16К20 устройство станка: Токарный станок 16К20: устройство,характеристика,схемы станка
alexxlab | 05.03.2023 | 0 | Разное
Устройство
УстройствоУстройство токарно-винторезного станка 16к20
Рисунок 1. Сборочные единицы (узлы) и механизмы токарно-винторезного станка:
1 – передняя бабка, 2 – суппорт, 3 – задняя бабка, 4 – станина, 5 и 9 – тумбы, 6 – фартук, 7 – ходовой винт, 8 – ходовой валик, 10 – коробка подач, 11 – гитары сменных шестерен, 12 — электро-пусковая аппаратура, 13 – коробка скоростей, 14 — шпиндель.
На средних станках производится 70 – 80% общего объема токарных работ. Эти станки предназначены для чистовой и получистовой обработки, а также для нарезания резьб разных типов и характеризуются высокой жесткостью, достаточной мощностью и широким диапазоном частот вращения шпинделя и подач инструмента, что позволяет обрабатывать детали на экономичных режимах с применением современных прогрессивных инструментов из твердых сплавов и сверхтвердых материалов. Средние станки оснащаются различными приспособлениями, расширяющими их технологические возможности, облегчающими труд рабочего и позволяющими повысить качество обработки, и имеют достаточно высокий уровень автоматизации.
Рисунок 2. Общий вид и размещение органов управления токарно-винторезного станка 16К20:
Рукоятки управления: 2 – сблокированная управление, 3,5,6 – установки подачи или шага нарезаемой резьбы, 7, 12 – управления частотой вращения шпинделя, 10 – установки нормального и увеличенного шага резьбы и для нарезания многозаходных резьб, 11 — изменения направления нарезания резьбы (лево- или правозаходной), 17 – перемещения верхних салазок, 18 – фиксации пиноли, 20 – фиксации задней бабки, 21 – штурвал перемещения пиноли, 23 – включения ускоренных перемещений суппорта, 24 – включения и выключения гайки ходового винта, 25 – управления изменением направления вращения шпинделя и его остановкой, 26 – включения и выключения подачи, 28 – поперечного перемещения салазок, 29 – включения продольной автоматической подачи, 27 – кнопка включения и выключения главного электродвигателя, 31 – продольного перемещения салазок; Узлы станка: 1 – станина, 4 – коробка подач, 8 – кожух ременной передачи главного привода, 9 – передняя бабка с главным приводом, 13 – электрошкаф, 14 – экран, 15 – защитный щиток, 16 – верхние салазки, 19 – задняя бабка, 22 – суппорт продольного перемещения, 30 – фартук, 32 – ходовой винт, 33 – направляющие станины.
Дальше
Хостинг от uCoz
Токарно-винторезный станок 16к20 | ИП Юлдашева Т.А.
Технические характеристики
| Наименование параметра | 16К20 | 16К20П |
|---|---|---|
| Основные параметры станка | ||
| Класс точности по ГОСТ 8-82 | Н | П |
| Наибольший диаметр заготовки устанавливаемой над станиной, мм | 400 | 400 |
| Высота оси центров над плоскими направляющими станины, мм | 215 | 215 |
| Наибольший диаметр заготовки обрабатываемой над суппортом, мм | 220 | 220 |
| Наибольшая длина заготовки, устанавливаемой в центрах (РМЦ), мм | 710, 1000, 1400, 2000 | 710, 1000 |
| Наибольшее расстояние от оси центров до кромки резцедержателя, мм | 225 | 225 |
| Наибольший диаметр сверла при сверлении стальных деталей, мм | 25 | 25 |
| Наибольшая масса заготовки, обрабатываемой в центрах, кг | 460. .1300 .1300 | 460..1300 |
| Наибольшая масса заготовки, обрабатываемой в патроне, кг | 200 | 200 |
| Шпиндель | ||
| Диаметр отверстия в шпинделе, мм | 52 | 52 |
| Наибольший диаметр прутка, проходящий через отверстие в шпинделе, мм | 50 | 50 |
| Частота вращения шпинделя в прямом направлении, об/мин | 12,5..1600 | 12,5..1600 |
| Частота вращения шпинделя в обратном направлении, об/мин | 19..1900 | 19..1900 |
| Количество прямых скоростей шпинделя | 22 | 22 |
| Количество обратных скоростей шпинделя | 11 | 11 |
| Конец шпинделя по ГОСТ 12593-72 | 6К | 6К |
| Коническое отверстие шпинделя по ГОСТ 2847-67 | Морзе 6 | Морзе 6 |
| Диаметр фланца шпинделя, мм | 170 | 170 |
| Наибольший крутящий момент на шпинделе, Нм | 1000 | 1000 |
Суппорт. Подачи Подачи | ||
| Наибольшая длина продольного перемещения, мм | 645, 935, 1335, 1935 | 645, 935 |
| Наибольшая длина поперечного перемещения, мм | 300 | 300 |
| Скорость быстрых продольных перемещений, мм/мин | 3800 | 3800 |
| Скорость быстрых поперечных перемещений, мм/мин | 1900 | 1900 |
| Максимально допустимая скорость перемещений при работе по упорам, мм/мин | 250 | 250 |
| Минимально допустимая скорость перемещения каретки (суппорта), мм/мин | 10 | 10 |
| Цена деления лимба продольного перемещения, мм | 1 | 1 |
| Цена деления лимба поперечного перемещения, мм | 0,05 | 0,05 |
| Диапазон продольных подач, мм/об | 0,05..2,8 | 0,05..2,8 |
| Диапазон поперечных подач, мм/об | 0,025..1,4 | 0,025. .1,4 .1,4 |
| Количество подач продольных | 42 | 42 |
| Количество подач поперечных | 42 | 42 |
| Количество нарезаемых резьб — метрических | ||
| Количество нарезаемых резьб — модульных | ||
| Количество нарезаемых резьб — дюймовых | ||
| Количество нарезаемых резьб — питчевых | ||
| Пределы шагов метрических резьб, мм | 0,5..112 | 0,5..112 |
| Пределы шагов дюймовых резьб, ниток/дюйм | 56..0,5 | 56..0,5 |
| Пределы шагов модульных резьб, модуль | 0,5..112 | 0,5..112 |
| Пределы шагов питчевых резьб, питч диаметральный | 56..0,5 | 56..0,5 |
| Наибольшее усилие, допускаемое механизмом подач на резце — продольное, Н | 5884 | 5884 |
| Наибольшее усилие, допускаемое механизмом подач на резце — поперечное, Н | 3530 | 3530 |
| Резцовые салазки | ||
| Наибольшее перемещение резцовых салазок, мм | 150 | 150 |
| Перемещение резцовых салазок на одно деление лимба, мм | 0,05 | 0,05 |
| Наибольший угол поворота резцовых салазок, град | ±90° | ±90° |
| Цена деления шкалы поворота резцовых салазок, град | 1° | 1° |
| Наибольшее сечение державки резца, мм | 25 х 25 | 25 х 25 |
| Высота от опорной поверхности резца до оси центров (высота резца), мм | 25 | 25 |
| Число резцов в резцовой головке | 4 | 4 |
| Задняя бабка | ||
| Диаметр пиноли задней бабки, мм | ||
| Конус отверстия в пиноли задней бабки по ГОСТ 2847-67 | Морзе 5 | Морзе 5 |
| Наибольшее перемещение пиноли, мм | 150 | 150 |
| Перемещение пиноли на одно деление лимба, мм | 0,1 | 0,1 |
| Величина поперечного смещения корпуса бабки, мм | ±15 | ±15 |
| Электрооборудование | ||
| Электродвигатель главного привода, кВт | 11 | 11 |
| Электродвигатель привода быстрых перемещений, кВт | 0,12 | 0,12 |
| Электродвигатель насоса СОЖ, кВт | 0,125 | 0,125 |
| Габариты и масса станка | ||
| Габариты станка (длина ширина высота) РМЦ=1000, мм | 2795 х 1190 х 1500 | 2795 х 1190 х 1500 |
| Масса станка, кг | 3010 | 3010 |
О станке
Станок токарно-винторезный 16К20 универсальный предназначен для выполнения различных токарных работ и нарезания метрической, модульной, дюймовой и питчевой резьб. Обрабатываемые детали устанавливаются в центрах или патроне.
Обрабатываемые детали устанавливаются в центрах или патроне.
Станок заменяет модель 1К62. По всем качественным показателям (производительности, точности, долговечности, надежности, удобству обслуживания, безопасности работы и т. д.) превосходит станок модели 1К62. Жесткая коробчатой формы станина с калеными шлифованными направляющими установлена на монолитном основании.
Жесткая коробчатой формы станина с калеными шлифованными направляющими установлена на монолитном основании, одновременно служащим стружкосборником и резервуаром для охлаждающей жидкости.
Механизм шпиндельной бабки станка позволяет получить 4 ряда чисел оборотов шпинделя: два ряда с пределами 12 40 и 50 160 об/мин, при включенных переборах 1:32 и 1:8 и два ряда с пределами 200 630 и 500 1600, при включенных переборах 1:2 и 1,25:1. В этом случае переборы 1:32 и 1:8 выключаются.
Шпиндель с фланцевым передним концом смонтирован в прецизионных подшипниках качения, не требующих регулировки в процессе эксплуатации.
Выходной вал шпиндельной бабки через сменные зубчатые колеса соединен с коробкой подач, обеспечивающей перемещение суппорта в широком диапазоне подач от ходового вала при точении и от ходового винта при нарезании резьб. Для нарезания резьб предусмотрено непосредственное соединение ходового винта с входным валом коробки подач.
На суппорте имеются масштабные линейки с визирами для удобства определения величины перемещения резцовых и поперечных салазок в процессе работы. Новая конструкция резцедержателя улучшает стабильность фиксации.
Фартук станка снабжен оригинальным механизмом выключения подачи суппорта, обеспечивающим высокую точность останова на жестком упоре. Комплекс ограждающих и блокировочных устройств гарантирует безопасность работы на станке.
Наиболее целесообразно использовать станок в инструментальных и ремонтных службах в условиях мелкосерийного и единичного производства на чистовых и получистовых работах.
Класс точности станка Н. При чистовой обработке деталей из конструкционных сталей шероховатость обработанной поверхности V6б.
Отклонение от цилиндричности 7 мкм, конусности 20 мкм на длине 300 мм, отклонение от прямолинейности торцевой поверхности на диаметре 300 мм — 16 мкм.
Обозначение универсального токарно-винторезного станка 16К20
1 — токарный станок (номер группы по классификации ЭНИМС)
6 – токарно-винторезный станок (номер подгруппы по классификации ЭНИМС)
К – поколение станка или обозначение завода — производителя:
А, К — Станкостроительный завод Красный Пролетарий
Б — Средневолжский станкостроительный завод
В — Астраханский станкостроительный завод
ВТ — Витебский станкостроительный завод
Д — Алма-Атинский станкостроительный завод им. 20-летия Октября
Е, Л- Ереванское станкостроительное ПО
20 – высота центров над станиной (220 мм)
Буквы в конце обозначения модели
Г – исполнение станка с выемкой в станине
К – исполнение станка с гидрокопировальным устройством
М – исполнение станка для серийного производства с гидрокопировальным устройством
П – исполнение станка с повышенной точностью по ГОСТ 8-82
В – исполнение станка с высокой точностью по ГОСТ 8-82
Ф1 – исполнение станка с устройством цифровой индикации УЦИ
Ф3 – исполнение станка с системой ЧПУ
Модификации токарного винторезного станка 16К20
1Д62М – первая модель серии станков с высотой центров 200 мм ДИП200
1А62 – следующая модель серии, станок выпускался на поточной линии с 1949 по 1956 год.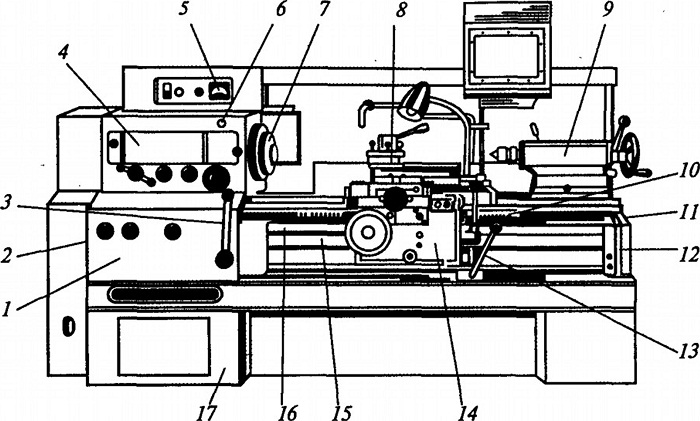
1А625 — станок с увеличенным диаметром обработки (500 мм), выпускался Фрунзенским машиностроительным заводом В.И. Ленина, г. Фрунзе (в настоящее время г.Бишкек)
1Б62 — следующая модель серии, станок выпускался в 60-е годы
1К62 — станок заменил модель 1А62 и выпускался с 1956 года по 1971 год. Выпускался, также, Челябинским станкостроительным заводом им. Орджоникидзе
1К625 — станок с увеличенным диаметром обработки (500 мм)
16К20, 16К25 — следующее поколение серии, станок заменил модели 1К62 и 1К625, выпуск станков начался в 1971 году. В связи с выпуском новой модели в 1972—73 проводилась реконструкция завода. Производство станков модели 16к20 прекращено в середине 80-х.
16Л20, 16Л20П, 16Л20К — станок выпускался Ереванским станкостроительным заводом им. Дзержинского
16К20М — станок токарный механизированный продукционный
Начал выпускаться с 1975 года. Станок предназначен для обработки при помощи гидрокопировального устройства наружных, внутренних и торцовых поверхностей ступенчатого и криволинейного профиля в центрах или патроне, а также для нарезания резьб.
Станок применяется в серийном и крупносерийном производстве на предприятиях машиностроения, точного машиностроения, приборостроения, централизованного ремонта техники и выпуска запчастей, специализированных инструментальных производств.
Станок обладает возможностями высокопроизводительной пооперационной и окончательной обработки в полуавтоматическом цикле широкой номенклатуры деталей нормальной точности.
Станок создан на базе серийно выпускаемого станка модели 16К20 с высокой степенью унификации функциональных узлов и деталей и обладает жесткостью, устойчивостью, точностью, безопасностью работы и долговечностью.
Наличие гидрокопировального устройства заднего расположения и нормального переднего суппорта расширяет технологические возможности станка. Первую деталь можно изготовить как на обычном универсальном станке и использовать ее в качестве образца или плоского шаблона.
В зависимости от наладки на станке устанавливается поводковый патрон с плавающим центром или с электромеханическим зажимом.
Задняя бабка с зажимом пиноли при помощи электромеханического привода и патроны с электромеханическим зажимом позволяют повысить производительность труда в 1,6 раза по сравнению с базовой моделью за счет сокращения вспомогательного времени.
16К20Г — станок нормальной точности с выемкой в станине
Станок предназначен для выполнения различных токарных работ и нарезания метрической, модульной, дюймовой и питчевой резьб. Обрабатываемые детали устанавливаются в центрах или патроне.
Класс точности станка Н. При чистовой обработке деталей из конструкционных сталей шероховатость обработанной поверхности V6б.
16К20ВФ1 — станок высокой точности с цифровой индикацией
Станок предназначен для выполнения разнообразных чистовых токарных работ с обеспечением высокой точности геометрической формы и шероховатости обработанной поверхности детали, а также нарезания метрической, дюймовой, модульной и питчевой резьб.
Область применения станка — единичное, мелкосерийное и серийное производство с мелкими повторяющимися партиями деталей.
Класс точности станка — В, достигаемая шероховатость поверхности Ra 0,32 мкм.
Гидростатические опоры шпинделя обеспечивают стабильность точностных параметров обработанного изделия и длительную стойкость режущего инструмента. Плавность перемещения каретки при минимальной подаче обеспечивается с помощью поддува сжатого воздуха под направляющие каретки.
Механизированное перемещение верхней части суппорта повышает производительность труда, точность и чистоту обработки. На станке с использованием устройства цифровой индикации улучшены условия настройки на диаметральный размер.
Устройство цифровой индикации контролирует перемещение поперечного суппорта и на цифровом табло показывает его положение относительно произвольно выбранного станочником начала координат.
Основные преимущества устройства цифровой индикации
отсчет показаний с круговых лимбов и линейных шкал заменяется фиксированием размеров на одной цифровой шкале;
устраняется необходимость в проведении рабочим арифметических расчетов, которые обычно выполняются в уме, либо на бумаге при выборе начального положения;
устраняется необходимость в проведении интерполяции.
Средний уровень звука А не превышает 80 дБА.
Корректированный уровень звуковой мощности рА не превышает 96 дБА.
Российские и зарубежные аналоги токарного станка 16К20
МК6056, МК6057, МК6058 — Ø 500 — производитель Красный пролетарий г. Москва
16Б16, 16Б16П, 16Б16В, 16Б16А — Ø 360 — производитель Средневолжский станкостроительный завод СВЗС, г. Самара
Samat 400L, Samat 400M, Samat 400S — Ø 400 — производитель Средневолжский станкостроительный завод СВЗС, г. Самара
16В20, 16В20П — Ø 445 — производитель Астраханский станкостроительный завод
МСТ1620М — Ø 400 — производитель Минский станкостроительный завод им. Октябрьской революции МЗОР
16ВТ20, 16ВТ20П — Ø 500 — производитель Витебский станкостроительный завод Вистан
КА-280 — Ø 400 — производитель Киевский станкостроительный завод Веркон
ЖА-805 — Ø 400 — производитель Житомирский завод станков автоматов ВерстатУниверсалМаш
CA6140A, CA6140B, CA6240A, CA6240B, — Ø 400 — производитель Shenyang Machine Tool (Group) Co. , Ltd. SMTCL Китай
, Ltd. SMTCL Китай
CD6140A, CD6240A — Ø 400 — производитель Dalian Machine Tool Group DMTG Китай
CS6140, CS6140A, CS6240, CS6240A, BJ1630G, BJ1630GD — Ø 400 — производитель Bochi Machine Tool Group Co.,ltd. Китай
C6240 — Ø 400 — производитель Anhui Chizhou Household Machine Tool Китай
GH-1840 ZX — Ø 460 — производитель Jet ( Walter Meier AG WMH ) Швейцария, Китай
CU400, CU400M, C400TM — Ø 440 — производитель Zmm-Bulgaria Holding Ltd., ЗММ Болгария Холдинг
C11MS — Ø 510 — производитель Zmm-Bulgaria Holding Ltd., ЗММ Болгария Холдинг
CU402 — Ø 400 — производитель ZMM Vratsa, ЗММ Враца, Болгария
Оборудование | Дніпрополімермаш
На заводе имеется следующее металлорежущее оборудование:
А.
1. Карусельная группа станков (1512, 1516,1516Ф3, 1525, 1Л532, 1540Ф3, 1550) с диаметром обработки до 5000 мм, максимальная длина обточки 2800 мм. PUMA VTS1620MCHPU, оснащенный копировальными и токарно-карусельными станками, максимальный диаметр обработки 2000 мм, максимальная длина токарной обработки – 960 мм.
2. Токарная группа станков (16К20, 16К20Ф3, 163, 16М30Ф3, 1А64, 165.1658), с диаметром обработки до 1000 мм, длиной обработки до 8000 мм.
Станки с ЧПУ DOOSAN Puma 480XLM (400LM, 240MB, 240MSB, 220LM), Takisawa EX-510 (EX-310)), с диаметром обработки до 650мм, длиной обработки до 3065мм.
3. Станки лоботокарные (1М692Ф3, 1М692Ф3ХИДЭ, 1Н692С, 1А693Ф3) с диаметром обработки до 3000 мм.
4. Фрезерная группа станков (ВФ-1П, 65А80, ЛР 266, 6310, 6Р13, 6Р83) длина деталей до 3000мм, ширина (диаметр) до 650мм.
Кобург: длина детали до 8000мм, ширина до 2000мм, высота до 2000мм.
DOOSAN DCM 2760W.: длина детали до 6000мм, ширина до 3200мм, высота до 2100мм.
DOOSAN DNM 650: длина детали до 1300 мм, ширина до 670 мм, высота до 625 мм.
DOOSAN DNM 550: длина детали до 1200 мм, ширина до 540 мм, высота до 510 мм.
5. Станки расточной группы (65Ф60Ф11, 2А620, 2А636, 6620, УВ0701, УВ701, 6М610Ф1, 6А59) длина деталей до 3000 мм, ширина (диаметр) до 650 мм.
DOOSAN DBC 130L оснащены поворотным столом размером 2000х2200 мм. Максимальный диаметр заготовки 4950 мм.
DOOSAN DBC 110S оснащен поворотным столом размером 1400×1800 мм. Максимальный диаметр заготовки 3000 мм.
ПРАГМА. оборудован поворотным столом 1100х1100 мм. Максимальные размеры заготовки: 1200х2000х3000 мм.
6. Станки круглошлифовальные с диаметром заготовки до 560мм, длиной до 4000мм.
7. Станки плоскошлифовальные: ширина детали до 600мм, высота до 500мм, длина до 2000мм.
8. Станки зуборезные:
Валы – диаметр до 500мм, длина до 2500мм, модуль до 20;
Колеса. Венцы – диаметр детали 2000мм, высота 560мм, модуль до 20;
Нарезка зубьев по программе на станках с ЧПУ:
Валы – детали диаметром до 650мм, длиной до 2800мм, модулем до 80;
Колеса. Венцы – диаметр детали 5000мм, высота 800мм, модуль до 80;
9. Резка металла (ножницы гильотинные до 25 мм; ленточнопильные станки «резка рулона в мешке и поковок до 500х500 мм»; машины газоплазменной резки с ЧПУ (газо- до 340 мм толщиной) и (плазмо- толщиной до 25 мм)).
10. Гибка листового проката на роликах толщиной до 100 мм; гибка на профилегибочном станке швеллеру №14.
11. Пресс кривошипно-гидравлический усилием до 400 тонн.
12. Сварка в углекислом газе и под слоем флюса позволяет варить сосуды, работающие под давлением, и любые пространственные металлоконструкции.
13. Участок термообработки: можем провести закалку, отжиг, нормализацию и цементацию в твердом карбюраторе.
• Для отжига сварных конструкций, печь СДО 20.40.15/10 (длина 3800 мм., ширина 2100 мм, высота 1500 мм, масса шихты 10000 кг.)
• Для термической обработки деталей печи СШО 6.30/10 (длина 3000 мм, диаметр 1600 мм, масса заряда 2000 кг.)
• Установка ТВЧ ГМКИА 200 АБ (длина 2700мм, диаметр 1200 мм, масса заряда 500кг.
14. Распылитель будка имеет два отдельных отсека с возможностью объединения:
первый отсек: длина – 4160 мм, ширина – 5000 мм, высота – 4200 мм.
второй отсек: длина – 6180 мм, ширина – 5000 мм, высота – 4200 мм.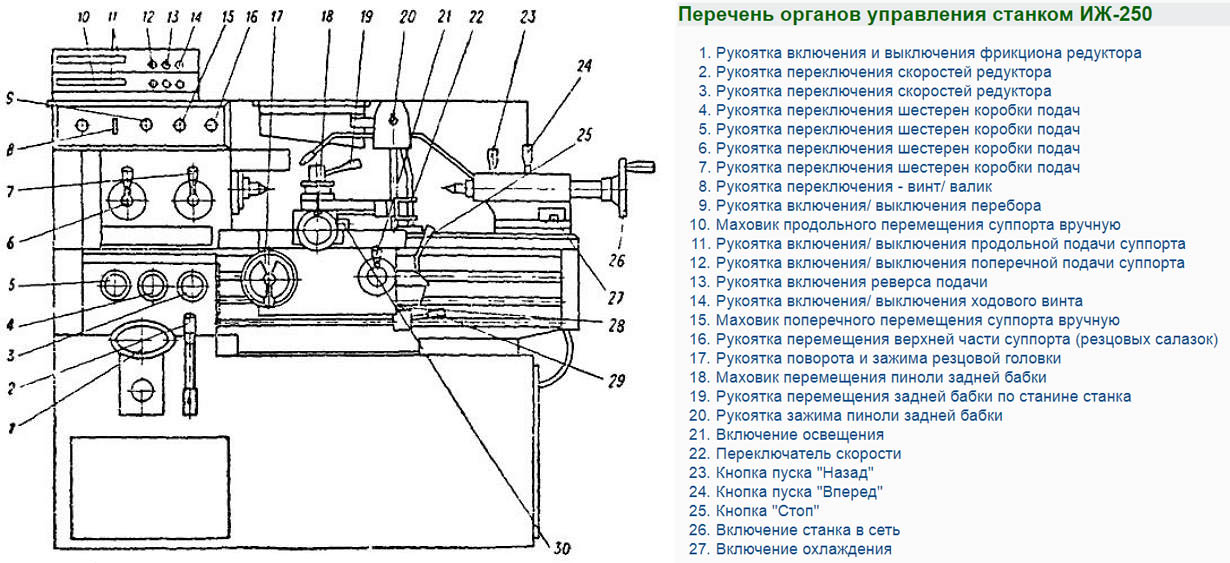
Модуль обеспечивает операции процесса окраски (при температуре не ниже 12 0С и не выше 30 0С) и сушки (при температуре не выше 80 0С) изделий и относительной влажности не более 80%. продуктов и относительной влажности не более 80%. Температурный режим в рабочих зонах отсеков модуля поддерживается автоматически.
Запасные части к станкам токарным, токарно-фрезерным, станкам фрезерным 1К62, 16К20, 1М63, 6Т12.
Adverts
business classifieds Products
goods & services Companies
companies in directory
| Search |
Bizator / Объявления / оборудование и материалы / промышленное оборудование / механическое оборудование
Тип объявления: продажаОпубликовано: 27.06.2019
| Организация: | ООО “Мегатракт” |
| Продавец: | Валерий |
| Телефоны: | +38-0956374927 Show phone Write a message |
| Address: | Ukraine, Dnipropetrovska Oblast’, Nikopol’ |
Spare parts for lathes, mill turn lathes, фрезерные станки 1К62, 16К20, 1М63, 6Т12. БУ, в хорошем рабочем состоянии. Если что-то не на фото, непонятно, звоните и спрашивайте.
БУ, в хорошем рабочем состоянии. Если что-то не на фото, непонятно, звоните и спрашивайте.
ВАЛЫ, ВАЛЫ, ФАРТУК, ШЕСТЕРНИ, ВИЛКА
Продам Ремень поликлиновой 16Л2240 новый
Продам манжету прессующего поршня ф 489 на формовочную машину литейную 703М
Отправить себе/другу Версия для печатиПожаловаться
- спам[?]
- неправильная категория[?]
- устаревшее объявление[?]
- нарушение законодательства[? ]
- другое[?]
Добавить в избранное
Что такое файл cookie?
Файл cookie — это небольшой текстовый файл, который сохраняется на вашем компьютере/мобильном устройстве, когда вы посещаете веб-сайт. Этот текстовый файл может хранить информацию, которая может быть прочитана веб-сайтом, если вы посетите его позже. Некоторые файлы cookie необходимы для правильной работы веб-сайта. Другие файлы cookie полезны для посетителя. Файлы cookie означают, что вам не нужно вводить одну и ту же информацию каждый раз при повторном посещении веб-сайта.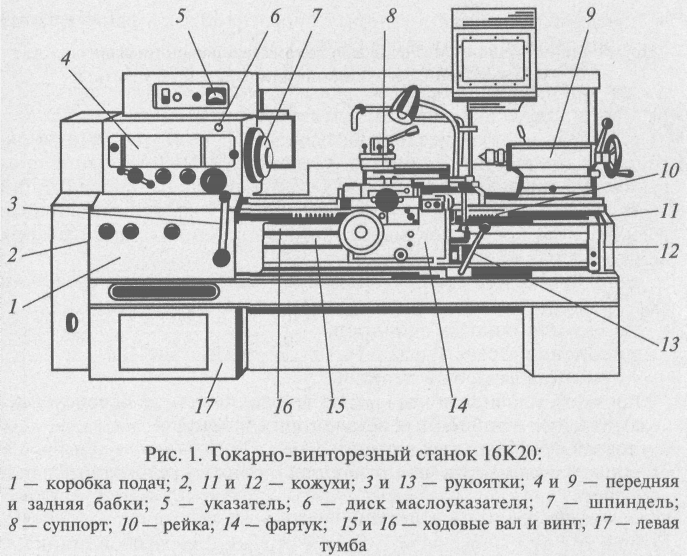
Почему мы используем файлы cookie?
Мы используем файлы cookie, чтобы обеспечить вам оптимальный доступ к нашему веб-сайту. Используя файлы cookie, мы можем гарантировать, что одна и та же информация не будет отображаться каждый раз при повторном посещении веб-сайта. Файлы cookie также могут помочь оптимизировать работу веб-сайта. Они облегчают просмотр нашего веб-сайта.
Для защиты ваших персональных данных и предотвращения потери информации или противоправных действий применяются соответствующие организационные и технические меры.
Почему мы используем файлы cookie сторонних поставщиков?
Мы используем файлы cookie сторонних поставщиков, чтобы иметь возможность оценивать статистическую информацию в коллективных формах с помощью аналитических инструментов, таких как Google Analytics. Для этой цели используются как постоянные, так и временные файлы cookie. Постоянные файлы cookie будут храниться на вашем компьютере или мобильном устройстве не более 24 месяцев.