16К20 чпу: 16К20Ф3 Станок токарный патронно-центровой с ЧПУ. Паспорт, схемы, характеристики, описание
alexxlab | 13.08.1986 | 0 | Разное
Страница не найдена – Все о ЧПУ
Страница не найдена – Все о ЧПУИзвините, страница не существует или была удалена…
Самые комментируемые записи
Строим самодельный фрезерный ЧПУ станок
Самодельный ЧПУ фрезерный станок: подробности процесса сборки, обзор нужных комплектов и наборов, личный опыт. Откроем секреты сборки станка своими руками.
Идеи изделий на ЧПУ станке
Получив первые навыки эксплуатации сложного устройства, его владелец, наконец, задумывается: как заработать на станке с ЧПУ, имея стабильную прибыль.
Выбор шпинделя для фрезерного станка с ЧПУ
Как выбрать шпиндель для фрезерного станка с ЧПУ ? ИХ классификация, охлаждение, способы фрезеровки, мощность, и другая полезная информация.
Прямо сейчас смотрят
Фрезерный
Мнение эксперта о китайских фрезерных станках с ЧПУ
Как правильно выбрать китайский фрезерный станок с ЧПУ. Это достаточно сложно, так как это требует знаний и опыта работы с таким оборудованием.
Вопрос-Ответ
Чем уникальна технология гравировки текста на станках ЧПУ
Гравировка текста на ЧПУ – это не только узкоспециализированная технология, но ещё и отличный выбор для тех, кто хочет удивить близких необычным подарком.
Токарный
Выбор и возможности токарного станка по дереву с ЧПУ – нового и самодельного
Токарный станок по дереву с ЧПУ – один из наиболее востребованных. Многофункциональное оборудование способно выполнять любые задачи по обработке древесины.
Многофункциональное оборудование способно выполнять любые задачи по обработке древесины.
Фрезерный
Подробное описание ЧПУ Heidenhain
ЧПУ Heidenhain, описание которых прилагается вместе с инструкцией по руководству, представляют собой профессиональные стойки, имеющие универсальную систему.
Сверлильный
Как сделать сверлильный станок ЧПУ своими руками?
Как смастерить сверлильный станок ЧПУ своими руками? Как проводится сборка узлов станка? Монтаж электроники и техника безопасности.
Плазменный
О специальных программах плазмы ЧПУ для создания чертежей
Работа облегчается с программами для плазмы, создание чертежей проходит быстрее. Главное – правильно задать параметры и разобраться, как работает технология.
Главное – правильно задать параметры и разобраться, как работает технология.
Токарный
Возможности, технические характеристики и схемы токарного станка 1А616
Применение токарного станка 1А616, технические характеристики. Подробные схемы, функциональные возможносты. Правила эксплуатации и техника безопасности.
Вопрос-Ответ
Как в домашних условиях сделать ЧПУ станок на Arduino
Создать ЧПУ на Ардуино – сравнительно несложно. Но многие воспринимают это как вариант для пользователей-непрофессионалов, считая, что такой подход устроит лишь «чайников». В статье найдете пошаговую инструкцию и основные советы от мастеров.
Сверлильный
Как работает сверлильный станок с ЧПУ по металлу?
Плюсы и минусы сверлильного станка с ЧПУ по металлу. Некоторые модели, их описание и характеристики.
Некоторые модели, их описание и характеристики.
Что из себя представляет процесс нормирования наладочных работ на станках с ЧПУ
Помимо обработки деталей, подлежат нормированию наладочные работы на станках с ЧПУ. Это необходимо, чтобы при разработке технологических операций, предусмотреть и эти затраты времени.
Приборы и средства промышленной автоматизации
Практически на каждом промышленном предприятии применяются токарно-винторезные станки. Одним из таких станков является 16К20 в различных модификациях, в том числе и в комплекте с системой ЧПУ.
Этот станок предназначен для обработки простых и сложных цилиндрических и конических поверхностей — как внутренних, так и наружных, нарезания резьбы. Для обработки торцов заготовок можно применять всевозможные резцы, сверла, развертки, зенкеры. Нарезать резьбу на 16К20 можно с помощью резцов, плашки, метчика.
Нарезать резьбу на 16К20 можно с помощью резцов, плашки, метчика.
Станок 16К20 способен обрабатывать детали в широком диапазоне габаритных размеров
- максимальный диаметр обработки над станиной — 400 мм
- максимальный диаметр обработки над суппортом — 220 мм
- длина обрабатываемой заготовки — 750…1500 мм.
Всех вышеперечисленных целей можно достичь путем внедрения комплексного решения от компании на основе оборудования Delta Electronics (Тайвань) — системы ЧПУ Delta NC200P-LI-AE в комплекте с современными сервоприводами серии Delta ASD-A2.
Состав системы управления Delta Electronics для модернизации токарного станка 16А(К)20Ф3:
NC200P-LI-AE. Система ЧПУ для токарных станков с интегрированной станочной панелью, встроенными специализированными кнопками для токарной группы станков, кнопкой аварийного останова и «штурвалом».
NC-EIO-R3216. Модуль расширения вх/вых с высокоскоростным последовательным интерфейсом RS-422, 32 вх/16 вых (релейных)
ASD-A2. Сервоприводы подачи (оси Х, Z)
Сервоприводы подачи (оси Х, Z)
ASD-A2-3043-F: Блок управления 3.0 кВт, 3×400 В, второй вход обратной связи, управление по шине DMCNET.
Серводвигатель ECMA-L11830RS AC: 3.0 кВт, 400 В, 1500 об/мин, без тормоза, с сальником, ном. крутящий момент 19.10 Нм, разрешение энкодера 1,28 млн имп./оборот.
Eh4-25LG8845. Инкрементальный энкодер с полым валом (2500 имп./об)
Главный привод VFD25AMS43AFSAA. Преобразователь частоты MS300, 3×400 В, 11 кВт, 25/28А, ЭМС С2, IP20
RXLG1.5KW43RJ. Тормозной резистор 1,5 кВт, 43 Ом
DRP024V120W3BN. Источник питания: Uвх ном = 3х380 В AC, Uвых = 24 В DC, 120 Вт.
Комплект кабелей и разъемов для монтажа системы ЧПУ и сервоприводов.
Производительность и точность
Важные критерии эффективности модернизации станка – повышение скоростных характеристик и точности. Для обеспечения высокоскоростной передачи данных от системы ЧПУ Delta NC200P-LI-AE к сервоприводам осей X и Z используется шина DMCNET (Delta Motion Control Network). Скорость передачи данных по шине составляет 10 Мбит/с, что обеспечивает высокое быстродействие и точность управления осями. Кроме того, DMCNET — помехозащищенная шина. Её применение обеспечивает бесперебойное управление сервоприводами на расстоянии до 30 м.
Скорость передачи данных по шине составляет 10 Мбит/с, что обеспечивает высокое быстродействие и точность управления осями. Кроме того, DMCNET — помехозащищенная шина. Её применение обеспечивает бесперебойное управление сервоприводами на расстоянии до 30 м.
Высокая точность позиционирования при применении комплектного сервопривода серии ASD-A2 обеспечивается благодаря высокочувствительному энкодеру обратной связи (количество импульсов – 1`280`000/об.). Для устранения погрешности позиционирования, вызванной наличием механических люфтов и деформаций, применяются оптические линейки или энкодеры, подключение которых позволяет создать второй замкнутый контур обратной связи по положению.
Кроме того, при отсутствии оптических линеек возможно применение функций компенсации механических люфтов системы ЧПУ Delta NC200P-LI-A по 128 точкам в прямом и обратном направлении и компенсации трения.
Применение серводвигателей Delta ECMA-LA с абсолютными энкодерами позволяет обходиться без операции вывода осей в «домашнюю» позицию, что в свою очередь повышает производительность станка и устраняет возможную ошибку, возникающую при неточном срабатывании датчика «домашней» позиции.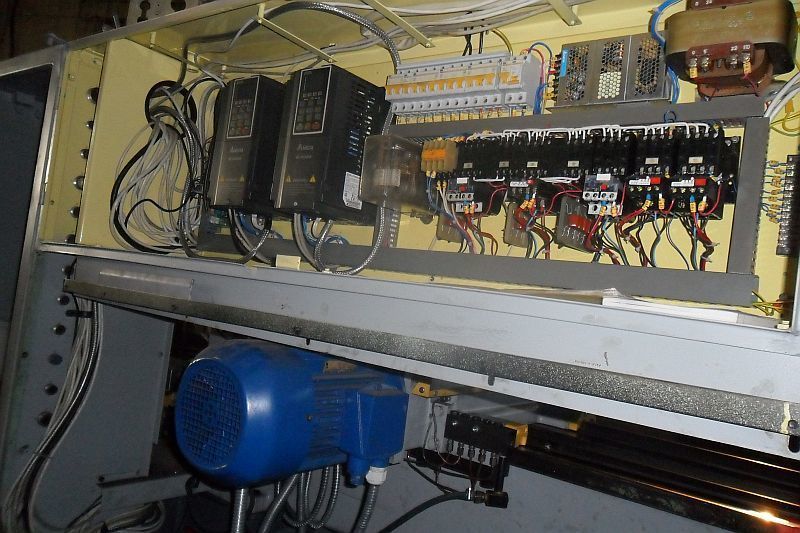
Удобство настройки и управления с экранным интерфейсом
Для определения коэффициента инерции механической системы (JL/Jm) применяется экран диагностики (тюнинга) системы ЧПУ Delta NC200P-LI-AE. Система автоматически рассчитывает коэффициент инерции и определяет параметры осевых сервоприводов, соответствующие заданным значениям жёсткости и полосы пропускания. Благодаря этому процесс настройки системы приводов станка становится простым и быстрым.
Через экранный интерфейс ЧПУ Delta NC200P-LI-AE легко осуществить настройку различных параметров и коэффициентов, необходимых для точной работы станка.
Встроенная в ЧПУ функция Look-ahead («Взгляд вперед») обеспечивает предпросмотр 500 кадров программы в G-кодах. Это обеспечивает плавный переход от одного G-кода к другому. При этом движение по осям также сглаживается, что позволяет избавиться от скачков скорости при переходе от выполнения одного кадра к другому. Благодаря этому повышаются точность обработки и производительность станка.
Расширение функциональности 16К20Ф3
Кроме улучшения характеристик станка, применение ЧПУ Delta NC200P-LI-AE существенно расширяет его функциональные возможности.
Система ЧПУ обеспечивает:
- управление двумя шпинделями, в т.ч. в режиме токарно-фрезерной обработки
- интерполяционное движение по 4 осям при отработке одного G-кода
- одновременное управление 6 осями.
Кроме того, в состав системы ЧПУ внедрена так называемая «Оперативная система управления». По своей сути это предварительно запрограммированные 18 экранов с готовыми циклами точения, которые облегчают и ускоряют обработку деталей. Эти встроенные циклы обработки позволяют оператору изготовить даже очень сложную деталь без изучения G-кодов. Процесс создания технологической программы заключается в последовательном выборе «Рабочих циклов» (готовых экранов) с занесением в них размеров с чертежа детали.
Для ускорения переналадки станка на изготовление новой детали система ЧПУ Delta NC200P-LI-AE имеет встроенный постпроцессор, который легко преобразовывает чертеж детали (файл c расширением .
ЧПУ Delta NC200P-LI-AE поддерживает все стандартные наборы G-кодов (А, В, С), что обеспечивает совместимость технологических программ, написанных технологами вручную или с помощью CAD/CAM-систем. Более того, при настройке NC200P-LI-AE возможен выбор синтаксиса G-кодов. Также система ЧПУ имеет удобные инструменты для написания собственных технологических циклов.
В процессе обработки детали могут возникать ситуации, требующие приостановки автоматического выполнения программы. Для этого в NC200P-LI-AE предусмотрена функция «MPG SIM», активация которой производится с помощью кнопки, вынесенной на станочную панель.
При нажатии этой кнопки система останавливает автоматическое выполнение технологического цикла и предоставляет оператору возможность дальнейшего управления движением по траектории обработки в ручном режиме — как в прямом, так и в обратном направлении. При повторном нажатии кнопки «MPG SIM» система переходит обратно в автоматический режим выполнения технологической программы с текущей позиции. Эта функция существенно расширяет возможности оператора. Например, при ручном написании технологической программы для ее отладки оператор может обработать тестовую деталь в ручном режиме (при нажатой кнопке «MPG SIM»).
При повторном нажатии кнопки «MPG SIM» система переходит обратно в автоматический режим выполнения технологической программы с текущей позиции. Эта функция существенно расширяет возможности оператора. Например, при ручном написании технологической программы для ее отладки оператор может обработать тестовую деталь в ручном режиме (при нажатой кнопке «MPG SIM»).
Вместе с системой ЧПУ Delta NC200P-LI-AE поставляется бесплатное программное обеспечение CNCSoft. В его составе есть файловый менеджер, редактор параметров ЧПУ, а также редактор программ управления электроавтоматикой MLCEditor и редактор экранов ScreenEditor.
В систему ЧПУ Delta NC200P-LI-AE встроен также программируемый логический контроллер (ПЛК), который можно использовать для управления электроавтоматикой станка. Для программирования ПЛК используется редактор MLCEditor. Встроенная базовая программа предоставляет возможность управления движением по всем осям. Реализована возможность онлайн-мониторинга и редактирования ПЛК непосредственно со стойки ЧПУ.
Для создания собственных программ управления используется наглядный и простой в освоении язык Ladder (LD – релейно-контактные схемы). Объем программы ПЛК — до 10 тыс. шагов. Предусмотрена возможность онлайн-мониторинга и редактирования ПЛК непосредственно со стойки ЧПУ.
С помощью ScreenEditor производители оборудования или модернизаторы станков могут создавать до 1000 собственных экранов. Пользовательские экраны позволяют оператору оперативно и удобно отслеживать состояние различных узлов и агрегатов станка, а также контролировать выполнение технологического цикла и вмешиваться в него.
На пользовательские экраны можно выводить любые параметры, которые не отображаются на предустановленных экранах ЧПУ — например, параметры шпинделя, если он управляется аналоговым сигналом, а не по сети DMCNET. Панель имеет доступ ко всем программным объектам и объектам управляющей программы.
Два встроенных порта (RS-485 и Ethernet) применяются для связи с внешними устройствами по протоколу Modbus RTU и Modbus TCP соответственно.
Простота внедрения и доступность
Монтаж системы ЧПУ Delta NC200P-LI-AE осуществляется по принципу Plug&Play — достаточно подключить сетевые патч-корды и готовые кабели сервоприводов, после чего система обеспечивает управление движением сервоосей и основных агрегатов станка.
NC200P-LI-AE имеет возможность использования аналогового управления (±10 В), что позволяет снизить стоимость системы за счёт применения бюджетных приводов. Модуль расширения с дополнительными дискретными входами/выходами монтируется на DIN-рейку в шкафу электроавтоматики и связывается со стойкой ЧПУ по интерфейсу RS-422. Благодаря этому количество монтажных проводов, заводимых на стойку ЧПУ, минимально, что упрощает монтаж системы и повышает ее надежность.
Компания предоставляет своим заказчикам пакет электрических принципиальных схем и программ электроавтоматики.
Спецификация системы с ЧПУ Delta NC200P-LI-AE:
| № | Наименование | Количество |
|---|---|---|
| 1 | NC200P-LI-AE Устройство ЧПУ для токарных станков, встроенный штурвал | 1 |
| 2 | NC-EIO-R3216 Модуль расширения вх/вых с высокоскоростным последовательным интерфейсом, 32 вх/16 вых | 1 |
| 3 | NC-CAB-EIO050 Кабель подключения модуля расширения вх\вых с высокоскоростным последовательным интерфейсом, 5 м | 1 |
| 4 | ASD-A2-3043-F Блок управления 3.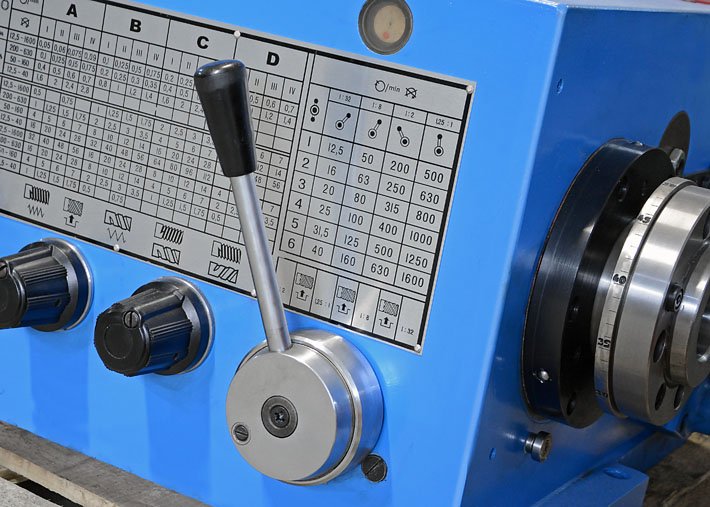 0 кВт 3×400 В, второй вход обратной связи, DMCNET 0 кВт 3×400 В, второй вход обратной связи, DMCNET |
2 |
| 5 | ECMA-L11830RS AC SERVO MOTOR 3.0 кВт, 400 В, 1500 об/мин, двигатель без тормоза, с сальником | 2 |
| 6 | ASD-CAPW2205 кабель 5 м (мотор UVW) 3~5,5 кВт для высоко-инерционных двигателей | 2 |
| 7 | ASD-CAEN1005 кабель 5 м (ENCODER) 0,75-7,5 кВт | 2 |
| 8 | UC-CMC050-01A Кабель связи по шине CANopen/DMCNET, 5 м | 1 |
| 9 | UC-CMC005-01A Кабель связи по CANopen/DMCNET, 0,5 м | 1 |
| 10 | DRP024V120W3BN блок питания | 1 |
| 11 | VFD25AMS43AFSAA Преобразователь частоты MS300, 3×400 В, 11 кВт, 25/28 А, ЭМС С2, IP20 | 1 |
| 12 | RXLG1. 5KW43RJ Тормозной резистор 1,5 кВт 43 Ом 5KW43RJ Тормозной резистор 1,5 кВт 43 Ом |
1 |
| 13 | Eh4-25LG8845 Инкрементальный энкодер с полым валом (2500 имп./об) | 1 |
10 апреля 2020 г.
Современный токарный станок по металлу с оснасткой в комплекте
- Главная
- Металлорежущие станки
- Токарные станки
- С оснасткой в комплекте
 org/ListItem”>
16К20
org/ListItem”>
16К20
Сейчас этот товар смотрят 3 человека
Нашли дешевле?
Купить со скидкой
Технические характеристики
Макс. диаметр над станиной диаметр над станиной | Ø 400 мм |
| Макс. диаметр над поперечными салазками | Ø 220 мм |
| Расстояние между центрами | 1000 мм |
| Высота центров | 215 мм |
| Допустимая масса изделия, устанавливаемого в центрах | 650 кг |
| Допустимая масса изделия, устанавливаемого в патроне | 200 кг |
| Конец шпинделя | По ГОСТ 12593-93 |
| Номинальный диаметр конуса, D | 106,375 мм |
| условный размер конца шпинделя | 6 |
| Внутренний (инструментальный) конус шпинделя | МТ 6 |
| Диаметр отверстия шпинделя | 52 мм |
| Наибольший диаметр обрабатываемого прутка | 50 |
| Пределы чисел прямых оборотов шпинделя в минуту (22 ступеней) | 12,5. .1600 об/мин .1600 об/мин |
| Пределы чисел обратных оборотов шпинделя в минуту (11 ступеней) | 19..1900 об/мин |
| Диаметр стандартного патрона | 250 |
| Максимальный ход пиноли задней бабки | 150 |
| Пределы продольных | 0,05..2,8 мм/об |
| Пределы поперечных подач | 0,025..1,4 мм/об |
| Пределы шагов резьб | 0,5..112 мм |
| Пределы шагов резьб | 0,5..112 модулей |
| Пределы шагов резьб дюймовых | 56..0,5 ниток на дюйм |
| Пределы шагов резьб питчевых | 56..0,5 питчей |
| Мощность двигателя | 11 кВт |
| Напряжение питания | 380 В, 50 Гц |
| Габаритные размеры (ДхШхВ) | 2560х1020х1350 |
| Вес нетто | 3000 кг |
Описание
Описание станка 16К20
Основная рукоять выбора вращения патрона на передней бабке имеет люфты в движении
Дублирующая рукоять выбора вращения патрона на суппорте требует ремонта
Отсутствует защита патрона и резцедержателя
Также необходима профилактическая замена приводных ремней
Токарно-винторезный станок 16К20 предназначен для выполнения различных токарных работ и нарезания метрической, модульной, дюймовой и питчевой резьб. Обрабатываемые детали устанавливаются в центрах или патроне.
Обрабатываемые детали устанавливаются в центрах или патроне.
Станок в рабочем состоянии:
- Вся электрика проверена и исправна:
- -произведен «прозвон» цепей управления;
- -произведена чистка констактов;
- Двигатель главного движения исправен;
- Коробка передач исправна;
- Все автоподачи исправны;
- Станция СОЖ исправна;
- Все необходимые узлы смазаны;
- Направляющие в хорошем состоянии
- Направляющие без ржавчины и следов коррозии. Износа нет.
- Виброопоры в комплекте.
Москва, 4-й Рощинский проезд, д.18, стр. 7
Станок можно проверить в работе.
ВЫВОЗ СИЛАМИ КЛИЕНТА
Отзывы и вопросы
Отзывы и вопросы. 16К20
16К20
Отзывов пока нет.
Инструкция Мы вышлем Вам инструкцию на Ваш Email или телефон! Я согласен на обработку персональных данных
Токарно-винторезный станок 16К20
Коробчатая форма станины, размещенная на массивном, монолитном основании, что обеспечивает жесткость всей конструкции.
Высокая точность передвижения суппорта и подвижной задней бабки благодаря надежным направляющим.
Возможность фиксации заготовки в патроне или путем зажима в центрах.
Надежная фиксация резца благодаря конструкции держателя.
Высокоточные подшипники качения шпинделя гарантируют высокоточное позиционирование и вращение, не требуют регулировки в процессе эксплуатации.
Высокая безопасность благодаря ряду элементов ограждения и блокировки. Экстренное отключение суппорта.
Механизм передней бабки позволяет получить четыре ряда чисел оборота шпинделя.
Выходной вал передней бабки посредством зацепления сменных зубчатых колес жестко связан с коробкой подач. Это обеспечивает точное движение суппорта от ходового вала или ходового винта в зависимости от операции.
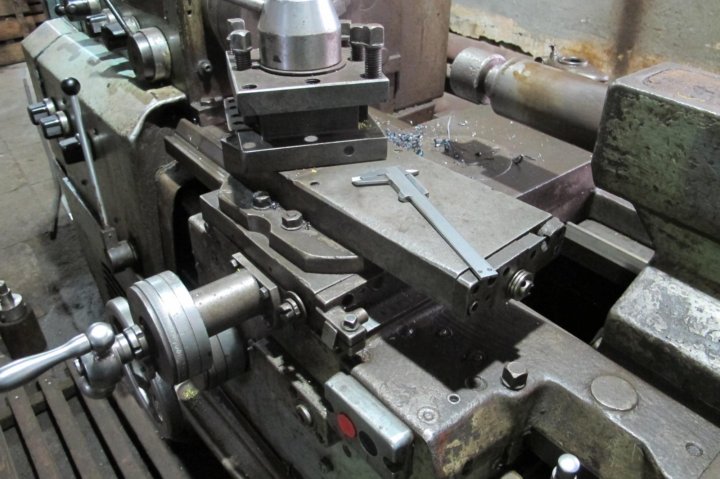
Высокая точность операций благодаря наличию линейки с визирами для эффективной проверки продольного и поперечного перемещения режущего инструмента.
Цена деления лимба поперечного перемещения, мм
| Параметр | Значение | |
|---|---|---|
| Класс точности по ГОСТ 8-82 | Н | |
| Наибольший диаметр заготовки устанавливаемой над станиной, мм | 400 | |
| Высота оси центров над плоскими направляющими станины, мм | 215 | |
| Наибольший диаметр заготовки обрабатываемой над суппортом, мм | 220 | |
| Наибольшая длина заготовки, устанавливаемой в центрах (РМЦ), мм | 1000 | |
| Наибольшее расстояние от оси центров до кромки резцедержателя, мм | 225 | |
| Наибольший диаметр сверла при сверлении стальных деталей, мм | 25 | |
| Наибольшая масса заготовки, обрабатываемой в центрах, кг |
460. .650 .650
|
|
| Наибольшая масса заготовки, обрабатываемой в патроне, кг | 400 | |
| Шпиндель | ||
| Диаметр отверстия в шпинделе, мм, не более | 55 | |
| Наибольший диаметр прутка, проходящий через отверстие в шпинделе, мм | 53 | |
| Частота вращения шпинделя в прямом направлении, об/мин | 12,5..1600 | |
| Частота вращения шпинделя в обратном направлении, об/мин | 19..1900 | |
| Количество прямых скоростей шпинделя | 22 | |
| Количество обратных скоростей шпинделя | 11 | |
| Конец шпинделя по ГОСТ 12593-93 (ИСО 702-3-75) | 6К | |
| Коническое отверстие шпинделя по | Морзе 6 | |
| Диаметр фланца шпинделя, мм | 170 | |
| Наибольший крутящий момент на шпинделе, Нм | 1000 | |
Суппорт. Подачи Подачи
|
||
| Наибольшая длина продольного перемещения, мм | 1335 | |
| Наибольшая длина поперечного перемещения, мм | 300 | |
| Скорость быстрых продольных перемещений, мм/мин | 3800 | |
| Скорость быстрых поперечных перемещений, мм/мин | 1900 | |
|
Максимально допустимая скорость перемещений при работе по упорам, мм/мин |
250 | |
| Минимально допустимая скорость перемещения каретки (суппорта), мм/мин | 10 | |
| Цена деления лимба продольного перемещения, мм | 1 | |
|
Цена деления лимба поперечного перемещения, мм |
0,05 | |
| Диапазон продольных подач, мм/об |
0,05. .2,8 .2,8
|
|
| Диапазон поперечных подач, мм/об | 0,025..1,4 | |
| Количество подач продольных | 24 | |
| Количество подач поперечных | 24 | |
| Пределы шагов метрических резьб, мм | 0,5..112 | |
| Пределы шагов дюймовых резьб, ниток/дюйм | 56..0,5 | |
| Пределы шагов модульных резьб, модуль | 0,5..112 | |
| Пределы шагов питчевых резьб, питч диаметральный | 56..0,5 | |
| Наибольшее усилие, допускаемое механизмом подач на резце – продольное, Н | 5884 | |
| Наибольшее усилие, допускаемое механизмом подач на резце – поперечное, Н | 3530 | |
| Резцовые салазки | ||
| Наибольшее перемещение резцовых салазок, мм | 150 | |
| Перемещение резцовых салазок на одно деление лимба, мм | 0,05 | |
| Наибольший угол поворота резцовых салазок, град | ±90° | |
| Цена деления шкалы поворота резцовых салазок, град | 1° | |
| Наибольшее сечение державки резца, мм | 25 х 25 | |
| Высота от опорной поверхности резца до оси центров (высота резца), мм | 25 | |
| Число резцов в резцовой головке | 4 | |
| Задняя бабка | ||
| Конус отверстия в пиноли задней бабки по ГОСТ 2847-67 | Морзе 5 | |
| Наибольшее перемещение пиноли, мм | 150 | |
| Перемещение пиноли на одно деление лимба, мм | 0,1 | |
| Величина поперечного смещения корпуса бабки, мм | ±15 | |
| Электрооборудование | ||
| Электродвигатель главного привода, кВт | 11 | |
| Электродвигатель привода быстрых перемещений, кВт | 0,75 | |
| Электродвигатель насоса СОЖ, кВт | 0,18 | |
| Габариты и масса станка | ||
| Габариты станка (длина ширина высота) РМЦ=1000, мм, не более | 2795х 1190 х 1500 | |
| Масса станка 16К20, кг, не более | 3100 | |
Токарно-винторезный станок 16К20: паспорт, характеристики, фото, видео
Система ЧПУ
Токарный станок 16К20Ф3 оснащается различными системами ЧПУ. Модификации станка в зависимости от комплектации устройством ЧПУ имеют разные индексы (например, 16К20Ф3С32). Контурная система ЧПУ обеспечивает движение формообразования, изменение в цикле обработки значений подач и частот вращения шпинделя, индексацию поворотного резцедержателя, нарезание резьбы по программе. Число одновременно управляемых координат – 2, всего управляемых координат – 2. Дискретность задания поперечных перемещений подачи (по оси Х) – 0,005 мм, продольных перемещений (по оси Z) – 0,01 мм. Станок 16К20Ф3 с устройством ЧПУ 2Р22 оснащен главным приводом КЕМРОН и приводом подач КЕМТОК по оси Z и X.
Модификации станка в зависимости от комплектации устройством ЧПУ имеют разные индексы (например, 16К20Ф3С32). Контурная система ЧПУ обеспечивает движение формообразования, изменение в цикле обработки значений подач и частот вращения шпинделя, индексацию поворотного резцедержателя, нарезание резьбы по программе. Число одновременно управляемых координат – 2, всего управляемых координат – 2. Дискретность задания поперечных перемещений подачи (по оси Х) – 0,005 мм, продольных перемещений (по оси Z) – 0,01 мм. Станок 16К20Ф3 с устройством ЧПУ 2Р22 оснащен главным приводом КЕМРОН и приводом подач КЕМТОК по оси Z и X.
Обозназначение
Буквенно-цифирный индекс станка 16К20Ф3 обозначает следующее: цифра 1 — это токарный станок; цифра 6 – обозначает токарно-винторезный станок, буква К – поколение станка, цифра 20 – высота центров (200 мм). Наличие «Ф3» в конце индекса говорит о наличии ЧПУ — числового программного управления.
| Технические характеристики | Параметры |
| Диаметр обработки над станиной, мм | 500 |
| Диаметр обработки над суппортом, мм | 200 |
| Наибольшая длина обработки, 6-позиционная головка, мм | 900 |
| Наибольшая длина обработки, 8-позиционная головка, мм | 750 |
| Наибольшая длина обработки, 12-позиционная головка, мм | 850 |
| Наибольшая длина обработки в центрах, мм | 1000 |
| Диаметр цилиндрического отверстия в шпинделе, мм | 55 |
| Наибольший поперечный ход суппорта, мм | 210 |
| Наибольший продольный ход суппорта, мм | 905 |
| Максимальная рекомендуемая скорость продольной рабочей подачи, мм | 2000 |
| Максимальная рекомендуемая скорость поперечной рабочей подачи, мм | 1000 |
Количество управляемых координат, шт. | 2 |
| Количество одновременно управляемых координат, шт. | 2 |
| Дискретность задания перемещения, мм | 0,001 |
| Пределы частот вращения шпинделя, мин-1 | 20 — 2500 |
| Скорость быстрых перемещений суппорта — поперечного, мм/мин | 2 400 |
| Максимальная скорость быстрых продольных перемещений, мм/мин | 15000 |
| Максимальная скорость быстрых поперечных перемещений, мм/мин | 7500 |
| Количество позиций инструментальной головки | 8 |
| Мощность электродвигателя главного движения, кВт | 11 |
| Класс точности по ГОСТ 8-82 | П |
| Габаритные размеры станка (Д х Ш х В), мм | 3700 × 2260 × 1650 |
| Масса станка, кг | 4000 |
Особенности конструкции
Высокопрочная станина станка 16К20Ф3 выполнена литьем из чугуна марки СЧ20 с термообработанными шлифованными направляющими обеспечивают длительный срок службы и повышенную точность обработки. Привод главного движения, включающий главный двигатель 11 кВт и шпиндельную бабку обеспечивает наибольший крутящий момент до 800 Нм. Высокоточный шпиндель с отверстием 55 мм (по заказу 64 мм), позволяющий обрабатывать детали из пруткового материала. Зона обработки может быть оснащена как линейной наладкой, так и револьверной головкой, в зависимости от требований покупателя. Надежная защита шарико-винтовых пар обеспечивает долговечность работы механизмов перемещения по координатам X и Z. Станок 16К20Ф3 оснащается системами ЧПУ и электроприводами как отечественного производства, так и производства зарубежных фирм. Датчики обратной связи и резьбонарезания модели ВТМ-1М.
Привод главного движения, включающий главный двигатель 11 кВт и шпиндельную бабку обеспечивает наибольший крутящий момент до 800 Нм. Высокоточный шпиндель с отверстием 55 мм (по заказу 64 мм), позволяющий обрабатывать детали из пруткового материала. Зона обработки может быть оснащена как линейной наладкой, так и револьверной головкой, в зависимости от требований покупателя. Надежная защита шарико-винтовых пар обеспечивает долговечность работы механизмов перемещения по координатам X и Z. Станок 16К20Ф3 оснащается системами ЧПУ и электроприводами как отечественного производства, так и производства зарубежных фирм. Датчики обратной связи и резьбонарезания модели ВТМ-1М.
Управление
Технические характеристики токарно-винторезного станка 1е61м, схемы
Программа перемещений инструмента, управление главным приводом и вспомогательные команды вводятся в память системы управления с клавиатуры пульта оператора, а так же с кассеты внешней памяти и могут корректироваться с пульта оператора ЧПУ с визуализацией на панели цифровой индикации.
Автоматическая инструментальная головка
Токарный станок с ЧПУ 16К20Ф3 оснащается 6-, 8- или 12-позиционной автоматической универсальной головкой (УГ9321, УГ9324, УГ9325) с горизонтальной осью поворота. Головка имеет инструментальный диск на 6 радиальных и 3 осевых инструмента (6-позиционная) или на 8 блоков под радиальные и осевые инструменты (8-позиционная) или 12 блоков под радиальные и осевые инструменты, комбинированные при наладке на деталь (12-позиционные).
Технические характеристики токарного станка 16К20
Класс точности по ГОСТ 8-82 | Н |
Наибольший диаметр заготовки устанавливаемой над станиной, мм | 400 |
Высота оси центров над плоскими направляющими станины, мм | 215 |
Наибольший диаметр заготовки обрабатываемой над суппортом, мм | 220 |
Наибольшая длина детали, устанавливаемой в центрах (РМЦ), мм | 710, 1000, 1400, 2000 |
Наибольшее расстояние от оси центров до кромки резцедержателя, мм | 225 |
Наибольший диаметр сверла при сверлении стальных деталей, мм | 25 |
Наибольшая масса детали, обрабатываемой в центрах, кг | 460. |
Наибольшая масса детали, обрабатываемой в патроне, кг | 200 |
Шпиндель | |
Диаметр отверстия в шпинделе, мм | 52 |
Наибольший диаметр прутка, проходящий через отверстие в шпинделе, мм | 50 |
Частота вращения шпинделя в прямом направлении, об/мин | 12,5..1600 |
Частота вращения шпинделя в обратном направлении, об/мин | 19..1900 |
Количество прямых скоростей шпинделя | 22 |
Количество обратных скоростей шпинделя | 11 |
Конец шпинделя по ГОСТ 12593-72 | 6К |
Коническое отверстие шпинделя по ГОСТ 2847-67 | Морзе 6 |
Диаметр фланца шпинделя, мм | 170 |
Наибольший крутящий момент на шпинделе, Нм | 1000 |
Суппорт. | |
Наибольшая длина продольного перемещения, мм | 645, 935, 1335, 1935 |
Наибольшая длина поперечного перемещения, мм | 300 |
Скорость быстрых продольных перемещений, мм/мин | 3800 |
Скорость быстрых поперечных перемещений, мм/мин | 1900 |
Максимально допустимая скорость перемещений при работе по упорам, мм/мин | 250 |
Минимально допустимая скорость перемещения каретки (суппорта), мм/мин | 10 |
Цена деления лимба продольного перемещения, мм | 1 |
Цена деления лимба поперечного перемещения, мм | 0,05 |
Диапазон продольных подач, мм/об | 0,05..2,8 |
Диапазон поперечных подач, мм/об | 0,025..1,4 |
Количество подач продольных | 42 |
Количество подач поперечных | 42 |
Количество нарезаемых резьб – метрических | |
Количество нарезаемых резьб – модульных | |
Количество нарезаемых резьб – дюймовых | |
Количество нарезаемых резьб – питчевых | |
Пределы шагов метрических резьб, мм | 0,5. |
Пределы шагов дюймовых резьб, ниток/дюйм | 56..0,5 |
Пределы шагов модульных резьб, модуль | 0,5..112 |
Пределы шагов питчевых резьб, питч диаметральный | 56..0,5 |
Наибольшее усилие, допускаемое механизмом подач на резце – продольное, Н | 5884 |
Наибольшее усилие, допускаемое механизмом подач на резце – поперечное, Н | 3530 |
Резцовые салазки | |
Наибольшая длина перемещения резцовых салазок, мм | 150 |
Перемещение резцовых салазок на одно деление лимба, мм | 0,05 |
Шкала угла поворота резцовых салазок, град | ±90° |
Цена деления шкалы поворота резцовых салазок, град | 1° |
Наибольшее сечение державки резца, мм | 25 х 25 |
Высота от опорной поверхности резца до оси центров (высота резца), мм | 25 |
Число резцов в резцовой головке | 4 |
Задняя бабка | |
Диаметр пиноли, мм | |
Конус отверстия пиноли задней бабки по ГОСТ 2847-67 | Морзе 5 |
Наибольшее перемещение пиноли, мм | 150 |
Перемещение пиноли на одно деление лимба, мм | 0,1 |
Величина поперечного смещения корпуса бабки, мм | ±15 |
Электрооборудование | |
Электродвигатель главного привода, кВт | 11 |
Электродвигатель привода быстрых перемещений, кВт | 0,12 |
Электродвигатель насоса СОЖ, кВт | 0,125 |
Габариты и масса станка | |
Габариты станка (длина ширина высота) РМЦ=1000, мм | 2795 х 1190 х 1500 |
Масса станка, кг | 3010 |
 .1300
.1300 Подачи
Подачи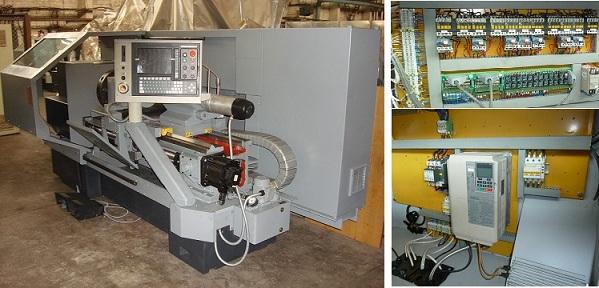 .112
.112Современные аналоги
Уже упоминалось, что завод прекратил производство модели 16 к 20, поэтому актуален подбор станков с аналогичными характеристиками. Зарубежные производители славятся агрегатами D420x1000, Proma SPC-900PA, Jet GH-1640ZX DRO.
Зарубежные производители славятся агрегатами D420x1000, Proma SPC-900PA, Jet GH-1640ZX DRO.
Белорусские аналоги, выпускаемые на Гомельском заводе, предлагают 16ВТ20П-21. Еще можно отметить модели TRENS, от Словацкого производителя SN 50 С и SN 500 SA.
Они имеют современную конструкцию и качественные немецкие комплектующие, с относительно небольшой стоимостью за свои характеристики.
Цены на товары других производителей начинаются от полутора миллиона до двух, без расчета доставки и установки агрегатов.
Конструктивные особенности
Конструктивно токарный станок 16В20 практически повторяет широкоизвестный 16К20, что неудивительно, поскольку оба они ведут свое происхождение от одного «предка». Многие детали и узлы у этих станков взаимозаменяемы, хотя их эксплуатационные качества у московского станка по многим отзывам заметно выше.
Среди пользователей токарных станков этого класса распространено мнение о низком ресурсе узлов и механизмов 16В20, что связывают с пониженной прочностью применяемых сталей и слабой закалкой (или даже ее отсутствием). Кроме этого, многие токари отмечают нежесткость его конструкции, небольшой размер окошек на станине, что затрудняет удаление стружки, а также крепление верхних салазок на двух болтах. А в качестве основного достоинства всегда отмечается увеличенный по сравнению 16К20 диаметр обработки.
Кроме этого, многие токари отмечают нежесткость его конструкции, небольшой размер окошек на станине, что затрудняет удаление стружки, а также крепление верхних салазок на двух болтах. А в качестве основного достоинства всегда отмечается увеличенный по сравнению 16К20 диаметр обработки.
К прочтению: Описание основных преимуществ станков с ЧПУ
Спецификация основных узлов
В разделе «Состав изделия» документации токарного станка 16В20 приводится следующий перечень его основных компонентов:
- Электрошкаф.
- Бабка передняя.
- Бабка задняя.
- Ограждение патрона.
- Коробка передач.
- Коробка подач.
- Каретка и суппорт.
- Фартук.
- Ограждение суппорта.
За отдельную плату станок может быть дополнительно укомплектован механизированным суппортом и двумя видами люнетов: подвижным и неподвижным.
Расположение органов управления
Состав и местонахождение органов управления 16В20 традиционно для такого токарного оборудования. Выключатели электропитания с индикаторными лампами расположены на верху передней бабки, а ручки выбора направления и скорости вращения шпинделя — в ряд на ее лицевой стороне. Непосредственно под ними находятся органы управления коробки подач.
Выключатели электропитания с индикаторными лампами расположены на верху передней бабки, а ручки выбора направления и скорости вращения шпинделя — в ряд на ее лицевой стороне. Непосредственно под ними находятся органы управления коробки подач.
На фартуке станка смонтированы маховичок ручного хода каретки, двусторонняя ручка передвижения салазок, кнопочный блок общего включения и кнопка быстрого хода. На каретке и суппорте находятся ручка перемещения резцовых салазок, а также и рычаг поворота и зажима резцедержателя.
Кинематическая схема
Кинематическая схема токарного станка 16В20 реализует как основные движения, так и вспомогательные ходы, а также перемещения, относящиеся к подготовительно-заключительным операциям. Часть этих движений выполняется механически, а часть — вручную.
Главная кинематическая цепь начинается с приводного шкива и включает в себе механизмы коробки передач. Кинематическая цепь подач принимает движение от выходного вала коробки передач и посредством набора сменных шестерен передает его фартуку и далее каретке и суппорту. Таким способом достигается надежная кинематическая синхронизация между заданным вращением шпинделя и подачей резца.
Таким способом достигается надежная кинематическая синхронизация между заданным вращением шпинделя и подачей резца.
Скачать изображение в полном размере
Электрическая схема
Токарно-винторезный станок 16В20 славится простотой и надежностью своего электрооборудования, которое состоит из электрошкафа и следующих электрических цепей:
- силового питания,
- сигнальных устройств,
- освещения рабочей зоны,
- управляющих коммутационных устройств.
Все цепи запитаны от цехового источника переменного тока. Двигатели работают от трехфазного напряжения 380 В, цепи коммутации — от однофазного напряжения 110 В, а осветительные приборы — от напряжения 24 В.
Электрооборудование защищено от короткого замыкания плавкими вставками и выключателями-автоматами, а защита от нагрева при перегрузках реализована на тепловых реле. Также на станке используются пускатели нулевой защиты, которые отключают электропитание при падении напряжения ниже 85% от номинала. Неотъемлемым элементом электрической схемы является заземление, которое в обязательном порядке подключается при монтаже оборудования.
Неотъемлемым элементом электрической схемы является заземление, которое в обязательном порядке подключается при монтаже оборудования.
К прочтению: Агрегаты для производства клееного бруса
Скачать изображение в полном размере
Техника безопасности
Инструкция по эксплуатации токарного станка 16В20 содержит объемную главу под названием «Указания по мерам безопасности», состоящую из восьми разделов. В первом их них содержится описание мер безопасности при хранении, транспортировке и установке токарного станка на предназначенное ему место.
Самым объемным является второй раздел, посвященный вводу токарного станка 16В20 в эксплуатацию
Здесь особое внимание уделено соблюдению всех требований при подключении оборудования к электросети, особенно проверки состояния внешних и внутренних цепей заземления. Также в этом разделе подробно описан состав и порядок проверки защитных и блокирующих устройств, основными среди которых являются:
- устройство блокировки шпинделя при открытом ограждении патрона;
- внешний защитный экран;
- устройство блокировки самопроизвольного включения ручек управления шпинделем;
- защита суппорта;
- защита ходовых винта и вала;
- устройство блокировки включения главного привода при открытой крышке механизмов коробки передач;
- устройство предохранения фартука от перегрузок.

В следующем разделе описаны требования к технике безопасности при выполнении токарных работ на 16В20. Вначале еще раз напоминается о необходимости содержать в исправности защитные и блокирующие устройства, перечисленные в предыдущем разделе. Далее приводятся развернутые указания по безопасному выполнению различных технологических операций. Здесь же содержатся ссылки на ГОСТ и ведомственную документацию, требования которых необходимо соблюдать для обеспечения безопасности токарных работ.
Раздел 4 содержит требования по безопасности при контроле технического состояния токарного станка, раздел 5 посвящен ремонтным работам и техобслуживанию, разделы 6 и 7 описывают безопасное взаимодействие со смежным оборудованием и прилегающим рабочим зонам, а в разделе 8 изложены требования по противопожарной безопасности. В современной инструкции токарного станка 16В20 указывается, что он разработан в соответствии со стандартом по безопасности оборудования ТР ТС 010/2011. А в инструкции советских времен Приложением N3 является типовая инструкция по охране труда при работе на металлорежущих станках.
https://youtube.com/watch?v=ZBrBLcCEXhA
Рекомендации по обслуживанию электрооборудования станка 16К20.
Необходимо периодически проверять состояние пусковой и релейной аппаратуры станка 16К20. Все детали электроаппаратов должны быть очищены от пыли и грязи. При образовании на контактах нагара последний должен быть удален при помощи бархатного напильника или стеклянной бумаги. Во избежание появления ржавчины поверхность стыка сердечника с якорем пускателя нужно периодически смазывать машинным маслом с последующим обязательным протиранием сухой тряпкой (для предохранения от прилипания якоря к сердечнику)
При осмотрах релейной аппаратуры особое внимание следует обращать на надежность замыкания и размыкания контактных мостиков
- Периодичность технических осмотров электродвигателей устанавливается в зависимости от производственных условий, но не реже одного раза в два месяца.
- При технических осмотрах проверяется состояние вводных проводов обмотки статора, произво¬дится очистка двигателей от загрязнения, контролируется надежность заземления и соединения вала с приводным механизмом.

- Периодичность профилактических ремонтов устанавливается в зависимости от производственных условий, но не реже одного раза в год.
- При профилактических ремонтах должна производиться разборка электродвигателей, очистка внутренних и наружных поверхностей и замена смазки подшипников.
- Замену смазки подшипников при нормальных условиях эксплуатации следует производить через 4000 ч работы, а при работе электродвигателя в пыльной и влажной средах — по мере необходимости.
- Перед набивкой свежей смазкой подшипники должны быть тщательно промыты бензином. Камеру заполнить смазкой на 2/3 ее объема. Рекомендуемые смазочные материалы приведе¬ны в табл. 5.
- Профилактический осмотр автоматических выключателей необходимо производить не реже одного раза в шесть месяцев, а также после каждого отключения при коротком замыкании, в том числе и повторном.
- При осмотре нужно очистить выключатель от копоти и нагара металла, проверить затяжку винтов, целостность пружин и состояние контактов.
 Шарниры механизма выключателя следует периодически (примерно через 2 000—3 000 включений) смазывать приборным маслом.
Шарниры механизма выключателя следует периодически (примерно через 2 000—3 000 включений) смазывать приборным маслом.
ВНИМАНИЕ! Не следует проводить какую-либо регулировку выключателей в условиях эксплуатации. Она выполнена заводом-изготовителем!
Технические характеристики токарного станка 16Б20П
| Наименование параметра | 16Б20П | 16К20П |
|---|---|---|
| Основные параметры станка | ||
| Класс точности по ГОСТ 8-82 | П | П |
| Наибольший диаметр заготовки устанавливаемой над станиной, мм | 400 | 400 |
| Высота оси центров над плоскими направляющими станины, мм | 215 | 215 |
| Наибольший диаметр заготовки обрабатываемой над суппортом, мм | 220 | 220 |
| Наибольшая длина детали, устанавливаемой в центрах (РМЦ), мм | 1000 | 710, 1000 |
| Наибольшее расстояние от оси центров до кромки резцедержателя, мм | 225 | 225 |
| Наибольший диаметр сверла при сверлении стальных деталей, мм | 25 | |
| Наибольшая масса детали, обрабатываемой в центрах, кг | 460. .1300 .1300 | |
| Наибольшая масса детали, обрабатываемой в патроне, кг | 200 | |
| Шпиндель | ||
| Диаметр отверстия в шпинделе, мм | 52 | 52 |
| Наибольший диаметр прутка, проходящий через отверстие в шпинделе, мм | 50 | 50 |
| Частота вращения шпинделя в прямом направлении (в зависимости от комплекта шкивов главного двигателя), об/мин | 16..160012,5..1250100..2000 | 12,5..1600 |
| Частота вращения шпинделя в обратном направлении, об/мин | 19..1900 | |
| Количество прямых скоростей шпинделя | 22 | 22 |
| Количество обратных скоростей шпинделя | 11 | |
| Конец шпинделя по ГОСТ 12593-72 | 6К | 6К |
| Коническое отверстие шпинделя по ГОСТ 2847-67 | Морзе 6 | Морзе 6 |
| Диаметр фланца шпинделя, мм | 170 | 170 |
| Наибольший крутящий момент на шпинделе, Нм | 1000 | |
Суппорт. Подачи Подачи | ||
| Наибольшая длина продольного перемещения, мм | 930 | 645, 935 |
| Наибольшая длина поперечного перемещения, мм | 250 | 300 |
| Скорость быстрых продольных перемещений, м/мин | 4,0 | 3,8 |
| Скорость быстрых поперечных перемещений, м/мин | 2,0 | 1,9 |
| Максимально допустимая скорость перемещений при работе по упорам, мм/мин | 250 | |
| Минимально допустимая скорость перемещения каретки (суппорта), мм/мин | 10 | |
| Цена деления лимба продольного перемещения, мм | 1 | 1 |
| Цена деления лимба поперечного перемещения, мм | 0,05 | 0,05 |
| Диапазон продольных подач, мм/об | 0,05..2,8 | 0,05..2,8 |
| Диапазон поперечных подач, мм/об | 0,025..1,4 | 0,025..1,4 |
| Количество подач продольных/ поперечных | 22/24 | 22/24 |
| Пределы шагов метрических резьб, мм | 0,5. .112 .112 | 0,5..112 |
| Пределы шагов дюймовых резьб, ниток/дюйм | 56..0,25 | 56..0,5 |
| Пределы шагов модульных резьб, модуль | 0,5..112 | 0,5..112 |
| Пределы шагов питчевых резьб, питч диаметральный | 56..0,25 | 56..0,5 |
| Наибольшее усилие, допускаемое механизмом подач на резце – продольное, Н | 5884 | |
| Наибольшее усилие, допускаемое механизмом подач на резце – поперечное, Н | 3530 | |
| Резцовые салазки | ||
| Наибольшая длина перемещения резцовых салазок, мм | 150 | 150 |
| Перемещение резцовых салазок на одно деление лимба, мм | 0,05 | 0,05 |
| Шкала угла поворота резцовых салазок, град | ±90° | ±90° |
| Цена деления шкалы поворота резцовых салазок, град | 1° | 1° |
| Наибольшее сечение державки резца, мм | 25 х 25 | 25 х 25 |
| Высота от опорной поверхности резца до оси центров (высота резца), мм | 25 | 25 |
| Число резцов в резцовой головке | 4 | 4 |
| Задняя бабка | ||
| Диаметр пиноли, мм | ||
| Конус отверстия пиноли задней бабки по ГОСТ 2847-67 | Морзе 5 | Морзе 5 |
| Наибольшее перемещение пиноли, мм | 200 | 150 |
| Перемещение пиноли на одно деление лимба, мм | 5 | 0,1 |
| Величина поперечного смещения корпуса бабки, мм | ±15 | ±15 |
| Электрооборудование | ||
| Электродвигатель главного привода, кВт | 4,1/ 6,6 | 11 |
| Электродвигатель привода быстрых перемещений, кВт | 0,6 | 0,12 |
| Электродвигатель привода насоса смазки, кВт | 0,27 | |
| Электродвигатель насоса СОЖ, кВт | 0,125 | 0,125 |
| Габариты и масса станка | ||
| Габариты станка (длина ширина высота) РМЦ=1000, мм | 2595 х 1405 х 1115 | 2795 х 1190 х 1500 |
| Масса станка, кг | 2050 | 3010 |
* указана цена восстановленного станка, (т. к. эти модели станков больше не производятся)
к. эти модели станков больше не производятся)
Список литературы:
Станок токарно-винторезный повышенной точности 16Б20п. Руководство по уходу и обслуживанию, 1965
Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
Батов В.П. Токарные станки, 1978
Белецкий Д.Г. Справочник токаря-универсала, 1987
Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1972. (1к62)
Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1979. (16к20)
Модзелевский А. А., Мущинкин А.А., Кедров С. С., Соболь А. М., Завгородний Ю. П., Токарные станки, 1973
Пикус М.Ю. Справочник слесаря по ремонту станков, 1987
Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
Тепинкичиев В.К. Металлорежущие станки, 1973
Чернов Н.Н. Металлорежущие станки, 1988
Связанные ссылки. Дополнительная информация
Главная О компании Новости Статьи Прайс-лист Контакты Справочная информация Скачать паспорт Интересное видео Деревообрабатывающие станки КПО Производители
Особенности конструкции
Токарный станок с ЧПУ 16К20Ф3 работает в сложных условиях и с прочными материалами, которые он должен обработать для получения точной и качественной детали. Поэтому серию отличает высокая надежность, прочность и эффективность с огромным функционалом.
Поэтому серию отличает высокая надежность, прочность и эффективность с огромным функционалом.
Основная задача – полуавтоматическая обработка в замкнутом цикле широкого ассортимента деталей и изделий.
В конструкции токарного станка с ЧПУ 16К20Ф3 предусмотрены направляющие, спроектированные таким образом, чтобы меньше подвергать их износу. Система создана таким образом, чтобы все узлы и элементы, работали в полном согласовании друг с другом. В результате получают уникальные по свойствам изделия.
Конструкционные характеристики токарного станка с ЧПУ 16К20Ф3:
- наличие числового программного управления, благодаря которой обеспечивается бесперебойный и правильный процесс производства;
- высокая степень прочности несущих элементов;
- станки оборудуются сигнализаторами, что обеспечивает обратную связь;
- все модели и модификации являются устойчивыми к вибрациям;
- предусмотрены особые системы прогрева гидравлики перед непосредственным запуском оборудования.
 Это уменьшает риски термодеформации.
Это уменьшает риски термодеформации.
Эксплуатация всегда должна соответствовать всем техническим требованиям, с соблюдением очередности этапов производства (черновая и чистовая обработка, дополнительная отделка детали).
В процессе эксплуатации важно соблюдать определенные факторы, которые обеспечивают успешность выполнения задач:
- заготовка должна быть прочно закреплена;
- корректность поставленной задачи;
- в наличии всегда должен быть ассортимент материалов и инструментов;
- торец заготовки оси вращения устанавливается строго перпендикулярно;
- на боковой поверхности обрабатываемого изделия, не должно быть никаких выпирающих частей;
- строгий контроль выполнения всех операций, проведение регулярной заточки инструмента и своевременная замена износившихся частей.
Эти мероприятия позволят эксплуатировать оборудование намного больше времени, чем указывается в его техническом паспорте.
Широкове применение токарный станок с ЧПУ 16К20Ф3 нашел в мелкосерийном производстве, для обработки внутренних и внешних частей заготовки с длиной около 100 и шириной – 40 см.
Основные процессы, выполняемые программным обеспечением:
- создание резьбы;
- плавное переключение скорости работы (вращения) шпинделя;
- определение индексации головки для нарезания резьбы;
- формообразование;
- изменение параметров подачи.
Обеспечить четкое выполнение всех рабочих процессов, позволяет внимательных подход к программированию техники. По сути, программа разрабатывается для каждой задачи отдельно, включает в себя разные этапы обработки и отделки (позиционные этапы, вспомогательные, и прочие переходы).
Краткая история серии
Еще два года спустя, в 1934 году, происходит запуск производства таких моделей, как ДИП-300, ДИП-400, ДИП-500.
К 1937 году разрабатывают специальные типажи по номенклатуре и размерам. Принимают единую систему условных обозначений. Таким образом, первый выпущенный заводом станок получил название 1Д62, но аббревиатуру ДИП – 20 сохранили.
1940 год ознаменовался созданием станка 162К 26А, как одного из версий ДИП-200.
Затем выпускают разные модернизированные станки, и в 48 году XX века, появляется легендарный 1А62. Модели выпускались по крупносерийному тиражу.
И, наконец в 1971 году, изготавливается первый опытный образец станка 16 к 20. Станок даже получил золотую медаль на ярмарке в 72 году.
С 1972 по 1973 года производят реконструкцию на заводе, связано это с масштабным выпуском новых моделей 16К20. Компания занимается освоением серийного производства этой модели и вот в конце 1973 года месячный оборот производства достигает 1 тыс. экземпляров. Экспортируется порядка 10% от общего числа.
Затем появились различные модификации модели 16 к 20, среди которых 16 К 25, 16 К2 0М, 16 К2 0П, 16 К 20В, 16 К 20Г, 16 К 20К, 16К20Ф1, 16К20ПФ1, 16К20ВФ1 и другие. Все они были основаны на базовых стандартах модели 16 к 20.
1988 год ознаменует прекращение производства станков этой модели. Его сменила серия МК.
https://youtube.com/watch?v=Q5NAEPuwab4
Токарно-винторезный 16К20 – ремонт и модернизация
Цель ремонта: капитальный ремонт, восстановление технических характеристик согласно паспортным данным завода изготовителя
Перечень проводимых работ при капитальном ремонте
|
Получение станка в ремонт -проверка станка на точность -составление дефектной ведомости -очистка от стружки и масла -разборка на узлы, мойка узлов -разборка узлов на детали -мойка деталей
|
|
Ремонт станины -разборка, промывка, дефектация -шлифовка направляющих -окраска -установка |
|
Ремонт шпинделя -разборка, дефектация -шлифовка шпинделя -установка нового патрона -замена подшипников -сборка |
|
Ремонт коробки скоростей -разборка, промывка, дефектация -ремонт и замена комплектующих -замена подшипников -внутренняя окраска -сборка
|
|
Ремонт фартука -разборка, промывка, дефектация -ремонт (замена) муфт и втулок -замена подшипников -внутренняя окраска -сборка |
|
Ремонт суппорта -разборка, промывка, дефектация -ремонт продольных направляющих каретки -шлифовка прижимных планок -шабровка поперечных направляющих каретки -шабровка направляющих верхнего суппорта -шабровка направляющих верхних салазок -шлифовка клиньев -ремонт резцедержателя -ремонт винта и гайки поперечного суппорта -ремонт винта и гайки верхнего суппорта -сборка-наклейка на поверхности скольжения суппорта и каретки износостойкого пластикового покрытия “ZX” |
|
Ремонт коробки подач -разборка, промывка, дефектация -ремонт и замена изношенных деталей -внутренняя окраска -сборка |
|
Ремонт задней бабки -разборка, промывка, дефектация -расточка и хонинговка направляющей пиноли задней бабки -шлифовка пиноли задней бабки -ремонт винта и гайки пиноли -сборка |
|
Ремонт ходового винта и вала -ремонт гитары -ремонт (замена) винта и вала -изготовление новых гаек -сборка |
|
Ремонт системы охлаждения и смазки -разборка, промывка, дефектация -ремонт (замена) трубопроводов и насосов -сборка |
|
Ремонт электрооборудования -установка нового электрошкафа -монтаж новой низковольтной аппаратуры в электрошкафу -ремонт(замена) светосигнальных и осветительных устройств
-ремонт(замена) эл. -новый электромонтаж по станку |
|
Ремонт ограждений Сборка, шпатлевка и окраска Обкатка станка на холостом ходу на всех скоростях и подачах Проверка на шум и нагрев |
|
Сдача ОТК -механика -электрика Сдача станка заказчику |
 двигателей
двигателейРезультатом оказанных услуг является
-
Полностью функционирующая и комплектная единица оборудования, с восстановленными техническими характеристиками согласно паспортным
данным завода изготовителя, принятая Заказчиком; - Полный комплект необходимой документации;
Общее описание
Станок 16К20 предназначен для выполнения различных токарных работ (обработка цилиндрических, конических и сложных поверхностей – как внутренних, так и наружных)
и нарезания метрической, модульной , дюймовой и питчевой резьб. Детали устанавливаются в центрах или патроне.
Детали устанавливаются в центрах или патроне.
На станке возможно обрабатывать тяжелые (до 1300 кг закрепленные в центрах, и до 300 кг закрепленные в патроне)
и длинные заготовки (от 1м до 1,5м в зависимости от исполнения )
Табл. 1 Технические характеристики
| Класс точности станка по ГОСТ 8-82 (Н, П, В, А, С) | Н |
| Диаметр обрабатываемой детали над станиной, мм | 400 |
| Диаметр детали над суппортом, мм | 220 |
| Длина обрабатываемой детали, мм | 1000 / 1500 |
| Пределы частот вращения шпинделя, Min/Max, об/мин | 12,5/2000 |
| Мощность двигателя главного движения, кВт | 10 |
| Габарит станка: Длина_ширина_высота(РМЦ=1000), мм | 2795_1198_1810 |
| Масса станка(РМЦ=1000), кг | 3035 |
| Год постановки/снятия станка с серийного производства | 1973 / 1985 |
| Аналоги (замена) | 1К62, 16К20Т1 |
Форма заявки
Токарный станок Станко 16К20 Станки б/у
- Описание
- Характеристики
- Об этом продавце
описание
Универсальный токарный станок марки STANKO подходит для изготовления инструмента, оснастки, обучения и изготовления форм
Диаметр циркуляции: 400 мм
Ширина наконечника: 1000 мм
Технические характеристики
Год выпуска 1988 1
Высота верха 200 мм
Ширина верха 1000 мм
Проход шпинделя 55 мм
Задняя бабка MK 4
Общая потребляемая мощность 11 кВт
Вес 3000 кг
Подключение 50 Гц 3x 380 В
Обратите внимание, что это описание могло быть переведено автоматически. Свяжитесь с нами для получения дополнительной информации. Информация в этом объявлении является ориентировочной. Exapro рекомендует уточнять детали у продавца перед покупкой
Свяжитесь с нами для получения дополнительной информации. Информация в этом объявлении является ориентировочной. Exapro рекомендует уточнять детали у продавца перед покупкой
| Расстояние между центрами | 1000 мм |
| Высота центра | 200 мм |
| Длина поворота | 1000 мм |
| Точение Ø | 400 мм |
| Ø над кроватью | 400 мм |
| Ø над поперечной направляющей | 225 мм |
| Максимальный вес заготовки | 500 кг |
| Нос шпинделя | Морзе 6 |
| Отверстие шпинделя | 50 мм |
| Скорость поворота | 1600 об/мин |
| Мощность двигателя шпинделя | 10 кВт |
| Капитальный ремонт | № |
| —————— | |
| Длина x ширина x высота | 2800,0 × 1500,0 × 1500,0 |
| Вес | 2200 кг |
| Рабочее время | |
| Время работы под напряжением | |
| Государственный | хороший |
| По местным нормам | ——— |
| Статус |
| Тип клиента | Реселлер |
| Действует с | 2012 |
| Предложения онлайн | 0 |
| Последнее действие | 30 ноября 2021 г. |
Описание
описание
Универсальный токарный станок марки STANKO подходит для изготовления инструментов, приспособлений, обучения и изготовления форм
Диаметр циркуляции: 400 мм
Ширина наконечника: 1000 мм
Технические характеристики
Год строительства 1988
Скорость 12,5-1600 об / мин
Верхняя высота 200 мм
Верхняя ширина 1000 мм
Переход 55mm
ТАБЛИЦА 4 9001 5 ММ.
Вес 3000 кг
Подключение 50 Гц 3x 380 В
Обратите внимание, что это описание могло быть переведено автоматически. Свяжитесь с нами для получения дополнительной информации. Информация в этом объявлении является ориентировочной. Exapro рекомендует уточнять детали у продавца перед покупкой
Технические характеристики
| Расстояние между центрами | 1000 мм |
| Высота центра | 200 мм |
| Длина поворота | 1000 мм |
| Точение Ø | 400 мм |
| Ø над кроватью | 400 мм |
| Ø над поперечной направляющей | 225 мм |
| Максимальный вес заготовки | 500 кг |
| Нос шпинделя | Морзе 6 |
| Отверстие шпинделя | 50 мм |
| Скорость поворота | 1600 об/мин |
| Мощность двигателя шпинделя | 10 кВт |
| Капитальный ремонт | № |
| ——————- | |
| Длина x ширина x высота | 2800,0 × 1500,0 × 1500,0 |
| Вес | 2200 кг |
| Рабочее время | |
| Время работы без подзарядки | |
| Государственный | хороший |
| По местным нормам | ——— |
| Статус |
Об этом продавце
| Тип клиента | Реселлер |
| Активен с | 2012 |
| Предложения онлайн | 0 |
| Последнее действие | 30 ноября 2021 г. |
دستگاه تراش روس 16k20 – istgah.com
تازههای صنعت :: تراشکاری ( صفحه 1 از 31 )
تماس
امروز: ۱۰:۰۰
گلوله های بالمیل
امیر امیری، اصفهان ، تلفن: 085428
گلوله آلومینایی با 98% آلومینا به شکل گلوله با قطر 3-45 م.م
بصورت استوک خارجی به فروش می رسد.
…
تماس
امروز: ۰۹:۴۸
بازسازی غلطک ، آبکاری کروم سخت
شرکت آبکاری تهران، تهران ، تلفن: 054868
شرکت آبکاری تهران واقع در شهریار و دفتر خدمات در شادآباد می باشد
خدمات: آبکاری کروم سخت
…
تماس
امروز: ۰۹:۰۶
خدمات فرز چهار محور همزمان ЧПУ
سید امید حسینی، تهران ، تلفن: 0
خدمات فرز CNC چهار محور همزمان
با دستگاه نو سال 2020 تا دقت پنج میکرون.✅
…
تماس
امروز: ۰۸:۲۸
فرمول اب صابون تراشکاری(زد وان
مهدی حاجی علی، تهران ، تلفن: 022551
Белое масло.
ا Интерес تماس
امروز: ۰۸:۱۳
تراشکاری و ماشین سازی
1
محمد رضا امیری،
اصفهان ، تلفن: 09386559696
تراشکاری قطعات سبک تا نیمه سنگین ، قطر تا ۸۰ سانت ،عات تا طول ۲ متر با قطر ۲۰ سانت ،عات بر بر س ۲۰ age á etت ت ب? بر بر ۲۰ ت انت ،عات بر بر س ۲۰восщенный تونت ،? بر بر ت? ت? ۳ونت ت ب? بر ۳ر تونت ب? بر بر س? تونت بو بر بر س? تونت ب? بر بر تونت ب? بر بر ت? ت? ۳? ۳? ۳? ۳? ۳? ۳? ۳?
سوراخکاری، …
تماس
امروز: ۰۷:۴۰
سه نظام 125
صنعت سایش امامی، تهران ، تلفن: 66724835
صنعت سایش امامی بورس سه نظام دستگاه تراش,سه نظام دستگاه تراش کره نشان,سه نظام دستگاه رهم ROHM,سه نظام دستگاه کره نشان,سه نظام دستگاه یونیورسال,سه …
تماس
امروز: ۰۷:۳۹
کولیس میتوتیو-صنعت سایش امامی
صنعت سایش امامی، تهران ، تلفن: 021-66724835
واردات تهیه و توزیع انواع لوازم تراشکاری میتوتیو
کولیس ساعتی و دیجیتال
. ..
..
تماس
امروز: ۰۷:۳۹
سه نظام هیدرولیک 160
صنعت سایش امامی، تهران ، تلفن: 66724835
فروش انواع سه نظام هیدرولیک چین,تایوان,روسی و آلمان
سه نظام هیدرولیک 100, سه نظام هیدرولیک 135, سه سه هیدرولیک 160, سه نظا| تماس
امروز: ۰۶:۲۹
چهار نظام هیدرولیک
فیدار ابزار مدرن،
ЧПУ станков с ЧПУ.
فروش سیلندر ، پارچه (فک) و مهره تی انواع چهار نظام و سه نظام هیدروووووووومهره …
تماس
امروز: ۰۶:۲۹
انواع حدیده
فیدار ابزار مدرن،
مورد استفاده قرار میگیرد. در واقع حدیده ابزاری جهت ایجاد رزوه در قسمت های خارجی سطوح مانند پی مند 9 0 1 1 مند 9 0 1 1 مند 9 0 1 1 مند 9 0 1 یمد 9 0 1 1 مند 9 0 1 یمد 9 0 1 یمد تماس
امروز: ۰۶:۲۹
چهار نظام خراطی
فیدار ابزار مدرن،
فروش چهار نظام مخصوص دستگاه خراطی در سه سایز 10,13,16
از چهار نظام خراطی جهت تراش انواعХовые تماس
امروز: ۰۵:۰۲
سنگ کاری سنگ مالون، دیوار، کف،
بسم الله احمدی،
تهران ، تلفن: 0
82388
سنگ کاری سنگ مالون، نمای دیوار، کف، سنگ چینی دیوار سنگی مالون سنگ ورقه ای، سنگ کوهی، سنگ کوبیک، آبنما، آلاچیق، اجرای سنگ مالون، پیمانکاری احمدی . ..
..
تماس
دیروز: ۲۱:۴۶
نازل آبپاش گریت کولر
اتحاد صنعت، تهران ، تلفن: 02166783215
نازل آب پاش گریت کولر طرح اصلی LECHLER در تیپ های مختلف
ТИП: 7019
ТИП: 7033
ТИП: 7044
ТИП: 7055 …
تماس
دیروز: ۲۱:۲۱
ابصابون گلپاک
5
شرکت گلپاک ابصابون گلپاک،
تهران ، تلفن: 0
شرکت گلپاک تولید کنده انواع روغنهای حلشوند суд (ابصابون تراشکاری) روغنэйтивный ا треценил اsстранный اsتی второй اsстранственный اsстранный اsстранный اsстранный اsстранственный الлее الлее الлее الлее الлее الень третом الень agdethت الень. تماس
دیروز: ۱۸:۴۴
خدمات فرز cnc و تراش cnc
3
گروه صنعتی فیضی،
تهران ، تلفن: 055787
ساخت قطعات صنعتی.
ساخت باکس های مخابراتی.(هورن.انتن.باکس و….)
…
تماس
دیروز: ۱۸:۱۶
پاتیل استیل
رویاشهبازی، تهران ، تلفن: ۰۹۱۲۳۱۶۳۳۹۴
پاتیل استیل در سایزهای مختلف
دهنه ۵۰الی ۹۶
. ..
..
تماس
دیروز: ۱۶:۴۲
قالب میز اتو
سامان جلالی فر، تهران ، تلفن: 0
28404یک دست قالب میزاتو بادی بعلت تغیر شغل با تست از دستگاه بفروش میرسد …
2 تماسدیروز: ۱۶:۲۴
Станок с ЧПУ
قطعه گستر، تهران ، تلفن: 02166648677
ساخت و تولید کلیه قطعات صنعتی با کیفیتی بالا و قیمت مناسب با دستگا های تم اتواдолв. تماس
دیروز: ۱۵:۲۰
موتور دیزل وتراشمیل لنگ
نیرونگارادینه، تهران ، تلفن: 093172
برای اولین باردرایران📣📢📢📢
سلام
…
تماس
دیروز: ۱۴:۰۳
ابزار برشی توپچی – نماینده فروش OSG ژاپن در ایران
ابزار برشی توپچی، تهران ، تلفن: 02166710350
انواع قلاویز های دستی
انواs قلاویز های ماشینی مارپیچ و مستقیم بای ماشینی مارپیچ و مستقیم با روکش های ticn – олово – Ox و قلاویز های емило
…
تماس
دیروز: ۱۴:۰۳
اینسرت کفتراشی APKT 16 YG
ابزار برشی توپچی، تهران ، تلفن: 02166710350
اینسرت کفتراشی APKT 160308 PDTR YG موجود می باشد.
کد کالا : APKT 160308 PDTR – YG 602
…
تماس
دیروز: ۱۳:۵۷
متهhss یک تا ده گورینگ اصل
تکنو تراش سینا، آذربایجان شرقی ، تلفن: 0
11149 ساخت المان
ارسال به سراسر کشور
…
تماس
دیروز: ۱۲:۳۸
فروش یونیت پرس پلت
البرز صنعت، کرج ، تلفن: 0
فروش یونیت پرس پلت
در انواع ابعاد و تیپها: …, ۶۰۰, ۵۸۰, ۵۰۸, ۴۲۰, ۳۵۰, ۲۵۰ و غیره یونیت کامل شامل: پوسته رولر ، شفت لنگ با کارکرد بالا ، …
تماس
دیروز: ۱۲:۱۳
تراش درمحل
نیرونگارادینه، تهران ، تلفن: 093172
با سلام شرکت نیرو نگار آدینه بااستفاده از جدیدترین تکنولوژی های روز دنیا ازجمله تکنیک تراش درمحل وهمچنین به کار گیری نیروهای متخصص با کاهش هزینه های …
تماس
دیروز: ۱۲:۰۴
خدمات فرز و تراش cnc
پارس صنعت عطاریان، تهران ، تلفن: 0
64317
کارگاه پارس صنعت عطاریان
کارگاه پارس صنعت عطاریان با 15 سال سابقه در زمینه تراشکاری – فرزکاری (CNC)- خدمات پرینتر سه بعدی و ساخت نمونه . ..
..
تماس
دیروز: ۱۲:۰۴
قالبسازی
омидан.санат, Номер телефона
کارگاه امیدان صنعت با 15 سال سابقه در زمینه
تراشکاری – فرزکاری (CNC) – و سری تراشی خدمات پرینتر سه بعدی و ساخت نمونه اولیه قبل از ساخت قالب …
تماس
دیروز: ۱۲:۰۴
خدمات فرز cnc و قالبسازی پارس صنعت
хади, تهران ، تلفن: 0
64317
پیش نمایش آگهی
صنعت::خدمات صنعتی
خدمات فرز cnc پارس صنعت عطاریان خدمات فرز و تراش cnc
پارس صنعت عطاریان کارگاه پارس صنعت عطاریان با 15 سال …
تماس
دیروز: ۱۱:۴۶
نماینده فروش تیغه های دیسکی اهوا EHWA
ابوالفضل رحمانی، تهران ، تلفن: 02166737310
ماینده فروش انواع تیغه های سرامیکی و گرانیتی اهوا EHWA
بورس انواع تیغه های برش و ساب گرانیت ، سرامیک ، آجر ، بتون آдни. تماس
دیروز: ۱۱:۴۶
مته گردبر(چوب .فلز.
 سنگ
سنگابوالفضل رحمانی، تهران ، تلفن: 02166740757
مرکز پخش انوا способ مته های فرز توخالی گردبر hss معمولی ،t
گردبرچوب
МДФ …
تماس
دیروز: ۱۱:۴۶
پخش مته کبالت دار
ابوالفضل رحمانی، تهران ، تلفن: 02166737310
نمایندگی پخش مته کبالت دار کوفلر(آلمان ) ازسایز 1الی 16
نمایندگی پخش مته کبالت دار استارمکس
تهیه و توزیع کننده انواع مته مته مرغک مته …
آگهیهای ویژه: تراشکاری
ابصابون گلپاک
5
شرکت گلپاک ابصابون گلپاک
تلفن : 0
تماس
آبکاری غلطکهای بزرگ صنعتی
3
داود مقدم
تلفن : 021498
تماس
www.mahantak.com
سازنده جک های صنعتی
3
داود مقدم
تلفن : 021498
تماس
خدمات فرز cnc و تراش cnc
3
گروه صنعتی فیضی
تلفن : 055787
تماس
خدمات فرز cnc سه و چهار محور و تراش cnc محور c
2
بهسا تکنیک
تماس
behsatechnic. com
com
تراشکاری و ماشین سازی
1
محمد رضا امیری
تلفن : 09386559696
تماس
آگهیهای ویژه: صنعت
بزرگترین و بالاترین خریدار ضایعات آهن
55
مهدی حیدری
تلفن : 0
تماس
www.Kharidarzayeat.com
مواد اولیه شیمیایی نونیل فنول صابون اتوکسیله 6 و 10
37
گلف کم ایران
تلفن : 03136411370
تماس
instagram.com
فروش مواد اولیه شیمیایی بوتیل گلایکول مترون
36
گلف کم ایران
تلفن : 03136411370
تماس
مواد اولیه صنایع غذایی – بازرگانی رهروان تجارت کهن
34
رهروان تجارت کهن
تلفن : 021886
تماس
rahvantejarat. com
com
فروش مواد اولیه شیمیایی ( صنعتی غذایی آرایشی شوینده )
33
اسپیناس شیمی (محمد رضایی)
تلفن : 095344
تماس
فروش انواع اسانس خوراکی و مواد شیمیایی شرکت نیکوشیمی
30
شرکت نیکوشیمی
تلفن : 024265
تماس
nikoshimi.com
فروش مواد اولیه شیمیایی و اسانس
30
ارج شیمی گستران
تلفن : 02166459364
تماس
www.arjshimi.com
دستگاه تولید PET . ЧП. ПВХ
28
Фарамарз Бехзади
تلفن : 0
تماس
телеграмма.я
تولید کننده و صادر کننده وسایل شهربازی و خانه بازی
25
احمدی
تلفن
:
0
31480
تماس
ریل صنعتی ریل آهن معدنی ریل استوک پهلوی ریل جرثقیلی و
21
حسین عقیلی
تلفن : 0
43827تماس
railpaars. com
com
خرید و فروش تخصصصی انواع ریل آهن, کلمپ و متعلقات آن
21
شرکت سدید فولاد ایلیا ( محسن معظمی)
تلفن : 0
02427تماس
steelsadid.com
واردات فلزات صنعتی ، پودر فلزات و مواد اولیه شیمیاییی
20
مهندس خانیان / شرکت کیمیای پارسیان
تلفن : 0
تماس
فروش گالن 20 لیتری
20
بهار پلاست آریا
تلفن : 089280
تماس
خریدارضایعات آهن مس الومنیوم(۰۹۱۲۷۸۰۰۱۹۶)
19
صالحی
تلفن : 000196
تماس
فروش مواداولیه پلاستیک،قیمت روز مواداولیه پلاستیک
18
آرمین پلیمر
تلفن : 02177712251
تماس
فروش انواع مواد پلاستیک پلی اتیلن- پلی پروپیلن و ABS
17
سلیمی
تلفن : 02188756692
تماس
plastoiran. com
com
واردات و فروش انواع مواد شیمیایی
16
امید کاکاوند – شرکت نئون شیمی امید
تلفن : 0
75674تماس
فروش مواد اولیه پلاستیک
16
پیشرو پلاست
تلفن : ٨٨٤٣٣٩٨٢
تماس
pishroplastarghavan.com
مواد اولیه پلاستیک
16
مانی پلاست جم
تلفن : 02165438117
تماس
بطری پت PET,پریفرم – پریفرم دهانه 28- پریفرم صادراتی-
15
عزتی
تلفن : 0
34519تماس
www.pars-pet.ir
فروش ویژه سود پرک| سود کاستیک پرک در کشور
15
کیمیا پارس شایانکار
تلفن : 02188998130
تماس
goo. gl
gl
شیشه گاز رومیزی تعمیراجاق گازرومیزی 3 شعله 4 شعله و 5
15
محمد قرنی
تلفن : 09930827268
تماس
فروش مواد شیمیایی صنعتی بهداشتی ازمایشگاهی
15
فیروز شیمی
تلفن : 02133976122
تماس
ساخت خط تولید کود کشاورزی
15
حسین
تلفن : 052305
تماس
خط تولید مواد شوینده
14
ماد استیل
تلفن : ۰۹۱۵۲۷۰۰۰۹۶
تماس
www.maadsteel.com
مواد شیمیایی
14
آرمان شیمی
تلفن : 0
02590
تماس
واردات و فروش مواد اولیه صنایع غذایی ، اسانس و رنگ
13
بازرگانی امید
تلفن : 88825105
تماس
www. omidtradeco.ir
omidtradeco.ir
خرید و فروش مواد اولیه شیمیایی
13
ноянчем
تلفن : 02177093815
تماس
اسید سیتریک چینی
13
صنایع شیمیایی اسپوتا
تلفن : 0
95905تماس
Spootashimi.com
Токарно-фрезерная обработка – Dirmeta.Lt
Универсальность: Токарно-фрезерная обработка
Мы можем предложить выполнение необходимой обработки в единичном/мелкосерийном производстве на универсальных фрезерно-токарных станках.
Парк универсальных станков состоит из:
| ФРЕЗЕРНЫЕ СТАНКИ | |||
№ | Наименование / Модель | Страна | Максимальные размеры обрабатываемой детали, ДхШхВ (Длина x Ширина x Высота, мм) (одиночное размещение) |
| ФРЕЗЕРНЫЕ СТАНКИ | |||
1 | АЛГ-100Е | Югославия | 300 х 175 х 150 |
2 | 676П | Литва | 400 х 250 х 300 |
3 | 676П | Литва | 400 х 250 х 380 |
4 | 676П | Литва | 400 х 250 х 380 |
5 | 6Б75Б | Россия | 320 х 200 х 320 |
6 | ФН-32 | Чехия | 500 х 200 х 300 |
7 | ФУВ-315/III | Германия | 500 х 400 х 300 |
| Вертикально-фрезерный станок: | |||
1 | 6М127 | Россия | 1000 х 400 х 300 |
2 | 6C12 | Россия | 1000 х 300 х 200 |
3 | 6М13П | Россия | 1000 х 300 х 300 |
| Горизонтально-фрезерные станки: | |||
1 | 6М82Г | Россия | 1000 х 300 х 400 |
2 | 6М82Г | Россия | 800 х 300 х 300 |
| Зуборезные станки: | |||
1 | 5К301П | Россия | Диаметр 100, длина 100, модуль 4 |
2 | 5К324А | Россия | Диаметр 500, длина 250, модуль 10 |
ТОКАРНЫЕ СТАНКИ | |||
№ | Наименование / Модель | Страна | Максимальные размеры обрабатываемой детали, диаметр x длина, мм (между центрами) |
| Токарно-револьверный станок: | |||
1 | 1К341 | Россия | |
| Универсальные токарные станки: | |||
1 | ИЖ250ИТБМ. 01 01 | Россия | Диаметр 250, длина 400 |
2 | ИЖ250ИТП | Россия | Диаметр 250, длина 400 |
3 | 16К20 | Россия | Диаметр 400 мм, длина 1000 мм |
4 | 16К20 | Россия | Диаметр 400 мм, длина 1000 мм |
5 | 16К20 | Россия | Диаметр 400 мм, длина 1000 мм |
6 | ИК62 | Россия | Диаметр 400 мм, длина 1000 мм |
7 | 1М63БФ101 | Россия | Диаметр 600, длина 3000 |
Станок 16К20Ф3: технические характеристики и описание
Станок токарно-винторезный 16К20Ф3, технические характеристики которого будут рассмотрены ниже, создан на базе агрегата 16К20, применяется в основном в мелкосерийном производстве. Обе машины имеют единую конструктивную часть и общий принцип действия. Установка позволяет обрабатывать внешние и внутренние поверхности заготовок длиной до 1000 миллиметров. Численное программное обеспечение предоставляет дополнительные функции и облегчает техническое обслуживание устройства.
Обе машины имеют единую конструктивную часть и общий принцип действия. Установка позволяет обрабатывать внешние и внутренние поверхности заготовок длиной до 1000 миллиметров. Численное программное обеспечение предоставляет дополнительные функции и облегчает техническое обслуживание устройства.
Из чего он состоит?
Технические характеристики 16К20Ф3 обусловлены конструкцией и кинематической схемой станка. Установка выполнена в традиционной компоновке, что соответствует универсальным стандартам, а также позволяет производить широкий спектр операций.
Комплектующие:
- Каркас (каркас).
- Рамка.
- Каретка суппорта.
- Держатель инструмента поворотного типа.
- Задняя и шпиндельная головка.
- Автоматическая раздаточная коробка.
- Направляющие элементы.
- Муфты электромагнитные.
- Поперечные и продольные приводы.
- Гидравлический усилитель мощности.
Принцип работы
Станок 16К20Ф3, технические характеристики которого позволяют выбирать до 9 скоростей вращения вала, работает следующим образом: электродвигатель.
Гидравлический привод
Данный узел токарного станка 16К20Ф3, технические характеристики которого это подтверждают, обеспечивают все основные процессы, связанные с функционированием рабочих органов. Гидравлический привод состоит из следующих частей:
- Пары гидроусилителя.
- Насос управления.
- Привод.
- Бак с маслом.
- Аппаратура управления.
Маркировка
Промаркирован токарный агрегат 16К20Ф3, технические характеристики которого будут рассмотрены далее. Его расшифровка следующая:
- Индекс “1” – токарный.
- 6 – токарно-винторезные.
- К – производство.
- 20 – индекс роста по центрам в сантиметрах.
- F3 – Оборудование с ЧПУ.
Оборудование данной категории имеет стандартную мощность в пределах 10-11 кВт, класс точности соответствует ГОСТ 8-82-П.
Станки с ЧПУ 16К20Ф3: технические характеристики
Параметры рассматриваемого оборудования:
- Габариты – 3,7/2,2/1,65 м.

- Вес – 400 кг.
- Количество скоростей -22.
- Диаметр отверстия 53 мм.
- Центр пера – Морзе 5.
- Рабочий диапазон от 12,5 до 2000 об/мин, в зависимости от выбранной скорости.
- Размер шага 0,01-40 мм.
- Высота инструмента 25 мм.
- Продольные/поперечные ходы – 5000/7500 мм/мин.
Описание
Токарный станок 16К20ФЗ, технические характеристики которого указаны выше, оснащен чугунной станиной, которая подвергается шлифованию, что обеспечивает длительный период эксплуатации. Главный привод – электродвигатель мощностью 11 кВт. Гарантирует крутящий момент до 800 Нм. Это позволяет с максимальной точностью подогнать обработку заготовки под требуемые размеры.
Шпиндель узла имеет отверстие диаметром 55 мм с возможностью крепления штифтов различного диаметра. Специальные турели используются для специальных операций, значительно расширяя возможности токарной техники. Этот узел наиболее подвержен износу, так как планетарный редуктор деформируется по мере вымирания зубьев или разрушения эксцентрика. Избежать таких последствий поможет регулярный контроль состояния механизмов и своевременная профилактическая работа. Смазка деталей осуществляется при включении оборудования на разные элементы. Программное управление в автоматическом режиме определяет цикл подачи смазки к узлам оборудования. Эту операцию можно запустить вручную. Запрограммированный цикл не нарушен.
Универсальность
Технические характеристики станка токарно-винторезного 16К20Ф3 позволяют использовать его для выполнения следующих операций:
- Сверление отверстий различного диаметра.
- Обработка заготовок с торцевых частей.
- Зенковка.
- Резьбовая нарезка.
- Растачивание и чистовая обработка поверхностей конического и фасонного типа.
В качестве защиты резьбовых пар выступают специальные ограничители, предотвращающие преждевременный выход из строя механизмов. Модернизация рассматриваемых агрегатов заключается в оснащении комплектов ЧПУ отечественного и зарубежного производства сменным электрооборудованием. Переоборудование дает возможность увеличить мощность в 2-3 раза в зависимости от состояния агрегатов. Все эти решения повышают производительность оборудования, сокращают режим трансформации заготовок. Модернизацию желательно проводить одновременно с капитальным ремонтом.
Что за улучшение?
Станок токарно-винторезный 16К20Ф3, технические характеристики которого могут быть улучшены путем модернизации тремя способами:
- Путем полной модернизации.
- Улучшенные компоненты и рабочие инструменты.
- Реорганизация тягового оборудования.
Модернизация позволяет увеличить количество диапазонов обработки деталей, а также точность манипуляций.
Для максимального продления срока службы оборудования используйте адаптивную систему управления. Он позволяет отключать агрегат при критических нагрузках, а также способствует следующим показателям:
- Уменьшение срока отделки деталей.
- Увеличение срока службы комплектующих.
- Уменьшение выхода из строя оснастки.
- Увеличить общую производительность оборудования.
Технические характеристики токарного станка 16К20Ф3 с ЧПУ позволяют изменять нагрузку на шпиндель. При этом имеется возможность регулировать подачу используемого инструмента с учетом типа материала обрабатываемой детали. Это способствует увеличению срока службы всех частей агрегата.
ЧПУ
При использовании числового программного обеспечения обработка заготовок осуществляется с помощью предустановленных программ. Они позволяют корректировать информацию, поступающую с пульта оператора, а также использовать внешние кассеты памяти. Итоговые данные выводятся на специальный дисплей, проанализировав который, можно принять решение о корректировке последующего процесса.
Автоматизация процесса сопровождается 6-ю, 8-ю или 12-ю позициями, позволяющими изменять диаметр обработки или ось вращения по горизонтали. Рабочая головка снабжена диском, на котором могут быть установлены три осевых и шесть радиальных элементов. Кроме того, он может работать с 8-12 блоками для различных инструментов.
Повышение КПД станка 16К20Ф3, технические характеристики и описание которого приведены выше, может быть дополнительно модернизирована за счет изменения кинематической схемы или установки современной энергосберегающей конструкции. Комплекс ЧПУ значительно расширяет функционал рассматриваемого агрегата. Благодаря этому повышается точность и скорость обработки деталей, а также режим чистовой обработки. Станки с ЧПУ имеют диапазон продольных и поперечных перемещений – 0,005 и 0,01 миллиметра соответственно.
شرکت شایان اعتماد – Telegram
شرکت شایان اعتماد
بورینگ 160 فلورتایپ-ارتفاع:4متر-سال ساخت:1972-خدمتی 0
https://t.me/joinchat/AAAAAD- IgV8lAxy3pWsjxw
شرکت شایان اعتماد
فروش پتک 400 کیلویی-کشور سازنده: روسیه-خدمتی 0
0030 👇 👇 https://t.me/joinchat/AAAAAD-IgV8lAxy3pWsjxw
شرکت شایان اعتماد
فروش پتک 1000 کیلویی-کشور سازنده: روسیه-خدمتی 0
https://t.me/joinchat/AAAAAD-IgV8lAxy3pWsjxw
شرکت شایان اعتماد
فروش پرس 100 تن پایه بخواب روس-خاموش-خدمتی 0
https://t.me/joinchat/AAAAAD-IgV8lAxy3pWsjxw
شرکت شایان اعتماد
پرس 125 تن-فلکه پشت-کشور سازنده:لهستان-خدمتی 0
https://t.me/joinchat/AAAAAD-IgV8lAxy3pWsjxw
شرکت شایان اعتماد
موجودی انبار به شرح زیر میباشد ✅
❇️ پرس 100 تن پایه بخواب روس
❇️ پرس 100 تن فلکه بغل
❇️ پرس 100 تن فلکه پشت خرس نشان
❇️ پرس 125 تن فلکه پشت لهستانی
❇️ پرس 160 تن فلکه بغل
❇️ پرس 250 تن ضربه ای
❇️ پرس 315 تن ارفورت دو شاتون -میزfs
❇️ پرس 400 تن فورج کتابی-نایکل جوینت
❇️ پرس 400 تن فورج خرس نشان
❇️ پرس قوطی 25 تن
❇️ دایکاست 05 گرجستان
❇️ دایکاست 07روس
❇️ دایکاست 08 روس
❇️ دایکاست 250 تن چک
❇️ دایکاست 400 تن روس
❇️ دایکاست 400 تن چک
❇️ دایکاست 630 تن روس
❇️ دایکاست 700 تن ایدرا
❇️ دایکاست 1100 تن لیت استروژن
❇️ پتک 400 کیلویی
❇️ پتک 1000 کیلویی
❇️ کاروسل 2. 80کارگیر 3.20 متر
❇️ پرس بهمراه رولینگ برای تولید پیچ خودکار
❇️ سنگ تخت 125*32
❇️ بورینگ 160 فلورتایپ
❇️ هاپ 50
❇️ هاپ 63
❇️ شیپینگ 32
❇️ شیپینگ 50
❇️ شیپینگ 80
❇️ تراش 1.5 متر کره شمالی
❇️ تراش 16K16 روس cnc
❇️ تراش 16k20 روس
❇️ تراش 16k20 cnc روس
❇️ تراش 1 متر انگلستان
❇️ تراش 5 متر TPK 90
❇️ تراش cnc 2.20 آلمانی
❇️ تراش 10 متر آلمانی
❇️ فرز کله شاه 600 لهستانی
❇️ فرز 6p82
❇️ فرز هکرت 400
❇️ فرز 1 متر cnc
❇️ سنگ سنترلس 183
❇️ سنگ سنترلس 184
❇️ رولینگ 25 تن روس
📞 0
جهت مشاهده عکس و مشخصات دستگاه های فوق روی لینک زیر کلیک کنید
https://sanatdivar. ir/author/
آدرس جهت بازدید ماشین آلات فوق:
تهران-جاده خاوران-بعد از پ Итак,0011
شرکت شایان اعتماد
صفحه اینستاگرام شرکت شایان اعتماد
https://www.instagram.com/shayan__etemad
شرکت شایان اعتماد
لیست دستگاهای فرز موجود در شرکت شایان اعتماد: 👇 👇 👇
🟣 فرز هاپ ۳۲
🟣 فرز هاپ ۸۰
🟣 فرز CNC آریکس
🟣 فرز دروازه ای p4500
🟣 فرز دروازه اي norma
🟣 فرز CNC پنج محور یون سیگن هلند
🟣 فرز CNC سه محور دروازه ای یون سیگن هلند
جهت هماهنگی برای بازدید و ارسال عکس و مشخصات با این شماره تماس ام 40030 ی
امید 👇
امید 👇
ا позер
0015 ✅ تراش یک متر روس
✅ تراش یک و نیم متر کره_سنتر 46
✅ تراش یک و نیم متر کره _سنتر50
✅ تراش 3متر روسیه_سنتر1متر
✅ تراش سه متر روسیه_سنتر1/80
✅ تراش3/20مترDp آلمان_سنتر2. 5
✅ تراش3/20مترDPلهستان_سنتر۲
✅ تراش دوکله روسیه_سنتر80
✅ تراش5متر لهستان_سنتر90
✅ تراشXAD112لهستان
✅ تراش8متر روسیه_سنتر1/60
✅ تراش8متر روسیه_سنتر2
برای اطلاعات بیشتر لطفا تماس بگیرید.
امینی 👈 ۰۹۱۲۰۳۵۶۶۰۴
شرکت شایان اعتماد
شرکت شایان اعتماد
باسلام
لیست دستگاه هی موجوددرشرکت شایان اعتماзнес موجوددرشت شایان اعتمادдоля شرحوددرشت 👇
🟣 گرانول پی وی سی
🟣 کاروسل ۱۵۱۲
🟣 کاروسل ۲متر
🟣 کاروسل ۱۵۳۲
🟣 کاروسل ۱۵۴۰
🟣 بورینگ cnc یونیون آلمان
🟣 پرس ۱۰تن
🟣 پرس ۴۰تن هیدرولیک
🟣 پرس ۱۰۰تن خرس نشان
🟣 پرس ۱۰۰تن فلکه بغل
🟣 پرس۱۰۰تن سی فرم
🟣 پرس ۱۶۰تن دبل اکشن
🟣 پرس ۱۶۰تن ضربه ای لنگ ثابت ومتغیر
🟣 پرس ضربه ای ۲۵۰تن چک
🟣 پرس سی فرم ۲۵۰تن لنگ ثابت
🟣 پرس فورج ۲۵۰تن لنگ ثابت
🟣 پرس فورج ۳۱۵تن
🟣 پرس ۴۰۰تن فورج وارونژ
🟣 پرس ۴۰۰تن خرس نشان
🟣 پرس ۴۰۰تن نایکل جوینت
🟣 پرس ۳۱۵تن ایرفورت دوشاتون
🟣 پرس دروازه ای ۱۰۰۰تن
🟣 پرس ۲۵تن قوطی
🟣 پرس پیچ کوشکوب خوابیده
🟣 دایکاست ۰۷ _ ۰۸ _ ۱۰۰۰تن _ ۱۱۰۰تن چک و روس
🟣 دریل رادیال بازو ۱۶۰ روس
🟣 دریل رادیال فلورتایپ مورس ۱۰۰ ساخت مجارستان
🟣 دریل ستونی ۳۲ و۵۰
🟣 فرزدروازه ای
🟣 فرز ۵ محور cnc
🟣 فرز سه محور دروازه ای
🟣 فرز سنتر عمودی
🟣 فرزهاپ ۳۲و۸۰
🟣 شیپینگ۱۲_ ۵۰_۳۲_۶۳
🟣 تراش یک متر سنتر۴۰
🟣 تراش ۱. ۵متر سنتر۵۰
🟣 تراش سه متر سنتر۶۳
🟣 تراش ۳.۲ متر DP لهستان سنتر ۲.۷۰
🟣 تراش ۳.۲ متر DP آلمان سنتر۲.۵
🟣 تراش دوکله گلویی ۳۲سنتر۸۰
🟣 تراش ۵متر لهستان سنتر۹۰
🟣 تراش چرخ قطار
🟣 تراش ۸متر سنتر۳.۵
🟣 تراش ۸متر سنتر۱.۶۰
🟣 تراش ۸متر سنتر۲متر
🟣 تراش чпу
🟣 تراش ۱۰متر سنتر۱.۲۵ آلمان
🟣 تراش ۱۲متر سنتر۱.۲۵ چک
🟣 سنگ دنده
🟣 سنگ تخت ۶۰در۲۰ و ۱۲۵در۳۲
🟣 سنگ سنترلس ۱۸۰_۱۸۳_۱۸۴
🟣 سنگ محور شش متر آلمان
🟣 سنگ محور ۱.۵در۳۲
🟣 سنگ محور ۱.۵در۴۰
🟣 سنگ شفت هزارخاری
🟣 پخ زن دنده
🟣 رولینگ ۱۲. ۵تن و۲۵تن ثابت آلمان
🟣 سیلندرتراش ۵۰
🟣 کلاج پرس ۴۰۰تن ایرفورت
🟣 فنرپیچ
و انواع دستگاه های تزریق ،گیربکس ، جرثقیل ، لیفتراک ، چهارنظام و….
برای کسب اطلاعات بیشتر و محل بازدید با شماره زیر تماس بگیرید 👇 👇 👇
پروازه 👈 ☎️ ۰۹۹۱۱۵۰۰۹۵۴ 📞
شرکت شایان اعتماد
صفحه اینستاگرام شرکت شایان اعتماد
https://www.instagram.com/shayan__etemad
تراش 16k20 – ماشین ابزار
تراش 16k20 – ماشین ابزارجمال کیا: ۰۹۳۵۶۵۰۱۵۸۵
تراش روسی 1 متر سنت 40 تمیز و بی صدا 16k20 دسته خلبانی برای اطلاعات بیشتر با ما تماس بگیرید 09356501585
تراش روسی
تعداد بازدید: ۶۶۱۶
به روز رسانی: ۵ روز پیش
شناسه آگهی: ۱۰۱۳۰۸۰
نمایش آگهی در بالای صفحه
با خرید سرویس وی آی پی ، آگهی شما درдель وی ب ، آگ آگهی شما درдель on وی ب ، آگ آگ شما درдель وی ب ، آگ آگهی شما درдель وی ب ، آگ آگ شما درдель وی به آگهی شما در هین به صورت وی آی ف فعال شد و بالای آگهی on ق پی ف распространенный شده ا بالای آگهی on ا قر می گید секрети صعود آگهی شما به بالای لیست، باعث نمایش بیشتر و بهتر آگهی شما شده و منجر به افزایش کلیک و بازدید آگهی می شود. Бесплатно
لطفا از منو زیر مدت زمان سرویس خود را انتخاب نمایید.
یک ماهه | به مبلغ ۱۰۰.۰۰۰ تومان
۵% تخفیف
سه ماهه | به مبلغ ۳۰۰, ۰۰۰ ۲۸۵,۰۰۰ تومان
زمان فعال شدن سرویس: از لحظه خرید به مدت ۳۰ روز
Номер: این جایگاه فقط برای یک نفر و یک آگهی تعریف شده است. Бесплатно
ورود به حساب کاربری
تازه های دستگاه تراش
تراش cnc موریساکی محور C دار
تراش موریساکی مدل sl25 ساخت ژاپن 1996 کنترل فانوک Цена 700 руб. 300 руб. سه نظام 250 75 تارت 12 ابزار هیدرولیک مجهز به محور c و کانوایر درایو آلفا با ما د…
اطلاعات تماس
۷
تهران | رضا معتمدی معتمد صنعتتراش با اوجی سه متر
تراش با اوجی 3 месяца سنتر یا قطر 66 تیکه خور تا 85 105 لوازم کامل март 2008 г.
اطلاعات تماس
۷
اصفهان | رضا معتمدی معتمد صنعتفروش دستگاه تراش دو متر آکبند لهستان
فروش دستگاه تراش دو متر آکبند لهستان تراش لهستان آکبند مدل TUR63 طول دو متر سنتر 63 با لوازمات کامل و فابریک ساخت 1991
اطلاعات تماس
۷
تهران | رضا معتمدی معتمد صنعتقیمت دستگاه تراش یک و نیم متر چینی
قیمت دستگاه تراش یک و نیم متر چینی تراش چینی 1,5 метра قطر کارگیر 50 گلویی ی 50 شرکت تامی سه نظام و لینت دارد آماده به کار
اطلاعات تماس
۷
اصفهان | رضا معتمدی معتمد صنعتفروش دستگاه تراش چک tn50
فروش دستگاه تراش چک tn50 تراش یک و نیم ساخت کشور چک 50 мм TN50 آماده به کار بازدید در اصفهان
اطلاعات تماس
۷
اصفهان | رضا معتمدی معتمد صنعت500 руб.
500 руб. ساخت روسیه طول سه متر قطر 1 متر فقط چهارنظام دارد
اطلاعات تماس
۷
اصفهان | رضا معتمدی معتمد صنعتتراش دو متر آکبند لهستان
تراش لهستان مدل TUR63 👈🏻آکبند👉🏻 طول کارگیر 2 متر قطر کارگیر 63 سانتیمتر لوازم کامل فابریک ساخت 1991
اطلاعات تماس
۷
تهران | رضا معتمدی معتمد صنعتعرضه تراش CNC ناکامورا مدل NAKAMURA TMC15
فروش دستگاه تراش سی ان سی ناکامورا مدل NAKAMURA TMC 15 تراش cnc کارکرده را با کیفیتی عالی از ما بخواهید . مشخصات تراش cnc ناکامورا مدل NAKAMURA TMC 15: وضع…
اطلاعات تماس
۷
قزوین | کاوه ادیبدستگاه تراش لهستان DP 3.
20 متر سنتر 2.70دستگاه تراش لهستان DP 3.20 متر سنتر 2.70 فروش تراش به سراسر ایران در کوتاه ترین زمان مشخصات دستگاه تراش لهستان DP 3.20 متر سنتر 2.70 : کشور سازنده : لهستان …
اطلاعات تماس
۷
تهران | کاوه ادیبفروش دستگاه تراش روسی 3 متر سنتر 80
دستگاه تراش 3 متر سنتر 80 فروش دستگاه تراش روسی کارکرده و کاملا سالم مشخصات دستگاه تراش 3 متر سنتر 80 : کشور سازنده : روسیه Дата рождения: 1975 г. فروش دستگاه ترا…
اطلاعات تماس
۷
تهران | کاوه ادیبآگهی خود را بلافاصله در همین موقعیت و در همین صفحه به صورت vip و بالا نشین نمایش دهید.
دستگاه تراش یک و نیم متری چک TN50
اطلاعات تماس
۷
رضا معتمدی معتمد صنعت امروز ۱۱: ۱۳ | اصفهانفروش سیلندر تراش 50
اطلاعات تماس
۷
پروازه امروز ۱۱: ۱۳ | قزوینتراش چینی یک و نیم متر
اطلاعات تماس
۷
رضا معتمدی معتمد صنعت امروز ۱۱: ۱۳ | اصفهانفروش دستگاه تراش چینی
اطلاعات تماس
۷
خلیل نژاد امروز ۱۱: ۱۳ | تهرانتراش یک متر و نیم چک TN50
اطلاعات تماس
۷
رضا معتمدی معتمد صنعت امروز ۱۱: ۱۳ | اصفهانانجام خدمات سنگین تراش cnc
اطلاعات تماس
۷
آروند تکنیک امروز ۱۱: ۱۳ | اصفهاندستگاه تراش 80 سانت مدل Harrison m250
اطلاعات تماس
۷
کاوه ادیب امروز ۱۱: ۱۳ | کرمانفروش انواع دستگاه تراش در معتمد صنعت
اطلاعات تماس
۷
رضا معتمدی معتمد صنعت امروز ۱۱: ۱۳ | تهرانتراشکاری ، ساخت و تعمیر انواع غلتک نورد
اطلاعات تماس
۷
آروند تکنیک امروز ۱۱: ۱۳ | اصفهانسنگین تراش – دستگاه تراش و فرز
اطلاعات تماس
۷
آروند تکنیک امروز ۱۱: ۱۳ | شیرازدستگاه تراش چهار متری چک TN71
اطلاعات تماس
۷
رضا معتمدی معتمد صنعت امروز ۱۱: ۱۳ | اصفهانفروش کاروسل 1.