Станок универсально фрезерный 676 – Фрезерный станок СФ-676: обзор и характеристики
alexxlab | 20.05.2019 | 1 | Фрезерные станки
Универсальный фрезерный станок 676П: руководство по эксплуатации
Широкоуниверсальный 676п фрезерный станок некогда был востребован на многих производствах, где выполнялось фрезерование, сверление и выполнение иных операций. Руководство по эксплуатации фрезерный станок 676п предусматривало и возможность проведения обработки под углом.
 Фрезерный станок 676П
Фрезерный станок 676ПВысокие показатели точности и универсальность в применении
Универсальный фрезерный станок 676п обладает весьма высокой точностью, что и определило его применение в самых различных сферах. Согласно принятым нормам модель имеет класс точности П. Универсальность оборудования характеризуется тем, что при его применении можно проводить долбежные операции. Запчасти для фрезерного станка, в том числе долбежную головку, можно приобрести отдельно.
Технические характеристики
Рассматривая фрезерный станок 676п технические характеристики следует отметить нижеприведенные моменты:
- Универсальный фрезерный станок 676п имеет 16 скоростей шпинделя.
- Горизонтальный шпиндель станка 676п может иметь частоты вращения в пределе от 50 до 1630 об/мин. Вертикальный шпиндель имеет данный показатель в пределе от 63 до 2040 об/мин.
- Технические характеристики также указывают, что число подач составляет 16. Оператор может выбирать значение подачи из предела 13-395 мм/мин.
- Технический паспорт фрезерного станка 676п указывает на то, что мощность электрического двигателя составляет 3 кВт.
- Габариты углового горизонтального стала: 800 х 250 мм; поверхности вертикального стала 630 х 250 мм; размеры всего станка: 1200 х 1240 х 1780 мм.
- Рассматривая технический паспорт станка 676п можно отметить, что шпиндель может поворачиваться на угол до 900.
Приведенные параметры определяют то, что фрезерование может проходить путем применения фиксированных значения скорости и подачи. Особенности шпинделя позволяют проводить установку самых различных фрез и некоторых других режущих инструментов.

- Внешний вид станка 676П

- Внешний вид станка 676П
Руководство по эксплуатации
Скачать паспорт (руководство по эксплуатации) станка 676П
Сегодня найти запчасти для фрезерного станка 676п достаточно сложно, так как его технические характеристики несколько уступают параметрам современных моделей станков фрезеровального типа. Однако еще совсем недавно рассматриваемое оборудование устанавливалось во многих цехах, где проводилось мелкосерийное и единичное производство. Руководство по эксплуатации предусматривает установку дополнительной оснастки, к примеру, для выполнения долбежных операций. Этим и обуславливается универсальность оборудования.
Другие особенности модели заключатся в возможности поворота шпиндельной головки на определенный градус в установленном пределе. Инструкция по эксплуатации предусматривает использование нескольких маховиков ручного перемещения для подвода стола к режущему инструменты и поворот шпиндельной бабки.
Основные элементы конструкции
Кинематическая схема станка 676П
Конструкция 676п универсального фрезерного станка представлена следующими основными элементами:
- Выключатель сети и электронасоса. Электрическая схема предусматривает полное обесточивание при необходимости. В данном случае электросхема выполнена в классическом стиле, когда управление всем питанием проходит через кнопки «пуск» и «стоп».
- Управление представлено маховиками, которые используются для управления столом, шпинделем и бабкой.
- Паспорт определяет присутствие довольно большого количества рукояток, которые отвечают за управление основными элементами во время проведения обработки деталей.
- Основная часть конструкции представлена вертикальной станиной, по сторонам которой расположены органы управления. В верхней части расположена бабка с коробкой скоростей и подачи шпинделя, с фронтальной части имеется стол с несколькими органами управления и механизмом подачи. Конструкция имеет основание, которое при необходимости можно жестко фиксировать при помощи болтов.
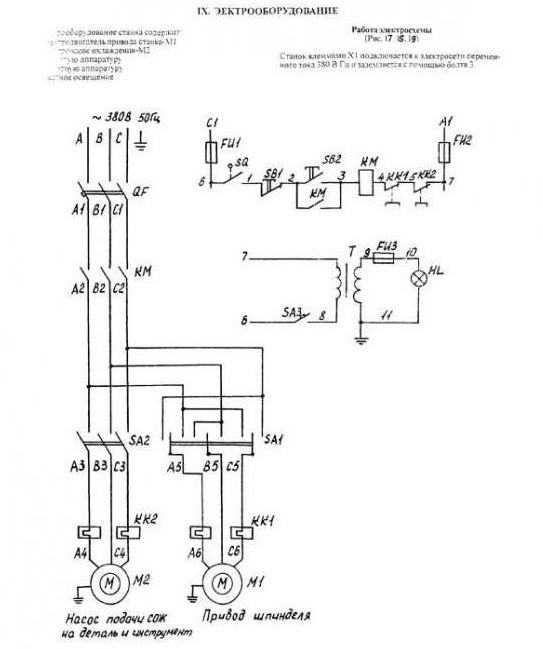
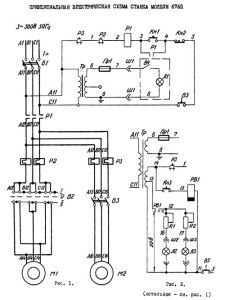
Электрическая схема станка 676П
В целом можно сказать, что конструкция данной модели несущественно отличается от конструкции многих других моделей вертикально-фрезерной группы. Ключевая особенность 676п заключается в возможности поворота шпинделя.
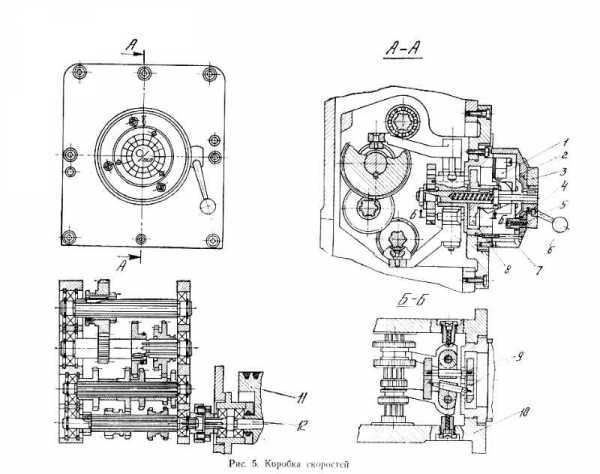
Коробка скоростей
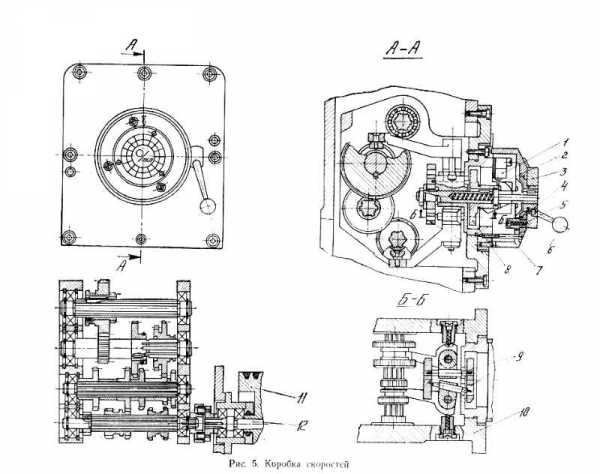
Коробка скоростей станка 676П
Рассматривая особенности фрезерного станка следует уделить внимание и на коробку скоростей шпинделя:
- Представлена конструкция шестернями, которые изготавливаются из высокопрочной стали. Паспорт фрезерного станка 676п определяет возможность проведения ремонтных и обслуживающих работ путем открытия корпуса и демонтажа коробки скоростей. Корпус крепится к боковой стороне.
- На момент переключения перед есть вероятность совпадения зубьев и зацепления шестерен, когда диски не могут сводится. Паспорт содержит информацию по рекомендациям применения, где запрещается проводить переключение передач на момент работы фрезерного станка 676п под нагрузкой. Подобное действие может стать причиной поломки шестерен.
Описание данного фрезерного станка 676п также определяет то, что управление скоростями происходит путем переключения положения соответствующей рукоятки.
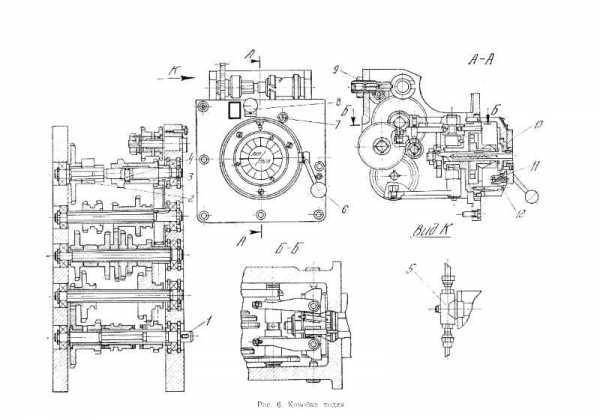
Коробка подач
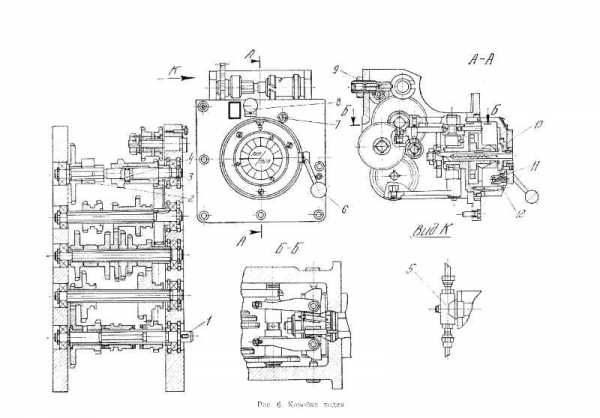
Коробка подач станка 676П
Для ускоренного перемещения установили коробку подач. Рекомендацией по использованию данной функции можно назвать установку крестовой рукоятки в нейтральное положение. Это позволяет исключить вероятность возникновения довольно большого количества проблем с шестернями.
Существенно продлевает срок эксплуатации конструкции поршневой насос. Предназначен (назначение) его заключается в подаче смазывающей жидкости, которая способствует снижению силы трения. Конструкция поршня выполняет возвратно-поступательное движение, за счет которого происходит всасывания смазывающей жидкости и ее подача в область трения. Для контроля степени смазывания у фрезерного станка 676п есть прозрачный глазок, через который и проводится наблюдение за процессом образования масляного тумана в зоне трения шестерен.
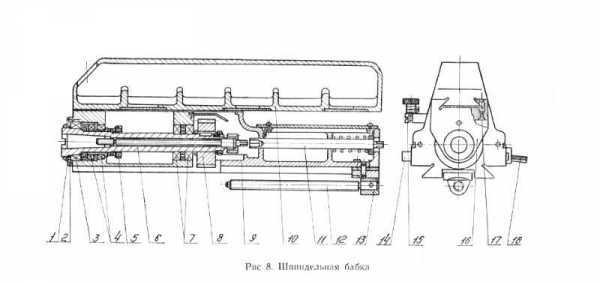
Шпиндельная бабка
Шпиндельная бабка 676П
Данный элемент конструкции также представлен отдельным корпусом, в котором находятся шестерни. Конструкция может перемещаться по установленным направляющим, что представляет собой поперечную подачу. Расшифровка названия станка определяет то, что он относится к вертикально-фрезерной группе за счет вертикального расположения самого шпинделя. Зажим инструмента осуществляется при помощи специального шомпола. В качестве ограничителя устанавливаются промежуточные упоры. Особенности конструкции позволяют проводить координатно-расточные работы. Для этого были установлены индикатородержатель и плиткодержатель, которые необходимы для фиксации мерной плитки.
В заключение отметим, что фрезерный станок 676п подходит для выполнения мелкосерийный работ по обработке металла путем фрезерования или выполнения иной операции. Модель сконструирована так, что есть возможность провести установку дополнительного оборудования. Примером назовем переходные втулки, поворотные тески, оправки и многой другой оснастки. Максимальный ход долбяка составляет 80 метров, вес устанавливаемой головки 30 кг. Современными аналогами модели можно назвать станки TOS Olomuc, производство которых налажено в Чехии.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru
676П станок инструментальный фрезерный широкоуниверсальныйсхемы, описание, характеристики
Сведения о производителе фрезерного широкоуниверсального станка 676п
Фрезерный широкоуниверсальный инструментальный станок 676П выпускался предприятием – Иркутский станкостроительный завод и Вильнюсский станкостроительный завод “Комунарас”.
Начало производства широкоуниверсального инструментального фрезерного станка повышенной точности 676П – 1975 год.
Станки, выпускаемые предприятием Иркутский станкостроительный завод
676П станок инструментальный фрезерный широкоуниверсальный. Назначение и область применения
Фрезерный широкоуниверсальный станок 676П предназначен для фрезерования деталей цилиндрическими, дисковыми и фасонными фрезами при помощи горизонтального шпинделя, и торцовыми, концевыми и шпоночными фрезами при помощи поворотного вертикального шпинделя.
На станке можно выполнять ряд фрезерных и расточных работ с высокой точностью, которая может быть достигнута, если станок установлен в помещении с постоянной температурой 20±2°С и влажностью 65±5%, если вблизи станка нет источников тепла и вибрации. На станке можно выполнять, также, сверление и рассверливание, долбление, центрование, цекование, зенкерование, развертывание, растачивание.
Наличие двух шпинделей горизонтального и поворотного вертикального, а также большого количества принадлежностей к станку, делает его широкоуниверсальным и удобным для работы в инструментальных цехах машиностроительных заводов при изготовлении приспособлений, инструмента, рельефных штампов и прочих изделий.
Широкий диапазон оборотов шпинделя и подач, наличие механических подач и быстрых перемещений обеспечивают экономичную обработку различных деталей в оптимальных режимах.
Станок применяется в единичном и мелкосерийном производстве в инструментальных и механических цехах машиностроительных предприятий.
Класс точности станка П по ГОСТ 8—71.
Климатическое исполнение и категория размещения станка по ГОСТ 15150—69 УХЛ категория 4, для работы при температуре 5—40° С. Высота над уровнем моря до 1000 м.
Конструктивные и эксплуатационные особенности:
Рациональное построение главного привода с короткой кинематической цепью (на 12 верхних ступенях участвуют две передачи, а на шести нижних — три передачи) способствует повышению его КПД и снижению шума.
Нижнее крепление винта вертикального перемещения обеспечивает ход 450 мм при относительно малой высоте станка.
Поворотный маховик вертикального перемещения улучшает эргономику и расширяет технологические возможности.
Станок оснащен большим количеством принадлежностей, расширяющих технологические возможности станка. Основные из них:
- фрезерная вертикальная головка
- угловой горизонтальный стол
- угловой универсальный стол
- быстроходная головка
- долбежная головка
- делительная головка
- приспособление для фрезерования спиральных канавок
- круглый делительный стол
- универсальные тиски
- круглый горизонтально-вертикальный стол
- инструментальный шкаф
Преимущества использования широкоуниверсального фрезерного станка 676П:
- Литая массивная чугунная станина поглощает вибрации и позволяет сохранить качество обрабатываемых на станке деталей
- Возможно фрезерование как небольших деталей, так и деталей длиной до 800мм, шириной 250мм и более
- Использование станка в инструментальных и механических цехах с мелкосерийным и индивидуальным производством
- Реализована возможность производить долбежные операции (при приобретении за дополнительную плату долбежной головки)
- Удобное (интуитивно понятное), классическое управление станком
- Небольшие габариты станка позволяют разместить его практически в любом помещении, в том числе и гараже
- Широкий диапазон вращения горизонтального и вертикального шпинделей позволяет подобрать наиболее подходящие режимы резания
- Подача СОЖ осуществляется электронасосом. Производительность электрического насоса 22 л/мин
- Станок имеет дополнительную шпиндельную (вертикальную) головку, расположенную на выдвижном хоботе, которою можно поворачивать под углом ±90 градусов в двух взаимно перпендикулярных плоскостях.
Разработчик — Вильнюсский станкостроительный завод «Комунарас».
Аналоги универсального фрезерного станка 676П
- ФСМ-250/676М – 250 х 620, Владимирский станкозавод «Техника» ВСЗ, г. Владимир
- ОММ64S, ОММ67S – 320 х 630, “Микрон”, г. Одесса
- ВМ130 – 250 х 630, Воткинский машиностроительный завод, г. Воткинск
- ДФ-6725 – 250 х 630, Дмитровский завод фрезерных станков, г. Дмитров
- СФ-676 – 250 х 800, Сельмаш, г. Киров
- 676, 676ППМ, 676ППФ1, 676ППФ2-0 – 320 х 800, Иркутский станкостроительный завод, г. Иркутск
- 6Т80 – 200 х 800, Читинский станкостроительный завод, г. Чита
- 675П, 6725ПФ1, 67Е25ПФ1 – 400 х 800, Ереванский завод фрезерных станков, г. Ереван, Армения
- 676П, 676ППР, 676ППФ1, 676ППФ2-0 – 320 х 800, Вильнюсский станкостроительный завод “Комунарас” г. Вильнюс (сегодня Vingriai, АО Вингряй, Литва)
- Emcomat FB-3 – 200 х 600, EMCO Maier, Австрия
- FUV251M – 250 1120, Arsenal J.S.Co. – Kazanlak, Арсенал АД, Болгария
Габаритные размеры рабочего пространства фрезерного станка 676П
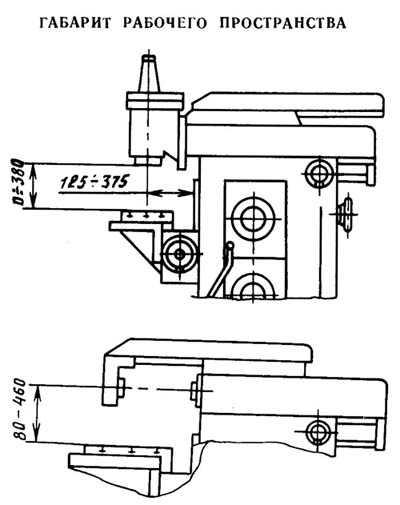
Габаритные размеры рабочего пространства станка 676П
Посадочные и присоединительные базы фрезерного станка 676П
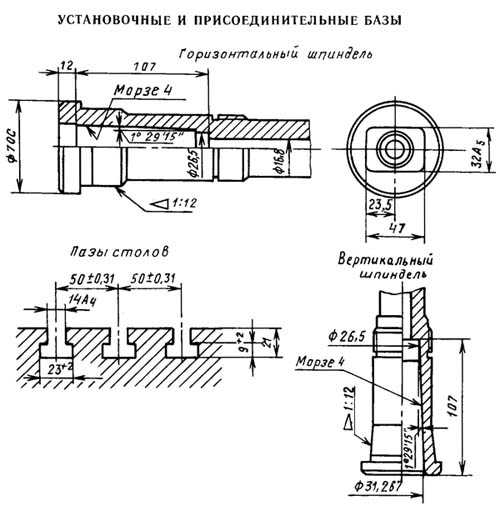
Посадочные и присоединительные базы станка 676П
Общий вид фрезерного станка 676П

Фото универсального фрезерного станка 676П
Расположение составных частей консольно-фрезерного станка 676П
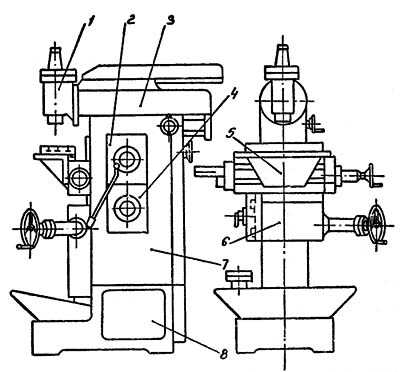
Расположение составных частей фрезерного станка 676П
Перечень составных частей широкоуниверсального фрезерного станка 676П
- Коробка скоростей – 75.1.001В
- Шпиндельная бабка – 6П.6.001
- Коробка подач – 75.2.001В
- Суппорт – 6П.3.001
- Станина – 6П.7.001
- Электрооборудование – 676П.90.001
Перечень съемных частей и принадлежностей фрезерного станка 676П
- Вертикальная головка – 5П.4.001
- Угловой горизонтальный стол – 6П.81.001
- Универсальный стол – 6П.82.001
- Тиски ГОСТ 14904—69
- Круглый стол – 5П.84.001
- Делительная головка – 5П.85.001
- Гитара – 6П.86.001
- Долбежная головка – 5П.87.001
- Инструментальный шкаф – 5П.55.001Б
- Быстроходная головка – 75.88.001В
Расположение органов управления консольно-фрезерным станком 676П
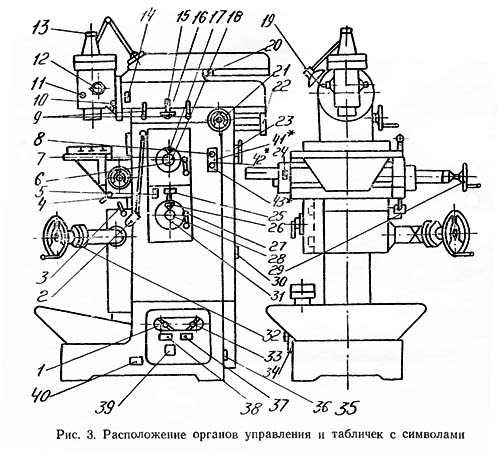
Расположение органов управления фрезерным станком 676П
Перечень органов управления консольно-фрезерным станком 676П
- Реверс шпинделя
- Рукоятка включения механической подачи стола
- Рукоятка зажима стола в вертикальном направлении
- Рукоятка зажима стола в горизонтальном направлении
- Рукоятка включения скоростей
- Грибок набора скоростей
- Пуск и остановка главного двигателя
- Рукоятка зажима шпиндельной бабки
- Рукоятка установки шпинделя в вертикальное положение
- Зажим гильзы вертикального шпинделя
- Рукоятка перемещения гильзы вертикального шпинделя
- Зажим инструмента в вертикальном шпинделе
- Гайка зажима вертикальной головки
- Рукоятка механической подачи шпиндельной бабки
- Выключатель освещения
- Зажим хобота шпиндельной бабки
- Маховик ручного перемещения шпиндельной бабки
- Зажим инструмента в горизонтальном шпинделе
- Маховик ручного вращения шпинделя
- Рукоятка ускоренных перемещений
- Рукоятка включения подач
- Маховик ручного перемещения стола в продольное направление
- Грибок набора подач
- Маховик ручного перемещения стола в вертикальное направление
- Выключатель охлаждения
- Включение станка в сеть
- Таблички
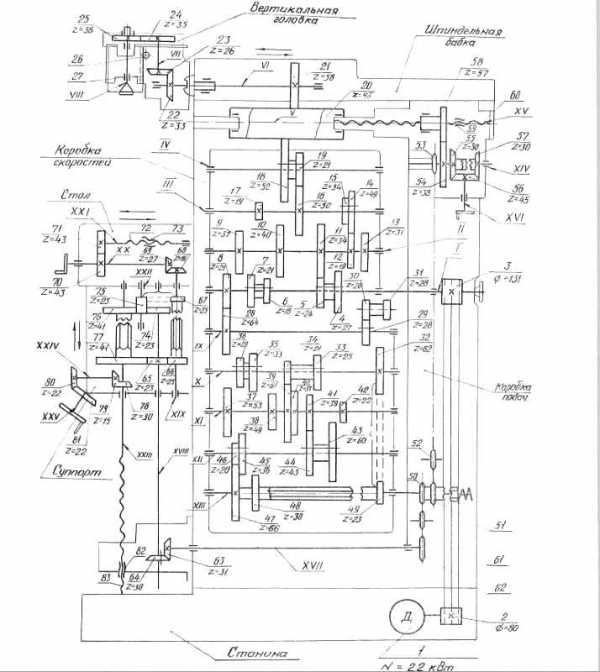
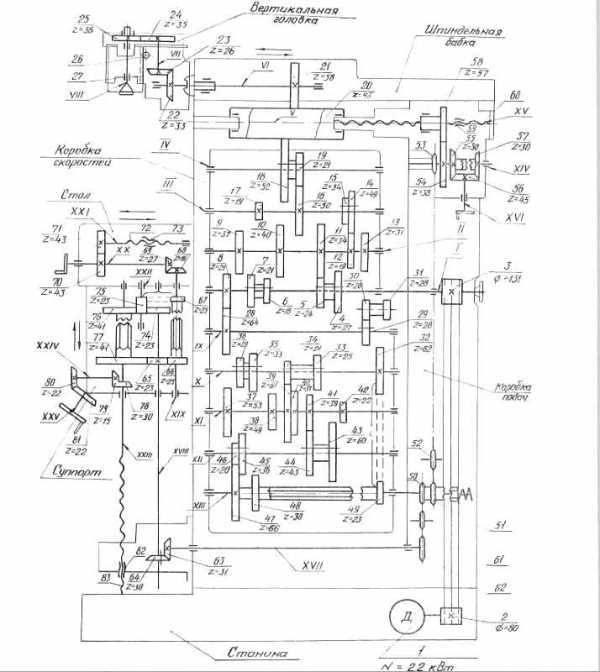
Схема кинематическая фрезерного станка 676П
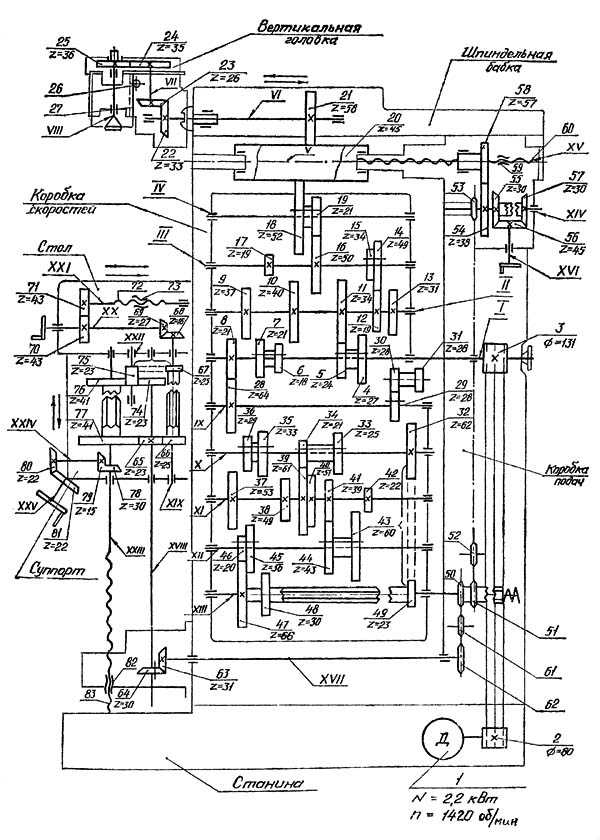
Кинематическая схема фрезерного станка 676П
Цепь главного движения
От электродвигателя 1 мощностью 2,2 кВт движение передается на вал 1 при помощи клиноременной передачи 2—3. От вала 1 через коробку скоростей вращение передается барабанной шестерне 20, затем на вал горизонтального шпинделя VI.
Вал вертикального шпинделя VIII получает вращение от вала VI через коническую 22—23 и цилиндрическую 24—25 пары.
Различные положения блоков шестерен коробки скоростей (7-6, 5—4, 14—15, 19—18) позволяют сообщать горизонтальному и вертикальному шпинделям шестнадцать различных скоростей.
Цепь подач
Все подачи станка (стола в вертикальном и продольном направлениях, шпиндельной бабки в поперечном направлении) осуществляются механически и вручную. Кроме того, для всех направлений предусмотрено ускоренное перемещение.
Самостоятельного привода подач в станке нет. Механизмы подач получают вращение от главного привода (вал 1 коробки скоростей) через коробку подач. С последнего вала коробки подач XIII при помощи цепных передач 50—62, 51—53 вращение передается механизмам подач стола и шпиндельной бабки.
Вертикальные подачи стола осуществляются следующим образом: от вала XVII через коническую пару 63—64 получает вращение вал XVIII. На винт XXIII вертикального перемещения прямое вращение передается через шестерни 65—77, а обратное – через шестерни 74—75—76. Так как винт закреплен в суппорте, стол получает перемещение вверх или вниз.
Ручное вертикальное перемещение осуществляется маховиком, сидящим на валу XXV, через конические пары 80—81 и 78—79. Продольные подачи влево и вправо осуществляются переключением муфты на валу XIX, при этом вращение передается через шестерни 66—65 и 74—75—67 на вал XIX, через коническую пару 68—69 на вал XX, а затем через шестерни 70—71 на вал винта XXI.
В случае переключения муфты на валу XIV механизм поперечной подачи шпиндельной бабки сообщает прямое или обратное вращение гайке 59, связанной с винтом поперечной подачи, причем шпиндельная бабка перемещается вперед или назад.
Вручную шпиндельная бабка перемещается маховиком с помощью конической пары 55—56 или 56—57.
Ускоренные перемещения осуществляются сцеплением муфты на валу XVII с муфтой цилиндрического колеса 49. Таблицы механизмов главного движения и подач приведены в табл. 5 и 6.
Суппорт фрезерного станка 676П
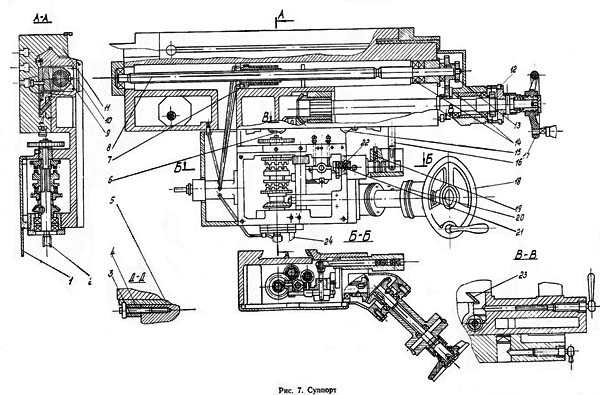
Суппорт фрезерного станка 676П
Особенности разборки и сборки станка 676П при ремонте
Периодически, в соответствии с графиком планово-предупредительных ремонтов, станок необходимо разбирать для текущего, среднего и капитального ремонтов в следующем порядке:
- отключить станок от электросети;
- снять принадлежности (вертикальную головку, стол и др.)
- снять хобот шпиндельной бабки;
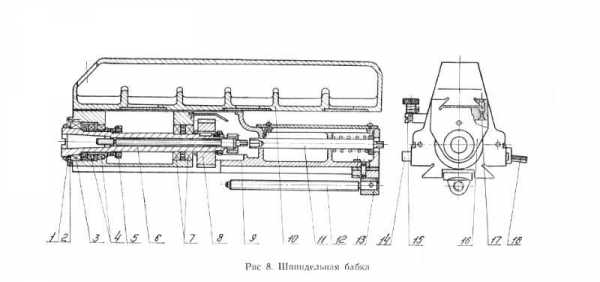
- вывести шпиндельную бабку из своих направляющих, для чего:
- снять упоры 14 (рис. 8)
- снять болты и конические штифты крепления кронштейна 13 винта 12
- освободить клин в станине и движением вперед вывести бабку из направляющих;
- освободить приставные опоры винта
- вывернуть винт из ходовой гайки
- освободить клин 5
- вывести рабочий стол из горизонтальных направляющих суппорта
Дальнейшую разборку узлов следует производить по чертежам общих видов узлов, приведенным в руководстве.
Разобранные детали следует тщательно промыть керосином или уайт-спиритом и насухо протереть. На невращающихся втулках необходимо сделать метки, определяющие их положение до разборки. Это обеспечит их соосность.
Сборку после ремонта нужно производить в порядке, обратном разборке.
При сборке следует обратить внимание на регулирование подшипников качения (избегать излишних натягов, способных вызвать перегрев подшипников). При капитальных ремонтах, шлифовании или шабровке направляющих нужно помнить, что правильное положение ходовых винтов определяется компенсаторами, толщина которых устанавливается в процессе сборки.
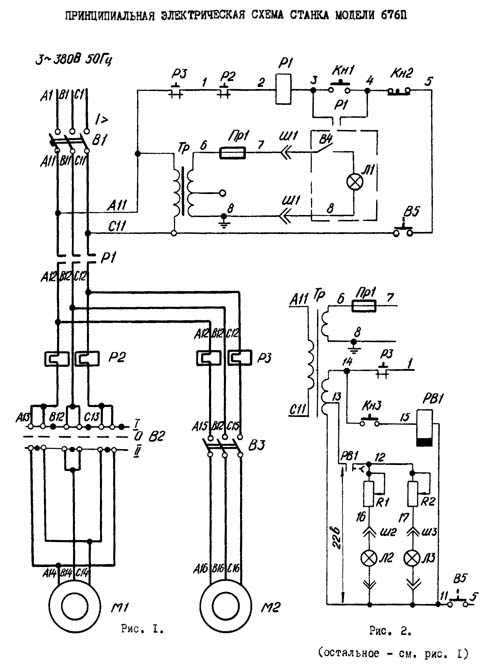
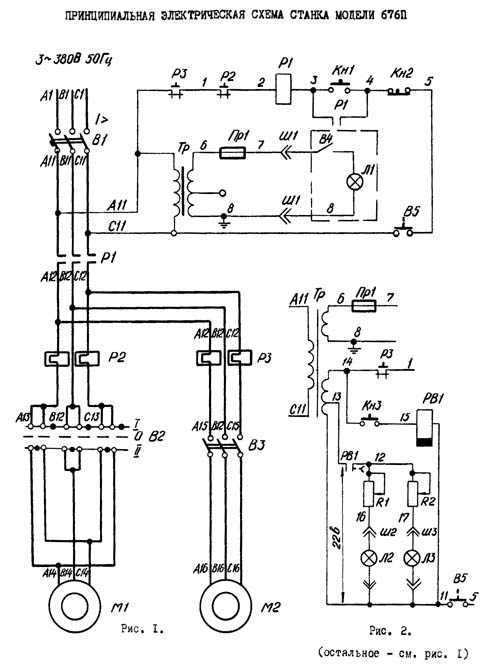
Схема электрическая фрезерного станка 676П
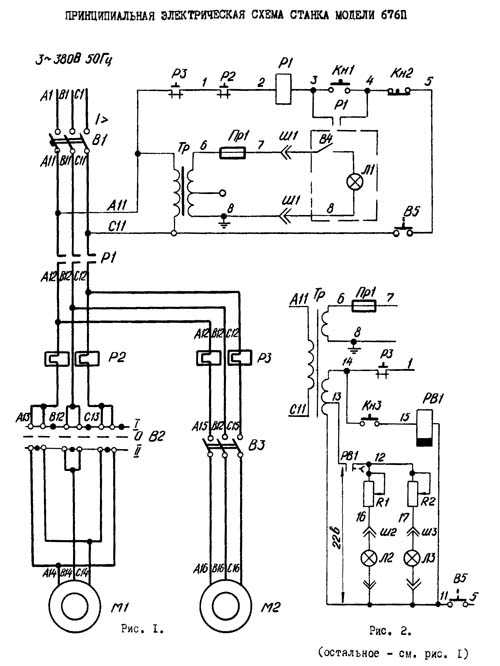
Электрическая схема фрезерного станка 676П
676П Станок фрезерный широкоуниверсальный. Видеоролик.
Технические характеристики фрезерного станка 676П
| Наименование параметра | 676П | 67К25ПР |
|---|---|---|
| Основные параметры | ||
| Класс точности по ГОСТ 8-82 | П | П |
| Размеры горизонтального (углового) стола, мм | 250 х 800 | 320 х 800 |
| Размеры вертикального стола, мм | 250 х 630 | 250 х 630 |
| Максимальная масса обрабатываемой детали, кг | 100 | 350 |
| Расстояние от оси горизонтального шпинделя до рабочей поверхности горизонтального стола, мм | 80..460 | 45..595 |
| Расстояние от торца вертикального шпинделя до рабочей поверхности горизонтального стола, мм | 0..380 | 10..490 |
| Вылет оси вертикального шпинделя, мм | 125..375 | 165..485 |
| Наибольший продольный ход стола (X), мм | 400 | 400 |
| Наибольший ход шпиндельной бабки вертикального шпинделя (Y), мм | 250 | 320 |
| Наибольший вертикальный ход стола (Z), мм | 380 | 450 |
| Вертикальный и горизонтальный шпиндели | ||
| Частота вращения горизонтального шпинделя, об/мин | 50..1630 | 40..2000 |
| Частота вращения вертикального шпинделя, об/мин | 63..2040 | 40..2000 |
| Количество скоростей шпинделя | 16 | 18 |
| Цена деления лимбов, мм | 0,05 | 0,02 |
| Цена деления линеек, мм | 1,0 | |
| Конус горизонтального и вертикального шпинделей | Морзе 4 | |
| Пределы подач шпиндельной бабки, мм/мин | 13..395 | 10..1000 |
| Количество подач шпиндельной бабки | 16 | б/с |
| Ускоренный ход шпиндельной бабки, м/мин | 0,9 | |
| Максимальное усилие подачи бабки, Н | 9500 | |
| Максимальный допустимый крутящий момент на шпинделе горизонтальном/ вертикальном, Нм | 230/ 82 | |
| Зажим-отжим инструмента | Ручной | Механиз |
| Торможение шпинделя | нет | |
| Вертикальная фрезерная головка | ||
| Наибольшее осевое перемещение вертикального шпинделя, мм | 60 | 60 |
| Наибольший угол поворота вертикальной головки в вертикальной плоскости, градус | ±90 | ±90 |
| Масса вертикальной фрезерной головки, кг | 70 | |
| Угловой горизонтальный стол | ||
| Количество подач стола в продольном и вертикальном направлении | 16 | б/с |
| Пределы продольных и вертикальных подач стола (X. Y), мм/мин | 13..395 | 10..1000 |
| Ускоренный ход стола в продольном и вертикальном направлении, мм/мин | 935 | 1800 |
| Максимальное усилие подачи стола, Н | 9500 | |
| Число Т – образных пазов | 5 | 5 |
| Масса углового горизонтального стола | 105 | |
| Угловой универсальный стол | ||
| Размеры горизонтального универсального стола, мм | 200 х 630 | 200 х 630 |
| Наибольший угол поворота в горизонтальной плоскости, град | ±20 | ±20 |
| Наклон длинной стороны, град | ±45 | ±45 |
| Наклон короткой стороны, град | ±30 | ±30 |
| Масса углового горизонтального стола | 55 | |
| Стол круглый горизонтально-вертикальный | ||
| Диаметр планшайбы стола, мм | 250 | 250 |
| Габаритные размеры, мм | 345 х 330 х 110 | 338 х 485 х 140 |
| Масса круглого стола | 60 | |
| Привод и электрооборудование станка | ||
| Количество электродвигателей на станке | 2 | 4 |
| Электродвигатель главного привода, кВт | 2,2 | 3 |
| Электродвигатель привода подач, кВт | – | 1,3 |
| Электродвигатель смазки и зажима инструмента, кВт | – | 0,55 |
| Электродвигатель привода насоса охлаждения, кВт | 0,12 | 0,12 |
| Суммарная мощность электродвигателей, кВт | 2,32 | 4,97 |
| Габариты и масса станка | ||
| Габариты станка (длина х ширина х высота), мм | 1282 х 1215 х 1780 | 1685 х 1655 х 1865 |
| Масса станка, кг | 910 | 1350 |
Связанные ссылки. Дополнительная информация
Каталог справочник универсальных металлорежущих станков
Паспорта и схемы к универсальным металлорежущим станкам и оборудованию
Справочник деревообрабатывающих станков
Справочник КПО
Купить каталог, справочник, базу данных: Прайс-лист информационных изданий
stanki-katalog.ru
описание, технические характеристики. Фрезы по металлу для фрезерного станка
Фрезерный станок 676 представляет собой универсальное оборудование, используемое для фрезерной обработки различных деталей. Агрегат может работать со шпоночными, концевыми, дисковыми и другими типами фрез. Конфигурация станка дает возможность фрезеровать заготовки по горизонтали и вертикали, что существенно расширяет возможности агрегата.

Описание
Многофункциональный фрезерный станок 676 может комплектоваться поворотно-вертикальным шпинделем или его горизонтальным аналогом. Первый вариант позволяет обрабатывать детали при помощи торцовых и шпоночных фрез, а во втором случае используются фасонные фрезы, а также дисковые и цилиндрические аналоги.
Главным отличием рассматриваемого оборудования от аналогичных станков является наличие второй головки шпинделя, которая регулируется в перпендикулярных плоскостях. Рассматриваемый агрегат может задействовать в работе одновременно оба шпинделя. Кроме фрезерования, оборудование рассчитано на проведение сверления, зенкерования и растачивания.
В промышленной сфере универсальный фрезерный станок 676 используется для выполнения ряда операций, а именно:
- Проведения обработки внутренних и наружных поверхностей, в том числе и вращательных тел, способом обточки.
- Нарезания уступов и пазов.
- Обточки шлицев на валах.
- Формирования конфигурации зубчатых колес.
Особенности
Фрезерный станок 676 причисляется к категории высокоточных фрезеров (класса Н). Максимальная точность обработки достигается, если во время работы рядом с агрегатом отсутствуют источники вибрации, температура окружающего воздуха находится в пределах 20 °C, влажность – около 65%.
Рассматриваемое оборудование используется в единичном и мелкосерийном производстве, преимущественно на машиностроительных предприятиях и инструментальных комбинатах. На популярность фрезерного станка 676 влияет ряд преимуществ по сравнению с конкурентами:
- Остов оборудования выполнен из чугуна, имеет большую массу, обеспечивающую надежную устойчивость без возникновения вибраций, что гарантирует высокоточную обработку.
- Универсальность оборудования позволяет работать с малоразмерными заготовками и деталями длиной до 0,8 м при ширине – 0,25 м.
- Агрегат может комплектоваться долбежным наконечником, с возможностью выполнения соответствующих операций.
- Относительно небольшие габариты станка дают возможность его размещения даже в обычном гараже.
- Многоуровневый спектр вращения шпиндельных головок способствует оптимальному подбору режимов отделки металлов, в зависимости от их твердости.
Ниже представлены технические параметры рассматриваемого оборудования:
- Размер горизонтального/вертикального рабочего стола – 250*800/250*630 мм.
- Предельная масса устанавливаемой для обработки заготовки – 100 кг.
- Осевое расстояние от шпинделя до стола – 80-450 мм.
- Вынос шпинделя – 125-375 мм.
- Ход шпиндельной бабки по осям X/Y (максимальный) – 300/380 мм.
- Оборотистость шпинделя (горизонталь/вертикаль) – 1630/2040 оборотов в минуту.
- Число скоростей – 16 штук.
- Габаритные размеры – 1200/1240/1005 мм.
- Масса – 1000 кг.
- Мощность электропривода – 3 кВт.

Кроме того, универсальный фрезерный станок 676 оснащается вспомогательной системой подачи СОЖ с мотором, от которого активируется электронасос производительностью 23 литра в минуту.
Отличия между моделями 676П и СФ-676
Модификация 676П от СФ-676 отличается незначительно:
- Имеет расстояние по оси от стола к шпинделю на 10 мм меньше.
- Перемещение бабки шпинделя по вертикали составляет 250 мм.
- Показатель мощности основного электропривода – 2,2 кВт.
- Масса – 910 кг.
- Габариты – 1260/1210/1780 мм.
Широкоуниверсальный фрезерный станок 676П относится к устаревшим модификациям, и сейчас не выпускается. Приобрести его можно только на вторичном рынке.

Устройство
Станина станка 676 изготовлена из чугуна, служит несущим основанием с закрепленными на нем основными конструктивными элементами. На левой стороне станины установлен блок скоростей и короб подачи. На верхней поверхности остова перемещается бабка с установленным горизонтальным шпинделем. На этом элементе, при необходимости, устанавливается вертикальное шпинделное устройство.
Суппорт смонтирован на вертикальных направляющих, стол – на горизонтальных элементах. Станок оборудован основным горизонтальным столом и дополнительным вертикальным аналогом. На основном верстаке фиксируются заготовки размером до 800 мм по длине и 250 мм по ширине.
Электропривод агрегата находится в нижней части остова, размещен на опоре в виде плиты, внутри которой предусмотрена емкость для охлаждающей жидкости. Все электрическая начинка станка расположена под крышкой станины в верхней части. Такая конструкция не затрудняет доступ к узлам для ремонта или обслуживания.
Главными функциональными деталями фрезерного станка является суппорт и шпиндельная головка. Предназначение суппорта – удержание и перемещение рабочего стола в поперечно-продольной плоскости. В действие элемент приводится при помощи ходового вала, передающего крутящий момент от силового агрегата к подающей коробке.
Шпиндельная бабка агрегирует с коробкой подач через барабанные шестеренки, сам шпиндель смонтирован на радиальных и шариковых подшипниках. Точность его перемещения обеспечивает индикаторный держатель.

Техническое обслуживание
Широкоуниверсальный станок СФ-676 требует регулярного техобслуживания. Необходимо:
- Проводить через 10 часов работы смазку специальным машинным маслом направляющих и ходовых винтов.
- Покрывать машинной смазкой линейные подшипники каждые 40 часов.
- Через 400 отработанных часов осматривать и регулировать ремни в подающей коробке, а также подтягивать винтовые узлы.
Перед первым рабочим пуском станка необходимо проверить надежность фиксации предохранительных кожухов, очистить рабочий стол от жидкостей и смазочных материалов, включить агрегат и проверить его работу на холостых оборотах.
Проверка работоспособности
Этот процесс начинают с прогонки оборудования на минимальной скорости, постепенно увеличивая ее до максимального показателя. На основной рабочей передачи вращения станок должен проработать не менее двух часов, при этом шпиндельные опоры не могут подвергаться нагреву свыше 50 градусов.

После проверки агрегата на холостых оборотах, он подвергается нагрузке. Фрезер должен проработать на предельном режущем усилии в режиме кратковременной 25-процентной перегрузке. При нормальной работе в таком режиме не наблюдается появление вибраций и сохраняется высокая точность обработки.
Фрезы по металлу для фрезерного станка
Многообразие конфигураций фрез позволяет выполнить выборку материала на самых труднодоступных участках, благодаря чему деталь принимает требуемые размеры и очертания.
Фрезы классифицируются по расположению резцов, типу конструкции, направлению, форме зубьев, способу крепления и материалу режущего инструмента.
Модификации:
- Дисковые фрезы используются для обрезки заготовок, выборке пазов, металла, снятия фасок. Режущая часть таких элементов может размещаться с одной или с двух сторон.
- Торцовые фрезы работают с плоскими заготовками ступенчатого типа. Рабочей частью инструмента является торец, ось его вращения перпендикулярна поверхности заготовки.
- Цилиндрическая фреза по металлу для фрезерного станка может быть с винтовыми или прямыми зубцами. Первый вариант позволяет обрабатывать плавно заготовку, а вторая конфигурация – отделывать узкие плоскости, поэтому такой инструмент относится к универсальной категории.
- Угловые варианты. Такие фрезы используются для обработки наклонных поверхностей, имеют коническую конфигурацию. Различают одно и двухугловые модификации, отличающиеся размещением режущей кромки.
- Концевые фрезы предназначаются для создания пазов, контурных выемок, уступов и обработки взаимно перпендикулярных частей.

Также существуют фасонные, червячные и кольцевые фрезы. Они служат для обработки фасонных поверхностей и заготовок неординарных конфигураций и еще больше расширяют возможности станка 676.
fb.ru
Станок фрезерный СФ 676 от завода-изготовителя
При разработке конструкции фрезерного станка СФ676 ставилась цель обеспечить выполнение максимального количества фрезерных и подобных им операций, производимых вращающимся режущим инструментом. В результате, с помощью этой модели можно выполнять все виды фрезерования, сверление, растачивание и другие виды обработки отверстий, а при оснащении специальной головкой – долбежные операции.
ОБЛАСТЬ ПРИМЕНЕНИЯ
Использование станка СФ676, как и другого широкоуниверсального оборудования, наиболее эффективно на предприятиях с единичным и мелкосерийным типом производства, в экспериментальных, инструментальных, ремонтных цехах и мастерских.
КОНСТРУКТИВНЫЕ ОСОБЕННОСТИ
Возможность обработки поверхностей самой сложной формы и ориентации достигается за счет придания режущему инструменту и заготовке необходимого взаимного расположения и траектории перемещения в пространстве, которые обеспечиваются агрегатами и механизмами станка.
Для этого он оснащен двумя шпиндельными валами, один из которых (горизонтальный) размещен в бабке, перемещающейся по направляющим в верхней части станины, а второй – в вертикальной фрезерной головке, устанавливаемой на торец бабки. Вертикальный шпиндель имеет возможность перемещения в осевом направлении, а также поворота на угол ±90° в вертикальной плоскости. Кроме этого, позиционирование и перемещение обрабатываемой детали в пространстве осуществляется с помощью механизмов подачи рабочего стола в вертикальном и горизонтальном направлении, а также применением специальной оснастки и приспособлений, обеспечивающих ее установку и закрепление на плоскости стола в заданном положении.
Перемещение режущего инструмента вместе со шпиндельной бабкой и движение рабочего стола может производиться как вручную, так и механизмами подач, приводимыми в действие электродвигателем через коробку передач и ходовые винты.
При работе с режущим инструментом горизонтального вращения используется вал шпиндельной бабки и выполняются операции горизонтального фрезерования. В случае вертикального фрезерования, сверления устанавливается головка с вертикальным шпиндельным валом.
Установка фрез, сверл, и другого инструмента производится напрямую либо через оправки в конические гнезда 7:24 шпиндельных валов с фиксацией с помощью шомпола.
Все механизмы управления движением инструмента и рабочего стола оборудованы устройствами индикации линейных и угловых параметров, позволяющими выполнять настройку на заданные размеры и производить обработку с высокой точностью. Широкий диапазон регулирования частоты вращения инструмента и скоростей подач дает возможность получить наилучшее качество поверхности.
Набор технологических возможностей, дополняемый применением специальной оснастки и приспособлений, наделил фрезерный станок СФ676 достоинствами высокоэффективного многофункционального оборудования. Свои положительные качества и превосходные характеристики он заслужил многолетним опытом работы в металлообрабатывающих производствах всех отраслей машиностроения.
Отдельные части станка
Технические характеристики на фрезерный станок СФ 676
| Размеры поверхности углового горизонтального стола, мм: | 800×250 | |
| Размеры поверхности вертикального стола, мм: | 630×250 | |
| Перемещения стола, мм: | продольное | 450 |
| вертикальное | 380 | |
| Расстояния от оси горизонтального шпинделя до плоскости съемного углового стола, MIN/MAX, мм | 80/460 | |
| Максимальное расстояние от торца вертикального шпинделя до плоскости углового съемного стола, мм | 380 | |
| Наибольшее перемещение шпиндельной бабки, мм | 300 | |
| Длина перемещения шпинделя вертикальной головки, мм | 80 | |
| Наибольший угол поворота вертикальной головки, град.: | ±90 | |
| Конус вертикального и горизонтального шпинделей | 40 (КМ4)* | |
| Число скоростей шпинделей | 16 | |
| Пределы частоты вращения шпинделей, об/мин | горизонтального | 50-1630 |
| вертикального | 63-2040 | |
| Число рабочих подач стола и бабки | 16 | |
| Пределы рабочих подач стола и бабки, мм/мин: | 13-395 | |
| Скорость ускоренных перемещений стола и бабки, мм/мин | 935 | |
| Мощность двигателя, кВт: | 3,0 | |
| Габаритные размеры, мм: | 1200x1240x1780 | |
| Масса станка, кг: | 1050 | |
* – шпиндель КМ4 -изготавливается по специальному заказу
Список дополнительной станочной оснастки для СФ676
|
1. |
Делительная головка мод. УДГ с комплектом дополнительных принадлежностей (задняя бабка, гитара для дифференциального деления, люнет, центр упорный, поводок, комплект колес зубчатых -11шт., болты крепежные), (max Ø детали): |
Ø 160 мм |
шт. |
1 |
|
|
Ø 200 мм |
шт. |
1 |
|||
|
Ø 250 мм |
шт. |
1 |
|||
|
Ø 320 мм |
шт. |
1 |
|||
|
2. |
Долбёжная головка станка мод. СФ676 – 7687х001, (ход долбяка): |
80 мм |
шт. |
1 |
|
|
Долбёжная головка станка мод. СФ676 – ГД100, (ход долбяка): |
100 мм |
шт. |
1 |
||
|
3. |
Стол круглый поворотный делительный горизонтальный |
(max Ø стола): |
Ø 160 мм |
шт. |
1 |
|
Ø 200 мм |
шт. |
1 |
|||
|
Ø 250 мм |
шт. |
1 |
|||
|
4. |
Стол поворотный горизонтально-вертикальный |
(max Ø стола): |
Ø 100 мм |
шт. |
1 |
|
Ø 160 мм |
шт. |
1 |
|||
|
Ø 200 мм |
шт. |
1 |
|||
|
Ø 250 мм |
шт. |
1 |
|||
|
5. |
Стол круглый поворотный делительный наклоняемый |
(max Ø стола): |
Ø 160 мм |
шт. |
1 |
|
Ø 200 мм |
шт. |
1 |
|||
|
Ø 250 мм |
шт. |
1 |
|||
|
6. |
Бабка задняя нерегулируемая (для горизонтально-вертикального стола Ø 100 мм) |
Н70 |
шт. |
1 |
|
|
Бабка задняя нерегулируемая (для горизонтально-вертикального стола Ø 400 мм) |
Н260 |
шт. |
1 |
||
|
7. |
Бабка задняя регулируемая (для горизонтально-вертикального стола) |
100-140мм |
шт. |
1 |
|
|
140-180мм |
шт. |
1 |
|||
|
180-224мм |
шт. |
1 |
|||
|
8. |
Тиски станочные поворотные, (ширина губок/ход губок): |
80/65 мм |
шт. |
1 |
|
|
100/80 мм |
шт. |
1 |
|||
|
125/100 мм |
шт. |
1 |
|||
|
160/125 мм |
шт. |
1 |
|||
|
200/160 мм |
шт. |
1 |
|||
|
9. |
Тиски станочный глобусные, (ширина губок/ход губок): |
100/80 мм |
шт. |
1 |
|
|
125/100 мм |
шт. |
1 |
|||
|
125/140 мм |
шт. |
1 |
|||
|
160/125 мм |
шт. |
1 |
|||
|
10. |
Тиски станочные трёхповоротные, (ширина губок/ход губок): |
105/105 мм |
шт. |
1 |
|
|
125/125 мм |
шт. |
1 |
|||
|
11. |
Переходные втулки Конус 40 на конус Морзе – 4 шт. |
Км №1,2,3,4 |
компл |
1 |
|
|
12. |
Расточная головка Конус 40 (с комплектом резцов) |
до Ø 160 мм |
компл |
1 |
|
|
Расточная головка с авто-подачей Конус 40 (с комплектом резцов) |
Ø 5-250 мм |
компл |
1 |
||
|
13. |
Центроискатель индикаторный |
Конус 40 |
шт. |
1 |
|
|
14. |
Цанговый патрон Конус 40 с набором цанг (Ø 3, 4, 5, 6, 7, 8, 9, 10, 11, 12, 13, 16, 18, 20, 25мм) – 18 шт. |
Ø 3-25мм |
компл |
1 |
|
|
Цанговый патрон Конус 40 с набором цанг (Ø4,5,6,7,8,9,10,11,12,13, 14,15,16,17,18,19,20,21,22,23,24,25,26мм) – 23 шт. |
Ø 4-26мм |
компл |
1 |
||
|
15. |
Оправка горизонтальная фрезерная Конус 40, с гайкой и набором колец (для дисковых фрез) |
Ø 16 мм |
шт. |
1 |
|
|
Ø 22 мм |
шт. |
1 |
|||
|
Ø 27 мм |
шт. |
1 |
|||
|
16. |
Резьбонарезной патрон с автоматическим реверсом |
М2 – М7 |
шт. |
1 |
|
|
М5 – М12 |
шт. |
1 |
|||
|
М8 – М20 |
шт. |
1 |
|||
|
17. |
Оправка вертикальная фрезерная Конус 40 (для насадных торцевых фрез) |
Ø 16 мм |
шт. |
1 |
|
|
Ø 22 мм |
шт. |
1 |
|||
|
Ø 27 мм |
шт. |
1 |
|||
|
18. |
Сверлильный патрон самозажимной с переходной оправкой Конус 40 |
Ø 1-13 мм |
шт. |
1 |
|
|
19. |
Стойка под индикатор гибкая с магнитным основанием (с индикатором ИЧ-02) |
L 360мм / 60кг |
шт. |
1 |
|
|
L 350мм / 80кг |
шт. |
1 |
|||
|
WCU1 / 80 кг |
шт. |
1 |
|||
|
WCU2 / 80 кг |
шт. |
1 |
|||
|
Штатив для индикаторных головок с тонкой регулировкой (ГОСТ10197-70) |
L245/235 |
шт. |
1 |
||
|
20. |
Комплект прихватов (для Т-образного паза стола 14мм). Зажимные болты, зажимные сухари, зажимные гайки, удлиняющие гайки, зажимные призмы, зажимные блоки. |
58 предмет. |
компл |
1 |
|
|
50 предмет. |
компл |
1 |
|||
|
21. |
Комплект виброопор к станку СФ676 – 4 шт.(max нагрузка): |
компл |
компл |
1 |
|
vmprom.ru
Широкоуниверсальный фрезерный станок 676П: технические характеристики
Содержание статьи:
Широкоуниверсальный фрезерный станок модели 676П был разработан специалистами Иркутского станкостроительного завода. Первая модель появилась еще в 1975 г. Несмотря на столь долгий срок эксплуатации, оборудование этого класса до сих пор используется в производственных цехах и для комплектации специализированных ремонтных мастерских.
Конструкция и описание компонентов станка

Внешний вид
Все фрезерные станки этого класса предназначены для обработки металлических изделий по внутренней, наружной или фасонной поверхности. С их помощью можно формировать канавки различной конфигурации, шлицы на валах, изготавливаются зубья для шестерен. Благодаря своей универсальной конструкции, характеристикам и многофункциональности станок успешно справляется с возложенными на него функциями.
Станок характеризуется продуманной компоновкой элементов. На чугунной основе установлена станина, на которой закреплены шпиндели, силовая установка, коробка передач и рабочий стол. На последнем есть монтажные пазы для фиксации деталей. В нижней части оборудования установлена выемка для сбора стружки. Дополнительно есть системы подачи СОЖ и охлаждающей жидкости.
Конструктивные особенности и характеристики широкоуниверсальных станков серии 676П:
- наличие двух шпиндельных головок для установки фрез. Одна из них имеет горизонтальное расположение, а вторая поворотно-вертикальное. Это дает возможность обрабатывать детали сложной конфигурации;
- разнообразие режимов работы. В первую очередь это относится к количеству оборотов шпинделей и подач. Для обработки конкретной заготовки можно выбрать оптимальный режим;
- наличие маховика с вертикальным перемещением. Он положительным образом сказывается на эргономике оборудования, а также повышает его технологические возможности.
Дополнительно предусмотрена возможность установки компонентов, не входящих в стандартную комплектацию. Таким образом, увеличивается перечень выполняемых операций, уменьшается время обработки одной заготовки.
Самым распространенным дополнением универсально-фрезеровального станка СФ-676 является долбежная головка. Так как оборудование достаточно устойчиво и на его корпусе практически не возникают вибрации — можно выполнять долбление детали из твердых сортов стали.
Технические характеристики
Элементы оборудования
Для снижения шума и повышения КПД главный привод имеет короткую кинематическую цепь. Она состоит из 12 верхних и 6 нижних ступеней. Помимо этого, станок характеризуется относительно небольшими габаритами и весом, которые положительным образом сказываются на экономике его месторасположения.
Установка обладает относительно небольшой массой, которая составляет всего 910 кг. При этом размеры оборудования равны 128,2*121,5*178 см, что является своеобразным рекордом для станков этого класса. Такая компоновка дает возможность устанавливать станок СФ-676 в ограниченных по площади помещениях.
Основные технические качества и характеристики, которыми обладает фрезерный станок 676П:
- размеры рабочих столов. Вертикального — 25*63 см; углового горизонтального — 25*80 см;
- максимально допустимая масса детали не должна превышать 100 кг;
- расстояние от горизонтального шпинделя до стола может изменяться от 8 до 46 см. Для вертикального этот параметр варьируется от 0 до 38 см;
- характеристики хода. Продольный — 40 см; бабки вертикального шпинделя — 25 см; ход стола — 38 см;
- пределы вращения шпиндельных головок. Горизонтальной — от 50 до 1630 об/мин; вертикальной — от 63 до 2040 об/мин;
- шпиндель имеет 16 скоростей. В универсально-фрезерном станке 676П количество подач такое же;
- шпиндельная бабка имеет ускоренный ход 0,9 м/мин;
- вертикальная шпиндельная головка может поворачиваться на ±90°.
Главный привод в модели СФ-676 осуществляется за счет работы электродвигателя, мощность которого составляет 2,2 кВт. Дополнительно в конструкции есть силовой агрегат, с помощью которого происходит прокачка жидкости по системе охлаждения. Ее производительность равна 22 л/мин при удельной мощности 0,12 кВт.
Для фиксации обрабатываемых деталей на поверхности горизонтального рабочего стола расположены 5 т-образных пазов. На других плоскостях подобные элементы отсутствуют, что нужно учесть при выборе режима.
Эксплуатационные качества
Электрическая схема станка
От правильности эксплуатации универсального фрезерного станка зависит не только качество обработки, но и безремонтный срок его работы. Поэтому особое внимание нужно уделить соблюдению правил, которые подробно изложены в техническом паспорте.
Так как оборудование обладает относительно небольшим весом – нет нужды обустраивать особый вид платформы для установки. Но для уменьшения вибраций рекомендуется установить специальные регулирующие опорные винты.
Дополнительно следует учитывать такие особенности эксплуатации широкоуниверсального станка:
- персонал может приступать к работе только после прохождения инструктажа по технике безопасности и детального ознакомления с характеристиками оборудования;
- после долгого периода простоя необходимо проверить качество его узлов, сделать смазку компонентов;
- первый запуск осуществляется без установки заготовки, проверяется правильность работы станка на всех режимах.
В видеоматериале показан пример восстановления работоспособности универсально-фрезерного станка 676П:
stanokgid.ru
Станок универсально фрезерный 676
Фрезерный станок 676п
Широкоуниверсальный 676п фрезерный станок некогда был востребован на многих производствах, где выполнялось фрезерование, сверление и выполнение иных операций. Руководство по эксплуатации фрезерный станок 676п предусматривало и возможность проведения обработки под углом.

Фрезерный станок 676П
Высокие показатели точности и универсальность в применении
Универсальный фрезерный станок 676п обладает весьма высокой точностью, что и определило его применение в самых различных сферах. Согласно принятым нормам модель имеет класс точности П. Универсальность оборудования характеризуется тем, что при его применении можно проводить долбежные операции. Запчасти для фрезерного станка, в том числе долбежную головку, можно приобрести отдельно.
Технические характеристики
Рассматривая фрезерный станок 676п технические характеристики следует отметить нижеприведенные моменты:
- Универсальный фрезерный станок 676п имеет 16 скоростей шпинделя.
- Горизонтальный шпиндель станка 676п может иметь частоты вращения в пределе от 50 до 1630 об/мин. Вертикальный шпиндель имеет данный показатель в пределе от 63 до 2040 об/мин.
- Технические характеристики также указывают, что число подач составляет 16. Оператор может выбирать значение подачи из предела 13-395 мм/мин.
- Технический паспорт фрезерного станка 676п указывает на то, что мощность электрического двигателя составляет 3 кВт.
- Габариты углового горизонтального стала: 800 х 250 мм; поверхности вертикального стала 630 х 250 мм; размеры всего станка: 1200 х 1240 х 1780 мм.
- Рассматривая технический паспорт станка 676п можно отметить, что шпиндель может поворачиваться на угол до 900.
Приведенные параметры определяют то, что фрезерование может проходить путем применения фиксированных значения скорости и подачи. Особенности шпинделя позволяют проводить установку самых различных фрез и некоторых других режущих инструментов.
 Внешний вид станка 676П
Внешний вид станка 676П  Внешний вид станка 676П
Внешний вид станка 676ПРуководство по эксплуатации
Скачать паспорт (руководство по эксплуатации) станка 676П
Сегодня найти запчасти для фрезерного станка 676п достаточно сложно, так как его технические характеристики несколько уступают параметрам современных моделей станков фрезеровального типа. Однако еще совсем недавно рассматриваемое оборудование устанавливалось во многих цехах, где проводилось мелкосерийное и единичное производство. Руководство по эксплуатации предусматривает установку дополнительной оснастки, к примеру, для выполнения долбежных операций. Этим и обуславливается универсальность оборудования. Другие особенности модели заключатся в возможности поворота шпиндельной головки на определенный градус в установленном пределе. Инструкция по эксплуатации предусматривает использование нескольких маховиков ручного перемещения для подвода стола к режущему инструменты и поворот шпиндельной бабки.
Основные элементы конструкции
Кинематическая схема станка 676П
Конструкция 676п универсального фрезерного станка представлена следующими основными элементами:
- Выключатель сети и электронасоса. Электрическая схема предусматривает полное обесточивание при необходимости. В данном случае электросхема выполнена в классическом стиле, когда управление всем питанием проходит через кнопки «пуск» и «стоп».
- Управление представлено маховиками, которые используются для управления столом, шпинделем и бабкой.
- Паспорт определяет присутствие довольно большого количества рукояток, которые отвечают за управление основными элементами во время проведения обработки деталей.
- Основная часть конструкции представлена вертикальной станиной, по сторонам которой расположены органы управления. В верхней части расположена бабка с коробкой скоростей и подачи шпинделя, с фронтальной части имеется стол с несколькими органами управления и механизмом подачи. Конструкция имеет основание, которое при необходимости можно жестко фиксировать при помощи болтов.
Электрическая схема станка 676П
В целом можно сказать, что конструкция данной модели несущественно отличается от конструкции многих других моделей вертикально-фрезерной группы. Ключевая особенность 676п заключается в возможности поворота шпинделя.
Коробка скоростей
Коробка скоростей станка 676П
Рассматривая особенности фрезерного станка следует уделить внимание и на коробку скоростей шпинделя:
- Представлена конструкция шестернями, которые изготавливаются из высокопрочной стали. Паспорт фрезерного станка 676п определяет возможность проведения ремонтных и обслуживающих работ путем открытия корпуса и демонтажа коробки скоростей. Корпус крепится к боковой стороне.
- На момент переключения перед есть вероятность совпадения зубьев и зацепления шестерен, когда диски не могут сводится. Паспорт содержит информацию по рекомендациям применения, где запрещается проводить переключение передач на момент работы фрезерного станка 676п под нагрузкой. Подобное действие может стать причиной поломки шестерен.
Описание данного фрезерного станка 676п также определяет то, что управление скоростями происходит путем переключения положения соответствующей рукоятки.
Коробка подач
Коробка подач станка 676П
Для ускоренного перемещения установили коробку подач. Рекомендацией по использованию данной функции можно назвать установку крестовой рукоятки в нейтральное положение. Это позволяет исключить вероятность возникновения довольно большого количества проблем с шестернями.
Существенно продлевает срок эксплуатации конструкции поршневой насос. Предназначен (назначение) его заключается в подаче смазывающей жидкости, которая способствует снижению силы трения. Конструкция поршня выполняет возвратно-поступательное движение, за счет которого происходит всасывания смазывающей жидкости и ее подача в область трения. Для контроля степени смазывания у фрезерного станка 676п есть прозрачный глазок, через который и проводится наблюдение за процессом образования масляного тумана в зоне трения шестерен.
Шпиндельная бабка
Шпиндельная бабка 676П
Данный элемент конструкции также представлен отдельным корпусом, в котором находятся шестерни. Конструкция может перемещаться по установленным направляющим, что представляет собой поперечную подачу. Расшифровка названия станка определяет то, что он относится к вертикально-фрезерной группе за счет вертикального расположения самого шпинделя. Зажим инструмента осуществляется при помощи специального шомпола. В качестве ограничителя устанавливаются промежуточные упоры. Особенности конструкции позволяют проводить координатно-расточные работы. Для этого были установлены индикатородержатель и плиткодержатель, которые необходимы для фиксации мерной плитки.
В заключение отметим, что фрезерный станок 676п подходит для выполнения мелкосерийный работ по обработке металла путем фрезерования или выполнения иной операции. Модель сконструирована так, что есть возможность провести установку дополнительного оборудования. Примером назовем переходные втулки, поворотные тески, оправки и многой другой оснастки. Максимальный ход долбяка составляет 80 метров, вес устанавливаемой головки 30 кг. Современными аналогами модели можно назвать станки TOS Olomuc, производство которых налажено в Чехии.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru
Обзор фрезерного станка 676П: компоненты, характеристики, схемы
Широкоуниверсальный фрезерный станок модели 676П был разработан специалистами Иркутского станкостроительного завода. Первая модель появилась еще в 1975 г. Несмотря на столь долгий срок эксплуатации, оборудование этого класса до сих пор используется в производственных цехах и для комплектации специализированных ремонтных мастерских.
Конструкция и описание компонентов станка

Все фрезерные станки этого класса предназначены для обработки металлических изделий по внутренней, наружной или фасонной поверхности. С их помощью можно формировать канавки различной конфигурации, шлицы на валах, изготавливаются зубья для шестерен. Благодаря своей универсальной конструкции, характеристикам и многофункциональности станок успешно справляется с возложенными на него функциями.
Станок характеризуется продуманной компоновкой элементов. На чугунной основе установлена станина, на которой закреплены шпиндели, силовая установка, коробка передач и рабочий стол. На последнем есть монтажные пазы для фиксации деталей. В нижней части оборудования установлена выемка для сбора стружки. Дополнительно есть системы подачи СОЖ и охлаждающей жидкости.
Конструктивные особенности и характеристики широкоуниверсальных станков серии 676П:
- наличие двух шпиндельных головок для установки фрез. Одна из них имеет горизонтальное расположение, а вторая поворотно-вертикальное. Это дает возможность обрабатывать детали сложной конфигурации;
- разнообразие режимов работы. В первую очередь это относится к количеству оборотов шпинделей и подач. Для обработки конкретной заготовки можно выбрать оптимальный режим;
- наличие маховика с вертикальным перемещением. Он положительным образом сказывается на эргономике оборудования, а также повышает его технологические возможности.
Дополнительно предусмотрена возможность установки компонентов, не входящих в стандартную комплектацию. Таким образом, увеличивается перечень выполняемых операций, уменьшается время обработки одной заготовки.
Самым распространенным дополнением универсально-фрезеровального станка СФ-676 является долбежная головка. Так как оборудование достаточно устойчиво и на его корпусе практически не возникают вибрации — можно выполнять долбление детали из твердых сортов стали.
Технические характеристики
Для снижения шума и повышения КПД главный привод имеет короткую кинематическую цепь. Она состоит из 12 верхних и 6 нижних ступеней. Помимо этого, станок характеризуется относительно небольшими габаритами и весом, которые положительным образом сказываются на экономике его месторасположения.
Установка обладает относительно небольшой массой, которая составляет всего 910 кг. При этом размеры оборудования равны 128,2*121,5*178 см, что является своеобразным рекордом для станков этого класса. Такая компоновка дает возможность устанавливать станок СФ-676 в ограниченных по площади помещениях.
Основные технические качества и характеристики, которыми обладает фрезерный станок 676П:
- размеры рабочих столов. Вертикального — 25*63 см; углового горизонтального — 25*80 см;
- максимально допустимая масса детали не должна превышать 100 кг;
- расстояние от горизонтального шпинделя до стола может изменяться от 8 до 46 см. Для вертикального этот параметр варьируется от 0 до 38 см;
- характеристики хода. Продольный — 40 см; бабки вертикального шпинделя — 25 см; ход стола — 38 см;
- пределы вращения шпиндельных головок. Горизонтальной — от 50 до 1630 об/мин; вертикальной — от 63 до 2040 об/мин;
- шпиндель имеет 16 скоростей. В универсально-фрезерном станке 676П количество подач такое же;
- шпиндельная бабка имеет ускоренный ход 0,9 м/мин;
- вертикальная шпиндельная головка может поворачиваться на ±90°.
Главный привод в модели СФ-676 осуществляется за счет работы электродвигателя, мощность которого составляет 2,2 кВт. Дополнительно в конструкции есть силовой агрегат, с помощью которого происходит прокачка жидкости по системе охлаждения. Ее производительность равна 22 л/мин при удельной мощности 0,12 кВт.
Для фиксации обрабатываемых деталей на поверхности горизонтального рабочего стола расположены 5 т-образных пазов. На других плоскостях подобные элементы отсутствуют, что нужно учесть при выборе режима.
Эксплуатационные качества
 Электрическая схема станка
Электрическая схема станкаОт правильности эксплуатации универсального фрезерного станка зависит не только качество обработки, но и безремонтный срок его работы. Поэтому особое внимание нужно уделить соблюдению правил, которые подробно изложены в техническом паспорте.
Так как оборудование обладает относительно небольшим весом – нет нужды обустраивать особый вид платформы для установки. Но для уменьшения вибраций рекомендуется установить специальные регулирующие опорные винты.
Дополнительно следует учитывать такие особенности эксплуатации широкоуниверсального станка:
- персонал может приступать к работе только после прохождения инструктажа по технике безопасности и детального ознакомления с характеристиками оборудования;
- после долгого периода простоя необходимо проверить качество его узлов, сделать смазку компонентов;
- первый запуск осуществляется без установки заготовки, проверяется правильность работы станка на всех режимах.
В видеоматериале показан пример восстановления работоспособности универсально-фрезерного станка 676П:
stanokgid.ru
Универсальный фрезерный станок СФ 676 (широкоуниверсальный СФ676).
Продажа широкоуниверсальных фрезерных станков СФ 676 со склада (СПб, Москва, Челябинск, Ростов-на-Дону) от производителя, производство на заводах-изготовителях и поставки.Прайс-листы с ценами на фрезерные станки СФ 676 запрашивайте в отделе станочного оборудования.
 СФ-676. СФ-676. | Широкоуниверсальный фрезерный станок СФ-676 предназначен как для горизонтального фрезерования изделии цилиндрическими, дисковыми, фасонными и другими фрезами, так и вертикального фрезерования торцевыми, концевыми, шпоночными и другими фрезами под различными углами. Универсальный фрезерный станок СФ 676 предназначен для использования в инструментальных и механических цехах мелкосерийного и индивидуального производства. В наличие следующие модификации станка СФ 676:СФ-676-40АТ5 — мод. станка с конусом 7:24-40;СФ-676-КМ4 — мод. станка с конусом КМ4;СФ-676-КМ4-Ф2 — мод. станка с УЦИ на 2 координаты, конус КМ4;СФ-676-40АТ5-Ф2 — мод. станка с УЦИ на 2 координаты, конус 7:24-40;СФ-676-40АТ5-Ф3 — мод. станка с УЦИ на 3 координаты, конус 7:24-40;СФ-676-КМ4-Ф3 — модификация станка с УЦИ на 3 координаты, конус КМ4;СФ-676-Л — облегченная модификация станка для установки в передвижные мастерские. |
Основные технические характеристики фрезерного станка СФ 676:
Габаритный размеры станка, мм | |
Длина Ширина Высота | 1200 1240 1780 |
Масса станка, кг | 1050 |
. | |
Расстояние от оси горизонтального шпинделя до рабочейповерхности углового горизонтального стола, мм | |
НаименьшееНаибольшее | 80 440 |
Расстояние от торца вертикального шпинделя до рабочейповерхности углового горизонтального стола, мм | |
Наименьшее Наибольшее | 0 350 |
Расстояние от торца горизонтального шпинделя до осивертикального шпинделя, мм | 115 |
Наибольшее расстояние от торца горизонтальногошпинделя до торца серьги, мм | 315 |
. | |
Конус горизонтального и вертикального шпинделей | 7:24-40; КМ4 |
Количество скоростей шпинделей | |
Горизонтального Вертикального | 16 16 |
Пределы частоты вращения шпинделей, об./мин. | |
Горизонтального Вертикального | 50…1630 63…2040 |
Количество подач стола | |
Продольных Вертикальный | 16 16 |
Пределы подач стола, мм/мин. | |
Продольных Вертикальный | 13…395 13…395 |
Ускоренный ход стола (продольный и вертикальный), мм/мин. | 935 |
Количество подач шпиндельной бабки | 16 |
Пределы подач шпиндельной бабки, мм/мин. | 13…395 |
Ускоренный ход шпиндельной бабки, мм/мин. | 935 |
Наибольший ход шпиндельной бабки, мм | 300 |
Наибольшее осевое перемещение вертикального шпинделя, мм | 80 |
Наибольший угол поворота вертикального шпинделяв вертикальной плоскости, град. | ±90 |
Цена деления лимбов, мм | 0,05 |
Цена деления линеек, мм | 1 |
Основной вертикальный стол | |
Рабочая поверхность стола, мм: | |
Длина Ширина | 630 250 |
Наибольший продольный ход стола, мм | 450 |
Наибольший вертикальный ход стола, мм | 380 |
Число Т-образных пазов | 2 |
Ширина Т-образных пазов, мм | 14 |
Расстояние между Т-образными пазами, мм | 80 |
Масса, кг | 72 |
Стол угловой горизонтальный | |
Рабочая поверхность стола, мм | |
ДлинаШирина | 800250 (до 300 по запросу) |
Число Т-образных пазов | 3 (по запросу до 6) |
Ширина Т-образных пазов, мм (центрального / крайних) | 14 / 14 |
Расстояние между Т-образными пазами, мм | 50 |
Масса, кг | 75 |
Привод | |
Ремень приводной клиновой | А-2000Т |
Количество | 3 |
Цепь приводная роликовая нормальная | ПР-12,7-1820-1 |
КоличествоКоличество звеньев у цепи | 278 и 72 |
Характеристика электрооборудования | |
Род тока питающей цепи | Переменный трёхфазный |
Частота тока, Гц | 50 |
Напряжение, В | 380 |
Количество двигателей на станке | 2 |
Напряжение силовой сети, В | 380 |
Напряжение цепи управления, В | 380 |
Напряжение цепи освещения, В | 24 |
| . | |
Двигатель привода | АИР 100С4У3 |
ИсполнениеМощность, кВт Частота вращения, об./мин. | 1 М 10813 1500 |
Электронасос | П-0,25.М.10 |
Мощность, кВтПроизводительность, л/мин. Частота вращения, об./мин. | 0,1222 2800 |
Суммарная мощность всех электродвигателей, кВт | 3,12 |
Характеристика системы смазки станка | |
Марка масла для смазки | индустриальное И-30 А |
Тип насоса смазки шестерён | поршневой |
Производительность насоса, см3/ход | 6-8 |
Тип смазочной станции | поршневой |
Количество точек в питателе | 8 |
Основная спецификация широкоуниверсального фрезерного станка СФ676:
- Коробка скоростей – 751001.
- Коробка подач – 752001.
- Суппорт – 763001.
- Шпиндельная бабка – 766К001.
- Станина – 767001.
- Электрооборудование – 67690000.
- Комплект инструмента и принадлежностей – 7680000.
- Головка вертикальная (съемный узел) – 764К001.
- Стол угловой горизонтальный (съемный узел) – 7681К001.
- Защита направляющих оси Z (комплектующие ПО Техмаш).
- Маслостанция типа Y-6(8) с коллектором на 8 дозаторов.
- Освещение LED 24V – 3 светодиода CL.
- УЦИ с линейными преобразователями ОАО «СКБ ИС» (для моделей с индексом Ф2,Ф3).
Комплект поставки станка СФ676:
Обозначение | Наименование | Количество | Примечание |
СФ 676.00.000. | |||
СФ676 | Станок в сборе | 1 | Конус шпинделей ВШГ/ШБ 7:24-40 или КМ4 |
Запасные части | |||
751030 | Сухарь переводной | 4 | Приложено отдельным местом в общей упаковке |
753035 | Сухарь | 2 | |
757038 | Сухарь | 1 | |
Инструмент | |||
Ключи ГОСТ 2839 | Приложено отдельным местом в общей упаковке | ||
7811-0022 НС 1 | 14×17 | 1 | |
7811-0024 НС 1 | 19×22 | 1 | |
7811-0025 НС 1 | 22×24 | 1 | |
7811-0041 НС1 | 27×30 | 1 | |
7811-0043 НС 1 | 32×36 | 1 | |
Ключи ГОСТ Р50123 | |||
7812-0375 | 6 | 1 | |
7812-0376 | 8 | 1 | |
7812-0379 | 14 | 1 | |
Ключи ГОСТ 16984 | |||
7811-0318 1 | 55×60 | 1 | |
Отвёртки ГОСТ17199 | |||
7810-0308 ЗВ1 | 0,6x4x155 | 1 | |
7810-0928 ЗВ1 | 1×6,5×190 | 1 | |
Принадлежности | |||
764К001 | Головка вертикальная | 1 | Установлена на станке |
676.60.001 | Щиток | 1 | То же |
7681К001 | Стол угловой | 1 | То же |
б/о | Система охлаждения | 1 | Установлена на станке |
766К012 | Горизонтальный хобот | 1 | Приложено отдельным местом в общей упаковке. |
766К013 | Серьга | 1 | |
NT40-27-315 | Оправка Ø 27 с наборными кольцами и втулкой | 1 | |
676.83.000 | Рукоятка | 1 | |
б/о | Шомпол головки | 1 | |
б/о | Шомпол бабки | 1 | |
ИЧ-10 кл.1 | Индикатор часового типа | 1 | |
б/о | Набор прижимных приспособлений (50 или 58 наименований) | 1 | |
NT40/ER32 (ER40) | Цанговый патрон с набором цанг ER32 или ER40 (6 шт.) | 1 | |
Техническая документация | |||
СФ676.00.000РЭ | Станок фрезерный РЭ. Чертежи. | 1 | Приложено отдельным местомв общей упаковке |
б/о | Акт приемки. | 1 |
Технологическая оснастка станка СФ 676, поставляемая за отдельную плату:
Обозначение | Наименование | Кол. |
Съёмный стол 7681К001-02 (300/5) | Дополнительный съёмный стол 800х300 мм, 5 пазов. | 1 |
LED 24 – 5 CL | Дополнительное освещение (герметичное). | 1 |
УДГ-200 (F11-100A) | Универсальная делительная головка, высота центра 100 мм (Китай). | 1 |
УДГ-200 | Универсальная делительная головка, высота центра 100 мм (Россия, с хранения). | 1 |
6512-125,6582-2 | Тиски станочные S=125мм, с усиленной подвижной губкой и закрытым винтом с поворотной платформой Bison-bial (Польша). | 1 |
7204-0003 | Стол круглый поворотный Ø 250 мм (Россия, с хранения). | 1 |
ГД-1 | Головка долбежная. | 1 |
NT40/KM2.3.4 | Втулка переходная под резьбовую затяжку (Китай). | 3 |
NT40/KM2.3.4 | Втулка переходная под сверло (Китай). | 3 |
NT40/ER32/40 | Цанговый патрон с набором цанг Ø.3-20мм, 18шт. (Китай). | 1 |
NT40-16/22/32-315 | Оправка Ø 16, 22, 32 с наборными кольцами и втулкой на выбор (Китай). | 1 |
NT40/ПСС16 | Патрон сверлильный самозажимной с оправкой NT40. | 1 |
ЦО-2 | Центроискатель с оправкой. | 1 |
NT40/DCH | Оправка расточная NT40 c набором резцов. | 1 |
6512-160,6582-2 | Тиски станочные S=160 мм, с усиленной подвижной губкой и закрытым винтом с поворотной платформой Bison-bial (Польша). | 1 |
Заказать и купить универсальный фрезерный станок СФ 676 вы можете с заказом отгрузки транспортными компаниями в города: Архангельск, Владивосток, Волгоград, Воронеж, Екатеринбург, Ижевск, Иркутск, Казань, Кемерово, Краснодар, Красноярск, Москва, Нижний Новгород, Новосибирск, Омск, Оренбург, Пенза, Пермь, Ростов-на-Дону, Санкт-Петербург, Самара, Саратов, Тюмень, Уфа, Чебоксары, Челябинск, Ярославль и прочие регионы России.
kpsk.ru
СФ 676 фрезерный станок
Станок специализированный фрезерный модели СФ 676.
Назначение
Предназначен для:
- горизонтального фрезерования изделий;
- вертикального фрезерования;
- фрезерования под различными углами.
Станок используется в инструментальных и исследовательских цехах, а также в механических цехах индивидуального производства.
Особенности станка
Имеется широкий ряд подач, скоростные режимы резания при минимальных затратах вспомогательного времени.

Рисунок – станок СФ 676
На станке возможно выполнение:
- разнообразных расточных
- сверлильных
- разметочных
- и др. операций с высокой точностью.
Описание станка
- Рабочая поверхность стола … 630х250мм
- Габаритные размеры станка … 1200х1240х1780мм
- Масса станка … 1050кг
Конутрукция
Коробка скоростей, коробка подач, суппорт, шпиндельная бабка, станина, электрооборудование.
Съемные узлы, дополнительные составляющие станка и принадлежности: вертикальная головка, комплект инструментов и принадлежностей, угловой стол горизонтальных, круглый стол и тиски.
Скачать паспорт, руководство на фрезерный станок СФ 676
www.stanoktehpasport.ru
i-perf.ru
| Параметр | Значение |
|---|---|
| Габаритный размеры станка, мм: Длина х ширина х высота | 1200 х 1240 х 1780 |
| Масса станка, кг | 1050 |
| Расстояние от оси горизонтального шпинделя до рабочей поверхности углового горизонтального стола, мм: Наименьшее – наибольшее | 80 – 440 |
| Расстояние от торца вертикального шпинделя до рабочей поверхности углового горизонтального стола, мм: Наименьшее – наибольшее | 0 – 350 |
| Расстояние от торца горизонтального шпинделя до оси вертикального шпинделя, мм | 115 |
| Наибольшее расстояние от торца горизонтального шпинделя до торца серьги, мм | 315 |
| Количество скоростей шпинделей: | |
| Горизонтального // вертикального | 16 //16 |
| Пределы частоты вращения шпинделей, об/мин. | |
| горизонтального | 50…1630 |
| вертикального | 63…2040 |
| Количество подач стола | |
| Продольных // вертикальных | 16 //16 |
| Пределы подач стола, мм/мин | |
| продольных | 13…395 |
| вертикальный | 13…395 |
| Ускоренный ход стола (продольный и вертикальный), мм/мин. | 935 |
| Количество подач шпиндельной бабки | 16 |
| Пределы подач шпиндельной бабки, мм/мин. | 13…395 |
| Ускоренный ход шпиндельной бабки, мм/мин. | 935 |
| Наибольший ход шпиндельной бабки, мм | 300 |
| Наибольшее осевое перемещение вертикального шпинделя, мм | 80 |
| Наибольший угол поворота вертикального шпинделя в вертикальной плоскости, град. | ±90 |
| Цена деления лимбов, мм | 0,05 |
| Цена деления линеек, мм | 1 |
| Основной вертикальный стол, длина х ширина | 630 х 250 |
| Стол угловой горизонтальный, длина х ширина | 800 х 250 |
| Характеристика электрооборудования | |
| Род тока питающей цепи | переменный трёхфазный |
| Частота тока, Гц | 50 |
| Напряжение, В | 380 |
| Количество двигателей на станке | 2 |
| Двигатель привода | АИР 100С4У3 |
| мощность, кВт | 3 |
| частота вращения, об/мин. | 1500 |
| Электронасос, мощность, кВт | 0,12 |
| производительность, л/мин. | 22 |
| частота вращения, об/мин. | 2800 |
| Суммарная мощность всех электродвигателей, кВт | 3,12 |
www.gigant-m.ru