базовой рабочей поверхностью, на которую, в зависимости от выполняемой работы, устанавливаются обрабатываемые детали или прилагаемые к станку принадлежности для их крепления.
В вертикальной базовой плоскости салазок может крепиться горизонтальный стол (7), предназначенный для установки обрабатываемых изделий на его горизонтальной плоскости.
Для обработки наклонно расположенных плоскостей вместо горизонтального стола может крепиться угловой универсальный стол.
Для делительных работ служат делительная головка и делительный круглый стол, которые устанавливаются на базовой плоскости.
Расположение органов управления фрезерным станком 679
Расположение органов управления фрезерным станком 679
Расположение органов управления фрезерным станком 679. Смотреть в увеличенном масштабе
Перечень органов управления фрезерным станком 679
- Зажим хобота горизонтальной бабки
- Зажим вертикальной головки
- Ручная подача вертикального шпинделя
- Зажим реечной гильзы вертикального шпинделя
- Ручная подача горизонтальной бабки
- Механическая подача горизонтальной бабки
- Ручное вращение шпинделя
- Переключение скоростей
- Переключение подач
- Ручная продольная подача стола
- Пуск и остановка главного двигателя
- Механические подачи стола (вертикальная и продольная)
- Ручная вертикальная подача стола
- Зажим трубки системы охлаждения
- Зажим горизонтальной бабки
- Включение насоса охлаждения
- Включение главного двигателя
- Зажим стола от горизонтального перемещения
- Зажим стола от вертикального перемещения
- Зажим конусов инструментов и патронов
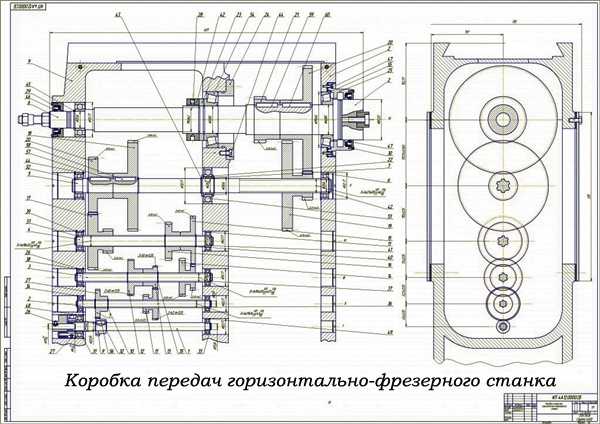
6М76П Схема кинематическая фрезерного станка
Кинематическая схема фрезерного станка 679
1. Схема кинематическая фрезерного станка 6М76П. Смотреть в увеличенном масштабе
2. Схема кинематическая фрезерного станка 6М76П. Смотреть в увеличенном масштабе
3. Схема кинематическая фрезерного станка 6М76П. Смотреть в увеличенном масштабе
Устройство и работа фрезерного станка 679
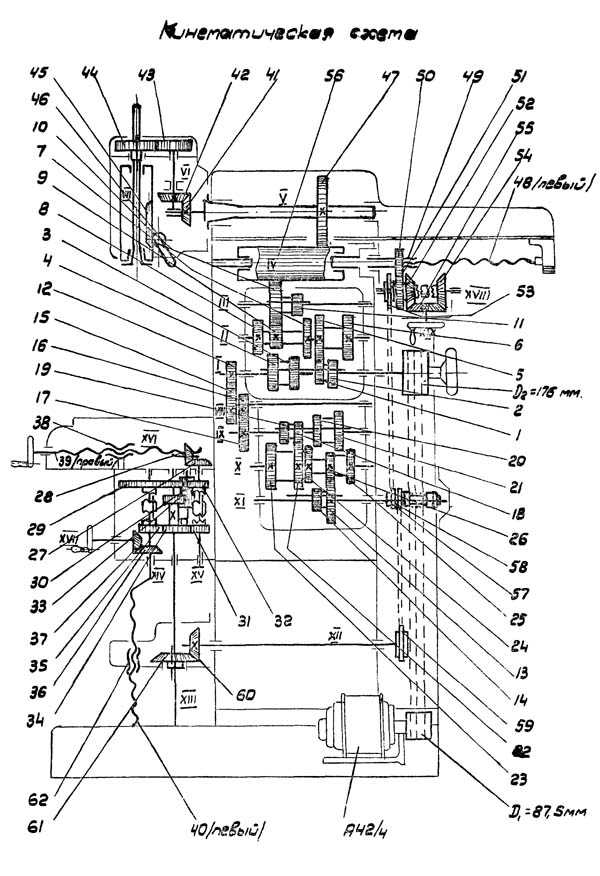
Кинематическая схема (рис. 7) станка состоит из следующих цепей:
- а. цепь главного движения;
- б. цепь подач.
Цепь главного движения фрезерного станка 679
От электродвигателя, мощностью 2,8 кВт, движение передается на вал 1 клинноременной передачей. От вала I через шестерни коробки скоростей, сидящих на валах II и III, зубчатое колесо 56, сидящее на валу IV, через зубчатое колесо 47 передается вращение горизонтальному шпинделю V.
Вертикальный шпиндель VII получает вращение от вала V через коническую пару 41,42, вал VI и цилиндрическую пару 43,44. Осевое перемещение вертикального шпинделя осуществляется рукояткой реечной шестерни (46), перемещающей гильзу с рейкой (45) вручную.
Различное положение двойных зубчатых колес коробки скоростей (1—2; 3—4; 10—11) позволяет сообщить восемь различных чисел оборотов (см. таблицу 1) горизонтальному шпинделю (от 110 до 1230 об/мин.) и восемь чисел оборотов (см. таблицу 2) вертикальному шпинделю (от 150 до 1660 об/мин.).
Приведенные в таблицах 1 и 2 числа оборотов составляют стандартный ряд; отклонения фактических значений чисел оборотов от стандартного ряда колеблются в пределах 5%.
Цепь подач фрезерного станка 679
Привод подач станка устроен следующим образом.
Механические перемещения стола осуществляются механизмом подач, получающим вращение от вала 1 коробки скоростей через цилиндрические зубчатые колеса 12; 15; 16; 17 и коробку подач.
От вала XI через цепную передачу 58; 59 вращение передается валу XII, конической паре 60; 61, вертикальному валу XIII.
Зубчатые колеса 33; 34 передают вращение свободно сидящим колесам 31 и 35, а через колесо 30—зубчатым колесам 29 и 32.
Продольное механическое перемещение стола осуществляется включением муфты вала XV с муфтой зубчатого колеса 31 (перемещение влево) —и с муфтой колеса 32 — (перемещение вправо). Через коническую пару 27; 28 вращение сообщается винту продольного хода XVI.
Ручное продольное перемещение стола осуществляется двумя рукоятками, сидящими на концах винта XVI.
Вертикальное механическое перемещение суппорта со столом вверх производится включением муфты винта XIV с муфтой шестерни 29, а вниз — с муфтой шестерни 35.
Ручное вертикальное перемещение суппорта осуществляется маховичком, сидящим на валу XVII через коническую пару 37; 36 и вертикальным винтом XIV.
Поперечное механическое перемещение горизонтальной бабки, заменяющее обычно принятое в фрезерных станках поперечное Перемещение стола по консоли, осуществляется следующим образом: от вала XI коробки подач через цепную передачу 57; 53 вращение передается валу XVIII, на котором свободно сидят конические зубчатые колеса 52, 54.
Включением муфты вала XVIII с муфтой колеса 54 вращение передается цилиндрической зубчатой паре 50; 51 и гайке 49. При этом горизонтальная бабка, несущая винт 48, перемещается вперед (к рабочему столу). При включении муфты вала XVIII с муфтой колеса 52 горизонтальной бабке сообщается движение в обратную сторону.
Ручное перемещение горизонтальной бабки производится Маховичком, сидящим на валу XIX.
В зависимости от произведенных переключений двойных зубчатых колес 13—14; 18—19; 20—21 валу XI можно сообщить восемь разных чисел оборотов. В результате получаем восемь продольных подач (см. таблицу 3), восемь вертикальных подач (см. таблицу 4) и восемь поперечных подач (см. таблицу 5).
Подачи выражаются значениями стандартного ряда. Отклонение фактических величин минутных подач от стандартных значений колеблется, как и для чисел оборотов шпинделей, в пределах 5 %.
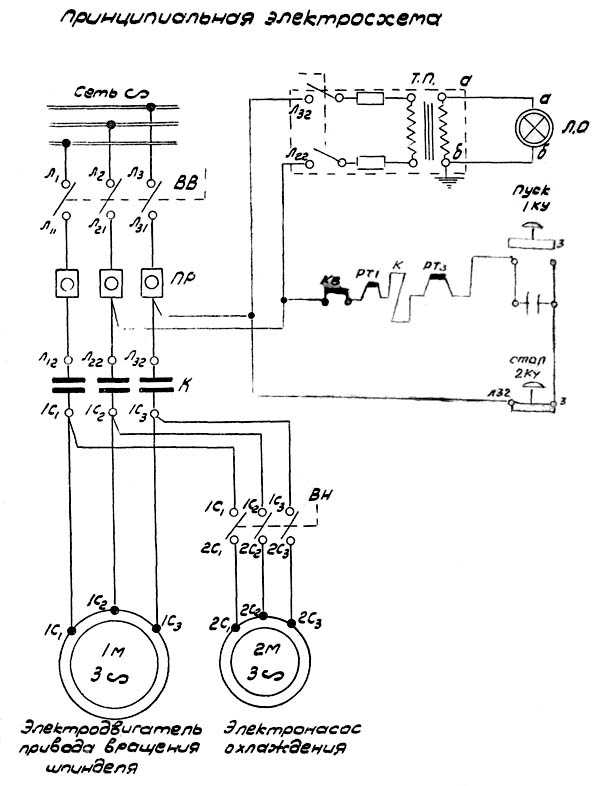
Схема электрическая принципиальная фрезерного станка 679
679 Станок фрезерный широкоуниверсальный. Видеоролик.
Технические характеристики фрезерного станка 679
| Наименование параметра | 679 | 676П | 6М76П |
|---|---|---|---|
| Основные параметры | |||
| Класс точности по ГОСТ 8-82 | Н | П | П |
| Размеры горизонтального (углового) стола, мм | 270 х 700 | 250 х 800 | 250 х 800 |
| Размеры вертикального стола, мм | 260 х 710 | 250 х 630 | 250 х 630 |
| Максимальная масса обрабатываемой детали, кг | 100 | ||
| Расстояние от оси горизонтального шпинделя до рабочей поверхности горизонтального стола, мм | 30..360 | 80..460 | 80..430 |
| Расстояние от торца вертикального шпинделя до рабочей поверхности горизонтального стола, мм | 0..265 | 0..380 | 0..370 |
| Вылет оси вертикального шпинделя, мм | 155..355 | 125..375 | 125..375 |
| Наибольший продольный ход стола (X), мм | 300 | 400 | 400 |
| Наибольший поперечный ход шпиндельной (горизонтальной) бабки вертикального шпинделя (Y), мм | 200 | 250 | 250 |
| Наибольший вертикальный ход стола (Z), мм | 330 | 380 | 380 |
| Вертикальный и горизонтальный шпиндели | |||
| Частота вращения горизонтального шпинделя, об/мин | 110..1230 | 50..1630 | 50..1630 |
| Частота вращения вертикального шпинделя, об/мин | 150..1660 | 63..2040 | 63..2040 |
| Количество скоростей горизонтального и вертикального шпинделя | 8 | 16 | 16 |
| Цена деления лимбов, мм | 0,05 | 0,05 | 0,05 |
| Цена деления линеек, мм | 1,0 | 1,0 | 1,0 |
| Конус горизонтального и вертикального шпинделей | Морзе 4 | Морзе 4 | Морзе 4 |
| Пределы подач горизонтальной шпиндельной бабки, мм/мин | 25..285 | 13..395 | 13..395 |
| Количество подач шпиндельной бабки | 8 | 16 | 16 |
| Ускоренный ход шпиндельной бабки, м/мин | нет | 0,9 | 0,93 |
| Зажим-отжим инструмента | Ручной | Ручной | Механиз |
| Торможение шпинделя | нет | нет | |
| Вертикальная фрезерная головка | |||
| Наибольшее осевое перемещение гильзы вертикального шпинделя, мм | 80 | 60 | 60 |
| Наибольший угол поворота вертикальной головки в вертикальной плоскости, градус | ±45 | ±90 | ±90 |
| Масса вертикальной фрезерной головки, кг | 55 | ||
| Стол угловой горизонтальный | |||
| Количество подач стола в продольном и вертикальном направлении | 8 | 16 | 16 |
| Пределы продольных и вертикальных подач стола (X, Y), мм/мин | 25..285 | 13..395 | 13..395 |
| Ускоренный ход стола в продольном и вертикальном направлении, м/мин | нет | 0,935 | 0,935 |
| Число Т – образных пазов | 5 | 5 | |
| Масса углового горизонтального стола | 65 | ||
| Угловой универсальный стол | |||
| Размеры горизонтального универсального стола, мм | 250 х 600 | 200 х 630 | 200 х 630 |
| Наибольший угол поворота в горизонтальной плоскости, град | ±30° | ±20° | ±20° |
| Наклон длинной стороны, град | ±45° | ±45° | ±45° |
| Наклон короткой стороны, град | ±30° | ±30° | ±30° |
| Масса углового горизонтального стола | нет | 55 | |
| Привод и электрооборудование станка | |||
| Количество электродвигателей на станке | 2 | 2 | 4 |
| Электродвигатель главного привода, кВт (об/мин) | 2,8 (1420) | 2,2 | 2,2 |
| Электродвигатель зажима инструмента вертикального шпинделя, кВт | – | 0,24 | |
| Электродвигатель зажима инструмента горизонтального шпинделя, кВт | – | 0,24 | |
| Электродвигатель привода насоса охлаждения, кВт | 0,12 | 0,12 | |
| Суммарная мощность электродвигателей, кВт | 2,32 | 2,56 | |
| Габариты и масса станка | |||
| Габариты станка (длина х ширина х высота), мм | 1150 х 1400 х 1650 | 1282 х 1215 х 1780 | 1350 х 1230 х 2060 |
| Масса станка полная, кг | 1190 | 910 | 1160 |
Связанные ссылки. Дополнительная информация
Каталог справочник широкоуниверсальных фрезерных станков
Паспорта к широкоуниверсальным фрезерным станкам и оборудованию
Справочник деревообрабатывающих станков
Справочник КПО
Купить каталог, справочник, базу данных: Прайс-лист информационных изданий
stanki-katalog.ru
характеристика и технические возможности станка
 Среди разнообразного станочного оборудования фрезерные станки составляют значительную долю в объёме металлорежущего оборудования, в том числе с числовым программным управлением. Главное достоинство станка обнаруживается при обработке фасонных деталей. Здесь он незаменим, и никакой другой с ним конкурировать не может. Фрезерный станок работает спокойнее, без ударов и толчков, как это бывает на строгальных и долбёжных станках, вследствие чего все механизмы дольше сохраняются.
Среди разнообразного станочного оборудования фрезерные станки составляют значительную долю в объёме металлорежущего оборудования, в том числе с числовым программным управлением. Главное достоинство станка обнаруживается при обработке фасонных деталей. Здесь он незаменим, и никакой другой с ним конкурировать не может. Фрезерный станок работает спокойнее, без ударов и толчков, как это бывает на строгальных и долбёжных станках, вследствие чего все механизмы дольше сохраняются.
Но каковы бы ни были достоинства, они пропадут, если не научиться как следует обращаться с оборудованием и использовать все его возможности.
Фрезерные станки в зависимости от выполняемых функций имеют следующие виды:
- вертикальные;
- горизонтальные;
- сверлильные;
- настольные и настольные с ЧПУ;
- универсальные;
- универсальные;
- станки с ЧПУ и обрабатывающие центры с ЧПУ.
Характеристика вертикально-фрезерных станков
 Вертикально-фрезерным станок называется так, потому что шпиндель, на который крепятся устройства крепления заготовок или сама заготовка для обработки, расположен вертикально рабочей области стола. Это было одно из первых оборудований, которое применялось в обработке изделий металлических изделий. Они используются для обработки тяжёлых и крупных деталей и имеют повышенную жёсткость, что обеспечивает точность обработки.
Вертикально-фрезерным станок называется так, потому что шпиндель, на который крепятся устройства крепления заготовок или сама заготовка для обработки, расположен вертикально рабочей области стола. Это было одно из первых оборудований, которое применялось в обработке изделий металлических изделий. Они используются для обработки тяжёлых и крупных деталей и имеют повышенную жёсткость, что обеспечивает точность обработки.
Станок имеет концевые, торцевые, цилиндрические и фасонные фрезы, поэтому может выполнять различные фрезерные операции. На нём могут осуществляться сверлильные работы. Можно выполнять растачивание и зенкерование отверстий, нарезку пазов, зубьев, рамок, зубчатых колёс, углов.
Оборудование работает с различными видами металлов и сплавов, а также пластмассам.
Вертикально-фрезерный станок бывает двух видов:
- Станок без консоли.
- Станок с консолью.
 Станок без консоли имеет стол, расположенный на неподвижной станине, и называется крестовым. Он перемещается в поперечном и продольном направлении. С подвесного пульта осуществляется управление станком, а с помощью гидравлики устанавливаются числовые обороты шпинделя. Точное перемещение стола осуществляется за счёт замедления подачи оборотов. Полуавтоматический цикл, на котором могут работать механизмы, обеспечивает быстрый ход и остановку в необходимом положении.
Станок без консоли имеет стол, расположенный на неподвижной станине, и называется крестовым. Он перемещается в поперечном и продольном направлении. С подвесного пульта осуществляется управление станком, а с помощью гидравлики устанавливаются числовые обороты шпинделя. Точное перемещение стола осуществляется за счёт замедления подачи оборотов. Полуавтоматический цикл, на котором могут работать механизмы, обеспечивает быстрый ход и остановку в необходимом положении.
Отличие станков с консолью от моделей без консоли в наличии движущейся консоли, на которой размещаются стол и салазки. Стол перемещается горизонтально по направляющим консоли. Сама консоль перемещается в трёх перпендикулярных направлениях. На ней смонтирована коробка подачи.
От подачи рабочего стола зависит скорость обработки и максимальные размеры деталей.
Технические возможности
Так как станок отличается вертикальным расположением компонентов, нужно знать и учитывать высоту модели, её габариты. Можно оценить технические возможности конструкции, ответив на следующие вопросы:
- Какую мощность имеет силовая установка?
- Есть ли система охлаждения?
- Какой тип управления: ручной или электронный?
- Сколько скоростей переключения частоты вращения?
- Как можно охарактеризовать ход стола?
- Какое количество оборотов у головки шпинделя?
- Какое ограничение заготовки детали по массе и габаритам?
Ответить на все эти вопросы можно, изучив технический паспорт модели. Это позволит сделать правильный выбор.
Современные модели
 Современные промышленные предприятия широко используют высокоточное оборудование с числовым программным управлением, однако, невозможно представить предприятие без оборудования с механическим управлением. Хотя механическим его можно назвать условно, так как практически все элементы конструкции работают от электрических приводов. Механическими остались приводы подачи стола и шпинделя с дублированием задания постоянной числовой величины подачи электрическим приводом.
Современные промышленные предприятия широко используют высокоточное оборудование с числовым программным управлением, однако, невозможно представить предприятие без оборудования с механическим управлением. Хотя механическим его можно назвать условно, так как практически все элементы конструкции работают от электрических приводов. Механическими остались приводы подачи стола и шпинделя с дублированием задания постоянной числовой величины подачи электрическим приводом.
У производителей фрезерно-вертикальных станков выпускаемые модели имеют одинаково узнаваемые черты.
Основным недостатком всех моделей можно считать высокую стоимость и ограниченный срок эксплуатации. Кроме этого, сложно найти специалиста, который сможет отремонтировать неполадку, если поставщик после реализации продукции не предоставляет последующего обслуживания.
К вертикально-фрезерным станкам относятся следующие модели: 6М12П, 6Р12Б, 6С12, 6Н12, 6Р12, 6Т12. Они нашли широкое применение не только в бывших республиках СССР, но и успешно экспортируются за рубеж. Это надёжное, качественное оборудование, которое не требует к себе пристального внимания. Современные заводы систематически улучшают конструкцию оборудования и по возможности увеличивают скорость резания. Из года в год технологические возможности различных моделей улучшаются.
Производители станков
 Одним из известных производителей токарных станков является акционерное общество TRENS (Словакия). Особенность этой компании — изготовление оборудования качественной обработки и высокой точности. По требованию заказчика производитель может внести изменения в конструкцию станка. Оборудование доступно в обслуживании и эксплуатации.
Одним из известных производителей токарных станков является акционерное общество TRENS (Словакия). Особенность этой компании — изготовление оборудования качественной обработки и высокой точности. По требованию заказчика производитель может внести изменения в конструкцию станка. Оборудование доступно в обслуживании и эксплуатации.
Лидером европейских производителей металлорежущих станков, в том числе вертикально-фрезерных, является завод TAJMAC — ZPS (Чехия). Завод имеет своё литейное производство, что даёт предприятию независимость от внешних факторов. Качество обработки и высокая технологическая характеристика изготавливаемого оборудования позволяет использовать производимую заводом продукцию не только в машиностроении, но и в ракетостроении, энергетики, авиационных предприятиях.
Липецкое станкостроительное предприятие выпускает фрезерные станки российского производства. Достоинство этого сравнительно молодого предприятия в том, что они самостоятельно изготавливают узлы оборудования, а это значительно снижает стоимость, не уменьшая качества.
Уход за станком
Правильно обслуживать оборудование может только тот, кто хорошо знает устройство всех механизмов и как они действуют. Основные механизмы, которые нужно изучить:
- привод;
- шпиндель и его подшипники;
- коробку скоростей и подач;
- стол;
- делительную головку;
- принадлежности и приспособления.
Одним из основных условий, гарантирующих правильность обслуживания оборудования, является правильная своевременная смазка и чистота рабочего места.
Все механизмы должны быть отрегулированы на плавность хода, это значит, что они должны работать без остановки и люфта. Нельзя допускать перегрузки, так как это скажется на работе станка. На результат работы влияние оказывает закрепление фрезы и обрабатываемого изделия. Недопустимо вращение фрезы в обратную сторону. Её зубцы выкрошатся, и она придёт в негодность.
Нельзя класть на стол станка посторонние предметы. Стружку, которая образуется на столе, надо удалять часто, так как она не только мешает наблюдать за работой фрезы, но и заполняет промежутки между зубцами, увеличивая трение и расход энергии.
Необходимо следить за отводом отработанной жидкости в резервуар, так как если жидкость будет разливаться хаотично, то может смешаться с маслом и понизить качество смазки. После работы оборудование необходимо вытирать сухой ветошью.
Нельзя оставлять механизмы в процессе работы без присмотра.
Меры безопасности при работе
 Так как сам вертикальный фрезерный станок работает медленно, то чаще всего травмы происходят из-за попадания пальцев рук под зубцы фрезы. Поэтому категорически запрещено удалять стружку руками, чистку зубцов фрезы необходимо производить специальной щёткой.
Так как сам вертикальный фрезерный станок работает медленно, то чаще всего травмы происходят из-за попадания пальцев рук под зубцы фрезы. Поэтому категорически запрещено удалять стружку руками, чистку зубцов фрезы необходимо производить специальной щёткой.
Причиной несчастного случая может быть попадание стружки в глаз. Во избежание этого при работе надо обязательно надевать защитные очки.
Специальная одежда должна быть не слишком прочной и плотно облегать тело. Так как концы болтающейся одежды могут попасть под вращающиеся механизмы и причинить телесные повреждения.
Можно получить травму вследствие неосторожного обращения с обрабатываемыми деталями. Тяжёлые детали, падая, могут причинить увечье ног или рук.
Неисправность электрических приборов и неосторожное обращение с ними может привести к поражению электрическим током.
Чтобы устранить возможность падения при движении по скользкому полу, нужно работать в специальной обуви.
tokar.guru
Фрезерный станок НГФ-110: технические характеристики, схемы
Оборудование представляет класс техники для учёбы. «МАСГО» из города Ростов-на-Дону –специализированное предприятие, отвечающее за выпуск станка.
Небольшие габариты, скромный вес способствуют тому, что фрезерные станки НГФ 110 легко устанавливаются в специальных классах, помогают решать различные проблемы.

Ответственное лицо перед началом работы должно тщательно проверять, правильно ли установлен,настроен агрегат. Начало работы допускается только после того, как проведут инструктаж по технике безопасности.
Компания Дубоф изготавливает качественную мебель по индивидуальным замерам и пожеланиям. Они работают с высококлассным современным оборудованием, что позволяет предложить потребителям исполнение любых идей и дизайнерских решений.
340 килограммам равна масса станка. Конечный вес заготовки вместе с занимаемой площадью учитывают отдельно. Оборудование имеет следующие габариты в миллиметрах:
68,5 * 64 * 92,5.
Основную работу выполняют на столе, монтируемом на установке отдельно. Хорошо, если есть возможность выбрать вариант с регулировкой по высоте.

Характеристики технического плана сопровождаются таким описанием:
- 6– горизонтальный шпиндель поддерживает столько скоростей.
- Шпиндельная головка допускает корректировку скоростей вращения. Её пределы – 125-1250 оборотов за минуту.
- Смещение вдоль, поперёк на дно лимба равно 0,05 мм. Для вертикали показатель – 0,25 мм.
- Чтобы зафиксировать обрабатываемую деталь, используют один Т-образный паз для стола.
- Определённые параметры соблюдаются при смещении стола. Для вертикали это 17 см, в случае с поперечным направлением – 8,5 см. Продольное движение – 25 см.
- 11 сантиметров – максимальный диаметр для фрезы, которая устанавливается на станке.
- 85 миллиметров – так удалён горизонтальный хобот от шпинделя, что облегчает фиксацию.
- Рабочий стол с габаритами 10 на 40 см.
Главный станочный привод начинает движение за счёт электродвигателя, его работы. Стандартная мощность современных установок – 0,55 кВт. Некоторые стандартные функции исключены:
- Усилия,прикладываемые дополнительно для каждой подачи.
- Поворотные движения.
- Ускорение хода рабочей части.
Станок не поможет мелкосерийным, профессиональным производственным объектам.
Освещение местного характера идёт от светильников, стоящих на станке. При монтаже используются гибкая гофра. Она позволяет регулировать положение по отношению к детали в обработке.
Назначение и область применения
Станок этой модели получил название школьного. Главная причина – в том, что оборудование участвует в обучении основам фрезерного дела для старшеклассников. Станок выполняет следующие дополнительные функции:
- Обрабатывание пазов, горизонтальных поверхностей.
- Работа с изогнутыми плоскостями, имеющими определённый угол изгиба.
- Обработка плоскостей по вертикали.
- Попутное и встречное фрезерование.
Если мелкой стружки нет – станки могут обрабатывать изделия, выполненные из цветных металлов. Настольный горизонтальный агрегат запрещается применять в случаях с другими металлами, которые не отвечают данному требованию.

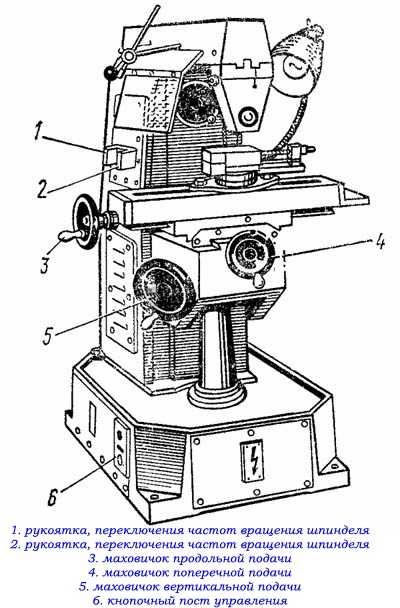
Перечень и расположение органов управления
У фрезерного станка данной серии не так много деталей, которые помогают контролировать любые движения:
- Кнопочный пост, отвечающий за управление.
- Маховичок для подачи по вертикали.
- Маховичок поперечной подачи.
- Маховичок подачи вдоль.
- Рукоятка,отвечающая за переключение частот вращения у шпинделя.
- Другая рукоятка, управляющая той же деталью, теми же частотами вращения.
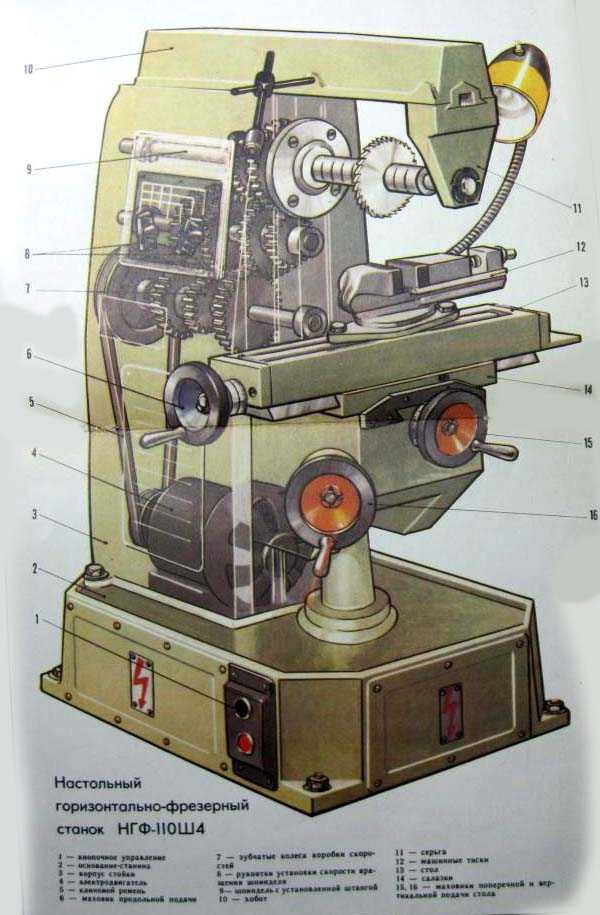
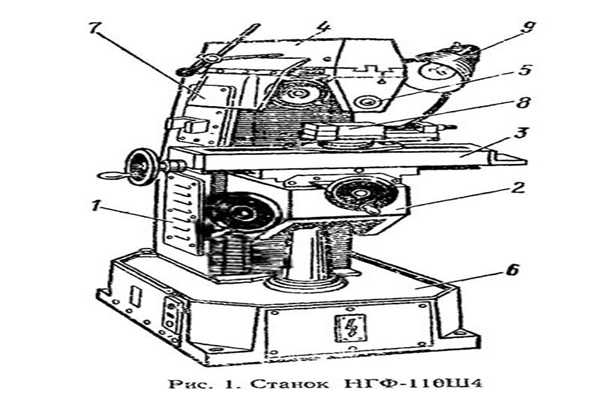
Перечень и расположение составных частей
Это оборудование относится к разновидности широко универсальных станков. Для учебных целей технические характеристики можно назвать идеальными. В станке присутствуют следующие составные части:
- Оправка.
- Освещение локально подают по отдельному источнику.
- Специальная плита, на которую ставят электрическое оборудование.
- Экран для обеспечения защиты.
- Хобот с серьгой.
- Тиски.
- Скоростная коробка монтируется на стойке.
- Стол для установки салазок.
- Консоль.
Для управления используют стандартный кнопочный пост. Это упрощает эксплуатацию, повышает безопасность для пользователей. Двумя дополнительными рычагами выбирают частоты вращения узла со шпинделем. Имеется три маховика, о них уже упоминалось ранее.
Есть три направления, в которых осуществляется движение стола:
- В месте с консолями, по направляющим стойки. Это вертикаль.
- В случае с продольным движением опора идёт на направляющие салазок.
- Движение с опорой на консольные направляющие, если речь – о перечной плоскости. Тогда рабочая поверхность и салазки перемещаются одновременно.

Тремя дополнительными винтами снабжают конструкцию стола. Каждый из них – со своей отдельной задачей:
- Зажим салазок на консоли.
- Зажим салазками непосредственно рабочей поверхности.
- Выполнение подачи в продольном направлении.
Две гайки подходят для одновременного налаживания подачи вдоль, поперёк.
Оправка позволяет зафиксировать заготовку, которая применяется совместно с агрегатом.Гайка и несколько монтажных колец позволяют соединять конструкцию в единое целое. В опору серьги монтируют оправку, вторым концом. Монтаж опоры у серьги происходит в хоботе. Благодаря подобному устройству фрезы остаются максимально жёсткими.
Описание основных узлов фрезерного станка НГФ 110
«Ласточкин хвост» – место, куда устанавливают хобот учебного станка. Верхний участок стойки агрегата – вот где установлена деталь. Для зажима применяют специальный клин. Закручивая винт, пользователи могут надёжно закрепить эту конструкцию.Движение хобота идёт только вручную.
Серьга находится в передней части. Её габариты подгоняют под параметры, которыми обладает каждый из конкретных станков. Нельзя переставлять серьги по разным агрегатам.
Соединение хобота и серьги происходит с участием гайки. Серьгу снабжают втулкой, по сути-подшипником. Его изготавливают из сплава бронзы. Наружная поверхность-конус, разрезы вдоль – основные элементы детали.
Иногда зазор внутри втулки меняет своё положение, но периодический ремонт помогает справиться с проблемой. То же касается регулярного смазывания, для которого используется состав с обозначением И-30А.

Если подшипник нагревается слишком сильно во время работы оборудования –значит, пора провести как минимум диагностику.
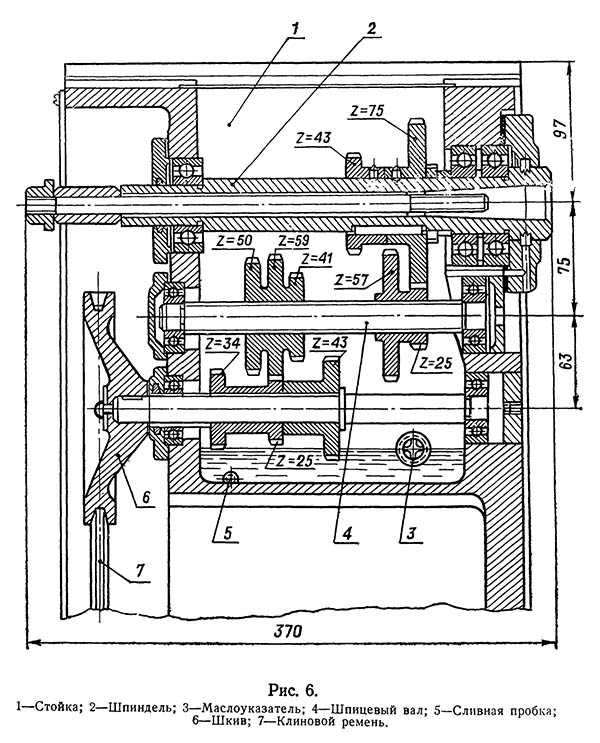
Стойка станка –одна из базовых составляющих. На ней монтируют остальные рабочие узлы и механизмы. У неё есть свои особенности.
- Сечение с формой трапецией по высоте.
- Хорошо развитое основание.
- Благодаря таким деталям конструкция может похвастаться высоким уровнем жёсткости.
Любые стойки снабжены двумя отделениями, сверху и снизу. Внизу – двигатель на электричестве,вверху – коробка скоростей. Последняя поддерживает шесть передач, снабжается тремя валами.

Узел со шпинделем движется с определёнными частотами, регулируемыми коробкой скоростей.Переключающие рукоятки позволяют без проблем выбирать нужный показатель для конкретной ситуации. Сами рукоятки находятся слева у фрезерного оборудования.
Коробку скоростей закрывают с помощью специальной крышки, которую требуется снимать при проведении осмотров по оборудованию.

Основной элемент в механизме подач – это станочная консоль. Направляющие – места монтажа салазок с рабочей поверхностью. Шпиндель классического вида – полый вал, у которого две опоры. К подшипнику радиального типа идёт шейка детали сзади. К двум другим радиальным подшипникам направлена часть сзади.
Детали вмещают друг между другом кольца, элементы для распора. У шпиндельного узла есть и компенсационное кольцо. Это позволит защититься от осевого смещения конструкции.
Модификации
Выпущено не так уж много модификаций. Характеристики остаются примерно одинаковыми при любых обстоятельствах.
Станок типа 110Ш1
Старые версии отличаются общей мощностью до 1,1 кВт. По сравнению с Ш4, ходы по осям у этой модели больше. Можно легко переделать под вертикальную установку, с расширенными возможностями. Отличается от усовершенствованных моделей мелкими габаритами. Горизонтально расположенная модель тоже имеет эти свойства.

Общий вид и характеристика НГФ-110 Ш3
Маленькие фрезерные станки, подходящие для любых видов мастерских. Общий вес – около 240 килограмм. Присутствует возможность использовать дополнительное оборудование,расширяющее функционал.
Имеет те же основные детали, что и у предыдущих моделей.

Общий вид и особенности НГФ-100 Ш4
Обрабатывающий разные поверхности станок. Представляет настольную группу устройств.Вертикальные плоскости и детали под конкретным углом обрабатываются при установке дополнительной головки. Основной инструмент обработки – дисковые фрезы.
Благодаря рабочему столу допустимо перемещение в трёх плоскостях.

Техника безопасности
Инструкция требует тщательного изучения, без неё нельзя приступать к эксплуатации. При установке станка надо тщательно соблюдать рекомендации, данные производителем.Необходимо проследить за тем, чтобы плоскость стола оставалась абсолютно ровной. Нужного результата проще добиться ножками регулировки у оборудования. Подходит и площадка, которую применяли при монтаже станка.
Основные правила имеют такое описание:
- Резервуар СОЖ заполняется после того, как основные настройки выставлены. Смазка компонентов коробки передач происходит на следующем этапе.
- Скорости шпинделя регулируются отдельно. Для этого достаточно повернуть одну из рукоятей в подходящее положение.
Другие параметры тоже важно постоянно контролировать.

vseochpu.ru
Горизонтально-фрезерный станок: назначение, описание, характеристики
Содержание статьи:
Фрезерная обработка заготовок является одной из ключевых операций по производству стальных изделий. Для выполнения этой операции используют несколько типов оборудования. Наиболее распространенным является горизонтально-фрезерный станок. Для первичного ознакомления с ним требуется изучить специфику расположения компонентов и технические параметры.
Особенности конструкции
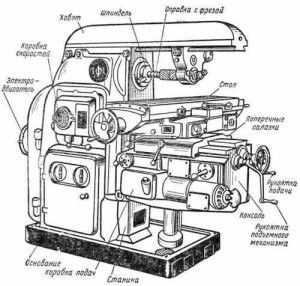
Схема расположения элементов
Горизонтально-фрезерные станки были одними из первых типов оборудования для выполнения операций по обработке металлических изделий. С их помощью выполняется шлифование, расточку, фрезеровки, а в некоторых моделях – сверление. При этом компоновка моделей зачастую одинакова.
На основании установлена станина, выполняющая функцию опорной стойки. На ее передней части располагается рабочий стол с коробкой передач и движущимися каретками. Они необходимы для смещения поверхности по осям X и Y. В задней части конструкции установлен электродвигатель, соединенный со шпиндельной бабкой через коробку скоростей. Несмотря на столь общее описание, следует учитывать возможные изменения или дополнения, свойственные для конкретной модели.
В зависимости от специфики назначения горизонтально-фрезерные станки могут иметь следующие дополнительные узлы и агрегаты:
- консольная конструкция. С ее помощью можно изменять положение заготовки относительно фрезы. Некоторые типы оборудования имеют возможность поворота рабочего стола под определенным углом;
- установка магнитного стола. Для обработки деталей сложной формы рекомендуется применять электромагнитные столы, исключающие надобность механического крепления. Таким образом можно повысить качество фрезерной обработки;
- станки с ЧПУ. Это современные аналоги классического оборудования. С помощью блока CNC можно задать алгоритм работы станка в автоматическом или полуавтоматическом режиме. Актуальны для приборостроения или при обработке больших заготовок из твердых сортов стали.
В отдельную категорию можно отнести универсальные горизонтально-фрезерные станки. Их назначение – выполнение всего спектра операций по обработке. Для этого в конструкции устанавливают дополнительную шпиндельную головку на гибком приводе. Это дает возможность осуществлять фрезерование сложных элементов.
Одним из главных параметров станка являются характеристики подач рабочего стола. Они определяют скорость обработки металлической заготовки, а также максимально допустимые размеры детали.
Принцип работы оборудования

Станок с ЧПУ
После ознакомления со спецификой конструкции горизонтально-фрезерного станка и его назначения следует изучить принцип обработки заготовок. Для этого лучше всего проанализировать каждый этап работ и выявить оптимальный режим обработки для конкретного случая.
После установки детали на поверхности рабочего стола и ее фиксации вычисляются режим обработки. Это зависит от конфигурации заготовки и степени ее фрезерования. Затем происходит установка оптимальной фрезы. Именно с ее помощью происходит обработка поверхности. За счет вращения и контакта режущей части инструмента с металлической поверхностью происходит процесс контролируемого удаления материала.
В зависимости от вида работы можно выбрать следующие типы фрез, каждая из которых имеет определенное назначение:
- плоскостное фрезерование. Для этого необходимо применять цилиндрические фрезы. Они отличаются конфигурацией режущих частей и могут иметь несколько типов зубьев. Их главная функция – удаление определенного объема материала со всей поверхности заготовки;
- торцевые. Применяются для обработки вертикальных плоскостей. Они могут быть установлены только в универсальные горизонтально-фрезерные станки. Главным отличием от цилиндрических заключается в том, что обработка происходит только за счет контакта вершин режущих поверхностей, в результате чего формируется определенная профильная структура;
- угловые фрезы. Необходимы для придания кромки детали формы нужной конфигурации.
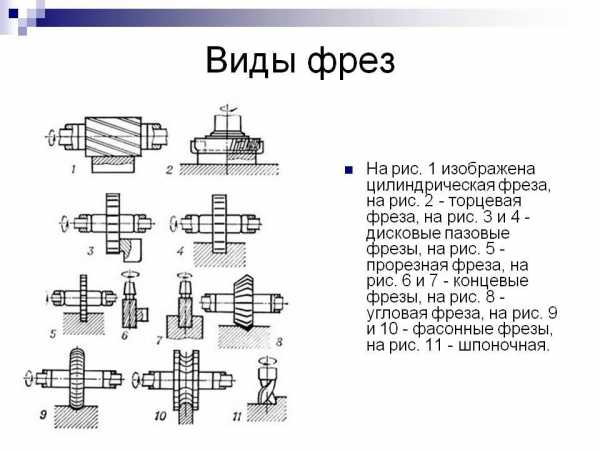
Виды фрез
Кроме этих моделей существуют специальные фрезы, предназначенные для выполнения узкопрофильных операций. Для работы на ученических станках чаще всего устанавливают универсальные режущие инструменты.
Для формирования отверстий применяются концевые фрезы. Аналогичной конструкцией обладают шпоночные. Разница между ними заключается в конфигурации режущей части.
Технические характеристики

Станок с ручным управлением
Для анализа технических характеристик фрезерного оборудования рекомендуется изучить паспорт конкретной модели. В этом документе указываются не только основные качества, которыми обладает горизонтально-фрезерный станок, но и правила его эксплуатации.
Оборудование этого типа имеет вертикальное расположение компонентов. Поэтому необходимо учитывать общую высоту конструкции. Если же в ней есть возможность установки дополнительного стола – к размерам станка прибавляют его габариты. Средняя масса оборудования составляет от 800 кг до 5-ти тонн.
Для анализа технических возможностей модели необходимо знать такие параметры, которыми должен обладать горизонтально-фрезерный станок:
- количество оборотов головки шпинделя. Обычно этот параметр варьируется от 400 до 3500 об/мин;
- число скоростей переключения частоты вращения;
- характеристики хода стола в продольном поперечном и вертикальном направлении. Учитывается тип подачи – ручная или механическая;
- мощность силовой установки;
- наличие системы охлаждения;
- тип управления – электронный или ручной.
На основании этих данных составляются оптимальные технологические схемы применения фрезеровального оборудования. Также все модели имеют ограничения по массе заготовки и ее габаритах. Чаще всего производитель указывается максимально допустимый вес детали, распложенной в центре стола.
Дополнительная накладная головка может проворачиваться на угол до 360°. Это необходимо учитывать при составлении технологической схемы обработки.
Правила эксплуатации
Работа на станке
Помимо обязательных к исполнению требований производителя горизонтально-фрезерного станка в течение всего периода эксплуатации необходимо придерживаться общих рекомендаций и описания правил. В основном они относятся к организации рабочего процесса и соблюдении техники безопасности.
Прежде всего необходимо подготовить рабочее место для установки оборудования. Учитывается его масса и габариты. Важно, чтобы опорная платформа могла частично гасить колебания, возникающие в процессе работы станка. Для этого можно установить специальные опоры с компенсирующими подушками и возможностью регулировки уровня.
Также во время эксплуатации необходимо учитывать такие факторы:
- при массе заготовки более 20 кг ее монтаж на рабочий стол выполняется с помощью подъемных механизмов;
- работник не должен надевать защитные перчатки или рукавицы. Это может привести к опасной ситуации;
- для защиты глаз необходимо применять рабочие очки;
- при возникновении вибрации станок следует немедленно остановить. Чаще всего это явление происходит из-за неправильной фиксации фрезы;
- в течение фрезеровки проверяется уровень подачи СОЖ;
- по окончании работы станок необходимо очистить от металлической стружки.
В случае возникновения аварийных ситуаций эксплуатация оборудования запрещена. Устранением их должны заниматься только специалисты. Попытки выполнить ремонт без должного уровня знаний устройства станка может только усугубить ситуацию.
В видеоматериале показан пример работы на горизонтально-фрезерном станке:
stanokgid.ru
технические характеристики и советы по выбору
Если вы полагаете, что горизонтально-фрезерные станки представляют собой достаточно сложные устройства, то вы ошибаетесь.
Описание
Эти агрегаты являются одними из простых и незамысловатых электрических инструментов. Если проводить сравнение с другими приборами, то в данном случае оснастка фиксируется на вал электрического двигателя, поэтому устройство избавлено от ремней, редуктора и шестерней. Силовая установка агрегата может иметь высокую мощность, которую можно сопоставить с параметрами, свойственными стационарным станкам, однако главный акцент разработчики делают на скорость движения оснастки, а наличие прямой передачи позволяет разгонять фрезу до высоких оборотов. Наиболее часто горизонтально-фрезерные станки снабжаются вспомогательными устройствами, которые предназначаются для производительной выборки и точной подачи, сюда можно отнести зажимы, шаблоны, упоры и направляющие.
Основные способности

Горизонтально-фрезерные станки могут использоваться не только для обработки древесины, но и для работы с пластиком, оргстеклом, цветным металлам и композитами. Подвластен этому инструменту будет искусственный камень и другие материалы. В зависимости от назначения, а также ряда конструктивных особенностей, можно выделить несколько разновидностей инструментов, а именно: неподвижные, штанговые, кромочные и специализированные, которые являются отрезными. Последние предназначены для гипсокартона, врезки замков, обработки плитки. Однако самыми распространенными и универсальными являются погружные подвижные штанговые фрезерные устройства. В этом случае голова прибора двигается вверх-вниз по направляющим штангам, жестко соединенным с опорной подошвой.
Основные технические характеристики

Если вас заинтересовали горизонтально-фрезерные станки, то важно обратить особенное внимание на электрическую составляющую. Головная часть представляет собой двигатель с рукоятками, а также цанговым зажимом. Потребляемая мощность может указывать на производительность прибора. Если под корпусом больше ватт, то прибор снабжается более крупной фрезой, которая позволяет обеспечить быструю подачу и глубокий проход без перегрева обмоток. Но высокая мощность может стать причиной увеличения веса агрегата и его размеров. Помимо прочего, внушительный крутящий момент может некорректно существовать в тандеме с деликатными оснастками. По данному признаку станок горизонтально-фрезерный может относиться к одному из классов. Если речь идет о легких приборах, то их мощность не превышает 700 ватт, у средних моделей этот параметр изменяется от 700 до 1500 ватт, а вот у профессиональных вариантов, которые являются тяжелыми, мощность может оказаться больше 1500 ватт. Ряд производителей не использует в процессе производства технологии, которые бы предполагали изготовление легких инструментов. Они предлагают к продаже приборы с мощностью, которая эквивалентна 2,3 киловатта. Глубина реза у таких приборов может составить 70 сантиметров, а вес достигает 6, 1 килограмма. Среди прочих характеристик таких приборов можно выделить внушительное число оборотов в минуту, которое может составить 22000, при этом размер цанги будет равен 12 миллиметрам. Если проводить сравнение, то настольный горизонтально-фрезерный станок, мощность которого составляет 900 ватт, весит в два раза меньше, а глубина обработки уменьшается до 57 миллиметров.
Рекомендации по выбору модели в зависимости от частоты вращения шпинделя

Этот показатель производители удерживают в пределах от 20 до 30 тысяч оборотов в минуту. Если речь идет о кромочных станках, то этот показатель может быть равен 35 000 оборотов в минуту. При выборе прибора важно учесть, что при внушительном диаметре оснастки агрегат будет способен выдать большую скорость, что зависит от мощности. Небольшая частота может понадобиться мастеру в случае необходимости обработать металл или пластмассу, что позволяет исключить перегрев рабочей зоны.
Как выбрать инструмент в зависимости от скорости
Когда специалисты или домашние мастера выбирают консольный горизонтально-фрезерный станок, они обязательно обращают внимание на скорость. Чем выше данный показатель, тем более ровным удастся сделать край обработки и тем проще будет работать с достаточно твердыми материалами. Если же вам необходима высокая точность, а материал отличается вязкостью, то есть смысл использовать меньшую частоту. По этим соображениям, многие станки позволяют обеспечить предустановку частоты вращения для определенных условий и материалов, последние из которых обладают разной плотностью. Наиболее часто корректировка частоты производится методом передвижения ступенчатой или плавной регулировки колесика. Выбор скорости ляжет на плечи мастера, однако разработчики делают подсказки, указывая цифры на фрезерных станках или в паспортах.
Выбор прибора по механическим характеристикам

Горизонтальный фрезерный станок с ЧПУ может обладать подошвой с разными характеристиками. Опорная площадка изготавливается из алюминиевых сплавов или штампованного металла. Последний вариант относится к бюджетным моделям. Описываемый элемент является важнейшей составляющей устройства. Литая подошва – это признак высокого класса прибора, ведь она характеризуется четкой геометрической формой и превосходным прилеганием к поверхности. На базовой опоре располагаются проушины для фиксации направляющих приспособлений, это касается и револьверного упора, где фиксируются вертикальные штанги. В процессе выбора инструмента вы должны обратить внимание на то, что у качественного прибора нижняя поверхность опорной платформы закрывается накладкой, данный элемент изготавливается из лакированной древесины или пластика.
Рекомендации специалистов по выбору
Устройство горизонтально-фрезерного станка описано в статье, с ним вы можете ознакомиться, если прочитаете паспорт. Выбирая прибор описываемого типа, не следует ставить во главу угла мощность, это особенно касается того случая, когда более актуально ручное использование. Для выполнения регулярных работ высокая мощность уже кажется явным плюсом. Как утверждают специалисты, важно наличие регулировки скорости и характер ее реализации. Переключатель должен располагаться в таком месте, чтобы мастер не сместил его случайно. Ползунок или колесико должны перемещаться ступенчато или довольно туго.
Дополнительные рекомендации по выбору
Нужно проанализировать, какова реальная глубина погружения фрезы, этот показатель зависит от характеристик цангового зажима. Отличным вариантом будет тот случай, когда цанга доходит до нижней части опорной подошвой. Если же она выступает за базовую конструкцию, это еще лучше.
Данная характеристика будет влиять на функциональность прибора, однако, взглянув в паспорт, вы увидите только лишь ход головки, а не вылет за подошву.
Важно определить диаметр фрезы, который будет использоваться в конкретном приборе, необходимо сопоставить геометрию с диаметром проема в опорной площадке с отверстиями, располагаемыми в линейке-циркуле и копировальном кольце.
fb.ru
Основные характеристики фрезерных станков по металлу и дереву. Обзор некоторых моделей фрезерных станков фрезерные станки
Основным техническим документом, который содержит все необходимые сведения по конструкции, кинематике и динамическим характеристикам станка, является паспорт на станок. Паспорт на станок состоит из следующих основных разделов: В разделе “Общие сведения о станке” помещают фотографию станка и указывают сведения о нем: тип, модель, завод-заготовитель, год выпуска, класс точности, масса, габаритные размеры, место установки.
Фрезерные станки относятся к тем специализированным техническим устройствам, которые позволяют обрабатывать поверхности предметов, придавая им различную форму, нанеся на их поверхность узоры и рельеф. Они просты в управлении и универсальны в использовании, имеют различные технические характеристики, определяющие их возможности. Поэтому эти станки применяются в самых разных отраслевых хозяйствах и пользуются неизменным спросом.
Преимущества станков с чпу
Одной из разновидностью фрезерного станка стал копировально фрезерный станок с чпу. Этот станок обладает возможностью серийного изготовления деталей по ранее созданному шаблону или по эталонному образцу. Работой такого станка управляет процессорный блок, называемый числовым программным управлением.
Применение программных методов управления станком приводит к ряду преимуществ таких станков перед обычными фрезеровальными станками:
один рабочий-специалист может руководить работой нескольких станков, что повышает производительность его труда и снижает количество рабочих, необходимых на производстве;
программное управление значительно уменьшает влияние человеческого фактора на результат работы и повышает качество выполнения задач;
значительно увеличивается скорость работы, переналадка станка для выполнения новой задачи занимает мало времени.
Технические особенности
Копировально фрезерный станок с чпу является технически сложным и функционально насыщенным устройством. При обработке деталей процессор, следуя заданной программе, управляет перемещением рабочего стола и вращением шпинделя.
Для обработки трехмерных деталей шпинделю можно придавать как вертикальное, так и горизонтальное или наклонное положение. Благодаря таким особенностям заготовке можно придать самые разные формы и выполнять работы на всех ее поверхностях. А при копировании какого-либо изделия специальный копировальный ролик передает сведения о своем перемещении на центральный блок, откуда уже идет команда на выполняющие обработку узлы.
Сочетание фрезерно-копировального станка с компьютерным управлением позволяет значительно ускорить разработку новых изделий. Это значительно облегчает работу по созданию малых, узконаправленных серий изделия. Использование копировально-фрезерного станка с чпу позволяет сразу же получить электронную копию изделия и заниматься ее подгонкой в цифровом виде, что значительно ускоряет процесс и снижает затраты на производство.
Отдельные станки, имея большую площадь рабочего станка, позволяют обрабатывать сразу нескольких деталей.
Паспорта, электрические схемы, описание работы схем, техническая документация на электрооборудование металлорежущих станков
Одна из самых больших проблем при эксплуатации электрооборудования на промышленных предприятиях в наше время – это отсутствие технической документации и схем на обслуживаемый парк старого типа станков.
В большинстве своем, эксплуатация и ремонт электрооборудования станков производится без схем и паспортов на станок, где-то по памяти и исходя из собственного опыта, где-то “методом тыка”, а где-то вообще, как придется. Но поколения меняются, уходят старые рабочие, а пришедшей молодежи просто не на что опереться.
Время простоя оборудования при поломке очень часто значительно увеличивается просто из-за того, что найти и устранить неисправность электрику без электрической схемы перед глазами намного труднее, чем в случае если бы он имел в наличии полноценный заводской паспорт на оборудование. Но где же сейчас найти эти паспорта? Многим эксплуатируемым станкам уже по 30 – 40 лет. И очень часто вся техническая документация на них давным-давно утеряна.
А выход, на самом деле, есть. В настоящее время, у меня имеется около 100 комплектов электронных копий на самые распространенные модели металлорежущих станков.
Теперь вся имеющаяся у меня техническая документация на металлорежущие станки доступна для свободного скачивания в полном объеме. Просто у меня появился нормальный Интернет, свободное время и, соответственно, возможность все это добро закачать на файлообменник.
Все ксерокопии паспортов станков по каждой модели содержат:
1. Основные технические характеристики (техническое описание) станка.
2. Схему электрическую принципиальную.
3. Схему электрическую монтажную.
4. Описание работы принципиальной схемы.
5. Состав электрооборудования с техническими характеристиками.
Для примера в паспорт гидрофицированного долбежного станка модели 7М430 входит: общий вид станка, назначение и область применения станка, распаковка и транспортирование станка, общий вид станка с обозначением органов управления, основные данные станка, краткое описание конструкции и работы станка, электрооборудование станка (описание работы схемы), спецификация электрооборудования, характеристика электродвигателей, указания по обслуживанию электрооборудования станка, схема электрическая принципиальная, схема электрическая монтажная.
Паспорта токарных станков:
Токарно-винторезный станок модели 1624М (без монтажной схемы)Токарный станок модели 6А125
Универсальный токарно-винторезный станок 16Б16П (SAMAT 400) – (без монтажной схемы и перечня электрооборудования)
Станок токарно-винторезный 1В62Г (16В20)
Токарно-винторезный станок 16Д20 (16Д20П, 16Д20Г, 16Д25, 16Д25Г)
Станок токарно-винторезный 16Е20
Токарно-винторезный станок 16К20
Токарно-винторезный станок 16К20Г
Токарно-винторезный станок 16К20П
Токарно-винторезный станок 16К25
Автомат токарно-револьверный одношпиндельный прутковый модели 1Б140 (1Б125)
Многошпиндельный токарный автомат модели 1Б240-6 (1Б240-6К) – (без монтажной схемы)
Станок токарно-винторезный модель 1В62Г
Универсальный токарно-винторезный станок модели 1К62
Универсальный токарно-винторезный станок модели 1К625
Станок токарно-винторезный модели 1К62Д
Автоматический токарно-продольный станок модели 1М10ДА (без монтажной схемы)
Станок токарно-винторезный 1М63
Станок токарно-винторезный 1М63Д (без монтажной схемы)
Станок токарно-винторезный модели 1М63МФ101Станок токарный 1Н318
Токарно-револьверный станок модели 1П365 (1П371)
Станок токарный ГС526У
Специализированный токарно-винторезный станок облегченного типа модели ИТ-1М (ИТ-1ГМ)
Станок токарно-винторезный повышенной точности СА564С100
Токарно-винторезный станок модели ТВ-320 (без монтажной схемы)
Станок специальный токарно-винторезный повышенной точности модели ФТ-11М
Токарные станки моделей 1Б140(125), 1Б240П-6, 1В62Г, 1К62, 1К62Д, 1К625, 1М10ДА, 1М63, 1М63Д(ДФ101), 1М63МФ101, 1М3681, 1Н318(Р)
Токарные станки моделей 1П365(371), 16А25, 16Б16П, 16В20, 16Д20(П,Г,25,25Г), 16Е20, 16К20, 16К20Г, 16К20П, 16К25
Токарные станки моделей 1516Ф3-FAGOR-8035, 1624М, ГС526У, ИТ-1М(ГМ), ЛТ-10(11), СА564С100, СА564С150-02, ТВ-320, ФТ-11М
Паспорта сверлильных станков:
Универсальный вертикально-сверлильный станок 2А125
Станок вертикально-сверлильный модели 2Г125
Радиально-сверлильный переносной станок 2К52-1
Станок радиально-сверлильный 2К522
Станок радиально-сверлильный облегченный 2ЛУ3У
Радиально-сверлильный станок модели 2М55
Радиально-сверлильный станок модели 2М57 (без монтажной схемы)
Вертикально-сверлильный станок 2Н118-1 (без монтажной схемы)
Вертикально-сверлильный станок 2Н125
Вертикально-сверлильный станок ГС2116
Станок радиально-сверлильный модели ГС545
Сверлильные станки моделей 2А125, 2Г125, 2К52-1, 2К522, 2К552-2, 2Л53У, 2М55, 2М57Сверлильные станки моделей 2Н118-1, 2Н125(135,150), 2Н150, 2С150, ГС545, ГС2112, ГС2116(508), ГС 520, долбежный 7М430
Паспорта фрезерных станков:
Станок настольный сверлильно-фрезерный. Модель ГС 520
Станок инструментальный широкоуниверсальный фрезерный повышенной точности модели 675ПФ1Станок фрезерный широкоуниверсальный инструментальный модели 67К25 ПР
Станок фрезерный 6А23
Станок фрезерный 6Е416 (без монтажной схемы)
Консольно-фрезерный станок 6М82 (6М82Г, 6М82ГБ)
Станок фрезерный 6Н81 (6Н81Г)
Вертикальный консольно-фрезерный станок 6Р12 (без принципиальной схемы, только с монтажной)
Консольно-фрезерный станок 6Р81 (6Р81Г, 6Р81Ш, 6Р811)
Консольно-фрезерный станок общего назначения 6Р82 (6Р82Г)
Консольно-фрезерный станок общего назначения 6Р83 (6Р83Г, 6Р83Ш)
Консольно-фрезерный станок 6Т12-1 (6Т13-1)
Консольно-фрезерный станок FA5В
Станок специализированный фрезерный консольный ВМ127
Станок специализированный фрезерный консольный ВМ127М
Станок фрезерный деревооборабатывающий ВФК-2
Специализированный фрезерный станок ОФ-55
Карусельно-фрезерный станок УФ0803
Фрезерные станки моделей 6А23, 6Е416, 6М82(Г,ГБ), 6Н81(Г),6Н11, 6Р12(Б,13,13Б), 6Р81(81Г,Ш,11), 6Р82, 6Р83 Фрезерные станки моделей 6Т12-1(13-1), 67К25ПР, 675ПФ1, FA5B, ВМ127, ВМ127М, ВФК-2, ГФ2171С5, ОФ-55, УФ0803
Паспорта шлифовальных станков:
Внутришлифовальный станок модели 3225 (3225П)
Универсальный круглошлифовальный станок модели 3Б12 (без монтажной схемы)
Круглошлифовальный станок модели 3А151 (3А161)
Продольношлифовальный станок 3Б722Плоскошлифовальный станок с крестовым столом и горизонтальным шпинделем модели 3Е710В-1 (без монтажной схемы)
Станок плоскошлифовальный 3Е711В
Станок универсально-заточной 3Е642
Универсальный круглошлифовальный станок 3К12
Станок шлифовально-полировальный ШПА-500 (без монтажной схемы)
Шлифовальные станки моделей 3Б12, 3Б151(161), 3Б722, 3Е642, 3Е710В-1, 3Е711В, 3К12, 3К225В(227В), 3225, ШПА-500
Фрезерный станок Carver ATC PRO 1224 и его применение
Двигаясь вперед и развиваясь наша компания хочет представить вашему вниманию оборудование нового поколения фрезерно гравировальный станок Carver ATC PRO.
Данное оборудование поступает к нам на склад не впервые, и пользуется устойчивым спросом у клиентов нашей компании.
Фрезерный станок Carver ATC PRO имеет несколько существенных отличий от других моделей фрезерно гравировальных станков линейки.
Основные преимущества в конструкции и комплектации мы рассмотрим на примере фрезерно гравировального станка Carver ATC PRO 1224.
О чем в первую очередь нужно упомянуть – это вес, 2000 кг , станок массивен и тяжел , – что позволяет ему выдерживать большие инерционные и силовые нагрузки.
Станок оборудован автоматической сменой инструмента карусельного типа на 8 инструментов, смена инструмента занимает 4 -5 секунд , – что является достаточно хорошим показатем для производства.
Особое внимание стоит обратить на шпиндель и двигатели подач. Шпиндель итальянского производства HSD позволяет работать на скоростях до 50 м/мин и оборотах до 24 000 в минуту.
Серводвигатели подач YASKAWA на 1,3 кВт каждый позволяют максимально эффективно использовать данное оборудование на всем диапазоне рабочих подач.
Направляющие фрезерно гравировальныого станка Carver ATC PRO изготовлены из высококачественной легированной инструментальной стали . Передача вращательного движения от серводвигателей в поступательное движение портала осуществляется по косозубой рейке с эвольвентным зубчатым зацеплением, таким образом достигается точность позиционирования 0,03 мм на 300 мм и повторяемость в пределах 0,03 мм.
Вес шпинделя и механики автосмены (около 90 кг) компенсируется пневматическими амортизаторами, для предотвращения динамических и силовых нагрузок, вызванных тяжестью шпинделя и автосмены.
В стандартной комплектации фрезерно гравировальные станки Carver ATC PRO комплектуются компрессором и регулятором давления которые стационарно подключаются к системе автосмены инструмента.
Вакуумная подготовка Carver ATC PRO осуществляется на заводе производителем. Пластинчато – роторный вакуумный насос фирмы Bekker (Германия)устанавливается на систему вакуумного прижима.
На станке Carver ATC PRO установлена принципиально новая стойка Числового-программного управления(ЧПУ) Syntec, данная система позволяет удаленно управлять автоматической сменой инструмента, осуществлять автоматическое программирование циклов обработки, работать практически со всеми форматами файлов, осуществлять коррекцию длины инструмента программно, визуализировать симуляцию обработки и многое другое
Фрезерный станок по металлу FDB Maschinen DM40 – описание модели
Цена: 59438 p.
Фрезерный станок DM 40 используются для выполнения различных фрезерных операций для нужд общего машиностроения, выполняемых с помощью фрез.
Особенности станка:
– На фрезерном станке можно обрабатывать разные плоскости, канавки, зубчатые колеса, растачивать отверстия в деталях из стали, чугуна, цветных металлов и пластмассы.
– Широкий диапазон оборотов шпинделя позволяет применять станки для сверлильных и расточных операций.
– Технологические возможнoсти фрезерного станка могут быть расширены с использованием универсального делительного приспособления, поворотного делительного стола, устройства для нарезания гребенок и других приспособлений. Технические характеристики:
Рекомендовано: Напряжение питания 380 В Клиновой ремень к DМ 40 Потребляемая мощность 1,1 кВт
Число скоростей 6
Диапазон оборотов 200 – 2300 об/мин Угол наклона головки +/- 90°
Размер стола 730 х 210 мм Конус шпинделя MT 3, R 8
Поперечный ход стола 230 мм Продольный ход стола 500 мм Ход шпинделя 120 мм Макс. растояние между шпинделем и столом 470 мм
Макс. диаметр сверления 40 мм Регулировка глубины сверления + Точная подача шпинделя + Ширина Т- образного паза 40 мм
Одно деление нониуса продольный ход стола 0,02 мм поперечный ход стола 0,02 мм точная подача шпинделя 0,05 мм Вес 300 кг
Основным техническим документом, который содержит все необходимые сведения по конструкции, кинематике и динамическим характеристикам станка, является паспорт на станок.
Паспорт станка фрезерного состоит из следующих основных разделов:
- В разделе “Общие сведения о станке” помещают фотографию станка и указывают сведения о нем: тип, модель, завод-заготовитель, год выпуска, класс точности, масса, габаритные размеры, место установки.
- В разделе “Основные технические данные” приводят параметры станка, его приводов и механизмов привода главного движения и подач, типы приводов, основные размеры исполняющих органов, расстояние между ними и предельные перемещения исполняющих органов, минимальные и максимальные размеры обрабатываемых заготовок, данные для крепления инструмента и заготовок, данные для крепления инструмента и заготовок.
- В разделе “Привод” паспорта на станок указывают характеристики электродвигателей, ремней, цепей, подшипников муфт и т.д.
- В раздел “Кинематическая схема станка” приводят последнюю и указывают спецификацию зубчатых и червячных колес, червяков, ходовых винтов, а также все данные, необходимые для подсчета перемещений в станке.
- В разделе “Механика станка” приводят частоты вращения шпинделей (1/мин), числа двойных ходов исполняющих органов, передаваемые крутящие моменты и мощности, величины подач, наибольшие допустимые силы резания, КПД станка, КПД кинематических цепей, приводимых от каждого электродвигателя. Паспорт станка содержит также разделы: “Гидравлические механизмы”, “Изменения в станке”, “Дата капитального ремонта”, “Принадлежности и приспособления”, “Таблицы настройки”, “Схема управления”.
sawwood.ru