1В340Ф30 технические характеристики: Станок токарно-револьверный с ЧПУ 1В340Ф30
alexxlab | 05.02.1970 | 0 | Разное
Станок токарно-револьверный с ЧПУ 1В340Ф30
Металлообрабатывающие станки / Токарные станки / Токарные станки с ЧПУ /
Описание
>Токарно-револьверный станок с вертикальной головкой на крестовом суппорте с ОСУ повышенной точности 1В340Ф30 предназначен для выполнения разнообразных токарных работ в пределах установленной мощности, в основном, при обработке сложных деталей со ступенчатым и криволинейным профилем. Нарезание резьб производится резцом, метчиком или плашкой, возможно совмещение обработки инструментом, установленным в отрезном и крестовом суппортах. Станок изготавливается в двух исполнениях: для обработки прутковых материалов диаметром до 40 мм и для обработки штучных заготовок диаметром до 200 мм.
Устройство станка
Станок смонтирован на жесткой литой чугунной станине с закаленными призматическими направляющими. Крестовый суппорт с восьмипозиционной револьверной головкой обеспечивает высокие технологические возможности станка. Жесткость и точность положения инструмента обеспечивается зажимом револьверной головки на высокоточные зубчатые полумуфты.
Особенности конструкции
Cтанок имеет автоматический гидрофицированный механизм зажима круглых (25-40 мм) и шестигранных (S=19-32) прутков в цанговом патроне, а также штучных заготовок (до 200 мм) в трехкулачковом патроне. – привод вращения шпинделя: электродвигатель постоянного тока мощностью 15 КВт. – привода подач: высокомоментные электродвигатели постоянного тока в комплекте с шариковыми винтовыми парами – выгрузка деталей из рабочей зоны при обработке прутка осуществляется разгрузочным устройством.
 – прутки длиной до 3000 мм устанавливаются в защитную трубу с двумя стойками.
– прутки длиной до 3000 мм устанавливаются в защитную трубу с двумя стойками.Технические характеристики
Станок токарно-револьверный с вертикальной головкой на крестовом суппорте 1В340Ф30Основные технические характеристики
| Наибольший диаметр заготовки, устанавливаемой, мм: | * |
| над станиной | 400 |
| Наибольший диаметр обрабатываемой заготовки, мм | |
| Система ЧПУ | НЦ-31; NС-200 |
| Расстояние от торца шпинделя до револьверной головки, мм | 226-530 |
| Наибольшее поперечное перемещение револьверной головки, мм | 110 |
| Частота вращения шпинделя, об/мин | 10-2500 |
| Пределы подач револьверного суппорта, мм/мин: | |
| продольного | 1-2500 |
| поперечного | 1-1250 |
| Для станка с поворотным патроном: | |
| Высота зажимаемой детали, мм | 15-75 |
| Расстояние от оси поворота до торца детали, мм | 100 |
| Угол поворота детали за один рабочий ход, град | 60. 9 9 |
| Мощность электродвигателя, кВт | 15 |
| Габаритные размеры, мм: | |
| длина | 3850 |
| ширина | 1880 |
| высота | 1710 |
| Масса, кг. | 3 650 |
| Технические характеристики ( Токарно-револьверный станок с ЧПУ модели 1В340Ф30 с поворотным патроном ) | |
| Параметр | Значение |
| Техническая характеристика поворотного патрона: | |
| 250 | |
| Высота патрона, мм | 177 |
| Наибольшая высота зажимаемой детали, мм | 60 |
| Наименьшая высота зажимаемой детали, мм | 15 |
| Наибольшее расстояние от оси до торца изделия, мм | 100 |
| Точность поворота, мин/угловые/ | +-5 |
| Привод зажима детали | * |
| Привод поворота детали | * |
| Максимальное число оборотов шпинделя, об/мин | 1600 |
| Техническая характеристика станка | : |
| Наибольший диаметр заготовки, устанавливаемой, мм: | |
| над станиной | 400 |
| Наибольший диаметр обрабатываемой заготовки, мм | 200 |
| Система ЧПУ | НЦ-31; NC-200 |
| Расстояние от торца шпинделя до револьверной головки, мм | 226-530 |
| Наибольшее поперечное перемещение револьверной головки, мм | 110 |
| Частота вращения шпинделя, об/мин | 10-2500 |
| Пределы подач револьверного суппорта, мм/мин: | |
| продольного | 1-2500 |
| поперечного | 1-1250 |
| Для станка с поворотным патроном: | |
| Высота зажимаемой детали, мм | 15-75 |
| Расстояние от оси поворота до торца детали, мм | 100 |
| Угол поворота детали за один рабочий ход, град | 60,9 |
| Мощность электродвигателя, кВт | 15 |
| Габаритные размеры, мм: | |
| длина | 3850 |
| ширина | 1880 |
| высота | 1710 |
| Масса, кг | 3650 |
Паспорт токарно револьверного станка – Яхт клуб Ост-Вест
Описание файла
Изготовитель: Станкозавод “Комсомолец”, г. Бердичев, Украина
Бердичев, Украина
Токарно-револьверный станок мод. 1341
Класс точности – Н
Руководство, Паспорт электрооборудования, электросхемы, Акт приемки
Товарно-револьверный станок модели 1341 предназначен для прутковых и патронных работ в условиях серийного производства. Являясь универсальным, станок дает возможность производить черновую и чистовую обточку, отрезку, сверление, расточку, зенкерование, развертывание и нарезку внутренних и наружных резьб.
Гидравлический механизм подачи и зажима дает возможность использовать прутки с колебанием диаметра ± 1 мм, а также зажимать в трехкулачковом патроне, поставляемом вместе со станком, штучные заготовки с колебанием диаметра до 8 мм.
Станок имеет 16-позиционную револьверную головку с горизонтальной осью вращения, параллельной оси шпинделя. Режущий инструмент с помощью специальных принадлежностей крепится в отверстиях револьверной головки.
Необходимые для каждого перехода число оборотов шпинделя и величины подач устанавливаются автоматически командоаппаратом либо вручную переключателями, расположенными на пульте коробки скоростей и подач.
Токарно-револьверный станок 1В340Ф30
Токарно-револьверный станок 1В340Ф30 с вертикальной головкой на крестовом суппорте с ОСУ повышенной точности предназначен для выполнения разнообразных токарных работ в пределах установленной мощности, в основном, при обработке сложных деталей со ступенчатым и криволинейным профилем.
Нарезание резьбы производится метчиками, плашками или резцом. Возможно совмещение обработки крестовым и отрезным суппортами.
Станок оснащается системой ЧПУ “Электроника НЦ-31”.
Станок предназначен для работы в условиях серийного и мелкосерийного производства.
Станок изготавливается в двух исполнениях:
- для обработки прутковых материалов диаметром до 40 мм.
- для обработки штучных заготовок диаметром до 200 мм.
В связи с тем, что станок может применяться в различных отраслях промышленности на всевозможных операциях, для обработки различных материалов, обслуживание станка следует осуществлять с учетом специфики их эксплуатации.
Технические характеристики станка это основной показатель пригодности станка к выполнению определенных работ. Для токарно-револьверных станков основными характеристиками является:
- наибольший диаметр D обрабатываемой заготовки (детали)
- наибольший диаметр заготовки устанавливаемой над станиной
- наибольшая длинна обрабатываемого прутка
- число оборотов шпинделя в минуту
Ниже приводится таблица с техническими характеристиками универсального токарно-револьверного станка с ЧПУ 1В340Ф30. Более подробно технические характеристики токарно-револьверного станка можно посмотреть в паспорте станка 1В340Ф30
| Наименование параметров | Ед.изм. | Величины |
| Наибольший диаметр обрабатываемого прутка при зажимной и падающей трубах | мм |
Внимание! Технические характеристики, приведенные в вышестоящей таблице, являются справочными.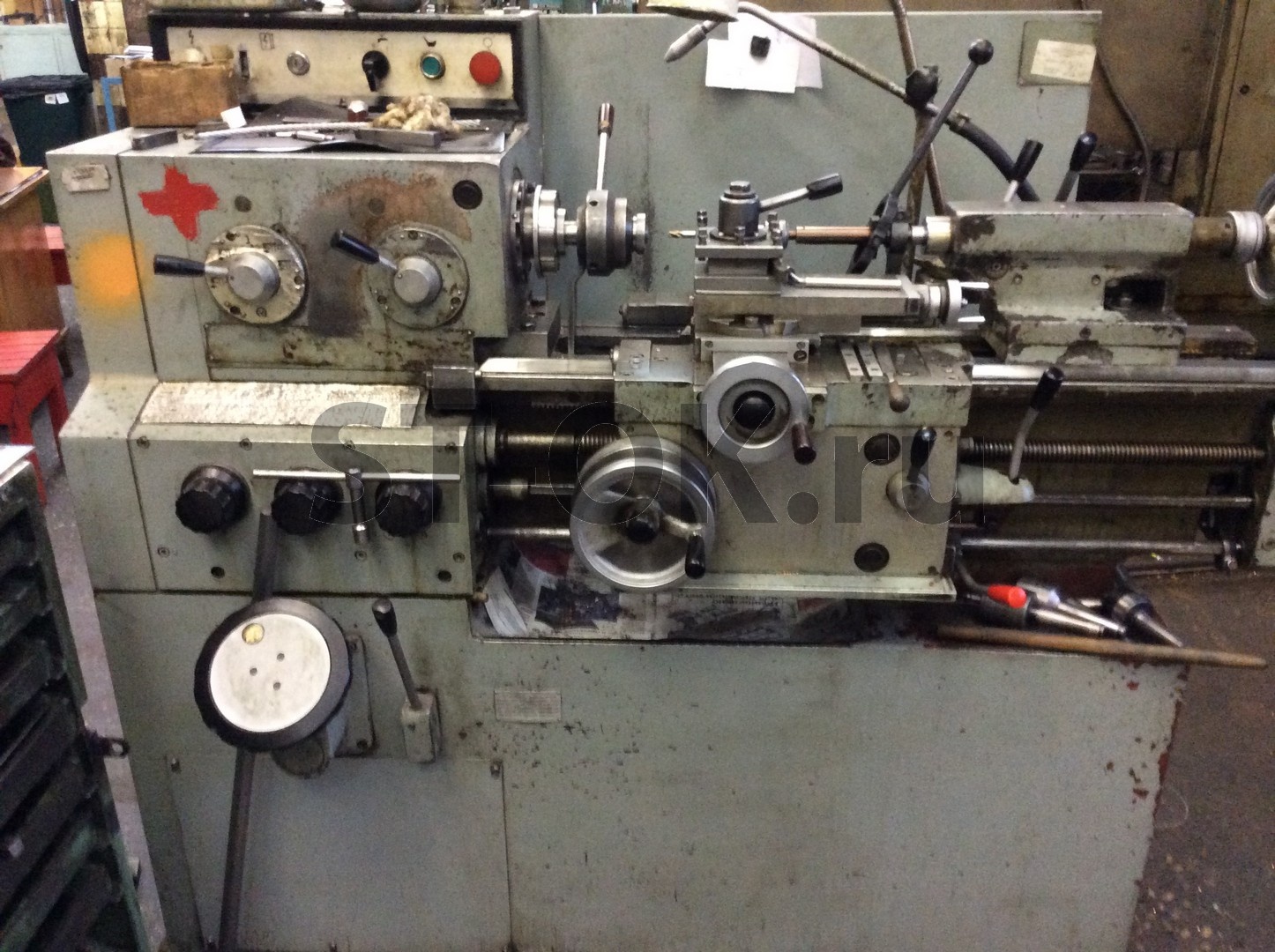 Станки произведенные разными заводами изготовителями и в разные годы могут иметь характеристики отличающиеся от приведенных в таблице.
Станки произведенные разными заводами изготовителями и в разные годы могут иметь характеристики отличающиеся от приведенных в таблице.
Паспорт станка 1В340Ф30
Данное руководство по эксплуатации “Паспорт станка 1В340Ф30” содержит сведения необходимые как обслуживающему персоналу этого станка, так и работнику непосредственно связанному работой на этом станке. Это руководство представляет из себя электронную версию в PDF формате, оригинального бумажного варианта. В этой документации содержится Паспорт и Руководство (инструкция) по эксплуатации токарно-револьверного станка 1В340Ф30.
СОДЕРЖАНИЕ
Скачать паспорт токарно-револьверного станка 1В340Ф30 в нормальном качестве можно по ссылке расположенной ниже.
Паспорт станка 1В340Ф30, токарно-револьверный. Скачать бесплатно.
Схема электрическая станка 1В340Ф30
Ниже приведен эскиз одной страницы документации “Схема токарно-револьверного станка 1В340Ф30“
Скачать бесплатно электрическую схему станка 1В340Ф30 токарно-револьверного в хорошем качестве можно по ссылке расположенной ниже:
Схема электрическая станка 1В340Ф30, токарно-револьверный. Вариант 1. Скачать бесплатно.
Вариант 1. Скачать бесплатно.
Схема электрическая станка 1В340Ф30, токарно-револьверный. Вариант 2. Скачать бесплатно.
Кинематическая схема станка 1В340Ф30
Ниже приведен эскиз одной страницы документации “Кинематическая схема токарно-револьверного станка 1В340Ф30“
Скачать кинематическую схему токарно-револьверного станка 1В340Ф30 в хорошем качестве можно по ссылке расположенной ниже.
Кинематическая схема станка 1В340Ф30. Скачать бесплатно.
Посмотреть еще дополнительную информацию по “Станок 1В340Ф30” можно по ссылке расположенной ниже:
Поиск по сайту по теме “Станок 1В340Ф30”
Техническая документация на оборудование
Друзья на все архивы (техническая документация) установлен пароль. Получить его бесплатно можно тут.
Назначение технического устройства.
Станок токарно-револьверный 1341 предназначен для обтачивания, растачивания, зенкерования, сверления, развертывания и нарезания внутренних и наружных резьб в условиях серийного производства. На нем можно обрабатывать детали как из пруткового материала в цанговом патроне, так и штучные заготовки в трехкулачковом патроне. Обработка деталей из прутка осуществляется в автоматическом цикле, а штучные заготовки в трехкулачковом патроне — в полуавтоматическом цикле.
Технические характеристики.
Наибольший диаметр обрабатываемого изделия над станиной, мм – 400
Наибольший диаметр обрабатываемого изделия над суппортом, мм – 380
Наибольший диаметр обрабатываемого прутка на переднем зажиме, мм – 40
Наибольшая сторона квадрата обрабатываемого прутка, мм – 32
Наибольший размер «под ключ» обрабатываемого шестигранника, мм – 32
Наибольшая длина прутка, мм – 3000
Наибольший диаметр обрабатываемого прутка в зажимной и подающей трубе, мм – 40
Диаметр отверстия в шпинделе, мм – 62
Высота центров, мм – 200
Наибольшая длина подачи прутков, мм – 150
Габариты станка, мм:
Масса станка, кг – 2200
Руководство по эксплуатации, паспорт на Станок токарно-револьверный 1341 скачать бесплатно в формате pdf (88 страниц):
Аннотация
В данной работе
мы рассмотрели и провели анализ станков
используемых для изготовления детали
«Цанга». Подробно был рассмотрен
токарно-револьверный станок с ЧПУ
модели 1В340Ф30 и проведена модернизация
его ПГД с целью улучшения технических
характеристик. В станке мы изменили вид
двигателя (использовали двигатель
постоянного тока типа 4ПФ), число зубьев
зубчатых колёс.
Подробно был рассмотрен
токарно-револьверный станок с ЧПУ
модели 1В340Ф30 и проведена модернизация
его ПГД с целью улучшения технических
характеристик. В станке мы изменили вид
двигателя (использовали двигатель
постоянного тока типа 4ПФ), число зубьев
зубчатых колёс.
В станке мы произвели расширение диапазона регулирования с постоянной мощностью и полный диапазон регулирования на шпинделе;
В результате мы получили модернизированный ПГД с большим диапазоном регулирования частоты вращения шпинделя, с максимальной частотой вращения шпинделя nmax=2800 мин-1, тогда как у базовой модели nmax=2000 мин-1.
Оглавление
Аннотация 3
Введение 5
Характеристика стали 65Г 7
1. Разработка проектного варианта технологического процесса. 8
2. Назначения, устройства и технические характеристики станков 10
2. 1.
Характеристика станка модели 82АС400 10
1.
Характеристика станка модели 82АС400 10
2.2. Характеристика станка модели 1В340Ф30 11
2.3. Характеристика станка модели 6Р82 12
2.4. Характеристика станка модели 3М151 13
2.5. Характеристика станка модели 3К227В 14
3. Анализ структуры ПГД токарно-револьверного станка с ЧПУ мод. 1В340Ф30 15
4. Модернизация ПГД токарно-револьверного станка модели 1В340Ф30 23
4 .1. Анализ недостатков ПГД базовой модели станка 1В340Ф30 и определение цели модернизации 23
4.2. Корректировка диапазона регулирования ЧВШ модернизированного ПГД 29
4.3. Выбор современного электродвигателя ПГД 30
4.4 Расчет структуры модернизируемого ПГД 32
4. Расчет на прочность элементов модернизированного привода 37
4.1. Расчет крутящих моментов по валам ПГД 37
4. 2.
Проверочный расчет зубчатых передач. 38
2.
Проверочный расчет зубчатых передач. 38
4.3. Проектирование ременной передачи 41
4.4. Расчет валов и выбор подшипников качения 53
Заключение 56
Список используемой литературы 57
Введение
Современные металлорежущие станки – это высокоразвитые машины, включающие большое число механизмов и использующие механические, электрические, электронные, гидравлические, пневматические и другие методы осуществления движения и управления циклом.
Высокую производительность процесса обработки современные станки обеспечивают за счёт быстроходности мощности и широкой автоматизации. Всё большее развитие получают станки по данному управлению.
В
данной работе рассматриваем и модернизируем
токарно-винторезный станок с ЧПУ модели
1В340Ф30. Данный станок предназначен для
токарной обработки деталей типа тел
вращения по программе, вводимой вручную
или записанной на жёстком диске. На этом
станке можно выполнять обработку деталей
со ступенчатым и криволинейным профилем,
в том числе и нарезание резьб. Детали,
обрабатываемые на данном станке,
изготавливают из легированной,
износостойкой, жаропрочной и жаростойкой
сталей, поэтому станок должен обладать
высокой жесткостью. Широкий диапазон
частот вращения шпинделя и скоростей
подач с бесступенчатым регулированием
позволяет обрабатывать детали из чугуна,
стали, алюминия и других металлов и
сплавов. Программное управление станка
позволяет обрабатывать детали очень
сложного профиля с большим количеством
переходов в автоматическом режиме, что
является экономически выгодно для
серийного, мелкосерийного и единичного
производства.
На этом
станке можно выполнять обработку деталей
со ступенчатым и криволинейным профилем,
в том числе и нарезание резьб. Детали,
обрабатываемые на данном станке,
изготавливают из легированной,
износостойкой, жаропрочной и жаростойкой
сталей, поэтому станок должен обладать
высокой жесткостью. Широкий диапазон
частот вращения шпинделя и скоростей
подач с бесступенчатым регулированием
позволяет обрабатывать детали из чугуна,
стали, алюминия и других металлов и
сплавов. Программное управление станка
позволяет обрабатывать детали очень
сложного профиля с большим количеством
переходов в автоматическом режиме, что
является экономически выгодно для
серийного, мелкосерийного и единичного
производства.
Современные
станки имеют, как правило, оригинальную
компоновку, позволяющую повысить их
жесткость, улучшить защиту направляющих
и винтовых передач, обеспечить свободный
отвод стружки и удаление её из рабочей
зоны, применять загрузочное устройство
любых типов, обеспечить свободный допуск
к инструменту и приспособлениям, повысить
безопасность работы.
Модернизация станков с чпу 1в340ф
1В340Ф30 Станок токарно-револьверный с ЧПУ. Паспорт, схемы, характеристики, описаниеСведения о производителе токарно-револьверного станка модели 1В340Ф30
Изготовитель токарно-револьверного станка модели 1В340Ф30 – Бердичевский станкостроительный завод “Комсомолец”, г. Бердичев, Житомирской область, Украина. Адрес сайта: http://www.bevers.ru
В 1929-1931 гг. на базе предприятия был основан трансмиссионный завод.
В 1932 г. заводу присваивается имя «Комсомолец». В этот период завод освоил выпуск трубопроводно-запорной арматуры и запасных частей.
С 1980 года завод осваивает выпуск новой гаммы токарно-револьверных станков, в состав которой входят автоматизированные станки модели 1Г340П, станки с цикловым программным управлением модели 1Г340ПЦ, станки с числовым программным управлением модели 1В340Ф30 и роботизированные комплексы на их базе.
В 1984 году на заводе начинается выпуск многоцелевых токарно-револьверных станков модели 1П420ПФ40, которые кроме токарной обработки выполняют сверлильно-фрезерную доработку детали за одну установку в патроне.
Станки, выпускаемые Бердичевским станкостроительным заводом
1В340Ф30 Станок токарно-револьверный повышенной точности с ЧПУ. Назначение, область применения
Станок токарно-револьверный с вертикальной инструментальной головкой на крестовом суппорте предназначен для токарной обработки деталей с прямолинейным, ступенчатым и криволинейным профилем из прутка в автоматическом цикле и из штучных заготовок — в полуавтоматическом цикле в условиях серийного и мелкосерийного производств; на нем можно производить обточку, расточку, проточку канавок, подрезку торцов, сверление, зенкерование, развертывание, нарезку резьб плашками и метчиками, а также резцом по программе.
Принцип работы и особенности конструкции станка
Восьмипозицнонная револьверная головка па крестовом суппорте в сочетании с однокоординатным поперечным гидрофицированным суппортом обеспечивает высокие технологические возможности станка, фиксируется с помощью зубчатых полумуфт и управляется гидравликой.
Продольное и поперечное перемещения осуществляются высокомоментными двигателями постоянного тока через шариковые винтовые пары. Станок оснащен оперативной системой управления типа «Электроника НЦ-31».
Станок изготавливается в двух исполнениях:
- для обработки прутковых материалов диаметром до 40 мм
- для обработки штучных заготовок диаметром до 200 мм.
Зажим и подача прутков, а также зажим штучных заготовок осуществляются гидравлическим механизмом зажима и подачи прутка.
В станке реализована возможность быстрой переналадки с пруткового исполнения для обработки прутковых материалов и в патроне для обработки штучных заготовок, что значительно расширяет его технические возможности.
Зажим и подача прутков, а также зажим штучных заготовок производятся гидравлическим механизмом зажима и подачи прутка.
Наибольшее допускаемое колебание диаметра прутка ±1 мм, штучных заготовок ±3 мм.
Станок обеспечивает точность обработки изделий по 8 квалитету с шероховатостью поверхностей Ra 2,5 мкм. Основные преимущества станка:
Основные преимущества станка:
- конструкция восьмипозиционной револьверной головки обеспечивает высокую жесткость (фиксация головки на плоские зубчатые колеса) и высокое быстродействие;
- наличие гидравлического отрезного суппорта позволяет совмещать операцию отрезки или прорезки канавок с другими операциями при обработке детали;
- обработка деталей из прутка в автоматическом цикле;
- широкий диапазон нарезаемых резьб, включая многозаходные;
- крестовый суппорт с вертикальной осью револьверной головки позволяет производить все виды токарной обработки малым числом инструмента;
- наличие оперативной системы управления дает возможность рабочему на рабочем месте в ходе обработки первой детали при помощи средств ручного управления и, используя элементы автоматического управления, формировать управляющую программу, позволяющую следующую деталь обрабатывать в автоматическом цикле;
- значительно сокращается время на составление и отладку управляющей программы по сравнению с имеющимися станками с ЧПУ.

Станок предназначен для работы в условиях серийного и мелкосерийного производства.
Корректированный уровень звуковой мощности LpA не должен превышать 96 дБА.
Разработчик — Бердичевский станкостроительный завод «Комсомолец».
1В340Ф30 Габарит рабочего пространства станка
Габаритные размеры рабочего пространства станка 1в340ф30
1В340Ф30 Посадочные и присоединительные базы станка. Шпиндель
Посадочные и присоединительные базы станка 1в340ф30
1В340Ф30 Посадочные и присоединительные базы станка. Инстументальная револьверная головка
Посадочные и присоединительные базы станка 1в340ф30
1В340Ф30 Фото токарного станка с ЧПУ
Фото токарного револьверного станка 1в340ф30
1В340Ф30 Фото револьверной головки токарного станка с ЧПУ
Фото токарного револьверного станка 1в340ф30
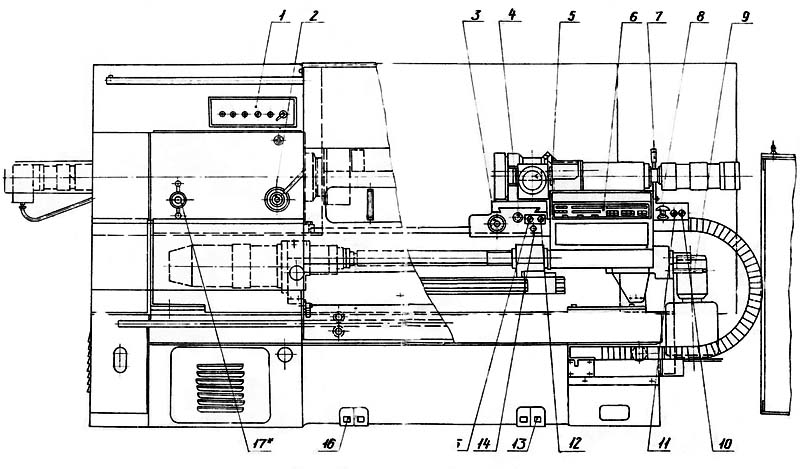
1В340Ф30 Пульт управления токарного станка с ЧПУ
Пульт управления револьверного станка 1в340ф30
Пульт управления револьверного станка 1в340ф30. Смотреть в увеличенном масштабе
Смотреть в увеличенном масштабе
Управление станком может производиться с пульта и от устройства числового программного управления.
Наличие напряжения на пульте станка (рис. 10.13) подтверждается свечением сигнальной лампы 14.
Включение гидропривода осуществляется нажатием кнопки 5.
Перед началом работы переключатель 20 режима работы станка ставится в требуемое положение: наладочный, полуавтоматический и автоматический режимы.
В положении «наладочный режим» станок управляется с помощью кнопок и переключателей, расположенных на пультах станка.
Например, переключателем 2 можно выбрать позицию револьверной головки, а нажатием кнопки 1 осуществить ее поворот; переключателем 18 установить требуемое направление вращения шпинделя, а кнопкой 17 осуществить пуск или кнопкой 15 — останов шпинделя.
На пульте станка имеется кнопка 23 — аварийный стоп, при нажатии которой выключаются все системы станка.
1В340Ф30 Схема кинематическая токарного станка с ЧПУ
Кинематическая схема токарного револьверного станка 1в340ф30
Кинематическая схема токарного револьверного станка 1в340ф30. Смотреть в увеличенном масштабе
Смотреть в увеличенном масштабе
Главное движение (вращение шпинделя) осуществляется от двухскоростного электродвигателя M1 мощностью 15 кВт с числом оборотов 4500 через ременную передачу на входной вал со шкивом D2 коробки скоростей 1.
Коробка скоростей имеет четыре вала с зубчатыми колесами, которые попарно находятся в зацеплении, и электромагнитные муфты. Электромагнитные муфты включаются попарно, что обеспечивает ступенчатое изменение частоты вращения выходного вала коробки скоростей. Выходной вал коробки скоростей связан плоскозубчатой передачей со шкивом D1, который передает вращение на шпиндель станка 2. Ступенчатое изменение частоты вращения шпинделя 2 может производиться на холостом ходу и под нагрузкой. Торможение шпинделя осуществляется включением электромагнитных муфт коробки скоростей. Контроль за частотой вращения шпинделя при резьбонарезании осуществляется датчиком обратной связки К1.
Движение подач – продольные и поперечные перемещения револьверного суппорта осуществляются электродвигателями постоянного тока с регулируемым числом оборотов от 0 до 1500 об/мин посредством пар винт – гайка качения с ходом винтов, соответственно, 10 и 5 мм.
В продольном направлении он перемещается винтовой передачей с гайкой качения 7, которая получает вращение через ременную передачу от электродвигателя М2 с регулируемой частотой вращения. Контроль за частотой вращения винтовой пары качения осуществляется датчиком обратной связи КЗ; этим контролируется величина подачи револьверного суппорта.
Поперечное перемещение револьверной головки 5 на револьверном суппорте 6 осуществляется винтовой передачей с гайкой качения 9, которая получает вращение от электродвигателя МЗ с регулируемой частотой вращения. При этом перемещение револьверной головки контролируется датчиком обратной связи К4. Поворот револьверной головки осуществляется гидродвигателем М4 через червячную передачу 4; контроль положения револьверной головки — датчиком обратной связи К2, который связан с ее осью вращения зубчатой передачей.
Быстрые хода (в 8 м/мин) и рабочие подачи (5..600 м/мин) отрезного суппорта осуществляются при помощи гидравлики.
Гидроцилиндром 3 осуществляются подвод и рабочая подача отрезного суппорта, гидроцилиндром 5 — фиксация револьверной головки в рабочем положении.
1В340Ф30 Установочный чертеж токарного станка
Установочный чертеж токарного револьверного станка 1в340ф30
1В340Ф30 Станок токарно-револьверный с числовым программным управлением (ЧПУ). Видеоролик.
Технические характеристики станка 1В340Ф30
| Наименование параметра | 1В340Ф30 | |
|---|---|---|
| Основные параметры станка | ||
| Обозначение системы ЧПУ | НЦ-31 | |
| Наибольший диаметр обрабатываемого изделия над станиной, мм | 400 | |
| Наибольший диаметр обрабатываемого прутка на переднем зажиме, мм | 50 | |
| Наибольший диаметр обрабатываемого прутка в зажимной и подающей трубе, мм | 40 | |
| Диаметр отверстия в шпинделе, мм | ||
| Наибольшая длина изделия устанавливаемого в центрах (РМЦ), мм | 120 | |
| Шпиндель | ||
| Мощность двигателя главного движения, кВт | 6 | |
| Количество рабочих скоростей шпинделя | 12 | |
| Пределы чисел оборотов шпинделя, об/мин | 45. ..2000 ..2000 | |
| Частота вращения шпинделя в I диапазоне, об/мин | 45…1400 | |
| Частота вращения шпинделя во II диапазоне, об/мин | 63…2000 | |
| Пределы чисел оборотов шпинделя (обратное вращение), об/мин | 45…250 | |
| Конец шпинделя фланцевый по ГОСТ 12595-75 | 1-6Ц | |
| Наибольший крутящий момент на шпинделе не менее, Нм (кг*м) | 40 | |
| Подачи | ||
| Наибольшее перемещение револьверного суппорта: продольное (Z) / поперечное (X), мм | 310/ 110 | |
| Диапазон скоростей продольных и поперечных подач револьверного суппорта, мм/мин | 1..2500 | |
| Число подач револьверного суппорта | б/с | |
| Скорость быстрых продольных/ поперечных ходов, м/мин | 10/ 5 | |
| Диапазон скоростей продольных и поперечных подач отрезного суппорта, мм/мин | 5. .600 .600 | |
| Число подач отрезного суппорта | б/с | |
| Скорость быстрых ходов отрезного суппорта, м/мин | 8 | |
| Количество позиций (инструментов) в револьверной головке | 8 | |
| Наибольшее усилие продольных/ поперечных подач, кгс | 600/ 300 | |
| Параметры системы ЧПУ | ||
| Обозначение системы ЧПУ | НЦ-31 | |
| Число координат | 2 | |
| Количество одновременно управляемых координат | 2 | |
| Дискретность задания координат в продольном/ поперечном направлении (дискретность задания по оси Z, X) | 0,001 | |
| Электрооборудование станка | ||
| Количество электродвигателей на станке, кВт | 6 | |
| Электродвигатель главного привода, кВт | 6 | |
| Электродвигатель продольных подач, кВт | 1,5 | |
| Электродвигатель поперечных подач, кВт | 1,5 | |
| Электродвигатель станции смазки, кВт | 0,37 | |
| Электродвигатель гидростанции, кВт | 2,2 | |
| Электродвигатель насоса охлаждения, кВт | 0,12 | |
| Электродвигатель инструментальной головки, кВт | ||
| Суммарная мощность электродвигателей, кВт | 11,69 | |
| Суммарная мощность станка, кВт | ||
| Габариты и масса станка | ||
| Габаритные размеры станка с ЧПУ (длина, ширина, высота), мм | 2840 1770 1670 | |
| Масса станка с ЧПУ, кг | 3600 |
- Фомин С.
 Ф. Устройство и наладка токарно-револьверных станков, 1976
Ф. Устройство и наладка токарно-револьверных станков, 1976 - Зазерский Е.И., Митрофанов Н.Г., Сахновский А.Г. Справочник молодого наладчика токарных автоматов и полуавтоматов, 1987
- Камышный Н.И., Стародубов В.С. Конструкция и наладка токарных автоматов и полуавтоматов, 1975
- Волкевич Л.И., Кузнецов М.М., Усов Б.А. Автоматы и автоматические линии, 1976
- Лисовой А.И. Устройство, наладка и эксплуатация металлообрабатывающих станков и автоматических линий, 1971
- Фещенко В.Н. Обработка на токарно-револьверных станках, 1989
- Пожитков А.Я., Сафро И.Д. Наладка одношпиндельных токарных автоматов. Справочное пособие,1978
- Проников А.С. Металлорежущие станки и автоматы,1981
Список литературы:
Полезные ссылки по теме
Каталог справочник токарно-револьверных станков
Паспорта токарно-револьверных станков
Купить каталог, справочник, базу данных: Прайс-лист информационных изданий
Что такое ЧПУ и станки с ЧПУ? [2020 Easy Guide]
Краткая история ЧПУ
Первые коммерческие станки с ЧПУ были построены в 1950-х годах и работали на перфоленте. Хотя концепция сразу доказала, что она может сэкономить затраты, она была настолько отличной, что очень медленно завоевывала популярность у производителей.
Хотя концепция сразу доказала, что она может сэкономить затраты, она была настолько отличной, что очень медленно завоевывала популярность у производителей.
Чтобы способствовать более быстрому внедрению, армия США купила 120 станков с ЧПУ и одолжила их различным производителям, чтобы они могли лучше познакомиться с идеей числового управления.К концу 50-х годов NC начал завоевывать популярность, хотя ряд проблем все еще оставался.
Например, g-код, почти универсальный язык ЧПУ, который мы имеем сегодня, не существует. Каждый производитель выдвигал свой собственный язык для определения числового управления или программ обработки деталей (программ, которые станки будут выполнять для создания детали).
1959 Станок с ЧПУ: Милуоки-Матик-II был первым станком с устройством смены инструмента…
В течение 1960-х годов ряд ключевых разработок быстро развился с помощью ЧПУ:
– Стандартный язык G-кода для программ обработки деталей. Происхождение g-кода восходит к MIT, примерно в 1958 году, когда он использовался в Лаборатории сервомеханизмов MIT. Альянс электронной промышленности стандартизировал g-код в начале 1960-х годов.
Альянс электронной промышленности стандартизировал g-код в начале 1960-х годов.
– САПР стал самостоятельным и начал быстро заменять бумажные чертежи и чертежников в 60-х годах. К 1970 году САПР стала достаточно крупной отраслью, в которой были такие игроки, как Intergraph и Computervision, с которыми я консультировался еще в студенческие годы.
– Мини-компьютеры, такие как DEC PDP-8 и Data General Nova, стали доступны в 60-х годах и сделали станки с ЧПУ более дешевыми и мощными.
К 1970 году экономика большинства западных стран замедлилась, а расходы на занятость росли.С 60-х годов, предоставив прочную технологическую базу, которая была необходима, ЧПУ взлетел и начал неуклонно вытеснять старые технологии, такие как гидравлические трассеры и ручная обработка.
американских компаний в основном начали революцию с ЧПУ, но они были чрезмерно сосредоточены на высоком уровне. Немцы первыми увидели возможность снизить цены на ЧПУ, и к 1979 году немцы продавали больше ЧПУ, чем американские компании. Японцы повторили ту же формулу в еще более успешной степени и отняли лидерство у немцев всего год спустя, к 1980 году.В 1971 году все 10 крупнейших компаний с ЧПУ были американскими, но к 1987 году остался только Цинциннати Милакрон, и они заняли 8 место.
В последнее время микропроцессорная технология сделала управление ЧПУ еще дешевле, что привело к появлению ЧПУ для хобби и персонального рынка ЧПУ.
Доступное оборудование с ЧПУ также проложило путь к использованию ЧПУ в прототипировании наряду с 3D-печатью. Ранее использование ЧПУ ограничивалось прежде всего производственными цехами.
Проект Enhanced Machine Controller, или EMC2, был проектом по внедрению контроллера ЧПУ с открытым исходным кодом, который был запущен NIST, Национальным институтом стандартов и технологий в качестве демонстрации.Некоторое время в 2000 году проект был передан в общественное достояние и Open Source, а EMC2 появился немного позже, в 2003 году.
Mach5 был разработан основателем Artsoft Арт Фенерти как ответвление ранних версий EMC для работы на Windows вместо Linux, что делает его еще более доступным для персонального рынка ЧПУ. ArtSoft, компания ArtSoft, была основана в 2001 году. Появление Mach5 впервые сделало ЧПУ доступным вне промышленных цехов.
Как программы EMC2 (теперь называемые LinuxCNC), так и программы Mach5 CNC сегодня живы и процветают, как и многие другие технологии ЧПУ.
Мы прошли долгий путь со времен старых числовых контрольных дней!
Режимы работы ЧПУ – Helman CNC
от Helman Jr.
У каждого станка с ЧПУ есть пара режимов, или я называю это стандартными режимами работы, такими как автоматический режим, режим одиночного блока, MDI (ручной ввод данных) и режим толчкового режима, и там будет больше режимов, но в основном это будут станки с ЧПУ или специальные режимы управления ЧПУ.
Режимы работы ЧПУ Режим Jog Режим MDI Автоматический режим Режим одиночного блока
Позволяет узнать, что представляют собой эти режимы ЧПУ и что они делают.
Станок с ЧПУJog Mode
Станок с ЧПУРежим Jog является одним из наиболее часто используемых режимов ЧПУ.Режим толчкового режима в основном используется для перемещения каретки станка с ЧПУ (или скольжения станка с ЧПУ), например, перемещения оси станка с ЧПУ, например Ось X Ось Z. Эти перемещения оси могут осуществляться с помощью специальных клавиш для оси или посредством станка с ЧПУ с ручным колесом .
Режим ЧПУ станка с ЧПУ или режим MDA
Режим станка с ЧПУ Режим MDI (ручной ввод данных) или режим MDA (ручной ввод данных автоматически) можно назвать полуавтоматическим режимом. Режим cnc MDI или MDA в основном используется для индексирования инструментов или для выполнения одного блока кода cnc (на некоторых моделях cnc, таких как sinumerik 840D, вы можете выполнять многоблочную программу cnc в режиме MDA).M-коды с ЧПУ могут выполняться в режиме MDI или MDA. Вы даже можете повернуть шпиндель станка с ЧПУ до определенного числа оборотов в режиме MDI или MDA.
Станок с ЧПУ, режим одиночного блока
Программа ЧПУ состоит из программных блоков с ЧПУ . Программные блоки cnc нумеруются, например, N10, N20, N30 и т. Д. В режиме одиночного блока станка с ЧПУ, когда вы нажимаете кнопку цикла пуска на панели управления станка с ЧПУ , будет выполнен только один кадр программы ЧПУ, и каретка станка салазок или станка с ЧПУ остановится, или вы можете сказать, что подача режущего инструмента с ЧПУ будет приостановлена, но помните, что это не означает, что станок с ЧПУ полностью останавливается, будет удерживаться только движение оси станка с ЧПУ, и все другие функции, такие как coolent , будут продолжать течь, а шпиндель будет продолжать вращаться.Короче говоря, режим одиночного блока станка с ЧПУ не повлияет на вращение шпинделя станка, но он будет удерживать подачу инструмента только после выполнения программного блока ЧПУ. И если вы снова нажмете кнопку запуска цикла, будет выполнен следующий программный блок программы ЧПУ, и машина снова будет удерживаться после завершения этого кадра.
Автоматический станок с ЧПУ или автоматический режим
Вы редко встретите станок с ЧПУ производства из Автоматический режим станка с ЧПУ .Наиболее часто используемый режим на станке с ЧПУ (на некоторых элементах управления, таких как Sinumerik 840D, панель управления станка имеет клавишу настройки, которая при выключении станка будет работать только в автоматическом режиме, и вы не сможете изменять режимы). В автоматическом режиме станка с ЧПУ при нажатии кнопки цикла запуска на панели управления станка будет выполнена вся программа ЧПУ. Для работы станка с ЧПУ в автоматическом режиме на некоторых станках с ЧПУ, например, на , необходимо закрыть защитную дверцу станка с ЧПУ .
Объяснение оси фрезерного станка с ЧПУ[Полное руководство по DIY]
Шаговый двигатель для фрезерного станка с ЧПУ…
На фотографии выше показан типичный шаговый двигатель для фрезерного станка с ЧПУ. Так называют Stepper Motors, потому что они предназначены для движения с дискретными ступенями . Типичный шаговый двигатель может двигаться за 200 шагов за оборот; около 1,4 градуса за шаг.
Обратите внимание, что данный конкретный мотор имеет водонепроницаемое соединение.Это важно, если на вашей машине когда-либо будет залито охлаждающее средство – охлаждающая жидкость и электрика будут плохо смешиваться.
Stepper Motors – самый распространенный двигатель для проектов ЧПУ, но большинство коммерческих ЧПУ, по крайней мере, промышленного качества, используют Servo Motors .
Вот серводвигатель, который я использовал в своем проекте для преобразования мельницы RF-45 в ЧПУ:
Серводвигатель с ременным приводом…
В чем разница между сервоприводом и шаговым двигателем?
Основное отличие состоит в том, что сервоприводы имеют с замкнутым контуром , а шаговые двигатели – с разомкнутым контуром .
К сервоприводу подключено устройство, называемое энкодером. Вы можете видеть это на фотографии как маленький черный ящик на задней панели сервомеханизма, к которому подключен серый кабель.
Типичный оптический датчик положения вала для серводвигателя…
Энкодеры – это датчики, которые показывают сервоприводу, как далеко он продвинулся. Этот сигнал обеспечивает обратную связь с контроллером, что дает ряд преимуществ и повышает производительность. Обратная связь объясняет, почему он называется «Замкнутый цикл».
При использовании шагового двигателя контроллер сообщает ему о необходимости сделать шаг, и он просто должен предположить, что он это сделал.
Почему бы и нет?
В большинстве случаев это так, но когда это не так, двигатель теряет шаги. Это происходит, если мы просим двигатель сделать что-то, что слишком сложно сделать. Это случается не часто, но случается чаще, чем хотелось бы.
Потерянные шаги ограничивают точность станка с ЧПУ.
Сервоприводытакже работают лучше в том смысле, что они вырабатывают энергию в более широком диапазоне и часто на более высоких оборотах.Это может привести к более быстрым движениям оси и лучшему ускорению.
Наконец, сервоприводы имеют более высокое разрешение. Степпер имеет 200 шагов на оборот. В настоящее время давайте проигнорируем идею Microstepping, потому что она не надежна как способ увеличения разрешения нашей машины. Теперь, когда 200 шагов проходит через ходовой винт и, возможно, ремень или другой привод, поэтому фактическое расстояние, пройденное за 1 шаг, может быть довольно маленьким. Но есть конечное расстояние.
Сервокодер обычно имеет 1024 позиции, которые он может измерять, и даже 4096 позиционных кодеров не являются редкостью.Это число, 1024, становится серво-эквивалентом 200 шагов, поэтому мы можем видеть пятикратное улучшение разрешения.
Есть много плюсов и минусов Сервос против Степперов. Эта статья дает вам полный совок:
[Servos vs Stepper Motors / Open vs Closed Loop в ЧПУ]
Выбор подходящих двигателей для вашего проекта ЧПУ
Как вы можете себе представить, есть научный процесс, который вы можете использовать, чтобы выбрать правильные двигатели для вашего проекта ЧПУ. Требуется несколько шагов:
1.Решите, хотите ли вы Servos или Steppers.
2. Определите диапазон подачи, который вам нужен для вашего станка с ЧПУ, на основе материалов и резцов, которые вы будете использовать с ним.
3. Определите требования к ускорению для вашей машины. Примечание. С вами постоянно связываются люди, которые хотят использовать G-Wizard для определения силы резания, чтобы они знали, какой двигатель выбрать. Плохие новости: вы пожалеете, если будете следовать по этому пути, потому что ускорение – это то, что определит производительность вашей машины, и для ускорения оси требуется гораздо больше усилий, чем просто удерживать на ней силы резания.
С учетом информации, полученной на этих этапах, вы можете сделать очень грамотный выбор того, какие двигатели использовать.
Конечно, у нас есть статьи, которые проведут вас через этот процесс:
[Определение ваших потребностей в производительности движения (# 2)]
[Силы ускорения и резания (# 3)]
[Выбор окончательного варианта двигателя с ЧПУ]
Вот графическое резюме процесса принятия решений, описанного в 3 статьях:
,Токарно револьверный станок с чпу 1в340ф30
Сведения о производителе токарно-револьверного станка модели 1В340Ф30
Изготовитель токарно-револьверного станка модели 1В340Ф30 – Бердичевский станкостроительный завод “Комсомолец”, г. Бердичев, Житомирской область, Украина. Адрес сайта: http://www.bevers.ru
В 1929-1931 гг. на базе предприятия был основан трансмиссионный завод.
В 1932 г. заводу присваивается имя «Комсомолец». В этот период завод освоил выпуск трубопроводно-запорной арматуры и запасных частей.
С 1980 года завод осваивает выпуск новой гаммы токарно-револьверных станков, в состав которой входят автоматизированные станки модели 1Г340П, станки с цикловым программным управлением модели 1Г340ПЦ, станки с числовым программным управлением модели 1В340Ф30 и роботизированные комплексы на их базе.
В 1984 году на заводе начинается выпуск многоцелевых токарно-револьверных станков модели 1П420ПФ40, которые кроме токарной обработки выполняют сверлильно-фрезерную доработку детали за одну установку в патроне.
Станки, выпускаемые Бердичевским станкостроительным заводом
1В340Ф30 Станок токарно-револьверный повышенной точности с ЧПУ. Назначение, область применения
Станок токарно-револьверный с вертикальной инструментальной головкой на крестовом суппорте предназначен для токарной обработки деталей с прямолинейным, ступенчатым и криволинейным профилем из прутка в автоматическом цикле и из штучных заготовок — в полуавтоматическом цикле в условиях серийного и мелкосерийного производств; на нем можно производить обточку, расточку, проточку канавок, подрезку торцов, сверление, зенкерование, развертывание, нарезку резьб плашками и метчиками, а также резцом по программе.
Принцип работы и особенности конструкции станка
Восьмипозицнонная револьверная головка па крестовом суппорте в сочетании с однокоординатным поперечным гидрофицированным суппортом обеспечивает высокие технологические возможности станка, фиксируется с помощью зубчатых полумуфт и управляется гидравликой.
Продольное и поперечное перемещения осуществляются высокомоментными двигателями постоянного тока через шариковые винтовые пары. Станок оснащен оперативной системой управления типа «Электроника НЦ-31».
Станок изготавливается в двух исполнениях:
- для обработки прутковых материалов диаметром до 40 мм
- для обработки штучных заготовок диаметром до 200 мм.
Зажим и подача прутков, а также зажим штучных заготовок осуществляются гидравлическим механизмом зажима и подачи прутка.
В станке реализована возможность быстрой переналадки с пруткового исполнения для обработки прутковых материалов и в патроне для обработки штучных заготовок, что значительно расширяет его технические возможности.
Зажим и подача прутков, а также зажим штучных заготовок производятся гидравлическим механизмом зажима и подачи прутка.
Наибольшее допускаемое колебание диаметра прутка ±1 мм, штучных заготовок ±3 мм.
Станок обеспечивает точность обработки изделий по 8 квалитету с шероховатостью поверхностей Ra 2,5 мкм. Основные преимущества станка:
- конструкция восьмипозиционной револьверной головки обеспечивает высокую жесткость (фиксация головки на плоские зубчатые колеса) и высокое быстродействие;
- наличие гидравлического отрезного суппорта позволяет совмещать операцию отрезки или прорезки канавок с другими операциями при обработке детали;
- обработка деталей из прутка в автоматическом цикле;
- широкий диапазон нарезаемых резьб, включая многозаходные;
- крестовый суппорт с вертикальной осью револьверной головки позволяет производить все виды токарной обработки малым числом инструмента;
- наличие оперативной системы управления дает возможность рабочему на рабочем месте в ходе обработки первой детали при помощи средств ручного управления и, используя элементы автоматического управления, формировать управляющую программу, позволяющую следующую деталь обрабатывать в автоматическом цикле;
- значительно сокращается время на составление и отладку управляющей программы по сравнению с имеющимися станками с ЧПУ.
Станок предназначен для работы в условиях серийного и мелкосерийного производства.
Корректированный уровень звуковой мощности LpA не должен превышать 96 дБА.
Разработчик — Бердичевский станкостроительный завод «Комсомолец».
1В340Ф30 Габарит рабочего пространства станка
Габаритные размеры рабочего пространства станка 1в340ф30
1В340Ф30 Посадочные и присоединительные базы станка. Шпиндель
Посадочные и присоединительные базы станка 1в340ф30
1В340Ф30 Посадочные и присоединительные базы станка. Инстументальная револьверная головка
Посадочные и присоединительные базы станка 1в340ф30
1В340Ф30 Фото токарного станка с ЧПУ
Фото токарного револьверного станка 1в340ф30
1В340Ф30 Фото револьверной головки токарного станка с ЧПУ
Фото токарного револьверного станка 1в340ф30
1В340Ф30 Пульт управления токарного станка с ЧПУ
Пульт управления револьверного станка 1в340ф30
Управление станком может производиться с пульта и от устройства числового программного управления.
Наличие напряжения на пульте станка (рис. 10.13) подтверждается свечением сигнальной лампы 14.
Включение гидропривода осуществляется нажатием кнопки 5.
Перед началом работы переключатель 20 режима работы станка ставится в требуемое положение: наладочный, полуавтоматический и автоматический режимы.
В положении «наладочный режим» станок управляется с помощью кнопок и переключателей, расположенных на пультах станка.
Например, переключателем 2 можно выбрать позицию револьверной головки, а нажатием кнопки 1 осуществить ее поворот; переключателем 18 установить требуемое направление вращения шпинделя, а кнопкой 17 осуществить пуск или кнопкой 15 — останов шпинделя.
На пульте станка имеется кнопка 23 — аварийный стоп, при нажатии которой выключаются все системы станка.
1В340Ф30 Схема кинематическая токарного станка с ЧПУ
Кинематическая схема токарного револьверного станка 1в340ф30
Главное движение (вращение шпинделя) осуществляется от двухскоростного электродвигателя M1 мощностью 15 кВт с числом оборотов 4500 через ременную передачу на входной вал со шкивом D2 коробки скоростей 1.
Коробка скоростей имеет четыре вала с зубчатыми колесами, которые попарно находятся в зацеплении, и электромагнитные муфты. Электромагнитные муфты включаются попарно, что обеспечивает ступенчатое изменение частоты вращения выходного вала коробки скоростей. Выходной вал коробки скоростей связан плоскозубчатой передачей со шкивом D1, который передает вращение на шпиндель станка 2. Ступенчатое изменение частоты вращения шпинделя 2 может производиться на холостом ходу и под нагрузкой. Торможение шпинделя осуществляется включением электромагнитных муфт коробки скоростей. Контроль за частотой вращения шпинделя при резьбонарезании осуществляется датчиком обратной связки К1.
Движение подач – продольные и поперечные перемещения револьверного суппорта осуществляются электродвигателями постоянного тока с регулируемым числом оборотов от 0 до 1500 об/мин посредством пар винт – гайка качения с ходом винтов, соответственно, 10 и 5 мм.
В продольном направлении он перемещается винтовой передачей с гайкой качения 7, которая получает вращение через ременную передачу от электродвигателя М2 с регулируемой частотой вращения. Контроль за частотой вращения винтовой пары качения осуществляется датчиком обратной связи КЗ; этим контролируется величина подачи револьверного суппорта.
Поперечное перемещение револьверной головки 5 на револьверном суппорте 6 осуществляется винтовой передачей с гайкой качения 9, которая получает вращение от электродвигателя МЗ с регулируемой частотой вращения. При этом перемещение револьверной головки контролируется датчиком обратной связи К4. Поворот револьверной головки осуществляется гидродвигателем М4 через червячную передачу 4; контроль положения револьверной головки — датчиком обратной связи К2, который связан с ее осью вращения зубчатой передачей.
Быстрые хода (в 8 м/мин) и рабочие подачи (5..600 м/мин) отрезного суппорта осуществляются при помощи гидравлики.
Гидроцилиндром 3 осуществляются подвод и рабочая подача отрезного суппорта, гидроцилиндром 5 — фиксация револьверной головки в рабочем положении.
1В340Ф30 Установочный чертеж токарного станка
Установочный чертеж токарного револьверного станка 1в340ф30
1В340Ф30 Станок токарно-револьверный с числовым программным управлением (ЧПУ). Видеоролик.
Промышленное металлообрабатывающее оборудование
Станки на складе
Недавно просмотреные
Станок предназначен для токарной обработки деталей из чугуна, стали и цветных металлов со ступенчатыми и криволинейным профилем из прутка диаметром 25-40 мм. и штучных заготовок диаметром до 200мм. в условиях мелкосерийного и серийного производства.
По спец заказу станок может комплектоваться набором подающих и зажимных цанг для обработки прутка диаметром 12-25 мм.
Cтанок имеет автоматический гидрофицированный механизм зажима круглых (25-40 мм) и шестигранных (S=19-32) прутков в цанговом патроне, а также штучных заготовок (до 200 мм) в трехкулачковом патроне. – привод вращения шпинделя: электродвигатель постоянного тока мощностью 15 КВт. – привода подач: высокомоментные электродвигатели постоянного тока в комплекте с шариковыми винтовыми парами – выгрузка деталей из рабочей зоны при обработке прутка осуществляется разгрузочным устройством. – прутки длиной до 3000 мм устанавливаются в защитную трубу с двумя стойками
Технические характеристики
Покупка и продажа
оборудования для бизнеса
Покупка и продажа
оборудования для бизнеса
- Главная
- Каталог оборудования
- Металлообрабатывающее оборудование
- Металлорежущее оборудование
- Токарные станки
- Токарно-револьверные
- Станок токарно-револьверный
Код товара: 21502
Состояние: В эксплуатации
- Описание
- Технические характеристики
- Дополнительно
- Доставка и оплата
Станок предназначен для токарной обработки деталей из чугуна, стали и цветных металлов со ступенчатыми и криволинейным профилем из прутка диаметром 25-40 мм. и штучных заготовок диаметром до 200мм.в условиях мелкосерийного и серийного производства.
Связаться с продавцом
Год выпуска: 1990
Комплектация: Комплектный, рабочий, без износа по мех. части
Технические характеристики:
Наибольший диаметр изделия, устанавливаемого над станиной, мм 400 Наибольший диаметр обрабатываемого изделия, мм 200
Наибольший диаметр обрабатываемого прутка, мм 40
Расстояние от торца шпинделя до револьверной головки, мм 226 – 530
Наибольшее поперечное перемещение револьверной головки, мм 100
Частота вращения шпинделя; об/мин 10 – 2500
Пределы подач револьверного суппорта, мм/мин
Продольного 1 – 2500
Поперечного 1 – 2500
Мощность электродвигателя главного движения, КВт 15
Габаритные размеры, мм 3850*1880*1710
Масса, кг 3650
Токарно-револьверный станок с ЧПУ 1В340Ф30
Токарно-револьверный станок с ЧПУ 1В340Ф30 имеет вертикальную инструментальную головку и применяется для обработки тел вращения (прутковых или штучных заготовок) по прямолинейному, криволинейному контуру. На нем производят следующие работы: точение, сверление растачивание, зенкерование, подрезка торцов, нарезание внутренней и наружной резьбы. Целесообразно использовать станки в серийном и крупносерийном производстве.
Точность обработки соответствует 8-му квалитету.
Шероховатость обработанной поверхности – Ra 2,5 мкм.
Уровень шума – не более 96 дБА.
Преимущества станка
- Возможность работы в автоматическом цикле при работе с прутковым материалом и в полуавтоматическом – обработка штучных заготовок.
- Шариковинтовые передачи качения обеспечивают плавность и точность продольных и поперечных подач.
- Восьмипозициоанная револьверная головка позволяет устанавливать инструмент различного типа, что увеличивает диапазон технологических операций.
- Настройка на совместную работу крестового и отрезного суппорта.
| Технические характеристики | 1В340Ф30 |
| Наибольший обрабатываемый диаметр изделия над станиной, мм | 400 |
| Диаметр обрабатываемого прутка, мм | 40 |
| Длина устанавливаемой заготовки, мм | 120 |
| Число скоростей шпинделя | 12 |
| Мощность главного двигателя, кВт | 6 |
| Диапазон оборотов шпинделя, мин-1 | 45 – 2000 |
| Наибольший крутящий момент, Нм | 40 |
| Перемещение револьверного суппорта, мм: | |
| продольное | 310 |
| поперечное | 110 |
| Число инструментов | 8 |
| Пределы рабочих подач (продольных и поперечных), мм/мин | 1 – 2500 |
| Число одновременно управляемых координат | 2 |
| Скорость быстрых ходов, продольных/поперечных, м/мин | 10/5 |
| Диапазон скоростей продольных и поперечных перемещений отрезного суппорта, мм/мин | 5 – 600 |
| Ускоренная подача отрезного суппорта, м/мин | 8 |
| Габариты станка (длина/ширина/высота), мм | 2840/1770/1670 |
| Масса, кг | 3600 |
Условия оплаты и поставки
Если Вас заинтересовал токарно-револьверный станок с ЧПУ 1В340Ф30, то Вы можете получить развернутую информацию, сделав запрос на почту Этот адрес электронной почты защищён от спам-ботов. У вас должен быть включен JavaScript для просмотра. или по телефону нашего офиса +7(4852) 66-40-25. Производим наладку и доставку оборудования.
| Станок токарно-револьверный с вертикальной головкой на поперечной опоре и ЧПУ (модель 1в340ф30). Предназначен для различных токарных работ в заданных пределах, в основном, для обработки сложных заготовок с криволинейным и ступенчатым профилем. Станок изготавливается двух типов (моделей): для обработки пруткового материала диаметром до 40 мм и штучной заготовки диаметром до 200 мм..
Изготовитель: Россия, станкостроительный завод “Беверс” |
لات حن ونسول عالمية
تم تصميم آلة الطحن العامة FU450MRApUG لأداء عمليات الطحن لأجزاء مختلفة من المعادن الحديدية وغير الحديدية وسبائكها في الإنتاج التسلسلي والصغير.
النموذج علاه و وحدة التحكم- لة حن نتجت بترخيص من ركة لمانية “يكيرت” … “ZEFS” (نيجني نوفغورود) لكن تفوقهم في القدرات التكنولوجية وخصائص الجودة.
المزايا الرئيسية لآلة الطحن FU450MRApUG:
- .
- .
- يسمح وجود دورات التشغيل الآلي (طحن البندول, الطحن بالقفز السريع, الطحن في دورة مستطيلة في ثلاث طائرات) باستخدام الآلات ليس فقط على نطاق صغير, ولكن أيضا في الإنتاج على نطاق واسع.
- وود جلية خفض وحدة التحكم يمنع الأداة من لمس السطح المشكل ناء المسار المتسارعة العكسي لاولة.
- يوفر وجود آلية لقط المنضدة مع تغذية عابرة ي الإحداثيات الطولية الصلابة اللازمة ويزيل الاهتزاتاتا يسمح طحن التغذية السفلية بالتشغيل الآلي الفعال للأخاديد العميقة والأجزاء المصنوعة من مواد عالية اقوةة.
- تجعل الخصائص عالية الدقة للآلة من المكن نتاج أجزاء من على مستويات الجودة ؛ على سبيل المثال ، لا يتجاوز عدم تسطيح سطح الطاولة على كامل الطول 16 месяцев.
- يسهّل التصميم المعياري إصلاح الماكينة قدر الإمكان إذا لزم الأمر.
| الخصائص التقنية لآلة حن الونسول FU450MRApUG (6Т83Ш) | |
|---|---|
| صفة مميزة | قيمة |
| ن الشغل ، م. | 1500|
رسال عملك الجيد ي اعدة اعدة امعدة امعدة امعدة امعدة امعدة امعدة امعدة البة. استخدم النموذج دناه
г.
نشر على http://www.allbest.ru/
مقدمة
1. الجزء العام
1.1 Другие источники информации
2. اص
2.1 الرض من الجهاز العالمي لطحن وحدة التحكم 6E80SH
2.3 Обновить الاملة لطحن وحدة التحكم راز 6E80SH
3. تنظيم الإنتاج
3.1. النية للإصلاح الشامل لآلة طحن الكونسول الشاملة 6E80SH
3,2 امة بالمعدات والتركيبات والأدوات المساعدة للإصلاح الشامل لطراز الماكينة الشاملة لطحن وحدة 900
4. الجزء الاقتصادي
4.1 المهل الزمنية لـ اصلاح آلة حن عالمية راز 6E80SH
4.2 Замечания по запросу
5.تدابير السلامة والوقاية من الحرائق
5.1 السلامة المهنية في الموقع
5.2 Обновленные версии
5.3 Предыдущий ال 900حي الصناعي
5.4 Последний номер
5.5 حماية البيئة
ائمة المراجع
مقدمة
ArcelorMittal ي أكبر شركة تعدين ي العالم ، حيث انت تسيطر على 10 من سوق الصلب العالمي ي نهلية عاموة عموة ماية المية.
تم تشكيلها ي عام 2006 لال اندماج ركة لوكسمبورغ Arcelor و Indian Mittal Steel المملوكة لرجل العمال الهندي ميملي ميملي ميلا.
بعد الدمج ، بلغت الطاقة الإنتاجية للشركة 120 مليون ن سنويًا. تم الإعلان عن دف التطوير لزيادة السعة على مدى السنوات الخمس المقبلة إلى 150 мин. دت الأزمة الاقتصادية لى تأجيل المشاريع الجاري تنفيذها за 2011-2012 ل 2014.
شركة АрселорМиттал Темиртау акционерное هي أكبر شركة في قطاع التعدين والمعادن في جمهورية كازاخستان وهي مجمع متكامل للتعدين والمعادن مع قاعدة الفحم والحديد والطاقة الخاصة به.
تم ركة АрселорМиттал Темиртау, АО:
سم الصلب
سم الفحم
قسم ركاز الحديد.
شركة АрселорМиттал Темиртау АО متخصصة في إنتاج المنتجات المسطحة والطويلة, بما في ذلك المنتجات التي تحتوي على البوليمر والزنك و الألمنيوم المطلي, وتنتج أيضا اللبيدات وخام الحديد ومركزات الفحم وفحم الكوك والحديد الخام والصلب, بما في ذلك الألواح المصبوبة بشكل مستمر والشرائط وأشرطة الصاري والأنابيب الملحومة بالكهرباء والمنتجات ذات الصلة من الأفران العالية وصناعات حم الكوك.
ركة ArcelorMittal Temirtau JSC هي شركة ذات توجه اجتماعي. يشمل ريد المشروع الاستراحات والمصحات والمخيمات الصيفية للأطفال والمجمعات الرياضية والمؤسسات الية والمؤسسات.تقوم الشركة بتوريد المرافق (الماء الساخن والبارد والتدفئة والكهرباء) لسكان تيميرتاو.
لة حن ناتئ التكنولوجي
1. الجزء العام
1.1 Другие источники информации
Выезд 31
تم تصميم ورشة العمل من بل فرع Karaganda في Gipromez ي عام 1957 г. وتم بناؤها وتكليفها من بل Kazmetallurgstroy Trust العمل بل دلبان سمرلدبين سمربيا من بل Kazmetallurgstroy Trust فالدين سمردلدبين سمردبين سمردبين سالتمربيا
ان المتجر مخصصًا لإصلاح ران التلبيد ، وصناعة الصلب ، ومعدات السبك. ي أكتوبر 1971 г. عيد تنظيم المتجر فيما يتعلق بإنشاء وحدة يكلية مستقلة ЦРМО-1.
تم تصميم TsRMO-2 لإصلاح معدات ورش صناعة الصلب, وتصنيع وترميم قطع الغيار, وأفران أفران السفع, ورؤوس المحولات, وتصنيع وترميم قضبان إيقاف المغرفة المصبوبة بالصلب.
يتكون الورشة من سمين لإصلاح (موقد مفتوح ومحول) ورشة إصلاح ميكانيكية.
Отправлено на 96 дней до 18 часов 3460.
يتم النقل الداخلي للبضائع بواسطة ثلاث رافعات جسرية كهربائية بقدرة رفع 5 أطنان, ورافعتان بقدرة رفع 15/3 طن, وشاحنة نقالة كهربائية بقدرة رفع 10 أطنان, وسيارتين كهربائيتين, ورافعتين كهربائيتين الشاحنات.
يتم نقل البضائع الخارجية عن ريق السكك الحديدية والطرق.
تحتوي الورشة على ثلاثة مداخل للسيارات ومسار للسكك الحديدية بطول 18 лет وميع مداخل الورشة مزورة بية.
يتم تسخين الورشة بـ 5 وحدات STD-300.
يوفر المشروع لـ:
1. الة المنتجات من مساحة مالية واحدة للورشة – 0,68 نتجات من الية واحدة للورشة – 0,68 фунтов / баллов
2. الة المنتجات من لة رئيسية واحدة – 88,5 фунтов / сутки
3. نتاج المنتجات مل لة – 54,5 фунтов / шт
4.نتاج المنتجات لكل عامل – 22.6 фунтов / балл.
الطاقة الانتاجية
اسم | الإصدار السنوي | ||||
حسب المشروع | ي الواقع ، 1.01.72 م. | ||||
تصنيع ع الغيار | |||||
المعالجة الميكانيكية لقطع الغيار المعاد تصنيعها | |||||
سدادة يب بالقطع | |||||
لاح تويري | |||||
عمال الإصلاح والتركيب |
العملية التكنولوجية.
العملية التكنولوجية لمعالجة قطع الغيار فردية وصغيرة الحجم. يتم توريد الصب والمطروقات والمعدن المقطعي لتصنيع ع الغيار إلى المتجر من مستودعات OTC والمعدن المعي لتصنيع ع الغيار إلى المتجر من مستودعات OTC ومحلايايرلتالالتبيايايرلتال يرلتاتبيايايرلتاتبيايالتالتبيايالتالي التبيا يرلتبي المتر تتمثل تقنية الإصلاح في تجميع الوحدات ومراجعتها ناء التحضير للإصلاح واستبدال الحدات اللاح ي تميع الوحدات ومراجعتها ضناء التحضير للإصلاح واستبدال الحدات واستبدال الحدات واستبدال الوحدات والالا الالتالة الالتالة الرتية الالتا التلالالة الرتية الرلت الالالات اللالة الرت
المحل يعمل بنظام الفترتين ، لمدة 8.25 ساعة لمدة مسة أيام عمل ي الأسبوع بنظام الترتين لمدة 8.25 ساعة لمدة مسة يام عمل ي الأسبوع ي الأسبوع مع يومين راحة.
1.2 الغرض والخصائص التقنية الموجزة للمعدات الرئيسية
ائص المواقع والإصلاح والورشة الميكانيكية.
سم لاح معدات الورشة المفتوحة – يقوم بالإصلاحات الوقائية المجدولة للمعدات وفقًا للجلاحات الورشة المتوحة اللاحات الوائية المجدولة للمعدات وفقًا للجلاحات الورة التاتماتات التات التمات التات الت التم الي الي المية المدولة.
يقع الموقع ي دكان مفتوح.
يتكون الموقع за 7 месяцев (60 лет) من ميكانيكي التصليح ولحام الغاز الكهربائي والقواطع.
سم إصلاح معدات ورشة المحولات – يقوم بإجراء إصلاحات وقائية مجدولة للمعدات وفقًا للجداول الحولتلالتلالتلالتلالتلالتلمات التيات مدولة.
يقع الموقع في الغرفة المدمجة بالمبنى الرئيسي لمتجر المحولات في المنطقة 60 ، ي الطابق 23.
يتكون الموقع за 7 месяцев (62 месяца) من ميكانيكي التصليح ولحام الغاز الكهربائي والقواطع.
ورشة الإصلاح الميكانيكي.
نشر في مبنى الإنتاج ورشة عمل. تشمل ورشة الإصلاح الميكانيكي:
أ) القسم الميكانيكي.
ب) قسم التركيب والتجميع.
ب) سم الحدادة واللحام والمشتريات.
د) سم تصنيع وترميم بان الإغلاق.
هـ) الخدمة الكهروميكانيكية.
المقصورة الميكانيكية مصممة ل المعالجة الميكانيكية قطعة منفصلة.يقع ي ممر AB على مساحة 48. يتم تحديد عدد الأدوات الآلية في القسم ، بناءً على افة اليد العاملنة اة اليد العاملنة اة اليد العاملنة اة اليد العاملنة اة اليد العاملنة اة اليد العاملنة معالنة معالة اللة الية معالنة معالة الية معالنة
سم الأقفال والتجميع مخصص لتجميع ومراجعة وحدات المعدات لمتاجر ناعة الصلب في المصنع. يقع القسم ي الممر AB و BV على مساحة 972. يتكون القسم من لواين (10 месяцев) من انعي الأقفال.
قسم الحدادة واللحام والمشتريات مخصص لتصنيع المطروقات الصغيرة وفراغات الأدوات, وقطع الفراغات من المنتجات المدرفلة ذات التشكيلات المختلفة وتصنيع الأنابيب النحاسية للموقد المفتوح ومحلات التحويل.يقع القسم الذي يحتوي على مستودع للمعادن في خليج AB على مساحة 648.
سم تصنيع وترميم بان التوقف مخصص لإنتاج قضبان التوقف لمغارف صب الفولاذ. يتم تنفيذ الأعمال على خط نتاج بطاقة 1600 ن وقف بان سنويا.
حاليًا ، تتم مراجعة مروع القسم ل تحسين العملية التكنولوجية لتصنيع بة السدادة.
تم تصميم الخدمة الكهروميكانيكية لإجراء الصيانة الوقائية واستكشاف الأعطال وإصلاحها ي الورشاة ايلميكة. تع الخدمة ي ممر BV رفة مدمجة بمساحة 180. تكون الخدمة ي ممر BV ي رفة مدمجة بمساحة 180. تكون الخدمة ي ممر BV بال
يقع مستودع المواد في خليج BV في غرفة مدمجة بمساحة 24. المخزن مخصص لتخزين المواد والقيم الفنية. يتم العمل على نقل البضائع في المستودع يدويًا.
يقع مستودع ع الغيار في خليج BV في المنطقة 24 محاط بسياج بشبكة معدنية. المخزن تخدمه رافعة شوكية كهربائية بقدرة رفع 5 نان.
توريد الكهرباء من المحل.
يتم تنفيذ مداد الطاقة للورشة من 12 محطة رعية بكابل 10 يلوفولت. محول تنازلي 1000 يلو ولت أمبير ، 10 / 0.4 متر مربع.
القدرة الكهربائية الكلية للورشة 660 يلو وات.
بما في ذلك الطاقة – 440 يلو واط ؛
رافعة – 184 يلو واط ؛
رن كهربائي – 8 يلو واط ؛
اللحام الكهربائي – 28 يلو واط.
ترتبط بكات Intrashop بـ NTP 0.4 يلو ولت ، ويتم راء الأسلاك في أنابيب بسلك за апрель. تم تجهيز ميع لوحات ShR و ShchU بمدافع رشاشة A3124 и A3131.
الورشة مضاءة بمصابيح GE-50 بكمية 87 مصباح. مالي الطاقة الكهربائية للمصابيح 43.5 يلو واط.
بكات انتراشوب
اسم | مكان الإدراج | بكة إنتراشوب | ||||
ر مم | مية | |||||
انبوب الغاز | المصنع العام | |||||
نبوب الأكسجين | ||||||
خط البخار | ||||||
الهواء المضغوط | ||||||
خط نابيب الماء الساخن | ||||||
مدادات مياه الشرب | ||||||
خط نابيب المياه العملية |
النقل الآلي
بالنسبة للنقل داخل الورشة وداخل المصنع في الورشة, يوجد رافعتان شوكية كهربائيتان ЕР-301 مع شوكات عالمية بقدرة رفع 3 أطنان وسيارتين كهربائيتين ЭК-2 بسعة رفع 2 طن.
الظروف الصحية والمنزلية.
المبنى الاداري للمحل قيد الانشاء. يتم إيواء موظفي فرق الإصلاح والتجميع مؤقتًا في المبنى الإداري للموقد المفتوح ومحلات التحويل.
الخصائص التقنية للمعدات
الاسم والنوع والطراز والشركة المصنعة | المواصفات الفنية | |||
القسم الميكانيكي | ||||
لة حن لة حن 6M12P («Горький») 900 10 | المسافة من نف المغزل لى الطاولة: الأصغر 30 минут بر 400 ملم. حجم سطح العمل للجدول – 1250Ch420 ملم. Просмотров: ولية – 700 м² – 260 м² чел. – 370 чел. استدقاق المغزل الداخلي – ب 3 بر زاوية لدوران رأس المغزل هي ± 45 درجة. بر حركة محورية للمغزل هي 70 минут. حدود سرعة دوران المغزل هي 31.5 ساعة 1600 دورة ي الدقيقة. | |||
لة حن وحدة التحكم العالمية على نطاق واسع 6M82SH | بعاد سطح العمل للجدول هي 125Ch420 ملم. м² – 32 м² 50 мин. عدد المغازل 2. Просмотров: أفقي – №3. روس دوارة وموضوعة – رقم 2. حدود سرعة المغزل: أفقي 31.5h2600 دورة في الدقيقة ؛ رأس دوار 90-1400 دورة في الدقيقة. حدود تغذية الطاولة الطولية والعرضية: 25 1250 чел. / دقيقة. نطاق تغذية الطاولة العمودية هو 8,3–416,6 мм. اولة السفر الطولية – 700 миль. المسار العرضي للجدول 240 م. اولة السفر العمودي – 420 чел. دوران رس الطحن في المستوى العرضي للجدول – 45-90 درجة. الحد الأقصى لوزن الشغل 250 م. | |||
لة التسوية الهيدروليكية 7M37 (مصنع الأدوات اللية اللية Gomel) | وط منزلق – 150 × 100 м. بعاد الجدول – 560Ch2000 ملم بر مسافة بين مستوى الطاولة والمنزلق 500 м.м. بر حركة أفقية للطاولة 800 مم. حدود سرعة المنزلق – 3h58 م / دقيقة. بر زاوية لدوران شريحة القاطعة هي ± 60 درجة. | |||
ماكينة الشق الهيدروليكية 7M430 (مصنع الأدوات الآلية Gomel). | чел. – 320 чел. Срок службы – 360 человек м² – 700 чел. حركة للطاولة: ولية – 600 чел. м² – 300 м². حدود سرعة القاطع ي 3 ساعات و 24 م / دقيقة. | |||
المسوي 7210 (مصنع أدوات الآلة مينسك) | المسافة بين سطح الطاولة والعضو المتقاطع 1000 мин. المسافة بين الأعمدة – 1100 чел. Размер: 3000 × 900 дюймов. В наличии: الأكبر – 3200 مم ر 700 ملم. عدد الفرجار: على العارضة – 2 على العداد – 1. الحركة الأفقية للفرجار على طول العضو المتقاطع 1500 مم. الحركة الرأسية للدعم على طول الحامل 900 مم. سرعة عمل الطاولة – 4h90 م / دقيقة. سرعة روع الجدول – 12h90 م / دقيقة. | |||
لة اروسيل 1531 (مصنع راسنودار للأدوات الآلية). | اللوحة الأمامية – 1150 чел. ورات اللوحة المامية – 6,3 ч 415 об / мин. اوية ميل الدعامة الرأسية ± 45 درجة. ارتفاع الرفع للدعم الرأسي – 550 مم. чел. عبر الشرائح – 630 чел. تغذية الفرجار – 0,05 ÷ 12,5 миль / دورة. | |||
لة حفر أفقية 2620 ولت (رابطة لينينغراد للأدوات الآلية سميت باسم سفيردلوف). | м² – 90 м². سرعة دوران المغزل – 12,5 ч3000 دورة في الدقيقة. سرعات دوران لوحة الواجهة – 8h300 دورة في الدقيقة. تفتق داخلي للمغزل – مورس رقم 5. بعاد سطح العمل للجدول هي 1120X1300 مم. Просмотров: راب رأس عمودي – 1000 чел. чел. – 710 чел. الجداول عبر – 1000 مم الجدول بالطول – 1090 دعم لوحة الوجه الشعاعي – 170 млн. Просмотров: м² – 330 м² الفرجار – 600 м². | |||
لة الحفر الشعاعي 2H55 (مصنع الأدوات الآلية وديسا). | بر قطر حفر هو 50 مم. تفتق مورس – № 5. بر حركة محورية للمغزل هي 350 مم. عبء المغزل – 410h2600 مم. سرعة المغزل – 20-2000 دورة ي الدقيقة | |||
مرطة اللولبي 1E61M (مصنع الأدوات الآلية في إيجيفسك) | ارتفاع المركز – 170 миль. تحة المغزل 32 مم. وق الدعم – 183 وق السرير – 320 чел. | |||
مرطة اللولبي 1K62 (سمي مصنع الأدوات الآلية على اسم يفريموف ، موسكو) | ارتفاع المركز – 215 миль. Кол-во номеров – 38 чел. Просмотров: وق الدعم – 260 مم وق السرير – 400 чел. | |||
مرطة اللولبي 1625 (مصنع الأدوات الآلية الذي يحمل اسم يفريموف ، موسكو) | المسافة بين المراكز 1400 ملم. ارتفاع المركز – 215 миль. تحة المغزل 47 مم. Просмотров: وق الدعم – 260 مم وق السرير – 400 чел. | |||
مرطة اللية اللولبي 1A616 (مصنع الأدوات الآلية Куйбышев). | المسافة بين المراكز 710 ملم. ارتفاع المركز – 170 миль. تحة المغزل 32 مم. Просмотров: чел. – 188 чел. وق السرير – 320 чел. | |||
مرطة اللوليسي 163 (مصنع الأدوات الآلية في تبليسي) | المسافة بين المراكز 1400 ملم. ارتفاع المركز 265 مم. تحة المغزل 65 مم. Просмотров: وق الدعم – 350 وق السرير – 630 чел. | |||
مرطة اللولبي 9M14C3 (مصنع الأدوات الآلية في تبليسي) | المسافة بين المراكز 710 ملم. ارتفاع المركز 265 مم. تحة المغزل 65 مم. Просмотров: وق الدعم – 350 وق السرير – 630 чел. | |||
مرطة اللولبي 165 (مصنع الأدوات الآلية ي ريازان) | المسافة بين المراكز 2800–5000 ملم. ارتفاع المركز – 500 м². الثقب في المغزل 80 مم. Просмотров: وق الدعم – 650 وق السرير – 1000 чел. سرعة المغزل – 5h500 دورة في الدقيقة. | |||
لة جلخ سطوانية ZA164A (مصنع “Kommunar” ، لوبني ، منطقة بولتافا) | المسافة بين المراكز 2800 ملم. بر قطر للمنتج 400 مم. بر وزن للمنتج و 250 م. بر أبعاد الدائرة: القطر الخارجي – 750 миль القطر الداخلي – 40 миль العرض – 70 миль. | |||
قسم التجميع. | ||||
مكبس هيدروليكي أفقي P983 (مصنع أوديسا للمكابس). | الجهد – 315 ن. السوائل في الشبكة 200 م / سم 2. بر شوط للمكبس هو 850 ملم. يبلغ الحد الأقصى لقطر المنتج المضغوط 1500 مم. سائل العمل هو الزيت. المسافة من نهاية المكبس إلى نهاية شعاع الدفع المتحرك: الحد الأقصى – 2900 м² الحد الأدنى – 900 м² м² – 2500 м². | |||
مكبس هيدروليكي بعمود واحد P6320 (مصنع оренбургский «Металлист»). | الجهد – 10 نان. يبلغ ضغط السوائل في الشبكة 160 м² / м². شوط القضيب 400 مم. بعاد الجدول – 380 × 500 м. | |||
لينة ل نة ZM-634 (مصنع إصلاح جلال باد) | عدد الدوائر – 2 بعاد الدوائر – 400Ch50Ch303 مم سرعة المغزل – 1420 دورة في الدقيقة. المسافة بين المراكز – 700 чел. Кол-во номеров – 830 чел. | |||
لة حفر عمودية 2A135 (سميت المحطة باسم لينين ، ستيرليتوماك). | ر الحفر الأقصى 35 مم. استدقاق المغزل – رمز مورس رقم 4. محور محور الدوران – 300 м². وط المغزل – 225 м². ربة رأس غراب – 200 чел. سرعة المغزل – 68-1100 دورة في الدقيقة. نطاق التغذية – 0.12 نإاى 1.6 مم / دورة. | |||
قسم التشكيل واللحام والمشتريات. | ||||
مرقة تعمل بالواء المضغوط М415А (مصنع ورونيج KPO). | وزن اء التغذية 400 م. عدد النبضات في الدقيقة – 130 تبلغ الطاقة الحركية الفعالة لأجزاء التغذية 950 م. المسافة من محور المرأة إلى السرير 520 минут. المسافة من مرآة المهاجم إلى المرأة 530. بعاد المرآة الحاجزة 265 × 100 مم. Страна проживания: мес. – 100 мес. دائري – 115 миль. | |||
لة ع المنشار 872 (مصنع كراسنودار التجريبي الذي سمي على اسم كالينين). | يبلغ ول شوط ار المنشار 140 × 180 мм. чел. – 450 чел. عدد ضربات ار المنشار لكل دقيقة – 85-110. | |||
ماكينة تفريز مقطوعة 8-66 (منع أدوات آلية مينسك) | ثورات شفرة المنشار في دقيقة. – 3,3х35,5 ر شفرة المنشار – 710 миль. سرعة القطع – 7.4h57 م / دقيقة. بر قطر لقطع الشغل المراد قطعها 230 مم. | |||
Младенец ПСО-300 | Последнее обновление: | |||
Предыдущий TD-500 (первоначальный номер M-5293) | ||||
ورج ورج | صُنع بواسطة ورشة العمل. | |||
رن رفة التسخين | مساحة الموقد 0.66 м². الوقود: از فرن الكوك. | |||
الخدمة الكهربائية والميكانيكية. | ||||
لة حفر عمودية 2A125 (مصنع ميكانيكي ، مستوطنة اباني ، منطقة لوهانسك). | ر الحفر الأكبر 25 مم. وط المغزل – 200 м². سرعة المغزل في دقيقة. – 165 С 2130. بر حركة للطاولة 400 مم. بعاد الجدول – 350 × 400 м. | |||
ماكينة لخ خشنة 3M-634 (مصنع موكاشيفو سمي على اسم كيروف) | عدد الدوائر 2. بعاد الدوائر 400X40X203 مم. ورات المغزل في دقيقة. – 700 до 1400. | |||
ماكينة تليخ السطح 372B (مصنع موسكو للأدوات الآلية). | بعاد المنتجات المصنعة ي 1000X300X400 مم. بعاد الجدول – 1000 × 300 м. ارتفاع الدائرة – 40 минут. Подпись: الخارج – 250 × 350 мм داخلي – 127 м². | |||
ماكينة عالمية 3659A (مصنع فيتبسك لآلات الشحذ). | ر المثاقب المراد شحذها – 80 м². وايا حذ – 70 درجة س 140 درجة. عدد حبيبات الأداة التي تم حذها يصل صلى 12. Просмотров: القطر الخارجي – 200 миль داخلي – 32 м² رتفاع يصل إلى – 70 миль. عدد دورات الدائرة في دقيقة. – 1850 |
Обслуживающий персонал
الاسم ، الرقم ، الشركة المصنعة | Предыдущий | المواصفات الفنية | |||
رافعة جسرية كهربائية رقم 1 (مصنع ميكانيكي ، مستوطنة نوفوبوريسك ، منطقة خاباروفسك). | سم التزوير والمشتريات القسم الميكانيكي. سم تصنيع يب السدادة | القدرة الاستيعابية – 5 نان. الجسر 16,5 мес. Просмотров: رافعة – 73,5 миль / دقيقة ؛ عربات – 38 чел. / دقيقة ؛ الصعود – 10 месяцев. ارتفاع الرفع – 8 мес. | |||
رافعة جسرية كهربائية رقم 3 (مصنع بناء الآلات ، محطة أوزلوفايا ، منطقة تولا). | سم التركيب والتجميع | القدرة الاستيعابية – 15/3 ن. الجسر 16,5 мес. Просмотров: رافعة – 49 م / دقيقة ؛ عربات – 18 месяцев المصعد الرئيسي – 2.2 миль / دقيقة ؛ المصعد الإضافي – 9,7 миль / دقيقة. Просмотров: ر 8.5يسي – 8.5 مساعد – 8,5 мес. | |||
رافعة جسرية كهربائية رقم 4 (مصنع PTO ، الإسكندرية ، منطقة كيروفوغراد). | سم التركيب والتجميع | القدرة الاستيعابية – 15/3 ن. الجسر 16,5 мес. Просмотров: رافعة – 75,3 م / دقيقة ؛ عربات – 34,5 м / دقيقة ؛ المصعد الرئيسي – 8 мес. / دقيقة ؛ المصعد الإضافي – 19,2 мес. / دقيقة. Просмотров: г. – 8 шт. مساعد – 8 мес. | |||
عربة كهربائية (مصنع دنيبروبيتروفسك للمعدات المعدنية). | بين الامتدادات ي المحاور 4-5 | درة الحمل – 10 ن السكك الحديدية kalea – 1000 مم ؛ اعدة بوجي – 1600 мин. حجم المنصة – 2630 × 1650 мм. سرعة السفر – 40 чел. / دقيقة. القيادة من المحرك الكهربائي MTK-11-V ، وة 2.2 يلو واط ، 885 دورة في الدقيقة. الضغط على ر التحكم. |
2.جزء خاص
2,1.
الل 2-1-1 الاملة لطحن وحدة التحكم 6E80SH
تم تصميم الماكينة الأفقية الشاملة لطحن وحدة التحكم 6E80Sh لأداء الطحن وبعض أنواع أعمال الحفر على الأجزاء الصغيرة الحجم المصنوعة من المعادن الحديدية وغير الحديدية والبلاستيك.
يتم استخدامها في ظروف الإنتاج الفردي والمتسلسل. تسمح لك الخصائص التقنية للآلات بالاستخدام الكامل لإمكانيات أدوات HSS ، لاً عن الأدوات المجهزلابيا.
يسمح رأس الطحن الدوار المزود بريشة قابلة للسحب بطحن الأسطح المائلة للأجزاء. يؤدي استخدام رأس التقسيم والطاولة الدوارة والنائب إلى توسيع القدرات الفنية للآلة.
اللات على مبدأ الطحن باستخدام اطع ابت دوار ، مثبت ي محور دوران ي أو رأسي. تُستخدم حركات الجدول (إحداثيات X) و والشريحة (إحداثيات Y) ، والأذرع (إحداثيات Z) حركات عمل تحديات.
يتيح لك استخدام معدات CNC معالجة الأجزاء وفقًا للبرنامج في الوضع التلقائي.
Число звезд:
الحامل و الوحدة الأساسية التي تُركب عليها جميع الوحدات والآليات الأخرى.الحامل متصل بشكل صارم بالبلاطة (القاعدة). يتم تثبيت رأس عمود الدوران العمودي على جذع الماكينة, ويتم تثبيت معلقات للعمل مع مغزل طويل بأدلة الجذع.
يتم تثبيت علبة التروس الخاصة بالمغزل الأفقي في رف. يتم تشغيل المغزل العمودي بواسطة محرك كهربائي يوضع أعلى الرأس.
نع الجدار الخلفي لوحدة التحكم على ل دلة تتوافق. تتحرك المزلقة بشكل جانبي على وحدة التحكم وتحتوي على بان للطاولة. يتم توصيل برغي تغذية طولية بالجدول. العمل ممكن من خلال طريقة المرور وطريقة الطحن المضاد.
Текущий рейтинг:
آلية تبديل الحركة الرأسية للطاولة, والشريحة, والطاولة, ونظام التبريد, والخزانة الكهربائية, وآليات تبديل الحركة العرضية للطاولة, والسرير, وصندوق التغذية, وآلية تبديل التغذية, وآلية تبديل تردد دوران المغزل الأفقي, علبة التروس والمغزل, الجذع برأس المغزل, جهاز الحماية, لية لتبديل وتيرة دوران المغزل العمودي ، التعليق ، وحدة التحكم.
ة وتشغيل الآلة وأجزائها الرئيسية.
مجالس الإدارة والغرض منها:
مقبض منضدة التحريك الرأسية اليدوية
العجلة اليدوية للحركة العرضية اليدوية للشريحة
مقبض التعشيق العمودي
دودة العينات رد عل عنيف على المسمار الولي
علة يدوية لحركة الطاولة اليدوية
الجدول المشبك
تبديل “الإضاءة”
مقبض لقط كم المغزل
مام نظام التبريد
مقبض لتشغيل التيار الكهربائي
النقل السريع للجدول
ر البدء
ر التوقف ي حالات الطوارئ
مقبض لقط النقل
عبر مقبض إشراك التغذية
مقبض المشبك وحدة التحكم
تبديل محرك التغذية
تبديل مضخة التبريد
اتجاه مفتاح الدوران للمغزل الأفقي
اضغط الزر
مفتاح دوران المغزل العمودي
مقبض تحويل القوة الغاشمة للمغزل الأفقي
مقبض تحويل سرعة المغزل الأفقي
الحركة اليدوية للجذع
بت الجذع على السرير
تحامل رس الطحن على الجذع
توم الدودة بتدوير رأس الطحن في المستوى الطولي للطاولة
توم الدودة بتدوير رأس الطحن في المستوى العرضي للطاولة
مقبض القوة الغاشمة للمغزل العمودي
مقبض للتبديل فوق بكرات المغزل العمودي
مقبض تحول سرعة المغزل العمودي
مقبض لتحريك م المغزل العمودي
مقبض التعشيق للتغذية الطولية
مقبض لتحريك ندوق التغذية
مقبض تبديل التغذية
مسامير لقط الشريحة من الجهاز 6T80
ر التوقف
الرسم التخطيطي الحركي.
يتم تشغيل المغازل بواسطة محركات كهربائية من لال ناقل حركة على ل حرف V.
تحتوي المغازل على 12 سرعة مختلفة يتم الحصول عليها عندما تتحرك تل التروس على متلفة الللمدة. يتم تنفيذ سلك التغذية من المحرك الكهربائي من لال أداة التوصيل ، من العمود IX لى ندوق التغذية. من خلال تحريك كتل التروس, يوفر صندوق التغذية 18 تغذية مختلفة, والتي يتم نقلها إلى عمود XYI الخاص بوحدة التحكم ثم, عند تشغيل قابض الكامة المقابل, إلى البراغي للحركة الطولية والعرضية والعمودية.
يتم تنفيذ الحركات المتسارعة من المحرك الكهربائي من لال أعمدة IX و X و HP و XY الوابض الحركات المتسارعة من المحرك الكهربائي من لال عمدة IX و X و HP والحرات القوابض الحرات الوابض الحرات الوابض الحرات الوابض الرالمن اتيلة الاليالة التسالبية الاليالة الولالة الربيلة.
دوات توصيل حدبة مطدوجة الجوانب.
السرير و الجزء الأساسي من الماكينة ، حيث يتم تثبيت جميع المكونات والآليات الأخرى. حامل السرير متصل بشكل صارم باللوحة (القاعدة) ، وهي خزان المبرد.
يتم تثبيت رأس عمود الدوران العمودي على ع لة 6E80SH ، ويتم ربط الشماعا للعمل الدوران العمودي على ع لة 6E80SH ، ويتم ربط الشماعا للعمل مللللتيل بيلة الللليل بيلة. التعليق لها محمل متداول ومحمل انزلاقي. الشماعات الموجودة على أدوات الماكينة غير قابلة للتبديل ؛ لتثبيت الشماعات ، اقلب الرأس لأعلى.
يتم تثبيت علبة التروس الخاصة بالمغزل الأفقي في السرير. يتم التوصيل بالمحرك الكهربائي من خلال ناقل حركة على شكل حرف V. يتم تشغيل المغزل الرأسي للماكينة من محرك ربائي يتم إحضاره إلى الجزء العلوي من الرأس من لاللن لرأس من لاللن رس من لاللنا رباي يتم حضاره لى الجزء العلوي من الرأس من لاللنا رس من لاللنارعلولبة يرعلولاة يرعلولان يريلولابة يرعلولابة رالولة الولالة يرعلولة
يتم تثبيت المغزل في غلاف منزلق. يتم توصيل رأس المغزل لآلة 6E80SH بالجذع من خلال مشبك ولديه القدرة على الدوران في اللاتجاهالتلالةيولة الية الولة.يقع محرك التغذية في وحدة التحكم. في المقدمة, في الجزء السفلي من وحدة التحكم, يوجد محرك كهربائي ذو حواف, وعلى الجانب الأيسر من الكونسول يوجد صندوق تغذية بآلية تبديل التغذية وآلية لتفعيل الحركة الرأسية للطاولة, على اليمين – آلية لتفعيل الحركة العرضية للطاولة. يحتوي ندوق التغذية ذو الثماني عشر سرعة على سلسلة اجتياز سريعة مع ابض أمان والذي يستغذية الي يستية اتلاللالالالاتيا اتلاللالالالان اتلاللالالالالاتلالة اتلاللاتيا والذي يستيا التلاللالالاليالاتلالة اتلاللالالالة اتلاللا, اتلاللا, اتلالل,
يتم تثبيت القابض الكهرومغناطيسي وقابض التجاوز على عمود واحد الابض مان. يتم تضمين الحركات السريعة للطاولة بواسطة الزر.تتكون آلية تبديل التغذية من مقابض حدبة ذات أخاديد جانبية ، وقرص ورافعات لتغيير التروس.
يحدث تبديل التروس في صندوق التغذية عندما يدور القرص حول المحور وعندما يتم تدير المحور بواسقة بواسطة بواسة.
.
يتم تنفيذ الحركة العمودية اليدوية للجدول بواسطة مقبض ، عرضي – بواسطة عجلة يدية.
نع الجدار الخلفي لوحدة التحكم على ل دلة تتوافق.
يحتوي الجزء العلوي من وحدة التحكم على أدلة مستطيلة تتحرك على ولها الشريحة.
تتحرك المزلقة بشكل جانبي على وحدة التحكم وتحتوي على بان للطاولة.
يتم توصيل برغي تغذية طولية بالجدول. تحتوي الشريحة على تروس مخروطية تقوم بتدوير المسمار والمقابض وآلية ربط التغذية الطولية.
г.
عند العمل مع ريقة الطحن العداد ،ن المسمار اللولبي يتآكل بشدة.لذلك ، ا تم تنفيذ عمل واحد على الجهاز لفترة طويلة ، فيجب تغيير قسم المسمار.
يتم استخدام استخدام وس مع امولة والذي يتم توصيله بجسم الشريحة ومتصل بمسمار وحدة التحكم ،لتلية.
البيانات الفنية الأساسية وخصائص الآلة.
بعاد سطح العمل للطاولة (الطول × العرض) مم 200 × 800
عدد الفتحات على ل حرف T للجدول 3
بر حركة للطاولة ، مم
ولية 560
عرضي 220
المسافة من محور المغزل الأفقي إلى سطح العمل للطاولة ، مم
ر 0
عم 400
المسافة من نهاية المحور الرأسي إلى سطح العمل للطاولة مم
أصغ 15
عم 400
دوران رأس المغزل ، درجات
ي المستوى الطولي للجدول ± 45
ي المستوى العرضي للجدول (على السرير) 30
ي المستوى العرضي للجدول (من السرير) 45
وط م رأس المغزل ، 70 чел.
عدد سرعات المغزل (أفقي / رأسي) 12
حدود سرعة المغزل ، دقيقة -1
ي 50-2240
عمودي 56-2500
عدد وجبات المائدة 18
حدود تغذية الجدول مم / دقيقة
ولية وعرضية 20-1000
عمودي 10-500
سرعة الحركة السريعة للطاولة ، م / دقيقة
الطولي والعرضي 3.35
الرأسي 1.7
سعر تقسيم اولة حركة الأطراف ، مم
ولية وعرضية 0.05
Дата обращения 0,02
يمة تقسيم رف حركة كم المغزل الرأسي ، مم 0,05
الأبعاد الكلية للآلة (الطول × العرض × الارتفاع) مم 1600 × 1875 × 2080
وزن الآلة (بالمعدات الكهربائية) 1430 م
داة تستخدم عند تشغيل الآلة.
تتميز لة الطحن الأفقية 6T80SH بوجود وحدة تحكم وترتيب أفقي للمغزل عند معالجة الأسطح المسطحن الية معالطة السطح معالة السطح معالة السطح معالة السطح معالة السطح المسطحلللالمحية والمشكحية والمشكحية والمشكحية والمحية اللالمحية والمحية ماللالملات المسحية ماللملات الميل ال علي الي… يمكن أيضًا استخدام طواحين النهاية وطواحين النهاية.
تستخدم واطع سطوانية عند تصنيع الطائرات. يمكن ن تكون هذه القواطع مستقيمة أو حلزونية. تعمل القواطع الحلزونية بسلاسة ؛ تستخدم على نطاق واسع في التصنيع. تستخدم القواطع المستقيمة للطائرات الضيقة حيث يكون لمزايا القواطع الحلزونية تأثير يل على عملية. عندما تعمل القواطع الأسطوانية ات الأسنان الحلزونية ، تنشأ قوى محورية ، والتي بزاوية القواطع السطوانية ات الأسنان الحلزونية ، تنشأ وى محورية ، والتي زو محورية ، والتي بزاوية ميلسن لذلك ، يتم استخدام واطع سطوانية مزدوجة ، حيث يكون لأسنان القطع الحلزونية اتجاه ميل مختلف.يتيح لك ذلك موازنة القوى المحورية التي تعمل على القواطع ناء عملية القطع. ع. القواطع الأسطوانية مصنوعة من الفولاذ عالي السرعة ومجهزة بإدراج ربيد ، مسطحة وحلزونية.
تستخدم واطع الزاوية عند طحن فتحات الزاوية والمنحدرات. القواطع حادية الزاوية لها حواف ع عل السطح المخروطي والوجه النهائي. واطع الزاوية المزدوجة لها حواف ع تقع على سطحين مدببين متجاورين.
تستخدم واطع الزوايا على نطاق واسع ي نع الأدوات لطحن مزامير الرقائق من دوات مختلفة.في عملية العمل مع قواطع الطحن أحادية الزاوية, تنشأ قوى القطع المحورية, حيث يتم قطع معدن قطعة العمل بشكل أساسي عن طريق قطع الحواف الموجودة على السطح المخروطي. في قواطع الزاوية المزدوجة, فإن القوى المحورية الناشئة عن تشغيل حافتي زاويتين متجاورتين للسن تعوض بعضهما بعضا, وعندما تعمل قواطع الزاوية المزدوجة المتماثلة, تكون متوازنة بشكل متبادل. لذلك ، تعمل قواطع الزاوية المزدوجة بسلاسة أكبر. تتوفر واطع الزوايا الصغيرة مع المطاحن الطرفية الأسطوانية أو المستدقة للساق.
تستخدم القواطع ات الأشكال على نطاق واسع ي معالجة مجموعة متنوعة من الأسطح المشكلة.تتجلى. من الأفضل التعامل مع الأسطح ات الأشكال القصيرة ي الإنتاج الكبير الحجم عن طريق السحب. (.
تستخدم المطاحن النهائية على نطاق واسع عند تصنيع الطائرات على لات الطحن العمودية. يتم تعيين محورها بشكل عمودي على المستوى الآلي للجزء. على عكس القواطع الأسطوانية, حيث يتم تشكيل جميع نقاط حواف القطع وتشكيل سطح مشغل آليا, في المطاحن الطرفية, يتم تحديد ملامح فقط قمم حواف القطع للأسنان.حواف القطع الطرفية مساعدة. يتم تنفيذ عمال القطع الرئيسية بواسطة حواف القطع الجانبية الموجودة على السطح الخارجي.
تستخدم المطاحن الطرفية لتشكيل الأخاديد العميقة في أجزاء الجسم ، والأخاديد الكنتورية والحواف رتورية والحواف رتورية والحواف رتوالة التالة التية. يتم تثبيت المطاحن النهائية في مغزل الماكينة بساق مدبب و أسطواني. باستخدام هذه القواطع, يتم تنفيذ أعمال القطع الرئيسية بواسطة حواف القطع الرئيسية الموجودة عليها سطح أسطواني, وحواف القطع الطرفية الإضافية تنظف فقط الجزء السفلي من الأخدود. تصنع هذه القواطع عادة بأسنان حلزونية أو مائلة.تصل زاوية ميل الأسنان إلى 30-45 *. يتم اختيار المطاحن النهائية أصغر (حتى 0.1 مم) من عرض الأخدود ، حيث لوحظ كسر الأخدود نا الطحن.
يتم تركيب طواحين نهاية الصدف باستخدام شفة انتقالية. يتم إرفاق المغزل في مخروط المغزل بقضيب تنظيف. يتم وضع ة انتقالية على رقبة المغزل وقاطع الطحن ، والذي يتم تثبيته بمسمار. يتم تثبيت القواطع ، التي لها مجرى مفتاح في الفتحة ، على مغزل مع تف به اديد لمسامير المغزل.
يتم تثبيت المطاحن السطحية وطواحين النهاية المزودة بساق مورس المستدقة في عمود المستدقة ي عمود الدوران النمغطاحين الناية المزودة بساق مورس المستدة في عمود المستدنة ي عمود المستدنة ي عمود الدوران النمغطاحية.
г.
عند إعداد الأداة ، تذكر ن نفاد الجهاز سيؤثر سلبًا على دقة المعالجة وعمر الأداة. لذلك ، من الضروري مراقبة ودة أداة القطع والمغناطيس والحلقات الوسيطة.
2.2 العملية التكنولوجية للإصلاح الشامل لآلة حن وحدة التحكم الشاملة من راز 6E80SH
Последний номер:
1- الفحص الخارجي للآلة (بدون تفكيك لاكتشاف العيوب)
2.حص وفحص حالة آليات الحركة الرئيسية ومحرك التغذية ؛
3-تعديل الفجوات من مسامير الرصاص الجدول.
4. تعديل محامل المغزل.
5. التحقق من تشغيل آليات تبديل السرعات والأعلاف ؛
6. تنظيم آليات تشغيل قوابض الكامة والتغذية وقابض الاحتكاك للاجتياز السريع ؛
7. تعديل سافين الجدول ، الشريحة ، وحدة التحكم والجذع ؛
8. التفتيش على الأدلة وتنظيف النكات والخدوش.
9. شد السحابات فضفاضة.
10. التحقق من لاحية الحدبات الحد للخدمة ؛
11.حص حالة وإصلاحات طفيفة لأنظمة التبريد والتشحيم.
12. حص حالة وإصلاح أجهزة الحماية.
13. تحديد الأجزاء التي تتطلب الاستبدال أثناء الإصلاح التالي (بدءًا من الإصلاح الطفيف الثاني) ؛
لاح لة يرة:
1. التفكيك الجزئي للوحدات.
2. جميع الوحدات.
3 – تعديل و استبدال المحامل الدوارة ؛
4.تنظيف النتوءات والفتات على أسنان التروس وفتات الخبز وشوكات النقل ؛
5. استبدال وإضافة راص الاحتكاك عالية السرعة (بدءًا من الإصلاح الثاني) ؛
6.تشكيل وتجريد الأوتاد والشرائط.
7. تنظيف براغي الرصاص واستبدال الصواميل البالية.
8.تنظيف الشقوق وجرجرات الأدلة وأسطح عمل المنضدة ؛
9. استبدال السحابات البالية والمكسورة
10. حص وتنظيم آليات تشغيل السرعات والتغذية.
11.إصلاح أنظمة التشحيم والتبريد ؛
12. اتبار الجهاز في وضع الخمول ، والتحقق من الضوضاء والتدفئة والدقة على قطعة العة.
Последний товар:
1.عقدة تفكيك الجهاز ؛
2.شطف جميع الوحدات.
3. حص أجزاء الوحدات المفككة.
4. إعداد بيانات العيب.
5. تعديل أو استبدال محامل المغزل ؛
6. استبدال و ترميم الأعمدة المحززة ؛
7. استبدال البطانات البالية والمحامل.
8. استبدال الأقراص وأجزاء من قابض قابض الاحتكاك السريع للسفر ؛
9. استبدال عجلات التروس البالية.
10. ترميم و استبدال براغي وصواميل الرصاص المهترئة ؛
11. تحجيم و استبدال أسافين الضبط.
12- لاح المضخات والتجهيزات لأنظمة التشحيم والتبريد ؛
13.التصحيح عن ريق الكشط أو طحن أسطح الأدلة ، ا تجاوز تآكلها المسموح به.
14. دهان الأسطح الخارجية للآلة.
15.إزالة الجهاز في وضع الخمول (في جميع السرعات والتغذية) مع حص الضوضاء والتدفئة ؛
16. حص الجهاز للتأكد من دقته وصلابته وفقًا لـ ГОСТ 17734-72.
Текущий рейтинг:
يتم راء الإصلاح الشامل من خلال التفكيك الكامل لجميع وحدات الماكينة ، وفقًا للنتائج يينة وا للنتائج التي تيم اتلتلتيم اتلود التيم اتلتلتيم اتلتلتيم اتلود التيتيم اتلتيم اتلتيم اتلتيم التيم ات نتيجة للإصلاح ، يجب استعادة و استبدال جميع الوحدات والأجزاء البالية من الماكينة واستعادة الماكينة واستعاداداتبدال ميع الوحدات والأجزاء البالية من الماكينة واستعادادااتولتولتاتاتول اتولتولاتول اتولية اتولتلاتول التول التوليةيتم تحديد بيعة ونطاق العمل لهذا النوع من الإصلاح لظروف تشغيل محددة نظام موحد اليانة الللقائية الةمية.
2.3 Обновить الطحن لة عمودية عمودية متاطعة ونمو DRO 65A80F13
نظام تشحيم.
Текущий рейтинг:
تزييت مركزي
نظام التشحيم الدوري.
نظام تشحيم مركزي للآلة.
تم تصميم نظام التشحيم المركزي لتشحيم المحرك الرئيسي ، وتبريد محامل المغزل الأمامية وتزويام نظالمية وتزويا.
يتم تغذية التزييت من وحدة الضخ NP ، الموجودة ي حجرة التزييت بالمحطة الهيدروليكية للماكيدروليكية للماكيليدروليكية للماكيليدروليكية ليماكينة اللللين الموودة.يتم توصيل الخانق الأصلي DR1 بالتوازي على التدفق المحول من المغزل ، والذي يعمل على بط مية يعملل بط مية اللليلي بط مية اللالليم بط مية اللالليم بط مية اللاليليم ب مية اللالرليم ب مية اللالحليم ب.
الموجود في المحطة ، وينظم استهلاك مواد التشحيم لتبريد المغزل.
Последние обновления:
برغي صمام أمان علبة التروس ؛
لق الخانق ДР2 ؛
م بتشغيل محطة الضخ ؛
اضبط الضغط على 0.2 ميجا باسكال ؛
بط مفتاح الضغط RD لهذا الضغط ؛
اضبط الضغط على 0.35 … 0,4 باسكال ؛
ا تح الانق ДР2 ، مع التأكد من ن الضغط في المحطة هو 0.3 ميجا باسكال.
لا يتم تنظيم الخانق ДР1 ناء التجميع والتشغيل.
نظام التشحيم الدوري.
تم تصميم نظام التشحيم الدوري لتزييت الموجهات, والمسامير الكروية مع الدعامات, وجميع الإحداثيات الثلاثة (المنضدة, والشريحة, وغراب الرأس).
يشمل النظام:
مضخة حادية الخط للعمل المتقطع بمحرك هيدروليكي H ؛
م،يات P1, P2, P3, P4, تستخدم لتوزيع الرعات من مواد التشحيم حسب الن اط ؛
مام الأمان KP1 ؛
مفتاح حد VK ، يستخدم للتحكم في تشغيل وحدة التغذية ؛
از التحكم PU والذي يستخدم لتشغيل الموزع P4 ، والذي يتحكم في المضخة N.
يعمل نظام التزييت على النحو التالي.
ي فترات منية محددة يصدر جهاز التحكم والمراقبة مرًا للتنشيط الدوري لملف P4 الذي يتحكم ي تحية الي يتحكم ي تحية الي يتحكم ي اتحم ي تحية الي الدوري لمل P4 الذي يتحكم.
يضيء مصباح “الشحوم” الأبيض على لوحة العدادات. من المضخة يتدفق يت التشحيم لى وحدة التغذية المركزية P1 ومنه لى وحدات التية لاحقة P2 و P3 и P4 تية.
بعد اتمال الدورة الكاملة بواسطة وحدة التغذية P1 ، يتم رسال ارة مناح حد VK لى حداتاح حدد VK لى حدارة اد التية. لال هذا الوقت ، يقوم قضيب VK بحركة ترددية واحدة.يصدر از التحكم ، بعد تلقي إشارة من VC ، مرًا لإيقاف تشغيل التخزين المؤقت P4 وضخ N. تنتهي دورة اللحم ريم ريم. في حالة عدم تلقي إشارة نهاية الدورة أثناء فترة التحكم التي تم ضبط جهاز التحكم عليها, يضيء مصباح “التنبيه” الأحمر الموجود على لوحة التحكم بالجهاز.
تشغيل نظام التزييت.
عند بدء التشغيل الأولي للجهاز أو بعد انقطاع يل في العمل ، من الضروري أن ينزف النظام.
باستخدام تعليمات التشغيل لجهاز التحكم ، اضبط وقت التحكم على 30 انية على الأقل ، وت الإيقاف 8-10 مولا.
يجب ن يتم الضخ لمدة ثلاث ساعات تقريبًا.
تحقق مما ا ان الزيت يتدفق لى نقاط التزييت.
بعد ال اضبطي وقت الإيقاف المؤقت بين بدء المضخة على 20 دقيقة.
ي حالة التشحيم المفرط و غير الكافي ، يمكن تغيير وقت التوقف باستخدام جهاز التحكم.
يانة و الأعطال المحتملة ي تشغيل النظام راجع “وازات السفر لنظام التييت وا التحزال المحتملة ي تشغيل النظام ات السفر لنظام التييت وا التحكم التملية التحكم التمية التحم التمية التحم التمية التحم التمية التحم التمية التحم التمية.
Число звездочек: من الضروري التحقق يوميًا Число:
مستوى الزيت في خزان محطة التشحيم ؛
وثائق مماثلة
Обновить حن وحدة التحةم الشاملة 6M82SH ، 6M83SH.معلومات عامة ، البيانات والخصائص التقنية الأساسية ، إجراءات السلامة ناء العمل والصيانة. تكوين الماكينة وإجراءات تركيبها وإعدادها وبدء تشغيلها الأولي.
الاختبار تمت افة 01/08/2010
الجهاز ومبدأ تشغيل برج المخرطة 1V340F30. تطوير دول الإصلاح والعمليات التكنولوجية لتفكيك آليات الماكينة وإصلاح أجزائها وتجميع المعات. حساب تكاليف المواد لإصلاح المعدات.
روحة تمت افتها ي 03/26/2010
دع التنمية حركة دوارة المغزل وهيكل تجميع المغزل لآلة الطحن العمودي الكابولي.حساب الحركة والقوة لمحرك الحركة الرئيسية للآلة. مشروع تطوير وحدة التجميع ويكل تجميع المغزل.
تمت اة ورقة مصطلح بتاريخ 2014/05/16
مبدأ تشغيل آلة الطحن العامة. الحساب الحركي لعلبة التروس للمغازل والتروس والأعمدة. تحديد الأحمال والضغوط. تطوير عملية تكنولوجية لتصنيع دودة. حساب شروط القطع.
Обновление от 14.04.2013
الخصائص التقنية لآلة الطحن الأفقية 6P80G ونطاقها. تعيين الوحدات والآليات والضوابط الرئيسية للآلة. حركيات الآلة ومبادئ عملها.تقدير دقة الحساب الحركي للمحرك.
ورقة مصطلح ، تمت الإضافة في 01/26/2013
الغرض والخصائص التقنية لآلة الطحن الأفقية. رسم تردد الدوران. اختيار المحرك وحساب الطاقة للمحرك. تحديد عدد سنان التروس وعزم الدوران على الأعمدة. وصف نظام التشحيم للوحدة.
ورقة مصطلح ، تمت الإضافة في 14.07.2012
تحليل النموذج الأساسي لآلة طحن عالمية ، مبرر التحديث. الحساب الحركي لمحرك الحركة الرئيسي. رسم تخطيطي وظيفي لـ CNC. تطوير دورة تحديد المواقع. القوة والحسابات الأخرى لأجزاء وآليات القيادة.
تمت افة روحة 19.05.2011
المعدات الكهروميكانيكية للورشة الآلية. العملية التكنولوجية لآلة الطحن. الرسم التخطيطي الحركي ووصفه. حساب واختيار المصابيح. المعدات الكهربائية لأنظمة التحكم. مخطط اتصال VFD-B تشغيله الفني.
ورقة مصطلح ، تمت الإضافة في 06/01/2012
الغرض والنطاق والتصنيف لآلة الأسطوانة. مقشر مع لفات مطاطية ، مؤشرات الأداء التكنولوجي. مخطط تعليق سطح السفينة. از الآلة: العملية التكنولوجية في الآلة ، الخصائص التقنية للمعدات.
ورقة مصطلح ، تمت افتها في 06/05/2015
مراجعة تصاميم ماكينات الطحن العامة. الغرض ، وترتيب الوحدات وميزات تصميم الماكينة موديل 6P82SH. العمليات التكنولوجيةنفذت عليه. حساب معلمات القطع لعمليات التشغيل الآلية النموذجية.
يمكن للآلة أداء مجموعة متنوعة من أعمال الطحن على الحديد الزهر والفولاذ والمعادن غير الحديدية باستخدام الكربيد والأدوات عالية السرعة في الإنتاج الصغير والكبير.
انصح ميزات التصميموالتخطيط والحركية لوحدة التحكم العالمية وتعديل آلة الطحن الأفقية.6Р82Ш (الشكل 2).
على اللوحة الأساسية 7 للجهاز (انظر الشكل 2, ب), تم تثبيت السرير 2.
على الموجهات الرأسية للسرير, توجد وحدة تحكم 10 مع أدلة عرضية أفقية, يتم تثبيت الزلاقات عليها, وعليها لوحة دوارة مع أدلة طولية أفقية.
تين. 2. المنظر العام والوحدات الرئيسية للماكينة. 6Р82Ш:
تم تركيب الجدول 9 على الأدلة ، ويوفر ا الترتيب للوحدات للجدول حركة في ثلاثة اتاهات (طرية وية).يوجد ي السرير علبة تروس 4 بمقبض وقرص 5 ومحرك بمحرك ربائي 3 مما يضمن دوران المغزل. يوجد في وحدة التحكم 10 ندوق تغذية 11 بمحرك ربائي وقرص ومقبض لإعداد الأعلاف. يتم تثبيت عمود دوران أفقي في الجزء العلوي من السرير ، ويتم تثبيت ع 6 وق الجزء المتد. يتم تثبيت رؤوس دوارة 7-8 часов علوية على أدلة الجذع ، وهي دعامات ياق الطحن لتركيب القواطع عليهم.
يظهر الرسم التخطيطي الحركي للآلة في الشكل. 3. الحركة الرئيسية في الماكينة وحركة التغذية هي كما يلي.
يتم تشغيل المغزل الأفقي (الحركة الرئيسية) بواسطة محرك كهربائي Ml من خلال التروس.عدد وات السرعة يساوي عدد يارات نسبة التروس من المحرك الكهربائي لى المغزل ، ي 3 × 3 × 2 = 900 1810
تين. Z. رسم تخطيطي لحركة الآلة. 6Р82Ш
السرعة الدنيا
- نمين = 24,3. (27/53). (16/38). (17/46). (19/69) = 0,52 انية -1 ؛
- nmax = 24,3. (27/53). (22/32). (38/26). (82/38) = 26,6 ث -1.
يتم تشغيل محرك الجدول ي الاتجاهين العرضي والطولي من لال التروس من المحرك الكهربائي MZ.
Обновить الدنى من تغذية الجدول ي اتجاهات محددة
- smin = 23,8. 60. (26/50). (26/57). (18/36). (18/40). (13/45). (18/40) × (28/35). (18/33). (33/37). (18/16). (18/18). 6 = 25 м / دقيقة ؛
- smax = 23.8. 60. (26/50). (26/57). (36/18). (24/24). (40/40) × (28/35). (18/33). (33/37). (18/16). (18/18). 6 = 1250 м / мин.
تغذية للطاولة ي الاتجاه العمودي
- S ي الحد الأقصى = 23,8. 60. (26/50). (26/57). (36/18). (24/34). (40/40) × (28/35). (22/33). (23/46) .6 = 416 مم / دقيقة ؛
- SB دقيقة = 23.8. 60. (26/50). (26/57). (18/36). (18/40). (13/45) × (18/40). (28/35). (18/33). (22/33). (23/46). 6 = 8,3 м / мин.
- S u.v = 23,8. 60. (26/33). (28/35). (18/33) × (22/33). (23/46) – 6 = 1000 м / دقيقة.
تم تركيب محور دوران الآلة على ثلاثة محامل. يتم ضبط الخلوص المحوري في المغزل عن طريق طحن الحلقات. يتم التخلص من الخلوص المتزايد في المحمل عن ريق طحن الحلقات النصفية والجوز النحو التالي. م بإزالة الغطاء (أو الغطاء الجانبي) و والحافة ، والحلقة المفاجئة وإزالة الحلقات النصفية.استخدم امولة لتحديد الخلوص بحيث لا يتجاوز تسخين المحامل 60 درجة مئوية أثناء التشغيل.
يتم التحكم ي الآلة باستخدام الأزرار والمقابض (انظر الشكل 2 أ). يتم تشغيل الجهاز وإيقاف تشغيله باستخدام المفتاح 3. يتم تشغيل المغازل باستخدام الأزرار 9 أو 26, ويتم إيقاف تشغيلها باستخدام الأزرار 8 و 27. تستخدم المفاتيح لتغيير اتجاه دوران المغازل. عند إيقاف تشغيل المغازل ، يتم تعطيل حركة التغذية. يتم تشغيل وإيقاف التغذية الطولية عن طريق مقبض 22 (لاثة أوضاع: يمين ، يسار ، وسط) و يسار ، وسط) و مقبض احنيا لالتانيا تلالانيا تلالانيا مين التنيا و مبض احنيايتحكم المقبض 37 (المقبض المكرر 2) ي الحركات الجانبية والعمودية. لها خمسة وضاع ثابتة: وسط (محايد) ؛ لنفسك ، من نفسك (الزلاجة تتحرك) ؛ لأسفل ، لأعلى (تتحرك وحدة التحكم). يتم استبعاد التضمين المتزامن للتغذية عن طريق التشابك الكهربائي وتصميم الآلية.
تين. 4. الجذع مع الأقراط:
1 – سلك 2 – لبة 3 – الجوز
بالضغط على الأزرار 12 25 تتحرك العقد بسرعة عند الضغط على الأزرار 12 ، 25 والتي تتوقف عند تحرير ارار.ستستمر حركة تغذية العمل حتى يتم إحضار المقبض 37 (أو المقبض 2) لى الوضع المحايد. يتم إجراء الحركات الطولية والعرضية والعمودية يدويا, على التوالي, بواسطة دواليب يدوية 24, 6, 29 ومقبض 32. تم ضبط أقراص عد الإزاحة على موضع البدء للعد على النحو التالي: يتم إزاحة القرص 30 (بالضغط) بعيدا عن نفسه ويتم تشغيل هذا الوضع حتى تتوافق علامة الصفر حركات مؤشر العد على الحلقة 3. علحلة 3 يتم محاذاة المؤشر والدر. يتم تشابك العجلة اليدوية 6 بواسطة زنبرك ضد التنشيط التعسفي أثناء التغذية الميكانيكية.يتم إيقاف تشغيل العجلات اليدوية 24 و 29 والمقبض 32 بواسطة جهاز خاص عند تشغيل التغذية الميكانيكية. المواضع القصوى للجدول محدودة على كلا الجانبين بواسطة نقاط توقف, والتي, بالضغط على الرافعات المقابلة, تنقل المقبض إلى الوضع المحايد. تقتصر الحركات الطولية على نقاط التوقف بالضغط على نتوءات المقبض 22. يتم ضبط موضع التوقفات عن طريق تحريكها في أخاديد الشرائح والطاولة وتثبيتها مع توقع إيقاف تشغيل التغذية في المكان المناسب. مع إزالة المحطات ، لا يُسمح بالعمل على الجهاز.
لتبديل وتيرة دوران المغزل الأفقي ، يتم سحب المقبض 7 لأسفل من دود التثبيي ، ومن لال سلحركة حب ني حب المقبض بتدوير المؤشر 11 اضبط سرعة الدوران المطلوبة مقابل سهم المؤشر 10 در المقبض نحو الموضع الأولي حتى يتوقف ، م بتشغيل الزر 13 “نبض المغزل” وأرسل المقبض بيحركة سلالسل ضلولياة ضلوليلسل لوليلسلالمبض بيحركة سلالسل.يتم تبديل تردد دوران محور دوران رأس الدوران بواسطة المقبض 16. عند تدوير المغزل ، يُحظر التدبيل.
الخصائص التقنية للآلات الكابولية العالمية مذكورة في الجدول. واحد.
من أجل المعالجة الدقيقة والمعقدة بشكل خاص, يتم استخدام آلات طحن الأدوات العالمية (الشكل 5) مع محاور دوران أفقية ورأسية, وكذلك عدد كبير من الأجهزة التي تتيح لك العمل على هذه الآلات (باستثناء الطحن), الحفر, النقش, الثقب, تقليم الأطراف ، نع العلامات ، حن الأخاديد الحلزونية وغيرها من الأعمال.
الجدول 1.الخصائص التقنية لآلات الكابول العالمية
| البيانات الأساسية | نموذج الآلة | ||
| 6T80SH | 6D82SHF20 | 6T83SH-1 | |
| بعاد سطح العمل للطاولة (العرض × الطولة) | 200 × 800 | 320 × 1250 | 300 × 1600 |
| بر حركة للطاولة مم: ولية | 560 | 950 | 1000 |
| Количество | 250 | 320 | 400 |
| عمودي | 400 | 420 | |
| ريشة السفر مم | 70 | 80 | |
| Телефон: ي | 40 | 50 | |
| دوار | 40 | ||
| المسافة من محور المغزل الأفقي إلى سطح الطاولة ، مم: الأصغر | 0 | 50 | 30 |
| Кол-во сотрудников | 400 | 450 | |
| Мощность ، кВт: Мощность | 3 | 5,5 | 11 |
| محرك المغزل الدوار | 1,5 | 2,5 | 3 |
| Последние | 0,75 | 2,2 | 3 |
| بر كتلة من عة الشغل المراد معالجتها ، م | 150 | 400 | 630 |
| الأبعاد الكلية للآلة ، ارتفاع عرض الطول مم | 1600 1875 2080 | 2475 2325 2020 | 2570 2252 2040 |
| ن الآلة ، م | 1430 | 3325 | 4350 |
العناصر الهيكلية الرئيسية للآلات من ا النوع هي: اولة علوية 7 ؛ رؤوس التفريز الرأسية والأفقية 2 و 3 ؛ دعم 4 ؛ بعد 5 والقاعدة 6 (انظر الشكل 5).
تين. 5. لة حن داة عالمية:
1 – اولة علوية 2 ، 3 – رأس الطحن الرأسي والأفقي ؛ 4 – الدعم ؛ 5 – رف 6 – القاعدة.
الدول 2. الخصائص التقنية لآلات حن الأداة الشاملة الاملة
| البيانات الأساسية | نلات الساسية | نلات الساسية | ||||||||||
| 6E75PF1 | 6720VF2 | 67K25PF2 | 67K32VFZ | |||||||||
| بعاد سطح العمل للجدول العمودي الرئيسي (العرض × الطول) ، مم | 200 × 500 | 250 × 630 | 9234 320 × 800 9234 320 × 800||||||||||
| بر حركة للطاولة (يدوية وميكانيكية) ، مم: ولية | 320 | 400 | 500 | |||||||||
| عمودي | 300 | 320 | 440 | 420 | ||||||||
| المسافة من محور المغزل الأفقي إلى سطح العمل للجدول الأفقي الزاوي ، مم: ر حد أقصى | 90 390 | 35 448 | 45 595 | 420 624 | ||||||||
| عدد وات الجدول | ستبليس | |||||||||||
| سرعات الحركة السريعة للطاولة العمودية الرئيسية ، الدعم رس المغزل في الاتجاهالتلاليسية ي الاتجاهالتلالط | 1200 | 1800 | 4000 | |||||||||
| ن الماكينة م ، لا ر: بدون ملحقات مع ملحقات | 810 1270 | 1150 1890 | 1420 2280 | 2250 2800 | ||||||||
| الأبعاد الكلية للآلة ، مم: الطول والعرض والارتفاع | 1350 1400 1745 | 1250 1520 1700 | 1685 1655 1890 | 2150 2000 2134 | ||||||||
تُستخدم لات الطحن التالية أيضًا على نطاق واسع في الصناعة: الطحن الطولي – ليمعاللا الوليي – ليستدم الطوليي – ليمعاللالالوليي – ليمعاللا الللالة اللليلة اللاللالة الللالالة الطحن بالنسخ – لمعالجة قطع العمل ذات المظهر الجانبي المعقد المختلف للأسطح الخارجية والداخلية: النقش – لنقش النقوش والأنماط, وكذلك لعمل نسخ صغيرة أعمال الطحن; حن الخيوط المتخصصة (طحن مجرى المفتاح – لطحن فتحات مجرى المفاتيح ؛ حن دائري وطحن – للمعالجة المتيح) مع عدد دارة البرنامج – معالجة ع العمل لأجزاء من الأشكال المستوية والمكانية المعقدة.يتيح استخدام هذه الآلات تقليل وقت المعالجة ووقت التحضير للإنتاج بشكل كبير, حيث لا توجد حاجة لتصنيع معدات خاصة باهظة الثمن (القوالب, وآلات النسخ, والأجهزة والأدوات الخاصة), وكذلك الوقت- تستهلك المراجعة اليدوية والضبط الدقيق للأجزاء.
معلومات حول الشركة المصنعة لآلة طحن وحدة التحكم 6R81SH
سلسلة من لات الطحن 6P11 ، 6P81 ، 6R81G ، 6R81SH نع ديميتروفسكي لآلات نلحن ت سست عات 1940.
المنتجات الرئيسية للمصنع هي مجموعة واسعة من آلات طحن الكونسول العالمية مع حجم طاولة العمل من 250 × 630 مم إلى 400 × 1600 مم.
لات حن وحدة التحكم. Важная информация
ماكينات تفريز أفقية لها مغزل أفقي لا يغير مكانه. يمكن ن يتحرك الجدول عموديًا على محور الدوران ي اتجاهات أفقية ورأسية وعلى طول محور موازٍ له.
لات حن ونسول عالمية تتلف عن الأفقية من حيث أن لديهم اولة يمكن تدويرها لى الزاوية المية.
لات حن وحدة. يمكن ن يتحرك الجدول أفقيًا عموديًا على محور الدوران وعموديًا.
آلات طحن كونسول عالمية على عكس تلك العالمية, بالإضافة إلى المغزل الأفقي الرئيسي, لديهم رأس إضافي مع مغزل يدور حول المحاور الرأسية والأفقية.
لات حن بلا هوادة لها مغزل يقع عموديًا ويتحرك في هذا الاتجاه. يتحرك الجدول فقط ي الاتجاهين الطولي والعرضي.
لات حن الكابولي الأفقية والعمودية هي أكثر نواع الآلات شيوعًا المستخدمة في أعمال الطحن. يتم تلقي اسم آلات طحن وحدة التحكم من ذراع وحدة التحكم (وحدة التحكم), والتي تتحرك على طول الموجهات الرأسية لسرير الماكينة وتعمل كدعم للحركات الأفقية للطاولة.
الأحجام القياسية لآلات طحن الكونسول المعتاد تحديد حجم سطح العمل (التثبيت) للجدول. يمكن. يتم استدعاء مجموعة إصدارات مختلفة من الجهاز مع نفس خصائص الأبعاد الأساسية للجدول مجموعة الأبعاد للآلات .
ي اتحاد الجمهوريات الاشتراكية السوفياتية تم إتقان إنتاج لات طحن ذات مسة حجام ات مسة حجام ات مسة حجام ياسيرة: 1 900 024 чел. Количество 2 человек 3 человека 4 человек.ان لكل از من نفس نطاق الحجم نفس التسمية ي الكود ، بما يتوافق مع حجم سطح عمل المنضةد.
اعتمادًا على حجم سطح العمل للجدول ، يتم تمييز الأحجام التالية لآلات طحن وحدة التحكم:
| الحجم | مجموعة من الآلات | حجم الجدول ، مم |
|---|---|---|
| 0 | 6R10, 6R80, 6R80G, 6R80SH | 200 × 800 |
| 1 | 6х21 ، 6H81 ، 6H81D ؛ 6R11 ، 6R81 ، 6R81G ، 6R81SH | 250 × 1000 |
| 2 | 6М12П ، 6М82 ، 6М82Г ؛ 6П12 ، 6П82 ، 6П82Ш ؛ 6Т12, 6Т82, 6Т82Г, 6Т82Ш | 320 × 1250 |
| 3 | 6М13П ، 6М83 ، 6М83Г ؛ 6П13 ، 6П83 ؛ 6T13, 6T83, 6T83G | 400 × 1600 |
| 4 | 6М14П ، 6М84 ، 6М84Г | 500 × 2000 |
وفقا لحجم الجدول يتغير أبعاد الآلة نفسها ووحداتها الرئيسية (سرير, طاولة, منزلق, وحدة تحكم, صندوق), قوة المحرك الكهربائي وقيمة أكبر حركة (شوط) للطاولة في الاتجاه الطولي, الانزلاق في العرض العرضي ووحدة التحكم في الاتجاهات العمودية.
لات حن وحدة التحكم
6 – ماكينة تفريز (رقم المجموعة حسب تصنيف ENIMS)
ص – سلسلة (يل) الجهاز (B ، K ، N ، M ، R ، T)
8 – رقم المجموعة الفرعية (1 ، 2 ، 3 ، 4 ، 5 ، 6 7 ، 8 9) حسب تصنيف ENIMS (8 – الطحن الأفقي)
1 – تصميم الماكينة – الحجم القياسي (0 ، 1 ، 2 ، 3 4) (1 – حجم منضدة العمل – 250 × 1000)
Служба поддержки:
د – ماكينة تفريز أفقية ذات اولة ابتة
ل – لة بجهاز نسخ لمعالجة الأسطح المنحنية
ب – لة ذات إنتاجية متزايدة (نطاق أكبر لسرعات المغزل ، تغذية الطاولة وزيادة وية اللحرك لحركة).
ص – دقة الماكينة – (n ، p ، v ، a ، s) وفقًا لـ ГОСТ 8-XX
ش – لة عالمية
F1 – از مزود بجهاز عرض رقمي DRO وإعداد مسبق للإحداثيات
F2 – لة مع نام التحكم العددي الموضعي CNC
النموذج 3 – لة بنام CNC ونتور (مستمر)
ل 4 – لة متعدددة الأغراض بنظام الكنتور Станок с ЧПУ
6R81SH Широкоуниверсальный لة طحن وحدة التحكم.الغرض والنطاق
تم تصميم آلة الطحن العامة 6P81Sh لمعالجة العديد من المنتجات المصنوعة من الفولاذ والحديد الزهر والمعادن غير الحديدية والبلاستيك مع قواطع أسطوانية ونهائية وقرصية وزاوية وقواطع خاصة.
يتم تثبيت رأس دوار. يتم دوران المغازل الرأسية والأفقية ، وكذلك حركة الطاولة ، بواسطة محركات كهربائية منفصلة.
. الحركات اليدوية والميكانيكية متشابكة.يمكن إيقاف الجدول عن طريق التوقف ويدويًا. تضمن قوة المحرك المتزايدة وصلابة الماكينة التشغيل في أوضاع الطحن عالية السرعة.
توفر مجموعة بيرة من سرعات المغزل وتغذية المائدة القدرة على معالجة المنتجات في روف الع المثلى.
يتم توفير محركات من محركات كهربائية منفصلة لدوران المغزل وتغذية الطاولة الميكانيكية. يمكن ن تتحرك طاولة الآلة بسرعة في ثلاثة اتجاهات.
محركات الأقراص اليدوية والميكانيكية متشابكة. يمكن إيقاف تشغيل الحركات الميكانيكية للطاولة عن طريق التوقف ويدويًا.يتم استخدام القابض الكهرومغناطيسي لفرملة المغزل.
تضمن القوة المتزايدة للمحركات الكهربائية وصلابة الماكينة معالجة المنتجات. في أوضاع القطع عالية السرعة باستخدام أداة كربيد.
يمكن استخدام الآلة في إنتاج واحد صغير الحجم ومتسلسل.
ة دقة الماكينة P. ونة السطح V4-V5.
تعديلات لة حن وحدة التحكم 6R81SH
6 ك 81 ، 6 ك 81 غ
6D81 ، 6D81G – لة حن املة 1000 × 250
6R81 ، 6R81G ، 6R81SH – لة حن املة 1000 × 250
6R81GMF3-1 – Бытовая техника 1000 × 250 с ЧПУ
6M81 ، 6M81G ، 6M81A 81 6M81SH – لة حن املة 1000 × 250
6N81 ، 6N81G ، 6N81A ، 6N81D ، 6N81SH – لة طحن املة 1000 × 250
نائرها من لة طحن وحدة التحكم 6R81SH
FU315E – 1250 315 لة حن وحدة التحكم العالمية – الركة المصنعة Гомельский станкостроительный завод
X6130A ، X6130A / L – ن 1150 × 300 – × Fujian Sanming Machine Tool Co.، LTD الصين
X6132 ، X6135 – لة حن وحدة التحكم العالمية 1320 × 320 – الركة المصنعة Fujian Sanming Machine Tool Co. ، LTD الين
XW6032B – لة حن وحدة التحكم العالمية 1320 × 320 – تم تصنيعها بواسطة Shandong Weida Heavy Industries Co. ، Ltd. ين
منظر عام لماكينة التفريز 6R81Sh
ترتيب مكونات لة حن الكونسول الشاملة 6R81SH
مكونات لة الطحن الشاملة من نوع وحدة التحكم 6R81SH
- السرير – 6R81G-11.001
- السرير – 6P11-11.000
- حلق – 6R81G-11.000
- المبارزة – 6P11-12.000
- محرك المغزل – 6R81G-21.01
- محرك المغزل – 6P11-21.01
- علبة التروس – 6R81G-31.02
- تبديل علبة التروس – 6R81G-33.01
- ندوق التغذية – 6N81G-51.02A
- المخفض – 6Н81Г-52.01
- ندوق عكسي – 6N81G-53.01A
- تبديل الأعلاف – 6N81G-55.02
- وحدة التحكم – 6N81G-60.05
- الجدول – 6Н81Г-70.01A
- الجدول – 6H81-70.01
- نظام تشحيم الطاولة وحدة التحكم – 6N81G-83.02
- نظام تزييت الطاولة وحدة التحكم – 6H81-83.02
- نظام التبريد – 6R81G-84.01
- نظام التبريد – 6R11-84.01
- نظام التبريد – 6R81SH-84.01
- انة ربائية – 6R81SH-95.02A
- Аксессуары – 6R81G.OP
- Ремень – 6П11.ОП
- Аксессуары – 6R81SH ، OP
ائمة عناصر التحكم لآلة 6R81Sh والغرض منها
- اطع الدائرة الكهربائية
- تبديل مضخة التبريد
- مفتاح اتجاه دوران المغزل
- ر بدء المغزل
- ر بدء التغذية
- التوقف العام
- ر ضغط المغزل
- مقبض تحول سرعة المغزل
- مقبض تحول رق المغزل
- مقبض تبديل تغذية الجدول
- رافعة للتبديل وق ندوق التغذية
- مقبض لراك التغذية الرأسية الميكانيكية
- مقبض لراك التغذية المتقاطعة الميكانيكية
- مقبض لتعشيق التغذية الطولية الميكانيكية
- العجلة اليدوية للحركة الطولية اليدوية للطاولة
- مقبض لحركة الطاولة العمودية اليدوية
- العجلة اليدوية للحركة العرضية اليدوية للطاولة
- مقبض لاجتياز سريع ي جميع الاتجاهات
- مقبض لتثبيت الطاولة من الحركة العمودية
- مقبض لتثبيت الطاولة د الحركة الطولية
- مقبض لتثبيت الطاولة من الحركة الجانبية
- توقف ليقاف الحركة الميكانيكية الطولية للطاولة
- توقف لإيقاف الحركة العرضية للطاولة
- توقف لإيقاف الحركة العمودية للطاولة
- مقبض محرك المضخة اليدوية للتزييت
- مفتاح الإضاءة المحلية
- مربع احة الجذع
- مربع لتأمين الجذع
- براغي وصواميل لتأمين الشريحة العلوية من الدوران (للآلة 6P81)
- حلق إبزيم الجوز
- عارب لتحريك الريشة
- ريشة لقط مقبض
- مربع دوران الرأس
- مقبض لتبديل سرعات المغزل الدوار لمنزلق التمرير
- مفتاح اتجاه المغزل الدوار
- مفتاح لاختيار تشغيل المغازل (أفقية ، دوارة و كلاهما معًا)
- علة يدوية لتشغيل وتنظيم إمداد المبرد
رسم تخطيطي حركي لمحرك المغزل للآلة 6R81SH
المنزلق من الجهاز 6R81SH
يتم تثبيت ريط التمرير على الموجهات الأفقية للسرير (بدلاً من الجذع).يتم تنفيذ حركة تحديد موضع المنزلق باستخدام رف وترس ترس لكل مربع 120 лет (انر الشكللالة)
تم تركيب مسة عمدة لصندوق سرعة المغزل الدوار في تجاويف جسم المنزلق. يتم توصيل العمود XXXIV (انظر الشكل 8) من العمود XXXIV, يتم نقل الدوران بالتتابع إلى الأعمدة XXXV و XXXVI ثم إلى العمود XXXVIII (الشكل 16) إما مباشرة عن طريق إمساك قابض التروس 3II-3и4 أو من خلال تعداد 311-312 و 313-314.
يتم تغيير التروس من خلال ثلاثة مقابض مثبتة في الغطاء المنزلق.
محرك المغزل آلة 6R81SH
ينتقل دوران المغزل من علبة التروس عن ريق ناقل حركة على شكل حرف V ، والذي يقع ي التجلسلي يقع ي التلساليالالياليالياليالياليالياليالياليالياليالياليالي الري الري. من البكرة المحورية مع المغزل, يتم توصيل دوران الأخير إما عن طريق التوصيل المباشر لقابض الكامة أو من خلال محركي تروس 16-18 و 19-17 (الشكل 9)
يتم دعم المغزل بواسطة محامل دوارة: انان من محامل الاتصال الزاوي في الأمام ومحمل روي واحددي واحد مي.
لا يمكن بط الخلوص في محامل الدعم الأمامي لا عندما يتم تفكيك المغزل بالكامل – سم “ضبط داكة انة انة الة “لة).
مربع سرعات الجهاز 6R81SH
يتم توصيل علبة التروس بمحرك كهربائي على الجسم بالإطار بشفة. في الوقت نفسه ، يدخل جسمه في تجويف السرير المملوء بزيت التشحيم. يتم تركيب مضخة تزييت بمكبس ذات محرك غريب الأطوار على الهيكل ، للوصول إلى المضخة ، توجد ناللن المة توجد ناللالن ا ات محر ريب الأطوار على اليكل ، للوصول إلى المضخة ، توجد نالالن ا النالالنالالنالالنالالان المة اللالنالالنالالبي البي البي البي البي
يتم تغيير التروس في الصندوق من ام 129 (انظر الشكل 6) مع اديد منحنية في النهايات.يتم توصيل عمود الكامة بواسطة القابض بعمود المقياس ومقابض النقل 101 الموجودة ارج الإطار. تتم الة الغلاف بحرية من عمود الكامة عند فصل غطاء النقل عن السرير.
г.
ناقل الحركة. المخفض للماكينة 6R81SH
. على يمين الكونسول ، من خلال نافذة بغطاء ، يبرز عمود صندوق التروس بمقبض يتضمن قابض اجتياز سريع.
تتشابك عجلة التروس الناتجة للمخفض 47 (الشكل 10.11) علة التروس 49 الصندوق الخلفي.
يتم تبديل التروس المنزلقة ي صندوق التغذية بنفس الطريقة كما في مربع السرعة بواسطة كالم 130 (نلة الم 130 (الرية).
يتعامل عمودها مع المسياس ومبض النقل 103 (انظر الشكلل 6) للوحدة 55 (انظر الشكللا) للوحدة المثبتلة يملة.
التجميع 55 ابل للإزالة بحرية بعد إزالة مسامير التثبيت. لا تنس ملاحظة العلاقة بين مقياس التغذية وموضع الكاميرا في الصندوق أثناء التفكيك ، من لح تميع التيع التيا.
ندوق عكسي للآلة 6R81SH
г. يتم تشغيل دوران واحد أو ر من برغي الرصاص ، ي الاتجاهين الأمامي والخلفي ، بواسطة الخلفي ، بواسطة الخلفي ، بواسطة الخلفي ، بواسطة الخلفي ، بواسطة اللفي ، بواسطة اللي ، بواسطة اللي ، بواسطة اللي بواسطة الاتلالاويم اللة, 105
للحركات اليدوية للطاولة, يتم استخدام المقبض 109 والعجلة اليدوية 110, والتي يتم تركيبها بحرية على الأعمدة, وفي وقت الاستخدام يتم تثبيتها مع الأعمدة باستخدام أدوات التوصيل الكامة.
г.
يتم توفير السد بواسطة رات مدمجة في الفتحات الشعاعية للأعمدة سفل محاور المقبض 109 والعجلية 110.ليدو
عند الة الأخير ، قد تسقط الكرات ؛ من الضروري تثبيتها في مكانها أثناء التجميع.
عند تثبيت الصندوق العكسي في وحدة التحكم يجب توصيل العناصر التالية:
- دخل نهاية العمود التاسع عشر (انظر الشكل 6) بمفتاح في الفتحة مع ترس مائل 58 ؛
- часов, 57 дней, 49 часов, 61 год, 47 дней.
- برغي المسمار الثامن عشر في الجوز 55 للحركة العرضية.
وحدة تحكم الآلة 6P81Ш
تحتوي وحدة التحكم وحدات التغذية الموضحة علاه.
يتم دعم المسمار للحركة العرضية للطاولة ي الصندوق العكسي ويخرج من وحدة التحكم لال الفتحة.
مباشرة يتم تثبيت التروس المخروطية والمسمار لحركة الرأسية للطاولة في فتحات سم وحدة التم.
يتم وضع العجلة المسننة 63 ي نافذة سدادة اصة ، مثبتة في الفتحة الموجودة عل وحلة التحكم التحة الموجودة.
اولة الآلة 6P81Ш
ي الجزء السفلي من منزلق الطاولة ، تم تثبيت ترس 64 (انظر الشكلين 6-13)نظرا للطول الكبير للعتاد 64, يتم الحفاظ على التعشيق أثناء التشغيل بالكامل تنتقل الحركة العرضية للطاولة والدوران إلى المسمار الطولي للطاولة.
يتم تنفيذ دوران برغي الحركة الطولية بواسطة التروس المخروطية 70 و 71 وجود حبات ي النهايات. بين العجلات المخروطية توجد جلبة بمفتاح من الداخل وقابض كامة 143 ي الخارج. يتم تشغيل ابض الكامة في اتجاه أو آخر بواسطة المقبض 107 ، مما يضمن حركة الطاولة إلى اليمين واليسار.
تم تجهيز مولة المسمار للحركة الطولية للطاولة بجهاز أخذ عينات فجوة أوتوماتيكي.يتكون الجوز من ين ، يرتكزان على أطواق (من خلال محامل الدفع الكروية) على طرفي القوس الذي يحملهم.
على السطح الأسطواني الخارجي لكلا الجوزتين يتم قطع السنان المتشابكة مع الرفوف 145.
يتم توصيل الرفوف, بدورها, ببعضها البعض بواسطة ترس 75 ومحدودة في حركتها في الاتجاه من السرير بواسطة البراغي.هذه البراغي المزودة بصواميل قفل مرئية من مقدمة الشريحة.
ناء طحن التسلق ، يتم توجيه قوة التغذية على المسمار في الاتجاه المعاكس لحركة الطاولة. يسبب احتكاكًا في لفات الصامولة ، والتي يتم ضغطها على الحامل.بسبب قوة الاحتكاك ، يدور الجوز مع المسمار بزاوية معينة. نظرًا للاتصال بنظام الرف والجناح ، ن نصف الجوز الثاني يقوم بنفس الدور ، ولكن في الاتجاه المعاس.
وبالتالي, يتم تثبيت كل من الصواميل النصفية على المسمار, وتستريح على الأطواق مقابل محامل الدفع, كما لو تم تمديد المسمار, يتم تحديد الفجوة في المنعطفات في هذا الوقت. عند الطحن مقابل التغذية ، لا يكون لاتجاه قوة الخيط التأثير الموصوف أعلاه وتبقى لوص الخيط.
رسم تخطيطي ربائي لآلة الطحن 6R81SH
6P81SH لة طحن وحدة التحكم عالمية على نطاق واسع.مقطع فيديو.
الخصائص التقنية للجهاز 6P81M
| اسم المعلمة | 6П81 | 6R81G | 6Р81Ш | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| المعلمات الرئيسية للآلة | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| ة الدقة وفقًا لـ ГОСТ 8-71 и ГОСТ 8-82 | ح | ح | ص | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| بعاد سطح العمل للطاولة (الطول × العرض) ، مم | 1000 × 250 | 1000 × 250 | 1000 × 250 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| ر وأكبر مسافة من نهاية المغزل إلى الطاولة | – | – | – | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| ر وأكبر مسافة من محور المغزل لى الطاولة | 50.0,370 | 50..400 | 50..400 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| المسافة من محور المغزل إلى الجذع مم | 142 | 142 | 142 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| المسافة من محور الدوران العمودي إلى أدلة الحامل مم | – | – | 245..845 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| {! LANG-fb0eb7ca6e54eb32f8 0b52a0c10!} | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| {! LANG-0b710639bc02835ba03eb39245dadd6d!} | 3 | 3 | 3 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| {! LANG-27c3dc1d39d2967cf843c | 739fc2!}630 | 630 | 630 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| {! LANG-29aa40358adbe59eeaa230f7cb698af5!} | 200 | 200 | 200 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| {! LANG-fa2216a7b1b0f57ec05ccff40238a5d9!} | 320 | 350 | 350 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| {! LANG-c0e61820d0ba9d8f1e9b24426b401d82!} | {! LANG-7ecd5e15cede9f7c1e7822a51ca0281f!} | {! LANG-
|