16Б16Ка технические характеристики – Токарный станок 16Б16КП | 16Б16КА | Технические характеристики
alexxlab | 11.06.2020 | 0 | Разное
Приобрел станок 16Б16КА – Токарные 16Б16, 16Б20 и модификации.
Друзья привет!
На днях приобрёл станок 16Б16КА 1980 г.в., буду потихоньку приводить в порядок и по ходу дела задавать вопросы более опытным товарищам…
Первый вопрос, хоть и избитый… Какое масло купить в маслостануию для смазки шпинделя???
Дело в том, что найти штатное И-5А в маленькой таре очень трудно и стоит оно дороже, чем Декстрон 3 для АКПП, а залит судя по всему был именно декстрон… Вобщем выбор такой: или за 1500 руб взять 10 литров Декстрона … или за 2000 руб 20 литров И-5А под заказ…
Второй вопрос, не включается самоход поперечной подачи, ни на зад, ни в перед (продольная включается нормально в обе стороны)… Как лечить, фартук снимать и разбирать? Или может быть там какая-нибудь хитрость есть и пока станок отключен от электроснабжения, так и должно быть?
www.chipmaker.ru
Станок токарный 16б16кп технические характеристики
Токарно-винторезный станок 16Б16КП — технические характеристики, устройство
Токарно-винторезный станок 16Б16КП позволяет с высоким качеством и эффективностью выполнять финишные токарные операции с заготовками различного типа. Рассмотрим основные характеристики данного станка и познакомимся с особенностями его устройства и эксплуатации.

Внешний вид токарного станка 16Б16КП
Чем примечателен станок данной модели
16Б16КП – это модификация оборудования модели 16Б16, которое стало выпускаться еще в 70-х годах прошлого века и пришло на смену устаревшему агрегату 1А616. В отличие от своих предшественников, станок модели 16Б16КП оснащен автоматической коробкой передач, что значительно повышает удобство его эксплуатации.
К значимым преимуществам станка 16Б16КП, которые расширяют функциональность данного оборудования, относятся следующие.
- Четырехпозиционный резцедержатель станка оснащен механизмом, который позволяет быстро отводить режущий инструмент от поверхности обрабатываемой заготовки при нарезании резьбы.
- Токарные операции, которые выполняются на 16Б16КП, характеризуются высокой точностью и позволяют получать поверхности с высокой чистотой, что обеспечивает целый ряд факторов. Во-первых, элементы всех базовых деталей и сборка узлов агрегата отличаются высокой точностью. Во-вторых, в опорах шпиндельного узла установлены высокоточные подшипники. В-третьих, все быстровращающиеся элементы станка тщательно отбалансированы. В-четвертых, скорости резания могут бесступенчато регулироваться в широком диапазоне.
- За главное движение 16Б16КП отвечает комплектный тиристорный электрический привод, что обеспечивает возможность оперативно выбирать наиболее подходящий режим обработки.
- Для того чтобы контролировать частоту вращения шпиндельного узла, используют рукоятку на фартуке оборудования.
- На фартуке станка 16Б16КП есть также рукоятка для управления рабочими и ускоренными передвижениями суппорта и продольных салазок, совершаемыми в продольном и поперечном направлениях.
- Чтобы обеспечить плавность работы агрегата в ходе отделочных токарных операций, характеризующихся высокой скоростью вращения заготовки, движение от шпиндельного узла сообщается коробке подач при помощи ременной передачи. Использование такой кинематической схемы также позволяет продлить срок службы сменных колес.
- В продольном и в поперечном направлениях продольные салазки и суппорт станка могут передвигаться в ускоренном режиме.
- В отличие от предыдущих моделей, 16Б16КП имеет в передней бабке два перебора: 1:4 и 1:16.
- Оборудование соответствует категории точности «Н».
- Конструкция и дизайн станка разработаны таким образом, что управлять им и обслуживать его очень удобно.

Органы управления станка
Технические характеристики оборудования
Среди технических характеристик токарно-винторезного станка модели 16Б16КП стоит отметить следующие.
- Максимальная длина, на которую может выполняться обтачивание поверхности заготовки, – 1460 мм.
- Максимальная длина заготовки, которую можно зафиксировать в центрах оборудования, – 1500 мм.
- На станке 16Б16КП допускается выполнять обработку деталей с сечением 400 мм над поверхностью станины и 210 мм над поверхностью суппорта.
- Подачи могут совершаться в следующих интервалах: продольные – 0,05–2,8 мм/об, поперечные – 0,025–1,4 мм/об.
- Максимальное сечение прутка, который вставляется в переднюю бабку, – 44 мм.
- Диаметр отверстия, выполненного в передней бабке, составляет 45 мм.
- Суппорт станка может совершать максимальные продольные перемещения по винту – 750 мм, по валику – 500 мм, поперечные движения по винту – 220 мм.
- Суппорт 16Б16КП может совершать быстрые перемещения со следующей скоростью: продольные – 4 м/мин, поперечные – 2 м/мин.
- Интервал частот вращения шпинделя станка: прямого – 25–2500 об/мин (21 ступень), обратного – 25–1250 об/мин (18 ступеней).
- Конец шпинделя, согласно требованиям Государственного стандарта (12593-72), соответствует категории «6К».
- На токарно-винторезном станке 16Б16КП можно нарезать резьбу метрического типа с шагом 0,25–56 мм, модульного типа – 0,5–22, дюймового и питчевого типов – 112–0,5.
- Подачи на одно деление вращения лимба совершаются: в продольном направлении – 1 мм, в поперечном – 0,025 мм.
- Продольные подачи, совершаемые на одно деление вращения лимба, – 0,1 мм.
- Мощность электродвигателей, которые установлены на 16Б16КП: привод смазывающей системы – 0,12 кВт, привод главного движения – 7,5 кВт, привод, обеспечивающий ускоренные перемещения суппорта, – 0,37 кВт, привод системы охлаждения – 0,125 кВт.
- Вес модели – 2000 кг.
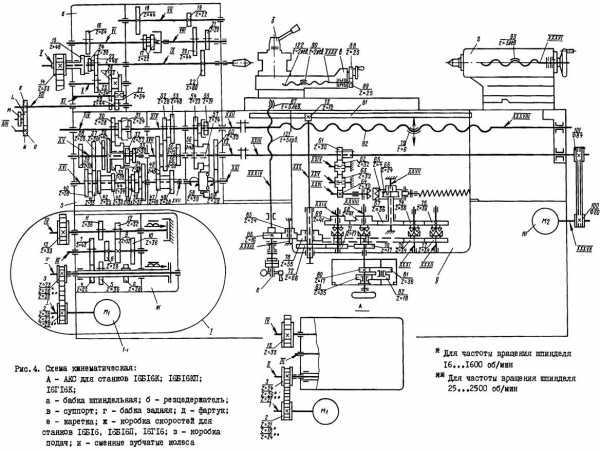
Кинематическая схема (нажмите, чтобы увеличть)
В ряду примечательных технических характеристик рассматриваемого станка также следует отметить:
- наличие продольных выключающих упоров;
- механизм блокировки подач в продольном и в поперечном направлениях;
- система защиты от возможных перегрузок.
В качестве дополнительных комплектующих токарно-винторезный станок данной модели может оснащаться конусной линейкой и гидросуппортом, в его станине может быть выполнена специальная выемка.
Конструктивные узлы и механизмы станка
Все элементы конструкции токарно-винторезного станка 16Б16КП указаны в его паспорте. Рассмотрим каждый из них подробнее.
Несущая станина оборудования
Данный элемент станка изготовлен из чугуна методом литья, имеет коробчатую конструкцию, внутри которой выполнены П-образные ребра, увеличивающие его жесткость. В верхней части станины имеются две плоские и две призматические направляющие, которые тщательно отшлифованы и подвергнуты закалке. Станина закреплена на одной тумбе. В нишу, расположенную с правого торца последней, вмонтирован электрический двигатель, отвечающий за ускоренные перемещения продольных салазок. На задней части станины находятся коробка скоростей агрегата (у левого торца) и станция смазки (у правого). Электрический двигатель, отвечающий за привод главного движения, располагается во внутренней части тумбы станины. Система охлаждения станка, которая включает емкость для СОЖ и насос, также находится в станине – в нише со стороны правого торца ее тумбы.

Токарно-винторезный станок 16Б16КП
Коробка подач
Важнейшие элементы данного узла токарно-винторезного станка – зубчатые колеса, получающие свое вращение от выходного вала коробки передач, расположенной в шпиндельной бабке. Рукоятки на лицевой части коробки подач позволяют регулировать следующие технические параметры: величину подач и шаг резьбы, которая нарезается; выбор типа резьбы, включение ходового вала или валика; направление вращения, совершаемого ходовым винтом. При необходимости нарезания резьбы с более точными параметрами технические характеристики коробки подач 16Б16КП позволяют подключать ходовой винт напрямую, не задействуя зубчатые колеса. В конструкции коробки подач имеется специальная обгонная муфта, которая отвечает за отключение механизма коробки при выполнении быстрых передвижений суппорта, совершаемых в обратном направлении.
Коробка передач
Данный узел станка отвечает за обеспечение вращения вала коробки подач (приводного), которое передается от механизма передней бабки. Если на агрегате нарезается
i-perf.ru
16Б16 Паспорт на универсальный токарно-винторезный станок высокой точности
Назначение и область применения
Универсальные токарно-винторезные станки особо высокой точности мод. 16Б16 и 16Б16КА предназначены для выполнения финишных операций токарной обработки в центрах, патроне или цангах, а также для нарезания резьб: метрической, дюймовой, модульной и питчевой.
С целью длительного сохранения точности станок необходимо использовать только для финишных и получистовых операций.
Температура помещения, где станок устанавливается должна поддерживаться в пределах 20°C, относительная влажность воздуха не должна превышать 50-60%.
Недопустима установка станка в помещениях с высокой концентрацией абразивной пыли, т.к. это ведет к быстрой потере первоначальной точности станка.
Необходимо также учитывать, что обработка чугунных деталей способствует повышенному износу трущихся частей, поэтому при обработке таких деталей нужно не менее 1 раза в смену особенно тщательно удалять стружку и пыль с направляющих станины и каретки и смазывать их.
Технологические возможности станка весьма широки, поэтому в руководстве не представляется возможным показать все виды и приемы работы.
За получением квалифицированных консультаций по вопросам эксплуатации, обслуживания и ремонта станков Вам необходимо обратиться на завод-изготовитель станка.
Коробка скоростей и коробка подач
Автоматическая смазка коробки скоростей и коробки подач осуществляется шиберным насосом 30 (см. табл. 6), приводимым в движение первичным валом коробки скоростей.
Через трубопровод 21 насос засасывает масло из резервуара 33 и по трубопроводу 35 подает масло в магнитно-сетчатый фильтр 20. Отфильтрованное масло по трубопроводу 23 поступает к приводной электромагнитной муфте коробки скоростей, а по трубопроводу 24 – на смазку тормозной электромагнитной муфты и механизма коробки скоростей. По трубопроводу 25 масло подается к маслоуказателю 1, из которого сливается в масляную ванну и расходится к местам смазки механизма коробки подач. Из коробки подач по шлангу 28, а из коробки скоростей по шлангу 29 стекает в резервуар 33.
- Универсальные токарно-винторезные станки особо высокой точности 16Б16 и 16Б16КА
- Кинематическая схема на токарно-винторезные станки 16Б16 и 16Б16КА
Скачать 16Б16 Паспорт на универсальный токарно-винторезный станок высокой точности
Технические характеристики | 16Б16П | ||
SV | MV | LV | |
Наибольший диаметр обрабатываемого изделия | |||
над станиной, мм | 400/360 | ||
над суппортом, мм | 200/180 | ||
в выемке станины (в ГАПе), мм | 500 | ||
Диаметр отверстия в шпинделе, мм | 45 | ||
Длина обрабатываемого изделия, мм | 750 | 1000 | 1500 |
Размер конусного отверстия в шпинделе | Морзе 6 | ||
Размер центра в пиноли задней бабки | Морзе 5 | ||
Управление скоростями шпинделя | бесступенчато | ||
Пределы чисел оборотов шпинделя, мин -1 | 5-2000 | ||
Пределы величин подач, мм/об: | |||
продольных | 0,05 – 2,8 | ||
поперечных | 0,025 – 1,4 | ||
Нарезание резьбы: | |||
метрическая, шаг в мм | 0,25 – 56 | ||
дюймовая, число ниток на 1″ | 112 – 0,5 | ||
модульная, шаг в модулях | 0,25 – 56 | ||
питчевая, шаг в питчах | 112 – 0,5 | ||
Точность геометрической формы цилиндрической поверхности образца, мм: | |||
постоянство ? в поперечном сечении | 0,005 | ||
постоянство ? в любом сечении | 0,012 | ||
Шероховатость поверхности после чистовой обработки | Ra 1,25 | ||
Плоскостность торцевой поверхности, мм | 0,01 | ||
Точность шага резьбы, мм | 0,03 | ||
Мощность электродвигателя главного привода, кВт | 5,5/7,5 | ||
Габариты станка, мм: | |||
длина | 2270 | 2580 | 2900 |
ширина | 1110 | 1110 | 1040 |
высота | 1505 | 1505 | 1400 |
Вес станка, кг | 2050 | 2130 | 2500 |
www.stanoktehpasport.ru
16Б16Т1 Станок токарный патронно-центровой с ЧПУ Схемы, описание, характеристики
Сведения о производителе токарно-винторезного станка 16Б16Т1
Производитель универсального токарного станка 16Б16Т1 (Samat-135NC) – Средневолжский станкостроительный завод СВСЗ, основанный в 1876 году.
Производство металлорежущих станков на Средневолжском станкостроительном заводе впервые началось в конце января 1926 года. Первым выпущенным станком на предприятии был токарно-винторезный станок со ступенчатым шкивом модели ТВ-155В.
В 1934 году на заводе был создан оригинальный токарно-винторезный станок модели СП-162 с числом скоростей – 8, числом оборотов шпинделя в минуту – от 24 до 482. На станке впервые был установлен индивидуальный электродвигатель мощностью в 1,5 квт.
В годы войны завод освоил выпуск токарно-винторезного станка 1615 и вскоре модернизировал его, доведя скорость шпинделя до 1000 оборотов в минуту.
В 1949 году запущен в серийное производство станок 1616, в шестидесятых годах модели – 1В616 и 1А616, а с начала семидесятых годов начался выпуск серии 16Б16.
С 90х годов прошлого века предприятие СВСЗ выпускает токарные станки под торговой маркой SAMAT.
Станки токарные производства СВСЗ
16Б16Т1 (SAMAT-135NC) Станок токарный патронно-центровой с ЧПУ. Назначение, область применения
Токарный станок с числовым программным управлением 16Б16Т1 предназначен для токарной обработки деталей типа тел вращения с прямолинейным, ступенчатым и криволинейным профилем, в том числе, для нарезания резьб в полуавтоматическом режиме в патроне и центрах; используется в мелкосерийном и серийном производстве.
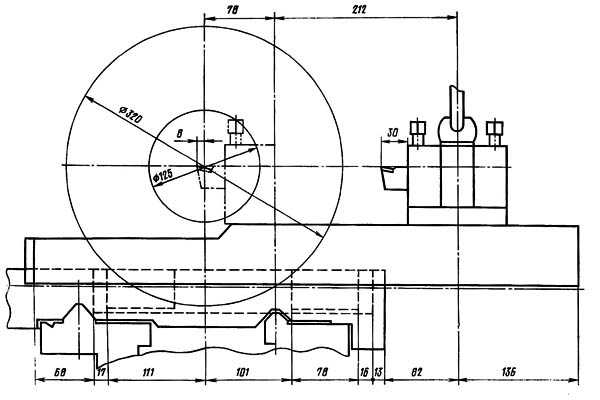
Токарный станок 16Б16т1 обрабатывает заготовки “Диск” с максимальным диаметром над станиной – Ø 320 мм, заготовки “Вал” с максимальным диаметром над суппортом Ø 125 мм и длиной до 750 мм. Для обработки прутка в шинделе предусмотрено сквозное отверстие Ø 37 мм, максимальный диаметр прутка Ø 36 мм.
Шпиндель станка получает 18 скоростей вращения в диапазоне от 40 до 2000 об/мин от 2-х скоростного реверсивного асинхронного электродвигателя через автоматическую 9-и ступенчатую коробку передач в передней бабке.
Передний конец шпинделя станка 16Б16Т1 выполнен по ГОСТ 12593 (Концы шпинделей фланцевые под поворотную шайбу и фланцы зажимных устройств) (DIN 55027, ИСО 702-3-75) под поворотную шайбу, с центрирующим коротким конусом:
- Номинальный диаметр конуса D = 106,375 мм, условный размер конца шпинделя – 6
- Внутренний (инструментальный) конус шпинделя – Морзе 6
- Стандартный диаметр токарного патрона – Ø 200, Ø 250 мм, исполнение – тип 2 (под поворотную шайбу)
- Диаметр сквозного отверстия – Ø 37 мм
- Наибольший диаметр прутка – Ø 36 мм
Управление станком осуществляется от программы, вводимой в память управляющей системы с пульта оперативного управления или с кассеты внешней памяти. Станок может быть использован в механических цехах машиностроительных заводов с единичным повторяющимся, мелкосерийным и серийным производством.
Станок имеет оперативную систему программного управления «Электроника НЦ-31», которая обеспечивает оперативный ввод управляющей программы, редактирование с клавиатуры пульта непосредственно на рабочем месте, исполнение программ обработки и управление станком. Ввод программы может производиться также с кассеты внешней памяти.
В настоящее время станок комплектуется современной системой ЧПУ NC-201(М).
Привод подач осуществляется винтовыми парами качения и высомоментными двигателями постоянного тока с фотоимпульсными датчиками обратной связи, обеспечивающими бесступенчатое регулирование продольных и поперечных подач.
Привод станка — от двухскоростного реверсируемого асинхронного электродвигателя в сочетании с автоматической коробкой скоростей и механическим перебором, обеспечивающим программирование 12 ступеней частот вращения шпинделя в каждом из двух диапазонов.
Высокоточные подшипники качения обеспечивают высокую точность и жесткость опор. Зажим обрабатываемой детали может производиться в патроне с помощью пневмоцилиндра, управляемого от педали.
Задняя бабка имеет электрический привод пиноли, управляемый от педали, и вращающийся центр.
Станок имеет передний и задний однопозиционные быстросменные резцедержатели.
Направляющие продольных и поперечных салазок и винтовые пары качения имеют импульсную автоматическую смазку.
Загрузка заготовок и выгрузка деталей производятся вручную.
При наружной обработке СОЖ в зону обработки подается сверху, при сверлении и расточке — в торец детали.
Корректированный уровень звуковой мощности LpA не должен превышать 96 дБА.
Среднеквадратичные значения виброскорости на рабочем месте составляют 25% нормы по ГОСТ 12.2.009—80.
Класс точности станка по ГОСТ 8—77: П (повышенная) — при проверке на соответствие ГОСТ 18097—72; Н (нормальная) — при проверке на соответствие РТМ2 Н70-1—78.
Шероховатость обработанных цилиндрических и конических поверхностей Ra=2,5 мкм.
Категория качества — высшая.
Разработчик — Средневолжский станкостроительный завод.
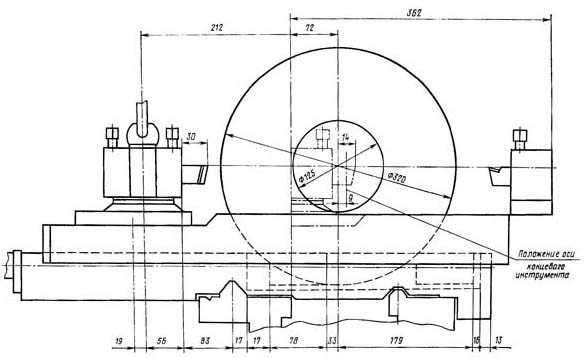
16Б16Т1 Габарит рабочего пространства токарного станка с револьверной головкой
Габарит рабочего пространства станка 16Б16т1 с револьверной головкой
16Б16Т1 Габарит рабочего пространства токарного станка с однопозиционным резцедержателем
Габарит рабочего пространства станка 16Б16т1 с однопозиционным резцедержателем
Рабочая зона токарного станка 16Б16Т1 с однопозиционным передним резцедержателем
Рабочая зона токарного станка 16Б16т1 с передним резцедержателем
Рабочая зона токарного станка 16Б16Т1 с однопозиционным задним резцедержателем
Рабочая зона токарного станка 16Б16т1 с задним резцедержателем
Посадочные и присоединительные базы токарного станка 16Б16Т1. Шпиндель
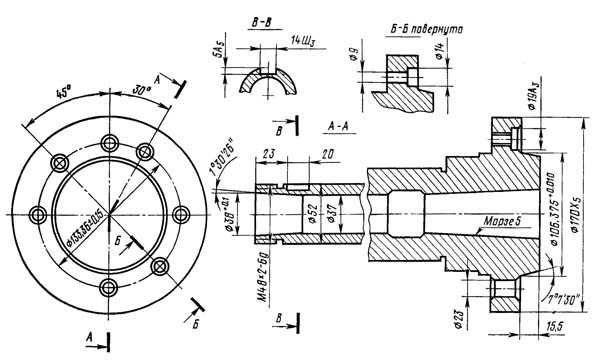
Посадочные и присоединительные базы токарного станка 16Б16т1
16Б16Т1 Общий вид токарного станка

Фото токарного станка с ЧПУ 16Б16т1
Расположение составных частей токарного станка с ЧПУ 16Б16Т1
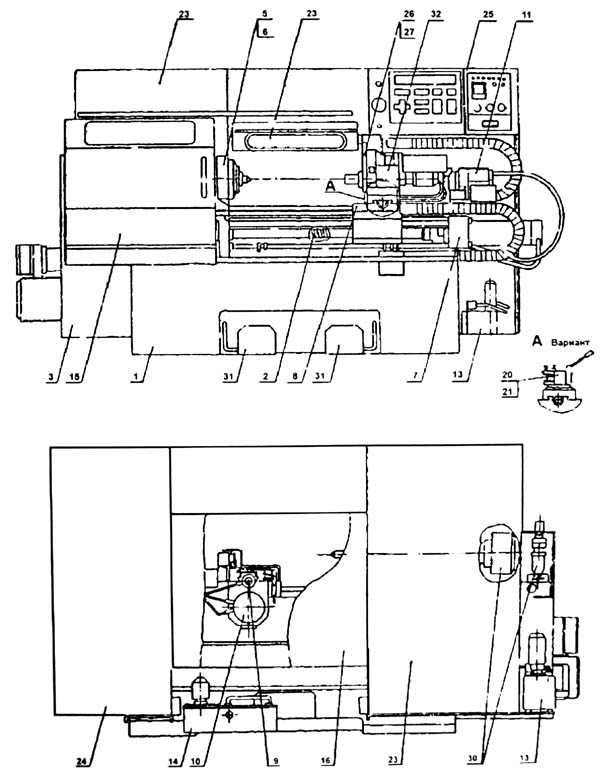
Расположение составных частей токарного станка с ЧПУ 16Б16Т1
Спецификация составных частей токарного станка с ЧПУ 16Б16Т1
- Станина – 16Б16Т1.10.000
- Пара винтовая качения – 16Б16Т1.11.000
- Кожухи – 16Б16Т1.14.000
- Шпиндельная бабка – 16Б16Т1.21.000
- Привод датчика резьбонарезания – 16Б16Т1.22.000
- Привод продольных подач – 16Б16Т1.30.000
- Суппорт – 16Б16Т1.32.000
- Пара винтовая качения – 16Б16Т1.33.000
- Привод поперечных подач – 16Б16Т1.34000
- Бабка задняя – 16Б16Т1.40.000
- Система смазки – 16Б16Т1.61.000
- Охлаждение – 16Б16Т1.72.000
- Ограждение – 16Б16Т1.74.000
- Ограждение заднее – 16Б16Т1.75.000
- Резцедержатель – 16Б16Т1.136.000 – по заказу вместо головки У16-520
- Резцедержатель задний – 16Б16Т1.137.000
- Приспособление для установки резцов – 16Б16Т1.153.000 – по заказу
- Электрооборудование – 16Б16Т1.180.000
- Шкаф электроавтоматики – 16Б16Т1.180.1.000
- Пульт управления – 16Б16Т1.180.3.000
- Диск инструментальный – 16Б16Т1.236.000-01 – по заказу
- Диск инструментальный – 16Б16Т1.237.000
- Пневмопривод вращающийся – 16Б16Т1.65.000 – по заказу
- Педаль управления – Р61-502.000.000
- Резцедержка поворотная – У16-520.000.000-01
16Б16Т1 Расположение сигнализации и органов управления токарным станком
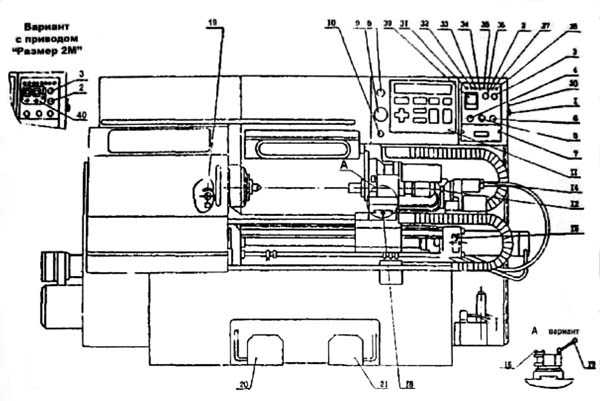
Расположение органов управления токарным станком с ЧПУ 16Б16т1
16Б16Т1 Перечень органов управления и сигнализации токарного станка
- Вводной выключатель
- Кнопка «Станок готов к работе»
- Переключатель отключения клавиш ЧПУ
- Переключатель «Пуск», «Стоп», «По циклу» охлаждения
- Переключатель включения освещения
- Кнопка включения импульсной смазки
- Винт крепления крьшки, закрывающей доступ к внешней памяти
- Аварийная кнопка «Стоп»
- Маховичок ручного генератора
- Переключатель «Пуск подачи и шпинделя», «Стоп подачи» и «Стоп подачи и шпинделя»
- Пульт оперативного управления ЧПУ
- Рукоятка крепления задней бабки к станине
- Лимб настройки усилия полжима обрабатываемой детали пинолью задней бабки
- Отверстие под ключ для ручного перемещения каретки при отключении станка от электросети или отказе ВМД
- Винт зажима резца
- Рукоятка зажима резцедержки или державки
- Отверстие под рукоятку для ручного перемещения салазок при отключении станка от электросети или отказа ВМД
- Квадрат установки диапазона регулирования чисел оборотов шпинделя (переключение перебора)
- Панель управления пневмозажимом
- Педаль управления перемещением пиноли задней бабки
- Лампа молочного цвета сигнализирует о включении станка в сеть
- Лампа зеленого цвета сигнализирует о готовности станка к работе
- Лампа желтого цвета сигнализирует о работе системы импульсной смазки
- Лампа желтого цвета сигнализирует о неготовности станка к работе по циклу
- Лампа желтого цвета сигнализирует о незакрытом ограждении
- Лампа желтого цвета сигнализирует о незажатом патроне
- Лампа желтого цвета сигнализирует о том, что деталь не поджата пинолью задней бабки и пиноль не отведена в крайнее правое положение
- Лампа желтого цвета сигнализирует о незажатом резцедержателе
- Лампа желтого цвета сигнализирует о том, что включение перебора не соответствует программе
- Указатель нагрузки электродвигателя главного движения комплектного привода
- Органы сигнализации привода «Размер 2М»
Органы сигнализации токарного станка:
Кинематическая схема токарного станка с ЧПУ 16Б16Т1
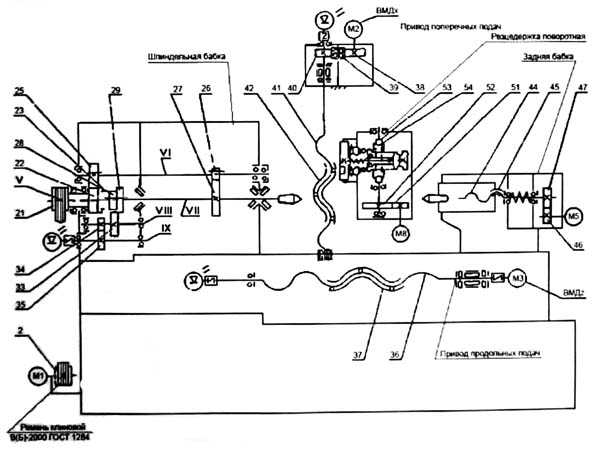
Кинематическая схема токарного станка с ЧПУ 16Б16т1
Схема кинематическая токарного станка 16Б16Т1. Скачать в увеличенном масштабе
Описание кинематической схемы токарного станка 16Б16Т1
Привод главного движения станка состоит из двухскоростного асинхронного двигателя М1, автоматической коробки передач и шпиндельной бабки.
От шкива 2 электродвигателя М1 вращение передаётся посредством плоскозубчатого ремня на шкив 4 входного вала 2 автоматической коробки передач, состоящей из трёх валов и зубчатых колёс с постоянным зацеплением. На среднем валу 3 автоматической коробки передач зубчатые колёса закреплены жестко, а на входном и выходном – на подшипниках качения и кинематически связываются с валами при включении соответствующих электромагнитных муфт. Для передачи крутящего момента на каждом валу должно быть включено по одной муфте.
Различными комбинациями включения трех муфт 48, 49, 50, 51, 52, 53 достигаются 9 ступеней скорости на входном валу VI автоматической коробки передач.
Одновременным включением трех муфт 52, 53, 59 на входном валу IV получается “кинематический замок”, используемый для торможения шпинделя и электродвигателя.
От шкива 20 выходного вала автоматической коробки передач вращение передаётся плоскозубчатым ремнем на шкив 21 шпиндельной бабки.
Вращение от шкива на шпиндель VII может передаваться посредством зубчатых муфт 23 и 28 “напрямую” или через понижающую, состоящую из зубчатых колёс 22, 25, 26, 27. Таким образом, с учетом перекрытия части ступеней чисел оборотов на шпинделе достигается 18 различных передач вращения. От шпинделя через зубчатые передачи 29, 33, 34, 35 с передаточным отношением 1:1 приводиться во вращение фотоэлектирический датчик.
Привод продольных подач состоит из высокомоментного двигателя ВМDz, упругой муфты, передачи винт-гайка качения 36, 37.
В приводе поперечных подач использованы высокомоментный двигатель ВМДХ, редуктор с безвозвратной передачей 38, 39,40 и передача винт – гайка качения 41 и 42.
Датчики обратной связи (ДОС) представляют собой фотоимпульсные преобразователи, установленные в приводах продольных и поперечных подач. Они служат для преобразования угла поворота ходового винта (который создает линейное перемещение суппорта) в электрические импульсы, поступающие в систему ЧПУ. В системе ЧПУ происходит сравнение фактического перемещения суппорта по оси Х или Z с заданным по программе. При совпадении фактического перемещения с заданным, система ЧПУ выдает приводу команду остановиться.
Такой привод подачи называется следящим.
Станок оснащен шестипозиционным резцедержателем, установленным на суппорте. Смена номера рабочей позиции инструмента осуществляется по программе с помощью двигателя.
Перемещение пиноли задней бабки осуществляется электроприводом. С вала двигателя №7 вращение передается на винт 44 с помощью цилиндрической зубчатой передачи 46 и 47.
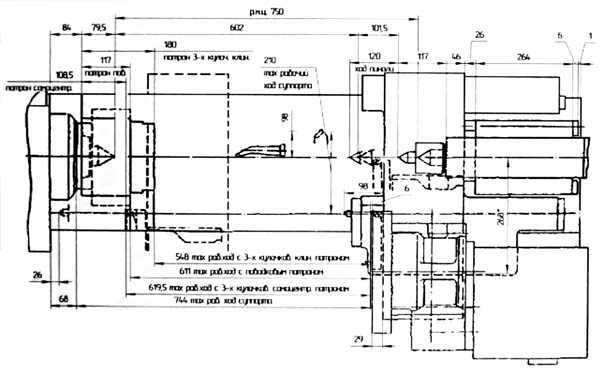
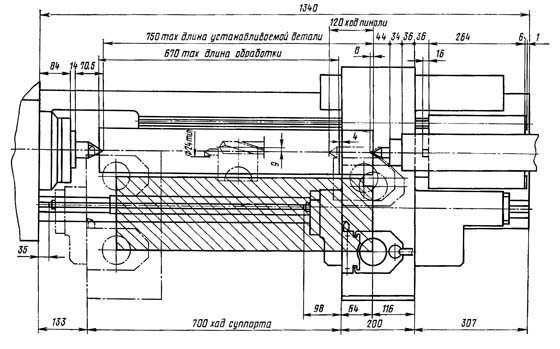
Установочный чертеж токарного станка с ЧПУ 16Б16Т1
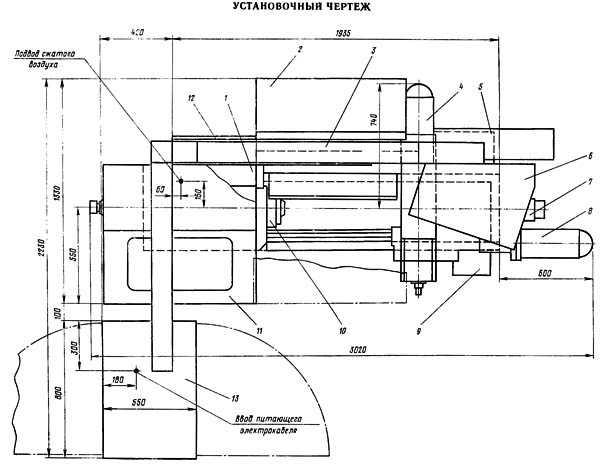
Установочный чертеж токарного станка с ЧПУ 16Б16т1
16Б16Т1 (SAMAT 135 NC) Станок токарный патронно-центровой с оперативной системой управления (ЧПУ). Видеоролик.
Технические характеристики станка 16Б16Т1
| Наименование параметра | 16Б16Т1 | 16Б16Ф3 |
|---|---|---|
| Основные параметры станка | ||
| Класс точности по ГОСТ 8-82 | П | Н |
| Наибольший диаметр обрабатываемого изделия над станиной, мм | 320 | 320 |
| Наибольший диаметр обрабатываемого изделия над суппортом, мм | 125 | 160 |
| Наибольшая длина обрабатываемого изделия, мм | 750 | 710 |
| Высота резца, мм | 25 | 25 |
| Количество инструментов в резцедержателе | 4 | 4 |
| Шпиндель | ||
| Количество рабочих скоростей шпинделя | 18 | 17 |
| Число ступеней автоматически переключаемых частот вращения шпинделя | 12 | |
| Диаметр отверстия в шпинделе, мм | 37 | |
| Наибольший диаметр прутка, проходящий через отверстие в шпинделе, мм | 36 | 34 |
| Диапазон скоростей шпинделя, переключаемых по программе, об/ми | 40..500, 160..2000 | 45..560, 140..1800 |
| Диапазон скоростей шпинделя, устанавливаемый вручную, об/мин | 40..2000 | 45..1800 |
| Центр шпинделя передней бабки по ГОСТ 13214-67 | Морзе 5 | Морзе 5 |
| Конец шпинделя по ГОСТ 12593-72 | 6К | 6К |
| Наибольший крутящий момент на шпинделе, Нм | 350 | |
| Предельный диаметр сверления по стали/ чугуну, мм | ||
| Подачи | ||
| Наибольшее перемещение суппорта продольное, мм | 700 | 700 |
| Дискретность перемещения суппорта продольная / поперечная на один шаг, мм | 0,01/ 0,005 | 0,01/ 0,005 |
| Наибольшее перемещение суппорта поперечное, мм | 210 | 240 |
| Диапазон скоростей продольных подач, мм/мин | 2..1200 | 1..1200 |
| Диапазон скоростей поперечных подач, мм/мин | 1..1200 | 1..600 |
| Скорость быстрых продольных/ поперечных ходов, м/мин | 6/ 5 | 4,8/ 2,4 |
| Пределы шагов нарезаемых цилиндрических резьб, мм | 0,05..40,95 | 0,2..10 |
| Точность позиционирования по оси X, мм | 0,02 | |
| Точность позиционирования по оси Z, мм | 0,035 | |
| Среднеквадратичное отклонение от заданного перемещения по оси X, мм | 0,0025 | |
| Среднеквадратичное отклонение от заданного перемещения по оси Z, мм | 0,006 | |
| Точность обработки в партии деталей из 5 шт. (допуск на размах) по диаметру (Ø = 84 мм), мм | 0,025 | |
| Точность обработки в партии деталей из 5 шт. (допуск на размах) по длине (L = 30 мм), мм | 0,032 | |
| Наибольшее усилие резания, Н | 6000 | |
| Задняя бабка | ||
| Ход пиноль задней бабки, мм | 120 | |
| Центр пиноли задней бабки по ГОСТ 13214-67 | Морзе 3 | |
| Параметры системы ЧПУ | ||
| Обозначение системы ЧПУ | Электроника НЦ-31 NC-201(M) | Н22-1М |
| Система отсчета | В абсолютн.зн. В приращениях | В приращениях |
| Число координат/ одновременно управляемых координат | 2/ 2 | 2/ 2 |
| Разрешающая способность в продольном направлении (дискретность задания по оси Z), мм | 0,01 | 0,01 |
| Разрешающая способность в поперечном направлении (дискретность задания по оси X), мм | 0,005 | 0,005 |
| Тип датчика обратной связи | ||
| Тип резьбонарезного датчика | ИГР | |
| Электрооборудование. Привод | ||
| Количество электродвигателей на станке | 7 | |
| Электродвигатель привода главного движения, кВт (об/мин) | 4,2/ 7,1 | (720/ 1440)3,8/ 6,3 | (750/ 1500)
| Электродвигатель привода продольных подач, Н*м | 100 | |
| Электродвигатель привода поперечных подач, Н*м | 70 | |
| Электродвигатель револьверной головки, кВт | 0,18 | – |
| Электродвигатель привода пиноли, кВт | 0,18 | – |
| Электродвигатель гидростанции, кВт | ||
| Электродвигатель станции смазки, кВт | 0,09 | |
| Электродвигатель насоса охлаждения, кВт | 0,18 | |
| Суммарная мощность электродвигателей, кВт | ||
| Суммарная потребляемая мощность станка, кВт | 13,0 | |
| Габариты и масса станка | 3100 х 1390 х 1870 | 3065 х 2395 х 1860 |
| Масса станка с ЧПУ, кг | 2860 | 2500 |
Полезные ссылки по теме
Каталог справочник токарных станков
Паспорта и руководства токарных станков
Справочник деревообрабатывающих станков
Купить каталог, справочник, базу данных: Прайс-лист информационных изданий
stanki-katalog.ru
Станок токарно-винторезный особо высокой точности 16Б16А
Если Вам необходимо купить Станок токарно-винторезный особо высокой точности 16Б16А звоните по телефонам:
в Москве +7 (499) 372-31-73
в Санкт-Петербурге +7 (812) 245-28-87
в Минске +375 (17) 246-40-09
в Екатеринбурге +7 (343) 289-16-76
в Новосибирске +7 (383) 284-08-84
в Челябинске +7 (351) 951-00-26
в Тюмени +7 (3452) 514-886
в Нижнем Новгороде +7 (831) 218-06-78
в Самаре +7 (846) 201-07-64
в Перми +7 (342) 207-43-05
в Ростове-на-Дону +7 (863) 310-03-86
в Воронеже +7 (473) 202-33-64
в Красноярске +7 (391) 216-42-04
в Нур-Султане +7 (7172) 69-62-30;
в Абакане, Альметьевске, Архангельске, Астрахани, Барнауле, Белгороде, Благовещенске, Брянске, Владивостоке, Владимире, Волгограде, Вологде, Иваново, Ижевске, Иркутске, Йошкар-Оле, Казани, Калуге, Кемерово, Кирове, Краснодаре, Красноярске, Кургане, Курске, Кызыле, Липецке, Магадане, Магнитогорске, Майкопе, Мурманске, Набережных Челнах, Нижнекамске, Великом Новгороде, Новокузнецке, Новороссийске, Новом Уренгое, Норильске, Омске, Орле, Оренбурге, Пензе, Перми, Петрозаводске, Пскове, Рязани, Саранске, Саратове, Севастополе, Симферополе, Смоленске, Сыктывкаре, Тамбове, Твери, Томске, Туле, Улан-Удэ, Ульяновске, Уфе, Хабаровске, Чебоксарах, Чите, Элисте, Якутске, Ярославле и в других городах
По всей России бесплатный номер 8 (800) 775-16-64.
В странах СНГ — Беларуси, Казахстане, Туркменистане, Узбекистане, Украине, Таджикистане, Молдове, Азербайджане, Кыргызстане, Армении в городах Нур-Султан, Бишкек, Баку, Ереван, Минск, Ашхабад, Кишинев, Душанбе, Ташкент, Киев и других для покупки оборудования типа Станок токарно-винторезный особо высокой точности 16Б16А звоните на любой удобный номер, указанный на нашем сайте, или оставьте свои контакты под кнопкой ЗАКАЗАТЬ ЗВОНОК вверху сайта – мы сами Вам перезвоним.
stanok-kpo.ru
Станок токарно-винторезный особо высокой точности 16Б16КА
Если Вам необходимо купить Станок токарно-винторезный особо высокой точности 16Б16КА звоните по телефонам:
в Москве +7 (499) 372-31-73
в Санкт-Петербурге +7 (812) 245-28-87
в Минске +375 (17) 246-40-09
в Екатеринбурге +7 (343) 289-16-76
в Новосибирске +7 (383) 284-08-84
в Челябинске +7 (351) 951-00-26
в Тюмени +7 (3452) 514-886
в Нижнем Новгороде +7 (831) 218-06-78
в Самаре +7 (846) 201-07-64
в Перми +7 (342) 207-43-05
в Ростове-на-Дону +7 (863) 310-03-86
в Воронеже +7 (473) 202-33-64
в Красноярске +7 (391) 216-42-04
в Нур-Султане +7 (7172) 69-62-30;
в Абакане, Альметьевске, Архангельске, Астрахани, Барнауле, Белгороде, Благовещенске, Брянске, Владивостоке, Владимире, Волгограде, Вологде, Иваново, Ижевске, Иркутске, Йошкар-Оле, Казани, Калуге, Кемерово, Кирове, Краснодаре, Красноярске, Кургане, Курске, Кызыле, Липецке, Магадане, Магнитогорске, Майкопе, Мурманске, Набережных Челнах, Нижнекамске, Великом Новгороде, Новокузнецке, Новороссийске, Новом Уренгое, Норильске, Омске, Орле, Оренбурге, Пензе, Перми, Петрозаводске, Пскове, Рязани, Саранске, Саратове, Севастополе, Симферополе, Смоленске, Сыктывкаре, Тамбове, Твери, Томске, Туле, Улан-Удэ, Ульяновске, Уфе, Хабаровске, Чебоксарах, Чите, Элисте, Якутске, Ярославле и в других городах
По всей России бесплатный номер 8 (800) 775-16-64.
В странах СНГ — Беларуси, Казахстане, Туркменистане, Узбекистане, Украине, Таджикистане, Молдове, Азербайджане, Кыргызстане, Армении в городах Нур-Султан, Бишкек, Баку, Ереван, Минск, Ашхабад, Кишинев, Душанбе, Ташкент, Киев и других для покупки оборудования типа Станок токарно-винторезный особо высокой точности 16Б16КА звоните на любой удобный номер, указанный на нашем сайте, или оставьте свои контакты под кнопкой ЗАКАЗАТЬ ЗВОНОК вверху сайта – мы сами Вам перезвоним.
stanok-kpo.ru