1К62 станки: 1К62 Станок токарно-винторезный универсальныйПаспорт, руководство, схемы, описание, характеристики
alexxlab | 29.08.2018 | 0 | Разное
1к62 технические характеристики | Станок токарный винторезный универсальный
Токарно-винторезный станок модели 1к62 является универсальной единицей оборудования, позволяющей обрабатывать детали различной конфигурации, выполнять широкий ряд токарных операций.
Характеристики
Класс точности станка – Н (нормальной точности) согласно ГОСТ 440-81
Технологические возможности
- Максиальный диаметр обрабатываемой заготовки над станиной – 400 мм
- Максимальный диаметр обрабатываемой заготовки над суппортом – 220 мм
- Максимальная длинна обрабатываемой заготовки – 710, 1000, 1400 мм
- Максимальный ход каретки – 640, 930, 1330 мм
- Наибольшая масса обрабатываемого изделия:
- при закреплении в патроне – 0,5 т
- при закреплении в центарх – 1,5 т
Шпиндельный узел
- Диаметр отверстия в шпинделе – 47 мм
- Конец шпинделя – 6К согласно ГОСТ 12593-72
- Количество скоростей шпинделя:
- прямого вращения – 23
- реверсивного вращения – 12
- Частоты вращения:
- прямого вращения – 12,5.
 ..2000 об/мин
..2000 об/мин - реверсивного вращения – 12…2420 об/мин
- прямого вращения – 12,5.
- Торможение шпинделя – предусмотрено
Коробка подач
- Количество подач:
- продольных – 42
- поперечных – 42
- Пределы подач:
- продольных – 0,070…4,16 мм/об
- поперечных – 0,035…2,08 мм/об
Передняя бабка
- Центра в шпинделе передней бабки – конус Морзе 6
Инструмент и резцедержатель
- Высота резца – не менее 25 мм
- Наибольшее расстояние от оси центров до кромки резцедержателя – 240 мм
- Наибольшая длина перемещения:
- продольного – 640, 930, 1330 мм
- поперечного – 250 мм
Резцовые салазки
- Максимальное перемещение салазом – 140 мм
- Максимальный угол поворота – от -65 до +45 град
- Цена деления шкалы поворота 1 град
- Цена деления лимба – 0,05 мм
Суппорт
- Скорость быстрого перемещения суппорта:
- продольного – 3,4 м/мин
- поперечного – 1,7 м/мин
- Цена одного деления лимба:
- продольного перемещения – 1 мм
- поперечного перемещения – 0,05 мм
- Количество устанавливаемых в резцевую головку резцов – 4
Задняя бабка
- Центр в пиноли – конус Морзе 5
- Максимальное перемещение пиноли – 200 мм
- Поперечное смещение:
- в прямом направлении – 15 мм
- в обратном напралении – 15 мм
- Цена одного деления лимба – 0,05 мм
Нарезаемая резьба
- метрических – 44
- модульных – 38
- дюймовых – 20
- питчевых – 37
- Шаги нарезаемых резьб:
- метрических – 0,87.
 ..192 мм
..192 мм - модульных – 0,5…48 мм
- дюймовых – 24…2 ниток на дюйм
- питчевых – 96…1 питч
- архимедовой спирали – 3/8″, 7/16″, 8, 10, 12 мм
- метрических – 0,87.
Габариты и масса
- Габаритные размеры:
- длина – 2522, 2812, 3212 мм
- ширина – 1166 мм
- высота – 1324 мм
- Масса 2080, 2200, 2300 кг
Электроник – Токарно-винторезный станок 1К62
Назначение, область применения и краткая характеристика токарного станка 1К62
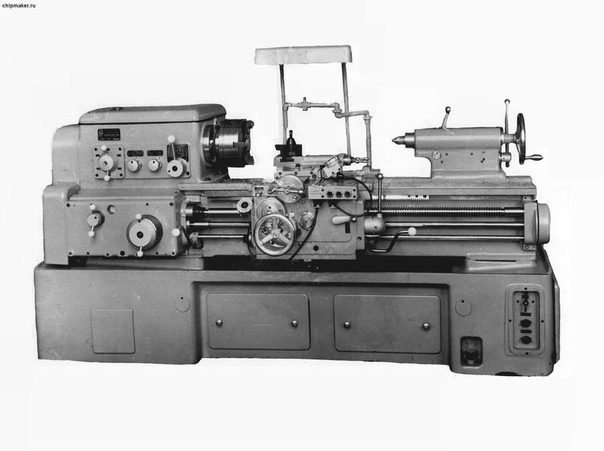
Универсальный токарно-винторезный станок 1К62 предназначен для выполнения чистовых и получистовых разнообразных токарных работ в мелкосерийном и индивидуальном производствах. На станке 1К62 могут нарезаться резьбы: метрическая, дюймовая, модульная, питчевая и архимедова спираль с шагом 3/8″; 7/16″; 2; 5,5; 6; 6,5; 7; 8; 8,5; 10; 11; 12 и 14 мм.
Рис.1 – Токарный станок 1К62Технические характеристики токарно-винторезного станка 1К62
| № п/п | Наименование параметра | Единица измерения | Величина параметра |
| 1 | Наибольший диаметр изделия, устанавливаемый над станиной | мм дюйм |
400 15,75 |
| 2 | Наибольший диаметр точения над нижней частью суппорта | мм дюйм |
220 8,66 |
| 3 | Диаметр отверстия в шпинделе | мм дюйм |
1,85 |
| 4 | Расстояние между центрами (РМЦ) | мм дюйм |
710; 1000; 1400 27,95; 39,44; 55,11 |
| 5 | Наибольшая длина обтачивания (соответственно РМЦ) | мм дюйм |
640; 930; 1330 25,2; 36,61; 52,36 |
| 6 | Пределы чисел оборотов шпинделя | об/мин | 12,5-2000 |
| 7 | Пределы продольных подач суппорта | мм/об дюйм/об |
0,07-4,16 0,0028-0,1638 |
| 8 | Пределы поперечных подач суппорта | мм/об дюйм/об |
0,035-2,08 0,0014-0,082 |
Перечень составных частей станка 1К62 (см. рис.4)
рис.4)
| Пазиция на рис.4 | Наименование | Обозначение |
| 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 |
Бабка передняя Ограждение патрона Патрон поводковый Каретка Ограждение Суппорт Механизм отключения рукоятки Охлаждение Бабка задняя Электрооборудование Станина Фартук Переключение Моторная установка Коробка подач Шестерни сменные |
1К62.02.01 1К62.260.001 16БП.090.001 1К62.05.01 1К62.50.01 1К62.04.01 1К62.52.001 1К62.14.01 1К62.03.01 1К62.18.01 1К62.01.01 1К62.06.01 1К62.11.01 1К62.15.01 1К62.07.01 1К62.78.02 |
Рис.4 – Расположение составных частей станка 1К62
Перечень органов управления станка 1К62 (см. рис.5)
рис.5)
| Пазиция на рис.5 | Органы управления и их назначение |
| 2 5; 9 7 8 |
Рукоятка выбора типа резьбы и вида работ (резьбы ил подачи) Рукоятка установки чисел оборотов шпинделя Рукоятка установки нормального, увеличенного шага резьбы и положения при делении на многозаходные резьбы Рукоятка установки правой и левой резьбы и подачи Рукоятка ручной поперечной подачи суппорта Рукоятка поворота и крепления резцовой головки Выключатель местного освещения Винт крепления каретки для торцевых робот Рукоятка ручного перемещения верхней части суппорта Кнопка включения быстрых ходов каретки и суппорта Рукоятка управления ходами каретки и суппорта Рукоятка крепления пиноли задней бабки Выключатель насоса охлаждения Вводный выключатель Сигнальная лампа выключения электросети Рукоятка крепления задней бабки к станине Маховик перемещения пиноли задней бабки Гайка болта дополнительного крепления задней бабки Рукоятка управления фрикционом Рукоятка включения гайки ходового винте Кнопочная станция включения и выключения главного привода Маховик ручного перемещения каретки Кнопка выключения реечной шестерни при нарезании резьб Рукоятка установки величины подачи и шага резьб |
Рис.
 5 – Расположение органов управления и места табличек станка 1К62
5 – Расположение органов управления и места табличек станка 1К62
Конструкция станка 1К62
Универсальный токарно-винторезный станок 1К62 с высотой центров 215 мм выпускается с тремя различными расстояниями между центрами: 710 мм, 1000 мм и 1400 мм.
Станина станка 1К62 коробчатой формы с поперечными П-образными ребрами имеет две призматические и две плоские закаленные направляющие. Передняя призматическая и задняя плоская направляющие служат для перемещения каретки, передняя плоская и задняя призматическая – для перемещения задней бабки.
В нише правого торца станины размещен электродвигатель привода быстрых ходов суппорта.
Станина устанавливается на две пустотелые ноки. В левой ножке на плите, имеющей вертикальное перемещение для натяжения ремней, смонтирован электродвигатель главного движения.
Сзади станка на правой ножке установлен электронасос производительностью 22 л/мин, подающий охлаждающую жидкость из резервуара размещенного в правой ножке, к месту обработки изделий.
Передняя бабка станка 1К62 закреплена слева на станине. Установка ее по линии центров в горизонтальной плоскости производится двумя установочными и двумя контрвинтами.
Вращение фрикционному валу 1 (см. рис. 6) передается от электродвигателя главного привода через клиноременную передачу. От вала 1 движение передается через фрикционную многодисковую муфту прямого и обратного вращения и шестеренный механизм главного привода к шпинделю и цепи подач.
Рис.6 – Кинематическая схема станка 1К62Установка числа оборотов шпинделя осуществляется двумя рукоятками 2 и 5 (см. рис. 5). Поворотом рукоятки 5, которая осуществляет механизм с цевочным зацеплением и вилки переключения осуществляют перемещение блоков шестерен 17-18, 19-20 и 24-25 (см. рис. 6), выбирается требуемый ряд чисел оборотов по таблице, помещенной под рукояткой. Вращением рукоятки 3, которая при помощи плоского с замкнутой кривой копира, рычажного механизма и вилок переключения осуществляет перемещение блоков шестерен 9-10 и 11-12-13, устанавливается требуемое число оборотов шпинделя по кругоывой таблице из ряда, выбранного рукояткой 5.
Включение и выключение фрикционной муфты, а также ленточного тормоза главного привода осуществляется рукоятками 21 и 27 (см. рис. 5). При включении прямого вращения шпинделя любую из рукояток следует поднять вверх, при включении шпинделя любую из рукояток следует поднять вверх, при включении обратного – отпустить вниз. При возвращении рукояток 21 и 27 в среднее положение включается ленточный тормоз.
Механизм передней бабки станка 1К62 позволяет:
- а) производить нарезание резьб с увеличенным шагом в 4 и 16 раз, передаточное отношение между цепью подач и шпинделем увеличивается в 8 и 32 раза;
- б) нарезать правые и левые резьбы;
- в) производить нарезание многозаходных резьб с делением на 2, 3, 4, 5, 6, 10, 12, 15, 20, 30 и 60 заходов.

Коробка передач станка 1К62. Коробка передач получает движение от выходного вала передней бабки через сменные зубчатые колеса приклона.
Механизм коробки подач позволяет получить все предусмотренные ГОСТом виды резьб и необходимые подачи.
Через ходовой винт с шагом 12 мм (без звена увеличения шага) можно получить следующие резьбы:
- а) метрические с шагом от 1 до 12 мм;
- б) дюймовые с 24 до 2 ниток на 1″;
- в) модульные от 0,5 до 3 модулей;
- г) питчевые с 96 до 1 питча.
Посредством механизма увеличения шага при числе оборотов шпинделя от 12,5 до 40 можно получить резьбы с увеличенным шагом, превышающим нормальный в 32 раза, а при числе оборотов от 50 до 160 – в раз в соответствии с данными таблицы на рукоятке 20 (см. рис. 5)
Через ходовой валик суппорт при любом числе оборотов шпинделя получает продольные подачи от 0,07 до 2,08 мм/об и поперечные от 0,035 до 1,04 мм/об, а при числе оборотов от 50 до 360 в минуту – продольные подачи от 2,28 до 4,16 мм/об и поперечные от 1,14 до 2,08 мм/об.
Для нарезания более точных резьб в коробке передач станка 1К62 предусмотрено положение рукоятки 19, при котором ходовой винт включается напрямую, минуя механизм коробки передач. При этом нужный шаг подбирается сменными шестернями специального набора.
Для осуществления быстрых перемещений суппорта в коробке подачи на выходном валу смонтирована обгонная муфта.
Фартук станка 1К62 имеет четыре кулачковые муфты, позволяющие осуществить прямой и обратный зод каретки и суппорта. Управление перемещениями каретки и нижней части суппорта осущесвляется мнемонической рукояткой 25. Направление включения рукоятки совпадает с направлением перемещения суппорта. Включение быстрых перемещений суппорта в указанных четырех направлениях осуществляется дополнительным нажатием кнопки 12, встроенной в рукоятку 25. Этим нажатием включается электродвигатель быстрых ходов, который через клинноременную передачу сообщает движение ходовому валу.
Фартук имеет блакирующее устройство, препятствующее одновременному включению продольной и поперечной подач суппорта, а также предохранительную кулачковую муфту, которая срабатывает под действием усилий, возникающих при перегрузке фартука.
Для нарезания резьбы следует рукояткой 24 вклячить маточную гайку и вывести из зацепления реечную щестерню путем вытягивания на себя кнопки 6.
Суппорт станка 1К62 крестовой конструкции перемещается в продольном направлении по направляющим каретки.
Эти перемещения могут быть осуществлены от механического привода на рабочей подаче и быстро, а также от руки.
Кроме того, верхняя часть суппорта, несущая на себе четырехгранную резцовую головку, имеет независимое ручное продольно перемещение по направляющим поворотной части суппорта и может быть повернута на угол -65° – +90°.
При повороте зажимной рукоятки 7 против часовой стрелки осуществляется разжим резцовой головки и вывод фиксатора, а затем поворот ее в нужное положение.
Обратным вращением рукоятки резцовая головка зажимается в новом зафиксированном положении. Головка имеет четыре фиксированных положения и может быть также закреплена в любом промежуточном положении.
В нижней части суппорта станка 1К62 может быть установлена дополнительно задняя резцедержка.
Задняя бабка станка 1К62 перемещается по направляющим станины и крепится к ней в нужном положении через систему рычагов и эксцентрик рукояткой 15. Для более надежного крепления предусмотрена дополнительно гайка 26 с винтом.
Перемещение пиноли осуществляется вращением маховичка 18 через винтовую пару, а крепление пиноли – рукояткой 11.
При помощи поперечного смещения задней бабки, осуществляемого винтами 1 и 2 (рис. 9), можно обрабатывать пологие конуса.
Рис.9 – Устройство поперечного перемещения задней бабки станка 1К62В отдельных случаях при сверлении задней бабкой допускается использование механического перемещения ее от суппорта, для этого соеденяют заднюю бабку с нижней частью суппорта специальным замковым устройством (рис. 17).
Рис.17 – Устройство сцепления задней бабки с кареткой станка 1К62Патроны станка 1К62. Станок 1К62 оснащен самоцентрирующим трехкулачковым патроном диаметром 250 мм с планшайбой и поводковым патроном.
Планшайбой 3 трехкулачкового патрона центрируется на наружном корпусе 2 (рис. 18) шпинделя и притягивается к торцу фланца четырьмя винтами 4 с гайками 5 посредством шайбового кольца 6.
Рис.18 – Опоры переднего и заднего концов шпинделя станка 1К62Патрон приворачивается к планшайбе и правильность посадки патрона проверяется по контрольному пояску, расположенному на наружном диаметре патрона при помощи индикатора. При этом радиальное биение не должно превышать 0,02 мм.
Детали закрепляются в патроне при помощи ключа без применения дополнительных рычагов.
При хранении патроны должны быть покрыты тонким слоем смазки, предохраняющим от коррозии.
Указания по использованию патронов станков 1К62С целью предохранения шпиндельных подшипников от повреждения и безопасности работы в 3-х и 4-х кулачковых патронах число оборотов при обработке в них ограничивается.
Наибольшие допустимые обороты шпинделя станка 1К62| Диаметр патрона в мм | Наибольшее число оборотов в минуту | Примечание |
| 250 320 400 |
630 500 400 |
Рекомендуемые по возможности динамически отбалансированные патроны и использовать их только для обработки легких и коротких деталей, при которых не возникает дисбаланса. |
Люнеты станка 1К62. На станок могут быть установлены люнеты: подвижный с диаметром установки 20-80 мм и неподвижный с диаметром установки 20-130 мм.
На станке 1К62 имеются сменные зубчатые колеса, которые служат для передачи движения от выходного вала передней бабки к приводному валу коробки подач.
Упор ограничения продольного перемещения каретки станка 1К62 устанавливается на передней полке станины. При работе с упором допускается скорость перемещения суппорта не более 250 мм/мин. Например, при числе оборотов шпинделя 2000 об/мин допускается подача 0,12 мм/об, а при числе оборотов шпинделя 500 об/мин.
Смазка станка 1К62
Перед пуском станка его следует тщательно протереть, после чего в соответствии с картой змазки наполняются резервуары до рисок “уровень масла” и специальным шприцем, приложенным к станку, заполняются все масленки согласно схеме смазки.
При работе станка все детали механизма передней бабки и подшипниковые опоры смазываются от автоматически действующей циркуляционной системы смазки.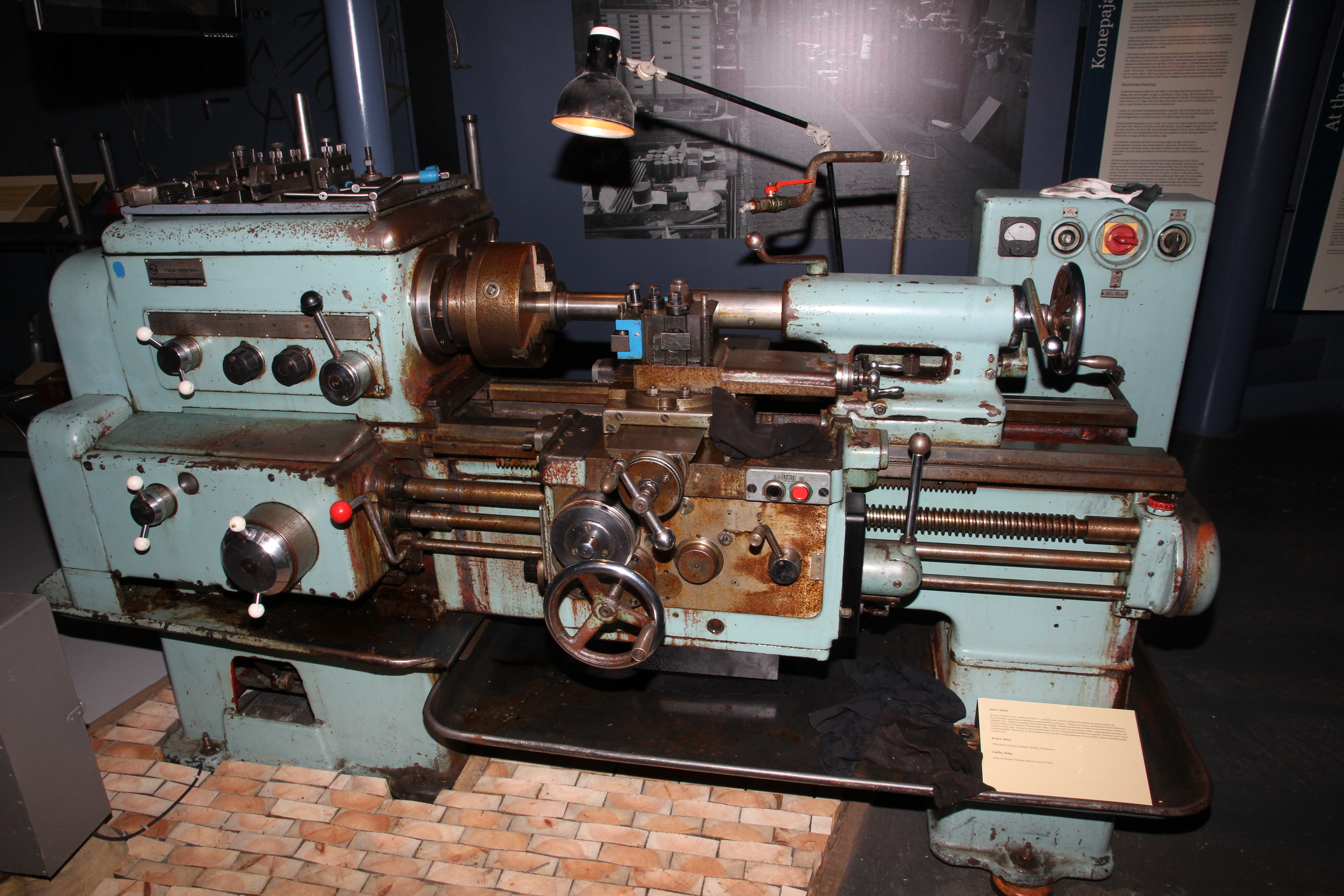
Плунжерный насос, приводимый от эксцентрика, сидящего на фрикциоонном валу, засасывает масло из резервуара, расположенного в дне корпуса передней бабки, и подает его ререз пластинчатый фильтр к переднему шпиндеблному подшипнику и на латок, откуда оно растекается в нужные места.
Через минуту после первоначального включения станка в смотровом глазке, расположенном на верхней крышке передней бабки, должна появиться тонкая струйка масла. Если струйка не появляется, требуется снять верхнюю крыжку передней бабки и при помощи упорного винта, ввернутого в приводной рычаг, установить оптимальное положение плунжера в корпусе насоса, обеспечивающее нормальную работу насоса.
Следует периодически через отверстие в крышке передней бабки повертывать 2-3 раза рукоятку пластинчатого фильтра для его очистки.
В новом станке целесообразно чистить фильтр ежедневно один раз, а в дальнейшем достаточно производить чистку еженедельно. Отстойник резервуара фильтра следует чистить при каждой смене масла.
Ежедневно перед началом работы станка 1К62 следует проверять уровень масла в резервуаре. Если при остановленном станке масло ниже риски маслоуказателя, расположенного в левой части передней бабки, необходимо дополнить масло в резервуар. Во включенном станке уровенб масла в резервуаре понижается, так как часть масла циркулирует в системе. Это явление не вызывает необходимости дополнительной заливки масла.
При замене масла вывертывается пробка “слив масла”, находящаяся в маслоуказателе станка 1К62.
Рекомендуется производить замену масла непосредственно после выключения станка, когда все частицы износа и пыль находятся во взвешенном состоянии и удаляются из бабки вместе с отработанным маслом. Перед следующим заполнением корпуса маслом следует произвести очистку передней бабки: механизм коробки скоростей следует тщательно промыть чистым маслом, чтобы полность удалить отстаявшуюся грязь. Недопустимо для чистки применение протирочных материалов с отделяющиемися волокнами. Свежее масло следует заливать только после тщательной просушки узла.
Свежее масло следует заливать только после тщательной просушки узла.
Смазка коробки подач станка 1К62 осуществляется от плунжерного насоса, расположенного в верхней части корпуса. За исправностью работы насоса можно следить через смотровой глазок, расположенный на передней крышке коробки подач. Для контроля уровня масла имеется маслоуказатель, расположенный под смотровым глазком.
Плунжерный насос в фартуке смонтирован в нижней крышке и приводится в действие от вала червячной шестерни. Он обеспечивает смазкой все приводные части станка 1К62, подшипниковые опоры и направляющие суппорта и каретки.
Смазка ходового винта станка 1К62 производится при помощи ручной масленки при включенной маточной гайке.
Включение подачи масла на направляющие суппорта и каретки производится краном 10 (рис. 10). Рекомендуется в начале смены поставить кран в положение “О” (открыто) и два-три раза прогнать каретку по станине и нижнюю часть суппорта по каретке на быстром ходу. После этого кран следует вернуть п ложение “З” (закрыто).
Заливка масла производится через отверстие в левой стенке фратука, закрываемое пробкой. В левой части нижней крышки фартука расположена пробка для слива масла.
При эксплуатации станка 1К62 необходимо следить за работой маслянных насосов и за наличием масла в резервуарах.
Характеристики масел и сроки смазки станка 1К62 указаны в карте смазки.
Токарно-винторезный станок 1К62 | Токарные металлорежущие станки
Назначение токарно-винторезного станка 1К62 – наружное и внутреннее точение, нарезание правой и левой метрической, дюймовой, модульной и питчевой резьб, одно-и многозаходных резьб с нормальным и увеличенным шагом, торцовой резьбы и т. д.
Технические характеристики станка 1К62
- Наибольший диаметр детали, устанавливаемой над станиной, 400 мм
- Расстояние между центрами в мм 710, 1000 и 1400
- Диаметр отверстия шпинделя в мм 47
- Число значений частот вращения шпинделя 23
- Частота вращения шпинделя в об/мин 12,5-2000
- Число подач 42
Подачи на 1 оборот в мм:
- Продольные 0,07 – 4,16
- Поперечные 0,035 – 2,0
Шаг нарезаемой резьбы:
- Метрической в мм 1-192
- дюймовой (число ниток на 1″) 2 – 24
- модульной в мм (0,5-48)Pi
Мощность электродвигателя 10кВт
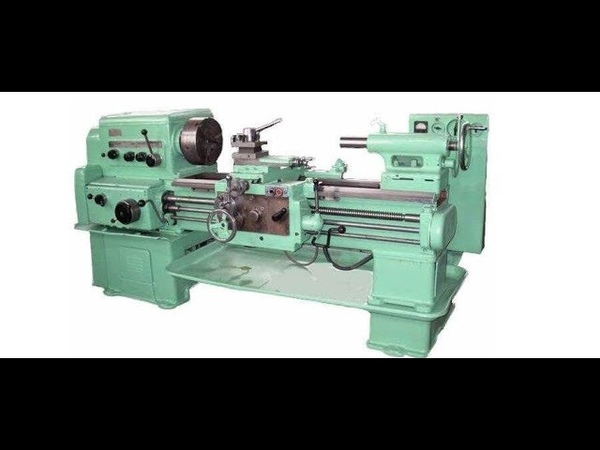
На рисунке 1 показан токарно-винторезный станок 1К62. Станина 1, установленная на передней 2 и задней 3 тумбах, несет на себе все основные узлы станка. Слева на станине размещена передняя бабка 4. В ней имеется коробка скоростей со шпинделем, на переднем конце которого закреплен патрон 5. Справа установлена задняя бабка 6. Ее можно перемещать вдоль направляющих станины и закреплять в зависимости от длины детали на требуемом расстоянии от передней бабки. Режущий инструмент (резцы) закрепляют в разцедержателе суппорта 7.
Справа установлена задняя бабка 6. Ее можно перемещать вдоль направляющих станины и закреплять в зависимости от длины детали на требуемом расстоянии от передней бабки. Режущий инструмент (резцы) закрепляют в разцедержателе суппорта 7.
Рисунок 1 – Токарно-винторезный станок 1К62
Продольная и поперечная подачи суппорта осуществляются с помощью механизмов, расположенных в фартуке 8 и получающих вращение от ходового вала 9 или ходового винта 10. Первый используют при точении, второй – при нарезании резьбы. Величину подачи суппорта устанавливают настройкой коробки подач 11. В нижней части станины имеется корыто 12, куда собирается стружка и стекает охлаждающая жидкость. Кинематическая схема станка 1К62 представлена на рисунке
Рисунок 2 – Кинематическая схема токарно-винторезного станка 1К62
Главное движение
Главным движением в станке 1К62 является вращение шпинделя, которое он получает от электордвигателя 1 через клиноременную передачу со шкивами 2-3 и коробку скоростей. На приемном валу II установлена двусторонняя многодисковая фрикционная муфта 97. Для получения прямого вращения шпинделя муфту 97 смещают влево и привод вращения осуществляется по следующей цепи зубчатых колес: 4-5 или 6-7, 8-9 или 10-11, или 12-13, вал IV, колеса 14-15, шпиндель V, или через перебор, состоящий из группы передач с двухвенцовыми блоками 16 – 17 и 18 – 19 и зубчатых колес 20 и 21. Последняя пара входит в зацепление при перемещении вправо блока 15 – 21 на шпинделе. Переключая блоки колес, можно получить шесть вариантов зацепления зубчатых колес при передаче вращения с вала IV непосредственно на шпиндель и 24 варианта – при передаче вращения через перебор. В действительности количество значений ча¬стот вращений шпинделя: меньше (23), так как передаточные отношения некоторых вариантов численно совпадают. Реверсирование шпинделя выполняют перемещением муфты 97 вправо. Тогда вращение с вала II на вал III передается через зубчатые колеса 22 – 23, 24 – 12 и далее по предыдущей цепи.
На приемном валу II установлена двусторонняя многодисковая фрикционная муфта 97. Для получения прямого вращения шпинделя муфту 97 смещают влево и привод вращения осуществляется по следующей цепи зубчатых колес: 4-5 или 6-7, 8-9 или 10-11, или 12-13, вал IV, колеса 14-15, шпиндель V, или через перебор, состоящий из группы передач с двухвенцовыми блоками 16 – 17 и 18 – 19 и зубчатых колес 20 и 21. Последняя пара входит в зацепление при перемещении вправо блока 15 – 21 на шпинделе. Переключая блоки колес, можно получить шесть вариантов зацепления зубчатых колес при передаче вращения с вала IV непосредственно на шпиндель и 24 варианта – при передаче вращения через перебор. В действительности количество значений ча¬стот вращений шпинделя: меньше (23), так как передаточные отношения некоторых вариантов численно совпадают. Реверсирование шпинделя выполняют перемещением муфты 97 вправо. Тогда вращение с вала II на вал III передается через зубчатые колеса 22 – 23, 24 – 12 и далее по предыдущей цепи. Количество вариантов зацепления 15, фактических значений частот вращения 12, так как передаточные отношения некоторых вариантов тоже численно совпадают.
Количество вариантов зацепления 15, фактических значений частот вращения 12, так как передаточные отношения некоторых вариантов тоже численно совпадают.
Движение подачи
Механизм подачи включает в себя четыре кинематические цепи: винторезную, продольной и поперечной подачи, цепь ускоренных перемещений суппорта. Вращение валу VIII передается от шпинделя V через зубчатые колеса 25 – 26, а при нарезании резьбы с увеличенным шагом – от вала VI через звено увеличения шага и далее через зубчатые колеса 27 – 28. В этом случае звено увеличения шага может дать четыре варианта передач:
- шпиндель V, колеса 21 – 20, 29 – 19, 17 – 27 – 28, вал VIII
- шпиндель V, колеса 21 – 20, 29 – 19, 16 – 30, 27 – 28, вал VIII
- шпиндель V, колеса 21 – 20, 31 – 18, 17 – 27 – 28, вал VIII
- шпиндель V, колеса 21 – 20, 31 – 18, 16 – 30, 27 – 28, вал VIII.
С вала VIII токарно-винторезного станка 1К62 движение передается по цепи колес 32 – 33 или 34 – 35, или через реверсивный механизм с колесами 36 – 37 – 38, сменные колеса 39 – 40 или 41 – 42 и промежуточное колесо 43 на вал X. Отсюда движение можно передать по двум вариантам зацепления зубчатых колес. 1. Вращение передается через зубчатые колеса 44 – 45 – 46 на вал XI, затем через колеса 47 – 48 и накидное колесо 49 зубчатому конусу механизма Нортона (колеса 50 – 56) и далее по цепи зубчатых передач 57 – 58, 59 – 60, 61 – 62 или 63 – 64 через колеса 65 – 66 или 64 – 67 – валу XV. Затем вращение может быть передано либо ходовому винту 68, либо ходовому валу XVI. В первом случае – через муфту 101, во втором – через пару 69 – 70 и муфту обгона 106. 2. С вала X через муфту 98, т. е. при сцеплении зубчатых колес наружного и внутреннего зацепления 44 – 71 вращение передается конусу Нортона, который становится ведущим звеном, и затем через колеса 49 – 48 – 47 валу XI и далее, через муфту 100 – валу XIII, а от последнего далее по цепи первого варианта.
Отсюда движение можно передать по двум вариантам зацепления зубчатых колес. 1. Вращение передается через зубчатые колеса 44 – 45 – 46 на вал XI, затем через колеса 47 – 48 и накидное колесо 49 зубчатому конусу механизма Нортона (колеса 50 – 56) и далее по цепи зубчатых передач 57 – 58, 59 – 60, 61 – 62 или 63 – 64 через колеса 65 – 66 или 64 – 67 – валу XV. Затем вращение может быть передано либо ходовому винту 68, либо ходовому валу XVI. В первом случае – через муфту 101, во втором – через пару 69 – 70 и муфту обгона 106. 2. С вала X через муфту 98, т. е. при сцеплении зубчатых колес наружного и внутреннего зацепления 44 – 71 вращение передается конусу Нортона, который становится ведущим звеном, и затем через колеса 49 – 48 – 47 валу XI и далее, через муфту 100 – валу XIII, а от последнего далее по цепи первого варианта.
Продольная и поперечная подачи суппорта
Для передачи вращения механизма фартука служит ходовой вал XVI. По нему вдоль шпоночного паза скользит зубчатое колесо 72, передающее вращение от вала XVI через пару зубчатых колес 73 – 74 и червячную пару 75 – 76 валу XVII.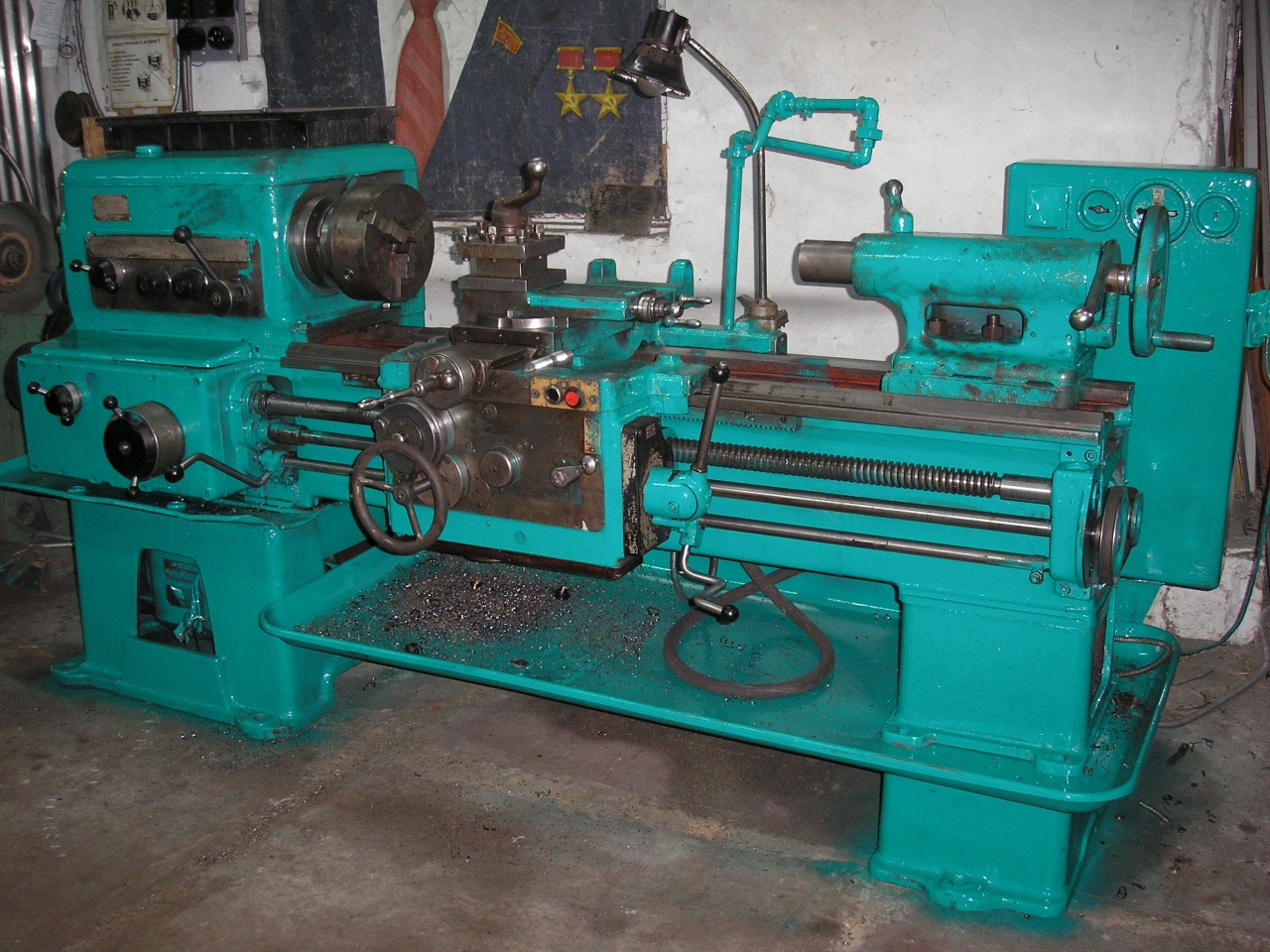 Для получения продольной подачи суппорта и его реверсирования включают одну из кулачковых муфт – 102 или 103. Тогда вращение от вала XVII передается зубчатыми колесами 77 – 78 – 79 или 80 – 81 валу XVIII и далее парой 82 – 83 – реечному колесу 84. Так как рейка 85 неподвижно связана со станиной станка, реечное колесо 84, вращаясь, одновременно катится по рейке и тянет за собой фартук с суппортом. Поперечная подача и ее реверсирование осуществляются включением муфт 104 или 105. В этом случае через передачи 77 – 78 – 86 или 80 – 87
Для получения продольной подачи суппорта и его реверсирования включают одну из кулачковых муфт – 102 или 103. Тогда вращение от вала XVII передается зубчатыми колесами 77 – 78 – 79 или 80 – 81 валу XVIII и далее парой 82 – 83 – реечному колесу 84. Так как рейка 85 неподвижно связана со станиной станка, реечное колесо 84, вращаясь, одновременно катится по рейке и тянет за собой фартук с суппортом. Поперечная подача и ее реверсирование осуществляются включением муфт 104 или 105. В этом случае через передачи 77 – 78 – 86 или 80 – 87
Рисунок 3 – Коробка скоростей станка 1К62
вращение передается валу XIX и далее через зубчатые колеса 88-89-90 на винт 91, который сообщает движение поперечному суппорту.
Цепь ускоренного перемещения суппорта
Для осуществления ускоренного (установочного) перемещения суппорта ходовому валу XVI сообщается быстрое вращение от электродвигателя 92 через клиноременную передачу 93-94. Механизм подачи суппорта через коробку подач при этом можно не выключать, так как в цепи привода ходового вала установлена муфта обгона 106. С помощью винтовых пар 95 и 96 можно вручную перемещать резцовые салазки и пиноль задней бабки. Рассмотрим отдельно некоторые узлы токарно-винторезного станка 1К62.
С помощью винтовых пар 95 и 96 можно вручную перемещать резцовые салазки и пиноль задней бабки. Рассмотрим отдельно некоторые узлы токарно-винторезного станка 1К62.
Передняя бабка
Вращение от главного электродвигателя передается ведомому шкиву, сидящему на валу I. Этот вал несет реверсивную фрикционную муфту, от которой движение на вал II передается или через блок z = 56- z = 51, или через колесо z = 50 и промежуточный блок z = 24 – z = 36, сидящий на консольной оси. С вала II на вал III вращение передается через тройной блок z = 47 – z = 55 – z = 38. В левом положении блока z = 43 – z = = 52, сидящего на шпинделе, движение с вала III передается на шпиндель непосредственно через колеса z = 65 – z = 43, а в правом положении этого блока – через перебор, установленный на валах IV и V. Все валы вращаются на опорах качения, которые смазываются как разбрызгиванием, так как коробка скоростей залита маслом, так и принудительно – с помощью насоса. Движение подачи от шпинделя VI передается валу VII трензеля и далее на механизм подач.
Задняя бабка
Задняя бабка 1К62 имеет плиту 12 и может перемещаться по направляющим станины. В отверстии корпуса 3 задней бабки имеется выдвижная пиноль 6, которая перемещается с помощью маховика 10 и винтовой пары 7-8. Рукояткой 5 фиксируют определенный вылет пиноли, а вместе с ней
Рисунок 4 – Задняя бабка станка 1К62
и заднего центра 4. Корпус 3 бабки с помощью винтовой пары 1 может сме¬щаться в поперечном направлении относительно плиты 12. Болтом 14 и башмаком 2 задняя бабка может закрепляться на станине станка 1К62. Это также можно сделать с помощью рукоятки 9, эксцентрика 11 и башмака 13. В конусное гнездо пиноли можно установить не только задний центр, но и режущий инструмент для обработки отверстий (сверло, зенкер и др).
Коробка подач
Коробка подач закреплена на станине ниже передней бабки, имеет несколько валов, на которых установлены: ступенчатый блок механизма Нортона 3, блоки зубчатых колес 6 и 13 и переключаемые муфты 1, 2, 4, 5, 7, 5, 14, 15. В правом положении муфты 7 получает вращение ходовой винт 9, а в левом ее положении (как показано на рисунке) через муфту обгона 11-12 вращается ходовой вал 10.
В правом положении муфты 7 получает вращение ходовой винт 9, а в левом ее положении (как показано на рисунке) через муфту обгона 11-12 вращается ходовой вал 10.
Рисунок 5 – Коробка подач станка 1К62
Суппорт
Суппорт состоит из следующих основных частей: нижних салазок 1 для продольного перемещения суппорта токарно-винторезного станка 1К62 по направляющим 2 станины, поперечной каретки 3 и резцовых салазок 4. Поперечная каретка перемещается в направляющих нижних салазок с помощью винта 5 и безлюфтовой гайки 6. При ручной подаче винт вращается с помощью рукоятки 7, а при автоматической
от зубчатого колеса 8.
Рисунок 6 – Суппорт станка 1К62
В круговых направляющих поперечной каретки 3 установлена поворотная плита 9, в направляющих которой перемещаются резцовые салазки 4 с четырехпозиционным резцедержателем 10. Такая конструкция позволяет устанавливать и зажимать болтами поворотную плиту с резцовыми салазками под любым углом к оси шпинделя.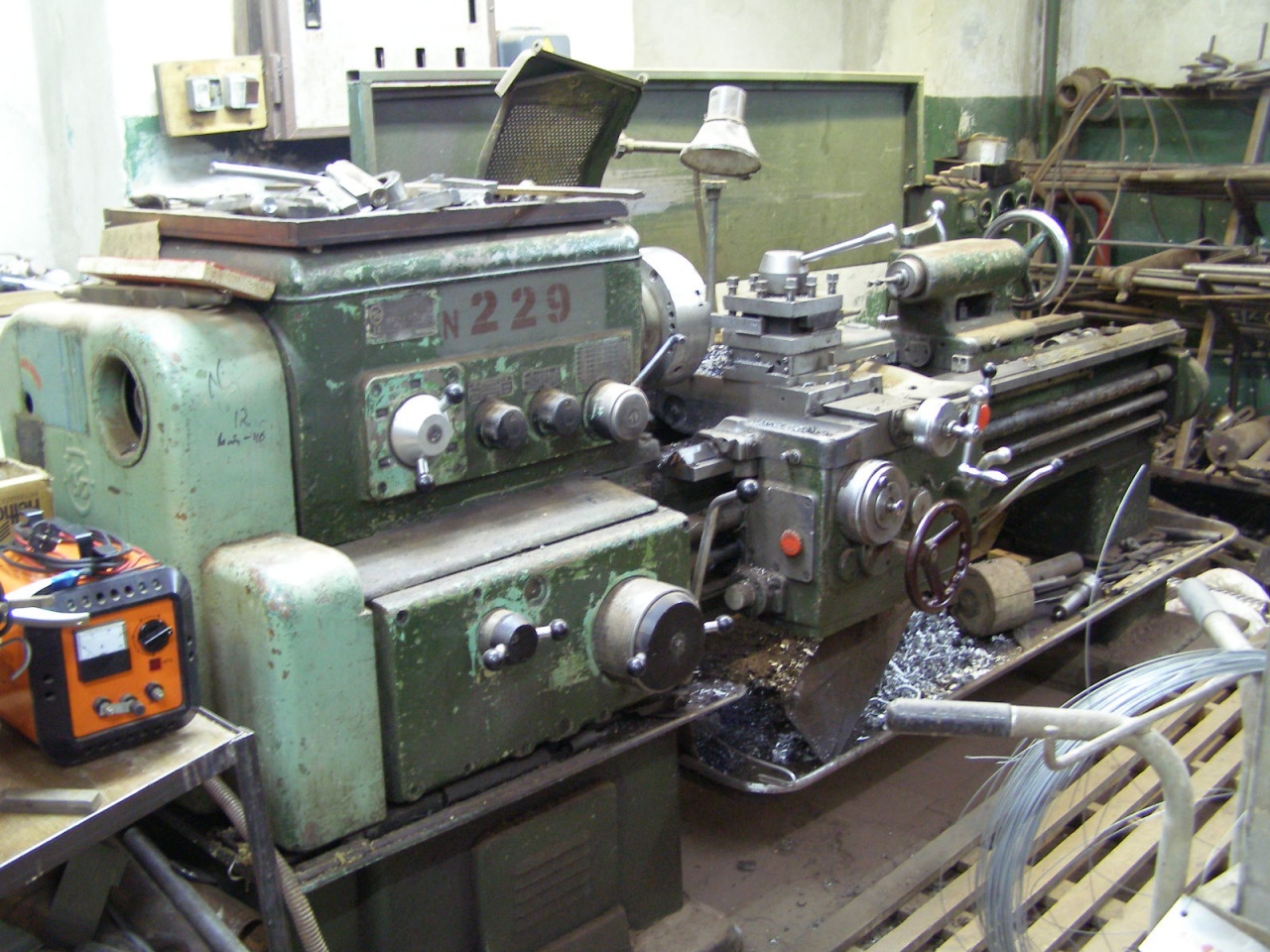 При повороте рукоятки против часовой стрелки резцедержатель 10 приподнимается пружиной 12 – одно из нижних отверстий его сходит с фиксатора. После фиксации резцедержателя в новом положении его зажимают, повернув рукоятку в обратном направлении.
При повороте рукоятки против часовой стрелки резцедержатель 10 приподнимается пружиной 12 – одно из нижних отверстий его сходит с фиксатора. После фиксации резцедержателя в новом положении его зажимают, повернув рукоятку в обратном направлении.
Механизм фартука
Механизм фартука расположен в корпусе, привернутом к каретке суппорта. От ходового вала через ряд передач вращается червячное колесо 3. Вращение с вала 1 передается зубчатыми колесами валов II и III. На этих валах установлены муфты 2, 11, 4 и 10 с торцовыми зубьями, которыми включается перемещение суппорта в одном из четырех направлений. Продольное движение суппорта осуществляется реечным колесом 1, а поперечное – винтом, вращающимся от зубчатого колеса 5. Рукоятка 8 служит для управления маточной гайкой 7 ходового винта 6. Валом с кулачками 9 блокируется ходовой винт и ходовой вал токарно-винторезного станка 1К62, чтобы нельзя было включить подачу суппорта от них одновременно.
Рисунок 7 – Механизм фартука станка 1К62
Похожие материалы
Токарный станок 1К62 – Поставки станков
Токарный станок 1К62 легендарная модель популярная на всем протяжении бывшего СССР и за его пределами, зарекомендовал себя, как надежное и точное оборудование. Широкое его применение обусловлено его универсальностью, простотой в эксплуатации и большим спектром работ. Применяется в индивидуальном, мелкосерийном, серийном производстве при обработке заготовок по прямолинейному, коническому, ступенчатому контуру.
Широкое его применение обусловлено его универсальностью, простотой в эксплуатации и большим спектром работ. Применяется в индивидуальном, мелкосерийном, серийном производстве при обработке заготовок по прямолинейному, коническому, ступенчатому контуру.
Шпиндель имеет 24 прямых и 12 обратных степеней вращения. Требования по эксплуатации-УХЛ-4 (ГОСТ 15150—69).
Современным аналогом данной модели являются следующие марки: 16К20, 1В62Г, SN 50C, SN 500SA и другие.
Какие операции производят на станке
- внутреннее и наружное точение цилиндрических и конических валов;
- растачивание глубоких отверстий;
- подрезка торцевых плоскостей;
- нарезание различных видов резьбы: метрической, дюймовой, модульной, питчевой;
- обработка осевыми инструментами методами сверления, развертывания, зенкерования и т.д.
Из истории производства
Первые токарно-винторезные станки в СССР стали производиться на заводе Красный Пролетарий в г. Москва с 1932 года и назывались ДИП 200, ДИП 300, ДИП 400, ДИП 500. Отличались данные модели размерами и параметрами обработки, цифра обозначает высоту центров. Для изготовления новых станков за образец был взят немецкий станок VDF. В последствии производство моделей ДИП 300, ДИП 400, ДИП 500 было передано в Рязань и Коломну.
Москва с 1932 года и назывались ДИП 200, ДИП 300, ДИП 400, ДИП 500. Отличались данные модели размерами и параметрами обработки, цифра обозначает высоту центров. Для изготовления новых станков за образец был взят немецкий станок VDF. В последствии производство моделей ДИП 300, ДИП 400, ДИП 500 было передано в Рязань и Коломну.
Первый опытный образец 1К62 произведен в 1954 г., а серийный выпуск начался с 1956 года, и до окончания производства в 1971 г. с конвейера сошли более 200 000 таких моделей.
На смену марке 1К62 пришел современный токарно-винторезный станок 16К20. В 1971 г. произведен первый образец и в течение последующего времени в месяц выпускалось около 1000 единиц оборудования, из них 10 процентов шли на экспорт.
На промышленной ярмарке в 1972 г. в г. Лейпциг токарно-винторезный станок 16К20 получил золотую медаль.
Разработанный более 60 лет токарный станок 1К62 до сих пор эксплуатируется на многих предприятиях машиностроения и других отраслях промышленности.
Технические характеристики
| Диаметр обработки, мм: | |
| над станиной | 400 |
| над суппортом | 220 |
| Класс точности | Н |
| Расстояние между центрами, мм | 1000, 1500 |
| Масса заготовки, max, кг | 1500 |
| Шпиндель | |
| Сквозное отверстие, мм | 47 |
| Число оборотов, об/мин: | |
| в прямом направлении | 12,5..2000 |
| в обратном направлении | 19..2420 |
| Внутренний конус | МОРЗЕ 6 |
| Передний конец | 6К |
| Количество ступеней вращения прямых/обратных | 24/12 |
| Подачи | |
| Диапазон продольных рабочих подач, мм/об | 0,07. .4,16 .4,16 |
| Диапазон поперечных рабочих подач, мм/об | 0,035..2,08 |
| Ускоренное движение суппорта, м/мин: | |
| продольное | 3,4 |
| поперечное | 1,7 |
| Пределы шагов резьбы: | |
| метрической | 1..192 |
| модульной | 0,5..48 |
| дюймовой | 24..2 |
| питчевой | 96..1 |
| Мощность главного двигателя, кВт | 10 |
| Габаритные размеры, мм | 2795/3195х1190х1500 |
| Общая масса, кг | 3005/3225 |
Описание узлов
Станина, отлитая из высокопрочного чугуна располагается на двух тумбах. На ней монтируются все остальные узлы и механизмы, а по направляющим перемещаются суппорт и задняя бабка. В нижней части станины установлен лоток для сбора стружки и слива охлаждающей жидкости.
В нижней части станины установлен лоток для сбора стружки и слива охлаждающей жидкости.
Передняя бабка, которая закреплена в левой части станины, включает в себя шпиндель и коробку скоростей. Сам шпиндель устанавливается на прецизионных подшипниках качения, которые выставлены на заводе изготовителе при сборке станка и не требуют последующей регулировки.
Суппорт предназначен для установки режущих инструментов и передачи им продольного и поперечного направления подачи. В верхней части размещается четырех позиционный резцедержатель, используемый для закрепления резцов. На суппорте расположена каретка, которая применяется при обработке конических поверхностей. Для этого она устанавливается на определенный угол.
Задняя бабка размещается справой части станины и перемещается по продольным направляющим. Она фиксируется в нужном положении при помощи рычага. В корпусе задней бабки расположена подвижная пиноль, в коническое отверстие которой устанавливают осевой режущий инструмент, а так же вращающийся или неподвижный центр.
Фартук преобразовывает вращение ходового винта в поступательные движения суппорта через зубчатую и реечную передачи. Фартук имеет механизм выключения подачи суппорта, который обеспечивает высокую точность останова на жестком упоре. Комплекс ограждающих и блокировочных устройств гарантирует безопасность работы на станке.
Электрический шкаф предназначен для включения, отключения и управления рабочими процессами всех механизмов и узлов.
Преимущества станка 1К62
- Широкий диапазон вращения шпинделя и параметров подачи.
- Жесткость станины и основных узлов станка позволяют вести обработку на повышенных режимах резания.
- Конструкция станка обладает высокой вибрационной стойкостью.
- Применение различного типа режущего инструмента.
- В стандартной комплектации набор сменных зубчатых колес.
- Мощность электродвигателя главного движения обеспечивает высокий крутящий момент.

- Использование дополнительных приспособлений увеличивает функциональные возможности станка.
- Точность обработки обеспечивается даже при ударных нагрузках благодаря специальным опорам.
- Для безаварийной работы оборудования и предотвращения коротких замыканий в электрической схеме предусмотрены плавкие предохранители и тепловые автоматы.
- Шпиндель установлен с двух сторон на сверхпрочных подшипниках качения.
- Простота эксплуатации и обслуживания.
Условия приобретения и оплаты
Узнать дополнительную информацию и купить токарный станок 1К62 новый или после ремонта, Вы можете, позвонив по телефону +7(4852) 66-40-25, а так же запросить коммерческое предложение по электронной почте: Этот адрес электронной почты защищён от спам-ботов. У вас должен быть включен JavaScript для просмотра.. Сотрудники нашей компании ответят на все интересующие вопросы. На все станки после ремонта предоставляем гарантию от 12 до 18 месяцев.
Токарно-винторезный станок 1к62 и технические характеристики
Токарный станок 1к62 заслуженно считается одним из самых популярных станков на отечественном пространстве. Качество, проверенное временем, высокая производительность обеспечили доброе имя и множество положительных отзывов от специалистов, которые осуществляли обработку заготовок на этом устройстве.В статье ниже будут указаны основные технические характеристики токарного станка 1к62, а также немного информации о самом оборудовании, включая немного истории о самом устройстве.
История
Токарный станок 1к62 является плодом советского станкостроения, которое активно начало развиваться в пятидесятые годы двадцатого века. Именно в те года был создан рассматриваемый экземпляр, на котором впоследствии проработало не одно поколение специалистов.
Устройство было создано инженерами завода «Красный пролетарий» в Москве и сразу же получило большое признание у мастеров всей огромной страны. Советские создатели данной модели токарного станка успешно соединили в данном оборудовании качество, многозадачность и высокую точность обработки детали.
Советские создатели данной модели токарного станка успешно соединили в данном оборудовании качество, многозадачность и высокую точность обработки детали.
Надёжность и универсальность данного агрегата обеспечили ему популярность не только в годы создания, но и по нынешний день. Даже учитывая тот факт, что сейчас создаются новые модели, на общем рынке можно найти иностранные аналоги, но токарный станок 1к62 всё равно ещё успешно используется огромным количеством мастеров в их мастерских, ничем не уступая более новым экземплярам, что, конечно, впечатляет.
По названию данного устройства можно узнать его назначение, а также серию оборудования, так что 1к62 — это не просто набор цифр и букв. Индекс 1 обозначает группу, к которой относится данное устройство, — токарные станки. Буква «К», идущая следом, указывает поколение оборудования. Цифра 6 может рассказать о том, что данный станок входит в определённую подгруппу, а именно — токарно-винторезных станков. И, наконец, двойка обозначает 22 сантиметра. Именно столько составляет высота центров над станиной агрегата.
Именно столько составляет высота центров над станиной агрегата.
Применение
Токарный станок 1к62 может похвастать универсальностью. Данное оборудование призвано осуществлять работу по выполнению самых разных задач. Главная функция станка 1к62 заключается в нарезании различных видов резьбы. Но можно упомянуть и о возможности данного агрегата осуществлять создание архимедовых спиралей различного шага.Благодаря особой конструкции токарного станка 1к62, которая является максимально жёсткой, что обеспечивается при монтировании агрегатного шпинделя на особые подшипники, данное оборудование может применяться мастерами для сложной работы с закалёнными заготовками. Модель 1к62 способна предоставить возможность твёрдой обработки самых различных деталей разной степени твёрдости. При этом стоит упомянуть то, что это никак не повлияет на точность детальной обработки.
Высокая мощность агрегата является одним из главных преимуществ токарных станков модели 1к62. Также токарно-винторезные станки такого типа могут быть отмечены в связи с их превосходной прочностью и выносливостью конструкции. Отменное резание инструментами, изготовленными из твёрдых сплавов, а также минералокерамическими образцами, обеспечивается наличием довольно большим выбором имеющихся скоростных режимов и вариантов подач. К тому же отдельно можно отметить и виброустойчивость данного аппарата, которая также способствует качеству обработки.
Также токарно-винторезные станки такого типа могут быть отмечены в связи с их превосходной прочностью и выносливостью конструкции. Отменное резание инструментами, изготовленными из твёрдых сплавов, а также минералокерамическими образцами, обеспечивается наличием довольно большим выбором имеющихся скоростных режимов и вариантов подач. К тому же отдельно можно отметить и виброустойчивость данного аппарата, которая также способствует качеству обработки.
Конструктивная особенность задней балки токарного станка 1к62 обеспечивает работу с пологими конусами, причём без особого труда. Особенность заключается в возможность задней балки смещаться в поперечном направлении. Это облегчает работу мастера и улучшает производительность оборудования. К тому же, если существует необходимость осуществления сверления при механическом движении балки от суппорта, это реализуется при наличии особого замка, соединяющего суппорт и заднюю балку.
Токарно-винторезные станки 1к62 имеют способность агрегироваться со следующими люнетами: подвижными (их диаметр равен от 20 до 80 мм) и неподвижными (от 20 до 130 мм). Также модели станков 1к62 укомплектованы специальными зубчатыми колёсами, которые являются сменными. Они нужны для передачи движения коробке передач. На станине предусмотрен монтированный упор, позволяющий каретке осуществлять продольное смещение. Интенсивность движения суппорта имеет ограничение в 250 мм в минуту, которое осуществляется упором.
Также модели станков 1к62 укомплектованы специальными зубчатыми колёсами, которые являются сменными. Они нужны для передачи движения коробке передач. На станине предусмотрен монтированный упор, позволяющий каретке осуществлять продольное смещение. Интенсивность движения суппорта имеет ограничение в 250 мм в минуту, которое осуществляется упором.
Технические характеристики токарного станка 1к62
После того, как были рассмотрены особенности устройства данных устройств, можно перейти непосредственно к техническим характеристикам:
- Диаметр прутка составляет 45 миллиметров;
- При фиксации над станиной, предельный диаметр заготовки составляет 400 миллиметров;
- Шпиндель агрегата имеет двадцать три скорости вращения. Диапазон данных скоростей составляет от 12,5 до 2000 оборотов в минуту;
- Двигатель этого агрегата 1к62 является десятикиловаттным;
- Пользователь может осуществлять выбор оптимального режима продольной и поперечной передачи суппорта с помощью коробки передач.
 Для переключения используются встроенные рукояти;
Для переключения используются встроенные рукояти; - Агрегат защищён от продолжительных перегрузок, благодаря наличию специального теплового реле, а также имеет защиту от коротких замыкания, так как у него имеются предохранители;
- Заготовка не может превышать следующих весовых показателей: масса заготовки в центрах не может быть больше 1500 килограмм, в то время когда в патроне допустимая масса составляет 500 килограмм;
- Токарно-винторезный станок 1к62 относится к устройствам класса точности Н. Это характеристика согласно ГОСТ 8-82;
- Устройство оснащено сразу четырьмя двигателями, которые отвечают за разные функции: двигатель быстрых перемещений, электродвигатель насоса охлаждения, электродвигатель гидростанции и, наконец, основной силовой агрегат главного привода.
- Можно сказать и о габаритах токарного станка 1к62. Данный агрегат является довольно внушительным устройством, о чём свидетельствуют его параметры: 2812*1166*1324 миллиметров. Масса этого устройства составляет 2140 килограмм.

Выводы
- При более подробном рассмотрении всех технических характеристик токарного станка 1к62 можно заметить тот факт, что данный агрегат является весьма сильным устройством, которое может выполнять довольно большой перечень задач. Станок может стать настоящей палочкой-выручалочкой (как бы иронично это ни звучало по отношению к аппарату таких внушительных размеров) для любого мастера. Токарно-винторезный станок уж точно пригодится и на небольших предприятиях и больших цехах.
- Конечно, можно назвать данный станок уже устаревшим, так как он был произведён больше полувека назад, но это нисколько не преуменьшает всех достоинств агрегата модели 1к62. Он с лёгкостью навязывает конкуренцию более новым импортным станкам, даже где-то выигрывая у них. Мастер, использующий именно это оборудования для обработки деталей, спокойно может ощутить всю лёгкость его эксплуатации и производительность устройства.
- Особенность конструкции этого агрегата также является его сильной стороной.
 Это очень выносливое устройство, способное выполнять огромный объём работы, при этом не вызывая опасений за его состояние. Защита от коротких замыканий и перегрузок позволяет мастерам не заботиться о вероятности поломки или появления неисправностей у этого очень полезного и внушительного агрегата.
Это очень выносливое устройство, способное выполнять огромный объём работы, при этом не вызывая опасений за его состояние. Защита от коротких замыканий и перегрузок позволяет мастерам не заботиться о вероятности поломки или появления неисправностей у этого очень полезного и внушительного агрегата.
| Диаметр обработки над станиной, мм | 400 |
| Диаметр обработки над суппортом, мм | 220 |
| Расстояние между центрам | 1000 / 1500 |
| Класс точности по ГОСТ 8-82 | Н |
| Размер внутреннего конуса в шпинделе | Морзе 6 М80* |
| Конец шпинделя по ГОСТ 12593-72 | 6К |
| Диаметр сквозного отверстия в шпинделе, мм | 55 |
| Максимальная масса заготовки, закрепленной в патроне, кг | 300 |
| Максимальная масса детали, закрепленной в центрах, кг | 1300 |
| Максимальная масса заготовки, закрепленной в патроне, кг | 23 |
| Число ступеней частот обратного вращения шпинделя | 12 |
| Пределы частот прямого вращения шпинделя, мин-1 | 12,5 – 2000 |
| Пределы частот обратного вращения шпинделя, мин-1 | 19 – 2420 |
| Число ступеней рабочих подач – продольных | 42 |
| Число ступеней рабочих подач – поперечных | 42 |
| Пределы рабочих подач – продольных, мм/об | 0. 7 – 4,16 7 – 4,16 |
| Пределы рабочих подач – поперечных, мм/об | 0,035-2,08 |
| Число нарезаемых метрических резьб | 45 |
| Число нарезаемых дюймовых резьб | 28 |
| Число нарезаемых модульных резьб | 38 |
| Число нарезаемыхпитчевыхрезьб | 37 |
| Число нарезаемыхрезьб – архимедовой спирали | 5 |
| Наибольший крутящий момент, кНм | 2 |
| Наибольшее перемещение пиноли, мм | 200 |
| Поперечное смещение корпуса, мм | ±15 |
| Наибольшее сечение резца, мм | 25 |
| Мощность электродвигателя главного привода | 10 кВт |
| Мощность электродвигателя привода быстрых перемещений суппорта, кВт | 0,75 или 1. 1 1 |
| Мощность насоса охлаждения, кВт | 0,12 |
| Габаритные размеры станка (Д х Ш х В), мм | 2812/3200х1166х1324 |
| Масса станка, кг | 3035 |
|
Описание станкаПредназначение токарного станка 1К62 заключается в выполнении разных токарных операций, в том числе нарезания различного вида резьб на устанавливаемых деталях. Базовая модель серии – станок 1К62Д, который является улучшенной версией используемого ранее станка 1К62, который выпускал завод «Красный пролетарий». Шпиндель у станка данной модели базируется на специальных подшипниках, за счет которых обеспечивается нужная жесткость и достаточно высокая точность обработки. Работа на станке может проходить со значительными нагрузками, но это ни как не повлияет на точность. Станки модели 1К62 можно использовать для обработки закаленного металла из инструментальной или жаропрочной стали. Скачать паспорт на станок 1К621966 года выпуска 1983 года выпуска Технические характеристики станка 1К62
{jcomments on}
|
|

 ..2000 мин-1
..2000 мин-1 ..192 мм
..192 мм ..0,6
..0,6Станки токарно-винторезные 1в62г, 1в625 (аналог 16к20 и 1к62) – Стан-Комплект, ООО СП – Киев (Киев, Украина). Купить Станки токарно-винторезные 1В62Г, 1В625 (аналог 16К20 и 1К62) Киев (Украина)
Токарно-винторезный станок 1В62Г относится к универсальному обрабатывающему металлорежущему оборудованию, используемому преимущественно в металлообрабатывающих и ремонтных мастерских.Модель | Тех. характеристики | Мощность, кВт | ||
| Ø более кровать мм | Ø более поддержка. | РМТС мм | ||
| 1V62G (зазор 620) | 445 | 220 | 1000; 1500 | 7,5 |
| 1B625 (зазор 690) | 500 | 290 | 1000; 1500; 2000 | 7,5 |
| 1B625M (зазор 690) | 500 | 290 | 1000; 1500; 2000 | 7,1 |
 мм
мм Запчасти к токарному станку 1к62 – СпецСтанкоСервис, ООО в Минске (интернет-магазин) Купить Запчасти к токарному станку 1К62 Минск (Беларусь)
Предлагаем широкий ассортимент запчастей и комплектующих к токарному станку 1К62.
В этой таблице представлены наиболее часто заказываемые запчасти к токарному станку 1К62, но ассортимент поставляемых нами запчастей к оборудованию намного шире.
| Имя | Описание | Базовая цена с налогом |
| Люнет подвижный 1К62 | диаметр – 90 мм | 9741600 руб. / ПК |
| Люнет 1K62 | диаметр – 150 мм | 10 692 000 руб./ ПК |
| Винтовой 1K62 | RMC – 710 мм | 3 801 600 руб. / ПК |
| Винтовой 1K62 | RMC – 1000 мм | 7365600 руб. / ПК |
| Винтовой 1K62 | RMC – 1400 мм | 9741600 руб. / ПК |
| Вал ходовой 1K62 | RMC – 710 мм | 3088800 руб. / ПК |
| Вал ходовой 1K62 | RMC – 1000 мм | 4514400 руб./ ПК |
| Вал ходовой 1K62 | RMC – 1400 мм | 5 464 800 руб. / ПК |
| Винт подача 1K62 с гайками | диаметр резьбы 22 мм, 26 мм | 4 609 600 руб. / К – / К – | м
| Суппорт винтовой пары 1К62 | – | 2138400 руб. / К т |
| шпиндель 1K62 | – | 9,504 млн руб. / К т |
| Трансмиссии 1K62 | – | 59 875 200 руб./ ПК |
| Держатель инструмента в сборе 1К62 | Межосевое расстояние 90 мм | 5,904 млн руб. / ПК |
| Держатель инструмента в сборе 1К62 | Межосевое расстояние 110 мм | 7840800 руб. / ПК |
| Верхняя часть суппорта 1К62 | – | 6 890 400 руб. / ПК |
| Средняя часть опоры 1К62 | – | 7365600 руб./ ПК |
| Нижняя часть опоры 1К62 | – | 8 078 400 руб. / ПК |
| Суппорт 1К62 (в сборе) | – | 19 958 400 руб. / ПК |
| Каретка 1К62 | – | 27 086 400 руб. / ПК |
| Гидроопор ГСП – 41 | – | 31 838 400 руб. / ПК / ПК |
| 1A62 вал фрикционный | – | 8 078 400 руб./ ПК |
| 1К62 Вал фрикционный | – | 10929600 руб. / ПК |
| 1К62 Диск фрикционный ведомый (внешний) | – | 332 800 руб. / Шт |
| Диск фрикционный 1К62 ведущий (внутренний) | – | 332 800 руб. / Шт |
Станок универсальный.Он предназначен для выполнения различных токарных работ: для нарезания метрической, дюймовой, модульной, делительной, правой и левой, с нормальным и увеличенным шагом, простой и многозаходной резьбой, для нарезания торцевого паза и для копировальных работ (путем средствами гидрокопировального устройства, применяемого на станке). Станок применяется в условиях индивидуального и мелкосерийного производства. Станок применяется в условиях индивидуального и мелкосерийного производства.
Производитель: Россия, Челябинский станкостроительный завод |
Ultrafine PWS-1K62-BR Модуль питания для блейд-сервера мощностью 1620 Вт – inewdeals. com
com
Состояние: отремонтированное
Ultrafine PWS-1K62-BR Модуль питания для блейд-сервера мощностью 1620 Вт
Inewdeals.com стремится сделать ваши покупки успешными. Если вы не на 100% удовлетворены своей покупкой, мы примем возврат неиспользованных товаров в течение 14 дней после даты доставки для полного возмещения или обмена. Если вы передумали относительно приобретенных у нас продуктов, вам необходимо связаться с нашим отделом продаж по электронной почте sales @ inewdeals.com перед возвратом товара.
После того, как мы получим уведомление о возврате вашего продукта, вы получите по электронной почте форму разрешения на возврат товара (RMA). После утверждения вашего разрешения на возврат товара (RMA) выполните действия, указанные в электронном письме, которое вы получили от нас, чтобы вернуть посылку на наш склад. Номер RMA действителен в течение 14 дней с момента получения этого письма. Ваш возврат должен быть получен нами в течение этого срока, иначе ваша претензия может потребовать повторной оценки.Возврат без номера RMA не принимается.
Ваш возврат должен быть получен нами в течение этого срока, иначе ваша претензия может потребовать повторной оценки.Возврат без номера RMA не принимается.
Номер RMA должен быть четко указан на упаковке возвращаемых товаров. Пожалуйста, не забудьте написать «ВОЗВРАТ» на внешней стороне упаковки, чтобы обеспечить быстрый транзит через любые таможенные посты, с которыми она может столкнуться. Мы настоятельно рекомендуем вам вернуть товар с номером отслеживания. inewdeals.com не несет ответственности за утерянный или поврежденный возврат.
Чтобы иметь право на возврат, ваш товар должен быть неиспользованным и в том же состоянии, в котором вы его получили.Если возвращенный товар был использован или если оригинальная розничная упаковка на новых заводских запечатанных продуктах была повреждена, мы считаем товар использованным, что означает, что после отзыва покупки будет возвращена только часть суммы покупки, в зависимости от текущей рыночной стоимости товара. Как только мы получим товар и утвердим запрос на возврат, мы вернем сумму по предварительному согласованию. Вы несете ответственность за стоимость возврата товара (ов) на inewdeals.com, если возврат не является результатом нашей ошибки.
Вы несете ответственность за стоимость возврата товара (ов) на inewdeals.com, если возврат не является результатом нашей ошибки.
inewdeals.com оставляет за собой право отказать в возврате, не соответствующем вышеуказанным критериям.
Ответственность за все посылки несет вы, покупатель, пока они не будут получены на наш обратный адрес.
Гарантия: 30 дней гарантии, покупатель несет ответственность за возврат товара.
TOP 24 Запчасти для станка Покупатели в 🇲🇼 Малави
Показать все Торговля Производство
Товары Запчасти к станку оптом
Торгово-закупочная компания
Если вы хотите найти новых клиентов, которые покупают запчасти для станка оптом
Garden Industries
Машина для производителя.пластмассовые изделия – машина для литья под давлением windso r 1) модель: sp rint 250/1480, номер машины wc-920214
Moti Oil Mills Ltd.
- Литье пластмасс и машина для домашних животных и запасные части Машина для литья под давлением 1 кг (134)
- Машина для розлива масла для маслозаполнения 12x12x4 = 1 шт.
 , Маслозаправочная машина 8 головок с крышкой = 2 шт., Запорный рычаг
, Маслозаправочная машина 8 головок с крышкой = 2 шт., Запорный рычаг
Eastern Produce Malawi Ltd.
Индикатор проверки циферблата станка для обработки чая dti с магнитной стойкой для токарного станка
Flexopack Ltd.
- Детали машины для флексографской печатной машины: штамповочная машина с 5 красителями 0+ (10)
- Детали машины для флексографской печатной машины керамические анилоксовые валики мм, 30 0lpi (6)
Seba Foods Malawi Ltd.
- Запасные части для упаковочной машины: шестерня уровня шнека для машины pakona pk 3 0 (6)
- Запасные части к упаковочной машине: нагреватели вертикальные, длина: мм, диаметр: 9 мм для pakona размер машины pk 30 (6)
- Запасные части для упаковочной машины: мини сервопривод frc 1/4 d festo для машины размера pk 30pakona (5)
- Запасные части для упаковочной машины: датчик термопары тип j для размера машины pakona pk 30
- Запасные части для упаковочной машины: шкив r вал 16 мм OD, 12 мм: OD после шпоночной канавки для pakona машины размер pk 30
Bwenzigroup Ltd.

- Запасные части к разливочной машине и датчику вращения машины для наклеивания этикеток (20)
- Запасные части для разливочной машины и машины для наклеивания наклеек тефлоновые кольца наполняющего поршня тефлоновая шайба l l 15f28
Avc Industries Pvt Ltd.
Машина для измельчения в тяжелых условиях, подходящая для рулонов диаметром 600 x 1550 мм. поставка машины для установки экстракции растворителем в цкд
Lilongwe Beverages Ltd.
- Запасные части для выдувной машины Форма для бутылок для домашних животных мл для автоматической выдувной машины с 2 гнездами (5)
- Выдувная машина для бутылок fly aut o выдувная машина с принадлежностями # имя (4)
Eshani Products Ltd.
Машина Toshiba для литья под давлением для pp / hdpe ts 150 / 510-900b винт 50 мм sydee pump dbg винт ms sl no ts 0
A 1 Enterprises
Упаковочная машина для печенья с заменяемыми частями (на краю упаковочная машина)
Crown Pharmaceuticals Research Labo
Упаковочная машина для полосок: дополнительный набор поворотных частей для упаковочной машины для полосок 6 т, макет стойки №: 317 1901-42 ro
Far Distribution Co
Челночная машина – 3000 литров, двухпозиционная машина для перевозки грузов с принадлежностями
Plem Constructions Ltd.

Zuper Fine Cut с технологиями резки нм Станок для резки мопсов – Станок для резки мопсов и аксессуары
Системы печати
Контроллер печати с тонером и дисплей устройства (1 шт. Контроллер печати, 1 шт. Дисплей аппарата и 3 комплекта тонера)
Sayona Machinery
Валы для фрезерного станка для кукурузы и запасные части для сельскохозяйственной фрезерной машины d / eng запасные части и принадлежности: вал ротора efc
Namingomba Tea Estate Ltd.№
Запчасти к фрезерному станку vikram модель атн / з размер 13-52 № станка. 2k-1 4-15-17-08, мы intd.to.clm.r.und.meis
Mantino Ltd.
Машины для очистки, сортировки или градуировки семян, машины для производства кукурузы и кукурузы
Og Plastics Industries
- Машина для формования с раздувом ПЭТ модель: MPM 5-литровая машина для бутылок ic ib полуавтоматическая до 5 литров 2 гнезда с (6)
- Запасная часть для машины для изготовления пластиковых пакетов: Ta на замок35 Конус машины с уплотнением idside lo ck
Lilongwe Plastics Packaging Ltd.

Ролик герметизирующей машины для ткацкого станка
Mulanje Premier Tea Ltd.
Автоматическая упаковочная машина с завязкой и биркой в чайный пакетик с тремя запайками. (заводской номер станка -unitek / 011 / 2019-20)
Shayona Cement Corp.ltd.
Принадлежности для цементной машины: машина для тиснения металлической лентой m1011 dym o
Lilypeck International Fze
Запасные части для раскатно-складывающего станка acm e гильотинный нож
Lilongwe General Deilers
Модельные швейные машины и принадлежности к ним Rita Industrial лапка для швейных машин с двигателем
Deutsche Gesellschaft Fur
Кирпич ручная формовочная машина Tara ручная формовочная машина Tara с рычажным управлением и (позиция согласно инв.прикрепить)
менеджер по логистике в ЕС, Азию
логистика, сертификат
электронная почта: [электронная почта защищена]
Крупнейшие запасные части для производителей машин и экспортеров
| # | Компания (размер) | Продукт | Страна |
| 1 | Oriental Weavers International (50) | кв. Mts. Ковровое покрытие машинного производства кг; Код Poly Всего штук Все предоплаченные сборы, кроме Dhc; Также Всего тюков кг Mts. Ковровое покрытие машинного производства кг; Код Poly Всего штук Все предоплаченные сборы, кроме Dhc; Также Всего тюков кг | saintlucia |
| 2 | Bansuk Industries Inc.(29) | РЕЗИНОВЫЕ ФОРМОВЫЕ ДЕТАЛИ ДЛЯ ТРАНСПОРТНЫХ СРЕДСТВ И МАШИН | Южная Корея |
| 3 | Zeng Hsing Industries Co., Ltd. Inc. (25) | Пакеты Детали бумагоделательной машины Код товара: Ms C Ey | Малайзия |
| 5 | Jas (22) | Автоматическая машина для очистки бассейна E & Parts C Ontains Автоматическая машина для очистки бассейна E & Parts Автоматическая Машина для очистки бассейнов E & | австралия |
- Лилонгве
- Блантайр
- Мзузу
- Мангочи
- Зомба
Образование: MSU
Не говорите людям, как что-то делать, говорите им, что делать, и позвольте им удивить вас своими результатами
% PDF-1. 4
%
89 0 объект
>
endobj xref
89 52
0000000017 00000 н.
0000001976 00000 н.
0000002324 00000 н.
0000002594 00000 н.
0000002972 00000 н.
0000003177 00000 н.
0000003465 00000 н.
0000003672 00000 н.
0000003966 00000 н.
0000004166 00000 п.
0000004449 00000 н.
0000004641 00000 п.
0000004916 00000 н.
0000005076 00000 н.
0000005108 00000 н.
0000005299 00000 н.
0000005380 00000 н.
0000005680 00000 н.
0000005867 00000 н.
0000006137 00000 п.
0000006304 00000 н.
0000006336 00000 н.
0000006534 00000 н.
0000006615 00000 н.
0000006926 00000 н.
0000007170 00000 н.
0000007505 00000 н.
0000007824 00000 н.
0000007933 00000 п.
0000008219 00000 п.
0000008678 00000 н.
0000009134 00000 п.
0000009256 00000 н.
0000009590 00000 н.
0000009850 00000 н.
0000009878 00000 н.
0000010049 00000 п.
0000010167 00000 п.
0000067486 00000 п.
0000130614 00000 п.
0000138931 00000 н.
0000144763 00000 н.
0000148081 00000 н.
0000229872 00000 н.
0000231427 00000 н.
0000320876 00000 н.
4
%
89 0 объект
>
endobj xref
89 52
0000000017 00000 н.
0000001976 00000 н.
0000002324 00000 н.
0000002594 00000 н.
0000002972 00000 н.
0000003177 00000 н.
0000003465 00000 н.
0000003672 00000 н.
0000003966 00000 н.
0000004166 00000 п.
0000004449 00000 н.
0000004641 00000 п.
0000004916 00000 н.
0000005076 00000 н.
0000005108 00000 н.
0000005299 00000 н.
0000005380 00000 н.
0000005680 00000 н.
0000005867 00000 н.
0000006137 00000 п.
0000006304 00000 н.
0000006336 00000 н.
0000006534 00000 н.
0000006615 00000 н.
0000006926 00000 н.
0000007170 00000 н.
0000007505 00000 н.
0000007824 00000 н.
0000007933 00000 п.
0000008219 00000 п.
0000008678 00000 н.
0000009134 00000 п.
0000009256 00000 н.
0000009590 00000 н.
0000009850 00000 н.
0000009878 00000 н.
0000010049 00000 п.
0000010167 00000 п.
0000067486 00000 п.
0000130614 00000 п.
0000138931 00000 н.
0000144763 00000 н.
0000148081 00000 н.
0000229872 00000 н.
0000231427 00000 н.
0000320876 00000 н. 0000322431 00000 н.
0000434019 00000 н.
0000435574 00000 п.
0000517492 00000 н.
0000519047 00000 н.
0000586772 00000 н.
трейлер ]
/ Инфо 11 0 R
/ Назад2
/ Корень 90 0 R
/ Размер 141
/ Источник (WeJXFxNO4fJduyUMetTcP9 + oaONfINN4 + d7h6 / 7WPBwezFukCFPmKMo0G082 + WBpB9khgm8VtCFmyd8gIrwOjQRAIjPsWhM4vgMCV \
8KvVF / K8leNuexNXqGgaF6qM0QDTaJDbZhE / VI3GEg =)
>>
startxref
0
%% EOF 90 0 объект
>
/ Метаданные 87 0 R
/ OutputIntents [>]
/ Страницы 88 0 R
/ StructTreeRoot 12 0 R
/ Тип / Каталог
>>
endobj 91 0 объект
>
ручей
xc“e`aP“ $ @
Sl (u1qNa a2 〬 @ Ho \ @z
% @ [$ Mj | PUP9i} h3x = h_ @ QO30 | z1A} 20 (30B ‘#Q
0000322431 00000 н.
0000434019 00000 н.
0000435574 00000 п.
0000517492 00000 н.
0000519047 00000 н.
0000586772 00000 н.
трейлер ]
/ Инфо 11 0 R
/ Назад2
/ Корень 90 0 R
/ Размер 141
/ Источник (WeJXFxNO4fJduyUMetTcP9 + oaONfINN4 + d7h6 / 7WPBwezFukCFPmKMo0G082 + WBpB9khgm8VtCFmyd8gIrwOjQRAIjPsWhM4vgMCV \
8KvVF / K8leNuexNXqGgaF6qM0QDTaJDbZhE / VI3GEg =)
>>
startxref
0
%% EOF 90 0 объект
>
/ Метаданные 87 0 R
/ OutputIntents [>]
/ Страницы 88 0 R
/ StructTreeRoot 12 0 R
/ Тип / Каталог
>>
endobj 91 0 объект
>
ручей
xc“e`aP“ $ @
Sl (u1qNa a2 〬 @ Ho \ @z
% @ [$ Mj | PUP9i} h3x = h_ @ QO30 | z1A} 20 (30B ‘#Q
РУКОВОДСТВО ПОЛЬЗОВАТЕЛЯ ПРОГРАММНОГО ПРОДУКТА «1K62 СИМУЛЯТОР ТОКАРНОГО СТАНКА» Краткое описание программного продукта.Элементы главного экрана
Управление FAGOR CNC 8055 ia-mc
Управление FAGOR CNC 8055 ia-mc Система управления Fagor 8055 i / a-mc с ЧПУ сочетает в себе ценность и надежность с функциональной модульной системой управления. Этот элемент управления был создан для работы в магазине с прочной клавиатурой
Этот элемент управления был создан для работы в магазине с прочной клавиатурой
3D-просмотрщик. инструкция по эксплуатации 10017352_2
RU Руководство пользователя 3D Viewer 10017352_2 СОДЕРЖАНИЕ 1 СИСТЕМНЫЕ ТРЕБОВАНИЯ … 1 2 ЗАПУСК PLANMECA 3D VIEWER … 2 3 ВВЕДЕНИЕ В PLANMECA 3D VIEWER … 3 3.1 Панель инструментов меню … 4 4 EXPLORER … 6 4.1 Объем 3D
Дополнительная информацияПомогите.Содержание Назад >>
Содержание Назад >> Настройка Открытие панели управления Функции панели управления Вкладки Списки панели управления Кнопки панели управления Настройка инструментов Вкладки пера и аэрографа Вкладки мыши 2D и мыши 4D Настройка
Дополнительная информацияРуководство по быстрому запуску Windows 8
Краткое руководство по началу работы с Windows 8 Содержание Что это за начальный экран и куда делся рабочий стол ?. .. 2 Как попасть на рабочий стол из начального экрана Windows 8 …. 2 Как вернуться к начальному экрану из
.. 2 Как попасть на рабочий стол из начального экрана Windows 8 …. 2 Как вернуться к начальному экрану из
4D интерактивная анимация модели
Анимация с использованием интерактивных 4D-моделей MVS и EVS-PRO имеют две совершенно разные концепции анимации. Наши традиционные анимации состоят из последовательности растровых изображений, которые были закодированы в анимацию
Дополнительная информацияЗнакомство с вашим компьютером
Знакомство с вашим компьютером Введение Это очень базовое введение в персональные компьютеры (ПК), которое позволит вам: включать и выключать их понимать, что показано на
Дополнительная информацияЗнакомство с TI-Nspire CX
Введение в TI-Nspire CX Обзор упражнения: В этом упражнении вы познакомитесь с компоновкой TI-Nspire CX. Шаг 1. Найдите тачпад. Тачпад используется для перемещения курсора
Шаг 1. Найдите тачпад. Тачпад используется для перемещения курсора
SARNET Дополнительные функции
Дополнительные функции SARNET Информация, содержащаяся в этом документе, предназначена для улучшения вашего опыта в конференц-зале, помогая вам использовать некоторые дополнительные функции, представленные в
Дополнительная информацияСвязь 3.2. Руководство пользователя
Руководство пользователя Linkage 3.2 Дэвид Ректор Среда, 6 апреля 2016 г. Содержание Содержание … 2 Установка … 3 Запуск программы Linkage … 3 Учебное пособие по простому механизму … 5 Операции с мышью …
Дополнительная информацияНачало работы с Zoom
Вход в Zoom Примечание: для присоединения к собраниям это необязательно. Начало работы с Zoom 1. Перейдите на https://trentu.zoom.us. 2. Щелкните Войти. 3. Войдите, используя свое имя пользователя и пароль Трента. Скачать
Перейдите на https://trentu.zoom.us. 2. Щелкните Войти. 3. Войдите, используя свое имя пользователя и пароль Трента. Скачать
5. Учебник. Запуск FlashCut CNC
FlashCut CNC Раздел 5 Учебное пособие 259 5. Учебное пособие Запуск FlashCut CNC Чтобы запустить FlashCut CNC, нажмите кнопку «Пуск», выберите «Программы», выберите FlashCut CNC 4, затем выберите значок FlashCut CNC 4. Диалог
Дополнительная информацияПротокол калибровки микроскопа
Протокол калибровки микроскопа Правильно откалиброванная система имеет важное значение для успешного и эффективного использования программного обеспечения.Ниже приведены пошаговые инструкции по калибровке оборудования с помощью
. Дополнительная информацияРуководство пользователя Ortelia Space Builder
Руководство пользователя Ortelia Space Builder http://ortelia. com 1 Содержание Введение в Ortelia Space Builder … 2 Системные требования … 3 1. Операционная система: … 3 2. Аппаратное обеспечение: … 3 Минимальная видеокарта
com 1 Содержание Введение в Ortelia Space Builder … 2 Системные требования … 3 1. Операционная система: … 3 2. Аппаратное обеспечение: … 3 Минимальная видеокарта
Документация по приложению TakeMySelfie для ios
Документация по приложению TakeMySelfie для ios Что такое приложение TakeMySelfie для ios? Приложение TakeMySelfie позволяет пользователю делать собственные снимки с фронтальной камеры.Пользователь может применять различные фотоэффекты к фронтальной камере. Программисты
Дополнительная информацияСОЗДАТЬ 3D ФИЛЬМ В РЕЖИМЕ РЕЖИМА
СОЗДАЙТЕ 3D-ФИЛЬМ В DIRECTOR 2 Создание вашего первого 3D-фильма в Director Добро пожаловать в учебник по 3D для Adobe Director. Director включает в себя возможность создания трехмерных изображений, текста и анимации.
Дополнительная информацияКомната 337 Технологическая документация
Комната 337 Технологическая документация Содержание Введение. .. 2 Smart Podium … 2 Компьютер … 3 Подключение ноутбука … 3 Сенсорная панель … 3 Система аннотаций Pointmaker … 4 Приложение для ipad Pointmaker
.. 2 Smart Podium … 2 Компьютер … 3 Подключение ноутбука … 3 Сенсорная панель … 3 Система аннотаций Pointmaker … 4 Приложение для ipad Pointmaker
ACS CLIENT SOFTWARE РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ
ПРОГРАММНОЕ ОБЕСПЕЧЕНИЕ ACS РУКОВОДСТВО ПОЛЬЗОВАТЕЛЯ 1 РУКОВОДСТВО ПОЛЬЗОВАТЕЛЯ ACS 1.1 Системные требования Рекомендуемые системные требования ОС ЦП VGA RAM HDD WindowXP, Vista Pentium 4, 2 ГГц 1024 * 768, 64 МБ 24-битная цветная графическая карта 1 ГБ 20 МБ
Дополнительная информацияWindows 8.1 Обновление 1 Дополнение
Иллюстрированное руководство к обновлению 1 для Windows 8.1 Изменения, июнь 2014 г. Содержание (CTRL + щелкните ссылку, чтобы перейти непосредственно к части 1, 2, 3 или 4.) Часть 1. Какую версию Windows я использую? Часть 2:
Дополнительная информацияБазовое руководство по AutoSketch
Базовое руководство по AutoSketch Инструкция для студентов Skf-Manual. doc из 3 Содержание ОСНОВНОЕ РУКОВОДСТВО ПО АВТОСКЕТЧУ… ИНСТРУКЦИЯ ДЛЯ УЧАЩИХСЯ … ОСНОВНАЯ ИНСТРУКЦИЯ ПО АВТОСКЕТЧУ … 3 ПЛАН ЭКРАНА … 3 ПАНЕЛЬ МЕНЮ … 3 ФАЙЛ
doc из 3 Содержание ОСНОВНОЕ РУКОВОДСТВО ПО АВТОСКЕТЧУ… ИНСТРУКЦИЯ ДЛЯ УЧАЩИХСЯ … ОСНОВНАЯ ИНСТРУКЦИЯ ПО АВТОСКЕТЧУ … 3 ПЛАН ЭКРАНА … 3 ПАНЕЛЬ МЕНЮ … 3 ФАЙЛ
Файлы, используемые в этом руководстве
Учебное пособие по созданию облаков точек В этом уроке показано, как сгенерировать облака точек из спутниковых стереоизображений IKONOS. Вы увидите облака точек в ENVI LiDAR Viewer. Расчетное время для завершения
Дополнительная информацияСовместное использование программного обеспечения.Глава 14
Глава 14 14 Совместное использование программного обеспечения Совместное использование инструмента, например программного приложения, работает не так, как совместное использование документа или презентации. Когда вы делитесь программным обеспечением во время встречи, автоматически открывается окно общего доступа
Дополнительная информацияПостроение: настройка графика
Построение графика: настройка графиков с данными: общие советы Как сделать график данных активным Внутри графического слоя может быть активным только один график данных. График данных должен быть активным, прежде чем вы сможете использовать Data Selector
График данных должен быть активным, прежде чем вы сможете использовать Data Selector
Руководство пользователя Image Editing Helper
Помощник по редактированию изображений Руководство пользователя Manual-en-250-0842-E-Image Editing Helper-V100 Авторские права Copyright 2014 Avision Inc. Все права защищены. Информация в этом документе может быть изменена без предварительного уведомления.
Дополнительная информацияПланшет Acellus Natural 3D
3D-планшет Acellus Natural заблокирован и оптимизирован для использования с системой обучения Acellus 3D-планшет Acellus Natural заблокирован и оптимизирован для использования с системой обучения Acellus Содержание I.Быстрый старт
Дополнительная информацияроторная транспортная машина
OMNI-TURN-TRANSFER TRANSFER MACHINTS, ИНТЕГРАЦИЯ ТОКАРНЫХ ЦЕНТРОВ BUFFOLI NORTH AMERICA (стенд № 5630) гордится тем, что представляет совершенно новый OMNI-TURN-TRANSFER, запатентованный токарно-фрезерный станок
. Дополнительная информация
Дополнительная информация Mastercam X6 Базовый 3D-дизайн
Базовый 3D-дизайн mastercam x Начало работы учебные пособия Mastercam X6 Базовый 3D-дизайн Декабрь 2011 г. Будьте уверены, что у вас есть самая свежая информация! Информация могла быть изменена или добавлена после этого документа
Дополнительная информацияОПТИЧЕСКИЕ ИЗМЕРИТЕЛЬНЫЕ МАШИНЫ
ОПТИЧЕСКИЕ ИЗМЕРИТЕЛЬНЫЕ МАШИНЫ SYLVAC SCAN Наши новые SCAN-машины, предназначенные для быстрого и бесконтактного измерения цилиндрических деталей, основаны на принципе сканера.Этот прием позволяет воспроизвести
Дополнительная информацияСервер удаленных приложений Parallels
Сервер удаленных приложений Parallels. Клиент Parallels для Windows Phone. Руководство пользователя, версия 15. Авторские права 1999-2016 Parallels IP Holdings GmbH и ее дочерние компании. Все права защищены. Parallels IP Holdings GmbH
Все права защищены. Parallels IP Holdings GmbH
Введение в CATIA V5
Введение в CATIA V5 Release 16 (практический учебный подход) Кирсти Плантенберг, Детройтский университет Mercy, SDC ПУБЛИКАЦИИ Schroff Development Corporation www.schroff.com www.schroff-europe.com
Дополнительная информацияCATIA черновик СОДЕРЖАНИЕ
СОДЕРЖАНИЕ Введение … 1 Чертеж … 2 Экран рисования … 3 Выпадающие меню … 4 Файл … 4 Редактировать … 5 Просмотр … 6 Вставить … 7 Инструменты .. .8 Инструментальные средства черчения … 9 Виды и таблицы … 9 Размеры и примечания … 10
Дополнительная информацияКОМПЬЮТЕР – УСТРОЙСТВА ВВОДА
КОМПЬЮТЕР – УСТРОЙСТВА ВВОДА http: // www.tutorialspoint.com/computer_fundamentals/computer_input_devices. htm Авторские права tutorialspoint.com Ниже приведены некоторые из важных устройств ввода, которые используются в
htm Авторские права tutorialspoint.com Ниже приведены некоторые из важных устройств ввода, которые используются в
Урок 4 3D-моделирование
Урок 4 3D-моделирование В этом уроке вы узнаете, как: Легко вращать ПСК для моделирования в разных плоскостях. Моделировать линии способом, аналогичным рисованию изометрии. Автоматически создавать линии 3D-маршрутизатора.
Дополнительная информацияИНДИКАТОРЫ ТЕСТА БЫСТРОГО НАБОРА
ИНДИКАТОРЫ ИСПЫТАНИЯ БЫСТРОГО НАБОРА В Verdict Rapid циферблат наклонен к поверхности заготовки, что обеспечивает хорошую визуальную доступность и устраняет ошибку параллакса.Rapids включает задний поворотный патрубок
Дополнительная информацияПрисоединяйтесь и покидайте встречи
Присоединение к собранию и выход из него В зависимости от того, как вы получили приглашение на собрание, есть несколько способов присоединиться к собранию. Присоединение к встрече не требует регистрации, предварительной установки программного обеспечения или настройки.
Присоединение к встрече не требует регистрации, предварительной установки программного обеспечения или настройки.
Мульти-клиент (интеграция)
Руководство по установке и эксплуатации нескольких клиентов (интеграция), версия 12.10.x * Все содержимое этого документа может быть изменено без предварительного уведомления. УКАЗАТЕЛЬ 1. Указатель 01 2. Введение 02 3. Установка 03 4. Использование Multi
Дополнительная информацияВведение в Windows 8
Введение в Windows 8 Windows 8 – это полностью переработанная операционная система, разработанная с нуля с учетом использования сенсорного экрана, а также практически мгновенного включения, которое позволяет Windows 8
Дополнительная информацияМобильное наблюдение.Руководство пользователя
Руководство пользователя мобильного видеонаблюдения Содержание 1 Конфигурация сети . .. 1 1.1 Доступ к устройству через WLAN … 1 1.2 Доступ к устройству через сеть 3G … 1 2 По телефонам с iphone OS … 2 2.1 Инструкция по установке …
.. 1 1.1 Доступ к устройству через WLAN … 1 1.2 Доступ к устройству через сеть 3G … 1 2 По телефонам с iphone OS … 2 2.1 Инструкция по установке …
РУКОВОДСТВО ПОЛЬЗОВАТЕЛЯ HP WEBCAM 2100
РУКОВОДСТВО ПОЛЬЗОВАТЕЛЯ HP WEBCAM 2100 Версия 1.0 RU Copyright 2010 Hewlett-Packard Development Company, L.P. Информация, содержащаяся в данном документе, может быть изменена без предварительного уведомления. Единственная гарантия на продукцию HP
Дополнительная информация .