1К62 нортон – Коробка подач на 1к62 – Токарные 1К62, 16К20 и модификации
alexxlab | 07.09.2019 | 0 | Разное
Коробка подач 1К62 « ООО “ОМТС” Запасные части к станкам, оснастка и комплектующие.
| № | Название | Маркировка | Цена, руб с НДС |
|---|---|---|---|
| 1 | Вал Нортона в сборе | 1К62-07-340 | 3 500 |
| 2 | Барабан | 1К62-07-17 | 4 000 |
| 3 | Вал 1-й оси | 1К62-07-110 | 3 500 |
| 4 | Вал 2-ой оси | 1К62-07-113 | 12 500 |
| 5 | Вал 3-й оси | 1К62-07-112 | договорная |
| 6 | Валик 5-й оси | 1К62-07-115 | договорная |
| 7 | Вал-муфта 1-й оси | 1К62-07-108 | 1 500 |
| 8 | Вал-шестерня | 1К62-07-106 | договорная |
| 9 | Вал-шестерня | 1К62-07-178 | договорная |
| 10 | Вал-шестерня 1-й оси | 1К62-07-107 | 2 200 |
| 11 | Вал-шестерня 2-й оси | 1К62-07-109 | 3 500 |
| 12 | Вилка | 1К62-07-157 | договорная |
| 13 | Вилка | 1К62-07-30 | договорная |
| 14 | Вилка | 1К62-07-32 | договорная |
| 15 | Вилка | 1К62-07-29 | договорная |
| 16 | Винт | 1К62-16-37 | договорная |
| 17 | Кожух | 1К62-50-01 | договорная |
| 18 | Копир | 1К62-07-71 | договорная |
| 19 | Копир | 1К62-07-73 | договорная |
| 20 | Копир | 1К62-07-74 | договорная |
| 21 | Копир | 1К62-07-75 | договорная |
| 22 | Кронштейн | 1К62-07-19 | договорная |
| 23 | Маслонасос в сборе | 1К62-07-600Р | договорная |
| 24 | Муфта обгонная | 1К62-07-430Р | 8 500 |
| 25 | Насос | 1К62-07-26 | договорная |
| 26 | Ось 2-й оси | 1К62-07-120 | договорная |
| 27 | Ось 3-й оси | 1К62-07-123 | договорная |
| 28 | Рукоятка | 1К62-07-204 | 2 500 |
| 29 | Рукоятка установки подачи | 1К62-07-203 | 1 500 |
| 30 | Рычаг | 1К62-07-33 | договорная |
| 31 | Рычаг | 1К62-07-34 | договорная |
| 32 | Тяга | 1К62-07-117 | договорная |
| 33 | Тяга 4-й оси | 1К62-07-116 | договорная |
| 34 | Шестерня | 1К62-07-101 | договорная |
| 35 | Шестерня | 1К62-07-102 | договорная |
| 36 | Шестерня | 1К62-07-103 | договорная |
| 37 | Шестерня | 1К62-07-105 | договорная |
| 38 | Шестерня | 1К62-07-77 | договорная |
| 39 | Шестерня | 1К62-07-78 | договорная |
| 40 | Шестерня | 1К62-07-79 | 2 000 |
| 41 | Шестерня | 1К62-07-80 | договорная |
| 42 | Шестерня | 1К62-07-81 | договорная |
| 43 | Шестерня | 1К62-07-82 | договорная |
| 44 | Шестерня | 1К62-07-83 | договорная |
| 45 | Шестерня | 1К62-07-84 | договорная |
| 46 | Шестерня | 1К62-07-85 | договорная |
| 47 | Шестерня | 1К62-07-86 | договорная |
| 48 | Шестерня | 1К62-07-87 | договорная |
| 49 | Шестерня | 1К62-07-88 | договорная |
| 50 | Шестерня | 1К62-07-90 | договорная |
| 51 | Шестерня | 1К62-07-93 | договорная |
| 52 | Шестерня | 1К62-07-94 | 1 800 |
| 53 | Шестерня | 1К62-07-95 | договорная |
| 54 | Шестерня | 1К62-07-97 | договорная |
| 55 | Шестерня | 1К62-07-98 | договорная |
| 56 | Шестерня | 1К62-07-99 | договорная |
| 57 | Шестерня | 1К62-16-39 | договорная |
| 58 | Шестерня-муфта | 1К62-07-89 | договорная |
| 59 | Задняя крышка коробки подач | 7 000 | |
| 60 | Шкив | 1К62-15-41 | договорная |
Если Вы не нашли интересующую Вас позицию, свяжитесь с нами по телефону
8(863)2-500-814,и мы предоставим Вам полную информацию!
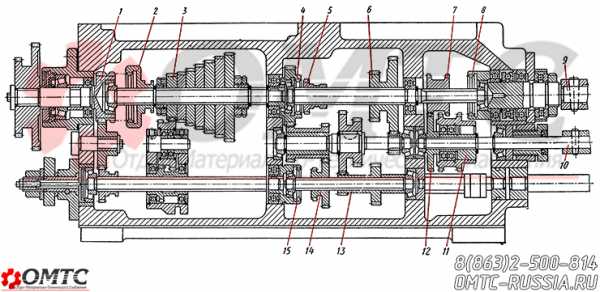
Коробка подач закреплена на станине ниже передней бабки,
1, 2, 4, 5, 7, 8, 14, 15 — переключаемые муфты;
3 — ступенчатый блок механизма Нортона;
6, 13 — блоки зубчатых колес;
7 — муфта;
9 -ходовой винт;
10 — ходовой вал;
11—12 — муфты обгона.
omtc-russia.ru
Расчет кинематической настройки токарно-винторезных станков 1К62 и 1К625
Структурная схема токарно-винторезного станка
Токарные станки делятся на универсальные и специализированные. Универсальные станки предназначены для выполнения самых разнообразных операций: обработки наружных и внутренних цилиндрических, конических, фасонных и торцовых поверхностей; нарезания наружных и внутренних резьб; отрезки, сверления, зенкования и развертывания отверстий. На специализированных станках выполняют более узкий круг операций, например, обтачивание гладких и ступенчатых валов, прокатных валков, осей колесных пар железнодорожного транспорта, различного рода муфт, труб и т. п. Универсальные станки подразделяются на токарно-винторезные и токарные. Токарные станки предназначены для выполнения всех токарных операций, за исключением нарезания резьбы резцами.
Наша промышленность выпускает различные модели токарных и токарно-винторезных станков — от настольных до тяжелых. Наибольший диаметр обрабатываемой поверхности на советских станках колеблется от 85 до 5000 мм, при длине заготовки от 125 до 24 000 мм. Некоторые токарно-винторезные станки оснащаются копировальными устройствами, которые позволяют обрабатывать сложные контуры без специальных фасонных резцов и комбинированного расточного инструмента, а также значительно упрощают наладку и подналадку станков.
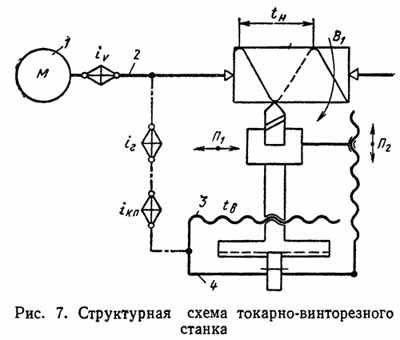
Структурная схема токарно-винторезного станка представлена на рис. 7. Формообразование обеспечивается вращательным движением заготовки (В1) по цепи: электродвигатель 1 — шпиндель 2 со звеном настройки i0 и поступательным движением инструмента (П1 и П2) по цепи: шпиндель 2 — ходовой вал 4 (при точении) или шпиндель — ходовой винт 3 (при нарезании резьбы) со звеньями настройки iг и iкп.
Расчет кинематической настройки токарно-винторезных станков 1К62 и 1К625
Настройка кинематических цепей при выполнении разнообразных работ на токарно-винторезных станках сводится к подбору передаточных отношений передач коробок скоростей, подач и других механизмов, что осуществляется переключением соответствующих рычагов. Исключение представляет нарезание особо точных резьб или резьб с ненормализованным шагом. Конечным звеном резьбонарезной цепи является ходовой винт 68 (см. рис. 9) и маточная гайка, поэтому уравнение настройки согласно равенствам (5) и (9) можно написать в следующем виде (имея ввиду однозаходность винта)
1 оборот шпинделя i х tB = tH, (11)
где
i — передаточное отношение кинематической цепи от шпинделя до ходового винта.
tН — шаг нарезаемой резьбы;
tП — шаг ходового винта;
Схема кинематическая токарно-винторезного станка 1К62
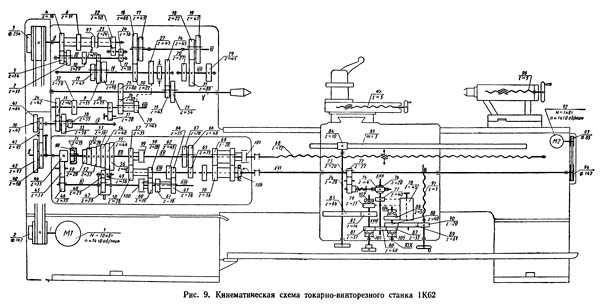
Схема кинематическая токарно-винторезного станка 1К62. Смотреть в увеличенном масштабе
Схема кинематическая токарно-винторезного станка 1К62. Смотреть в увеличенном масштабе
Схема кинематическая токарно-винторезного станка 1К62. Смотреть в увеличенном масштабе
Так как для рассматриваемого случая валы X, XII, XV и ходовой винт 68, связанные муфтами 98, 99 и 101, представляют собой единое звено, то передаточное отношение цепи
i = iп х iг. (12)
где
iп — передаточное отношение постоянных передач;
iг — передаточное отношение сменных колес (гитары) звена настройки. На основании уравнений (11) и (12)
iг = (1/ iп) х (tH/ tB)
Обозначив 1/ iп через С, получим
iг = С х (tH/ tB) (13)
Передаточное отношение iп чаще всего равно 1 : 1 или 1 : 2. Применительно к кинематической схеме, изображенной на рис. 9, значение iп может быть различным, в зависимости от положения блоков с зубчатыми колесами 26—28 и 35—33 на валах VIII и IX.
Если колесо 25, сидящее на шпинделе, сцеплено с колесом 26, то вращение механизму подач сообщает непосредственно шпиндель, и передаточное отношение постоянных передач i п от шпинделя к звену настройки (к гитаре) будет —
(60/60) х (42/42) = 1 или (60/60) х (28/56) = 1/2 (валы V, VIII, IX).
при нарезании резьбы с большим шагом (14—192 мм) передача движения осуществляется через звено увеличения шага, В этом случае блок колес 15—21 на шпинделе занимает правое положение, а колесо 27 на валу IV зацепляется с колесом 28 на валу VIII.
Передаточное отношение цепи от шпинделя до гитары (до вала /X) при сцеплении колес в такой последовательности будет в одном из вариантов таким:
iп = 54/27 х 88/22 х 88/22 х 45/45 х 42/42 = 32
Включение звена увеличения шага из четырех вариантов зацепления колес дает увеличение передаточного отношения от шпинделя до вала VIII в 2; 8 и 32 раза, что соответственно дает увеличение шага нарезаемой резьбы тоже в 2; 8 и 32 раза. В последнем варианте в реверсивном механизме (валы VIII и IX) включаются колеса 32 и 33 с передаточным отношением i = 1/2, поэтому шаг нарезаемой резьбы увеличивается не в 32, а в 16 раз.
Примеры настройки винторезной цепи без коробки подач. Настройку винторезной цепи будем производить только гитарой, выключив коробку подач (замыкаются муфты 98, 99, 101 и размыкается механизм Нортона; см. рис. 9).
Пример 1. Настроить станок 1К62 на нарезание однозаходной метрической резьбы с шагом tH = 1,75 мм.
Шаг ходового винта tB = 12 мм. Примем С = 1, т, е. замкнем колеса 34—35 с i = 1, тогда по уравнению (13)
iг = tH/ tB = 1.75/12 = 7/12 x 1/4 = 35/60 х 20/80
Как видим, на гитаре надо установить две пары зубчатых колес. Проверим условие их сцепляемости, согласно уравнению (151): для первой пары — а + Ь > с + 15; 35 + 60 > > 20 + 15; 95 > 35; для второй пары — с + d > b + 15; 20 + 80 > 60 + 15; 100 > 75.
Как видим, сцепляемость зубчатых колес обеспечена.
Пример 2. Настроить станок 1К62 на нарезание однозаходной дюймовой резьбы 3,5 нитки на 1″ (С = 1).
В этом случае
tH = 1″/3,5
Выразим шаги нарезаемой резьбы и ходового винта в одной системе единиц. Так как 1″ = 25,4 = 127/5 мм, то
tH = (1 х 127)/(3,5 х 5) мм
Тогда
iг = tH/ tB = (1 х 127)/(3,5 х 5 х 12) = (2 х 127)/(3,5 х 120) = (40 х 127)/(70 х 120) = 120/70 х 40/120.
Проверку сцепляемости зубчатых колес можно сделать аналогично.
Пример 3. Настроить станок 1К62 на нарезание однозаходного червяка модуля 3 мм. Шаг модульной резьбы tH = π*m*z, где m — модуль; z — число заходов червяка. Берем значение π = 22/7
iг = tH/ tB = π*m*z/ tB = (22 х 3 х 1)/(7 х 12) = 11/7 х 1/2 = 55/35 х 20/40
Нарезание многозаходной резьбы. При многозаходной резьбе под шагом tH понимают расстояние между параллельными сторонами профиля двух соседних витков. Поэтому для получения резьбы заданного шага tH механизм должен за 1 оборот заготовки переместить суппорт на величину хода резьбы s = k*tH где к — число заходов нарезаемой резьбы. Такого типа резьбы нарезают на ходовых винтах, многозаходных червяках и других деталях,
В общем случае при к заходах угол между соседними нитками (если смотреть в торец детали) будет:
R = 360°/ к
Многозаходная резьба нарезается двумя способами: после нарезания первой нитки заготовку поворачивают на часть оборота 1/к, предварительно разомкнув винторезную цепь, или, оставляя заготовку неподвижной, перемещают инструмент вместе с резцовыми салазками продольно на величину шага резьбы tH. Затем нарезают следующий заход и т. д.
На станке 1К62 имеется специальное делительное устройство для нарезания многозаходных резьб. Оно состоит из кольца с риской, укрепленного на корпусе передней бабки, и диска с делениями, насаженного на шпиндель и имеющего на периферии 60 делений. После нарезания первого захода шпиндель надо повернуть на число делений, равное 60/к. Это устройство позволяет
нарезать резьбы с числом заходов 2, 3, 4, 5, 6, 10, 12, 15, 20, 30, 60. На станках, не имеющих делительного приспособления, пользуются поводковой делительной планшайбой.
Пример. Изготовить резьбовой калибр с трехзаходной метрической резьбой с ходом s = 180 мм. Так как шаг резьбы большой, необходимо пользоваться звеном увеличения шага. Примем следующий вариант винторезной цепи (см. рис. 9):
1 об.шт х 54/27 х 88/22 х 88/22 х 45/45 х 28/56 х iг х 12 = s
где 12 — шаг ходового винта. Здесь
iп = 54/27 х 88/22 х 88/22 х 45/45 х 28/56 = 8
Обозначив 1/ iп через С, получим
iг = С х s/tB = 1/8 х 180/12 = 90/48
Настраивая гитару, колесо z = 90 установим на вал IX, а z = 48 — на вал X. Замкнем их промежуточным колесом с любым числом зубьев.
Список литературы
- Абрамов Е.И., Колесниченко К.А. и Маслов В.Т. Элементы гидропривода. Киев, «Техника», 1969.
- Аврутин Р.Д. Справочник по гидроприводам металлорежущих станков. М.—Л., «Машиностроение», 1965.
- Ачеркан Н.С, Гаврюшин А.А., Ермаков В. В. и др. Металлорежущие станки. М., «Машиностроение», 1965.
- Ачеркан Н.С. Расчет и конструирование металлорежущих станков. М., Машгиз, 1952.
- Башта Т.М., Зайченко И.3., Ермаков В.В. и Хаймович Е. М. Объемные гидравлические приводы. М., «Машиностроение», 1969.
- Брон Л.С. Агрегатные станки и автоматические линии.— «Станки и инструмент», 1969, № 3.
- Верхотуров Б.Я., Марков Н.Н. Прибор для контроля кинематической точности механизмов.— «Станки и инструмент», 1964, № 9.
- Владзиевский А.П. Некоторые вопросы научного обоснования развития технологии машиностроения и типаж металлорежущих станков.— «Станки и инструмент» 1964, № 4.
- Волоценко П.В. и Лебенсон М.Е. Унификация коробок подач и скоростей сверлильных станков.— «Станки и инструмент», 1967, № 2.
- Воронов А.Л. и Гребенкин И.А. Коробки передач металлорежущих станков. М., «Машиностроение», 1964.
- Врагов Ю.Д., Игнатов С.И., Муравин Ю. Б. и Саввин И. В. Многооперационные станки (обрабатывающие центры). М., НИИМАШ, 1970.
- Вульфсон И.А., Зусман В.Г. и Розинов А. Г. Кодирование информации управляющих программ. М., «Энергия», 1968.
- Гордеев А.Ф. и Соколов Ю.П. Гидростатические шпиндельные подшипники.— «Станки и инструмент», 1966, № 7.
- Дальский А.М. Цанговые зажимные механизмы. М., «Машиностроение», 1966.
- Детали и механизмы металлорежущих станков. Под ред. Д. Н. Решетова. М., «Машиностроение», 1972.
- Еникеев X.М. Рациональные кинематические схемы коробок скоростей.— «Станки и инструмент», 1968, № 1.
- Ермаков В.В. Гидравлический привод металлорежущих станков. М., Машгиз, 1963.
- Игнатьев Н.В. О сложенной структуре привода шпинделя.— Сб. «Исследования в области металлорежущих станков». Под ред. Н. С. Ачеркана, вып. 4. М., Машгиз, 1961.
- Кабатов Н.Ф. и Лопато Г. А. Конические колеса с круговыми зубьями. М., «Машиностроение», 1966.
- Костиков Ф.В. Новые схемы и конструкции многороликовых торовых вариаторов. — Сб. «Передаточные механизмы». М., «Машиностроение», 1966.
- Коцюбинский О.Ю. Коробление чугунных отливок от остаточных напряжений. М., «Машиностроение», 1965.
- Крагельский И.В. Трение и износ. М., «Машиностроение», 1968.
- Кривоухов В.А., Петруха П. Г., Бруштейн Б. Е. и др. Резание конструкционных материалов, режущие инструменты и станки. М., «Машиностроение», 1967.
- Кудинов В.А. Динамика металлорежущих станков. М., «Машиностроение», 1967.
- Кучер И.М. Металлорежущие станки. М.—Л., «Машиностроение», 1964.
- Левина 3.М. Расчет контактных деформаций направляющих.— «Станки и инструмент». 1965, № 1.
- Левит Г.А. Передачи винт—гайка качения (шариковые).— «Станки и инструмент», 1963, № 4.
- Левит Г.А. и Лурье Б. Г. Расчет гидростатических незамкнутых направляющих.— «Станки и инструмент», 1963, № 10.
- Левит Г.А. и Лурье Б. Г. Исследование и расчет направляющих с гидроразгрузкой.— «Станки и инструмент», 1965, № 5.
- Локтев Д.А. Металлорежущие станки. М., «Машиностроение», 1968.
- Лоскутов В.В. Зуборезные станки. М., «Машиностроение», 1967.
- Малахов Я.М. Зубообрабатывающие и резьбофрезерные станки и их наладка. М., «Высшая школа», 1967.
- Макаров А.И. Резание труднообрабатываемых материалов при помощи ультразвуковых и звуковых колебаний. М., Машгиз. 1962.
- Марков А.И. Ультразвуковое резание труднообрабатываемых материалов. М., «Машиностроение», 1968.
- Матвеев В.Н., Остапенко В. Ф. и Pay Т. Т. Агрегатные станки. М., «Машиностроение», 1965.
- Меламед Г.И., Цветков В. Д. и Айзман Д. С. Агрегатные станки. М., «Машиностроение», 1964.
- Миронов Е.А. Модернизация коробки скоростей консольно-фрезерных станков,—«Станки и инструмент», 1962, № 11.
- Монина М.А., Мороз И. И. Электромеханические методы размерной обработки.—«Станки и инструмент». 1964. № 8.
- Муратов В.А. и Павловский С. А. Гидроцилиндры. Конструкции и расчет. М., «Машиностроение», 1966.
- Пинегин С.В. Контактная прочность в машинах. М., «Машиностроение», 1965.
- Пономарев А.Ф. и Гедык П. К. Смазка оборудования. М., Машгиз, 1962.
- Попилов Л.Я. Электрофизическая и электрохимическая обработка материалов. М., «Машиностроение», 1969.
- Проников А.С. Основы надежности и долговечности машин. М., «Стандарты», 1969.
- Проников А.С Расчет и конструирование металлорежущих станков. М., «Высшаяшкола», 1967.
- Проников А.С. Пластмассы для направляющих скольжения.— Сб. «Пластмассы в машиностроении». М., «Машиностроение», 1964.
- Проников А.С. Саморегулирование в станках-автоматах. М., «Московский рабочий», 1965.
- Пуш В.Э. Малые перемещения в станках. М., Машгиз, 1961.
- Пясик И.Б. Шариковые механизмы. М., Машгиз, 1962.
- Ратмиров В.А., Чурин И. Н. и Шмутер С. Л. Повышение точности и производительности станков с программным управлением. М., «Машиностроение», 1970.
- Рыбкин А.Л. Затыловочные станки. М., «Машиностроение», 1964.
- Семишин М.М. Динамика привода подави стола вертикально-фрезерных станков.— «Станки и инструмент», 1968, № 3.
- Спиридбнов А.А. Металлорежущие станки с программным управлением. М., «Машиностроение», 1972.
- Соколов Ю.Н. Тепловые расчеты деталей станков.— «Станки и инструмент». 1968, № 1.
- Тарзиманов Г.А. Проектирование металлорежущих станков. М., «Машиностроение», 1972.
- Тепинкичиев В.К., Красниченко Л. В., Тихонов А. А. и Колев Н. С. Металлорежущие станки. (Краткий курс). М., «Машиностроение», 1972.
- Тепинкичиев В.К. Предохранительные устройства от перегрузки станков. М., «Машиностроение», 1968.
- Турпаев А.И. Самотормозящие механизмы. М., «Машиностроение», 1966.
- Чалый-Прилуцкий А. Н. Обоснование и определение основных технических характеристик металлорежущих станков и их проектирование. М., «Высшая школа», 1969.
- Чернавский С.А. Подшипники скольжения. М., Машгиз, 1963.
- Шаумян Г.А. Автоматы и автоматические линии. М., Машгиз, 1961.
- Эксплуатация электроимпульсных и ультразвуковых станков. М., НИИМАШ, 1969.
- Электрофизические и электрохимические станки. Каталог-справочник. М., НИИМАШ, 1969.
- Этин А.О. Кинематический анализ методов обработки металлов резанием. М., «Машиностроение», 1964.
Полезные ссылки по теме
Каталог справочник токарно-винторезных станков и их аналогов
Схемы и паспорта к токарно-винторезным станкам и оборудованию
Москва, «Машиностроение», 1973. Под редакцией проф. В.К. Тепинкичиева
stanki-katalog.ru
Передача Нортона – Энциклопедия по машиностроению XXL
Конус с накидной шестерней (передача Нортона). Эта передача широко применяется в токарно-винторезных станках. [c.168]Втулка шестерён, рычаг Нортона и шестерни коробка передач [c.721]
Схема механизма с конусом шестерен (механизм Нортона) показана на рис. 12, а. С вала I посредством каретки, несущей колеса и 0 через колеса конуса шестерен передается семь частот вращения (по числу шестерен в конусе). Колесо. 2о последовательно накидывается на одну из шестерен конуса и является паразитным, не изменяющим частоты враШ ения при передаче движения с вала / на вал //. Передаточные отношения I этой коробки подач [c.20]
Нортона из 8 колес. С помощью накидного 2=28 и съемного 2=34 колес движение восемью вариантами передается на вал III и далее передачей -307 на вал IV. [c.59]
Рассмотренная схема передачи движения имеет место при ведущем конусе Нортона и применяется при нарезании метрических и модульных резьб. Коробка подач при этом обеспечивает получение 32 различных передаточных отношений. [c.61]
В коробке подач муфты Мп и М4 замкнуты, а колесо 35 на валу X выведено из зацепления с колесом 37. При такой схеме передачи движения валы IX и XI соединяются напрямую, механизм Нортона семью различными вариантами передает движение валу X, а валы X и XII соединены муфтой М4 и вращаются как одно целое. Переключение блоков и Бд позволяет передать движение от вала XII валу XIV четырьмя различными способами. При левом положении блока Бю колесо 28 приводит во [c.93]
На рис. 31, в показан механизм Нортона. Эта передача отличается от предыдущей тем, что имеет меньшее количество зубчатых колес при одном и том же числе передач. [c.55]
Конус зубчатых колес с накидной шестерней (конус Нортона). От вала / вращение передается валу II при помощи зубчатой передачи —. Колесо 2о, сидящее на пальце 1 кронштейна 2, может сцеп- [c.22]
Вращение передается через зубчатые колеса 44—45—46 на вал XI, затем через колеса 47—48 и накидное колесо 49 зубчатому конусу механизма Нортона (колеса 50—56) и далее по цепи зубчатых передач 57—58, 59—60, 61—62 или 63—64 через колеса 65—66 или 64—67 — валу XV. Затем вращение может быть передано либо ходовому винту 68, либо ходовому валу XVI. В первом случае — через муфту 101, во втором — через пару 69—70 и муфту обгона 106. [c.27]
На рис. 305 показана схема механизма подачи для нарезания резьбы без подбора сменных колес. В кинематическую схему, кроме гитары с колесами а—Ь, с—й., включают звенья настройки, обеспечивающие ряд передаточных отношений (на рис. 305 — механизм Нортона) и множительные механизмы, обычно удваивающие передачи. Пусть /р, г и — передаточные отношения постоянных передач, колес гитары, механизма Нортона и множительного механизма, тогда на основании уравнения (9) [c.367]
Механизм Нортона (рис. 183, а) имеет конус колес (до 12 шт.), жестко насаженных на вал//, и передвижное по шлицевому валу I колесо z , которое постоянно зацеплено с накидным колесом 2g. Это колесо может находиться в зацеплении с одним из колес конуса. В результате такая группа обеспечивает число передач, равное числу колес конуса. [c.297]
Чтобы обеспечить нарезание резьб всего ряда, достаточно в коробке подач иметь передачи на первую группу шагов, а остальные группы получить при помощи множительных передач. Конусный набор шестерен (передача Нортона) (рис. 58, а) обеспечивает арифметический ряд оборотов. Число зубьев колес в наборе 2j, г ,. .., 2 увеличивают на постоянную величину, равную разности арифметической прогрессии. Чтобы обеспечить зацепление с зубчатыми колесами при постоянном расстоянии между валами, используют накидное устройство. Шестерня Zq = 28, установленная на шлицевом валу, через паразитный блок шестерен зацепляется с одним из зубчатых колес конусного набора. Перемещение вдоль вала корпуса с одновременным отклонением от оси вала обеспечивает последовательное переключение передач с передаточными отношениями 1 = 2i/zo ii = zjz = (2j -f а)/2о h = zjza = (2j + + 2a)/2o, 2i = 26 2г = 28 a = 2), 2e = 32 24 = 36, 2g = = 48 (a = 4). По такому же арифметическому ряду строят обороты на выходном валу. Разновидностью конусного набора является механизм с вытяжной шпонкой. Он состоит из двух конусных наборов колес (см. рис. 7, д). Двойной конусный набор обладает более высокой жесткостью, чем передача Нортона, но и большими потерями мощности, так как зубчатые колеса находятся во вращении. [c.78]
В последних моделях фрезеровальных станков применяется почти исключительно передача при посредстве скользящих шестеренок, перемещаемых по многошпоночным валам (передача автомобильного типа) применявшиеся ранее коробки Нортона и переборы с передвижными шпонками в настоящее время применяются редко первые—как затрудня-Бэщие быструю перемену скоростей, вторые— как мало надежные при значительных мощностях, поглощаемых современными станками. Передача Нортона ставится иногда на простых Ф.с. большой мощности, так называемых производственных фрезеровальных станках, пред- [c.163]
Кинематическая схема станка (фиг. 39) главный электродвигатель 1 через клиноремённую передачу 2 и фрикционную муфту 3 вращает через общий вал 4 и две зубчатые пары 5 и б оба шпинделя—левый 7 и правый 8. От правого шпинделя синхронно через цепную передачу 9 и коробку скоростей движение передаётся двум винтам подачи супорта — правому 10 и левому 11. Коробка подач включает обычный привод Нортона на девять ступеней rj, затем тройную шестерню 13 и трензель 14. Дальше движение передаётся общему на два винта валу 15 с двумя группами конических колёс 16. [c.737]
Второе направление — передача вращения от вала XI, соединенного с валом IX, на вал X через конус Нортона и зубчатые колеса 36—25—28 накидной обоймы. Чтобы осуществить передачу движения по второму направлению, нужно включить муфты М2 и М4 (муфта Мз выключена). От вала X движение через муфту М сообщается валу XII, от которого вал XIV получает, как и в первом направлении, 28 различных чисел оборотов. Далее движение передается через две пары зубчатых колес 28—28 и 56—56 и муфту обгона Мо на ходовой вал XVII, как это показано на кинематической схеме, или же на ходовой Еинт XVI, если включить муфту Мъ. [c.83]
Основной недостаток механизма Нортона — малая жесткоетыкоробках подач токарно-винторезных станков. [c.33]
В коробке подач станков 1624М и 1А625 также закрытого типа с конусом Нортона (рис. 43) в качестве множительных передач использованы механизмы Меандра [41. В этом случае перемещение накидного зубчатого колеса происходит с помощью рукояток / и 2 (рис. 44). Рукоятка 1 с помощью зубчатого колеса и рейки передвигает рычаг 3, связанный с корпусом накидного колеса. Рукоятка 2 через цилиндрические зубчатые колеса, сектор и чер- [c.59]
В станке 5У18К (Чехословакия) также имеется конус Нортона при закрытой коробке передач (рис. 46). В этом случае деталь 1, поддерживающая накидное зубчатое колесо, передвигается вдоль конуса Нортона и поворачивается вокруг центра вала 2 с помощью рукоятки 3. Фиксирующее рукоятку отверстие сделано на неподвижной втулке 4. [c.62]
При нарезании модульных и питчевых резьб сменные блоки переворачиваются и вращение передается зубчатыми колесами 64—95—97. Далее передача для нарезания дюймовых, питчевых и торцовых резьб производится, как показано на схеме, при включенном зубчатом колесе 85, установленном на валу X и выключенных муфтах Мз, Мз и М4. Вращение от вала IX передается валу XIV через зубчатые колеса 35—37—35, механизм с накидным зубчатым колесом (механизм Нортона) с помощью которого можно получить семь различных передаточных отношений 28—25 и 36 — (от 26 до 48), зубчатые колеса 35—28 и 28—35 и множительный меха- [c.43]
I S hwenkrad п трензель, накидное зубчатое колесо S hwenkradgetriebe п трензельная передача, коробка Нортона, меандр [c.240]
mash-xxl.info
1к62 инструкция | Станок токарно-винторезный
Настройка, наладка и режимы работы
Настройка необходимой частоты вращения шпинделя, величины подачи указаны в описании передней бабки, коробки подач и фартука.

Данные для настройки сменных шестерен приклона приведены в табл. 19.
Таблица 19 – настройка сменных шестерен приклона
| Сменные шестерни | |
Настройка | А | Б |
Подача | 42 | 50 |
Метрическая | 12 | £0 |
Дюймовая | 42 | 50 |
Модульная | 64 | 97 |
Питчевая | 64 | 97 |
Дюймовая 19 ниток на 1″ | 64 | 50 |
Данные для настройки станка для нарезания торцовых резьб даны в табл. 20
Таблица 20 Настройка станка для нарезания торцовых резьб

Примечание Сменные шестерни поставляются по особому заказу.
Формулы настройки приклона
Формулы настройки приклона для нарезания торцовых резьб.
tнар. = i см. x i п.б. х i к. п. х i ф. х t х. в.,
где t нар. — шаг нарезаемой резьбы;
i см.— передаточное отношение сменных зубчатых колес;
i п. б. — передаточное отношение от шпинделя передней бабки до сменных зубчатых колес;
i к. п. — передаточное отношение коробки подач;
i ф.— передаточное отношение фартука;
t х. в. — шаг ходового винта;
Данные настройки станка для нарезания резьб при прямом включении ходового винта приведены в табл. 21.
Таблица 21 – Настрийка станка для нарезания резьб при прямом включении ходового винта
Настройка на нарезание резьб
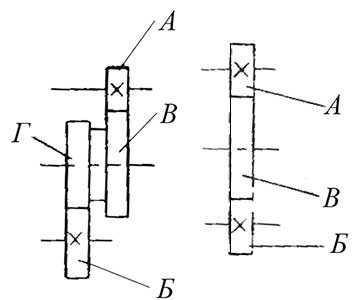
Формулы настройки станка для нарезания резьб при прямом включении ходового винта:
модульные
АхГ/ВхБ = Pi x m x z / 12
метрические
АхГ/ВхБ = tнар x z / 12
питчевые
АхГ/ВхБ = 127 х Pi x z / 60P
дюймовые
АхГ/ВхБ = 127 / 60n
где m — модуль, мм;
z — число заходов резьбы;
t нар — шаг нарезаемой резьбы, мм;
р — нарезаемый шаг в питчах;
n — число ниток на дюйм.
При настройке для нарезания многозаходных резьб, для деления на заходы необходимо:
- остановить главный электродвигатель;
- включить фрикционную муфту прямого хода;
- снять футляр, закрывающий сменные шестерни и приводные ремни;
- вращать против часовой стрелки фрикционный вал до совпадения риски «60» на диске 12 с риской на фланце стакана 2. После этого снять натяг в цепи;
- рукоятку передней бабки установить в положение «Механическое отключение при делении на многоза- ходные резьбы»;
- фрикционный вал поворачивать против часовой стрелки при делении на двухзаходную резьбу на 30 делений по диску, на трехзаходную — на 20, на четырехзаходную — на 15 и т д.;
- рукоятку 7 передней бабки установить в положение, соответствующее нарезанию резьбы.
Скачать руководство по эксплуатации токарно-винторезного станка 1к62
www.stanoktehpasport.ru
Конус – нортон – Большая Энциклопедия Нефти и Газа, статья, страница 1
Конус – нортон
Cтраница 1
Конус Нортона применяется преимущественно в токарно-винто-резных станках. [1]
Конус Нортона становится ведомым. Такое включение используется при нарезании дюймовых или питчевых резьб. [2]
Конус Нортона становится ведущим. [3]
Конус Нортона становится ведомым. [4]
Конус Нортона становится ведомым. Такое включение используется при нарезании дюймовых или питчевых резьб. [5]
Конус Нортона становится ведущим. [6]
Конус Нортона становится ведомым. [7]
Нортона, конус шестерен, конус Нортона; j generating с. [8]
Коробка подач станка 1К62 ( рис. 41) имеет конус Нортона и в качестве множительных механизмов в ней применяются передвижные блоки зубчатых колес. Коробка принадлежит к закрытому типу, и в связи с этим управление накидным колесом вызывает значительное усложнение конструкции. Для управления коробкой имеются две рукоятки. От одной рукоятки получают вращение валик с рядом кулачков, от которых перемещаются рычаги, передвигающие соответствующие блоки зубчатых колес. Накидное колесо ( рис. 42) перемещается с корпусной деталью 2, которая поворачивается при скольжении ролика / по наклонному пазу. [9]
Основной ряд в коробках подач получается с помощью передвижных зубчатых колес или же с помощью конуса Нортона и накидного колеса. Работа последнего механизма связана с продольным перемещением накидного зубчатого – колеса, для чего необходима прорезь в корпусе коробки для рычага, на котором размещено накидное зубчатое колесо. [10]
Первое направление – к валу X через зубчатые колеса 35 – 37 – 35 и далее через колеса 28 – 25 и колесо 36 накидной обоймы на одно из семи колес конуса Нортона. XIV получает 7X4 28 различных чисел оборотов. [11]
К 2) зубчатых колес, в то время как в механизме с выдвижной шпонкой для этой цели было бы нужно 2 / колес. Обычно в станках конус Нортона делается ведущим при нарезании метрических резьб и ведомым – при нарезании дюймовых резьб. [12]
Использование множительного механизма осуществляется путем перемещения зубчатого колеса вдоль блоков типа Меандра. В другом токарном станке ( рис. 45) конус Нортона используется без накидного колеса. С каждым зубчатым колесом конуса сцепляется паразитное колесо. При перемещении зубчатого колеса / вдоль оси оно поочередно сцепляется с каждым паразитным колесом. [14]
В большинстве моделей современных токарных станков коробка Нортона заменена коробкой с подвижными блоками шестерен. В ряде моделей усовершенствована система переключения накидной шестерни конуса Нортона. [15]
Страницы: 1 2
www.ngpedia.ru