16К20 станок: 16К20 Станок токарно-винторезный универсальный паспорт, руководство, схемы, описание, характеристики
alexxlab | 30.07.2020 | 0 | Разное
16К20 Станок токарно-винторезный универсальный паспорт, руководство, схемы, описание, характеристики
Сведения о производителе токарно-винторезного станка
16К20Производитель токарно-винторезного станка 16К20 – Московский станкостроительный завод “Красный пролетарий” им. А.И. Ефремова, основанный в 1857 году.
Первые универсальные токарно-винторезные станки с коробкой скоростей впервые в СССР начали выпускаться на Московском станкостроительном заводе “Красный пролетарий” им. А.И. Ефремова в 1932 году и получили наименование ДИП-200, ДИП-300, ДИП-400, ДИП-500 ( ДИП – Догнать И Перегнать), где 200, 300, 400, 500 – высота центров над станиной.
Станки, выпускаемые Московским станкостроительным заводом Красный пролетарий, КП
16К20 Станок токарно-винторезный универсальный. Назначение, область применения
Токарно-винторезный станок 16К20 заменил в 1972 году легендарный, но устаревший станок 1К62. Станок 16к20 превосходит станок модели 1К62 по всем качественным показателям (производительности, точности, долговечности, надежности и т. д.). В 1988 году станок 16к20 был заменен на более современный МК6056, МК6057, МК6758.
Станок 16к20 превосходит станок модели 1К62 по всем качественным показателям (производительности, точности, долговечности, надежности и т. д.). В 1988 году станок 16к20 был заменен на более современный МК6056, МК6057, МК6758.
Универсальный токарно-винторезный станок 16К20 является самым удачным продолжением серии средних станков, с высотой центров 200 мм, начало которой положил первый станок серии – ДИП-200 в 1932 году.
Токарно-винторезный станок 16К20 предназначен для выполнения различных токарных работ и нарезания метрической, модульной, дюймовой и питчевой резьб. Обрабатываемые детали устанавливаются в центрах или патроне.
Принцип работы и особенности конструкции станка
16К20Передний конец шпинделя выполнен по ГОСТ 12593 (Концы шпинделей фланцевые под поворотную шайбу и фланцы зажимных устройств) (DIN 55027, ИСО 702-3-75) с центрирующим коротким конусом 1:4 (7°7′30″):
В конструкции токарного станка 16К20 для установки шпинделя предусмотрены специальные прецизионные подшипники качения, не требующие регулировки в процессе эксплуатации, благодаря чему обеспечиваются требуемая жесткость и высокая точность обработки заготовок.
Механизм коробки скоростей с помощью правой рукоятки (10) на шпиндельной бабке станка позволяет получить 4 ряда чисел оборотов шпинделя: 1:32, 1:8, 1:2, 1,25:1. В каждом диапазоне левой рукояткой (3) можно выбрать одну из шести скоростей: таким образом, шпиндель получает 4 х 6 = 24 скорости, две из которых 500 и 630 об/мин повторяются.
Включение и отключение, а также реверс и торможение шпинделя во время работы осуществляется без остановки электродвигателя посредством фрикционной муфты.
Фрикционная муфта управляется двумя сблокированными рукоятками (11, 17), которые имеют три положения:
- Левое положение – шпиндель включен в прямом направлении;
- Нейтральное положение – торможение шпинделя ленточным томозом, отключение от входного вала;
- Правое положение – реверс шпинделя, шпиндель включен в обратном направлении;
При этом двигатель вращается в одном направлении без остановки.
Выходной вал коробки скоростей через сменные зубчатые колеса соединен с коробкой подач, обеспечивающей перемещение суппорта в широком диапазоне подач от ходового вала при точении и от ходового винта при нарезании резьб. Для нарезания точных резьб предусмотрено непосредственное соединение ходового винта с входным валом коробки подач.
На суппорте имеются масштабные линейки с визирами для удобства определения величины перемещения резцовых и поперечных салазок в процессе работы. Новая конструкция резцедержателя улучшает стабильность фиксации.
Фартук станка снабжен оригинальным механизмом выключения подачи суппорта (падающий червяк), обеспечивающим высокую точность останова на жестком упоре. Комплекс ограждающих и блокировочных устройств гарантирует безопасность работы на станке.Наиболее целесообразно использовать станок в инструментальных и ремонтных службах в условиях мелкосерийного и единичного производства на чистовых и получистовых работах.
Класс точности станка 16К20 – Н. При чистовой обработке деталей из конструкционных сталей шероховатость обработанной поверхности V6б.
Отклонение от цилиндричности 7 мкм, конусности 20 мкм на длине 300 мм, отклонение от прямолинейности торцевой поверхности на диаметре 300 мм — 16 мкм.
Токарный станок 16К20 выпускался в четырех исполнениях (при общей кинематической схеме):
- 16К20
- 16К20П – станок токарно-винторезный повышенной точности Ø 400 мм;
- 16К20Г – станок токарно-винторезный нормальной точности с выемкой в станине Ø 400 мм;
- 16К25 – облегченный токарно-винторезный станок Ø 500 мм;
История серии токарно-винторезных станков от ДИП-200 → 1а62 → 1к62 → 16к20 → МК6056
В 1930 году на Московском станкостроительном заводе “Красный пролетарий” было принято решение о разработке нового станка токарного, стандартного, сокращенно ТС. Несколько позже его переименовали в ДИП-200 – Догоним И Перегоним, по главному лозунгу первой пятилетки, где 200 – высота центров над станиной. В качестве прототипа был избран токарно-винторезный станок немецкой фирмы VDF. В апреле 1932 года началась подготовка выпуска первой партии станков ДИП-200.
Несколько позже его переименовали в ДИП-200 – Догоним И Перегоним, по главному лозунгу первой пятилетки, где 200 – высота центров над станиной. В качестве прототипа был избран токарно-винторезный станок немецкой фирмы VDF. В апреле 1932 года началась подготовка выпуска первой партии станков ДИП-200.
25 апреля 1932 года был собран и опробован первый советский универсальный токарно-винторезный станок с коробкой скоростей – ДИП-200. К концу 1932 года было выпущено 25 ДИПов.
В 1934 году осваивается выпуск станков ДИП-300, ДИП-400, ДИП-500. Впоследствии производство этих станков было передано на Рязанский станкостроительный завод. Производство станка ДИП-500 было, также, передано на Коломенский завод тяжелых станков КЗТС.
В 1937 году в ЭНИМС был разработан типаж (номенклатура типов и размеров) станков и принята единая система условных обозначений станков. По новой системе обозначений первый ДИП-200 стал называться 1Д62. Но абревиатура ДИП-200 сохранилась и по сей день – для обозначения токарного станка с высотой центров над станиной равной или близкой 200 мм.
Но абревиатура ДИП-200 сохранилась и по сей день – для обозначения токарного станка с высотой центров над станиной равной или близкой 200 мм.
В 1940 году завод выпустил станок 162К (26А) – один из вариантов ДИП-200.
В 1945 году завод переходит на выпуск модернизированного станка ДИП-200 (ДИП-20М, 1д62м).
В 1948 году завод переходит на выпуск станка 1А62.
В 1949-1953 году без остановки производства осуществлен переход на поточное производство токарного станка 1А62. Также в разные годы выпускались: 1620, 1Б62, 1м620, 1622.
В 1954 году был изготовлен опытный образец станка 1К62, серийное производство которого было запущено в 1956 году.
В 1956 году завод перешёл на крупносерийный выпуск нового станка 1К62. За последующие 18 лет, в течение которых они изготавливались, было выпущено 202 тысячи таких станков.
Выпускались модификации, изготовленные на базе токарно-винторезного станка 1к62: 1к625, 1к620, 1к62Б повышенной точности и др.
В 1965 году завод выпустил токарно-винторезный станок повышенной точности 16Б20П, который стал переходной моделью между 1к62 и 16к20. Коробка подач 16Б20П.070.000 и фартук 16Б20П.061.000 этого станка стали стандартом для всех последующих моделей этой серии.
В 1971 году была изготовлена опытная партия станков 16К20, в 1972 году на Лейпцигской ярмарке станок 16К20 был удостоен золотой медали.
В 1972—1973 проводилась реконструкция завода в связи с выпуском новой модели станка 16К20. Осваивается серийное производство этих станков. К концу года с конвейера сходит до 1000 таких станков в месяц. На экспорт отправляется около 10 процентов.
На основе базовой модели токарно-винторезного станка 16К20 было изготовлено множество модификаций, в том числе: 16К25, 16К20М, 16К20П, 16К20В, 16К20Г, 16К20К, 16К20Ф1, 16К20ПФ1, 16К20ВФ1 и др.
Станки с ЧПУ 16К20Ф3, 16К20Ф3С32, 16А20Ф3, 16К20Т1.
В 1988 году производство станка модели 16к20 прекращено.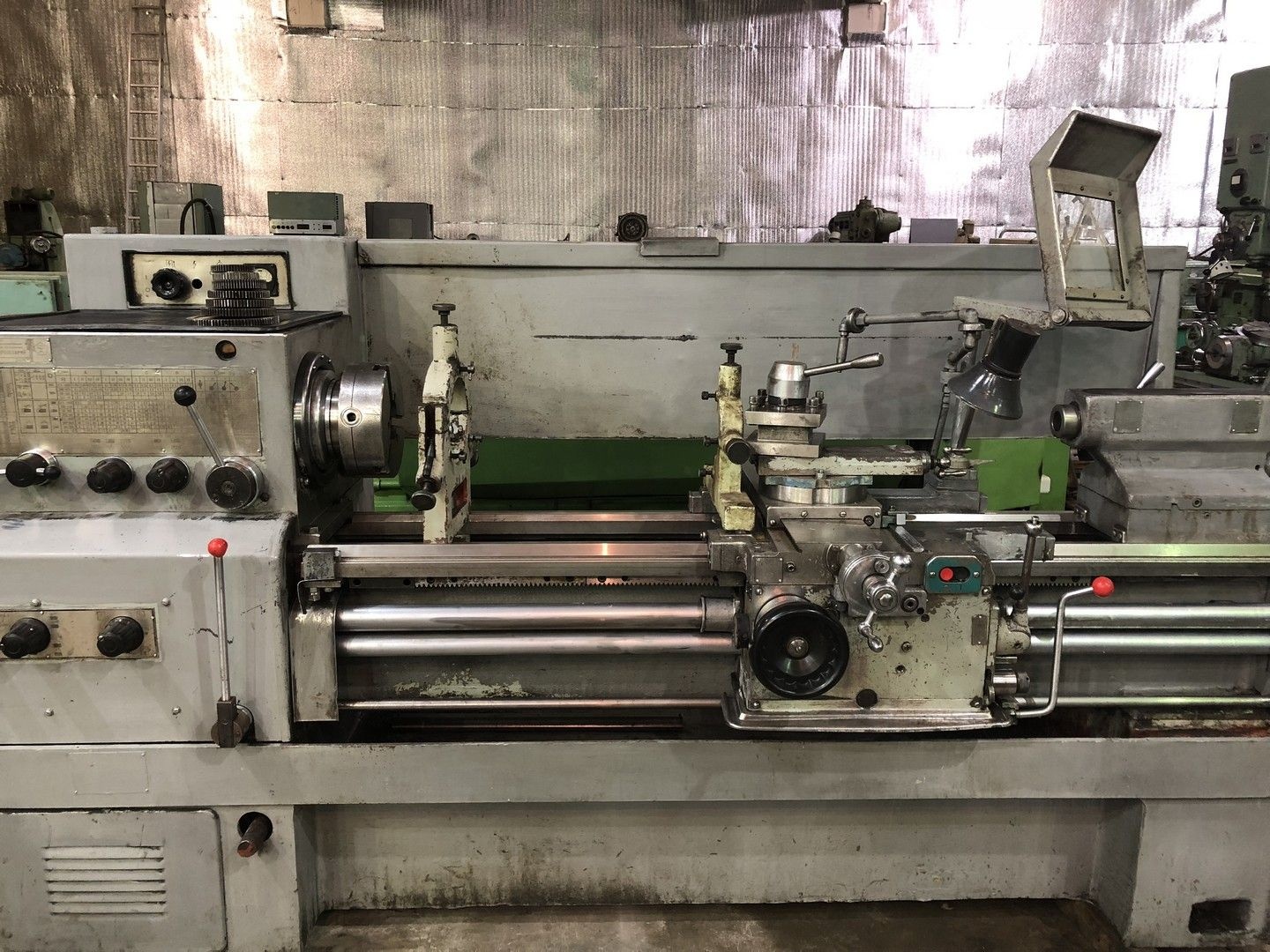
Основные технические характеристики токарно-винторезного станка 16к20
Разработчик – Московский станкостроительный завод Красный пролетарий. Установочная серия выпущена в 1971 году. Станок заменил в производстве модель 1к62.
Изготовитель – Московский станкостроительный завод Красный пролетарий. Серийное производство с 1973 года до середины 80-х. Станк 16к20 был заменен более современным станком: МК6056.
Основные параметры станка – в соответствии с ГОСТ 18097-93. Станки токарно-винторезные и токарные. Основные размеры. Нормы точности.
- Наибольший диаметр заготовки типа Диск, обрабатываемой над станиной – Ø 400 мм
- Наибольший диаметр заготовки типа Вал, обрабатываемой над суппортом – Ø 220 мм
- Расстояние между центрами – 710, 1000, 1400, 2000 мм
- Высота центров – 215 мм
- Допустимая масса изделия, устанавливаемого в центрах – 460, 650, 900, 1300 кг
- Допустимая масса изделия, устанавливаемого в патроне – 200 кг
- Мощность электродвигателя – 11 кВт
- Вес станка полный – 2,8; 3,0; 3,2; 3,6 т
Шпиндель токарно-винторезного станка 16к20
- Конец шпинделя – по ГОСТ 12593 (Концы шпинделей фланцевые под поворотную шайбу и фланцы зажимных устройств)
- Номинальный диаметр конуса D = 106,375 мм, условный размер конца шпинделя – 6
- Внутренний (инструментальный) конус шпинделя – Морзе 6
- Диаметр сквозного отверстия в шпинделе – Ø 52 мм
- Наибольший диаметр обрабатываемого прутка – Ø 50 мм
- Пределы чисел прямых оборотов шпинделя в минуту (22 ступеней) – 12,5.

- Пределы чисел обратных оборотов шпинделя в минуту (11 ступеней) – 19..1900 об/мин
- Диаметр стандартного патрона – Ø 200, 250 мм
Подачи и резьбы токарно-винторезного станка 16к20
- Пределы продольных подач – 0,05..2,8 мм/об
- Пределы поперечных подач – 0,025..1,4 мм/об
- Пределы шагов резьб метрических – 0,5..112 мм
- Пределы шагов резьб модульных – 0,5..112 модулей
- Пределы шагов резьб дюймовых – 56..0,5 ниток на дюйм
- Пределы шагов резьб питчевых – 56..0,5 питчей
Габариты рабочего пространства токарного станка 16К20. Эскиз суппорта
Чертеж рабочего пространства токарного станка 16к20
Чертеж шпинделя токарно-винторезного станка 16К20
Чертеж шпинделя токарного станка 16к20
Общий вид токарно-винторезного станка 16К20
Фото токарно-винторезного станка 16к20
Фото токарно-винторезного станка 16к20
Фото токарно-винторезного станка 16к20
Фото токарно-винторезного станка 16к20. Смотреть в увеличенном масштабе
Смотреть в увеличенном масштабе
Расположение органов управления токарно-винторезным станком 16К20
Схема расположения органов управления токарным станком 16к20
Перечень органов управления токарно-винторезным станком 16К20
- Рукоятка установки величины подачи и шага резьбы
- Рукоятка установки вида работ: подачи и типа нарезаемой резьбы
- Рукоятка установки числа оборотов шпинделя
- Рукоятка установки нормального, увеличенного шага резьбы и положения при делении многозаходных резьб
- Вводной автоматический выключатель
- Сигнальная лампа
- Выключатель электронасоса подачи охлаждающей жидкости
- Указатель нагрузки станка
- Рукоятка установки правой и левой резьбы
- Рукоятка установки ряда чисел оборотов шпинделя
- Рукоятка управления фрикционной муфтой главного привода (сблокирована с рукояткой 17 )
- Выключатель лампы местного освещения
- Рукоятка поворота и закрепления индексируемой резцовой головки
- Рукоятка ручного перемещения резцовых салазок суппорта
- Рукоятка крепления пиноли задней бабки к станине
- Маховик перемещения пиноли задней бабки
- Рукоятка управления фрикционной муфтой главного привода (сблокирована с рукояткой 11)
- Рукоятка включения и выключения гайки ходового винта
- Рукоятка управления механическими перемещениями каретки и поперечных салазок суппорта
- Кнопочная станция включения и выключения электродвигателя главного привода
- Рукоятка ручного перемещения поперечных салазок суппорта
- Маховик ручного перемещения каретки
- Кнопка золотника смазки направляющих каретки и поперечных салазок суппорта
- Рукоятка установки величины подачи и шага резьбы и отключения механизма коробки подач при нарезке резьб напрямую
- Рукоятка зажима пиноли задней бабки
Таблица изображена для основного исполнения станков с пределами числа оборотов шпинделя в минуту 12,5. .1600. Таблица помещена на шпиндельной бабке станка.
.1600. Таблица помещена на шпиндельной бабке станка.
Рукоятки 1 и 2 выбирают скорость вращения шпинделя в диапазоне от 12,5 до 1600 об/мин. 4 положения рукоятки 1 и 6 положений рукоятки 2 – позволяют получить 24 значения скорости. Как видно из таблицы значения оборотов 500 и 630 об/мин повторяются
Рукоятка 3 управляет звеном увеличения шага подачи или резьбы в шпиндельной бабке в соотношении 1:2, 1:8, 1:32, в зависимости от числа оборотов шпинделя.
Рукоятка 4 управляет трензелем в шпиндельной бабке и определяет направление вращения ходового вала или ходового винта.
Шпиндельная бабка токарно-винторезного станка 16к20
Шпиндельная бабка токарно-винторезного станка 16к20
Шпиндельная бабка токарно-винторезного станка 16к20. Скачать в увеличенном масштабе
Таблица резьб и подач токарно-винторезного станка 16к20
Таблица резьб и подач токарно-винторезного станка 16к20
1. Таблица резьб и подач токарно-винторезного станка 16к20. Смотреть в увеличенном масштабе
Смотреть в увеличенном масштабе
2. Таблица резьб и подач токарно-винторезного станка 16к20. Смотреть в увеличенном масштабе
3. Таблица резьб и подач токарно-винторезного станка 16к20. Смотреть в увеличенном масштабе
Рукоятки управления коробкой подач токарного станка 16к20
Рукоятки управления коробкой подач токарного станка 16к20
Рукоятки управления коробкой подач токарно-винторезного станка 16к20. Смотреть в увеличенном масштабе
Таблица графических символов для токарно-винторезного станка 16к20
| Символ | Значение символа |
|---|---|
| Частота вращения – оборотов в минуту. Таблица оборотов шпинделя | |
| Скорость менять только после остановки | |
| Скорость на ходу не переключать | |
| Шаг резьбы | |
| Резьба с нормальным шагом: 1:1 → 12,5..1600 об/мин | |
| Резьба с увеличенным шагом: 1:2 → 200.  .630 об/мин; .630 об/мин; 1:8 → 50..160 об/мин; 1:32 → 12,5..40 об/мин | |
| Левая резьба с нормальным шагом | |
| Левая резьба с увеличенным шагом | |
| Подачи с нормальным шагом | |
| Подачи с увеличенным шагом: 1:2 → 200..630 об/мин; 1:8 → 50..160 об/мин; 1:32 → 12,5..40 об/мин | |
| Отключение (отсоединение) шпинделя от коробки скоростей для нарезания многозаходной резьбы поворотом шпинделя на определенный угол | |
| Механическое отключение (отсоединение) – нейтральное положение | |
| Многозаходная резьба | |
| Многозаходная резьба | |
| Совмещение треугольного указателя Е с нулевой риской делительного кольца шпинделя перед нарезанием многозаходной резьбы | |
| Поворот шпинделя F на необходимое число делений делительного кольца шпинделя перед нарезанием очередного витка многозаходной резьбы | |
Подкючение ходового винта напрямую к гитаре, минуя механизмы коробки подач. Может применяться при нарезании точной резьбы. Нстройка на необходимый шаг резьбы осуществляется сменными шестернями (K, L, M, N) коробки передач (гитары). Может применяться при нарезании точной резьбы. Нстройка на необходимый шаг резьбы осуществляется сменными шестернями (K, L, M, N) коробки передач (гитары). | |
| Сменные шестерни (K, L, M, N) коробки передач (гитары). Стандартный набор шестерен для станка 16к20, поставляемый заводом-производителем: K = 40, L = 86, N = 64; (K/L)·(L/N) = (40/86)·(86/64) = 5/8 = 0,625. Такая комбинация сменных шестерен обеспечивает нарезание метрических и дюймовых резьб с шагами, величины которых указаны в средней нижней части таблицы (рис. 10). Для этого необходимо установить необходимый тип нарезаемой резьбы, и выбрать требуемый шаг. | |
| Метрическая резьба – шаг резьбы измеряется в милиметрах. Метрическая и дюймовая резьба применяются в резьбовых соединениях и винтовых передачах. | |
Дюймовая резьба – шаг резьбы измеряется или в долях дюйма (дюйм = 25,4 мм), или числом ниток на дюйм (например, 18 ниток на дюйм). Метрическая и дюймовая резьба применяются в резьбовых соединениях и винтовых передачах. Метрическая и дюймовая резьба применяются в резьбовых соединениях и винтовых передачах. | |
| Модульная резьба – шаг резьбы измеряется модулем (m). Чтобы получить размер в миллиметрах достаточно модуль умножить на число пи (π). Модульная и питчевая резьба применяется при нарезании червяка червячной передачи. | |
| Питчевая резьба – шаг резьбы измеряется в питчах (p”). Для получения числового значения в милиметрах – достаточно питч умножить на число π. Числовое значение в дюймах – число пи (π) разделить на питч; Модульная и питчевая резьба применяется при нарезании червяка червячной передачи. | |
| Продольная и поперечная подача | |
| Ручка переключения | |
| Правое вращение шпинделя (прямое, по часовой стрелке) | |
| Левое вращение шпинделя (обратное, против часовой стрелки) |
Схема кинематическая токарно-винторезного станка 16К20
Кинематическая схема станка 16к20
1. Схема кинематическая токарно-винторезного станка 16К20. Смотреть в увеличенном масштабе
Схема кинематическая токарно-винторезного станка 16К20. Смотреть в увеличенном масштабе
2. Схема кинематическая токарно-винторезного станка 16К20. Смотреть в увеличенном масштабе
3. Схема кинематическая токарно-винторезного станка 16К20. Смотреть в увеличенном масштабе
4. Схема кинематическая токарно-винторезного станка 16К20. Смотреть в увеличенном масштабе
Кинематическая схема приведена для понимания связей и взаимодействия основных элементов станка. На выносках проставлены числа зубьев (z) шестерен (звездочкой обозначено число заходов червяка).
Цифрой I обозначен суппорт с механическим перемещением резцовых салазок
Привод главного движения состоит из односкоростного асинхронного электродвигателя трехфазного тока и ступенчатой механической коробки скоростей. От электродвигателя Ml с nдв = 1460 об/мин (рис. 4.3) через клиноременную передачу с диаметром шкивов 140 и 268 мм вращается вал I коробки скоростей, на котором установлены свободно вращающиеся зубчатые колеса с числом зубьев z = 56 и z = 51 для прямого вращения шпинделя (по часовой стрелке) и z = 50 для обратного вращения (против часовой стрелки).
Включение прямого или обратного вращения шпинделя осуществляется с помощью фрикционных муфт Мф1 и Мф2. Вал III получает две скорости вращения через колеса z = 34 или z = 39. Далее при помощи зубчатых колес z = 29, z = 21 или z = 38 и сцепляющихся с одним из соответствующих венцов z = 47, z = 55 или z = 38 и образующих тройной блок, приводится во вращение вал IV. С этого вала вращение может передаваться непосредственно на шпиндель: через зубчатые колеса z = 60 или z = 30 на блок с z = 48, z = 60 или через валы V и VI, образующие вместе с зубчатыми колесами переборную группу. В этом случае вращение передается зубчатыми колесами z = 45 или z= 15 (на валу IV), сцепляющимися с одним из венцов блока z = 45, z = 60 (на валу V), и парами колес 18/72 и 30/60.
В шпиндельной бабке помимо коробки скоростей смонтирован перебор. Под перебором понимается дополнительная зубчатая передача, при помощи которой достигается увеличение количества скоростей шпинделя. Кроме того, наличие перебора позволяет получать низкие числа оборотов и соответственно высокие значения крутящих моментов на выходном валу коробки.
В зависимости от вариантов включения зубчатых колес в коробке скоростей можно получить 22 значения частот вращения шпинделя.
Читайте также: Кинематическая схема токарно-винторезного станка 16К20
Краткое описание конструкции основных узлов станка 16К20
Шпиндельная бабка токарно-винторезного станка 16к20
1. Шпиндельная бабка токарного станка 16К20. Развертка. Скачать в увеличенном масштабе
2. Шпиндельная бабка токарно-винторезного станка 16К20. Разрез Б-Б, В-В, Г-Г, Д-Д
3. Шпиндельная бабка токарно-винторезного станка 16К20. Разрез Е-Е, Ж-Ж, З-З, И-И
4. Чертеж шпинделя в сборе
Все валы коробки скоростей и шпиндель вращаются на опорах качения, которые смазываются как разбрызгиванием (коробка залита маслом), так и принудительно, с помощью насоса. Движение подачи от шпинделя передается валу трензеля и далее — на механизм подач.
Числа оборотов шпинделя в минуту – прямое вращение (22 шт): 12,5-16-20-25-31,5-40-50-63-80-100-125-160-200-250-315-400-500-630-800-1000-1250-1600.
Числа оборотов шпинделя в минуту – обратное вращение (11 шт): 19-30-48-75-120-190-300-476-753-1200-1900.
Шпиндель и все валы установлены на опорах качения. В передней опоре шпинделя находится радиальный двухрядный роликовый подшипник, в котором предварительный натяг создается благодаря посадке внутреннего кольца на коническую шейку шпинделя. Если надвигать гайкой кольцо на конус, то оно расширяется и давит на ролики.
В задней опоре шпинделя установлены два радиально-упорных шарикоподшипника, воспринимающих радиальные и осевые нагрузки; предварительный натяг регулируют гайкой, стягивающей внутренние кольца.
Валы II…V коробки скоростей смонтированы на конических роликоподшипниках, что удобно для сборки и разборки; предварительный натяг регулируют нажимными винтами 3. Так как валы III и IV — длинные, для них предусмотрена средняя опора.
В левой части фрикционной муфты 13, реверсирующей движение шпинделя, находится большое число дисков, так как при прямом направлении вращения требуются большие крутящие моменты. Особенностью блоков зубчатых колес являются клеевые соединения венцов со ступицами.
Особенностью блоков зубчатых колес являются клеевые соединения венцов со ступицами.
Управление фрикционной муфтой и тормозом станка 16к20
Ступица колеса Z= 60 на валу III является диском ленточного тормоза; тяга механизма управления, устанавливая муфту в нейтральное положение, включает тормоз (нажимом на ролик 1).
Конструкция коробки подач токарно-винторезного станка 16К20
Коробка подач станка – унифицированный узел 16Б20П.070 и является типовой конструкцией закрытой коробки с передвижными блоками.
Связь шпинделя и суппорта станка для обеспечения оптимального режима резания осуществляется с помощью механизма подач, состоящего из реверсирующего устройства (трензеля) и гитары, которые осуществляют изменение направления и скорости перемещения суппорта.
Коробка подач закреплена на станине ниже шпиндельной (передней) бабки и имеет несколько валов, на которых установлены подвижные блоки зубчатых колес и переключаемые зубчатые муфты. В правом положении муфты получает вращение ходовой винт, а в левом ее положении (как показано на рисунке) через муфту обгона вращается ходовой вал.
В правом положении муфты получает вращение ходовой винт, а в левом ее положении (как показано на рисунке) через муфту обгона вращается ходовой вал.
Чертеж коробки подач токарного станка 16к20
1. Коробка подач токарно-винторезного станка 16К20. Скачать в увеличенном масштабе
2. Коробка подач токарно-винторезного станка 16К20. Разрез Б-Б
3. Коробка подач токарно-винторезного станка 16К20. Разрез Г-Г
Регулировка коробки подач станка 16К20
При ремонте станка особое внимание следует обратить на правильность монтажа механизма переключения зубчатых колес, смонтированного на плите 38, которая крепится к корпусу 3, коробки подач. Во избежание нарушения порядка сцепления зубчатых колес коробки подач при сборке нужно совместить риски, нанесенные на шестернях 51 и 52.
Фартук токарно-винторезного станка 16К20
Фартук универсального токарно-винторезного станка 16К20 – унифицированный узел 16Б20п.061 и расположен в корпусе, привернутом к каретке суппорта.
Фартук преобразует вращательное движение ходового винта или ходового валика в поступательное продольное перемещение каретки суппорта. Движение от ходового валика используется также для механического перемещения поперечных салазок и верхних салазок.
Ходовой винт получает вращение в коробке подач и используется при нарезании резьбы. Вращательное движение ходового винта преобразовывается в поступательное движение суппорта с помощью разъемной (маточной) гайки. Тип нарезаемой резьбы (метрическая, дюймовая, модульная, питчевая) и ее шаг определяется взаимодействие шестерен шпиндельной бабки, гитары и коробки подач.
Ходовой вал также получает вращение от коробки подач и используется при выполнении всех остальных токарных работ. Вращательное движение ходового вала преобразовывается в поступательное движение суппорта (движение подачи) с помощью червяка на скользящей шпонке и зубчатой рейки, закрепленной на станине, и сцепленной с ней зубчатого колеса. Скорость перемещения определяется в милиметрах на один оборот шпинделя (мм/об).
Скорость перемещения определяется в милиметрах на один оборот шпинделя (мм/об).
Основные узлы фартука токарно-винторезного станка
Кинематика фартука и суппортной группы токарно-винторезного станка модели 16К20
Цепь продольной подачи настраивается из условия, что за один оборот шпинделя суппорт должен переместится на величину подачи (Sпрод, мм/об)
Для передачи движения механизму фартука служит ходовой вал. По нему, вдоль шпоночного паза скользит зубчатое колесо z=30, передающее вращение через колеса 30/30, 32/32, 32/30, включенную предохранительную муфту Мп и червячную пару 4/21.
Продольная подача суппорта и её реверсирование осуществляются включением одной из кулачковых муфт (М6 или М7). Тогда вращение от вала червячного колеса z=21 передается зубчатыми колесами 36/41·(через включенную муфту М6)·17/66·3,14·10·3 далее реечному колесу z=10, которое, перекатываясь по неподвижно связанной со станиной станка рейке m = 3, осуществляет продольное перемещение суппорта. Для противоположного перемещения суппорта в цепь включается дополнительное колесо z=41. Цепь реверса продольной подачи: 36/41·(41/41)·(через включенную муфту М7)·41/17·17/66·3,14·10·3
Для противоположного перемещения суппорта в цепь включается дополнительное колесо z=41. Цепь реверса продольной подачи: 36/41·(41/41)·(через включенную муфту М7)·41/17·17/66·3,14·10·3
Поперечная подача и её реверсирование осуществляются включением муфт М8 или М9. В этом случае от вала червячного колеса z=21 через передачи 36/36·(через включенную муфту М8) и 34/55·55/29·29/16 вращение передается винту (шаг = 5 мм), который сообщает движение поперечной каретке суппорта. Для противоположного перемещения поперечной каретки суппорта в цепь включается дополнительное колесо z=36. Цепь реверса продольной подачи: 36/41·(36/36)·(через включенную муфту М9)·34/55·55/29·29/16
Быстрое перемещение суппорта осуществляется когда кнопкой включается электродвигатель (0,75 кВт, 1450 об/мин) и ходовому валу сообщается быстрое вращение через клиноременную передачу 85/127. Механизм подачи суппорта в коробке подач при этом можно не выключать, так как в цепи привода ходового вала установлена муфта обгона.
Станок может быть оснащен механическим приводом салазок. В этом случае от ходового вала через механизм фартука подключается колесо z=18, а затем через колеса 20/20·20/23·23/30·30/28·28/36·20/20 движение передается винту (шаг = 5 мм) резцовых салазок.
Органы управления фартуком
Органы управления фартуком токарно-винторезного станка 16к20
Рукоятка 20 осуществляет мнемоническое управление продольным и поперечным движением суппорта: движение осуществляется в ту сторону в которую отклоняется рукоятка. Поворот влево — включение перемещения каретки влево. Поворот вправо — включение перемещения каретки вправо. Поворот от себя — включение перемещения поперечных салазок вперед. Поворот на себя — включение перемещения поперечных салазок назад. Рукояткой следует пользоваться при подкюченной реечной шестерне (нажатой кнопке 11) и выключенной разъемной (маточной) гайке (рукоятка 15), отсоединенной от ходового винта.
На конце рукоятки 20 находится кнопка, включающая двигатель быстрого перемещения суппорта.
Кнопка 11 включает и отключает реечную шестерю. Нажатие на кнопку — сцепление шестерни с рейкой. Вытягивание кнопки на себя — расцепление шестерни с рейкой. Включать (сцеплять шестерню с рейкой) только при выключенной рукоятке 15. При затруднении включения слегка повернуть маховик 10.
Рукоятка 15 для включения и выключения разъемной (маточной) гайки ходового винта. Поворот вниз — включение гайки. Поворот вверх — выключение гайки. Пользоваться в случае нарезания резьб при выключенной рукоятке 20. При затруднении включения маховиком 10 слегка переместить каретку.
Конструкция механизма фартука токарно-винторезного станка 16К20
Чертеж фартука токарного станка 16к20
1. Фартук токарно-винторезного станка 16К20. Развертка. Скачать в увеличенном масштабе
2. Фартук токарно-винторезного станка 16К20. Разрез А-А
3. Фартук токарно-винторезного станка 16К20. Разрез Д-Д, И-И
4. Фартук токарно-винторезного станка 16К20. Разрез К-К
Суппорт токарно-винторезного станка 16К20
Чертеж суппорта токарного станка 16к20
1. Суппорт токарно-винторезного станка 16К20. Ручное перемещение резцовых салазок
2. Суппорт токарно-винторезного станка 16К20. Ручное перемещение резцовых салазок
3. Суппорт токарно-винторезного станка 16К20. Механическое перемещение резцовых салазок (по спецзаказу)
4. Суппорт токарно-винторезного станка 16К20. Механическое перемещение резцовых салазок (по спецзаказу)
Модель станка 16к20п комплектуется механизмом автоматической (механической) подачи верхних салазок суппорта. Коническая шестерня z — 20 винта верхних салазок получает вращение от шестерни z = 29 фартука через шестерню z=18, коническую пару z = 20, 20, шестерни z = 20, 23, 30, 28, 36 и коническую шестерню z = 20. При помощи этого устройства можно обрабатывать конические поверхности под любым углом уклона конуса при автоматической подаче верхних салазок.
Задняя бабка токарно-винторезного станка 16К20
Чертеж задней бабки токарного станка 16к20
1. Задняя бабка токарно-винторезного станка 16К20
2. Задняя бабка токарно-винторезного станка 16К20. Разрез Б-Б, В-В
Если рукоятка 19, отведённая в крайнее заднее положение, не обеспечивает достаточного прижима задней бабки к станине, то нужно посредством регулирования винтами 26 и 33 при отпущенных контргайках 27 и 34, изменяя положение прижимной планки 31, установить необходимое усилие прижима.
Для установки задней бабки соосно со шпинделем при помощи винтов 41 совмещают в одну плоскость поверхности платиков А, расположенных на опорной плите 28 и корпусе 2.
Моторная установка станка 16К20
При уменьшении крутящего момента на шпинделе (см. табл. 1, п. 12.1.2) в первую очередь следует проверить натяжение ремней главного привода. Если ремни недостаточно натянуты, то нужно, ослабив винты 1, плавным вращением гайки 7 против часовой стрелки опустить вниз подмоторную плиту 6 до требуемого натяжения ремней, после чего винты 1 завернуть до отказа.
Натяжение ремня привода насоса системы смазки осуществляется поднятием бака 2, для чего нужно отпустить три винта 3 (на чертеже показан один), при помощи которых бак крепится к подмоторной плите 6.
Механизм управления фрикционной муфтой главного привода (рис. 34)
Конструкция механизма исключает возможность включения или выключения фрикционной муфты при случайном нажатии на рукоятки 12 и 24, которые сблокированы между собой следующим образом.
При работе рукояткой 12 рукоятка 24 повторяет операции первой. Выключение возможно любой из рукояток. Если же муфта была включена рукояткой 24, то выключение можно произвести и рукояткой 12, только при условии предварительного поворота этой рукоятки в соответствующее рабочее положение с последующим возвращением в нейтральное (среднее) положение для выключения.
Коробка передач (сменные шестерни, гитара)
Коробка передач служит для передачи вращения от выходного вала (ось I) шпиндельной бабки на выходной вал (ось II) коробки подач с помощью установки комбинаций сменных шестерен в соответствии со схемами таблицы (рис. 10). Станок можно налаживать на нарезание различных резьб.
Сменные шестерни К и N монтируются на шлицевых валах и закрепляются болтами 9 через шайбы 8.
Промежуточные шестерни L и М устанавливаются на шлицевой втулке 10 оси 13, закрепляемой при помощи ключа в требуемом месте паза кронштейна 3, который фиксируется гайкой 6.
На торцах сменных шестерен К, L, М, N нанесены (см. упаковочный лист), число зубьев z и модуль т.
При закреплении кронштейна 3 и оси 13 нужно установить сменные шестерни с минимальным радиальным зазором.
Нельзя забывать о регулярной смазке (см. п. 6.2. «Карта смазки») сменных шестерен и втулки 10, которая смазывается через колпачковую масленку 12.
Станина, рейки, ходовой винт, ходовой вал и привод быстрых перемещений суппорта
Натяжение ремня привода быстрых перемещений суппорта осуществляется регулировочным винтом 3, который контрится гайкой 2.
При чистке ходового винта 13 и ходового вала 14 необходимо снять щитки 9 и 10. Для этого нужно отпустить винты 19 и вынуть щитки со стороны заднего кронштейна 18.
Схема электрическая принципиальная токарно-винторезного станка 16К20
Электрическая схема станка 16к20
1. Схема электрическая токарно-винторезного станка 16К20. Смотреть в увеличенном масштабе
2. Схема электрическая токарно-винторезного станка 16К20. Смотреть в увеличенном масштабе
Перечень элементов принципиальной схемы токарно-винторезного станка 16К20
- Р – Указатель нагрузки Э38022 на номинальный ток 20 А – 1 шт
- F1 – Выключатель автоматический АЕ-2043-12, IРОО, расцепитель 32 А, с катушкой независимого расцепителя 110 В 50 Гц, отсечка 12 (Ag—9,489 г) – 1 шт
- F2 – Выключатель автоматический АЕ-2033-10, 1Р10, расцепитель 3,2 А, отсечка 12 – 1 шт
- F3, F4 – Предохранитель Е27ПФ—25 с плавкой вставкой Е2782— 6/380 ГОСТ 1138—72 – 2 шт
- F5 – Реле тепловое ТРН-40 (20 А) – 1 шт
- F6 – Реле тепловое ТРН-10 (0,32 A) (Ag—0,638 г) – 1 шт
- F7 – Реле тепловое ТРН-10 (2,5 А) – 1 шт
- h2 – Устройство УПС-2УЗ – 1 шт
- Н2 – Лампа накаливания С24-25 Светильник НКСО1Х100/П00-09 – 1 шт
- Н3 – Лампа накаливания коммутаторная КМ24-90, ГОСТ 6940-69 – 1 шт
- К1 – Пускатель магнитный ПАЕ-312 (Ag—16,121 г) (110/50-Р-20-23 + 2р) – 1 шт
- К2 – Пускатель магнитный ПМЕ-012 (Ag—4,298 г) (110/50-Р-0,32-13) – 1 шт
- КЗ – Реле времени пневматическое РВП72-3121-00У4 110В, 50 Гц ТУ16-523.472—74 – 1 шт
- К4 – Реле промежуточное РПК-1—111 (110—23+5р) ТУ16-523.474—78 – 1 шт
- М1 – Электродвигатель 4А132 М4, исполнение М301, 11 кВт (14,7 л. с), 1460 об/мин, 220/380 В, ГОСТ 19523—74 – 1 шт
- М2 – Электродвигатель 4А71В4, исполнение М301, 0,75 кВт (1 л. с), 1370, об/мин, 220/380 В, ГОСТ 19523—74 – 1 шт
- М3 – Электронасос типа ПА-22, 0,12 кВт (0,17 л.с), 2800 об/мин, 220/380 В – 1 шт
- М4 – Электродвигатель асинхронный 4А80А4УЗ исполнение М301, 1,1 кВт (1,47 л. с), 1400 об/мин, 220/380 В – 1** шт
- S1 – Выключатель путевой ВПК-4240, исполнение 4 – 1 шт
- S2 – Переключатель ПЕ-041 УЗ, исполнение 2 – 1 шт
- S3, S4 – Пост управления ПКЕ-622-2 – 1 шт
- S5 – Микропереключатель МП-1203, исполнение 3 (Ag—1,051 г) – 1 шт
- S6 – Выключатель путевой ВПК-2111 – 1 шт
- S7 – Переключатель ПЕ-011 УЗ, исполнение 2 – 1 шт
- S8 – Выключатель путевой ВПК-2010 (Ag—1,228 г) – 1 шт
- Т – Трансформатор однофазный ТБСЗ-0,16, исполнение 1,380/110/24 В, ГОСТ 5.1360—72) – 1 шт
Описание электросхемы токарно-винторезного станка 16К20
Пуск электродвигателя главного привода M1 и гидростанции М4 осуществляется нажатием кнопки S4 (рис. 4), которая замыкает цепь катушки контактора К1, переводя его на самопитание.
Останов электродвигателя главного привода M1 осуществляется нажатием кнопки S3.
Управление электродвигателем быстрого перемещения каретки и суппорта М2 осуществляется нажатием толчковой кнопки, встроенной в рукоятку фартука и воздействующей на конечный выключатель S8.
Пуск и останов электронасоса охлаждения М3 производятся переключателем S7.
Работа электронасоса сблокирована с электродвигателем главного привода M1, и включение его возможно только после замыкания контактов пускателя К1.
Для ограничения холостого хода электродвигателя главного привода в схеме имеется реле времени КЗ. В средних (нейтральных) положениях рукояток включения фрикционной муфты главного привода замыкается нормально закрытый контакт конечного выключателя S6 и включается реле времени КЗ, которое через установленную выдержку времени отключит своим контактом электродвигатель главного привода. Производить перестройку выдержки времени в рабочем состоянии реле категорически запрещается.
Защита электродвигателей главного привода, привода быстрого перемещения каретки и суппорта, электронасоса охлаждения и трансформатора от токов коротких замыканий производится автоматическими выключателями и плавкими предохранителями.
Защита электродвигателей (кроме электродвигателя М2) от длительных перегрузок осуществляется тепловыми реле. Номинальные данные аппаратов, изменяющиеся в зависимости от напряжения питающей сети, приведены в табл. 4.
Нулевая защита электросхемы станка, предохраняющая от самопроизвольного включения электропривода при восстановлении подачи электроэнергии после внезапного ее отключения, осуществляется катушками магнитных пускателей.
Блокировочные устройства токарно-винторезного станка 16К20
В электросхеме предусмотрена блокировка, отключающая вводный автоматический выключатель при открывании двери шкафа управления. При включенном вводном автоматическом выключателе открывание двери шкафа приводит к срабатыванию путевого выключателя S1 (рис. 4), который возбуждает катушку дистанционного расцепителя F1 и автоматический выключатель отключает электрооборудование станка от сети. При открывании кожуха сменных шестерен срабатывает микропереключатель S5, отключая электродвигатель главного привода.
Путевой выключатель S1 смонтирован в шкафу управления, микропереключатель 55 — на корпусе коробки подач.
Для осмотра и наладки электроаппаратуры под напряжением (при открытой двери шкафа) в схеме предусмотрен деблокирующий переключатель S2, установленный в шкафу управления. Этим переключателем должны пользоваться только специалисты-электрики.
Переключатель S2 следует установить в положение 1, после чего можно включить вводный автоматический выключатель и приступить к наладочным работам.
По окончании пуско-наладочных или ремонтных работ переключатель S2 поставить в первоначальное положение 2, иначе закрывание двери шкафа вызывает самопроизвольное отключение вводного автоматического выключателя.
В станках, оснащенных гидросуппортом, электродвигатель главного привода отключается при разъединении штепсельного разъема Х5, подключающего электродвигатель гидростанции. В случае использования такого станка без гидросуппорта вместо вставки штепсельного разъема необходимо установить специальную заглушку, поставляемую комплектно со станком.
Читайте также: Регулирование токарно-винторезного станка 16К20
Токарно-винторезный универсальный станок 16К20. Видеоролик.
Технические характеристики токарного станка 16К20
| Наименование параметра | 16К20 | 16К20П |
|---|---|---|
| Основные параметры станка | ||
| Класс точности по ГОСТ 8-82 | Н | П |
| Наибольший диаметр заготовки устанавливаемой над станиной, мм | 400 | 400 |
| Высота оси центров над плоскими направляющими станины, мм | 215 | 215 |
| Наибольший диаметр заготовки обрабатываемой над суппортом, мм | 220 | 220 |
| Наибольшая длина заготовки, устанавливаемой в центрах (РМЦ), мм | 710, 1000, 1400, 2000 | 710, 1000 |
| Наибольшее расстояние от оси центров до кромки резцедержателя, мм | 225 | 225 |
| Наибольший диаметр сверла при сверлении стальных деталей, мм | 25 | 25 |
| Наибольшая масса заготовки, обрабатываемой в центрах, кг | 460..1300 | 460..1300 |
| Наибольшая масса заготовки, обрабатываемой в патроне, кг | 200 | 200 |
| Шпиндель | ||
| Диаметр отверстия в шпинделе, мм | 52 | 52 |
| Наибольший диаметр прутка, проходящий через отверстие в шпинделе, мм | 50 | 50 |
| Частота вращения шпинделя в прямом направлении, об/мин | 12,5..1600 | 12,5..1600 |
| Частота вращения шпинделя в обратном направлении, об/мин | 19..1900 | 19..1900 |
| Количество прямых скоростей шпинделя | 22 | 22 |
| Количество обратных скоростей шпинделя | 11 | 11 |
| Конец шпинделя по ГОСТ 12593-72 | 6К | 6К |
| Коническое отверстие шпинделя по ГОСТ 2847-67 | Морзе 6 | Морзе 6 |
| Диаметр фланца шпинделя, мм | 170 | 170 |
| Наибольший крутящий момент на шпинделе, Нм | 1000 | 1000 |
| Суппорт. Подачи | ||
| Наибольшая длина продольного перемещения, мм | 645, 935, 1335, 1935 | 645, 935 |
| Наибольшая длина поперечного перемещения, мм | 300 | 300 |
| Скорость быстрых продольных перемещений, мм/мин | 3800 | 3800 |
| Скорость быстрых поперечных перемещений, мм/мин | 1900 | 1900 |
| Максимально допустимая скорость перемещений при работе по упорам, мм/мин | 250 | 250 |
| Минимально допустимая скорость перемещения каретки (суппорта), мм/мин | 10 | 10 |
| Цена деления лимба продольного перемещения, мм | 1 | 1 |
| Цена деления лимба поперечного перемещения, мм | 0,05 | 0,05 |
| Диапазон продольных подач, мм/об | 0,05..2,8 | 0,05..2,8 |
| Диапазон поперечных подач, мм/об | 0,025..1,4 | 0,025..1,4 |
| Количество подач продольных | 42 | 42 |
| Количество подач поперечных | 42 | 42 |
| Количество нарезаемых резьб – метрических | ||
| Количество нарезаемых резьб – модульных | ||
| Количество нарезаемых резьб – дюймовых | ||
| Количество нарезаемых резьб – питчевых | ||
| Пределы шагов метрических резьб, мм | 0,5..112 | 0,5..112 |
| Пределы шагов дюймовых резьб, ниток/дюйм | 56..0,5 | 56..0,5 |
| Пределы шагов модульных резьб, модуль | 0,5..112 | 0,5..112 |
| Пределы шагов питчевых резьб, питч диаметральный | 56..0,5 | 56..0,5 |
| Наибольшее усилие, допускаемое механизмом подач на резце – продольное, Н | 5884 | 5884 |
| Наибольшее усилие, допускаемое механизмом подач на резце – поперечное, Н | 3530 | 3530 |
| Резцовые салазки | ||
| Наибольшее перемещение резцовых салазок, мм | 150 | 150 |
| Перемещение резцовых салазок на одно деление лимба, мм | 0,05 | 0,05 |
| Наибольший угол поворота резцовых салазок, град | ±90° | ±90° |
| Цена деления шкалы поворота резцовых салазок, град | 1° | 1° |
| Наибольшее сечение державки резца, мм | 25 × 25 | 25 × 25 |
| Высота от опорной поверхности резца до оси центров (высота резца), мм | 25 | 25 |
| Число резцов в резцовой головке | 4 | 4 |
| Задняя бабка | ||
| Диаметр пиноли задней бабки, мм | ||
| Конус отверстия в пиноли задней бабки по ГОСТ 2847-67 | Морзе 5 | Морзе 5 |
| Наибольшее перемещение пиноли, мм | 150 | 150 |
| Перемещение пиноли на одно деление лимба, мм | 0,1 | 0,1 |
| Величина поперечного смещения корпуса бабки, мм | ±15 | ±15 |
| Электрооборудование | ||
| Электродвигатель главного привода, кВт | 11 | 11 |
| Электродвигатель привода быстрых перемещений, кВт | 0,12 | 0,12 |
| Электродвигатель насоса СОЖ, кВт | 0,125 | 0,125 |
| Габариты и масса станка | ||
| Габариты станка (длина ширина высота) РМЦ=1000, мм | 2795 × 1190 × 1500 | 2795 × 1190 × 1500 |
| Масса станка, кг | 3010 | 3010 |
- Токарно-винторезные станки 16к20, 16к20п, 16к20г, 16к25. Руководство по эксплуатации, 1976
- Ремонт токарно-винторезного станка 16к20. часть 1, часть 2, часть 3, Тула, 1988
- Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
- Батов В.П. Токарные станки, 1978
- Белецкий Д.Г. Справочник токаря-универсала, 1987
- Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1972. (1к62)
- Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1979. (16к20)
- Модзелевский А. А., Мущинкин А.А., Кедров С. С., Соболь А. М., Завгородний Ю. П., Токарные станки, 1973
- Оглоблин А.Н. Основы токарного дела, 1967
- Пикус М.Ю. Справочник слесаря по ремонту станков, 1987
- Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
- Тепинкичиев В.К. Металлорежущие станки, 1973
- Чернов Н.Н. Металлорежущие станки, 1988
Список литературы
Полезные ссылки по теме. Дополнительная информация
16К20, 16К20Г Паспорт токарно-винторезного станка, (pdf) 3,6 Мб, Скачать
16К20 Ремонт токарно-винторезного станка 16К20. Часть 1. Общее описание и чертежи узлов
16К20 Ремонт токарно-винторезного станка 16К20. Часть 2. Технологический процесс ремонта станка
16К20 Ремонт токарно-винторезного станка 16К20. Часть 3. Сменяемые детали
Станок токарно-винторезный 16К20 (РМЦ 1000)
Если Вам необходимо купить Станок токарно-винторезный 16К20 (РМЦ 1000) звоните по телефонам:
в Москве +7 (499) 372-31-73
в Санкт-Петербурге +7 (812) 245-28-87
в Минске +375 (17) 246-40-09
в Екатеринбурге +7 (343) 289-16-76
в Новосибирске +7 (383) 284-08-84
в Челябинске +7 (351) 951-00-26
в Тюмени +7 (3452) 514-886
в Нижнем Новгороде +7 (831) 218-06-78
в Самаре +7 (846) 201-07-64
в Перми +7 (342) 207-43-05
в Ростове-на-Дону +7 (863) 310-03-86
в Воронеже +7 (473) 202-33-64
в Красноярске +7 (391) 216-42-04
в Нур-Султане +7 (7172) 69-62-30;
в Абакане, Альметьевске, Архангельске, Астрахани, Барнауле, Белгороде, Благовещенске, Брянске, Владивостоке, Владимире, Волгограде, Вологде, Иваново, Ижевске, Иркутске, Йошкар-Оле, Казани, Калуге, Кемерово, Кирове, Краснодаре, Красноярске, Кургане, Курске, Кызыле, Липецке, Магадане, Магнитогорске, Майкопе, Мурманске, Набережных Челнах, Нижнекамске, Великом Новгороде, Новокузнецке, Новороссийске, Новом Уренгое, Норильске, Омске, Орле, Оренбурге, Пензе, Перми, Петрозаводске, Пскове, Рязани, Саранске, Саратове, Севастополе, Симферополе, Смоленске, Сыктывкаре, Тамбове, Твери, Томске, Туле, Улан-Удэ, Ульяновске, Уфе, Хабаровске, Чебоксарах, Чите, Элисте, Якутске, Ярославле и в других городах
По всей России бесплатный номер 8 (800) 775-16-64.
В странах СНГ — Беларуси, Казахстане, Туркменистане, Узбекистане, Украине, Таджикистане, Молдове, Азербайджане, Кыргызстане, Армении в городах Нур-Султан, Бишкек, Баку, Ереван, Минск, Ашхабад, Кишинев, Душанбе, Ташкент, Киев и других для покупки оборудования типа Станок токарно-винторезный 16К20 (РМЦ 1000) звоните на любой удобный номер, указанный на нашем сайте, или оставьте свои контакты под кнопкой ЗАКАЗАТЬ ЗВОНОК вверху сайта – мы сами Вам перезвоним.
16К20 Какой аналог выбрать?
Нужен станок токарно-винторезный 16к20? Думаете какой аналог выбрать?
Всем, имеющим отношение к машиностроению, известен токарно-винторезный станок 16К20. Он успел зарекомендовать себя с 1973 года. Его универсальность использования (выполнение разнообразных токарных работ, в том числе нарезание резьб: метрической, дюймовой, модульной, питчевой и архимедовой спирали) сделала его основным в промышленности бывшего СССР.
Спрос на данное оборудование, обусловленный отличными техническими характеристиками и разнообразием выполняемых им операций, привел к созданию станков-аналогов, имеющих более современную конструкцию и оснащённых современными высококачественными комплектующими и надёжной электрикой. Благодаря применению компьютерного проектирования станин, повышенный класс точности для токарного станка, выпущенного на современном станкозаводе, на сегодняшний день скорее правило. При этом цены на современные станки вполне сопоставимы с ценами на станки старой “советской” конструкции. В настоящее время на рынке представлен ряд аналогов 16К20. В данной статье мы рассмотрим станки токарно-винторезные 16ВТ20П-21 и ГС526У с РМЦ 1000 мм
16ВТ20П-21
ГС 526 с РМЦ 1000 мм
Эти станки используют для выполнения разнообразных токарных работ, расточки и обточки конических, фасонных и цилиндрических поверхностей, зенкерования, развертывания и сверления отверстий, а также для нарезания метрической, модульной, дюймовой, питчевой резьбы. Они применяются для обработки заготовок длиной до 1000 мм из материалов разной степени твердости в различных отраслях промышленности от единичного до крупносерийного производства. Особенности конструкции токарно-винторезного станка 16ВТ20П-2: – Высокоточный шпиндель с отверстием 57 мм (для сравнения в ГС526У – 55мм) – Жесткий резцедержатель на 4 позиции. – Обработанные термически шлифованные направляющие станины, обеспечивающие длительный срок службы и повышенную точность обработки. – Механический фрикцион. – Пневматическая загрузка задней бабки. – Фартук имеет собственный привод ускоренного перемещения каретки и суппорта, позволяет осуществлять работу по упорам с автоматическим отключением подачи при контакте с упором в момент увеличения нагрузки на реечной шестерне. – Коробка подач обладает высокой жесткостью кинематической цепи и позволяет производить нарезку резьбы 11 и 19 ниток на дюйм без смены шестерен гитары. – Ограждения зоны резания и патрона, электрические и механические блокировки гарантируют безопасную работу на станке. Что касается токарно-винторезного станка ГС526У, то по заказу покупателя возможно изготовление станка в различных исполнениях. Модификация отображается соответствующим индексом в конце наименования станка и позволяет получить станок требуемого оснащения. Более подробные технические характеристики и информацию о стоимости данных моделей Вы можете найти тут.
| Диаметр обработки над станиной, мм | 400 |
| Диаметр обработки над суппортом, мм | 220 |
| Расстояние между центрам | 1000 / 1500 |
| Класс точности по ГОСТ 8-82 | Н |
| Размер внутреннего конуса в шпинделе | Морзе 6 М80* |
| Конец шпинделя по ГОСТ 12593-72 | 6К |
| Диаметр сквозного отверстия в шпинделе, мм | 55 |
| Максимальная масса заготовки, закрепленной в патроне, кг | 300 |
| Максимальная масса детали, закрепленной в центрах, кг | 1 300 |
| Число ступеней вращения шпинделя, шт. | 23 |
| Число ступеней частот обратного вращения шпинделя | 12 |
| Число ступеней рабочих подач – продольных | 42 |
| Число ступеней рабочих подач – поперечных | 42 |
| Пределы рабочих подач – продольных, мм/об | 0.7 – 4,16 |
| Пределы рабочих подач – поперечных, мм/об | 0,035-2,08 |
| Число нарезаемых метрических резьб | 45 |
| Число нарезаемых дюймовых резьб | 28 |
| Число нарезаемых модульных резьб | 38 |
| Число нарезаемыхпитчевыхрезьб | 37 |
| Число нарезаемыхрезьб – архимедовой спирали | 5 |
| Наибольший крутящий момент, кНм | 2 |
| Мощность электродвигателя главного привода | 10 кВт |
| Мощность электродвигателя привода быстрых перемещений суппорта, кВт | 0,75 или 1.1 |
| Мощность насоса охлаждения, кВт | 0,12 |
| Габаритные размеры станка (Д х Ш х В), мм | 2 812 / 3 200 х 1 166 х 1 324 |
| Масса станка, кг | 3 035 |
| Диаметр обработки над станиной, мм | 400 |
| Диаметр обработки над суппортом, мм | 220 |
| Расстояние между центрам | 1000 / 1500 |
| Класс точности по ГОСТ 8-82 | Н |
| Размер внутреннего конуса в шпинделе | Морзе 6 М80* |
| Конец шпинделя по ГОСТ 12593-72 | 6К |
| Диаметр сквозного отверстия в шпинделе, мм | 55 |
| Максимальная масса заготовки, закрепленной в патроне, кг | 300 |
| Максимальная масса детали, закрепленной в центрах, кг | 1 300 |
| Максимальная масса заготовки, закрепленной в патроне, кг | 23 |
| Число ступеней частот обратного вращения шпинделя | 12 |
| Пределы частот прямого вращения шпинделя, мин-1 | 12,5 — 2 000 |
| Пределы частот обратного вращения шпинделя, мин-1 | 19 — 2 420 |
| Число ступеней рабочих подач — продольных | 42 |
| Число ступеней рабочих подач — поперечных | 42 |
| Пределы рабочих подач — продольных, мм/об | 0.7 — 4,16 |
| Пределы рабочих подач — поперечных, мм/об | 0,035-2,08 |
| Число нарезаемых метрических резьб | 45 |
| Число нарезаемых дюймовых резьб | 28 |
| Число нарезаемых модульных резьб | 38 |
| Число нарезаемых питчевых резьб | 37 |
| Число нарезаемых резьб — архимедовой спирали | 5 |
| Наибольший крутящий момент, кНм | 2 |
| Наибольшее перемещение пиноли, мм | 200 |
| Поперечное смещение корпуса, мм | ±15 |
| Наибольшее сечение резца, мм | 25 |
| Мощность электродвигателя главного привода | 10 кВт |
| Мощность электродвигателя привода быстрых перемещений суппорта, кВт | 0,75 или 1.1 |
| Мощность насоса охлаждения, кВт | 0,12 |
| Габаритные размеры станка (Д х Ш х В), мм | 2 812 / 3 200 х 1 166 х 1 324 |
| Масса станка, кг | 3 035 |
16К20 – универсальный токарно-винторезный станок
16К20 — универсальный токарный станок
Токарно-винторезный станок 16К20 предназначен для выполнения широкого спектра токарных работ с деталями наиболее типичных размеров: обтачивания, расточки цилиндрических и конических поверхностей, сверления, зенкерования и т.п. Так же может использоваться для нарезания следующего вида резьб: метрической, дюймовой, модульной, питчевой. Деталь для обработки устанавливается в патроне или специальных центрах. При этом применяются разные свёрла, зенкеры, резцы, плашки, метчики и развёртки.
Массово станок 16К20 производился на Московском станкостроительном заводе «Красный пролетарий» им.А.И.Ефремова с 1971 по 1988 год. Изначально он пришёл на смену уже устаревшему тогда агрегату 1К62. Первая экспериментальная партия была выпущена в 1971 году. В 1972 году токарно-винторезный станок был удостоен золотой медали на промышленной ярмарке в Лейпциге. А к концу 1973 года агрегат вышел в массовое производство.
За эти годы токарный станок 16К20 стал самым распространённым токарно-винторезным станком сначала в СССР, а позже на территории СНГ и сопредельных государств. Позже его заменили на новый универсальный агрегат МК056, который по праву стал его приемником.
Особенности станка 16К20 и принцип работы:
- Жесткая станина, выполненная в коробчатой форме, стоит на основании монолитного типа, она снабжена шлифованными калеными направляющими;
- Детали, подвергаемые токарной обработке, крепятся в патроне либо в центрах;
- Стабильность фиксации резца в агрегате обеспечивается особой конструкцией его держателя;
- Шпиндель установлен на подшипниках качения прецизионной группы;
- Безопасность использования оборудования гарантируется комплексом блокировочных и ограждающих механизмов;
- Простота установления показателя передвижения поперечных и резцовых салазок при эксплуатации обеспечена линейками (масштабными), которые оснащаются визирами;
- На фартуке установки имеется качественное устройство отключения подачи суппорта.
В конструкции токарного станка 16К20 шпиндель устанавливается на специальные прецизионные подшипники качения, которые требуют регулировки в процессе эксплуатации. Благодаря такой конструкции обеспечивается требуемая жесткость, а так же высокая точность обработки заготовок. По ГОСТ 8-82 токарный станок 16к20 имеет класс точности Н, которая будет обеспечиваться даже в режиме ударных нагрузок.
Передний конец шпинделя выполнен по ГОСТ 12593 (DIN 55027, ИСО 702-3-75) с центрирующим коротким конусом 1:4 (7°7′30″).
Включение, отключение, реверс и торможение шпинделя при работе станка выполняются без остановки электродвигателя за счёт фрикционной муфты, которая управляется двумя сблокированными рукоятками, имеющими три положения:
- Нейтральное положение — торможение шпинделя ленточным тормозом, отключение от входного вала;
- Правое положение — реверс шпинделя, работа в обратном направлении;
- Левое положение — шпиндель работает в прямом направлении;
При этом двигатель вращается в одном направлении не останавливаясь.
С помощью правой рукоятки на шпиндельной бабке станка механизм коробки скоростей позволяет получить 4 ряда чисел оборотов шпинделя: 1:32, 1:8, 1:2, 1,25:1. А в каждом диапазоне левой рукояткой можно выбрать одну из шести скоростей, благодаря чему шпиндель получает 4 х 6 = 24 скорости, две из которых — 500 и 630 об/мин. — повторяются.
Выходной вал коробки скоростей токарного станка соединен с коробкой подач с помощью сменных зубчатых колес, что позволяет перемещать суппорт в широком диапазоне подач от ходового вала при точении и от ходового винта при нарезании резьбы. А для того, чтобы без проблем нарезать точную резьбу конструкция имеет непосредственное соединение ходового винта с входным валом коробки подач.
Суппорт станка 16К20 имеет масштабные линейки с визирами, помогающими определить величину перемещения резцовых и поперечных салазок при работе. При этом удачная конструкция резцедержателя улучшает стабильность фиксации.
Фартук 16К20 имеет специальный механизм выключения подачи суппорта — падающий червяк. Он обеспечивает высокую точность останова на жестком упоре. А специальные ограждающие и блокирующие устройства обеспечивают безопасность работы на станке.
Применение на производстве
На сегодняшний день токарно-винторезный станок 16К20 по своим характеристикам относится среднему классу. Диаметр заготовки над станиной — Ø 400 мм, РМЦ — 710, 1000, 1400, 2000 мм. Для обработки прутка в шпинделе предусмотрено сквозное отверстие Ø 52 мм (максимальный диаметр прутка Ø 50 мм).
Применяется модель, как правило, в ремонтных и инструментальных производственных цехах, либо на единичном и мелкосерийном производстве, обычно при выполнении чистовых и полу-чистовых работ.
Виды выполняемых станком 16К20 работ и операций:
- обтачивание
- растачивание
- сверление
- зенкерование
- развертывание
- подрезка торцов
- нарезание резьб
Основные преимущества универсального токарного станка 16К20 — это надежность, выносливость, отличная производительность, точность обработки, простота обслуживания. Точность обработки будет обеспечена даже в режиме ударных нагрузок.
Токарный станок 16к20: описание, характеристики, видео
Токарно-винторезный станок 16К20, выпускаемый еще во времена СССР, являлся одним из самых часто встречающихся на многих предприятиях. Причина его огромной популярности – универсальность металлорежущего оборудования и высокие эксплуатационные характеристики. С помощью данного агрегата можно производить множество различных операций. В наши дни такое оборудование и его аналоги больше не выпускаются, а приобрести можно лишь единичные б/у экземпляры по сравнительно невысокой цене.
Оглавление:
- Функции
- Технические параметры
- Особенности модели
- Устройство и станки-аналоги
- Преимущества
- Профилактика и ремонт
Назначение и список функций станка
Токарно-винторезный станок служит для обработки как простых поверхностей заготовок, так и сложных. Также он используется для нарезания резьбы. Точение торцов деталей осуществляется посредством различных метчиков, разверток, плашек, сверел, резцов или зенкеров.
Токарный станок 16К20 предоставляет возможность осуществлять обработку деталей как из холоднокатаного, так и горячекатаного проката. Несмотря на то, что характеристики агрегата не позволяют ему выполнять все функции фрезерного оборудования, на нем можно производить немало других операций.
Основными функциями, которые выполняет станок модели 16К20, являются:
- нарезка питчевой, метрической, дюймовой или модульной резьбы;
- выполнение отверстий;
- расточка заготовок;
- обточка;
- сверление осевых отверстий;
- подрезание торцов изделий;
- зенкерование;
- развертывание деталей.
Технические параметры оборудования позволяют точить на нем заготовки массой до 1300 кг (при условии их обработки в центрах) и длиной до двух метров.
Благодаря своим возможностям, 16К20 позволяет производить нарезку практически любой резьбы. Так, питчевую и модульную можно изготовить с шагом, варьирующимся в диапазоне 0,5-56, метрическую с шагом от 0,5 до 112 мм, дюймовую – 0,5-112 ниток на 1 дюйм.
Агрегаты данного типа широко применяют в инструментальных цехах для проведения чистовой или получистовой обработки изделий, в штучном производстве и для изготовления небольших партий одинаковых деталей. Для многих малых предприятий этот вариант наиболее оптимален. Цена, по которой можно купить станок, существенно ниже стоимости современного оборудования.
Технические характеристики и отличительные особенности
Подробное описание всех параметров, которыми обладает токарно-винторезный станок, указано в паспорте к оборудованию.
Главные характеристики этой модели и ее аналогов следующие:
- Класс точности обработки поверхности – Н;
- Допустимый наибольший диаметральный размер детали, располагаемой над суппортом, составляет 22 см, а над выемкой – 31 см;
- Диаметр заготовки, размещаемой над станиной, не должен превышать 40 см;
- Наибольший вес обрабатываемой детали, которую можно зажать в патроне, составляет 300 кг;
- Внутренний шпиндельный конус выполнен по типу Морзе 6 М80;
- Межцентровое расстояние станка составляет 1 метр;
- Диапазон частот при прямом вращении шпинделя – 12,5 – 2000 оборотов за минуту;
- Частоты при обратном вращении изменяются в пределах от 19 до 2420 об./мин.;
- Число ступеней прямого шпиндельного вращения составляет 23, обратного – 12;
- Максимальная величина сечений используемых резцов – 25 мм;
- Крутящий момент может достигать 2 кН*м;
- Скорость быстрых перемещений: поперечных – 1,9 метров в минуту, продольных – 3,8 метров в минуту;
- Величина допустимых смещений корпуса в поперечном направлении варьируется в пределах ±15 мм;
- Максимальная величина выдвижения пиноли – 200 мм;
- Мощность привода, отвечающего за движение суппорта – 0,75 или 1,1 кВт;
- Мощность охлаждающего насоса – 0,12 кВт;
- Мощность электродвигателя токарного станка зависит от конкретной модификации и составляет 10 или 11 кВт;
- Масса оборудования в полной комплектации – 3,5 тонны;
- Размеры 2 800/3 200х1150 х1325 мм.
16К20 способен обеспечить достаточно высокую точность обработки заготовок. Так, отклонение от конусности на 300 мм длины детали не превышает 20 мкм, цилиндричности – не больше 7 мкм.
Приведем некоторые особенности, которыми обладает данный токарно-винторезный станок:
- Монолитное массивное основание, обеспечивающее жесткую фиксацию расположенной на нем станины.
- Надежные направляющие, позволяющие производить перемещения подвижной бабки и суппорта с высочайшей степенью точности.
- Возможность закрепления обрабатываемой детали как методом зажима на центрах, так и при помощи патрона.
- Возможность получения 4 рядов числовых оборотов шпинделя благодаря особому механизму, которым оснащена передняя бабка;
- Использование в конструкции исключительно высококачественных подшипников качения обеспечивает полное отсутствие биений и, соответственно, точнейшую настройку шпинделя без необходимости каких-либо дополнительных манипуляций с оборудованием во время работы.
- Наличие функции экстренного выключения суппорта, ряда блокировок и ограждений для безопасности обслуживающего персонала.
- Особая конструкция держателя позволяет закреплять резец максимально надежно.
- Коробка передач имеет жесткую связь с валом передней бабки благодаря наличию зубчатых колес. Это предоставляет возможность точного перемещения суппорта.
- Наличие на станке специальной линейки, по которой контроль за точностью передвижения режущего инструмента может осуществляться оператором в режиме реального времени.
Чтобы понять, как устроен токарный станок и принцип его работы, достаточно посмотреть фото, видео, а также ознакомиться с данными паспорта и кинематической схемой.
Основными элементами конструкции являются:
- Электропривод.
- Клиноременная передача.
- Коробка скоростей.
- Шпиндель, оснащенный кулачковым патроном для надежного крепления и центрирования заготовки перед началом ее обработки. Благодаря наличию реверса направление вращения можно изменять соответствующим переключателем, расположенным на панели управления.
- Станина.
- Система подачи охлаждающей и смазывающей жидкости.
Задняя бабка нужна для фиксации в ее пиноли сверел, центров или разверток. Она перемещается по направляющим и фиксируется на необходимом для обработки заготовки расстоянии в зависимости от ее размеров.
Суппорт станка служит для крепления рабочего инструмента в резцедержателе и его передвижения по горизонтали. Фартук с суппортом перемещаются посредством вращения ходового винта. Имеется возможность изменять угол поворота резца относительно обрабатываемой детали.
Агрегат очень прост в обслуживании и эксплуатации. Запуск станка осуществляется одним нажатием кнопки. Располагающиеся на корпусе оборудования рукоятки позволяют токарю выполнять ряд задач:
- управлять ходовым винтом;
- контролировать работу муфты;
- передвигать салазки с кареткой в нужном направлении;
- устанавливать параметры подачи;
- закреплять пиноль;
- выбирать тип резьбы и задавать ее шаг;
- управлять изменением направления подачи и вращения для нарезки резьбы;
- выставлять нужную частоту оборотов шпинделя;
- при прямом выполнении резьбы выключать коробку подач;
- запускать вводный выключатель, работающий в автоматическом режиме;
- устанавливать, по какому режиму должна нарезаться резьба в соответствии с особыми указаниями в конструкторской документации;
- осуществлять практически моментальные передвижения суппортом;
- управлять работой насосного оборудования, подающего жидкость для охлаждения.
Существует возможность использования на данном станке специального люнета, не позволяющего заготовке прогибаться в процессе работы, а также способствующего ее фиксации. Таким образом удается достичь повышенной точности при обработке детали, что особенно важно на чистовых проходах.
В связи с тем, что данное токарное оборудование универсально, надежно и на нем можно выполнять огромное количество операций, аналоги модели 16К20 после прекращения ее производства выпускались под различными наименованиями на многих заводах, в том числе за рубежом. Среди них были модели МК6058, 16ВТ20, 16Б16А и ряд других. Благодаря столь многочисленным аналогам и унификации большинства деталей купить запасные части или оснастку для станка не представляет большой сложности.
Станок 16К20 по сравнению со другими схожими агрегатами, выпускаемыми в СССР, позволяет производить высокоточную обработку, отличается легкостью эксплуатации и надежностью.
Преимущества
Из основных плюсов, которые имеет токарный станок, можно выделить следующие:
- мощный двигатель;
- наличие дополнительного асинхронного электрического привода, способствующего быстрому перемещению суппорта при точении и выполнении других операций;
- высочайшая производительность;
- способность противостоять нагрузкам при вибрации;
- возможность работы в широком диапазоне величин скоростей и подач;
- высокие эксплуатационные показатели подшипников и особую прочность всех цепей, составляющих кинематическую схему токарного оборудования;
- наличие плавких вставок и теплового реле, обеспечивающих надежную защиту агрегата от продолжительных перегрузок и коротких замыканий;
- возможность обработки металлических заготовок с повышенной точностью, что достигается с применением в конструкции уникальных подшипников, нивелирующих любые перегрузки;
- способность задней балки передвигаться в поперечном направлении, что позволяет токарю производить качественную обработку конусов;
- наличие сменного комплекта зубчатых колес, обеспечивающих перемещения коробки подач.
Из минусов можно отметить достаточно кропотливый процесс наладки и настройки, а также невозможность эксплуатации оборудования в запыленных помещениях и при температуре воздуха ниже 10°С.
Правила эксплуатации 16к20
Как и любое другое промышленное оборудование, токарно-винторезный станок 16К20 нуждается в плановых осмотрах и ремонтах, которые осуществляются с заданной периодичностью в соответствии со специальным графиком. Советы по частоте проведения данных мероприятий можно найти в паспорте агрегата. При этом важно учитывать, в каком режиме работает кинематическая схема.
В соответствии с рекомендациями изготовителя станок необходимо периодически подвергать таким видам ремонтов, как:
- Осмотр, осуществляемый токарем визуально каждый раз при приемке смены. При этом проверяется наличие видимых поверхностных дефектов без разборки узлов агрегата.
- Малый ремонт, состоящий из разбора коробки передач, фартука и шпиндельной бабки. При этом производится очистка элементов от грязи с последующим нанесением смазки, а также осуществляется контроль за состоянием зазоров между подвижными частями.
- Средний, отличающийся от предыдущего заменой неисправных комплектующих.
- Капитальный ремонт. В этом случае производится полная разборка агрегата со сменой всех элементов конструкции, имеющих те или иные дефекты. Кроме того, осуществляется проверка исправности охлаждения токарно-винторезного станка. По окончании данных процедур оборудование прогоняют на холостом ходу, проверяя его работоспособность.
Купить токарно-винторезный станок этой модели или один из многочисленных аналогов, имеющих схожие характеристики, можно только б/у, ознакомившись с предложениями на различных площадках.
Profila Двигатель токарный станок 1600 об / мин 16K20
Ссылка: 2073526-3-AW
Условие : Использовал
Производитель: Профила
Тип : Токарный станок с двигателем
Скорость вращения шпинделя : 1600 об / мин
Модель: 16K20
Годы) : 1981 г.
Количество : 1
Место расположения :
Местонахождение продавца или машин:
ЕВРОПА (Западная и Северная)
Profila 16K20 1981
Вес 3005 кг
Размер 2,7 x 1,15 x 1,9 м
2-осевой цифровой 3-х кулачковый патрон Easson длина Ø250 мм часы
резцедержатель Toolfix Держатель инструмента Toolfix 3-4 установлен защитный кожух
на лампе каретки и т. Д.
Спецификация
Скорость вращения шпинделя 12,5-1600 об / мин (23 шт.)
Высота центра: 215 мм
Расстояние между центрами: 1000 мм
Поворот над станиной: 400 мм
Поворот над поперечной салазкой: 220 мм
Шпиндель отверстие: 50 мм
Конус Морзе в задней бабке: MT5
Ход пиноли: 150 мм
No.подач: 40 шт.
Продольная подача: 0,05-2,8 мм / об.
Поперечная подача: 0,025-1,4 мм / об.
Ускоренное продольное перемещение: 3,8 м / мин.
Быстроходное поперечное перемещение: 1,9 м / мин
Размер: 2,7×1,15×1,9 м
технические характеристики, схемы, описание и отзывы / Paulturner-Mitchell.com
Станок токарный отечественный 16К20 относится к категории винторезных устройств. Его выпуск наладили на заводе «Красный пролетарий» в 1973 году. Часть деталей поставил Гомельский комбинат комплектующих.Современный аналог рассматриваемой машины – агрегат GS526U. Основная сфера применения прибора – промышленное производство, в частном хозяйстве он не актуален из-за дороговизны и довольно внушительных габаритов.
Характеристики токарного станка 16К20
Рассматриваемое оборудование используется для проточной резки (метрическая, модульная, шаговая, дюймовая) и некоторых других токарных операций. Этот агрегат широко применялся в промышленности постсоветских стран. С производства модель сняли в 1989 году, но на современном рынке можно найти идентичный китайский экземпляр с таким же шильдиком.
Основные параметры токарного станка 16К20:
- Класс точности H.
- Максимальный диаметр заготовки 50 мм.
- Аналогичный индекс точения 220 мм.
- Длина обслуживаемого изделия максимальная – 2 метра.
- Пределы поперечной / продольной подачи – 1,4 / 2,8 мм / об.
- Номинальная мощность главного электродвигателя 11 кВт.
- Длина / ширина / высота машины составляет 2,5 (3,79) / 1.19 / 1,5 м. Длина зависит от модификации.
- Вес оборудования в комплекте 3,6 тонны.
Управление и оборудование
Токарный станок 16К20 относится к дорогостоящему оборудованию и требует соответствующего ухода. Для начала познакомимся с его управлением. Маховики и переключатели управляются в ручном режиме. Агрегат дополнительно оснащен центральным держателем инструмента, с помощью которого обрабатываются прорези механической и ручной подачи. В этом случае задняя бабка не задействована.
При перемещении регулируемых салазок ось режущего инструмента и шпиндель соединяются между собой. Перед тем, как приступить к обработке, необходимо до упора вдвинуть козырек в кронштейн. Ручка поперечного суппорта служит для регулировки положения оси горелки.
Станки по металлу 16К20 оснащены жестким упором микрометрического типа, отвечающим за продольное перемещение. По запросу мы предлагаем устройство с верхними салазками и механическим ходом. Кроме того, устройство предназначено для многопроходной нарезки резьбы и чистовой обработки многогранных деталей.Этот блок включает в себя опору для гидрокопии, коническую линейку и держатель инструмента.
Монолитное основание оборудования имеет коробчатую форму с подогреваемыми шлифовальными направляющими. Ящик дополнительно служит для сборки чипов, а также является емкостью, отвечающей за охлаждение рабочего тела.
Неисправности
В отдельных случаях ремонт или замена отдельных деталей токарного станка 16К20. Чаще всего ремонт проводится в части шлифовки рамы, замены подшипников или фрикционной коробки передач.В подобном блоке управления передачами чаще всего меняются шестерни и подшипники.
Фиксация фартука заключается в замене маточных гаек, подшипников, полировки направляющих планок. При устранении неисправностей суппортов меняют винты, гайки, клинья с последующей шлифовкой направляющих элементов. Если необходимо восстановить работоспособность задней бабки, обычно заменяют пиноль, растачивая рабочие отверстия, производят зачистку направляющих деталей. Капитальный ремонт также предполагает замену электрозаполнения, проверку точности и геометрии агрегата, установку системы охлаждения.
Ремонт токарных станков 16К20
Подготовительный процесс включает осмотр оборудования на холостом ходу. Это позволяет идентифицировать моменты шума и вибрации в разных положениях шпинделя. На этом этапе можно обработать прототип для определения состояния опор. Такая манипуляция обязательна, так как позволяет обнаружить дефекты, практически не заметные при эксплуатации.
Шлифование – это очистка всех выступающих кромок и лунок на поверхности сердечника станка.Каркас устанавливается на стол, фиксируясь по внутренним углам. На этом этапе необходимо точно проверить параллельность расположения сборки по отношению к поверхности верстака. Сделать это можно с помощью строительного уровня. Каркас фиксируется с помощью накладок и шурупов с прогибом 0,05 мм.
Восстановление направляющих элементов
На некоторых предприятиях проводится испытательное упрочнение машины прокаткой. В некоторых случаях дополнительно применяется закалка, повышающая стойкость комплектующих к износу.Метод ремонта выбирается исходя из степени твердости деталей направляющих и имеющейся ремонтной базы.
Самыми популярными способами восстановления направляющих являются следующие варианты:
- Строгание.
- Пугать.
- Шлифовка.
Царапание относится к наиболее трудоемкому процессу ремонта даже при минимальном износе. В большинстве случаев эта манипуляция проводится механическим способом, что дает определенный экономический эффект.
Шлифование обеспечивает высокую чистоту и точность отделки.Этот способ оптимален при работе с закаленными поверхностями. Измельчение позволяет в несколько раз увеличить производительность по сравнению с операцией зачистки. При работе с упрочненными направляющими элементами потребуется дополнительная финишная обработка.
Отзывы и цена
Токарный станок по металлу 16К20, цена которого начинается от 850 тысяч рублей, пришел на замену устаревшей версии 1К62. Новое оборудование имеет лучшие характеристики. Пользователи среди качественных параметров оборудования выделяют следующие параметры:
- Длительный срок службы.
- Надежность.
- Точность обработки.
- Высокая производительность.
- Безопасность труда.
- Простота и удобство обслуживания.
Маркировка
Рассматриваемый станок обрабатывает ориентированные конические, цилиндрические и нестандартные поверхности. Пользователи отмечают универсальность оборудования, так как основания могут быть внешнего и внутреннего типа. Кроме того, агрегат служит для нарезания различных типов ниток. Также владельцы отмечают возможность использования станка для обработки торцевых поверхностей фрезами, сверлами, зенковками, метчиками и плашками.
При покупке описываемого оборудования обращайтесь, обращая внимание на буквенно-цифровой код в названии модели. В индексе единица указывает, что станок – это станок, цифра 6 – возможность выполнять винторезные операции. Буква «К» в названии агрегата – это поколение станков, последняя цифра указывает максимальную высоту центров (220 мм). Наличие в названии буквы «П» говорит о повышенной точности прибора.
И наконец
Токарный станок 16К20, отзывы о котором приведены выше, относится к высокоточному оборудованию.Тем не менее, время от времени, как и любая техника, требует ремонта. Чаще всего самостоятельный ремонт заключается в замене изношенных деталей или шлифовке выбоин и острых краев. Капитальный ремонт и более серьезные ремонтные работы следует доверить мастеру. После ремонта необходимо проверить каретку, фартук и направляющие по уровню. В противном случае точность обработки может быть существенно снижена.
Краткое описание и основные технические характеристики 16К20
Универсальный токарно-винторезный станок16К20Предназначен для замены устаревшего 1К62.Его выпуск начался в 1973 году на заводе «Красный пролетарий» в Москве. Как следует из обозначения, станок имел расстояние между осью шпинделя и направляющими на станине 200 мм.
Мощность станка была огромной, и он быстро стал основным металлорежущим оборудованием на предприятиях СССР. Для удовлетворения спроса производство ряда агрегатов осуществлялось на дополнительном заводе в Гомеле. После ликвидации основного завода «Красный пролетарий» туда перебросили всю оставшуюся оснастку.В настоящее время на Гомельском заводе выпускается станок ГС526У – глубоко модернизированный 16К20.
Область применения станка очень широка и включает в себя различные токарные работы и резьбу резьбы на деталях. Технические характеристики станка 16К20 позволили использовать его для единичного и серийного производства деталей.
Нижняя часть станка
Основание станка представляет собой коробчатую раму, установленную на монолитном основании. Благодаря своей форме эта конструкция имеет высокую жесткость, что очень важно для станков.Материал станины и основания – высокопрочный чугун. На основании есть точки крепления оборудования к фундаменту или полу.
Главный двигатель расположен в основании машины и поддоне для сбора стружки и использованной смазочной и охлаждающей жидкости (охлаждающей жидкости). С правой стороны рамы установлен дополнительный электродвигатель ускоренного перемещения опоры, что позволило улучшить технические характеристики 16К20. Сверху на раме смонтированы полированные направляющие, по которым перемещаются фартук и задняя бабка.
Улучшение условий труда
Станок оборудован стальным неподвижным защитным экраном, установленным за рамой. Кроме того, на подставке машины есть отдельная прозрачная заслонка. Этот щит фиксирован и может быть откинут.
При разработке станка уделялось внимание уменьшению количества манипуляций при настройке режимов резания. Для этого все регулировочные столы и ручки выбора скоростей вращения и подачи компактно размещены на передней части передней бабки.Для быстрого перемещения задней бабки можно использовать так называемую «воздушную подушку» – подачу сжатого воздуха (с заводской линии) между направляющими рамы и передней бабкой. Благодаря этим и ряду других улучшений удалось улучшить основные технические характеристики 16К20.
Электрооборудование
Электрооборудование станка размещено на отдельной панели управления, закрепленной на задней стенке передней бабки.
Высокие технические характеристики станка 16К20 обеспечиваются мощным двигателем главного привода.Двигатель развивает мощность до 10 кВт при частоте вращения вала 1600 об / мин. По специальному заказу был установлен еще более оборотный двигатель – до 2000 оборотов.
Кинематика цепи главного движения
От главного двигателя вращение передается ременной передачей на главный вал коробки передач. Для обеспечения технических характеристик вал 16К20 снабжен многодисковой двусторонней муфтой. Это устройство обеспечивает обратимый режим работы машины. На двух дополнительных валах коробки установлены зубчатые передачи.Переключая эти блоки, станок получает 12 основных скоростей вращения шпинделя – шесть высоких и шесть низких.
Для расширения области применения и более полной реализации технических характеристик коробка передач 16К20 имеет так называемую негабаритную группу шестерен. Перебор позволяет получить 12 дополнительных скоростей – шесть из них будут в восемь раз медленнее и в шесть раз в 32 раза медленнее. Всего коробка имеет 24 скорости и позволяет изменять скорость вращения шпинделя в диапазоне 12.5-1600 оборотов. При переворачивании машины группа переборок не используется.
16К20 в наши дни
Несмотря на появление более точного и функционального оборудования, станок широко применяется в наше время на многих машиностроительных предприятиях. По соотношению «цена – точность обработки» 16К20 находится в очень выгодном положении. Техника крайне неприхотливая, обслуживание не дорогое.
Одним из больших недостатков 16К20 была ненадежность электрики.Поэтому желательно использовать машины после капитального ремонта с заменой всех ненадежных узлов и компонентов.
p>16K20 РУКОВОДСТВО PDF
Содержание: Технические характеристики; Описание установки; Руководство пользователя; Электрическое описание; Инструкции по смазке; Ремонт и обслуживание. Я смог увидеть, что столбцы A и B предназначены для замены шестерен, я не знаю, когда их нужно менять. Я полагаю, что модель 1К62 лучше, потому что у нее есть все типы метрических потоков, когда вы поймете, как работать, вам она понравится! Мануал на 1К62 Hi kimmo Переведу страницу 12, картинки посмотрите.Я купил токарный станок на конкурсном аукционе, поэтому не мог ничего попросить у предыдущего владельца. Горизонтально-токарный станок Tokapho 16K20.
| Автор: | Vokazahn Doumi | ||||||
| Страна: | Таиланд | ||||||
| Язык: | Английский (испанский) | ||||||
| Жанр: | Пол | 11 ноября 2009 | |||||
| Страниц: | 481 | ||||||
| Размер PDF файла: | 15.14 Мб | ||||||
| Размер файла ePub: | 13,41 Мб | ||||||
| ISBN: | 506-5-83883-953-2 | ||||||
| Загрузки: | 3948 | ||||||
| Цена бесплатно [ * Требуется бесплатная регистрация ] | |||||||
| Загрузчик: | Зулкигрел |
Отечественный токарный станок 16К20 относится к категории винторезных устройств. Его выпуск наладили на заводе “Красный пролетарий”, в части деталей поставил Гомельский завод станочных агрегатов.Современный аналог рассматриваемой машины – агрегат ГСУ. Основная область применения устройства – промышленное производство, в частном секторе не актуально из-за дороговизны и довольно внушительных габаритов.
Рассматриваемое оборудование применяется для нарезания резьбы метрической, модульной, питчевой, дюймовой конфигурации и некоторых других токарных операций. Этот агрегат широко использовался в промышленности постсоветских стран. Модель сняли с производства в России, но на современном рынке можно встретить идентичную китайскую копию с таким же шильдиком.Управление и оборудование Токарный станок 16К20 относится к дорогостоящему оборудованию и требует соответствующего ухода.
Для начала посмотрите на его управление. Маховики и переключатели управляются вручную. Агрегат дополнительно оснащен центрирующим держателем инструмента, с помощью которого обрабатываются отверстия для механической и ручной подачи. В этом случае задняя бабка не задействована. При перемещении регулируемого ползуна суппорта оси режущего инструмента и шпинделя взаимодействуют.
Перед началом обработки необходимо вдавить сетку в скобу до упора.Ручка с поперечным скольжением используется для регулировки положения оси резака.
Под заказ предлагается устройство с верхним суппортом и механическим ходом. Кроме того, предусмотрено устройство для многопроходной нарезки резьбы и чистовой обработки многогранных деталей. Это устройство включает штангенциркуль для гидрокопии, коническую линейку и держатель инструмента.
Монолитное основание оборудования коробчатой формы с раскаленными направляющими для шлифования. Ящик дополнительно служит для сборки чипов, а также является емкостью, отвечающей за охлаждение рабочей жидкости.
Неисправности В некоторых случаях может потребоваться ремонт или замена отдельных деталей токарного станка 16К20. Чаще всего ремонтные работы проводятся в части шлифовки станины, замены подшипников или фрикционов коробки передач.
В аналогичном блоке управления редуктором часто меняют зубчатые передачи и подшипники. Ремонт фартука заключается в замене маточной гайки, подшипников, шлифовки направляющих. При устранении неисправностей суппорта меняют винты, гайки, клинья с последующей шлифовкой направляющих элементов.Если необходимо восстановить работоспособность задней бабки, обычно заменяют лоскутные одеяла, растачивают рабочие отверстия, проводят зачистку направляющих деталей.
Капитальный ремонт подразумевает также замену электрозаполнения, контрольную проверку точности и геометрии агрегата, установку системы охлаждения. Подготовительный процесс включает проверку оборудования на холостом ходу. Это позволяет идентифицировать моменты шума и вибрации в разных положениях шпинделя. На этом этапе можно обработать прототип для определения состояния опор.
Такая манипуляция обязательна, так как позволяет обнаружить дефекты, практически не заметные при эксплуатации. Шлифование – это очистка всех выступающих кромок и бороздок на поверхности корпуса станка. Постель устанавливают на стол, фиксируя внутренние углы. На этом этапе необходимо точно выровнять параллельное расположение узла относительно поверхности верстака.
Это можно сделать с помощью строительного уровня. Станина крепится пластинами и шурупами с прогибом 0.Некоторые заводы проводят пробное упрочнение машины прокаткой роликом.
В некоторых случаях дополнительно применяется закалка, повышающая износостойкость деталей. Метод ремонта выбирается исходя из степени твердости деталей направляющих и имеющейся ремонтной базы. Зернистость относится к самому трудоемкому процессу ремонта даже при минимальном износе. В большинстве случаев эта манипуляция проводится механическим способом, что дает определенный экономический эффект. Шлифование обеспечивает высокий показатель чистоты и точности отделки.
Этот метод оптимален при работе с закаленными поверхностями. Измельчение позволяет в несколько раз увеличить производительность по сравнению с очисткой.
Работа с упрочненными направляющими элементами требует дополнительной обработки. Станок токарный по металлу 16К20, цена которого начинается от тысячи рублей, пришел на замену устаревшей версии 1К. Новое оборудование имеет лучшие характеристики. Пользователи среди показателей качества оборудования выделяют следующие параметры:Маркировка Рассматриваемый станок ориентирован на обработку конических, цилиндрических и нестандартных поверхностей.
Пользователи отмечают универсальность оборудования, поскольку основания могут быть внешнего и внутреннего типа. Кроме того, агрегат используется для нарезания различных типов ниток. Владельцы также указывают на возможность использования станка для обработки торцевых поверхностей резцами, сверлами, зенковками, метчиками и плашками. Приобретая описываемое оборудование, обратите внимание на буквенно-цифровой код в названии модели.
В указателе агрегат указывает тип станка, цифра 6 – возможность выполнения винторезных операций. Буква «К» в названии агрегата – это поколение станочного оборудования, последняя цифра указывает максимальную высоту центров мм.
Наличие в названии буквы «П» свидетельствует о повышенной точности прибора. Наконец, токарный станок 16К20, отзывы о котором приведены выше, относится к высокоточному оборудованию.
Тем не менее, время от времени, как и всякая техника, требует ремонта.Чаще всего самостоятельный ремонт заключается в замене изношенных деталей или шлифовке выбоин и острых краев. Капитальный и более серьезный ремонт желательно доверить мастеру. Обязательно после ремонта проверьте каретку, фартук и направляющие элементы. В противном случае точность обработки может быть значительно снижена.
Спирты используются во многих отраслях и сферах деятельности. Они производят различные синтетические полимеры, пластификаторы, каучуки, моющие средства и многие другие виды продукции.Производство спиртов осуществляется биохимическими и химическими методами. Многие из них являются массовыми продуктами нефтехимического синтеза. Подробнее. Домашняя промышленность. Характеристики станка 16К20 Рассматриваемое оборудование используется для нарезания резьбы метрической, модульной, питчевой, дюймовой конфигурации и некоторых других токарных операций.
Популярные сообщения. Интернет-бизнес. Бизнес-возможности. Выбор редактора. Популярные категории. Интересные статьи. Буровая установка УРБ 2А2: технические характеристики Белый чугун: свойства, применение, структура и особенности
COMDTINST M3502.4 ч PDF
Станок токарно-винторезный 16К20
Станки представляют собой современные версии станков 16k20 и 16k25 и могут применяться в различных отраслях промышленности для различных операций обработки и различных материалов: обработка внешнего и внутреннего диаметра; наружная, внутренняя, метрическая, дюймовая, модульная, с червячной резьбой; сверление, растачивание, развёртывание. Прочная конструкция литой станины и закаленные направляющие с прецизионной шлифовкой обеспечивают профессиональную обработку и надежную стабильную работу. Благодаря высокоточным подшипникам шпинделя конструкция шпиндельного узла и всего станка особенно жесткая.Это позволяет выполнять тяжелую обработку, полностью используя мощность двигателя.
АНАБАСИС АЛЕХАНДРО МАГНО PDF
16K20 РУКОВОДСТВО PDF
.
Статьи по теме
технические характеристики, схемы, описания и отзывы Davidgarlandjones.com
Станок токарный отечественный 16К20 относится к категории винторезных устройств.Его выпуск наладили на заводе «Красный пролетарий» в 1973 году. Часть деталей поставил Гомельский комбинат комплектующих. Современный аналог рассматриваемой машины – агрегат GS526U. Основная сфера применения прибора – промышленное производство, в частном хозяйстве он не актуален из-за дороговизны и довольно внушительных габаритов.
Характеристики токарного станка 16К20
Рассматриваемое оборудование используется для проточной резки (метрическая, модульная, шаговая, дюймовая) и некоторых других токарных операций.Этот агрегат широко применялся в промышленности постсоветских стран. С производства модель сняли в 1989 году, но на современном рынке можно найти идентичный китайский экземпляр с таким же шильдиком.
Основные параметры токарного станка 16К20:
- Класс точности H.
- Максимальный диаметр заготовки 50 мм.
- Аналогичный индекс точения 220 мм.
- Длина обслуживаемого изделия максимальная – 2 метра.
- Пределы поперечной / продольной подачи – 1.4 / 2,8 мм / об.
- Номинальная мощность главного электродвигателя 11 кВт.
- Длина / ширина / высота машины составляет 2,5 (3,79) / 1,19 / 1,5 м. Длина зависит от модификации.
- Вес оборудования в комплекте 3,6 тонны.
Управление и оборудование
Токарный станок 16К20 относится к дорогостоящему оборудованию и требует соответствующего ухода. Для начала познакомимся с его управлением. Маховики и переключатели управляются в ручном режиме.Агрегат дополнительно оснащен центральным держателем инструмента, с помощью которого обрабатываются прорези механической и ручной подачи. В этом случае задняя бабка не задействована.
При перемещении регулируемых салазок ось режущего инструмента и шпиндель соединяются между собой. Перед тем, как приступить к обработке, необходимо до упора вдвинуть козырек в кронштейн. Ручка поперечного суппорта служит для регулировки положения оси горелки.
Станки по металлу 16К20 оснащены жестким упором микрометрического типа, отвечающим за продольное перемещение.По запросу мы предлагаем устройство с верхними салазками и механическим ходом. Кроме того, устройство предназначено для многопроходной нарезки резьбы и чистовой обработки многогранных деталей. Этот блок включает в себя опору для гидрокопии, коническую линейку и держатель инструмента.
Монолитное основание оборудования имеет коробчатую форму с подогреваемыми шлифовальными направляющими. Ящик дополнительно служит для сборки чипов, а также является емкостью, отвечающей за охлаждение рабочего тела.
Неисправности
В отдельных случаях ремонт или замена отдельных деталей токарного станка 16К20.Чаще всего ремонт проводится в части шлифовки рамы, замены подшипников или фрикционной коробки передач. В подобном блоке управления передачами чаще всего меняются шестерни и подшипники.
Фиксация фартука заключается в замене маточных гаек, подшипников, полировки направляющих планок. При устранении неисправностей суппортов меняют винты, гайки, клинья с последующей шлифовкой направляющих элементов. Если необходимо восстановить работоспособность задней бабки, обычно заменяют пиноль, растачивая рабочие отверстия, производят зачистку направляющих деталей.Капитальный ремонт также предполагает замену электрозаполнения, проверку точности и геометрии агрегата, установку системы охлаждения.
Ремонт токарных станков 16К20
Подготовительный процесс включает проверку оборудования на холостом ходу. Это позволяет идентифицировать моменты шума и вибрации в разных положениях шпинделя. На этом этапе можно обработать прототип для определения состояния опор. Такая манипуляция обязательна, так как позволяет обнаружить дефекты, практически не заметные при эксплуатации.
Шлифование – это зачистка всех выступающих кромок и впадин на поверхности станка. Постель устанавливают на стол, фиксируя внутренние углы. На этом этапе необходимо точно выровнять параллельное расположение узла относительно поверхности верстака. Сделать это можно с помощью строительного уровня. Станина крепится пластинами и шурупами с прогибом 0,05 мм.
Восстановление направляющих элементов
На некоторых заводах проводится пробное упрочнение.машинный способ прокатки. В некоторых случаях дополнительно применяется закалка, повышающая стойкость деталей к износу. Метод ремонта выбирается исходя из степени твердости деталей направляющих и имеющейся ремонтной базы.
Самыми популярными способами восстановления направляющих являются следующие варианты:
- Строгание.
- Шабрения.
- Шлифовка.
Зернистость относится к самому трудоемкому процессу ремонта даже при минимальном износе. В большинстве случаев эта манипуляция проводится механическим способом, что дает определенный экономический эффект.
Шлифование обеспечивает высокую чистоту и точность отделки. Этот способ оптимален при работе с закаленными поверхностями. Измельчение позволяет в несколько раз увеличить производительность по сравнению с очисткой. Работа с упрочненными направляющими элементами потребует дополнительной обработки.
Отзывы и цена
Станок токарный 16К20 по металлу, цена которого от 850 тысяч рублей пришел на замену устаревшей версии 1К62. Новое оборудование имеет лучшие характеристики.Пользователи среди показателей качества оборудования выделяют следующие параметры:
- Длительный ресурс работы.
- Надежность.
- Прецизионная обработка.
- Высокая производительность.
- Безопасность труда.
- Простота и удобство обслуживания.
Маркировка
Рассматриваемый станок ориентирован на обработку конических, цилиндрических и нестандартных поверхностей. Пользователи отмечают универсальность оборудования, поскольку основания могут быть внешнего и внутреннего типа.Кроме того, агрегат используется для нарезания различных типов ниток. Владельцы также указывают на возможность использования станка для обработки торцевых поверхностей резцами, сверлами, зенковками, метчиками и плашками.
При покупке описываемого оборудования обращайте внимание на буквенно-цифровой код в названии модели. В указателе агрегата указано, что тип станка, цифра 6 – возможность токарно-винторезных операций. Буква «К» в названии агрегата – поколение станочного оборудования, последняя цифра указывает максимальную высоту центров (220 мм).Наличие в названии буквы «П» говорит о повышенной точности прибора.
И наконец
Токарный станок 16К20, отзывы о котором приведены выше, относится к высокоточному оборудованию. Тем не менее, время от времени, как и всякая техника, она требует ремонта. Чаще всего самостоятельный ремонт заключается в замене изношенных деталей или притирки зазоров и острых кромок. Капитальный и более серьезный ремонт желательно доверить мастеру. Обязательно после ремонта проверьте каретку, фартук и направляющие элементы.В противном случае точность обработки может быть значительно снижена.
MDG Serviss – 16K20
ТЕХНИЧЕСКИЕ ПОДРОБНОСТИМакс. диаметр заготовки, мм 400
Макс. диаметр заготовки над суппортом, мм 220
Макс.длина заготовки, мм 750
Диаметр отверстия шпинделя, мм 50
Конус шпинделя, Морзе 6
Габаритные размеры станка, мм 2795 х 1190 х 1500
Масса станка, кг 3005
Техническое перевооружение
Учитывая постоянно растущие требования к качеству продукции, производственные мощности завода часто модернизируются.Для сокращения производственного цикла, исключения влияния человеческого фактора на производственный процесс, повышения качества выпускаемой продукции и обеспечения экологической безопасности парк оборудования завода постоянно обновляется. Выводятся из строя устаревшее оборудование и новое оборудование всемирно известных машиностроительных компаний (DMG (Германия), MORI SEIKI (Япония), FPT INDUSTRIE (Италия), TOS KURIM (Чехия), CKD Blansko (Чехия), Bystronic). Laser (Швейцария), FACCIN (Италия) и др.) приобретена и успешно внедрена в производство.
За последние 3 года на техническое перевооружение завода направлено более 1,5 млрд рублей: 135 млн в 2011 году, 950 млн в 2012 году и 415 млн в 2013 году. Схема инвестирования следующая:
- Обновление парка металлорежущих станков (портальные станки – TOS KURIM, токарно-карусельные станки – ČKD Blansko, горизонтально-расточные станки – FPT INDUSTRIE) – 635 млн руб .;
- техническое перевооружение заготовочного и сборочно-сварочного производства (листогибочные прессы и станки лазерной резки Bystronic Laser, валки FACCIN, ленточнопильные станки Everising и др.) – 250 млн руб .;
- модернизация покраски (дробеструйные камеры и окрасочные шкафы SciTeeX, окрасочный аппарат Graco) – 75 млн руб .; Модернизация парка металлорежущих станков
- (горизонтально-расточные станки SKODA у производителя, токарно-карусельные и токарно-винторезные станки и др.) – 310 млн руб .;
- техническое перевооружение механосборочного цеха № 3 (токарно-фрезерные обрабатывающие центры DMG, токарно-фрезерные станки MORI SEIKI, модернизация круглошлифовального станка и др.) – 305 млн руб .;
- техническое перевооружение сборочно-сварочного производства (новое сварочное оборудование для всех цехов завода) – 95 млн руб .;
- Модернизация металлургического производства (печь термообработка ПП-КП 43 \ 1200 БОСИО и др.) – 20 млн руб.
В конце 2012 года на предприятии организован кабинет повышения квалификации сварщиков. Аналогов в России мало. Учебный класс оборудован стендом виртуальной сварки производства Fronius. На этом стенде можно освоить технику сварочного процесса с заданными параметрами.
В ОАО «ТЯЖМАШ» идет непрерывный процесс технического перевооружения. В настоящее время в цехах завода производятся монтаж и наладка станка лазерной резки Быстар Л4025-80, круглошлифовального станка 3М195, нескольких токарно-винторезных станков 16К20. Все эти процессы будут завершены к концу 2013 года. Ведутся переговоры о заключении контрактов с ведущими российскими и зарубежными производителями на закупку и модернизацию оборудования.
В ОАО «ТЯЖМАШ» проекты по совершенствованию станков успешно выполняет специально созданная на заводе бригада по модернизации станочного оборудования.За последние годы модернизированы: большой горизонтально-расточной станок модели 2А680, станиновый фрезерный 6612У, радиально-расточные станки НКН-120-500 и 2А587, токарно-винторезный станок КЖ2699; проводится поэтапная модернизация токарно-карусельного станка К19. Также проводится усовершенствование парка малых токарно-карусельных станков.
Наряду с модернизацией оборудования завода ведутся работы по обучению персонала. Команда высококвалифицированных специалистов по созданию программ и управлению оборудованием подготовлена для более быстрого освоения сложных пятикоординатных станков с ЧПУ.Их активное участие дает возможность вводить в производство новые машины, а также организовывать их круглосуточное обслуживание даже в первые месяцы эксплуатации. Специалисты ремонтных служб проходят обучение по обслуживанию и ремонту оборудования на заводах, производящих данное оборудование. В конце 2012 года на предприятии организован кабинет повышения квалификации сварщиков. Аналогов в России мало. Учебный класс оборудован стендом виртуальной сварки производства Fronius и другими передовыми средствами обучения.
Следует отметить, что при закупке оборудования ОАО «ТЯЖМАШ» часто приобретает специально настроенное программное обеспечение, позволяющее значительно расширить технологические возможности.
Модернизация не дала бы желаемого эффекта, если бы не применялись передовые технологии и новый качественный инструмент.