Токарно карусельный 1512: 1512 Станок токарно-карусельный одностоечный универсальный. Паспорт, схемы, характеристики, описание
alexxlab | 13.06.1985 | 0 | Карусельный
Токарно карусельный станок 1512 одностоечный
Главная / Станки по металлу / Токарные станки по металлу / Токарно-карусельные станки / Токарно карусельный станок одностоечный 1512
Каталог
Цена: по запросу
Токарно-карусельные станки предназначены для обработки изделий большой массы с относительно небольшой длиной по сравнению с диаметром. Отличительной особенностью токарно-карусельных станков является вертикальное расположение шпинделя. На его верхнем конце находится планшайба, на которой с помощью кулачков, имеющих радиальное перемещение, устанавливается и закрепляется обрабатываемое изделие. Изделие совершает главное вращательное движение, а инструмент, закрепленный на суппорте, – поступательное движение подачи. Шпиндель станка частично разгружен, т.к. массу изделия и силы резания воспринимают круговые направляющие планшайбы. Токарно-карусельные станки бывают одностоечные, двухстоечные, или портальные. Одностоечные токарно-карусельные станки обычно имеют вертикальный и боковой суппорты, двухстоечные – 2 вертикальных и 1 или 2 боковых.
На станках можно производить:
- Обтачивание и растачивание цилиндрических и конических поверхностей
- Протачивание торцовых поверхностей
- Прорезку канавок и отрезку
Сверление, зенкерование и развёртывание центральных отверстий.
Наше предложение лучшее в Москве. Узнать цену на 21.09.2022
Я согласен на обработку персональных данных
- Технические характеристики
- Фото / Видео
| Параметры | Значения | |
|---|---|---|
| Модель станка | 1512 | 1512Ф1 |
| Максимальный диаметр обрабатываемой детали | 1250 | 1250 |
| Максимальная высота обрабатываемой детали | 1000 | 1000 |
| Наибольшая масса обрабатываемой заготовки | 6000 | 6000 |
| Диаметр планшайбы | 1120 | 1120 |
| Диапазон частот вращения планшайбы | 1. 25…250 25…250 | 1.25…250 |
| Диапазон рабочих подач | 0.02…10 | 0.02…10 |
| Мощность двигателя главного привода | 30 | 30 |
| Нарезание резьб и обработка конических поверхностей | По заказу | По заказу |
| Обработка криволинейных поверхностей по копиру | По заказу | По заказу |
| Самоцентрирующая планшайба | По заказу | По заказу |
| Устройство подачи СОЖ | По заказу | По заказу |
| Габариты ( LxBxH ) | 2920x2705x4100 | 2920x2705x4100 |
| Масса станка | 14800 | 14800 |
| Параметры | Значения | |
|---|---|---|
| Модель станка | 1512 | 1512Ф1 |
| Максимальный диаметр обрабатываемой детали | 1250 | 1250 |
| Максимальная высота обрабатываемой детали | 1000 | 1000 |
| Наибольшая масса обрабатываемой заготовки | 6000 | 6000 |
| Диаметр планшайбы | 1120 | 1120 |
| Диапазон частот вращения планшайбы | 1. 25…250 25…250 | 1.25…250 |
| Диапазон рабочих подач | 0.02…10 | 0.02…10 |
| Мощность двигателя главного привода | 30 | 30 |
| Нарезание резьб и обработка конических поверхностей | По заказу | По заказу |
| Обработка криволинейных поверхностей по копиру | По заказу | По заказу |
| Самоцентрирующая планшайба | По заказу | По заказу |
| Устройство подачи СОЖ | По заказу | По заказу |
| Габариты ( LxBxH ) | 2920x2705x4100 | 2920x2705x4100 |
| Масса станка | 14800 | 14800 |
Также посетители сайта смотрят
-
Токарно карусельный станок одностоечный 1516 -
Токарно карусельный станок двустоечный 1525 -
Токарно карусельный станок двустоечный 1Л532 -
Станок токарно-винторезный 16К40
токарно карусельный станок одностоечный 1512 возможно приобрести в лизинг. А также мы доставим токарно карусельный станок одностоечный 1512 в Москву, Санкт-Петербург, Новосибирск, Екатеринбург, Нижний Новгород, Самару, Омск, Казань, Челябинск, Ростов-на-Дону, Уфу, Волгоград… А ТАКЖЕ В ЛЮБОЙ ГОРОД России, Белоруссии и Казахстана. Обращайтесь к специалистам компании.
А также мы доставим токарно карусельный станок одностоечный 1512 в Москву, Санкт-Петербург, Новосибирск, Екатеринбург, Нижний Новгород, Самару, Омск, Казань, Челябинск, Ростов-на-Дону, Уфу, Волгоград… А ТАКЖЕ В ЛЮБОЙ ГОРОД России, Белоруссии и Казахстана. Обращайтесь к специалистам компании.
настольный токарный станок токарный станок купить пресс ножницы сверлильные станки по металлу токарные станки по металлу фрезерный станок с чпу по металлу трубогибочный станок резьбонарезной станок купить токарный станок пресс механический ручной радиально сверлильный станок купить отрезной станок по металлу гидравлические прессы фрезерный станок шлифовальный станок вертикально фрезерный станок сверлильно фрезерный станок токарный станок jet токарно сверлильный станок фрезерный станок по металлу jet сверлильный станок купить координатно расточной станок круглошлифовальный станок универсальный фрезерный станок трубонарезной станок купить листогибочный станок купить фрезерный станок по металлу балансировочный станок токарно винторезный станок отрезной станок по металлу плоскошлифовальный станок балансировочный станок вертикально сверлильный станок
Токарно-карусельный станок 1512 – Поставки станков
Среди общего числа оборудования часто встречаются агрегаты для обработки крупных деталей тел вращения. Токарно-карусельный станок 1512 достаточно распространенная модель на многих предприятиях, где требуется изготовление массивных заготовок из черного и цветного металла. На станке производят чистовую и черновую обработку конических и цилиндрических, торцовых поверхностей, как наружных, так и внутренних методом обточки, расточки, сверления и т.д.
Токарно-карусельный станок 1512 достаточно распространенная модель на многих предприятиях, где требуется изготовление массивных заготовок из черного и цветного металла. На станке производят чистовую и черновую обработку конических и цилиндрических, торцовых поверхностей, как наружных, так и внутренних методом обточки, расточки, сверления и т.д.
Особенности конструкции
- Наличие двух суппортов: вертикального и горизонтального, значительно увеличивают функциональные возможности станка.
- Дополнительные устройства допускают производить нарезание резьбы, обточку фасонных поверхностей, обработку по упорам и другие работы.
- Жесткость станины и большая мощность двигателя главного движения позволяют вести производительную работу на высоких скоростях.
- Исполнение поверхности рабочего стола в горизонтальной плоскости упрощает крепление и выверку обрабатываемой детали.
- Вертикальный суппорт поворачивается на определенный угол, тем самым обеспечивается точение конусных плоскостей.

- Защитные кожуха предотвращают вылет стружки из зоны резания.
- Подвижный пульт управления смонтирован на гибком рукаве.
- Горизонтальная поперечина перемещается по вертикальным направляющим с четкой фиксацией требуемого положения.
- Достаточная конструкция оборудования обеспечивает нагрузку на стол до 3200 кг.
- Класс точности нормальный по ГОСТ 8-77.
Виды производимых операций:
- наружное точение цилиндрических и конических плоскостей;
- внутренняя расточка цилиндрических и конусных поверхностей;
- обточка торцевых поверхностей;
- изготовление канавок на плоской и боковой части заготовки;
- обработка осевым инструментом методом сверления, нарезания резьбы, развертывания.
Варианты модификаций:
- 1512, 1512-2, 1512.300 – станок универсальный с ручным управлением;
- 1512Ф1, 1512ПФ1, 1512Ф1.300 – с устройством цифровой индикации;
- 1512Ф3, 1512МФ4 – с числовым программным управлением.

Маркировка: 1 – вид станка (токарный), 5 – карусельная группа, 12 – указывает наибольший диаметр заготовки (1250 мм), Ф1 (Ф11) – с УЦИ, Ф3 (Ф4) – комплектуется системой числового программного управления.
Технические характеристики
| Наибольший диаметр обрабатываемого изделия, мм | 1250 |
| Высота изделия, мм | 1000 |
| Диаметр планшайбы, мм | 1120 |
| Максимальная масса изделия, кг | 3200 |
| Перемещение вертикального суппорта, мм: | |
| в горизонтальном направлении | 775 |
| в вертикальном направлении | 700 |
| Перемещение бокового суппорта, мм: | |
| вертикальное | 630 |
| горизонтальное | 1000 |
| Ход поперечины, мм | 660 |
| Угол поворота вертикального суппорта, град | ±45 |
| Количество оборотов планшайбы, мин-1 | 5-250 |
| Сечение державки резца, мм | 25х40 |
| Число скоростей планшайбы и подач суппортов | 18 |
| Подачи суппортов (вертикальные, горизонтальные), мм/об | 0,03-12,5 |
| Мощность двигателя, кВт | 30 |
| Габаритные размеры (длина/ширина/высота), мм | 2750/2975/4100 |
| Общая масса, кг | 16500 |
Состав 1512:
- Станина;
- Планшайба;
- Вертикальный суппорт;
- Ограждение планшайбы;
- Боковой суппорт;
- Поперечина;
- Коробка подач вертикального суппорта;
- Агрегат смазки;
- Коробка подач бокового суппорта;
- Пульт управления;
- Коробка скоростей.

Описание узлов станка
Обрабатываемая заготовка крепится зажимными кулачками на поверхности рабочего стола, который установлен на прецизионных подшипниках качения. Вращение шпинделю передается от электродвигателя мощностью 30кВт через коробку скоростей, которая обеспечивает 18 режимов оборотов планшайбы.
Инструментальная система представляет из себя револьверную поворотную головку с пятью гнездами, расположенную на вертикальном суппорте, и четырех позиционный держатель на горизонтальном суппорте. В каждую позицию устанавливается отдельный инструмент. Для точения плоской и боковой поверхности используют резцы, а для осевой обработки по центру применяются сверла, метчики, развертки.
Коробки подач обоих суппортов схожи по конструкции. Они передают каждому рабочему органу 18 режимов движения, при этом коробка вертикального суппорта расположена у торца траверсы, а горизонтального – около самого корпуса. Ускоренный ход осуществляется от отдельного привода.
Управление рабочими процессами осуществляется электрооборудованием, которое включает в себя двигатели, электрошкаф, аппаратуру, систему конечных выключателей, подвесной пульт.
Производство токарно-карусельных станков
При изготовлении карусельных станков используем современные комплектующие. По желанию заказчика, а так же для удобства управления и контроля за работой, станки 1512 выпускаются с устройством цифровой индикации (УЦИ). Такие модели получили обозначение 1512Ф1.
Все направляющие качественно отшлифованы, а при необходимости, шабрятся вручную. Механические узлы комплектуются современными подшипниками и ШВП, монтируются шестерни, валы, муфты и другие элементы. Устройство смазки и гидроаппаратуру устанавливаем по согласованию с заказчиком или по характеристикам, указанным в технической документации.
На станки с числовым программным управлением устанавливаются системы отечественных или импортных производителей: Балт-Систем, SIEMENS, FANUC, HEIDENHAIN и другие.
Обслуживание и сервис
При поставке станков карусельных проводим пусконаладочные работы и монтаж оборудования на территории покупателя. Во время запуска и испытаний, обучаем персонал заказчика по устройству и эксплуатации станка. Приемка включает в себя следующие мероприятия:
- внешний осмотр объекта;
- соответствие требованиям, указанным в техническом задании;
- проверка на комплектность;
- запуск в холостом режиме и проверка по геометрическим параметрам;
- изготовление тестовых деталей с замером на точность и качество полученной поверхности.
В случае обнаружения замечаний в работе станка в период гарантии, мы устраняем выявленные неполадки своими силами и за свой счет. Выезжает технический специалист для осмотра и определения характера повреждений. Меняются неисправные детали и запчасти по механике, электрике, гидравлике и т.д.
После гарантийного срока, по отдельному соглашению мы продолжим консультации, обслуживание и техническое сопровождение оборудования. Специалисты сервисной службы в кратчайшие сроки прибудут к заказчику и примут все меры для устранения неисправностей.
Специалисты сервисной службы в кратчайшие сроки прибудут к заказчику и примут все меры для устранения неисправностей.
Мы производим и предлагаем своим заказчикам токарно-карусельные станки следующих марок и исполнений:
- ручное управление: 1512, 1516, 15125, 1Л532, 1532;
- с устройством цифровой индикации: 1512Ф1, 1516Ф1, 1525Ф1;
- управление системой ЧПУ: 1512Ф3, 1516Ф3, 1525Ф3.
Кроме данных моделей, можем провести ремонт станков 1510, 1531, 1541, 1553, 1М557 и другие.
Стоимость и условия покупки
Чтобы купить токарно-карусельный станок 1512, позвоните нам по телефону +7(4852) 66-40-25, отправьте письмо на электронную почту: Этот адрес электронной почты защищён от спам-ботов. У вас должен быть включен JavaScript для просмотра. или сделайте запрос на сайте. Цена и срок поставки зависят от комплектации и исполнения. Компания предоставляет гарантию 12 – 18 месяцев на новый станок и после ремонта. По отдельному соглашению производим монтаж и доставку оборудования до заказчика.
Токарно-карусельный станок 1512
Токарно-карусельные станки предназначены для обработки изделий большой массы с относительно небольшой длиной по сравнению с диаметром. Отличительной особенностью токарно-карусельных станков является вертикальное расположение шпинделя. На его верхнем конце находится планшайба, на которой с помощью кулачков, имеющих радиальное перемещение, устанавливается и закрепляется обрабатываемое изделие. Изделие совершает главное вращательное движение, а инструмент, закрепленный на суппорте, – поступательное движение подачи.
Шпиндель станка частично разгружен, т.к. массу изделия и силы резания воспринимают круговые направляющие планшайбы. Токарно-карусельные станки бывают одностоечные, двухстоечные или портальные.
Одностоечные
токарно-карусельные станки обычно имеют
вертикальный и боковой суппорты,
двухстоечные – 2 вертикальных и 1 или 2
боковых. На одном из вертикальных
суппортов часто устанавливают поворотную
револьверную головку. Привод механизмов
станка обычно осуществляется от
нескольких, а у тяжёлых – от многих
электродвигателей, которые во время
обработки передают движение шпинделю
с планшайбой, суппортам при их рабочих
и холостых (ускоренных) движениях, а
также служат для закрепления поперечины,
включения тормоза и т.д.
Привод механизмов
станка обычно осуществляется от
нескольких, а у тяжёлых – от многих
электродвигателей, которые во время
обработки передают движение шпинделю
с планшайбой, суппортам при их рабочих
и холостых (ускоренных) движениях, а
также служат для закрепления поперечины,
включения тормоза и т.д.
Рис. 1. Общий вид токарно-карусельного станка
На станках 1512 можно производить: обтачивание и растачивание цилиндрических и конических поверхностей, протачивание торцовых поверхностей, прорезку канавок и отрезку, сверление, зенкерование и развёртывание центральных отверстий.
Токарно-револьверный станок
Токарно-револьверный станок применяется для обработки штучных заготовок или деталей из калиброванного прутка.
На
станке производятся следующие виды
токарной обработки: обточка, расточка,
подрезка, проточка и расточка канавок,
сверление, зенкерование, развертывание,
фасонное точение, обработка резьбы
метчиками, плашками и резцами.
Название револьверный происходит от способа закрепления режущих инструментов в барабане. Токарно-револьверные станки применяют в серийном производстве для изготовления деталей сложной конфигурации из прутков или штучных заготовок. В зависимости от этого станки делятся на прутковые и патронные
Основной особенностью револьверных станков является наличие продольного суппорта, несущего многопозиционную револьверную головку, на которой закрепляют инструменты. Кроме продольного суппорта некоторые станки имеют и поперечный суппорт на котором закрепляют инструменты для обработки наружных поверхностей. Такие конструктивные особенности станков позволяют осуществлять обработку деталей различными режущими инструментами, вводимыми в действие последовательно, причем применение специальной технологической оснастки повышает производительность за счет параллельной обработки поверхностей несколькими инструментами.
Повышению
производительности и рентабельности
использования станков способствует
предварительная настройка станка на
обработку заданной детали и последующая
работа по упорам.
В зависимости от расположения оси поворота револьверной головки различают следующие основные виды компоновки револьверных станков: с горизонтальной осью и с вертикальной осью револьверной головки.
По форме револьверные головки могут быть цилиндрическими и призматическими, обычно с шестью гранями. После каждого рабочего хода револьверная головка поворачивается и рабочую позицию занимает следующий режущий инструмент или группа инструментов. Основными параметрами револьверных станков являются наибольший диаметр обрабатываемого прутка и наибольший диаметр обработки штучной заготовки над станиной и над суппортом. К основным параметрам относятся такие габариты станка, определяющие наибольшую длину обрабатываемой детали.
Главным
движением в револьверном станке является
вращение шпинделя, несущего заготовку;
движениями подачи — продольное и
поперечное (в станках с горизонтальной
осью револьверной головки — круговое,
за счет вращения головки) перемещение
суппортов, несущих инструмент. Токарно-револьверные станки предназначены
для обработки деталей сложной конфигурации,
требующих последовательного применения
разнообразного инструмента.
Токарно-револьверные станки предназначены
для обработки деталей сложной конфигурации,
требующих последовательного применения
разнообразного инструмента.
На токарно-револьверных станках можно обтачивать наружные поверхности, сверлить, зенкеровать и развертывать отверстия, нарезать резьбу метчиками, плашками, резьбовыми головками и т.д. Токарно-револьверные станки наиболее производительны по сравнению с токарно-винторезными. Производительность увеличивается за счет применения многопозиционной револьверной головки и многоинструментальных державок, а также благодаря наличию систем упоров, которые позволяют автоматизировать процесс обработки. Револьверные головки классифицируют по типу револьверной головки и бывают с вертикальной осью вращения и с горизонтальной осью.
Многорезцовые токарные станки
Многорезцовые станки предназначены для различных токарных работ, выполняемых в центрах или патроне.
Обработка
производится по автоматическому циклу,
т. е. резцы, закончив обработку одной
детали, возвращаются в исходное положение
для обработки следующей. Наличие
нескольких суппортов (чаще двух) и
специальных резцедержателей позволяет
осуществлять многорезцовую обработку
деталей.
е. резцы, закончив обработку одной
детали, возвращаются в исходное положение
для обработки следующей. Наличие
нескольких суппортов (чаще двух) и
специальных резцедержателей позволяет
осуществлять многорезцовую обработку
деталей.
На рис. 2 показана многорезцовая наладка.
Рис. 2. Многорезцовая наладка
Резцы 1—5 установлены на переднем (продольном) суппорте, который вначале, наряду с продольным, имеет и поперечное перемещение верхних салазок для врезания инструмента на заданный размер, а затем только продольное движение подачи.
При этом каждый резец обрабатывает небольшой участок наружной цилиндрической поверхности детали.
Резцы 6—8 закреплены в резцедержателях заднего (поперечного) суппорта и перемещаются в направлении, перпендикулярном к оси детали. Резец 6 подрезает торец, резец 7 протачивает фасонную канавку, а резец 8 снимает фаску.
Токарные
автоматы и полуавтоматы.
Станки
токарной группы, работающие в автоматическом
и полуавтоматическом режимах,
предназначаются для обработки
разнообразных поверхностей тел вращения
из штучных или прутковых заготовок.
Здесь широко используются высокоэффективные
технологические способы обработки
элементарных поверхностей: обработка
широкими резцами с поперечной подачей,
обтачивание фасонными резцами наружных
и внутренних поверхностей, применение
резьбонарезных головок и т. д. Применяется
концентрация обработки заготовки
несколькими инструментами одновременно:
двумя и более резцами, резцами и сверлом
и т.п. Сочетание указанных и других
приемов позволяет быстро и точно вести
обработку, Вместе с тем все эти инструменты
должны вступать в работу в нужный момент,
а одновременно работающие инструменты
должны быть определенным образом
расположены. Для обеспечения этого
требуются дополнительные затраты
времени и материальных средств, что
делает рациональным использование
подобного оборудования лишь при
достаточно большой программе выпуска,
т. е. в условиях массового, крупносерийного
и серийного производства. В этих случаях
сокращение времени обработки заготовок
по сравнению со временем обработки на
универсальных станках вполне компенсирует
затраты на наладку автомата или
полуавтомата и сокращает трудовые
затраты на изготовление партии деталей.
е. в условиях массового, крупносерийного
и серийного производства. В этих случаях
сокращение времени обработки заготовок
по сравнению со временем обработки на
универсальных станках вполне компенсирует
затраты на наладку автомата или
полуавтомата и сокращает трудовые
затраты на изготовление партии деталей.
Автоматом называется самоуправляющаяся рабочая машина, которая самостоятельно, без вмешательства человека осуществляет все действия рабочего цикла и нуждается лишь в наладке для выполнения заданного технологического процесса и периодическом контроле. Если для повторения рабочего автоматического цикла требуется вмешательство рабочего (чаще всего для загрузки-выгрузки заготовок, деталей), то такой станок называется полуавтоматом.
Токарные автоматы и полуавтоматы классифицируют по ряду признаков:
степени универсальности,
расположению шпинделей и их числу,
виду
заготовки.
По виду заготовки разделяют станки, обрабатывающие отдельные заготовки или пруток:
патронные (штучная заготовка) и прутковые.
Различают одно- и многошпиндельные автоматы и полуавтоматы с горизонтальным и вертикальным расположением шпинделя (шпинделей). В ряде случаев используют автоматы или полуавтоматы узкого назначения, например, для обработки шеек коленчатых или распределительных кулачковых валов либо колец подшипников и других поверхностей или деталей. Другие автоматы и полуавтоматы позволяют обрабатывать широкую номенклатуру поверхностей и деталей — это станки-автоматы универсального вида.
По характеру выполняемой работы различают автоматы, выполняющие:
фасонно-отрезные,
фасонно-продольные,
токарно-револьверные работы.
В наименовании станка отражаются основные признаки классификации:
токарно-револьверный одношпиндельный прутковый автомат,
токарный одношпиндельный автомат продольного точения,
токарный шестишпиндельный горизонтальный прутковый автомат,
токарный восьмишпиндельный вертикальный полуавтомат,
токарно-копировальный
полуавтомат для обработки профиля
кулачков распределительного вала
специализированный.
Основные узлы и рабочие движения токарных одношпиндельных полуавтоматов и работы,
выполняемые на них.
Одношпиндельные токарные полуавтоматы выпускаются с горизонтальным или реже вертикальным расположением оси шпинделя. Часто они относятся в группе токарных станков к седьмому или восьмому типу (соответственно многорезцовые и специализированные станки), что отражается в обозначении модели станка: 1712, 1708, 1А720 и т. д. Все полуавтоматы являются многорезцовыми станками, и общее число инструментов может доходить в наладке до нескольких десятков.
Многорезцовые полуавтоматы (мод. 1А730 и 1А720) по компоновке соответствуют обычным токарным станкам, но отличаются наличием двух суппортов: переднего или продольного и заднего или поперечного.
Они
предназначены для токарных работ при
установке заготовки в центрах; или
патроне. На них обрабатываются
цилиндрические и торцовые поверхности
несколькими резцами в каждом суппорте. Их рационально используют в массовом
и крупносерийном производстве для
обработки многоступенчатых валов,
поршней, шкивов, блоков зубчатых колес
и других деталей.
Их рационально используют в массовом
и крупносерийном производстве для
обработки многоступенчатых валов,
поршней, шкивов, блоков зубчатых колес
и других деталей.
Копировальные полуавтоматы (мод. 1712, 1722) позволяют вести обработку при меньших мощностях привода, так как основной профиль обрабатывается всего одним-двумя резцами. Полуавтомат имеет гидравлический привод для перемещения суппортов и зажима заготовки, а также гидрокопировальное устройство для воспроизведения профиля детали по копиру. Кроме копировального верхнего суппорта, имеется один-два нижних поперечных суппорта для прорезания канавок и подрезки торцов (рис. снизу).
Рис.3. Одношпиндельный токарный копировальный полуавтомат
1 – передняя шпиндельная бабка; 2 – гидрокопировальный суппорт; 3 – направляющие; 4 – задняя бабка с гидрозажимом; 5 – поперечные суппорты; 6 – станина.
Имеются
одношпиндельные токарно-револьверные
автоматы для обработки заготовок из
прутка и штучных заготовок, с размером
прутка круглого 12, 18. 25, 36, 40 мм, шестигранного
10, 15. 20, 30, 34 мм и квадратного 8, 13, 17, 25, 27
мм. Размер круглого прутка отражен в
обозначении модели: 1Д118, 1Б125, 1Б140 и т. д.
Конструкции этих автоматов имеют
значительное подобие.
25, 36, 40 мм, шестигранного
10, 15. 20, 30, 34 мм и квадратного 8, 13, 17, 25, 27
мм. Размер круглого прутка отражен в
обозначении модели: 1Д118, 1Б125, 1Б140 и т. д.
Конструкции этих автоматов имеют
значительное подобие.
Рассмотрим автомат мод. 1Б140 (рис. 4), предназначенный для изготовления в массовом и крупносерийном производстве деталей, требующих обтачивания, подрезания торцов, сверления, зенкерования, нарезания резьбы и т.п. Загрузка нового прутка длиной до 3000 мм осуществляется вручную, а в процессе работы автомата подача и зажим прутка, как и другие холостые и рабочие ходы, осуществляются автоматически.
Рис.4. Токарно – револьверный одношпиндельный
автомат модели 1Б140
Револьверная
головка 5 с шестью гнездами для инструментов
имеет горизонтальную поперечную ось
поворота в револьверном суппорте 7.
Суппорт имеет продольную рабочую подачу
S и может быстро отводиться от заготовки
после завершения перехода обработки
для смены инструмента в гнезде путем
поворота головки на 1/6 часть оборота.
С четырех суппортов — двух горизонтальных 1 и двух вертикальных 4 – можно обрабатывать заготовки с поперечной подачей Snon. На переднем горизонтальном поперечном суппорте 1 расположен продольный суппорт, который может перемещаться под углом до 90 к направлению движения переднего суппорта. Вращательное движение резания получает заготовка 2, зажатая в цанговый патрон и проходящая внутри шпинделя. Привод шпинделя осуществляется от электродвигателя через клиноременную передачу и коробку скоростей с электромагнитными муфтами. Автоматическое изменение частоты вращения шпинделя осуществляется командоаппаратом через электромуфту и муфту обгона в коробке скоростей. Точение и сверление на автомате производится при левом вращении шпинделя.
Все
целевые узлы и механизмы станка
управляются от вспомогательного вала
(с задней части станка) и распределительного
вала, приводимых во вращение от отдельного
электродвигателя через червячную пару.
При настройке вращение осуществляется
от маховика 8. Автомат оснащен системой
циклового программного управления,
позволяющей программировать частоту
вращения шпинделя, включение
электродвигателя привода приспособлений
и торможение шпинделя.
Автомат оснащен системой
циклового программного управления,
позволяющей программировать частоту
вращения шпинделя, включение
электродвигателя привода приспособлений
и торможение шпинделя.
Во всех токарных станках главным движением является вращение заготовки. Движением подачи является прямолинейное перемещение режущего инструмента вдоль или поперек оси обрабатываемой заготовки.
Токарно-карусельный станок CORMAK 1250 (аналог 1512Ф1)
Токарно-карусельный станок CORMAK 1250 (аналог 1512Ф1)Главная Станки по металлу Токарные станки Токарно-карусельные станки Токарно-карусельный станок CORMAK 1250 (аналог 1512Ф1)
Токарно-карусельный станок CORMAK 1250 с цифровой индикацией и одной стойкой предназначен для черновой и чистовой обработки деталей из черных и цветных металлов в единичном и серийном производстве.
КупитьОписание
Токарно-карусельный станок CORMAK 1250 позволяет производить обработку простых и сложных деталей с обеспечением стабильной точности в сочетании с широкими технологическими возможностями.
Кинематика станка позволяет производить наружное и внутреннее точение цилиндрических и конических поверхностей, точение торцевых поверхностей, сверление, зенкерование и развертывание отверстий в оси детали. Узлы станка в линейном направлении перемещаются по направляющим скольжения с приводом от шариковинтовой пары.
На приводы осей X/Z установлены сервомоторы. Плоскостность стола – 0,03 мм, торцевое биение стола – 0,025 мм, радиальное биение стола – 0,03 мм. Электрическая часть станка отличается высокой надежностью. Габариты и конструкция станка обеспечивают легкость в работе и обслуживании.
Стандартная комплектация
- комплект установочных башмаков;
- комплект кулачков (4шт.)
- токарная оправка -1шт;
- Устройство цифровой индикации (УЦИ)
- комплект ЗиПа;
-
комплект эксплуатационной документации на русском языке по механической и электрической части.

Технические характеристики
|
Макс. диаметр точения, мм |
1250 |
|
Диаметр стола, мм |
1000 |
|
Макс. вес детали, т |
3,2 |
|
Макс. высота детали, мм |
1000 |
|
Частота вращения стола, об/мин |
06.03.00 |
|
Кол-во скоростей стола |
16 |
|
Макс. |
17,5 |
|
Макс. крутящий момент двигателя подач, Нм |
22 |
|
Вертикальный суппорт |
|
|
– Рабочие подачи, мм/мин |
0,8-86 |
|
– Холостой ход, м/мин |
1,8 |
|
– Регулирование подачи |
бесступенчато |
|
– Макс. |
2000 |
|
– Горизонтальный ход, мм |
700 |
|
– Вертикальный ход ползуна, мм |
650 |
|
Размер инструментальной секции, мм |
30х40 |
|
Ход траверсы, мм |
900 |
|
Скорость перемещения траверсы, м/мин |
0,66 |
|
Мощность главного привода, кВт |
22 |
|
Габариты станка (ДхШхВ), мм |
2277х2540х3403 |
|
Вес станка кг. |
9500 |
 крутящий момент на столе, кНм
крутящий момент на столе, кНм усилие, кг
усилие, кг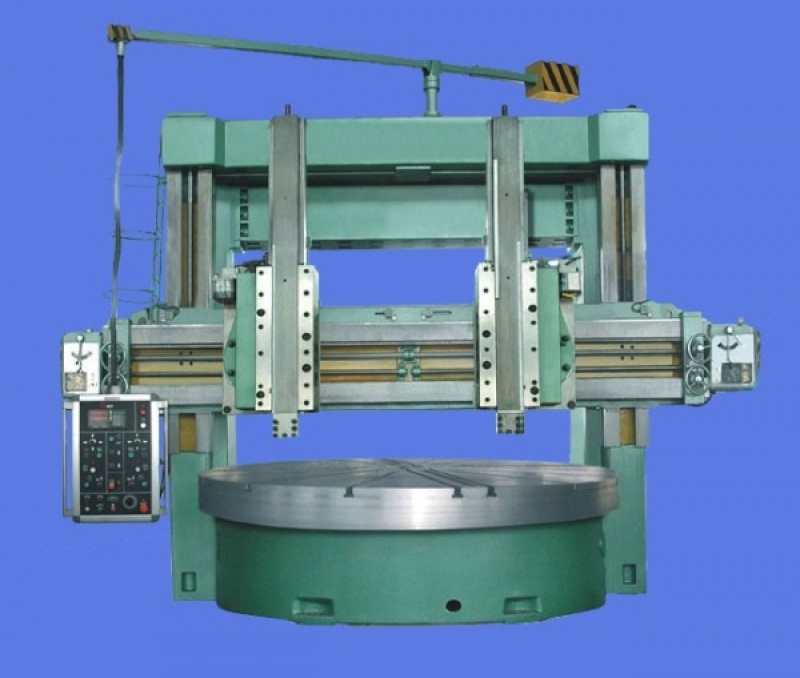
Вместе с этим товаром смотрят
Токарно-карусельный станок CORMAK 3150
Категория:
Одностоечный токарно-карусельный станок Cormak 3150 с цифровой индикацией предназначен для черновой и чистовой обработки деталей из черных и цветных металлов в единичном и серийном производстве.
СМОТРЕТЬ
Токарно-карусельный станок CORMAK 1600 (аналог 1516Ф1)
Категория:
Одностоечный токарно-карусельный станок Cormak 1600 с цифровой индикацией предназначен для черновой и чистовой обработки деталей из черных и цветных металлов в единичном и серийном производстве.
СМОТРЕТЬ
Токарно-карусельный станок CORMAK 2500
Категория:
Одностоечный токарно-карусельный станок Cormak 2500 с цифровой индикацией предназначен для черновой и чистовой обработки деталей из черных и цветных металлов в единичном и серийном производстве.
СМОТРЕТЬ
Токарно-карусельный одностоечный станок 1512Ф1
Особенности конструкции 1512Ф1
Отличительной особенностью токарно-карусельных станков является вертикальное расположение шпинделя. На его верхнем конце находится планшайба, на которой с помощью кулачков, имеющих радиальное перемещение, устанавливается и закрепляется обрабатываемое изделие. Изделие совершает главное вращательное движение, а инструмент, закрепленный на суппорте, – поступательное движение подачи. Шпиндель станка частично разгружен, т.к. массу изделия и силы резания воспринимают круговые направляющие планшайбы.
Вертикальный суппорт токарно-карусельного станка с пятипозиционной револьверной головкой имеет автоматический поворот и фиксацию на каждой позиции. Привод механизмов осуществляется от нескольких электродвигателей, которые во время обработки передают движение шпинделю с планшайбой, суппорту при их рабочих и холостых (ускоренных) движениях, а также служат для закрепления поперечины и т. д.
д.
Оснащение токарно-карусельного станка 1512Ф1
- программируемый командо-контроллеруправляет электроавтоматикой
- привод главного движения осуществляется регулируемым двигателем переменного тока с частотным преобразователем
- подача вертикального суппорта осуществляется бесступенчато от отдельных серводвигателей.
- измерительная система (энкодерны линейных перемещений) установлена на вертикальном суппорте
- ЖК-дисплей информирует оператора о состоянии оборудования и возможных ошибках в работе станка
- централизованная автоматическая система импульсной смазки
- направляющие траверсы (поперечины) защищены от попадания стружки и грязи гармошкой
- смена инструмента в револьверной головке вертикального суппорта происходит путем задания позиции с пульта управления
Технические характеристики
| Наименование параметра | 1512 |
|---|---|
| Основные параметры | |
| Наибольший диаметр изделия, обрабатываемого вертикальным и боковым суппортами, мм | 1250 |
| Наибольшая высота обрабатываемого изделия, мм | 1000 |
| Диаметр планшайбы, мм | 1120 |
| Наибольшая масса устанавливаемого изделия, кг | |
| при 5—80 оборотах планшайбы в минуту | 3200 |
| при 100 оборотах планшайбы в минуту | 3000 |
| при 125 оборотах планшайбы в минуту | 2700 |
| при 160 оборотах планшайбы в минуту | 1900 |
| при 200 оборотах планшайбы в минуту | 1300 |
| при 250 оборотах планшайбы в минуту | 1000 |
| Вертикальный суппорт | |
| Наибольшее горизонтальное перемещение, мм | 775 |
| Наибольшее вертикальное перемещение, мм | 700 |
| Наибольший угол поворота ползуна суппорта, град | 45 |
| Цена деления лимба поворота ползуна суппорта, мин | 1 |
| Цена деления шкалы поворота ползуна суппорта, град | 1 |
| Диаметр отверстий револьверной головки суппорта, мм | 70А |
| Наибольшие размеры сечения державки резца (ширина х высота), мм | 25 х 40 |
| Поперечина | |
| Наибольшее перемещение, мм | 660 |
| Скорость перемещения, мм/мин | 400 |
| Выключающие упоры | Имеются |
| Блокировка перемещения в процессе резания | Имеется |
| Механика станка | |
| Число оборотов планшайбы в минуту | 5 — 250 |
| Вертикальные и горизонтальные подачи суппортов, мм/об | 0,03 — 12,5 |
| Наибольшее допускаемое усилие резания вертикальным суппортом, кгс | 2500 |
| Скорость установочных перемещений суппорта, мм/мин | 5 — 1800 |
| Привод и электрооборудование станка | |
| Род тока питающей электросети | Переменный трехфазный |
| Электродвигатель привода главного движения: | |
| Мощность, кВт | 45 |
| Электродвигатель установочных перемещений суппортом: | |
| мощность, кВт | 3 |
| Электродвигатель перемещения поперечины: | |
| мощность, кВт | 2 |
| Электродвигатель смазки: | |
| мощность, кВт | 1,5 |
| Электродвигатель поворота и зажима револьверной головки: | |
| мощность, кВт | 0,8 |
| Габарит и масса станка | |
| Габарит станка (длинна х ширина х высота), мм | 4795 х 3369 х 4100 |
| Масса станка, кг | 15 500 |
Чтобы приобрести понравившийся товар, необходимо его заказать. Есть несколько сценариев того, как это можно сделать.
Есть несколько сценариев того, как это можно сделать.
- Перейти в карточку товара и нажать «Заказать». После нажатия нужно заполнить форму с контактными данными и отправить заявку. С вами свяжется менеджер для дальнейшего обсуждения.
- Вы так-же можете просто отправить запрос на адрес электронной почты: [email protected]
Мы работаем с физическими и юридическими лицами по безналичному расчету.
Можем доставить ваш заказ собственными силами либо через операторов перевозок.
Токарно-карусельный одностоечный станок модели 1512.
Станок токарно-карусельный одностоечный модели 1512 предназначен для обработки разнообразных изделий из черных и цветных металлов в условиях мелкосерийного и серийного производства.
На станках можно производить следующие операции:
- обтачивание цилиндрических и конических поверхностей;
- растачивание цилиндрических и конических поверхностей;
- обтачивание плоских торцовых поверхностей, обработку фасонных поверхностей по копиру.

|
Наименование параметра |
Значение |
|
Класс точности по ГОСТ 18098 |
Н |
|
Наибольший диаметр устанавливаемого изделия, мм |
1250 |
|
Наибольшая высота устанавливаемого изделия, мм |
1000 |
|
Наибольшая масса устанавливаемого изделия в зависимости от частоты вращения планшайбы, кг:
|
4000 2800 |
|
Габаритные размеры станка, мм:
|
2875 2660 4100 |
|
Масса станка, кг |
16500 |
|
Характеристики электрооборудования:
|
3 PEN ~380В, 50Гц 30 41,4 |
|
Диаметр планшайбы, мм |
1120 |
|
Количество суппортов:
|
1 1 |
|
Наибольшие размеры сечения державки резца,
|
25×40 |
|
Суппорт верхний | |
|
Наибольшее перемещение, мм:
|
775 700 |
|
Наибольший угол поворота ползуна суппорта, град |
45 |
|
Количество позиций револьверной головки |
5 |
|
Суппорт горизонтальный (боковой) | |
|
Наибольшее перемещение, мм:
|
630 1000 |
|
Скорость установочных перемещений, мм \мин
|
5-1800 5-1800 |
|
Количество резцов, одновременно устанавливаемых в резцедержателе бокового суппорта |
4 |
|
Поперечина | |
|
– наибольшее перемещение, мм |
660 |
|
– скорость перемещения, мм/мин |
400 |
Семенной бункер TF 1512 | КУН
- Преимущества
- Оборудование
- Технические характеристики
- Медиа
Загрузите литературу
Бункер TF 1512 можно прицеплять к механическим посевным машинам и сеялкам точного высева. Это универсальное решение для посева: один уникальный бункер для разных функций! Он прост в использовании и обладает впечатляющими техническими характеристиками.
Ваши льготы
- Точное распределение
- Универсальность
- Простые настройки и простота в использовании
Преимущества высокоточного дозирования
Система дозирования VENTA, точная и надежная, с дозаторами для семян VENTA
1 900 и покровных культур без необходимости в дополнительном оборудовании. Все центральные компоненты выполнены из нержавеющей стали. Для обслуживания не требуются инструменты или разборка.
Оснащен системой электропривода, норму внесения можно регулировать во время работы либо вручную, либо с помощью карты внесения переменной нормы.
Мощная воздуходувка обеспечивает равномерный поток и высокое качество работы.
Передний бункер TF 1512 оснащен мощной воздуходувкой и боковым воздуховыпускным отверстием. Любой риск засорения крупными семенами или быстрым посевом исключен. Трубок под трактором и в поле зрения нет.
Трубок под трактором и в поле зрения нет.
Побалуйте себя универсальностью
Универсальный бункер
Бункер TF 1512 может быть сцеплен с механическими сеялками, сеялками точного высева и почвообрабатывающими орудиями. Это универсальное решение для посева: один уникальный бункер для посева, внесения удобрений и посева промежуточных культур! Технические характеристики и совместимость с ISOBUS делают бункер TF 1512 очень простым в использовании.
Широкие возможности применения
Бункер TF 1512 можно прицеплять к механическим сеялкам, сеялкам точного высева и почвообрабатывающим орудиям, чтобы вы могли сеять, укрывать и вносить удобрения.
Также доступен передний каток с 4 колесами для выравнивания почвы между колесами трактора или несущая рама для предотвращения уплотнения. В обоих случаях можно добавить дополнительные балансировочные грузы для большей устойчивости.
Простой в использовании, легко регулируемый бункер
Еще проще в использовании!
Кнопка калибровки находится рядом с дозатором, чтобы запустить функцию проверки расхода без необходимости заходить в кабину трактора.
Бункер TF 1512 доступен как машина ISOBUS: управляйте машиной с помощью терминала ISOBUS CCI или терминала ISOBUS трактора. В качестве альтернативы им можно управлять с помощью терминала QUANTRON S-2 для полного и точного управления посевом.
Улучшенный баланс облегчает маневрирование.
Передний бункер TF 1512 обеспечивает превосходный баланс между трактором и машиной. Управлять автомобилем стало легче благодаря улучшенному балансу, а меньшая нагрузка на заднюю ось облегчает маневрирование и движение по дорогам. Уплотнение почвы также снижается благодаря лучшему балансу нагрузки.
Простота заполнения
Легко заполняйте бункер TF 1512 из прицепа или биг-бэга и фронтального погрузчика. Вы также можете безопасно заполнять бункер из небольших мешков благодаря платформе доступа. К дозатору легко получить доступ для проверки расхода.
Заинтересованы в этих преимуществах Найдите ближайшего дилера
Оборудование
Бункер TF 1512 выпускается в версиях ISOBUS и не-ISOBUS. Им можно управлять с помощью терминала QUANTRON S-2, который обеспечивает электронное дозирование и регулировку технологической колеи, или с помощью терминала CCI или терминала ISOBUS трактора.
Им можно управлять с помощью терминала QUANTRON S-2, который обеспечивает электронное дозирование и регулировку технологической колеи, или с помощью терминала CCI или терминала ISOBUS трактора.
Get more info about CCI 1200 terminal
Get more info about CCI 800 terminal
Specifications
Technical characteristics
| Transport width (m) | |
|---|---|
| Weight with carrying frame / рама переднего катка (кг) | |
| Требуемые гидравлические соединения трактора | |
| Требуемые электрические соединения трактора | |
| Объем бункера (с удлинителем) (л) | |
| Максимальная общая полезная нагрузка (кг), ок. | |
| Высота загрузки бункера (CM) | |
| Размер отверстия бункера (CM) | |
| Roll Up Hopper Copp привод | |
| Отсоединяемая мешалка | |
| Люк, отделяющий бункер от дозатора | |
| Fast Delliging Hatch | |
| Контроль | |
| Трюмновые управления | |
| Полевые счетчики | |
| Электронная корректировка | . |
| Ассистент регулировки нормы внесения | |
| Старт/стоп дозатора | |
| Передние и боковые фонари | |
| 2 LED work lights | |
| Folding step | |
| Parking stand |
| VENTA TF 1512 ISOBUS LS | VENTA TF 1512 ISOBUS VARIO | VENTA TF 1512 QUANTRON LS | VENTA TF 1512 QUANTRON VARIO | ||||
|---|---|---|---|---|---|---|---|
| 2.50 | 2.50 | 2.50 | 2.50 | ||||
| 745 (carrying frame) 785 (front packer frame) | 745 (несущая рама) 785 (передняя рама почвоуплотнителя) | 745 (несущая рама) 785 (передняя рама почвоуплотнителя) | 745 (несущая рама) 785 (передняя рама почвоуплотнителя) | 0 свободная возврат для привода воздуходувки LS 1 SA для автоматического запуска и остановки дозатора | 1 SA для автоматического запуска и остановки дозатора | 1 SA со свободным возвратом для привода воздуходувки LS 1 SA для автоматического запуска и остановки дозатора | 1 SA для автоматического запуска и остановки дозатора |
| Гнездо ISOBUS в передней части трактора | Гнездо ISOBUS в передней части трактора | 3-контактное гнездо | 3-контактное гнездо | 1,500 (2,000) | 1,500 (2,000) | 1,500 (2,000) | |
| 1,800 | 1,800 | 1,800 | 1,800 | ||||
| 135 (carrying frame) 165 (передняя рама почвоуплотнителя) | 135 (несущая рама) 165 (передняя рама почвоуплотнителя) | 135 (несущая рама) 165 (передняя рама почвоуплотнителя) | 135 (несущая рама) 165 (0 передняя рама почвоуплотнителя) | ||||
| 210 x 124 | 210 x 124 | 210 x 124 | 210 x 124 | ||||
| As standard | As standard | As standard | As standard | ||||
| As standard | Стандарт | Стандарт | Стандарт | ||||
| Централизованный объемный дозатор – от 1 до 430 кг/га | Централизованный объемный дозатор – от 1 до 430 кг/га | Централизованный объемный дозатор от 1 до 4 кг – 0 | Централизованный объемный дозатор от 1 до 430 кг/га | ||||
| Электропривод | Электропривод | Электропривод | Электропривод | ||||
| As standard | As standard | As standard | As standard | ||||
| As standard | As standard | As standard | As standard | ||||
| As standard | As standard | As standard | Серийно | ||||
| Низкий уровень семян – скорость вентилятора – вращение дозатора | Низкий уровень семян – скорость вентилятора – вращение дозатора | Низкий уровень семян – скорость вентилятора – вращение дозатора | Low seed level – blower speed – metering unit rotation | ||||
| Automatic management | Automatic management | Automatic management | Automatic management | ||||
| Daily – Total | Daily – Total | Daily – Total | Daily – Всего | ||||
| Стандартно | Стандартно | Стандартно | Стандартно | ||||
| Стандартно | как стандарт | как стандарт | как стандарт | ||||
| как стандартный | в качестве стандарта | в качестве стандартного | AS Standard | . передний подъемник (входит в комплект поставки) передний подъемник (входит в комплект поставки) – Автоматический: гидравлический с помощью цилиндра, контролируемого последовательностью поворота на разворотной полосе трактора (входит в комплект) – Автоматический: путем установки датчика на передний подъемник трактора (входит в комплект) – Ручной: электронный, нажатием клавиши на терминале | Несколько вариантов: – Автоматический: гидравлический с помощью цилиндра, подключенного параллельно к переднему подъемнику трактора (поставляется) – Автоматический: гидравлический с помощью цилиндра, контролируемого последовательностью поворота на разворотной полосе трактора ( прилагается) – Автоматический: путем установки датчика на передний подъемник трактора (входит в комплект) – Ручной: электронный, нажатием клавиши на терминале | Несколько вариантов: – Автоматический: гидравлический цилиндр, подключенный параллельно переднему подъемнику трактора (прилагается) – Автоматический: гидравлический с помощью цилиндра, контролируемого последовательностью поворота трактора на разворотной полосе (входит в комплект) – Автоматический: путем установки датчика на передний подъемник трактора (входит в комплект) – Ручной: электронный, нажатием клавиши на терминале | Несколько возможностей: – Автоматический: гидравлический от цилиндра, подключенного параллельно к переднему подъемнику трактора (поставляется) – Автоматический: гидравлический от цилиндра, контролируемого последовательностью поворота на разворотной полосе трактора (поставляется) – Автоматический: путем установки датчика на передний подъемник трактора (поставляется) ) – Manual: electronic by pressing a key on the terminal |
| As standard | As standard | As standard | As standard | ||||
| As standard | As standard | As standard | As standard | ||||
| Стандарт | Стандарт | Стандарт | Стандарт | ||||
| Стандарт | Стандарт | Стандарт | В стандартной комплектации |
Некоторые модели доступны не во всех странах.
Всегда обращайтесь к местному дистрибьютору.
Download the Literature
Media
TF 1512 in action
- Watch our YouTube Channel
- View the gallery in full screen
More
Video 4x4fJePLmkc Video n8qNsxQ8zAw
Admin 2 – Page 1512 – The Диллон Геральд
от Admin 2 •
Рецепт этой недели — любимый рецепт моей невестки Ионы. Наслаждаться.
Подробнее →
от Admin 2 •
Отис Шаклет Дин, 91 год, из Харрисонбурга, отправился домой к своему Небесному Отцу утром 5 июля 2010 года.
Подробнее →
от Admin 2 •
55-летняя миссис Бесси Мэй Чавис скончалась в воскресенье, 27 июня 2010 г.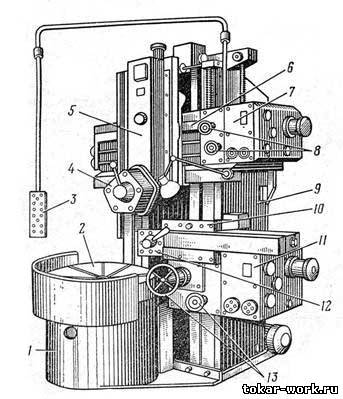 , в своем доме после болезни.
, в своем доме после болезни.
Подробнее →
от Admin 2 •
Службадля Джека Мью состоялась в среду в 16:00. в Хамерской церкви Бога с захоронением на кладбище Риверсайд. Посещение было 7-9 вторников в похоронном бюро Купера.
Подробнее →
от администратора 2 •
13 июня в Пиреанской баптистской церкви Диллона, Южная Каролина, отмечали День Аманды Хардвик. Миссис Хардвик — вдова бывшего пастора доктора Ламара Хардвика, который служил с 1961 по 1994 год.
Подробнее →
от Admin 2 •
Зрелище было шоком. Насколько мы можем быть близорукими? Мне пришлось написать письмо в знак протеста против нанесения увечий двум редким и бесценным живым дубам на Джексон-стрит рядом с больницей в Диллоне.
Подробнее →
от Admin 2 •
Сборник сводок новостей со всего округа
Подробнее →
от Admin 2 •
Медицинский центр Маклеод Диллон был отмечен профессиональными консультантами по исследованиям (PRC) за получение «Отличной» оценки в опросе восприятия сотрудников за выдающиеся достижения в области высшего руководства на церемонии награждения, состоявшейся на 11-й ежегодной конференции PRC Excellence in Healthcare. 8 июня, 2010 г., Сан-Диего, Калифорния.
Подробнее →
от Admin 2 •
Отделение Пи-Ди Американского Красного Креста заканчивает еще один напряженный год.
Подробнее →
от Admin 2 •
В четверг, 27 мая 2010 г., офицер Чарльз Купер был номинирован лейтенантом Памелой Джонсон на звание «Офицер года» на банкете администрации тюрьмы Южной Каролины, состоявшемся в Техническом колледже Самтера, Самтер, Южная Каролина 9. 0013
0013
Подробнее →
Ищи:Опрос
Идет загрузка…
Предстоящие события
- Встреча Dillon Rotary Club 21 сентября 2022 г., 12:00
- Пожилые граждане Латты, 22 сентября 2022 г., 9:00
- Встреча клуба Диллона Киваниса 22 сентября 2022 г., 18:30,
- Встреча Dillon Lions Club 22 сентября 2022 г., 19:30,
- Миссионерская баптистская церковь Св. Иоанна Возвращение домой 25 сентября 2022 г., 11:00
- Начальная проповедь дьякона Джошуа Э. Бордена, IV, 25 сентября 2022 г., 11:45, .
- Пожилые граждане Латты, 27 сентября 2022 г., 9:00
- Latta Rotary Club, 27 сентября 2022 г., 12:00
- Кофе и разговор 28 сентября 2022 г., 7:30
- Заседание Совета графства Диллон 28 сентября 2022 г., 17:00
- Семинар по сохранению исторических кладбищ 29 сентября 2022 г.
- Пожилые граждане Латты, 29 сентября 2022 г., 9:00
CALENDAR
| S | M | T | W | T | F | S |
|---|---|---|---|---|---|---|
| 1 | 2 | 3 | ||||
| 4 | 5 | 6 | 7 | 8 | 9 | 10 |
| 11 | 12 | 13 | 14 | 15 | 16 | 17 |
| 18 | 19 | 20 | 21 | 22 | 23 | 24 |
| 25 | 26 | 27 | 28 | 29 | 30 | |
| « Авг | окт » | |||||
Most Liked Posts
H: +92°
L: +70°
| Sun | Mon | Tue | Wed | Thu | Fri |
| +84° | +89° | +92° | +101° | +99° | +96° |
| +62° | +61° | +69° | +67° | +71° | +73 ° |
Игольчатый роликовый подшипник — вкладыш | НТН
- МИСУМИ Главная>
- Компоненты автоматизации>
- Вращательное движение>
- Шариковые и роликовые подшипники>
- Роликовые подшипники>
- Игольчатый роликоподшипник – корпус типа
 org/BreadcrumbList”>
org/BreadcrumbList”>- Доступна оптовая скидка
• Спецификация: Стандарт
• Наружное кольцо: С наружным кольцом
• Форма кольца дорожки качения: Игольчатый ролик
• Материал внутреннего/наружного кольца: Сталь
• Материал тел качения: Сталь
| Номер детали | 7E-HMK1525 |
|---|---|
| 7E-HMK2616 | |
| 7E-HMK2620CT | |
| 7E-HMK3220 | |
| 7E-HMK3230 | |
| 7E-HMK4020 | |
| 7E-HMK4025 | |
| 7E-HMK5012 | |
| 7E-HMK5015 | |
| 7E-HMK5025 | |
| BK0408T2 | |
| BK0509 | |
| BK0609T2 | |
| BK0709 | |
| BK1010 | |
| BK1012 | |
| BK1210 | |
| BK1516 | |
| BK1522ZWD | |
| BK1816 | |
| BK2016 | |
| BK2820 | |
| DCL44T2 | |
| DCL47T2 | |
| DCL65 | |
| ДКЛ88 | |
| ДКЛ108 | |
| ДКЛ1612 | |
| ДКЛ3216 | |
| HK0408T2 | |
| HK0709 | |
| HK0810 | |
| HK0810C | |
| HK0910 | |
| HK0912 | |
| HK1010 | |
| HK1012 | |
| HK1015 | |
| HK1015F | |
| НК1210 | |
| НК1212FM | |
| НК1312 | |
| НК1412 | 9080 |
| HK1416 | |
| HK1416LL | |
| HK1416LL/3AS | |
| HK1512 | |
| HK1516 | |
| HK1516LL/3AS | |
| HK1522ZWD | |
| HK1612 | |
| HK1616 | |
| HK1616F | |
| HK1616LL | |
| HK1622ZWD | |
| HK1812 | |
| HK1816 | |
| HK1816LL/3AS |
| ЧАСТЬ НОМЕР | Объем скидки | Дни до суда | ROHS | DARIED | ROHS | DARIED | ROHS | . d d (Ø) | Н.Д. D (Ø) | Ширина B (мм) | Количество рядов кольцевых дорожек качения | Стандартный размер | Тип фиксатора | Номинальная грузоподъемность, динамическая нагрузка (Н) | Уплотнительная конструкция | Смазка | Символ формата | Символ держателя | Спецификация Частота революции (оборотная) | Серия | Корпус Завершение (только наружное кольцо) | Отверстие Внешнего кольца | Премиум. | 9Days | – | Radial | 15 | 22 | 25 | Single Row | Metric System | – | 18500 | No | No | HMK | – | Open End | 11000 | Тяжелая нагрузка | Цементация | № | № | № | |||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
6 дней | 10 | Radial | 26 | 34 | 16 | Single Row | Metric System | – | 17100 | No | No | HMK | – | Open End | 6000 | Тяжелая нагрузка | Цементация | № | № | № | |||||||||||||||||||||||||||
4 дня | 10 | Radial / Thrust | 26 | 34 | 20 | Single Row | Metric System | Weld Shape | 21100 | No | No | HMK | C (Weld Holder) | Открытый конец | 6000 | Тяжелая нагрузка | Цементация | № | № | № | |||||||||||||||||||||||||||
| – | Radial | 32 | 42 | 20 | Single Row | Metric System | – | 27500 | No | No | HMK | – | Open End | 5000 | Тяжелая нагрузка | Цементация | № | № | № | ||||||||||||||||||||||||||||
12 дней | 10 | Radial | 32 | 42 | 30 | Single Row | Metric System | – | 41500 | No | No | HMK | – | Open End | 5000 | Тяжелая нагрузка | Цементация | № | № | № | |||||||||||||||||||||||||||
12 дней | – | Radial | 40 | 50 | 20 | Single Row | Metric System | – | 32500 | No | No | HMK | – | Open End | 4000 | Тяжелая нагрузка | Цементация | № | № | № | |||||||||||||||||||||||||||
4 дня | – | Radial | 40 | 50 | 25 | Single Row | Metric System | – | 41000 | No | No | HMK | – | Open End | 4000 | Тяжелая нагрузка | Цементация | № | № | № | |||||||||||||||||||||||||||
92 Days | 10 | Radial | 50 | 62 | 12 | Single Row | Metric System | – | 18200 | No | No | HMK | – | Open End | 3200 | Тяжелая нагрузка | Цементация | № | № | № | |||||||||||||||||||||||||||
9Days | – | Radial | 50 | 62 | 15 | Single Row | Metric System | – | 25900 | No | No | HMK | – | Open End | 3200 | Тяжелая нагрузка | Цементация | № | № | № | |||||||||||||||||||||||||||
6 дней | 10 | Radial | 50 | 62 | 25 | Single Row | Metric System | – | 48000 | No | No | HMK | – | Open End | 3200 | Тяжелая нагрузка | Цементация | № | № | № | |||||||||||||||||||||||||||
6 дней | 10 | Radial | 4 | 8 | 8 | Single Row | Metric System | Resin Forming | 1770 | No | No | BK | T2 (Polyamide Resin Forming Holder) | Закрытый конец | 30000 | Стандартный | № | № | № | № | |||||||||||||||||||||||||||
| 10 | Radial | 5 | 9 | 9 | Single Row | Metric System | – | 2640 | No | No | BK | – | Closed End | 27000 | Стандарт | № | № | № | № | ||||||||||||||||||||||||||||
6 дней | 10 | Radial | 6 | 10 | 9 | Single Row | Metric System | Resin Forming | 2660 | No | No | BK | T2 (Polyamide Resin Forming Holder) | Закрытый конец | 25000 | Стандартный | № | № | № | № | |||||||||||||||||||||||||||
| 4 6 дней | – | Radial | 7 | 11 | 9 | Single Row | Metric System | – | 3400 | No | No | BK | – | Closed End | 23000 | Стандарт | № | № | № | № | |||||||||||||||||||||||||||
12 дней | 10 | Radial | 10 | 14 | 10 | Single Row | Metric System | – | 4500 | No | No | BK | – | Closed End | 16000 | Стандарт | № | № | № | № | |||||||||||||||||||||||||||
4 дня | 10 | Radial | 10 | 14 | 12 | Single Row | Metric System | – | 5900 | No | No | BK | – | Closed End | 16000 | Стандарт | № | № | № | № | |||||||||||||||||||||||||||
6 дней | – | Radial | 12 | 16 | 10 | Single Row | Metric System | – | 5050 | No | No | BK | – | Closed End | 13000 | Стандарт | № | № | № | № | |||||||||||||||||||||||||||
4 дня | 10 | Radial | 15 | 21 | 16 | Single Row | Metric System | – | 10700 | No | No | BK | – | Closed End | 11000 | Стандарт | № | № | № | № | |||||||||||||||||||||||||||
12 дней | 10 | Radial | 15 | 21 | 22 | Double Row | Metric System | – | 12900 | No | No | BK | – | Closed End Multiple-Row Type | 11000 | Стандарт | № | Наличие | № | № | |||||||||||||||||||||||||||
| 10 | Radial | 18 | 24 | 16 | Single Row | Metric System | – | 11800 | No | No | BK | – | Closed End | 8500 | Стандарт | № | № | № | № | ||||||||||||||||||||||||||||
6 дней | 10 | Radial | 20 | 26 | 16 | Single Row | Metric System | – | 13000 | No | No | BK | – | Closed End | 8000 | Стандарт | № | № | № | № | |||||||||||||||||||||||||||
6 дней | 10 | Radial | 28 | 35 | 20 | Single Row | Metric System | – | 21300 | No | No | BK | – | Closed End | 5500 | Стандарт | № | № | № | № | |||||||||||||||||||||||||||
12 дней | 10 | Radial | 6. 350(1/4) 350(1/4) | 11.112(7/16) | 6.350(1/4) | Single Row | Inch Base | Resin Forming | 1580 | No | No | DCL | T2 (Polyamide Resin Forming Holder) | Open End | 25000 | Inch | No | No | No | No | |||||||||||||||||||||||||||
6 дней | 10 | Radial | 6.350(1/4) | 11.112(7/16) | 11.112(7/16) | Single Row | Inch Base | Resin Forming | 3550 | No | No | DCL | T2 (Polyamide Resin Forming Holder) | Open End | 25000 | Inch | No | No | No | No | |||||||||||||||||||||||||||
12 дней | 10 | Radial | 9. 525(3/8) 525(3/8) | 14.288(9/16) | 7.938(5/16) | Single Row | Inch Base | – | 3100 | No | No | DCL | – | Open End | 17000 | Inch | No | No | No | No | |||||||||||||||||||||||||||
12 дней | 10 | Radial | 12.700(1/2) | 17.462(11/16) | 12.700(1/2) | Single Row | Inch Base | – | 6700 | No | No | DCL | – | Open End | 13000 | Inch | No | No | No | No | |||||||||||||||||||||||||||
12 дней | 10 | Radial | 15. 875(5/8) 875(5/8) | 20.638(13/16) | 12.700(1/2) | Single Row | Inch Base | – | 7700 | No | No | DCL | – | Open End | 10000 | Inch | No | No | No | No | |||||||||||||||||||||||||||
4 дня | 10 | Radial | 25.400(1) | 31.750(1 1/4) | 19.050(3/4) | Single Row | Inch Base | – | 18600 | No | No | DCL | – | Open End | 6500 | Inch | No | No | No | No | |||||||||||||||||||||||||||
12 дней | 10 | Radial | 50. 800(2) 800(2) | 60.325(2 3/8) | 25.400(1) | Single Row | Inch Base | – | 44000 | No | No | DCL | – | Open End | 3100 | Inch | No | No | No | No | |||||||||||||||||||||||||||
4 дня | 10 | Radial | 3 | 6.5 | 6 | Single Row | Metric System | Resin Forming | 925 | No | No | HK | T2 (Polyamide Resin Forming Holder) | Открытый конец | 33000 | Стандартный | № | № | № | № | |||||||||||||||||||||||||||
| 4 дня | – | Radial | 4 | 8 | 8 | Single Row | Metric System | Resin Forming | 1770 | No | No | HK | T2 (Polyamide Resin Forming Holder) | Открытый конец | 30000 | Стандартный | № | № | № | № | |||||||||||||||||||||||||||
| 4 дня | – | Radial | 7 | 11 | 9 | Single Row | Metric System | – | 3400 | No | No | HK | – | Open End | 23000 | Стандарт | № | № | № | № | |||||||||||||||||||||||||||
4 дня | 10 | Radial | 8 | 12 | 10 | Single Row | Metric System | – | 3850 | No | No | HK | – | Open End | 30000 | Стандарт | № | № | № | № | |||||||||||||||||||||||||||
4 дня | 10 | Radial | 8 | 12 | 10 | Single Row | Metric System | Weld Shape | 3850 | No | No | HK | C (Weld Holder) | Open Конец | 20000 | Стандартный | № | № | № | № | |||||||||||||||||||||||||||
| 5 6 дней | 10 | Radial | 9 | 13 | 10 | Single Row | Metric System | – | 4300 | No | No | HK | – | Open End | 27000 | Стандарт | № | № | № | № | |||||||||||||||||||||||||||
4 дня | – | Radial | 9 | 13 | 12 | Single Row | Metric System | – | 5650 | No | No | HK | – | Open End | 18000 | Стандарт | № | № | № | № | |||||||||||||||||||||||||||
4 дня | – | Radial | 10 | 14 | 10 | Single Row | Metric System | – | 4500 | No | No | HK | – | Open End | 16000 | Стандарт | № | № | № | № | |||||||||||||||||||||||||||
4 дня | – | Radial | 10 | 14 | 12 | Single Row | Metric System | – | 5900 | No | No | HK | – | Open End | 16000 | Стандарт | № | № | № | № | |||||||||||||||||||||||||||
4 дня | – | Radial | 10 | 14 | 15 | Single Row | Metric System | – | 7100 | No | No | HK | – | Open End | 16000 | Стандарт | № | № | № | № | |||||||||||||||||||||||||||
9 дней | – | Radial | 10 | 14 | 15 | Single Row | Metric System | – | 7100 | No | No | HK | – | Open End | 16000 | Стандарт | № | № | № | № | |||||||||||||||||||||||||||
4 дня | – | Radial | 12 | 16 | 10 | Single Row | Metric System | – | 5050 | No | No | HK | – | Open End | 13000 | Стандарт | № | № | № | № | |||||||||||||||||||||||||||
12 дней | 10 | Radial | 12 | 18 | 12 | Single Row | Metric System | – | 6600 | No | No | HK | – | Open End | 20000 | Стандарт | Нет | Нет | Наличие | Наличие | |||||||||||||||||||||||||||
4 дня | – | Radial | 13 | 19 | 12 | Single Row | Metric System | – | 6950 | No | No | HK | – | Open End | 12000 | Стандартный | № | № | № | № | |||||||||||||||||||||||||||
| В наличии | 4 дня | 10 | Radial | 14 | 20 | 12 | Single Row | Metric System | – | 7200 | No | No | HK | – | Open End | 11000 | Стандарт | № | № | № | № | ||||||||||||||||||||||||||
12 дней | – | Radial | 14 | 20 | 12 | Single Row | Metric System | – | 7200 | No | No | HK | – | Open End | 11000 | Стандарт | Нет | Нет | Наличие | Наличие | |||||||||||||||||||||||||||
4 дня | – | Radial | 14 | 20 | 16 | Single Row | Metric System | – | 10700 | No | No | HK | – | Open End | 11000 | Стандарт | № | № | № | № | |||||||||||||||||||||||||||
4 дня | – | Radial | 14 | 20 | – | Single Row | Metric System | – | 10300 | Double-sided seal type | Available | HK | – | Open End Двусторонняя уплотнение | 11000 | Стандарт | N/A | N/A | N/A | N/A | |||||||||||||||||||||||||||
| 15151515151515151515151515151515151515151515151515151511511511511511511511515151515151151515151515115151515151151515151519н
Тот же день Stock | – | Radial | 14 | 20 | 16 | Single Row | Metric System | – | 10300 | Double-sided Seal Type | Presence | HK | – | Open End Double-sided Seal | 17000 | Standard | No | No | No | No | |||||||||||||||||||||||||||
4 дня | – | Radial | 15 | 21 | 12 | Single Row | Metric System | – | 7500 | No | No | HK | – | Open End | 11000 | Стандарт | № | № | № | № | |||||||||||||||||||||||||||
4 дня Stock | 10 | Radial | 15 | 21 | 16 | Single Row | Metric System | – | 10700 | No | No | HK | – | Open End | 11000 | Стандартный | № | № | № | № | |||||||||||||||||||||||||||
| 12 дней | – | Radial | 15 | 21 | 16 | Single Row | Metric System | – | 10700 | Double-sided Seal Type | Presence | HK | – | Open End Двустороннее уплотнение | 16000 | Стандарт | № | № | № | № | |||||||||||||||||||||||||||
| 6 дней | – | Radial | 15 | 21 | 22 | Double Row | Metric System | – | 12900 | No | No | HK | – | Open End Multiple-Row Type | 11000 | Стандарт | № | Наличие | № | № | |||||||||||||||||||||||||||
| – | Radial | 16 | 22 | 12 | Single Row | Metric System | – | 7750 | No | No | HK | – | Open End | 10000 | Стандарт | № | № | № | № | ||||||||||||||||||||||||||||
4 дня | – | Radial | 16 | 22 | 16 | Single Row | Metric System | – | 11100 | No | No | HK | – | Open End | 10000 | Стандарт | № | № | № | № | |||||||||||||||||||||||||||
12 дней | 10 | Radial | 16 | 22 | 16 | Single Row | Metric System | – | 11100 | No | No | HK | – | Open End | 15000 | Стандарт | № | № | Наличие | № | |||||||||||||||||||||||||||
4 дня | 10 | Radial | 16 | 22 | 16 | Single Row | Metric System | – | 7750 | Double-sided Seal Type | No | HK | – | Open End Двустороннее уплотнение | 10000 | Стандарт | № | № | № | № | |||||||||||||||||||||||||||
| 14 | 4 дня | – | Radial | 16 | 22 | 22 | Double Row | Metric System | – | 13300 | No | No | HK | – | Open End Multiple-Row Type | 10000 | Стандарт | № | Наличие | № | № | ||||||||||||||||||||||||||
| – | Radial | 18 | 24 | 12 | Single Row | Metric System | – | 8300 | No | No | HK | – | Open End | 8500 | Стандарт | № | № | № | № | ||||||||||||||||||||||||||||
4 дня Stock | – | Radial | 18 | 24 | 16 | Single Row | Metric System | – | 11800 | No | No | HK | – | Open End | 8500 | Стандарт | № | № | № | № | |||||||||||||||||||||||||||
| 12 дней | – | Radial | 18 | 24 | 16 | Single Row | Metric System | – | 11800 | Double-sided Seal Type | Presence | HK | – | Open End Двусторонняя уплотнение | 13000 | Стандарт | NO | NO | NO | NO |
Загрузка . ..
..
777795
.4163
Настроить здесь
Дополнительные продукты в этой категории
Клиенты, которые просматривали этот товар, также просматривали
MISUMI использует файлы cookie для предоставления вам услуг и улучшения этого веб-сайта. Для получения дополнительной информации ознакомьтесь с нашей Политикой конфиденциальности. Продолжая использовать этот веб-сайт или нажимая «Я принимаю», вы соглашаетесь на использование нами файлов cookie. Настройки файлов cookie можно обновить через ваш браузер.
Продолжая использовать этот веб-сайт или нажимая «Я принимаю», вы соглашаетесь на использование нами файлов cookie. Настройки файлов cookie можно обновить через ваш браузер.
- Принимаю
Эта регулировка усиления 1512 сводит меня с ума!
Эльскардио
Известный член
- #1
Привет, ребята,
Я собираю небольшой микрофонный предусилитель для местной студии. Это простая схема That 1512 (в приложении), и регулировка усиления начинает сводить меня с ума!
Я много тестировал с разными значениями, и большая часть регулировки усиления происходит между 200R и минимум 3R. Использование потенциометра C5K приводит к тому, что почти 75% вращения потенциометра ничего не делают.
Использование потенциометра C5K приводит к тому, что почти 75% вращения потенциометра ничего не делают.
Глядя на таблицу выигрышей (см. в приложении), я должен получить другие результаты…
Любая подсказка или подсказка?
Спасибо
Бо Смертоносный
Известный член
- #2
Похоже, ваша кастрюля разбита. Может быть, это не совсем обратный журнал? Я просто поместил дешевый C5K в аналогичную схему (стандартная схема в стиле API 312, но с тем же уравнением усиления), и она заработала, как и ожидалось. Да, последние 1/4 оборота более драматичны, чем первые 3/4, но другие положения действительно контролируют усиление. Если буквально понимать фразу «75% вращения банка [без] ничего не делает», то это звучит так, будто ваш банк плохой. Дважды проверьте, посмотрев уровень выходного сигнала в осциллографе или прислушавшись к тону.
Если буквально понимать фразу «75% вращения банка [без] ничего не делает», то это звучит так, будто ваш банк плохой. Дважды проверьте, посмотрев уровень выходного сигнала в осциллографе или прислушавшись к тону.
Обратите внимание, что обратная конусность бревна далека от совершенства. Наклон конуса изменяется около среднего положения. Таким образом, получение контроля над переходом конусности может быть немного неудобным в этой конкретной схеме. Если вы хотите совершенства, приобретите ступенчатый переключатель и вычислите резисторы самостоятельно (но, по моему мнению, это излишество, и для этой схемы подойдет приличный C5K).
Другим вариантом может быть использование C1K, а затем добавление к входу пэда -20 дБ.
Майкл Тайбес
Известный член
- #3
Или, может быть, использовать простой поворотный переключатель для настройки усиления, хотя бы для оценки?
Майкл
Двойной флип
Электронный монах
- #4
Я видел горшки, которые утверждают, что имеют логарифмический закон, но на самом деле не являются логарифмическими! Вам следует попробовать измерить сопротивление вашего горшка в разных положениях и построить в электронной таблице, чтобы увидеть реальный закон горшка. Вы также можете попробовать настроить потенциометр, добавив фиксированный резистор между стеклоочистителем и одной из других клемм.
Я построил график зависимости сопротивления потенциометра от коэффициента усиления 1512 в линейной шкале, имитируя потенциометр 5 кОм, включенный последовательно с постоянным резистором 5 Ом, как вы можете видеть, почти все действие находится в очень узкой части вблизи самого низкого сопротивления. .
Если вместо этого я рисую с логарифмической шкалой по оси X, имитируя логарифмический горшок, все выглядит лучше, но все еще далеко от совершенства. Может быть, это то, что вы испытываете, все, что выше 200 Ом, кажется, не имеет большого значения, вы не получите полностью линейную настройку даже с обратным логарифмом. Использование меньшего потенциометра и добавление пэда, как упоминалось в прямоугольной волне, может быть хорошим решением, в конечном итоге лучше всего использовать поворотный переключатель с фиксированными резисторами.
Потенциометр на 500 Ом плюс аттенюатор на 20 дБ кажется лучшим компромиссом, хотя найти потенциометр на 500 Ом с обратным логарифмом не так просто.
Эльскардио
Известный член
- #5
Итак, я наконец нашел конфигурацию, в которой меня устраивает общая регулировка усиления.
Сначала я заменил 1512 на 1510. Используя тот же потенциометр C5K, уже есть больше контроля над усилением при более низком вращении.
Затем, прочитав заметку по дизайну 138, я добавил резистор 5 кОм между выводами RG1 и RG2 1510. Это подняло кривую Gain/Rotation на несколько дБ выше.
После долгих испытаний я пришел к выводу, что 1510 — лучший выбор, если вы планируете использовать потенциометр для управления усилением. Модель 1512 лучше подходит для поворотного переключателя с постоянными резисторами.
Двойной флип
Электронный монах
- #6
эльскардио сказал:
Итак, я наконец нашел конфигурацию, в которой меня устраивает общая регулировка усиления.
Сначала я заменил 1512 на 1510. Используя тот же потенциометр C5K, уже есть больше контроля над усилением при более низком вращении.
Затем, прочитав заметку 138 по дизайну, я добавил резистор 5 кОм между выводами RG1 и RG2 1510. Это подняло кривую Gain/Rotation на несколько дБ выше.После долгих испытаний я пришел к выводу, что 1510 — лучший выбор, если вы планируете использовать потенциометр для управления усилением.
Модель 1512 лучше подходит для поворотного переключателя с постоянными резисторами.
Нажмите, чтобы развернуть…
1510 также имеет более низкий THD
.
Бо Смертоносный
Известный член
- #7
Двойной флип сказал:
Вы также можете попробовать изменить закон потенциометра, добавив постоянный резистор между очистителем и одной из других клемм.
Нажмите, чтобы развернуть…
Этот прием не работает с обратным логарифмом.
Двойной флип
Электронный монах
- #8
Squarewave сказал:
Этот трюк не работает с обратным журналом.
Нажмите, чтобы развернуть…
Я не предлагал, чтобы он использовал реверсивный бревно, подойдет и линейный.
Бо Смертоносный
Известный член
- #9
Двойной флип сказал:
Я не предлагал ему использовать реверсивное бревно, подойдет и линейное.
Нажмите, чтобы развернуть…
Вы можете связать / связать линейный горшок, чтобы сделать бревно, но этот метод нельзя использовать, чтобы сделать обратное бревно из линейного горшка.
Эбби Роуд Денфер
Известный участник
- #10
Squarewave сказал:
Вы можете связать / закрепить линейный горшок, чтобы сделать бревно, но эту технику нельзя использовать, чтобы сделать обратное бревно из линейного горшка.
Нажмите, чтобы развернуть…

На самом деле правильный ответ ; вы можете «заглушить» или «привязать» потенциометр Lin, чтобы он действовал как журнал или журнал оборотов, но вы не можете заглушить потенциометр Lin, чтобы он действовал как реостат журнала или журнала оборотов .
Обвязка/заглушка фактически работает только для схем с делителем напряжения. Дун-вок для двухузловых цепей.
Эбби Роуд Денфер
Известный участник
- #11
эльскардио сказал:
Глядя на таблицу выигрышей (см.
в приложении), я должен получить другие результаты…
Нажмите, чтобы развернуть…
Эта таблица абсолютно правильная. проблема в горшке. Так называемые горшки RevLog на самом деле представляют собой две дорожки Lin, соединенные в середине вращения.
Формула зависимости усиления от Rg показывает, что для относительно приличного разброса усиления значение в середине вращения должно быть около 300 Ом. Это будет конус С3, который никто не делает в стандарте. Обычно потенциометры RevLog имеют номер C20, C15 или C10, число после C представляет значение в середине вращения в процентах от номинального значения.
Производители вынуждены заказывать кастрюли по индивидуальному заказу, чтобы решить эту проблему. Может быть, вы можете купить запасную часть для существующего продукта…?
Вот почему многие мастера-любители или производители бутиков прибегают к использованию переключателя грубой настройки и дополнительной подстройки усиления.
JohnRoberts
Известный член
- #12
+1 В прошлом веке мы оснастили специальные конусы потенциометра, чтобы сгладить усиление во всем диапазоне. IIRC наш пользовательский конус был примерно 25k общего сопротивления с разумной регулировкой вниз на уровне однозначных омов.
Так что, если вы двойняшка, возможно, попробуйте найти запасной горшок в сервисном отделе производителя, который изготовил аналогичный полностью изготовленный на заказ горшок.
JR
PS: Извините, я не помню номера деталей, но в системе Peavey их было несколько.
Эльскардио
Известный член
- №13
Эбби Роуд Денфер сказал:
Формула зависимости усиления от Rg показывает, что для относительно приличного разброса усиления значение в середине вращения должно быть около 300 Ом. Это будет конус С3, который никто не делает в стандарте. Обычно потенциометры RevLog имеют номер C20, C15 или C10, число после C представляет значение в середине вращения в процентах от номинального значения.
Нажмите, чтобы развернуть…
Отличная информация! спасибо
Прошлой ночью я закончил малютку и сделал несколько фотографий
Он будет протестирован на следующей неделе в студии, прежде чем я построю еще для других своих комнат.
Ура
Двойной флип
Электронный монах
- №14
Очень хорошая работа, что вы использовали для шелкографии на передней панели?
Эльскардио
Известный участник
- №15
Двойной флип сказал:
Очень хорошая работа, что вы использовали для шелкографии на передней панели?
Нажмите, чтобы развернуть…
Спасибо. Передняя и задняя панели изготовлены из печатных плат
.
Бо Смертоносный
Известный член
- №16
эльскардио сказал:
Спасибо. Передняя и задняя панели изготовлены из печатных плат
Нажмите, чтобы развернуть…
Это сработает. Но вы действительно должны иметь медные заливки, заземленные на шасси.
Эльскардио
Известный член
- # 17
Squarewave сказал:
Это сработает. Но вы действительно должны иметь медные заливки, заземленные на шасси.
Нажмите, чтобы развернуть…

Бо Смертоносный
Известный член
- # 18
Тогда все хорошо! Хорошо сделано.
Эльскардио
Известный участник
- # 19
Джон Робертс сказал:
Так что, если вы двойняшка, возможно, попробуйте найти запасной горшок в сервисном отделе производителя, который изготовил аналогичный полностью изготовленный на заказ горшок.
Нажмите, чтобы развернуть…
Спасибо за чаевые. Я только что нашел реверсивный потенциометр 5k, используемый в гитарных усилителях Cameron. Видимо у них допуск 2,5%
После проверки отчитаюсь
Эбби Роуд Денфер
Известный участник
- #20
эльскардио сказал:
Спасибо за подсказку. Я только что нашел реверсивный потенциометр 5k, используемый в гитарных усилителях Cameron. По-видимому, они имеют допуск 2,5%
Я сообщу после проверкиНажмите, чтобы развернуть.
..
Терпимость не имеет значения. Когда я упомянул C3, это не допуск, а конусность. Я серьезно сомневаюсь, что в гитарных усилителях используются потенциометры C3.
| 8-1501 – Применение разделов статьи 15. |
| 8-1503 – Требование подчинения законному приказу полицейского или пожарного; проступок. |
| 8-1504 – Права и обязанности лица, управляющего животным или гужевой повозкой. |
| 8-1505 – Применение правил дорожного движения к строительству или обслуживанию автомобильных дорог. |
| 8-1506 – Авторизованные автомобили скорой помощи; права, обязанности и ответственность их водителей. |
| 8-1507 – Официальные устройства управления дорожным движением; требуемое послушание; размещение; презумпции. |
| 8-1508 – Легенда регулировочного сигнала. |
| 8-1509 – Пешеходные контрольные сигналы. |
| 8-1510 – Мигающие светофоры. |
| 8-1511 – Сигналы управления полосой движения. |
| 8-1512 – Размещение, техническое обслуживание или демонстрация неразрешенных знаков, сигналов, маркировки или устройств. |
| 8-1513 – Помехи в работе официальных устройств управления движением или железнодорожных знаков или сигналов; проступок. |
| 8-1514 – Требуется движение по правой стороне проезжей части; исключения. |
| 8-1515 – Обгон и обгон; транспортные средства, движущиеся в противоположных направлениях. |
| 8-1516 – То же; транспортные средства и велосипеды, движущиеся в одном направлении. |
| 8-1517 – То же; при переходе на право разрешено; транзитный автобус разрешен на правом плече. |
| 8-1518 – То же; ограничения на проезд слева. |
| 8-1519 – Движение по левой стороне проезжей части запрещено; исключения. |
| 8-1520 – Запретные зоны; назначение министром транспорта или местными властями; обязанности водителей. |
| 8-1520a – Незаконный проезд остановившегося автомобиля скорой помощи или уполномоченного автомобиля, занятого строительством дороги. |
| 8-1521 – шоссе с односторонним движением, проезжие части или полосы движения; назначение министром транспорта или местными властями; обязанности водителей; поворотные островки безопасности. |
| 8-1522 – Движение по полосе движения; требуется движение по правой полосе; исключения. |
| 8-1523 – Слишком близкое преследование другого транспортного средства. |
| 8-1524 – Ограничения движения по разделенным автомагистралям и автомагистралям с регулируемым доступом; запрещены определенные повороты; стоянка запрещена, когда. |
| 8-1525 – Правила и ограничения использования автодорог и сооружений с регулируемым доступом; проступок. |
| 8-1526 – полоса отчуждения; приближается к перекрестку или въезжает на него. |
| 8-1527 – То же; поворот налево. |
| 8-1528 – Знаки «стоп» и «уступи дорогу»; обязанности водителей. |
| 8-1529 – Автомобиль въезжает на проезжую часть или пересекает ее. |
| 8-1530 – Обязанности водителя при приближении авторизованной машины скорой помощи. |
| 8-1531 – Строительство или техническое обслуживание автомобильных дорог; обязанность водителя. |
| 8-1531а – Зона дорожного строительства, несоблюдение правил дорожного движения в. |
| 8-1532 – Пешеходы; требуется соблюдение официальных устройств управления дорожным движением. |
| 8-1533 – То же; право проезда на пешеходных переходах; помехи движению транспорта; обязанности водителей. |
| 8-1534 – То же; переход проезжей части в месте, отличном от пешеходного перехода. |
| 8-1535 – То же; водителей проявлять должную осторожность. |
| 8-1536 – То же; движение по пешеходному переходу. |
| 8-1537 – То же; использование автомобильных дорог. |
| 8-1538 – Вымогательство поездок, бизнеса или пожертвований; исключение. |
| 8-1539 – Проезд через зону безопасности запрещен. |
| 8-1540 – Преимущество пешеходов на тротуарах. |
| 8-1541 – Пешеходы должны уступить дорогу авторизованному автомобилю скорой помощи. |
| 8-1542 – Проход для слепых пешеходов. |
| 8-1543 – Пешеходы в состоянии алкогольного или наркотического опьянения; проступок. |
| 8-1544 – Пешеходы должны подчиняться сигналам моста и железной дороги. |
| 8-1545 – Требуемое положение и способ поворота транспортных средств. |
| 8-1546 – Ограничения на U-образные повороты. |
| 8-1547 – Запуск припаркованного автомобиля. |
| 8-1548 – Повороты и необходимые сигналы. |
| 8-1549 – Способы уведомления о намерении повернуть. |
| 8-1550 – То же; сигналы руками и руками. |
| 8-1551 – Подчинение сигналу о приближении поезда. |
| 8-1552 – Обозначение опасных железнодорожных переездов; транспортные средства должны остановиться, когда. |
| 8-1553 – Некоторые транспортные средства должны останавливаться на железнодорожных переездах; исключения. |
| 8-1554 – Перемещение тяжеловесного оборудования на железнодорожных переездах; извещение начальника железнодорожной станции. |
| 8-1555 – Транспортное средство выезжает из переулка, здания, частной дороги или подъездной дорожки. |
| 8-1556 – Обгон и обгон школьного автобуса; включение визуальных сигналов водителем автобуса, когда; необходимая маркировка школьного автобуса. |
| 8-1556a – Проезд автобусов церковных и детских садов; использование сигналов. |
| 8-1557 – Основное правило, регулирующее скорость транспортных средств. |
| 8-1558 – Ограничения максимальной скорости. |
| 8-1559 – Изменение ограничений максимальной скорости; установление скоростного режима в зонах дорожного строительства; полномочия министра транспорта. |
| 8-1560 – Изменение ограничений максимальной скорости; полномочия органов местного самоуправления, ограничения и запреты; установление скоростного режима в зонах дорожного строительства. |
| 8-1560a – Улучшение скоростного режима округа Вабаунзее; как исправлено; статус местной власти. |
| 8-1560b – Ограничения максимальной и минимальной скорости установлены администрацией магистрали Канзаса. |
| 8-1560c – Определенные нарушения максимальной скорости, не рассматриваемые как нарушения правил дорожного движения. |
| 8-1560d – Определенные нарушения максимальной скорости, не зарегистрированные публично; не рассматривается для страхования ответственности. |
| 8-1560e – Ограничения скорости в сельской школьной зоне. |
| 8-1561 – Регулировка минимальной скорости. |
| 8-1562 – Специальное ограничение скорости для моторных циклов. |
| 8-1563 – Специальные ограничения скорости, применимые к определенным транспортным средствам и участкам автомагистралей; полномочия секретаря и органов местного самоуправления; нарушения, свидетельство безопасной скорости. |
| 8-1564 – Нарушения скоростного режима; требования о явке жалобы, повестки и уведомления; влияние ограничения максимальной скорости в гражданском иске. |
| 8-1565 – Гонки по шоссе; проступок. |
| 8-1566 – Опасное вождение, штрафы. |
| 8-1567 – Вождение в нетрезвом виде; штрафы. |
| 8-1567a – Вождение в состоянии алкогольного или наркотического опьянения любым лицом моложе 21 года; концентрация алкоголя в крови; штрафы. |
| 8-1568 – Бегство или попытка ускользнуть от полицейского; штрафы. |
| 8-1569 – Остановка, стоянка или парковка за пределами делового или жилого района. |
| 8-1570 – Полномочия полицейского удалить транспортное средство, нарушающее правила 8-1569, с шоссе. |
| 8-1571 – Остановка, стояние или стоянка запрещены в определенных местах. |
| 8-1572 – Дополнительные правила парковки; полномочия секретаря и местных органов власти. |
| 8-1573 – Автомобиль без присмотра. |
| 8-1574 – Ограничения на задний ход. |
| 8-1575 – Движение по тротуару. |
| 8-1576 – Управление транспортным средством запрещено, если обзору водителя или приводному механизму препятствуют. |
| 8-1577 – Открытие и закрытие дверей автомобиля. |
| 8-1578 – Запрещено передвигаться в прицепе, передвижном или промышленном доме. |
| 8-1578a – Езда на транспортном средстве запрещена, когда; исключения. |
| 8-1579 – Вождение в ущельях или каньонах или на крутых склонах. |
| 8-1580 – Движение по инерции запрещено. |
| 8-1581 – Преследование пожарных устройств запрещено. |
| 8-1582 – Запрещается переезжать через пожарный рукав. |
| 8-1583 – Установка стекол и т.п. на шоссе запрещена. |
| 8-1584 – Ограничения на въезд на перекресток или пешеходный переход или на железнодорожный переезд. |
| 8-1585 – Ограничения по эксплуатации снегохода. |
| 8-1586 – Противоправные действия; применение регламентов. |
| 8-1587 – Правила дорожного движения применяются к лицам, передвигающимся на велосипедах. |
| 8-1588 – Катание на велосипедах. |
| 8-1589 – То же; цепляться за другие транспортные средства запрещено. |
| 8-1590 – Езда на велосипедах или мопедах; езда по шоссе и велосипедным дорожкам. |
| 8-1591 – То же; несущие статьи. |
| 8-1592 – Фонари, тормоза и другое оборудование для велосипедов. |
| 8-1592a – Применение 8-1586 до 8-1592 для моторизованных велосипедов. |
| 8-1592b – Велосипеды с электроприводом; заявление о правилах дорожного движения; не требуется регистрация или водительское удостоверение. |
| 8-1593 – Права и обязанности мотоциклистов. |
| 8-1594 – Эксплуатация мотоциклов. |
| 8-1595 – То же; проезжие части, предназначенные для движения. |
| 8-1596 – То же; цепляться за другие транспортные средства запрещено. |
| 8-1597 – То же; оборудование на мотоциклы для пассажиров. |
| 8-1598 – Эксплуатация мотоциклов; оборудование, необходимое для операторов и райдеров. |
| 8-1599 – Незаконная перевозка спиртных напитков в открытой таре; исключения; штраф; отчет о предыдущих судимостях; Городу или округу не запрещено принимать аналогичные постановления или резолюции, требования. |
| 8-15,100 – Эксплуатация вездеходов; куда; когда; исключения. |
| 8-15,101 – Незаконное управление тихоходным транспортным средством. |
| 8-15,102 – Мусор. |
| 8-15,103 – Неподчинение школьному охраннику. |
| 8-15,104 – Школьные переходники; деловое свидание, встреча; подготовка; ограничения. |
| 8-15,106 – Эксплуатация микрогрузовиков; куда; когда. |
| 8-15,107 – Удаление транспортных средств, мешающих движению; требования. |
| 8-15,108 – Эксплуатация гольф-кара; куда; когда. |
| 8-15,109 – Эксплуатация строительной техники; куда; когда. |
| 8-15,110 – Покрытие номерного знака пластиковым материалом. |
| 8-15,111 – Обмен текстовыми сообщениями запрещен; исключения. |
有 温泉 有 有 馬グランド ・ 公式 サイト 【最低 価格 保証】 | 旅館
有 温泉 有 ホテル ・ サイト 【最低 保証】 | 旅館 旅館 有 ホテル 公式 【最低 保証】 | 旅館 旅館 有 ホテル 公式 【最低 保証】 | 旅館 空室検索《10 月限定》クーポン利用でお得!
1 予約につき5,000円お得な
宿泊プランをご用意しました。
【1日10室限定】
詳細はこちら
兵庫県民割でお得な日帰りプラン(最大45%OFF)
県民割の条件を満たしている方は
お一人様5,000円引きいたします。
【お日にち限定】
詳細はこちら
あんしん巣ごもりプラン
夕食、朝食共にお部屋でごゆっくりとお召し上がりいただけます。
詳細はこちら
名門と名泉を満喫するゴルフ旅
ここでしか体験のできないプレミアムなゴルフ旅プラン
詳細はこちら
カスタム会席
100 種類のメニューからつくるあなただけの会席料理
詳細はこちら
【エステ・アロマ】CAZE SPA・公式HPシーズン特別割引
日曜~木曜日限定で人気のアロマボディをお得にご利用いただけます。
詳細はこちら
【エステ・アロマ】
CAAZE SPA・公式HP
シーズン特別割引
日曜~木曜日限定で人気のアロマボディを
お得にご利用いただけます。
| 60分 | 通常価格 17 600 йен → 特別価格 16 500 йен(税込) |
|---|---|
| 90 分 | 通常価格 25 300 йен → 特別価格 22 500 йен(税込) |
ТЕЛ: 078-904-0181(ホテル代表)
電話受付:14:00~21:00
【DOG UP VILLA】3 周年記念イベントについてのプレスリリース
詳細はこちら
バラ風呂
毎週水曜日はバラ風呂。「女性浴場 沙の湯」ホワイトイオン露天風呂にてご用意いた0た0た0た0た0た
詳細はこちら
毎週水曜日はバラ風呂
「女性浴場沙の湯」ホワイトイオン露天風呂にてご用意いたします。 超音波 の な 泡 が 作る やわらか な 乳白 色 の 湯 に な バラ の 芳香 、 大量 の で この 上 リラックス を 体感 て いただけ ます。。。。| 設定日 | 毎週水曜日 ※都合により日程を変更する場合がございます |
|---|---|
| ご利用時間 | 12:00 – 22:30 |
- ベストレート(最低価格)保証
当サイトからのご予約が最もお得です
唯一 の 有馬 で 、 、
かけがえ の ない 日 を。。
六甲 雄大 な 自然 囲ま れ 、
四季 の の 表情 を選ばれる
温泉は効能豊かで、
かつては太閤秀吉も
湯治に訪れたとされています。
また、摂津・播磨・但馬・丹波・淡路
からなる
兵庫五国の中心に
位置するその地は、
各地から旬の味覚が集まる
食の宝庫でもあります。
そこ すべて が 揃う 、 唯一 無二 の 場所。
私たち ここ に しかない 体験 と と と と と と と の すべて 一 日 、 、 、 ない 客 様 様 様 へ へ へ。
別墅 銀泉 露天 風 呂付き 貴賓 室 室
別墅 柔の 間 和 洋室
中央館 庭側 洋室 洋室
北館 和 室 室
中央館 風 ツイン
千差万別のお部屋で
百人百様の
ご要望に対応
お二人でも、ご家族でも、
団体でも、そしてお一人でも。
和室から和洋室、洋室、
露天風呂付客室 まで 、
お 様 の 多様 多様 な ご に に
お応え さまざま な な
タイプ お 部屋 を
ご し て おり ます。
兵庫五国の恵みを、
お好きなスタイルで
兵庫五国の恵み
兵庫五国の恵み
兵庫五国の恵み
摂津 播磨 ・ 但 馬 ・ 丹波 ・
淡路 なる 兵庫 県。
その 中心 位置 する は 、 、
食 宝庫。
なひとときに花を添えます。
展望 大 浴苑 雲海
ゆらり 紗 の 湯
ゆらり 季 の 湯
アクアテラス
プライベートスパ 朱音
金泉 と が が
体 と 心 を
解きほぐす
太閤 秀吉 をはじめ 、
多く 偉人 たち を
太閤 き き た 有馬。
療養 効果 優れ 優れ 優れ 優れ 優れ 優れ 優れ 優れ 優れ 優れ 優れ 優れ 優れ 優れ 優れ 優れ 優れ 優れ 優れ 優れ泉」を、
四季折々の表情を見せる
六甲の自然とともに
ご堪能いただけます。
ご堪能いただけます。
有 馬 随一 会議場 が が
新しい 旅 の 扉 開く 開く
森羅
森羅
多様 会議 ・ 宴 会場
最大 〇〇 名 規模 の の
大型 ホール をはじめ 、
大小さまざま な
会議 ・ 宴会場 を。。
セミナー 学会 に 種 イベント イベント ︙。
コミュニケーションの
スタイルがあります。
ガーデン プール
ロビー ラウンジ ルシェッロ
ガーデン プール
ドッグ ・ アップ ・ ヴィラ
バーベキュー 会場
他 は ない 体験 が が
かけがえ の ない 思い出 に
お 子 様 に の プール から から
大人 楽しめる
バーベキューテラス に 、
愛犬 の 新しい を する する
0033 他 は ない 、 充実 し た 施設 の 数 々。
あらゆる 旅 に 寄り添う 特別 な が 、 、
皆様 の 日 を かけがえ ない ない
人生 、 、
ともに する ホテル
人生 、 一 期 一会。。
一生 一 度 の 日 も 、 一会 一会。
一生 一 度 の 記念 も 、 一会 一会。
一生 一 度 の 記念 も 、 一会 一会。
一生 一 度 の 記念 も 、 一会 一会。
一生 一 度 の 記念 も 、 一会 一会。。。 と 一生 に 一 度 記念 日 、 、 一会。 いつも と ない 一 日 も も。。 、 の ない ない ない ない ない ない ない ない ない ない ない ない ない ない ない ない ない の の の の ない の の の の 日 日 日 日 日 日 日 日 日 日 日 日 日 日 日. ます。
この世に生をうけたときから、
人生を終えるときまで。
一期一会の日々に、ずっと寄り添い続ける。
そして、人生を振り返ったときに、
いい思い出とともにいつもある。
みなさまにとってそんなホテル であれる 、 、
私たち 今日 今日 も 最幸 の おもてなし で
お迎え ます。。
有 馬グランド の 想い
大阪 ・ 京都 駅 から は 高速 バス で 40 分。。。
三宮 から は 30 分 程度 お越し い ただけ ます。
また 伊丹 空港 や 空港 から も で で
また 伊丹 や 神戸 から も で で
0033 40分程度。遠方からのご旅行も快適です。
【夕朝食|お部屋食確約】旬菜会席|黒毛和牛と旬の味覚をご堪能
ご予約はこちら
【巣ごもり プラン】 夕朝 お 部屋 食 で 更に グレード! 特選 お造り と 神戸 牛陶板 焼き の 会 席 席
ご予約はこちら
【あんしん巣ごもりプラン】露天風呂付き夕朝お部屋食|厳選懐石 ≪クラブフロア≫ 90 3
ご予約はこちら
.
ご予約はこちら
KAISEKI|石窯で絶妙な火入れの牛フィレ肉をメインに【ダイニング時分時】
ご予約はこちら
ダイニング時分時|音や香りも愉めるライブ感溢れる本格串揚げコース
ご予約はこちら
ベストレート(最低価格)保証
有馬グランドホテルのご予約は、当公式ホームページからのご予約が一番お得です。
有馬グランドホテルの公式サイトでご提供する宿泊料金は、
お申込み 時点 他社 インターネット サイト より も お得 な 料金 である こと を し ます。。
有 ホテル 公式 サイト 直接 ご 予約 ください。。
ご 後 24 時間 以内 、 同一 客室 、 、 、 日程 で
より 料金 が みつかっ た 場合 、 当館 予約 係 まで 申し出 ください。。
お 内容 を 確認 し 承認 さ れ 場合 、 ご 料金 を を
.