1 станок – Токарный станок С-1 Кувалдыча – Часовые станки и приспособления
alexxlab | 20.09.2020 | 0 | Разное
С-1(?) – часовой токарный станок – На опознание
У меня такой же, нету правда суппорта, табличка была затерта но удалось догадаться, Дубненский линейно-механический завод, год сейчас точно не помню 1954-56, 50-х в общем. Там был круг изображен, в нем трубы завода из которых идет дым и три буквы ДЛМ как то так.
Если присмотреться у этих станков дизайн станины немного другой (приливы ножек более плавные с радиусом). В шпинделе конус морзе 2. Стоял станок в учебных мастерских института, точили на нем дерево и думали что он по дереву. А суппорт думали как приставка для точения цвет. меаталла. Списали где-то в 70-х. Жалко суппорт не отдали пришлось что-то свое из других запчастей мастерить.
Задняя бабка как у классических С-1.
А этот желтый весьма странный экземпляр, выпускался еще луганским заводом С-1 для дерева, подручник, задняя бабка как на фото выше но передняя другая. Заказал, пару станков таких, приедут можно будет сравнить точнее, может шильдики там сохранились. А пока пару фото продавца.
www.chipmaker.ru
ТН-1М Станок токарно-винторезный настольный универсальный схемы, описание, характеристики
Производитель настольного токарного станка ТН-1М – Мичуринский завод Прогресс, основанный в 1957 году и Специальное конструкторско-технологическое бюро станкостроения “Орион” г. Нижний Новгород..
Токарные настольные станки серии Универсал
Первая модель настольного токарного станка Универсал с двумя круглыми направляющими была разработана организацией ЭНИМС (Экпериментальный научно-исследовательский институт металлорежущих станков). За основу был взят станок Unimat SL австрийской фирмы EMCO. За 40 лет продано свыше 600 тысяч станков.
Станок начал производиться серийно на предприятии Московский станкостроительный завод СтанкоКонструкция.
Во второй половине 80-х годов конструкция станка была значительно переработана: начиная с модели Универсал-3 вместо двух круглых направляющих появилась одна большего диаметра посередине станины и передняя бабка больше не отсоединялась от станины. Станок начали серийно выпускать сразу несколько заводов:
ТН-1М станок токарно-винторезный настольный. Назначение, область применения
Настольный универсальный токарный станок ТН-1М — это модернизированный станок ТН-1. Предназначен для выполнения всех видов токарной обработки деталей из металла, древесины, пластмассы.
В токарном станке ТН-1м усовершенствована конструкция резцовых салазок суппорта (верхний суппорт, поворотный суппорт, подвижная резцедержка).
В ТН-1М применено консольное крепление лобзика принципиально новой конструкции, что позволяет маневрировать деталью при обработке и не ограничивает ее размеры.
Усовершенствовано приспособление для глубокого сверления.
Дополненный револьверной головкой и цанговым патроном, ТН-1М может тиражировать однотипные детали в полуавтоматическом режиме.
С помощью универсальных устройств и приспособлений можно производить точение, сверление, нарезание наружных и внутренних резьб, проточку конусных поверхностей, выполнение наружных и внутренних канавок, внутреннюю и наружную расточку отверстий и диаметров.
Станок используется в бытовых и производственных условиях.
Станок ТН-1М является настольным универсальным токарно-винторезным станком и предназначается для всевозможных токарных работ при массе детали до 5 кг, в том числе:
- проточка и расточка цилиндрических, конических и фасонных поверхностей
- сверление
- отрезка
- нарезка метрических резьб
- подрезка торцов
Традиционная наглядная компоновка станка в сочетании с отработанной кинематической схемой позволяет уверенно обеспечить токарную обработку с классом точности «Н» в течение длительного срока эксплуатации.
В сравнении с предлагаемыми на рынке малогабаритными станками – он прост в эксплуатации, надежен и долговечен.
Станок имеет несколько вариантов комплектования:
- ТН-1М – основной вариант со всеми универсальными приспособлениями, кроме револьверной головки и цангового патрона
- ТН-1МБ – базовая модель с минимальным набором инструмента по металлу
- ТН-1МБ1 – базовая модель, дополненная несколькими универсальными устройствами и приспособлениями
- ТН-1МР – основной вариант, дополненный револьверной головкой
- ТН-1МРП – основной вариант с револьверной головкой и цанговым патроном
Набор приспособлений, расширяюших возможности станка при проведении токарных работ по заказу потребителя:
- Фрезерно-сверлильное устройство
- Плоскошлифовальное устройство
- Устройство для работы круглой пилой
- Лобзиковое устройство
- Фуговальное устройство
- Заточное устройство
- Приспособление для сверления и нарезки резьбы
- Револьверная головка с приспособлениями
- Цанговый патрон
- Тиски в сборе
Дополнительные принадлежности к настольному токарному станку ТН-1М
Дополнительные принадлежности, входящие в комплект поставки служат для того, чтобы осуществлять с помощью несложных переналадок другие исполнения станка, токарно-центровое, фрезерно-сверлильное, шлифовальное, фуговальное, заточное, для работы лобзиком, для работы дисковой пилой, расточное.
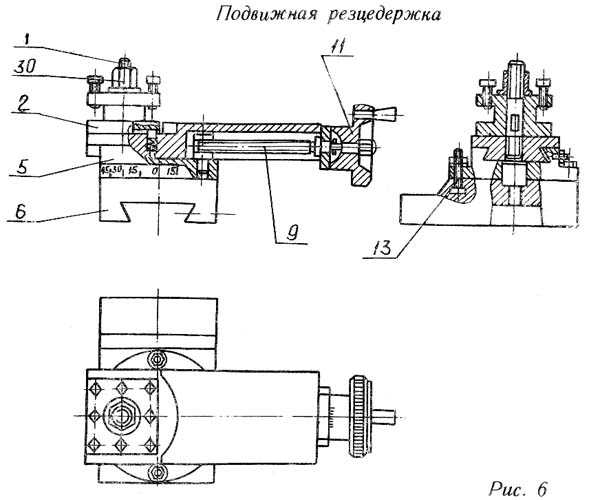
Резцедержки
В комплект поставки входят две резцедержки
- подвижная резцедержка
- неподвижная резцедержка
С помощью подвижной резцедержки, смонтированной на каретке можно обрабатывать конусные поверхности и нарезать резьбы.
В каретке расположены два винта, которые с помощью сухарей крепят каретку к ползуну суппорта.
В общем случае каретка может быть установлена в любом из пазов ползуна суппорта в соответствии с требованиями наладки.
Для обработки конусных поверхностей каретку следует установить на ползуне так, чтобы первоначально нулевой штрих шкалы каретки совпадал с риской на левом торце ползуна. Такая установка осуществляется с помощью одного винта 5 в основании каретки, который вворачивается в специально предусмотренное для этой цели резьбовое отверстие, расположенное на верхней плоскости ползуна между двумя Т-образными пазами. Цена деления шкалы каретки 1
ВНИМАНИЕ! После разворота каретки на требуемый угол необходимо, во избежание аварии, надежно зафиксировать ее крепежным винтом, как было описано выше.
Неподвижная резцедержка крепится к ползуну суппорта с помощью винта и сухарь, входящего в один из Т-образных пазов ползуна.
Задняя бабка
С помощью задней бабки можно производить обработку изделий в центрах.
При этом заднюю бабку устанавливают и фиксируют с учетом длины обрабатываемой детали. Один конец детали зажимают в каком либо приспособлении (трехкулачковый патрон, поводковый патрон) установленном на шпинделе, а второй конец детали поджимают центром (подвижным или НЕ подвижным) Поджим осуществляется перемещением пиноли 2 от маховика 5. После поджима пиноль зажимается сухарем 6.
Центр задней бабки может также служить для поджима других приспособлений входящих в комплект станка.
Цанговый зажим
Зажим состоит из втулки 1, цанги 3 и гайки 2.
Втулка с цангой вставляются в конусное отверстие шпинделя, а гайка наворачивается на шпиндель по резьбе. С помощью этой гайки в цанге, перемещающейся вдоль своей оси, зажимается заготовка или режущий инструмент, вставленные в ее внутреннее цилиндрическое отверстие.
Фрезерно-сверлильное устройство токарного станка ТН-1М
Устройство представляет собой стойку 3, по направляющим которой перемещается стол 4. Перемещение осуществляется вращением маховичка 1 жестко связанного с ходовым винтом 2.
Заготовка крепится к столу прихватами 11 с помощью шпилек 10, гаек 9, винтов 8 и сухарей входящих в Т-образные пазы стола. Для того, чтобы наладить станок на фрезерные или сверлильные работы необходимо стойку закрепить на суппорте станка с помощью планок 6 и винтов 5, как это показано на рис. 16.
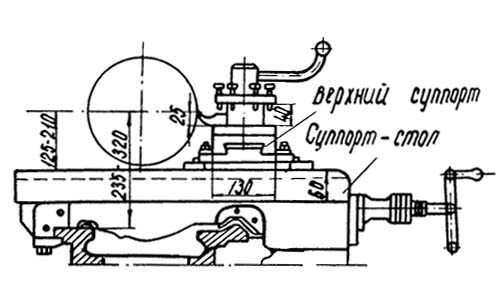
ТН-1М Габариты рабочего пространства токарного станка. Эскиз суппорта

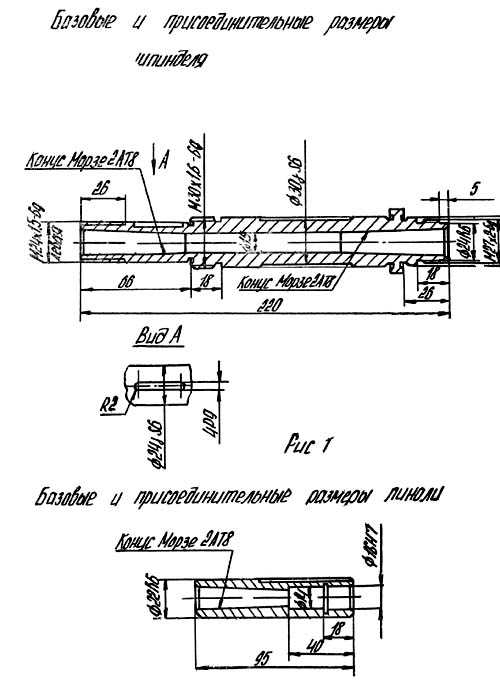
ТН-1М Посадочные и присоединительные базы токарного станка. Эскиз шпинделя
ТН-1М Посадочные и присоединительные базы токарного станка. Эскиз револьверной головки
Общий вид токарно-винторезного станка ТН-1М

Фото токарно-винторезного станка ТН-1М. Смотреть в увеличенном масштабе

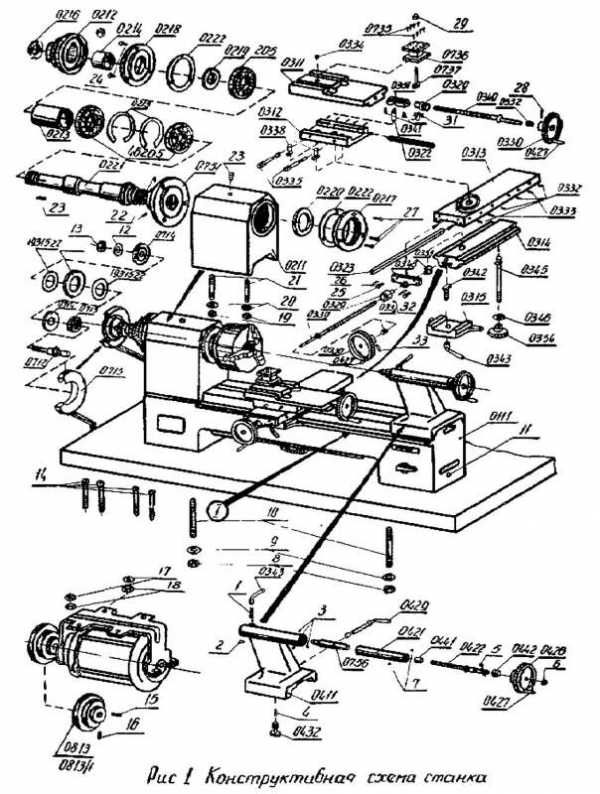
Расположение составных частей токарно-винторезного станка ТН-1М в токарно-центровом исполнении

Расположение составных частей токарно-винторезного станка ТН-1М в токарно-револьверном исполнении
Спецификация составных частей станка ТН-1М в токарно-револьверном исполнении
- привод
- шпиндельная бабка
- электродвигатель
- суппорт
- станина
- револьверная головка
- коробка электрооборудования
При работе с прутком на суппорте устанавливается солдатик, состоящий из винта 1, стойки 2 и гайки 3. В стойке 2 крепится винтом 1 отрезкой резец.
Схема кинематическая токарно-винторезного станка ТН-1М

Схема кинематическая токарно-винторезного станка ТН-1М. Смотреть в увеличенном масштабе
Цепь привода главного движения токарного станка тн1
В этой цепи вращение шпинделя осуществляется от электродвигателя 1 через клиноременную передачу. Предусмотрено 9 рабочих частот вращения шпинделя.
Две ступени (200 и 271 об/мин) можно получить, если шкив 2, жестко сидящий на валу электродвигателя 1, соединить ремнем с промежуточным шкивом 4, а тот, в свою очередь по ручью «а»— со шкивом 5, свободно вращающимся относительно вала электродвигателя 1, Со шкива 5 по одному из двух свободных ручьев «в» или «с» вращение передается непосредственно на шкив 6, жестко связанный со шпинделем.
Одна ступень (650 об/мин) получается путем передачи вращения со шкива 5 прямо на шкив 6, минуя промежуточные шкивы 4 и 5.
Еще две ступени 525 и 1000 об/мин) можно получить, если на шкив 2 надеть сменный шкив 3, чтобы торец, на котором имеются кулачки, был обращен наружу Со шкива 3, как и в первом случае, вращение передается на промежуточный шкив 4, а с него, по ручью «в» на шкив 5, который передает вращение шкиву 6 по ручьям «а» или «с».
Оставшиеся четыре ступени (1200, 1700, 2800 и 3200 об/мин) получаются, если вал электродвигателя 1 соединить со шкивом 5 через шкив 3 с помощью кулачков, имеющихся на одном из торцев последнего. Тогда по любому из четырех ручьев вращение можно передавать на шкив 6.
Цепь привода подач
Перемещение суппорта вправо и влево осуществляется ходовым винтом VII.
Вращение на ходовой винт передается непосредственно со шпинделя жестко закрепленным на кем зубчатым колесом 7.
Через зубчатое колесо 8 вращение передается зубчатыми колесами 9 и А, далее на промежуточный валик VI. Имеется два варианта передачи вращения на этот валик:
- первый вариант (на схеме обозначен сплошной линией) через блок зубчатых колес Б-В и колесом Г
- второй вариант (на схеме обозначен пунктирной линией) через зубчатые колеса Б и В
Первый вариант используется для осуществления подачи при обычном точении, второй при нарезании резьбы.
С валиком VI жестко связано зубчатое колесо 11. С этого колеса на колесо 14, закрепленное на левом конце ходового винта, вращение можно передать либо через пару зубчатых колес 12 и 13 и тогда суппорт будет перемещаться влево, либо через зубчатое колесо 11, что обеспечит перемещение суппорта вправо. Все три колеса 11, 12 и 13) смонтированы на поворотном устройстве 12 и находятся в постоянном зацеплении с центральным зубчатым колесом 10. Таким образом, можно осуществлять перемещение суппорта как вправо, так и влево при одном и том же направлении вращения шпинделя.
Имеется также возможность отключать подачу суппорта без останова вращения шпинделя. Это обеспечивается расцеплением зубчатых колес 7 и 8 с помощью того же поворотного устройства.
Поперечное перемещение суппорта осуществляется от маховичка 38 через винт VIII.
Кинематическая цепь револьверной головки
Перемещение корпуса револьверной головки осуществляется при вращении штурвала 25 через передачу зубчатое колесо 26 рейка 27 Зубчатое колесо 26 закреплено на оси штурвала 25, а рейка 27 на салазках револьверной головки.
Поворот инструментального диска 39 на одну позицию осуществляется следующим образом. При перемещении корпуса револьверной головки вправо одно плечо рычага 29, упирается в упор 30 закрепленный в салазках револьверной головки и рычаг 29, поворачиваясь вокруг своей оси вторым плечом выводит фиксатор 31 из зацепления с звездочкой 38. При этом сжимается пружина 32. При дальнейшем перемещении корпуса 28 револьверной головки упор 34 входит в один из шести винтовых пазов барабана 33. При этом барабан 33 начинает поворачиваться. Одновременно поворачивается вал X синхронно с барабаном 33 и через конические зубчатые колеса 36, 37 вал IX с инструментальным диском 39 и звездочкой 38. При дальнейшем движении вправо рычаг 29 соскакивает с упора 30 и пружина 32 заводит фиксатор 31 в соответствующую впадину звездочки 38 фиксируя инструментальный диск револьверной головки 39. Одновременно поворачивается и барабан 35 с регулируемыми упорами. При этом напротив упора 34 располагается соответствующий упор. При движении влево барабан 33 вращается упором 34 в обратном направлении. Кулачки муфты проскальзывают, отжимая пружину 36. Упор 34 выходит из паза кулачка 33. При дальнейшем движении влево осуществляется рабочий ход.
Кинематическая цепь подвижной резцедержки
Перемещение подвижной резцедержки осуществляется от маховичка 39 через винт XI.
Кинематическая цепь задней бабки
Перемещение пиноли задней бабки осуществляется от маховичка 40 через винт XII.
ТН-1М Привод шпинделя и сменные зубчатые колеса цепи привода подач

Схема электрическая токарно-винторезного станка ТН-1М

Технические характеристики станка ТН-1М
| Наименование параметра | ТН-1М | ТН-1 |
|---|---|---|
| Основные параметры станка | ||
| Класс точности | Н | Н |
| Наибольший диаметр заготовки, устанавливаемой над станиной, мм | 150 | 150 |
| Наибольший диаметр заготовки, обрабатываемой над суппортом, мм | 90 | 90 |
| Высота центров над плоскими направляющими станины, мм | 75 | 75 |
| Наибольшая длина заготовки, обрабатываемой в центрах (РМЦ), мм | 350 | 350 |
| Наибольшая диаметр заготовки, обрабатываемой в патроне, мм | 70 | 70 |
| Наибольшая диаметр сверления по стали, мм | 6 | 6 |
| Шпиндель | ||
| Диаметр сквозного отверстия в шпинделе, мм | 15 | 15 |
| Присоединение патрона к шпинделю. Конец шпинделя | М27х2 | М27х2 |
| Конус Морзе шпинделя | Морзе 2 | Морзе 2 |
| Число ступеней частот прямого вращения шпинделя | 9 | 9 |
| Частота прямого вращения шпинделя, об/мин | 200, 271, 525, 650, 1000, 1200, 1700, 2800, 3200 | 200, 271, 525, 650, 1000, 1200, 1700, 2800, 3200 |
| Число ступеней частот обратного вращения шпинделя | 9 | 9 |
| Частота обратного вращения шпинделя, об/мин | 200, 271, 525, 650, 1000, 1200, 1700, 2800, 3200 | 200, 271, 525, 650, 1000, 1200, 1700, 2800, 3200 |
| Наибольший крутящий момент на шпинделе, Нм | 1,2 | 1,2 |
| Торможение шпинделя | нет | нет |
| Блокировка рукояток | нет | нет |
| Суппорт. Подачи | ||
| Наибольшее продольное перемещение суппорта, мм | 350 | 350 |
| Перемещение суппорта продольное на одно деление лимба, мм | 0,05 | 0,05 |
| Наибольшее поперечное перемещение суппорта, мм | 90 | 90 |
| Перемещение суппорта поперечное на одно деление лимба, мм | 0,05 | 0,05 |
| Число ступеней продольных подач суппорта | 6 | 6 |
| Пределы продольных рабочих подач суппорта, мм/об | 0,05; 0,75; 0,1; 0,125; 0,150; 0,175 | 0,05; 0,75; 0,1; 0,125; 0,150; 0,175 |
| Пределы рабочих поперечных подач суппорта, мм/об | нет | нет |
| Количество нарезаемых резьб метрических | 18 | 18 |
| Пределы шагов нарезаемых резьб метрических, мм | 0,2..2,5 | 0,2..2,5 |
| Пределы шагов нарезаемых резьб дюймовых | нет | нет |
| Пределы шагов нарезаемых резьб модульных | нет | нет |
| Пределы шагов нарезаемых резьб питчевых | нет | нет |
| Высота резца, мм | 8 | 8 |
| Подвижная резцедержка | ||
| Наибольшее перемещение верхних (резцовых) салазок, мм | ||
| Перемещение резцовых салазок на одно деление лимба, мм | 0,05 | 0,05 |
| Угол поворота резцовых салазок, град | ±90° | ±90° |
| Револьверная головка | ||
| Количество позиций | 6 | 6 |
| Диаметр базового отверстия под инструментальные державки, мм | 14 | 14 |
| Рабочий ход (ручное перемещение), мм | 40 | 40 |
| Установочное перемещение, мм | 50 | 50 |
| Задняя бабка | ||
| Конус Морзе пиноли | Морзе 2 | Морзе 2 |
| Наибольшее перемещение пиноли, мм | 30 | 30 |
| Электрооборудование. Привод | ||
| Параметры питающей сети | 220 В, 50 Гц | 220 В, 50 Гц |
| Электродвигатель главного привода, кВт | 0,55 | 0,55 |
| Синхронная частота вращения электродвигателя главного привода, об/мин | 3000 | 3000 |
| Габариты и масса станка | ||
| Габариты станка (длина ширина высота), мм | 825 х 410 х 280 | 825 х 410 х 300 |
| Масса станка, кг | 80 | 85 |
Полезные ссылки по теме. Дополнительная информация
Паспорта к настольным токарным станкам и оборудованию
Каталог справочник настольных токарных станков
stanki-katalog.ru
Настольный токарный станок по металлу 1Д601
Для обработки деталей из металла, пластиковых болванок, деревянных заготовок применяется токарный станок по металлу 1д601. Использование этого прибора позволяет работать с небольшими размерами деталей, причем достоинством проведения этих операций считается максимальный комфорт. Рабочую установку можно устанавливать в любом помещении, подойдут даже учебные школьные классы и частные ремонтные мастерские.
 Токарный станок 1Д601
Токарный станок 1Д601Общая информация
Любая модель рабочего станка 1д601 не имеет трудностей в эксплуатации, при ознакомлении с инструкцией работы токарный станок по металлу 1д601 подойдет в качестве обучающей установки для школьников. Узловые агрегаты характеризуются высокой надежностью, стабильностью функционирования и одновременной простотой сборки. Даже при возникновении комплексных неполадок допускается как частичный ремонт, так и комплексная замена отдельных элементов.
Паспорт 1д601 отличается массой показателей, которые имеют небольшие величины: вес, общие габариты, скорость работы. Устройство станка также упрощено, но при желании допускается модернизация навесными дополнительными модулями.
Скачать паспорт (инструкцию по эксплуатации) станка 1Д601
Характеристики устройства
Технические характеристики многофункционального токарного станка 1д601 следующие:
- точность по ГОСТу – класс Н;
- максимальный показатель диаметра заготовок – 12,5 см.;
- длинна болванок – 18 см.;
- стандарт конуса основного вала – Морзе КМ2;
- количество скоростей – 3, допустимые обороты – 2800;
- масса конструкции – 30 кг.;
Настольный токарный станок 1д601 преимущественно используется для создания единичных заготовок бытового типа. Для массового производства лучше приобретать более громоздкую и промышленную модель. Лимбы устройства регулируют глубину хода главного резца, что улучшает точность.
Даже устаревший токарный станок 1д601, технические характеристики которого остались на первоначальном уровне, не уступает по эффективности обработки заготовок некоторым современным установкам.

- Внешний вид токарного станка

- Внешний вид станка 1д601

Узловые агрегаты станка
В паспорте модели 1д601 значится несколько узловых агрегатов, которые обеспечивают его функциональность. В инструкции по эксплуатации приводятся подробные правила работы с отдельными модулями. Настольный токарный агрегат состоит из следующих главных узлов:
- Небольшая по размерам станина, позволяет легко транспортировать устройство.
- Подвижная бабка, расположенная спереди станка.
- Удерживающий суппорт.
- Задняя бабка агрегата.
- Привод.
Дополнительным оснащением считаются лимбы станка 1д601, отвечающие за точное смещение заготовки относительно главного резца. При работе с использованием лимбов необходимо правильно просчитывать требуемые числовые значения, поскольку их градуировка может отличаться. Для этого следует сверяться с паспортом токарного станка, где четко прописаны величины смещения.
Конструктивная схема станка
Станина модели 1д601
Описание главного узла токарной установки следует начинать с небольшого общего веса этого элемента конструкции. Станина всегда отягощала паспорта токарных установок, что для многих частных мастерских становилось камнем преткновения. Благодаря небольшому размеру и минимальной массе среди аналогов возможно совершать филигранную обработку небольших болванок.
Функциональное предназначение – основа для движения суппорта, также по направляющим призматического типа перемещается задняя бабка. Такая форма направляющих обеспечивает бесперебойную работу подвижных элементов.
Передняя бабка
Этот элемент имеет средние эксплуатационные вес ы, инженеры не стали наделять его функциональностью, но сделали полностью готовым для осуществления вращательных движений заготовки. Серьезной недоработкой первых моделей станков этого типа была недостаточно подвижная передняя бабка, что серьезно ухудшало скорость работы и возможности этого процесса. В прошлых моделях использовались простейшие электрические схемы, что также выступало определенным ограничением.
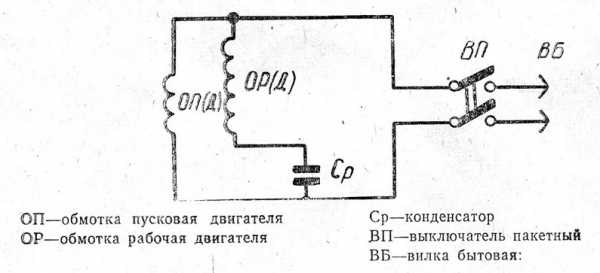
Электрическая схема станка
Более совершенные электросхемы позволили существенно повысить производительность. Тонкости электрического оснащения также указываются в паспорте установки.
Суппорт
Продольная подача 1д601 производится простым смещением поворотных рукояток, что обеспечивается подвижным суппортом. Зажимное устройство присоединяется к основной станине болтами с соответствующими гайками. Любое перемещение этой части не снижает полного обзора заготовки.
Назначение суппорта – фиксация заготовки и обеспечение ее продольной подачи к резцу.
Привод
Достоинством силового агрегата станка считается оптимальная мощность и возможность работать с несколькими скоростями. Существует 3 различные по количеству оборотов заготовки скорости:
- Скорость минимального прямого вращения – 700 об.
- Вращение на 2 скорости достигает величины оборотов в 1400.
- Максимальная производительность привода – 2800 оборотов.
В техническом перечне характеристик можно ознакомиться с кинематической схемой, точных размерах смещений болванок, модификациями каждой отдельной запчасти к установке.
Преимущества
Главными достоинствами универсальной токарной установки серии 1д601 признаны:
- Небольшая масса.
- Простота и комфорт в строении и эксплуатации.
- Отличная сборка и высокая надежность каждого узлового агрегата в отдельности.
- Долговечность.
- Широкий спектр обработки заготовок для личного бытового применения.
В некоторых школах такие модели токарного оборудования функционируют по сегодняшний день.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru
1М95 станок токарно-винторезный комбинированный Схемы, описание, характеристики
Сведения о производителе токарно-винторезного станка 1М95
Разработчик и изготовитель токарно-винторезного станка 1М95 – Алма-Атинский станкостроительный завод, основанный в 1932 году как чугунолитейный завод № 1 областного отдела легкой промышленности.
С апреля 1942 года после объединения с литейно-механическим заводом “20 лет Октября”, эвакуированным из Луганска, стал называться Алма-Атинским механическим заводом N21 им. 20-летия Октября Наркомата среднего машиностроения СССР.
В 1945 году переименован в Алма-Атинскии станкостроительный завод им. 20-летия Октября.
Завод выпускал станки токарно-винторезные: 16Д20, 16Д20П, 16Д20ПФ1, ТВ16, 16Д25, 1Д95, 1Е95, 1М95.
Станки завода Алма-Атинский станкостроительный завод им. 20-летия Октября
1М95 станок токарно-винторезный комбинированный. Назначение и область применения
Универсальный комбинированный токарно-винторезный станок 1М95 предназначен для токарной обработки наружных и внутренних поверхностей деталей типа тел вращения разнообразного осевого профиля, в том числе для нарезания метрической, модульной, дюймовой и питчевой резьб на заготовках, устанавливаемых в центрах или патроне.
Комбинированный станок модели 1М95 предназначен для работы в передвижных и стационарных мастерских.
Токарный станок модели 1м95 производился с 1966 года, снят с производства в 1977 году и заменен более совершенной моделью 1Д95.
Особенности конструкции и принцип работы станка
Станок состоит из 2-х основных агрегатов:
- токарно-фрезерного
- сверлильного
каждый с самостоятельным приводом.
Благодаря переменной высоте центров и наличию ряда специальных приспособлений: долбежного, вертикально и горизонтально фрезерных, заточного достигается универсальность станка. На нем можно выполнять токарные, фрезерные, сверлильные, расточные, долбежные работы и нарезание резьб: метрической, дюймовой, модульной и питчевой; а также выполнять простейшие заточные работы. Заточное приспособление рекомендуется устанавливать отдельно от станка.
Станок сертифицирован на соответствие требованиям безопасности.
Исполнение и категория размещения станков в части условий эксплуатации — УХЛ4 по ГОСТ 15150-69 (Для эксплуатации во всех климатических районах стран ближнего зарубежья в закрытых отапливаемых (охлаждаемых) и вентилируемых производственных помещениях).
Класс точности станков — Н по ГОСТ 8—82Е.
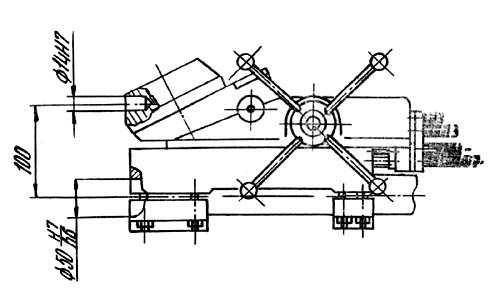
Габариты рабочего пространства станка 1М95. Суппорт
Габариты рабочего пространства токарного станка 1м95
Посадочные и присоединительные базы станка 1М95. Шпиндель
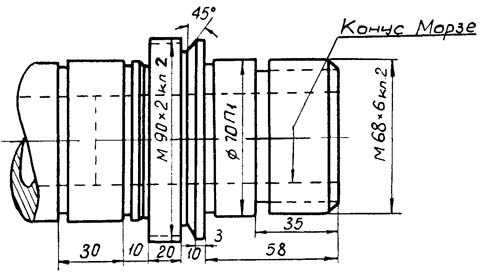
Посадочные и присоединительные базы токарного станка 1м95
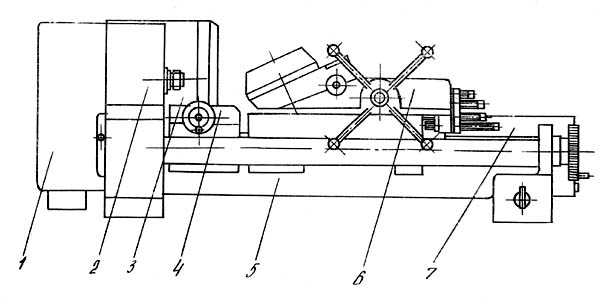
Общий вид универсального токарно-винторезного станка 1М95
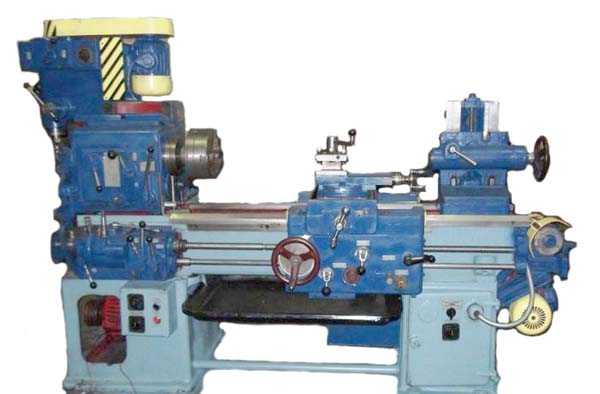
Фото токарно-винторезного станка 1м95
Расположение органов управления токарно-винторезным станком 1М95
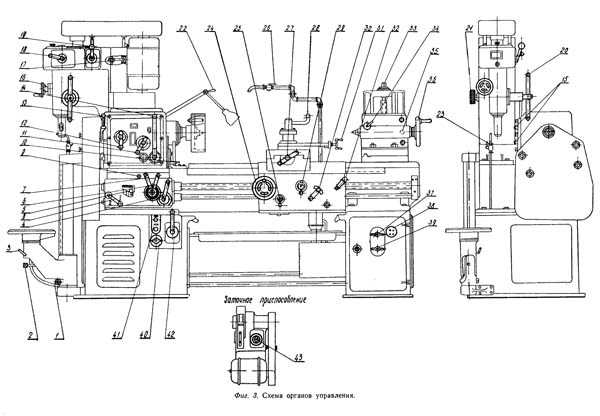
Расположение органов управления токарно-винторезным станком 1м95
Расположение органов управления токарно-винторезным станком 1М95. Смотреть в увеличенном масштабе
Перечень органов управления токарно-винторезного станка 1М95
Стол сверлильного агрегата
- Гайка для крепления кронштейна сверлильного стола
- Червяк для вертикального перемещения сверлильного стола
- Рукоятка для закрепления сверлильного стола
Коробка подач
- Рукоятка для включения ходового валика или винта
- Накидная рукоятка конуса шестерен
- Рукоятка механизма подач
- Рукоятка механизма подач
- Рукоятка переключения
Коробка скоростей
- Валик для вертикального перемещения коробки скоростей
- Винт для крепления коробки скоростей
- Рукоятки для установки числа оборотов шпинделя токарно-фрезерного агрегата или числа двойных ходов ползуна долбежного приспособления
- Рукоятки для установки числа оборотов шпинделя токарно-фрезерного агрегата или числа двойных ходов ползуна долбежного приспособления
- Рукоятка переключения трензеля
- Рукоятка переключения фрикционной муфты коробки скоростей
- Винты для крепления коробки скоростей на стойке
Сверлильный агрегат
- Маховичок ручного замедленного перемещения шпинделя сверлильного агрегата
- Винт для регулирования натяжения ремня
- Рукоятка для переключения скоростей вращения шпинделя
- Рукоятка для включения сверлильного агрегата и реверсирования электродвигателя
- Рукоятки для ускоренной подачи шпинделя вручную
- Рукоятка для переключения с ускоренной на замедленную подачу шпинделя и наоборот
- Рукоятка для крепления электролампы
- Рукоятка крана системы охлаждения сверлильного агрегата
Фартук и суппорт-стол
- Маховичок для перемещения суппорт-стола вручную
- Рукоятка включения для автоматического продольного перемещения суппорт-стола
- Рукоятка крана системы-охлаждения
- Рукоятка для поперечной подачи суппорт-стола вручную
- Рукоятка для крепления резцедержателя
- Рукоятка для автоматической поперечной подачи суппорт-стола
- Рукоятка для реверса продольных и поперечных подач суппорта
- Рукоятка для перемещения верхней части суппорта вручную
- Рукоятка для включения гайки ходового винта
Задняя бабка
- Винт для вертикального перемещения каретки задней бабки
- Рукоятка для крепления пиноли
- Винт для крепления каретки задней бабки
- Маховичок для перемещения пиноли задней бабки
Электрооборудование станка
- Вводный выключатель
- Штепсельная розетка для заточного приспособления
- Выключатель насоса охлаждения
- Выключатель освещения
- Кнопочный пост пуска и остановки главного привода
- Рукоятка для реверсирования электродвигателя главного привода
- Выключатель заточного приспособления
Кинематическая схема токарно-винторезного станка 1М95
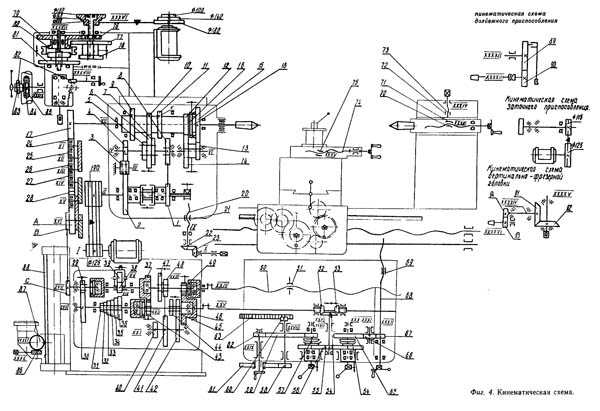
Кинематическая схема токарно-винторезного станка 1м95
Схема кинематическая токарно-винторезного станка 1М95. Смотреть в увеличенном масштабе
Описание комбинированного токарно-винторезного станка 1М95
Комбинированный станок с переменной высотой центров от 235 до 355 мм выполняется с расстоянием между центрами 1000 мм.
Станина станка коробчатой формы с поперечными ребрами имеет две призматические направляющие. Передняя направляющая служит для передвижения каретки, задняя — перемещения задней бабки.
Станина устанавливается на две пустотелые тумбы. В левой тумбе смонтирован электродвигатель главного движения.
Коробка скоростей крепится и может передвигаться по вертикальным направляющим стойки, прикрепленной к левой головной части станины. Движение коробки скоростей передается от индивидуального электромотора, помещенного в левой тумбе станка, через клиноременную передачу.
Внутри коробки движение идет через валик фрикциона и шестеренный механизм к шпинделю и цепи подач. Переключением соответствующих рукояток коробки скоростей предоставляется возможность получить 6 различных скоростей вращения шпинделя при прямом вращении электродвигателя и 6 скоростей при обратном вращении.
Все шестерни выполнены из углеродистой стали с соответствующей термообработкой. Во избежание поломки зубцов шестерен не следует производить изменение скорости шпинделя на ходу. Пуск, останов и включение обратного хода производится рукояткой 14 (см. схему управления), управляющей фрикционной пластической муфтой.
Коробка подачи получает движение от коробки скоростей через сменные шестерни приклона. Механизм коробки подач дает возможность получить необходимые подачи и следующие виды резьб:
- метрические
- дюймовые
- модульные
- питчевые
Получение необходимых подач и резьб достигается переключением соответствующих рукояток коробки подач согласно таблицы, укрепленной на щитке коробки подач. Фартук снабжен 2-мя фрикционными муфтами, позволяющими осуществлять ход суппорта в продольном и поперечном направлениях. Фрикционные муфты дают возможность автоматически отключать подачу при перегрузках. Управление перемещением каретки и нижней части суппорта осуществляется рукоятками 25—29 (см. схему управления фиг. 3).
Механизма быстрого автоматического перемещения суппорта фартук не имеет. Фартук имеет блокирующий механизм, препятствующий одновременному включению ходового винта и ходового валика. Верхнее положение рукоятки 32 соответствует выключенному положению гайки ходового винта и дает возможность рукоятке 30 включать продольные и поперечные подачи. Нижнее положение рукоятки 32 соответствует включенному положению гайки ходового винта.
На оси XXIX смонтирован лимб продольной подачи с ценой деления 1 мм.
Суппорт, благодаря крестовой конструкции, имеет возможность перемещаться в продольном направлении по направляющим станины и в поперечном по направляющим каретки. Оба эти перемещения могут быть осуществлены как от механического привода с реверсом, так и от руки. Кроме того верхняя часть суппорта, несущая на себе 4-х гранную резцовую головку имеет независимое ручное продольное перемещение по направляющим средней поворотной части суппорта, которая может поворачиваться на 45° в ту и другую сторону. Задняя бабка крепится к задней стойке, по которой она может перемещаться в вертикальной плоскости. Вертикальное перемещение осуществляется винтом 33 (см. фиг. 3).
При точении конуса корпус задней бабки перемещается в поперечном направлении.
Сверлильный агрегат установлен на стойке передней бабки, имеет отдельный привод и может работать независимо от токарно-фрезерного агрегата.
Для получения необходимого числа оборотов сверла нужно установить клиновой ремень на соответствующую ступень шкива, согласно таблицы и рукоятку 18 (фиг. 3) переместить в нужное положение.
Охлаждение
Подача охлаждающей жидкости из эмульсионного бака, расположенного под корытом к месту резания осуществляется электронасосом, производительностью 22 л в минуту.
Патроны
Станок снабжен 3-х кулачковым самоцентрирующим патроном диаметром 250 мм; 4-х кулачковым патроном и поводковой планшайбой. Патроны, посредством фланцев, и поводковая планшайба навертываются на резьбу шпинделя до упора.
Люнеты
К станку прилагаются два люнета: подвижный и неподвижный.
Смазка станка 1М95
Места смазки или заливки мест маслом, нормы и периоды смазки, наименование смазочных масел указаны в схемах мест смазки (фиг. 6 и 7).
Смазка механизма передней бабки осуществляется за счет масляной ванны. Разбрызгиванием масло попадает в лоток, откуда происходит смазка переднего подшипника. Кроме того, задний подшипник шпинделя получает дополнительную смазку, заливкой через специальную пробку. Смазка механизма коробки подач осуществляется за счет масляной ванны. Смазка механизма фартука, направляющих каретки и суппорта осуществляется централизованным путем от плунжерного насоса, установленного в фартуке.
Все остальные места, нуждающиеся в смазке, имеют ручную смазку от отдельных масленок согласно схеме смазки.
Перед пуском станка наполняются резервуары передней бабки, сверлильного агрегата, коробки подач, фартука до рисок «Уровень масла» и масленки маслом «Индустриальное 20».
В период эксплуатации станка необходимо следить за работой масляного насоса и за наличием смазочного материала в резервуарах через маслоуказатель.
Электрическая схема токарно-винторезного станка 1М95

Электрическая схема токарно-винторезного станка 1м95
Электрооборудование. Параметры электрических цепей токарно-винторезного станка 1М95
- Питающая сеть: напряжение – 380 В, ток – трехфазный, частота – 50 Гц
- Цепь местного освещения: напряжение – 36 В, ток – переменный
Описание электросхемы токарно-винторезного станка 1М95
Перед началом работы на станке необходимо его электрическую часть подключить к электросети посредством пакетного выключателя «ВП-1», который производит общее включение станка.
Нажатием на кнопку «ПУСК» замыкается цепь катушки магнитного пускателя, силовые контакты которого подают напряжение на пусковую аппаратуру электродвигателей, а блок-контакт блокирует пусковую кнопку, что исключает дальнейшее нажатие кнопки «ПУСК».
Снятие напряжения от всех электродвигателей производится нажатием на кнопку «СТОП».
Выбор направления вращения электродвигателя «1Д» производится при помощи барабанного переключателя «1БП», а включение и отключение — кнопками «ПУСК» и «СТОП».
Включение, отключение и выбор направления вращения электродвигателя «2Д» осуществляется барабанным переключателем «2БП».
Электродвигатель «ЗД» включается и отключается пакетным выключателем «ВП-2». Напряжение к пакетному выключателю «ВП-2» подается при помощи гибкого шланга через 3-х полюсную розетку «РШ».
Электродвигатель «4Д» включается пакетным выключателем «ВП-3».
Включение местного освещения осуществляется пакетным выключателем «ВП-4».
Общее отключение станка от сети осуществляется переводом рукоятки пакетного выключателя «ВП-1» в положение «ОТКЛЮЧЕНО».
Защита
- Защита от токов коротких замыканий производится предохранителями
- Защита электродвигателей от перегрузок осуществляется тепловыми реле
- Нулевая защита электродвигателя осуществлена катушками пускателей, которые при понижении напряжения до 85%, от номинального автоматически отключают электродвигатели
Перечень элементов
На станке 1М95 установлены четыре трехфазных короткозамкнутых асинхронных электродвигателя:
- 1Д электродвигатель привода токарно-фрезерного агрегата А02-41-4, 4,0 кВт, 1450 об/мин, 220/380 В
- 2Д электродвигатель привода сверлильного агрегата А02-21-4, 1,1 кВт, 1400 об/мин, 220/380 В
- 3Д электродвигатель заточного приспособления АОЛ2-11-2, 0,8 кВт, 2800 об/мин, 220/380 В
- 4Д электродвигатель насоса охлаждения ПА-22, 0,125 кВт, 2800 об/мин, 220/380 В
- 1БП, 2БП Барабанный переключатель БП1-432 – 2 шт. Подлежит замене на новую серию
- КУ Кнопки управления КУ-1 – 2 шт
- ВП-1 Вводный выключатель ВП 3×25 – 1 шт. Подлежит замене на новую серию
- ВП-2 Выключатель заточного приспособления ВП 3х10 – 1 шт
- ВП-3 Выключатель охлаждения ВП 3×10 – 1 шт
- ВП-4 Выключатель освещения ВП 3х10 – 1 шт
- К Магнитный пускатель ПМИ-211 – 1 шт
- К-1 Кронштейн местного освещения К-1 – 1 шт
- РШ Штепсельная розетка РШ 2823 – 1 шт
- ЛО Лампа местного освещения на 36 Вольт МО-14 – 1 шт
- ТП Трансформатор понижающий ТПБ-50 – 1 шт. Подлежит замене на ТБС-2
- ПР Предохранитель ПР-60 1 шт
- РТ-1 Тепловое реле ТРН-10 Iн=8А – 1 шт
- РТ-2 Тепловое реле ТРН-10 Iн=3,2А – 1 шт
- РТ-3 Тепловое реле ТРН-10 Iн=2А – 1 шт
- КН-1 Клеммный набор КН 1010 – 1 шт
- КН-2 Клеммный набор КН 1015 – 1 шт
Натяжение ремня сверлильного агрегата станка 1М95
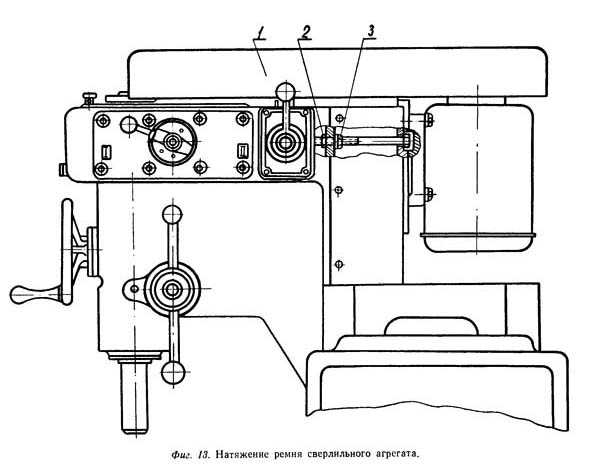
Натяжение ремня сверлильного агрегата станка 1м95
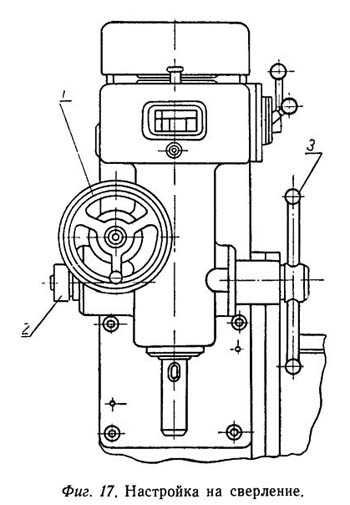
Настройка на сверление сверлильного агрегата станка 1М95
Настройка на сверление сверлильного агрегата станка 1м95
Подача сверла производится замедленно или ускоренно, вручную. Замедленная подача осуществляется через червячную пару маховичком 1, при включенной кулачковой муфте 2 (фиг. 17), а ускоренная подача осуществляется рычагами 3 при выключенной муфте 2.
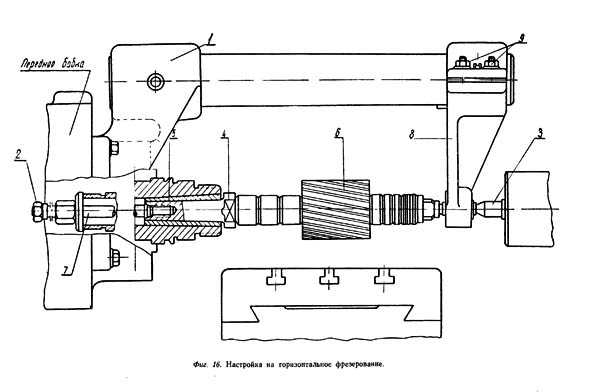
Настройка на горизонтальное фрезерование станка 1М95
Настройка на горизонтальное фрезерование станка 1м95
Настройка на горизонтальное фрезерование производится по фиг. 16.
Для этого устанавливается кронштейн 1.
В конусное отверстие пиноли задней бабки вставляется центр 3, а в конусное отверстие шпинделя вставляется оправка 4, с переходной втулкой 5 и одетой фрезой 6. Оправка крепится шомполом 7 и гайкой 2.
Для предотвращения биения оправки 4 необходимо обеспечить точное совпадение оси отверстия в подвеске 8 с осью шпинделя еще до закрепления подвески 8 на своей направляющей, путем выверки центров контрольной оправкой с индикатором,
Рекомендуется подпирать оправку с фрезой центром задней бабки. При настройке передняя и задняя бабки закрепляются зажимами 10, 15, 35 (фиг. 3), а подвеска 8-винтами 9 на направляющей (фиг. 16).
Нужная глубина фрезерования достигается путем опускания передней и задней бабок.
Настройка на вертикальное фрезерование станка 1М95

Настройка на вертикальное фрезерование станка 1м95
Настройка на вертикальное фрезерование заключается в том, что над закрепленной на суппорт-столе деталью устанавливается к торцу коробки скоростей вертикально-фрезерная головка с фрезой, укрепленной на шпинделе шомполом, (фиг. 15).
В зависимости от высоты фрезеруемой детали коробка скоростей с задней бабкой и вертикально-фрезерной головкой с фрезой поднимаются над столом на нужную высоту и закрепляются на передней и задней стойках с помощью зажимов 15, 35 и отдельным зажимом 10 (фиг. 3).
Установка на необходимую глубину фрезерования производится каждый раз ослаблением зажимов 10, 15, 35 с отводом пиноли задней бабки от вертикально-фрезерной головки, с опусканием на глубину врезания, передней и задней бабок. После чего, подвести пи-ноль задней бабки к вертикально-фрезерной головке, закрепив переднюю и заднюю бабки зажимами 10, 15, 35.
Следует напомнить, что при фрезеровании гитара должна свободно скользить между корпусом и шайбой (см. фиг. 14 литер «С»).
Настройка на долбление станка 1М95

Настройка станка 1м95 на долбление
Настройку на долбление следует производить согласно фигуры 18. При установке долбежного приспособления необходимо следить, чтобы ползун в крайнем положении не ударял о деталь, или резцом о стол станка. Перед долблением закрепить коробку скоростей зажимами 10, 15, 35 (фиг. 3). Пользуясь лимбом продольных перемещений суппорта, подачу осуществляют вручную, на глубину 0,07-— 0,1 мм.
1М95 Станок токарно-винторезный комбинированный. Видеоролик.
Технические характеристики станка 1М95
| Наименование параметра | 1М95 | 1Д95 | 1Е95 |
|---|---|---|---|
| Основные параметры | |||
| Класс точности по ГОСТ 8-82 | Н | Н | Н |
| Наибольший диаметр заготовки над станиной, мм | 500 | 400 | 400 |
| Наибольший диаметр заготовки над выемкой станины (по заказу), мм | – | 550 | 570 |
| Наибольший диаметр заготовки над суппортом, мм | 420 | 210 | 210 |
| Высота центров над направляющими станины, мм | 235..355 | 210 | 210 |
| Высота оси шпинделя над суппорт-столом, мм | 125..245 | ||
| Наибольшая длина заготовки (РМЦ), мм | 1000 | 1000 | 1000 |
| Наибольшая длина обтачивания, мм | 820 | 950 | 950 |
| Наибольшая масса заготовки в патроне, кг | |||
| Наибольшая масса заготовки в центрах, кг | 100 | ||
| Передняя бабка | |||
| Наибольшее вертикальное перемещение передней бабки, мм | 120 | нет | нет |
| Шпиндель | |||
| Диаметр сквозного отверстия в шпинделе, мм | 35 | 52 | 52 |
| Наибольший диаметр прутка, мм | 32 | 50 | 50 |
| Число ступеней частот прямого вращения шпинделя | 12 | 16 | 16 |
| Частота прямого вращения шпинделя, об/мин | 28..1250 | 16..1250 | 20..1600 |
| Число ступеней частот обратного вращения шпинделя | 12 | 16 | 16 |
| Частота обратного вращения шпинделя, об/мин | 28..1250 | 16..1250 | 20..1600 |
| Размер внутреннего конуса в шпинделе | №5 | Морзе 6 | Морзе 6 |
| Конец шпинделя по ГОСТ 12593-72 | 6К | 6К | |
| Торможение шпинделя | нет | Электрическое | Электрическое |
| Суппорт-стол. Подачи | |||
| Размеры рабочей поверхности стола, мм | 280 х 700 | ||
| Наибольшее продольное перемещение каретки суппорта, мм | 820 | 950 | 950 |
| Наибольшее поперечное перемещение суппорта, мм | 320 | 300 | 275 |
| Наибольшее поперечное перемещение верхнего суппорта (резцовые салазки), мм | 110 | 100 | 130 |
| Число ступеней продольных/ поперечных подач | 24/ 24 | 16/ 16 | 48/ 48 |
| Пределы скорости продольных подач, мм/об | 0,13..1,87 | 0,0028..0,078 | 0,03..4,21 |
| Пределы скорости поперечных подач, мм/об | 0,072..1,016 | 0,0014..0,039 | 0,015..2,1 |
| Скорость быстрых перемещений суппорта, продольных/ поперечных, м/мин | нет | 4/ 2 | 4/ 2 |
| Продольное перемещение на одно деление лимба, мм | 1,0 | ||
| Продольное перемещение на одно деление нониуса, мм | |||
| Поперечное перемещение суппорта на одно деление лимба, мм | 0,05 | ||
| Перемещение резцовых салазок на одно деление лимба, мм | 0,05 | 0,05 | 0,05 |
| Количество нарезаемых резьб метрических | 23 | 18 | 26 |
| Пределы шагов нарезаемых резьб метрических, мм | 1..12 | 0,5..14 | 0,5..56 |
| Количество нарезаемых резьб дюймовых | 24 | 35 | 39 |
| Пределы шагов нарезаемых резьб дюймовых | 3..28 | 60..3,5 | 56..0,5 |
| Количество нарезаемых резьб модульных | 13 | 18 | 22 |
| Пределы шагов нарезаемых резьб модульных | 0,25..35 | 0,5..7 | 0,5..28 |
| Количество нарезаемых резьб питчевых | 24 | 35 | 32 |
| Пределы шагов нарезаемых резьб питчевых | 8..112 | 56..2,0 | |
| Предохранитель от перегрузки | есть | ||
| Блокировка продольных и поперечных подач | есть | ||
| Выключающие продольные упоры | нет | ||
| Шероховатость поверхности заготовки из конструкционной стали при чистовом обтачивании, мкм, не более | Ra 2.0 | ||
| Задняя бабка | |||
| Наибольшая длина перемещения задней бабки вдоль станины, мм | 820 | ||
| Наибольшая длина вертикального перемещения задней бабки, мм | 120 | нет | нет |
| Наибольшая длина перемещения пиноли задней бабки, мм | 165 | 120 | 120 |
| Наибольшее перемещение задней бабки, мм | ±20 | ||
| Размер внутреннего конуса | №4 | Морзе 4 | Морзе 5 |
| Сверлильный агрегат | |||
| Наибольший диаметр сверления, мм | 25 | 25 | |
| Наибольший ход шпинделя, мм | 80 | 80 | |
| Вылет оси сверлильного шпинделя, мм | 210 | 210 | |
| Диаметр сверлильного стола, мм | 320 | 280 х 280 | |
| Вертикальное перемещение сверлильного стола, мм | 465 | ||
| Размер внутреннего конуса сверлильного шпинделя | №3 | Морзе 3 | |
| Расстояние от конца шпинделя до сверлильного стола, мм | 40..540 | 400 | |
| Количество скоростей шпинделя | 6 | ||
| Частота прямого вращения шпинделя, об/мин | 11..78 | ||
| Вертикально-фрезерная головка | |||
| Вылет оси шпинделя фрезерной головки, мм | 380 | ||
| Расстояние от конца шпинделя до суппорт-стола, мм | 120..240 | ||
| Наибольшее продольное перемещение суппорт-стола, мм | 320 | ||
| Размер внутреннего конуса фрезерной головки | №3 | ||
| Шлифовальное приспособление | |||
| Диаметр шлифуемой заготовки при наружном шлифовании , мм | 25..210 | 20..210 | |
| Диаметр шлифуемой заготовки при внутреннем шлифовании , мм | 30..300 | 30..300 | |
| Частота вращения шпинделя при наружном шлифовании , мм | 4400 | 4400 | |
| Частота вращения шпинделя при внутреннем шлифовании , мм | 11000 | 11000 | |
| Долбежное приспособление | |||
| Длина хода долбяка, мм | 100 | ||
| Вылет суппорта долбяка, мм | 310 | ||
| Наибольшая высота долбления, мм | 80 | ||
| Наибольшая длина долбления, мм | 280 | ||
| Наибольшая ширина хода долбления, мм | 320 | ||
| Электрооборудование | |||
| Количество электродвигателей на станке | 4 | 6 | |
| Электродвигатель главного привода, кВт | 4 | 4 | 5,5 |
| Электродвигатель привода ускоренных перемещений, кВт | – | 0,4 | 0,55 |
| Электродвигатель привода сверлильного агрегата, кВт | 1,1 | 1,1 | 1,1 |
| Электродвигатель заточного приспособления , кВт | 0,8 | 0,75 | 0,75 |
| Электродвигатель шлифовального приспособления , кВт | – | 0,27 | 0,27 |
| Электродвигатель насоса охлаждения, кВт | 0,12 | 0,125 | 0,125 |
| Суммарная мощность, кВт | |||
| Габариты и масса станка | |||
| Габариты станка (длина ширина высота) (РМЦ 1000), мм | 2750 х 1255 х 1670 | 3000 х 1200 х 1610 | 3000 х 1200 х 1640 |
| Масса станка (РМЦ 1000), кг | 2170 | 2030 | 2475 |
Связанные ссылки. Дополнительная информация
Полезные ссылки по теме. Дополнительная информация
Каталог справочник токарно-винторезных станков
Паспорта и схемы к токарно-винторезным станкам и оборудованию
Купить каталог, справочник, базу данных: Прайс-лист информационных изданий
stanki-katalog.ru
MML-01 Станок токарный настольный схемы, описание, характеристики
Токарно-винторезный настольный станок MML-01 поставляется компанией “Кратон”, основаной в 1992 году сотрудниками Тихоокеанского Государственного университета. Торговая марка Кратон появилась в 1999 году. Центральный офис компании находится в городе Хабаровск.
Производственная база Кратон насчитывает 90 заводов в Юго-Восточной Азии и России, в числе которых крупнейшие промышленные предприятия, выпускающие продукцию ведущих мировых брендов.
На сегодняшний день Кратон является одним из крупнейших поставщиков электроинструмента, станков, сварочного оборудования и оснастки. В структуре компании – семь крупных филиалов, охватывающих все регионы страны и представительства в 80 городах.
Кратон MML-01 станок токарно-винторезный настольный. Назначение, область применения
Данный станок является станком класса «хобби», и предназначен для индивидуального (бытового) применения, т. е. по своим конструктивным особенностям и техническим характеристикам станок не предназначен для использования на производстве.
Станок предназначен для токарной обработки заготовок из металлов или пластмасс с поверхностями, имеющими форму тел вращения. При этом обработанная поверхность детали может быть внешней или внутренней, цилиндрической, конической или сложной, образованной сочетанием различных кривых.
Токарный станок по металлу MML-01 предназначен для обработки заготовок из металла, древесины, всех видов пластмассы методом точения.
Станок MML-01 является настольным токарным станком и предназначается для всевозможных токарных работ:
- проточка и расточка цилиндрических, фасонных и конических поверхностей
- сверление, снятие фасок
- растачивание
- отрезка
- Широкий диапазон регулировки частоты вращения и скорости продольной подачи увеличивает арсенал применяемого режущего инструмента
Традиционная наглядная компоновка станка в сочетании с отработанной кинематической схемой позволяет уверенно обеспечить токарную обработку с классом точности «Н» в течение длительного срока эксплуатации.
В сравнении с предлагаемыми на рынке малогабаритными станками – он прост в эксплуатации, надежен и долговечен.
Станок предназначен для работы от однофазной сети переменного тока напряжением 220 В ± 10 % и частотой 50 Гц.
Станок предназначен для эксплуатации в следующих условиях:
- температура окружающей среды от +5 до +35 °С
- относительная влажность воздуха до 80 % при температуре 25 °С
Общий вид токарного станка MML-01


Расположение составных частей токарного станка MML-01



Спецификация составных частей токарного станка MML-01
- Центр задней бабки
- Экран защитный для трехкулачкового самоцентрирующего патрона
- Экран для резцедержателя суппорта
- Гитара сменных зубчатых колес
- Панель управления
- Передняя бабка
- Фиксатор пиноли задней бабки
- Задняя защитная стенка
- Маховик ручной подачи пиноли задней бабки
- Задняя бабка
- Станина станка
- Поддон станка
- Гайка фиксации продольного перемещения задней бабки
- Ходовой винт
- Суппорт станка
- Маховик ручного продольного перемещения суппорта
- Винты для закрепления токарного резца в резцедержателе
- Трехкулачковый самоцентрирующийся патрон станка (далее «патрон»)
- Фиксатор резцедержателя
- Резцедержатель
- Поворотный суппорт
- Держатель экрана резцедержателя
- Пиноль задней бабки
- Ручка подачи поворотного суппорта
- Индикатор нарезания резьбы
- Рычаг включения автоматической подачи суппорта станка
- Поперечный суппорт
- Ручка подачи поперечного суппорта
- Крышка щеточного узла электродвигателя станка (2 шт.)
- Аварийный микровыключатель электродвигателя станка (срабатывает при открывании экрана 11)
- Планка микровыключателя для закрепления экрана 11
- Рычаг переключения высокой и низкой ступеней частоты вращения патрона 31
- Рычаг установки автоматической подачи суппорта 28 в позиции «Вперед / Нейтральная / Назад»
- Кабель электропитания с вилкой для подключения к розетке электросети
Схема сборки токарного станка MML-01
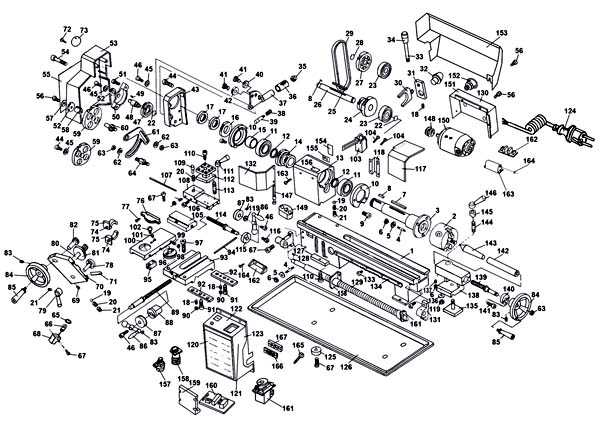
Схема сборки токарного станка MML-01. Смотреть в увеличенном масштабе
Технические характеристики токарно-винторезного станка Кратон MML-01
| Наименование параметра | MML-01 | MML-02 | MML-03 |
|---|---|---|---|
| Основные параметры станка | |||
| Наибольший диаметр заготовки над станиной, мм | 180 | 230 | 230 |
| Наибольший диаметр заготовки над суппортом, мм | |||
| Наибольшая длина заготовки в центрах (РМЦ), мм | 300 | 500 | 750 |
| Рекомендуемая глубина точения за один проход, мм | 0,1 | ||
| Максимальная глубина точения за один проход, мм | 0,2 | ||
| Максимальный размер державки резца, мм | |||
| Шпиндель | |||
| Диаметр сквозного отверстия в шпинделе, мм | 20 | 20 | 20 |
| Конус шпинделя | Морзе 3 | Морзе 3 | Морзе 3 |
| Число ступеней частот прямого вращения шпинделя | Б/с | Б/с | Б/с |
| Частота прямого вращения шпинделя, об/мин | 50..2500 | 100..1800 | 100..1800 |
| Диаметр токарного патрона, мм | 80 | 100 | 100 |
| Суппорт. Подачи | |||
| Наибольшее продольное перемещение каретки суппорта, мм | |||
| Перемещение суппорта продольное на одно деление лимба, мм | 0,025 | 0,025 | 0,025 |
| Наибольшее поперечное перемещение суппорта, мм | 65 | 125 | 125 |
| Перемещение суппорта поперечное на одно деление лимба, мм | 0,025 | 0,025 | 0,025 |
| Наибольшее перемещение поворотного суппорта (резцовых салазок), мм | 35 | 48 | 48 |
| Угол поворота резцовых салазок, град | ±90° | ±90° | ±90° |
| Пределы продольных рабочих подач суппорта, мм/об | |||
| Пределы шагов нарезаемых резьб метрических, мм | 0,5; 0,7; 0,8; 1,0; 1,25; 1,5; 1,75; 2,0; 2,5 | 0,5..3,0 | 0,5..3,0 |
| Задняя бабка | |||
| Конус задней бабки | Морзе 2 | Морзе 2 | Морзе 2 |
| Наибольшее перемещение пиноли, мм | |||
| Электрооборудование | |||
| Номинальное напряжение питания, В | 220 в 50 Гц | 220 в 50 Гц | 220 в 50 Гц |
| Электродвигатель главного привода, кВт | 0,5 | 0,75 | 0,75 |
| Габариты и масса станка | |||
| Габариты станка (длина ширина высота), мм | 695 х 310 х 305 | 1055 х 575 х 570 | 1300 х 575 х 570 |
| Масса станка, кг | 38 | 105 | 135 |
Связанные ссылки. Дополнительная информация
Паспорта к настольным токарным станкам
Каталог справочник настольных токарных станков
Кратон MML-01 Паспорт настольного токарного станка, (pdf) 5,0 Мб, Скачать
stanki-katalog.ru