2054М резьбонарезной станок: 2054м станок резьбонарезной полуавтомат. Паспорт, схемы, характеристики, описание
alexxlab | 01.05.2019 | 0 | Разное
2054м станок резьбонарезной полуавтомат. Паспорт, схемы, характеристики, описание
Сведения о производителе резьбонарезного станка 2054м
Производителем резьбонарезного станка 2054м является Молодечненский станкостроительный завод МСЗ, основанный в 1947 году и Краснореченский станкостроительный завод им. М.В. Фрунзе.
С января 1958 года завод стал именоваться Молодечненским станкостроительным заводом, получив задание специализироваться на выпуске сверлильных станков. Начиная с 1961 года, завод начал серийно выпускать двухшпиндельные, трехшпиндельные, а затем и универсальные вертикально-сверлильные станки.
Станки, выпускаемые Молодечненским станкостроительным заводом
2054м станок резьбонарезной полуавтомат. Назначение и область применения
Полуавтомат резьбонарезной 2054М предназначен для нарезки резьбы метчиками с условным диаметром до Ø 6 мм в стали и до Ø 8 мм цветных металлах и в пластмассах. На станке можно обрабатывать метрические резьбы с шагом от 0,4 до 1,25 мм.
По особому заказу за отдельную плату станок может быть укомплектован набором копирных пар для нарезания дюймовых и трубных резьб соответствующих размеров, а также левых резьб.
Станок работает по автоматическому и полуавтоматическому циклу.
Станок может быть использован в серийном и массовом производствах, а также для встройки в автоматические линии.
Общий вид резьбонарезного станка 2054м
Фото резьбонарезного станка 2054м
Фото резьбонарезного станка 2054м
Фото резьбонарезного станка 2054м
Фото резьбонарезного станка 2054м
Фото резьбонарезного станка 2054м
Расположение основных узлов резьбонарезного станка 2054м
Расположение основных узлов резьбонарезного станка 2054м
Перечень основных узлов резьбонарезного станка 2054м
- Тумба – 2054М.10.000
- Коробка скоростей – 2054M.20.000
- Головка – 2054М.40.000
- Шпиндель – 2054М.50.000
- Охлаждение – 2054М.80.000
- Электродвигатель – 2054М.90.000
- Электроаппаратура шкафа – 2054М.91.000
Расположение органов управления резьбонарезным станком 2054м
Расположение органов управления резьбонарезным станком 2054м
Расположение органов управления резьбонарезным станком 2054м. Смотреть в увеличенном масштабе
Перечень органов управления станком 2054м
- Переключатель правой или левой резьбы
- Кран охлаждения
- Рукоятка подъема головки
- Кнопка настройки хода шпинделя
- Рукоятка зажима головки
- Гайка настройки предохранительной муфты
- Рукоятка установки частоты вращения шпинделя
- Лампа сигнальная «Насос охлаждения включен»
- Лампа сигнальная «Перегрузка»
- Лампа сигнальная «Сеть»
- Кнопка «Отвода шпинделя»
- Кнопка «Все стоп»
- Вводный автомат
- Кнопка «Цикл»
- Кнопка «Включение охлаждения»
- Кнопка «Стоп охлаждения»
- Выключатель местного освещения
- Переключатель режимов работы
Кинематическая схема резьбонарезного станка 2054м
Кинематическая схема резьбонарезного станка 2054м
1. Кинематическая схема резьбонарезного станка 2054м. Смотреть в увеличенном масштабе
2. Схема расположения подшипников резьбонарезного станка 2054м. Смотреть в увеличенном масштабе
Кинематика станка позволяет осуществлять вращение и подачу шпинделя.
Электродвигатель 1 через зубчатые колеса 2 и 3 вращает вал 1 коробки скоростей. С этого вала через одну из трех пар зубчатых колес 3 и 6, 4 и 7 или 5 и 8 вращение передается валу II коробки скоростей. Переключение скоростей осуществляется осевым перемещением блока зубчатых колес 6, 7 и 8.
С вала II вращение передается через клиноременную передачу с двухступенчатыми шкивами 9 и 10 и предохранительную муфту вала III, а с него через две шпонки шпинделю IV. Таким образом, шпинделю может быть сообщено 6 частот вращения.
Со шпинделем IV, жестко соединен копирный винт 11, который вращается в гайке 12 и сообщает шпинделю подачу, равную шагу винта.
Описание конструкции резьбонарезного станка 2054м
Тумба
Тумба (рис. 5, стр. 44) является основанием станка и рабочим столом В задней части тумбы имеется ниша для размещения электроаппаратуры. Сверху на тумбе крепится головка. Внутри тумбы установлен агрегат охлаждения.
На рабочей повepxности стола, имеется Т-образный паз, а вокруг рабочей поверхности — корыто для слива охлаждающей жидкости.
Коробка скоростей
Коробка скоростей (рис. 6, стр. 45) представляет собой зубчатый цилиндрический трехступенчатый редуктор. К нижней части корпуса 1 коробки скоростей крепится подмоторная плита 2 с Электродвигателем 3 и установленным на его валу зубчатым колесом 4, которое сцеплено с колесом 5, установленным на валу 6. На этом же валу установлены еще два колеса 7 и 8. Колеса 5, 7 и 8 могут быть сцеплены с одним из венцов 9, 10 и 11 тройного зубчатого блока, перемещающегося на шлицах вала 12. Оба вала 6 и 12 установлены на шариковых подшипниках. На верхнем конце вала 12 закреплен 2-х ступенчатый клиноременный шкив 13.
Полость корпуса набивается консистентной смазкой ЦИАТИМ-201 при сборке, а при эксплуатации — через пресс-масленку.
Коробка скоростей крепится шпильками снизу к верхнему корпусу головки.
Для натяжения ремня коробка скоростей может перемещаться вдоль верхнего корпуса головки при помощи специального натяжного винта.
Перемещение блока зубчатых колес осуществляется механизмом переключения, смонтированным на боковой крышке.
Головка сверлильная
Головка (рис. 7, стр. 46) устанавливается на тумбе и состоит из колонны 1, корпуса 2, верхнего корпуса 4 и крышки 3. Корпус 2 может перемещаться вертикально по колонне 1 при помощи гайки 5 и закрепляется в любом положении рукояткой 6. В передней части корпуса 2 размещен шпиндель, который может перемещаться во втулке 7. Верхний корпус 4 крепится сверху на корпусе 2, а к нему, в свою очередь, крепится коробка скоростей. В верхнем корпусе 4 размещена клиноременная передача, предохранительное устройство и копирная пара. Сверху на верхний корпус 4 одевается крышка 3.
Шпиндель
Шпиндель (рис. 8, стр. 47) размещается в головке и состоит из пиноли 1 с установленным в ней на шариковых подшипниках шпинделем 2. Выборка люфта в подшипниках производится автоматически пружиной 3. Шпиндель имеет наружный конус морзе 1«в», а в верхней части две шпоночные канавки. На верхнем торце шпинделя имеется паз и болт, при помощи которых к шпинделю крепится копирный винт.
Охлаждение
Охлаждение представляет собой отдельный агрегат, установленный в тумбе. Охлаждение состоит из бака, крышки и насоса, установленного на крышке.
Настройка, наладка и режимы работы станка 2054м
Настройка необходимой частоты вращения шпинделя производится рукояткой 7 и установкой клинового ремня на одном из 2-х пар шкивов по таблице 23 (рис. 3, стр. 42).
Настройка необходимой подачи производится путем установки копирной пары с соответствующим шагом резьбы.
Для смены копирной пары необходимо:
- установить шпиндель в крайнем верхнем положении;
- отвернуть крышку на торце регулировочной гайки предохранительной муфты;
- отвернуть болт крепления копирного винта к шпинделю;
- одеть на копирную гайку специальный ключ так, чтобы штифты гайки вошли в пазы ключа;
- оттянуть фиксатор копирной гайки;
- повернуть при помощи ключа гайку на 90° до совпадения выступов гайки с прорезью в упорном кольце и вынуть гайку и винт;
- установку новой копирной пары производить в обратном порядке.
Установка головки на необходимую высоту производится поворотом подъемной гайки 3 на колонне (см. рис. 3).
Перед перемещением головки необходимо ее отжать при помощи рукоятки 5, а после установки в требуемое положение — зажать.
Настройка необходимой величины хода шпинделя производится вращением кнопки 4 (см. рис. 3), при помощи которой перемещается кулачок, управляющий микропереключателем нижнего положения шпинделя. После пробного включения хода шпинделя положение кулачка уточняется. Ход шинделя контролируется по шкале.
Настройка необходимого крутящего момента срабатывания предохранительной муфты производится перемещением регулировочной гайки 6 (рис. 3, стр. 42).
Настройка станка на нарезание левых резьб производится путем установки левых копирных пар, которые поставляются к станку по особому заказу и за отдельную плату.
Кроме этого должно быть изменено направление вращения шпинделя переключателем 1 в электрошкафу (рис. 3, стр. 42).
Настройка станка на работу в автоматическом или полуавтоматическом режиме производится при помощи переключателя 18 (рис. 3).
Регулирование станка 2054м
В процессе эксплуатации станка возникает необходимость регулирования отдельных составных частей станка с целью восстановления их нормальной работы.
Регулирование натяжения ремней привода шпинделя.
При перенастройке клиноременной передачи в связи с изменением частоты вращения шпинделя или при уменьшении крутящего момента на шпинделе необходимо ослабить или натянуть ремень. Для этого необходимо:
- снять верхнюю крышку головки, закрывающую клиноременную передачу;
- отвернуть 4 гайки, крепящие коробку скоростей;
- ослабить контргайку натяжного винта;
- поворотом натяжного винта переместить коробку скоростей до необходимого ослабления или натяжения ремня;
- затянуть контргайку натяжного винта;
- зажать 4 гайки крепления коробки скоростей;
- закрыть верхнюю крышку головки.
Коробка скоростей резьбонарезного станка 2054м
Сверлильная головка резьбонарезного станка 2054м
Сверлильная головка станка 2054м в разрезе. Скачать в увеличенном масштабе
Описание электрооборудования
Электрическая схема резьбонарезного станка 2054м
Электрическая схема резьбонарезного станка 2054м. Скачать в увеличенном масштабе
Общие сведения
На станке установлены 2 трехфазных короткозамкнутых асинхронных электродвигателя, и применены следующие величины напряжений переменного тока:
- силовая цепь 3 ~ 50 Гц; 380 В
- цепь управления ~ 50 Гц; 110 В
- цепь местного освещения ~ 50 Гц; ~12 В
- цепь сигнализации ~ 50 Гц; -5 В
Для ограничения хода пиноли вверху и внизу установлены 2 конечных выключателя В2 и ВЗ. Освещение рабочей зоны производится лампой, установленной в нише головки.
Вся пусковая аппаратура и аппаратура управления расположена в нише станка. На боковой стенке ниши установлен Трехфазный автоматический выключатель АСТ-3 для подключения станка к питающей сети. Аппаратура управления расположена на пульте.
При уходе за электрооборудованием необходимо периодически проверять состояние пусковой и релейной аппаратуры.
При осмотрах релейной аппаратуры особое внимание следует обращать на надежное замыкание и размыкание контактных мостиков.
Во время эксплуатации электродвигателей систематически проводить их технические осмотры и профилактические ремонты.
Периодичность техосмотров устанавливается в зависимости от производственных условий, но не реже одного раза в два месяца. При профилактических ремонтах должна производиться разборка электродвигателя, внутренняя и наружная чистка, замена смазки подшипников. Смену смазки подшипников при нормальных условиях работы следует производить через 4000 часов работы.
Перед набивкой свежей смазкой подшипники должны быть тщательно промыты бензином. Камеру заполнить смазкой на 2/3 ее объема.
Первоначальный пуск станка 2054м
При первоначальном пуске станка необходимо прежде всего проверить надежность заземления и качество монтажа электрооборудования внешним осмотром.
После осмотра на клеммных наборах в шкафу управления, отключить провода питания всех электродвигателей. При помощи автомата В1 станок подключить к цеховой сети.
При помощи кнопок и переключателей станка, проверить четкость срабатывания магнитных пускателей и реле.
Работа схемы
В станке предусмотрены 2 режима работы:
- Автоматический цикл
- Одиночный цикл
Режим работы устанавливается переключателем В6.
Нажатием кнопки Кн1 подается питание на катушку пускателя Р1,. который срабатывает, становится на самопитание и включает правое вращение электродвигателя привода шпинделя Ml. а также пускатель нулевой защиты Р4. Двигатель разгоняется, включается реле напряжения Р5, которое разрывает, н. з. контакты 10—11 и 18—20. Происходит нарезание резьбы.
В конце обработки кулачком нажимается конечный выключатель В2, который н. з. контактом 6—13 разрывает цепь пускателя Р1, а н. о. контактом 6—18 подготавливает включение пускателя Р2. Двигатель Ml отключается от сети, происходит конденсаторное торможение. По мере снижения оборотов двигателя падает напряжение на его статорных обмотках и при уменьшении до 20—30 В на фазе происходит отпадание реле контроля окончания конденсаторного торможения Р5. Замыкаются н. з. контакты 10—11, 18—20. Включается пускатель Р2. Начинается вторая стадия торможения противовключением с последующим разворотом двигателя в обратную сторону и вновь включается реле Р5. Происходит вывод метчика из изделия. В исходном верхнем положении пиноли нажимается конечный выключатель В3, который отключает катушку пускателя Р2, двигатель Ml отключается от сети и тормозится. Если выбран режим «Одиночный цикл», двигатель останавливается. Если выбран режим «Автоматический цикл», то после отпадания реле Р5 включается пускатель Р1. Происходит торможение противовключением с последующим разворотом двигателя в. обратную сторону. Цикл повторяется.
В станке предусмотрена предохранительная муфта от поломки метчика по крутящему моменту и осевому усилию. При срабатывании предохранительной муфты нажимается конечный выключатель В4. Двигатель отключается от сети, происходит торможение с последующим разворотом. Пиноль возвращается в исходное верхнее положение.
В промежуточном положении хода пиноли возврат ее в верхнее исходное положение осуществляется кнопкой Кн2. Остановка станка осуществляется кнопкой Кн5, «Все стоп».
Нажатием кнопки Кн3 продается напряжение на катушку пускателя Р3, который срабатывает, становится на самопитание и включает насос охлаждения. Остановка насоса охлаждения осуществляется кнопкой Кн4.
Схема предусматривает нарезание правой и левой резьбы. Для установки вида резьбы служит переключатель В7, расположенный на панели шкафа.
Защита
Защита элементов электрооборудования станка от токов короткого замыкания осуществляется автоматическим выключателем и плавкими предохранителями.
Защита от токов перегрузки осуществляется тепловыми реле.
Нулевая защита осуществляется катушкой реле Р4 и реле Р3.
Станок должен быть надежно заземлен согласно существующим правилам и нормам.
Станок резьбонарезной полуавтомат. Видеоролик.
Технические характеристики резьбонарезного станка 2054м
Технические характеристики резьбонарезного станка 2054м
Технические характеристики резьбонарезного станка 2054м. Скачать в увеличенном масштабе
Технические характеристики резьбонарезного станка 2054м
Технические характеристики резьбонарезного станка 2054м. Скачать в увеличенном масштабе
Связанные ссылки
Каталог справочник настольных сверлильных станков
Паспорта к настольным станкам
Купить каталог, справочник, базу данных: Прайс-лист информационных изданий
Станок вертикальный резьбонарезной 2054М | Станочный Мир
Если Вам необходимо купить Станок вертикальный резьбонарезной 2054М звоните по телефонам:
в Москве +7 (499) 372-31-73
в Санкт-Петербурге +7 (812) 245-28-87
в Минске +375 (17) 246-40-09
в Екатеринбурге +7 (343) 289-16-76
в Новосибирске +7 (383) 284-08-84
в Челябинске +7 (351) 951-00-26
в Тюмени +7 (3452) 514-886
в Нижнем Новгороде +7 (831) 218-06-78
в Самаре +7 (846) 201-07-64
в Перми +7 (342) 207-43-05
в Ростове-на-Дону +7 (863) 310-03-86
в Воронеже +7 (473) 202-33-64
в Красноярске +7 (391) 216-42-04
в Нур-Султане +7 (7172) 69-62-30;
в Абакане, Альметьевске, Архангельске, Астрахани, Барнауле, Белгороде, Благовещенске, Брянске, Владивостоке, Владимире, Волгограде, Вологде, Иваново, Ижевске, Иркутске, Йошкар-Оле, Казани, Калуге, Кемерово, Кирове, Краснодаре, Красноярске, Кургане, Курске, Кызыле, Липецке, Магадане, Магнитогорске, Майкопе, Мурманске, Набережных Челнах, Нижнекамске, Великом Новгороде, Новокузнецке, Новороссийске, Новом Уренгое, Норильске, Омске, Орле, Оренбурге, Пензе, Перми, Петрозаводске, Пскове, Рязани, Саранске, Саратове, Севастополе, Симферополе, Смоленске, Сыктывкаре, Тамбове, Твери, Томске, Туле, Улан-Удэ, Ульяновске, Уфе, Хабаровске, Чебоксарах, Чите, Элисте, Якутске, Ярославле и в других городах
По всей России бесплатный номер 8 (800) 775-16-64.
В странах СНГ — Беларуси, Казахстане, Туркменистане, Узбекистане, Украине, Таджикистане, Молдове, Азербайджане, Кыргызстане, Армении в городах Нур-Султан, Бишкек, Баку, Ереван, Минск, Ашхабад, Кишинев, Душанбе, Ташкент, Киев и других для покупки оборудования типа Станок вертикальный резьбонарезной 2054М звоните на любой удобный номер, указанный на нашем сайте, или оставьте свои контакты под кнопкой ЗАКАЗАТЬ ЗВОНОК вверху сайта – мы сами Вам перезвоним.
Назначение станка? 2054А “чемодан без ручки” – На опознание
Назначение станка?
Судя по концевикам работает на заданную глубину.
Ручка пиноли отсутствует, визуально привод подачи не обнаружил.
Мотор отсутствует, редуктор имеет 3 положения и линейку оборотов указанную на шильдике.
Марка 2054А
Год выпуска 1967
Подробно видно на фото.
Собрат 2054М резьбонарезной станок, информации про 2054А отсутствует.
Для чего можно применить данный станок? если он резьбонарезной то бесполезный? а как сверлильный напоминает “чемодан без ручки”










3D модель вертикального резьбонарезного станка модели «2054М»
Станок\~$линдр5.m3~
Станок\~$Плита.m3~
Станок\~$ручка.m3~
Станок\~$рхний кожух.m3~
Станок\~$Тумба.m3~
Станок\верхнее кольцо для шпинделя.bak
Станок\верхнее кольцо для шпинделя.m3d
Станок\верхний кожух.bak
Станок\верхний кожух.m3d
Станок\Верхний маленький цилиндр.bak
Станок\Верхний маленький цилиндр.m3d
Станок\Верхний цилиндр 3.bak
Станок\Верхний цилиндр 3.m3d
Станок\Верхний цилиндр 3.m3d.bak
Станок\Верхний цилиндр 4.bak
Станок\Верхний цилиндр 4.m3d
Станок\Верхний цилиндр 4.m3d.bak
Станок\Верхний цилиндр1.bak
Станок\Верхний цилиндр1.m3d
Станок\Верхний цилиндр2.bak
Станок\Верхний цилиндр2.m3d
Станок\Верхний цилиндр2.m3d.bak
Станок\винт.bak
Станок\винт.m3d
Станок\Втулка.bak
Станок\Втулка.m3d
Станок\гайка для переключ.bak
Станок\гайка для переключ.m3d
Станок\Главная кнопка.bak
Станок\Главная кнопка.m3d
Станок\главный боковой цилиндр.bak
Станок\главный боковой цилиндр.m3d
Станок\Головка 1.bak
Станок\Головка 1.m3d
Станок\Головка 1hz.m3d
Станок\головка на шпиндель.bak
Станок\головка на шпиндель.m3d
Станок\Головка.bak
Станок\Головка.m3d
Станок\Движок.bak
Станок\Движок.m3d
Станок\диск возле движка.bak
Станок\диск возле движка.m3d
Станок\задняя крышка тумбы.bak
Станок\задняя крышка тумбы.m3d
Станок\Кнопка1.bak
Станок\Кнопка1.m3d
Станок\Кнопка2.bak
Станок\Кнопка2.m3d
Станок\Кнопка3.bak
Станок\Кнопка3.m3d
Станок\кожуш нижний.bak
Станок\кожуш нижний.m3d
Станок\кольцо для главной кнопки.bak
Станок\кольцо для главной кнопки.m3d
Станок\кольцо для кнопок1.bak
Станок\кольцо для кнопок1.m3d
Станок\кольцо для кнопок2.bak
Станок\кольцо для кнопок2.m3d
Станок\кольцо на шпиндель.bak
Станок\кольцо на шпиндель.m3d
Станок\крышечка.bak
Станок\крышечка.m3d
Станок\крышка головки.bak
Станок\крышка головки.m3d
Станок\крышка головки2.m3d
Станок\крышка движка.bak
Станок\крышка движка.m3d
Станок\крышка на шпиндель.bak
Станок\крышка на шпиндель.m3d
Станок\крышка нижнего кожуха.bak
Станок\крышка нижнего кожуха.m3d
Станок\крышка тумбы.bak
Станок\крышка тумбы.m3d
Станок\патрон в головке.bak
Станок\патрон в головке.m3d
Станок\патрон.bak
Станок\патрон.m3d
Станок\передняя крышка тумбы.bak
Станок\передняя крышка тумбы.m3d
Станок\переключатель.bak
Станок\переключатель.m3d
Станок\Плита.bak
Станок\Плита.m3d
Станок\приспособление.bak
Станок\приспособление.m3d
Станок\резьбовой винт.bak
Станок\резьбовой винт.m3d
Станок\ручка.bak
Станок\ручка.m3d
Станок\Сборка.a3d
Станок\Сборка.bak
Станок\соеденительный валик.bak
Станок\соеденительный валик.m3d
Станок\Спецификация СБ.spw
Станок\Спецификация шпиндельного узла.bak
Станок\Спецификация шпиндельного узла.spw
Станок\Спецификация шпинделя.bak
Станок\Спецификация_Общий_вид.cdw
Станок\Спецификация_шпиндель.cdw
Станок\Станок в сборке.3d.a3d
Станок\Станок в сборке.3d.a3d.bak
Станок\Станок в сборке.3d.bak
Станок\Станок в сборке1.3d.a3d
Станок\Станок в сборке1.3d.jpg
Станок\Станок общий вид.bak
Станок\Станок общий вид.cdw
Станок\Станок общий вид.cdw.bak
Станок\стойка шпинделя.bak
Станок\стойка шпинделя.m3d
Станок\стойка шпинделя.m3d.bak
Станок\Тумба.bak
Станок\Тумба.m3d
Станок\указатель.bak
Станок\указатель.m3d
Станок\Цилиндр.bak
Станок\Цилиндр.m3d
Станок\Цилиндр2.bak
Станок\Цилиндр2.m3d
Станок\Цилиндр3.bak
Станок\Цилиндр3.m3d
Станок\Цилиндр4.bak
Станок\Цилиндр4.m3d
Станок\Цилиндр4.m3d.bak
Станок\Цилиндр5.bak
Станок\Цилиндр5.m3d
Станок\Цилиндр5.m3d.bak
Станок\часть двигателя.bak
Станок\часть двигателя.m3d
Станок\Шпиндель в сборке.a3d
Станок\Шпиндель в сборке.bak
Станок\Шпиндель в сборке1.jpg
Станок\Шпиндель.3d.a3d
Станок\Шпиндель.3d.bak
Станок\Шпиндельный вал.bak
Станок\Шпиндельный вал.m3d
Станок\Шпиндельный узел.bak
Станок\Шпиндельный узел.cdw
Станок\штырь в патроне.bak
Станок\штырь в патроне.m3d
2056 станок резьбонарезной полуавтомат. Паспорт, схемы, характеристики, описание
Сведения о производителе резьбонарезного станка 2056
Производителем резьбонарезного станка 2056 является Молодечненский станкостроительный завод МСЗ, основанный в 1947 году.
С января 1958 года завод стал именоваться Молодечненским станкостроительным заводом, получив задание специализироваться на выпуске сверлильных станков.
Начиная с 1961 года, завод начал серийно выпускать двухшпиндельные, трехшпиндельные, а затем и универсальные вертикально-сверлильные станки.
Станки, выпускаемые Молодечненским станкостроительным заводом
2056 станок резьбонарезной полуавтомат. Назначение и область применения
Резьбонарезной станок 2056 сконструирован на базе вертикального сверлильного станка 2Н118 с максимальным диаметром сверления Ø 18 мм.
Резьбонарезной полуавтомат 2056 предназначен для нарезания резьбы метчиком в изделиях из черных и цветных металлов, применяется в серийном и массовом производстве.
Полуавтомат работает как в полуавтоматическом, так и автоматическом циклах и используется в автоматических линиях.
При использовании дополнительных наладок и сменных шестерен на полуавтомате можно нарезать мелкие метрические, дюймовые, трубные и левые резьбы.
При работе полуавтомата с автоматическим загрузочным устройством или в автоматической линии необходимо ввести в электросхему реле времени, контролирующее автоматический цикл работы.
Габаритные размеры рабочего пространства резьбонарезного станка 2056
Габаритные размеры рабочего пространства резьбонарезного станка 2056
Габаритные размеры рабочего пространства резьбонарезного станка 2056. Смотреть в увеличенном масштабе
Общий вид резьбонарезного станка 2056
Фото резьбонарезного станка 2056
Фото резьбонарезного станка 2056
Расположение основных узлов резьбонарезного станка 2056
Расположение основных узлов резьбонарезного станка 2056
- Плита;
- Стол;
- Колонна;
- Резьбонарезная головка;
- Рукоятка установки подачи;
- Рукоятка установки частоты вращения шпинделя;
- Пульт управления;
- Переключатель цикла работы станка;
- Микропереключатели;
- Кулачки;
- Лимб;
- Кулачки;
- Охлаждение;
- Электрооборудование.
На фундаментной плите 1 станка установлена колонна 3, по вертикальным направляющим которой перемещают вручную стол 2 и резьбонарезную головку 4, с вмонтированными в нее коробками скоростей и подач, шпинделем и механизмом подач.
Перечень основных узлов резьбонарезного станка 2056
- Колонна, стол, плита – 2Н118.10.000
- Коробка скоростей – 2056.20.000
- Привод – 2Н125Л.21.000
- Коробка подач – 2056.30.000
- Резьбонарезная головка – 2056.40.000
- Гитара подач – 2056.41.000
- Шпиндель – 2Н118.50.000
- Охлаждение – 2Н118.80.000
- Электрооборудование – 2056.92.000
- Патрон предохранительный – 2056.51.000
Расположение органов управления резьбонарезным станком 2056
Расположение органов управления резьбонарезным станком 2056
Расположение органов управления резьбонарезным станком 2056. Смотреть в увеличенном масштабе
Перечень органов управления станком 2056
- Рукоятка установки частоты вращения шпинделя
- Рукоятка установки величины нарезаемой резьбы
- Рукоятка зажима резьбонарезной головки
- Рукоятка зажима стола
- Кнопка ножной педали прерывистой подачи шпинделя
- Кнопка включения вращения шпинделя “Вправо”
- Кнопка включения вращения шпинделя “Влево”
- Кнопка «Все стоп»
- Переключатель циклов
- Кулачок настройки величины хода шпинделя
- Выключатель местного освещения
- Вводный автомат
- Выключатель насоса охлаждения
- Лампа сигнальная «Сеть»
- Квадрат механизма подъема резьбонарезной головки
- Маслоуказатель
Кинематическая схема резьбонарезного станка 2056
Кинематическая схема резьбонарезного станка 2056
Кинематическая схема резьбонарезного станка 2056. Смотреть в увеличенном масштабе
Движения в станке
Движения в станке:
- главное вращательное движение шпинделя;
- движение подачи;
- вспомогательные движения: возврат шпинделя с инструментом в исходное положение после окончания рабочего хода;
- установочные ручные перемещения узлов станка при его наладке и настройке
Цепь главного движения
Вращательное движение шпиндель IV станка получает от электродвигателя М (N = 1,3 кВт, n = 1300 об/мин) через коробку скоростей 4. Переключая в коробке скоростей блочные зубчатые колеса z = 22—29—37 на валу I и z = 34 — 60 на шлицевой втулке III шпинделя, сообщают шпинделю шесть различных частот вращения в диапазоне 112—1120 об/мин.
Наименьшая частота вращения шпинделя:
nшп.min = 1300 (18/36) (22/44) (20/60) = 112 об/мин
Цепь подач
Осевое перемещение шпинделя, согласованное с его вращением, обеспечивается в станке коробкой подач 5 и механизмом подач. Шпиндель станка смонтирован на шарикоподшипниках в гильзе 2, на наружной поверхности которой нарезана рейка, находящаяся в зацеплении с реечным зубчатым колесом z = 14. Движение к реечной паре передается от зубчатого колеса z = 34, установленного на шлицевой втулке шпинделя в коробке скоростей, и далее по следующей кинематической цепи: зубчатое колесо z = 30, трехваловая коробка подач с двумя блоками зубчатых колес z = 20—20 и z = 18—27, зубчатая пара (30/30), червячная пара (1/60), предохранительная шариковая муфта 7, зубчатая передача (39/60), сменные зубчатые колеса (a/b) гитары подач, реечное зубчатое колесо z = 14, гильза со шпинделем. Четырехскоростная коробка подач и набор сменных зубчатых колес гитары подач позволяют настроить станок на нарезание восьми различных шагов резьб в диапазоне 1..3,5 мм.
Уравнение для вычисления, например, наименьшего шага нарезаемой резьбы имеет вид:
P = 1 (34/30) (20/27) (27/27) (30/30) (1/60) (39/60) (a/b) · 3,14 · 2,5 · 14
при
a/b = (50/50) Pmin = 1 мм
Вывинчивание метчика из нарезаемого отверстия обеспечивается реверсированием электродвигателя.
Отсчет величины вертикального перемещения шпинделя производят по лимбу 6, движение которому передается с вала реечного зубчатого колеса с помощью зубчатой передачи внутреннего зацепления. В пазах лимба устанавливают кулачки, которые ограничивают величину вертикального перемещения шпинделя и управляют циклом работы станка.
Резьбонарезная головка станка 2056
Резьбонарезная головка станка 2056. Смотреть в увеличенном масштабе
Резьбонарезная головка станка 2056
Резьбонарезная головка станка 2056. Смотреть в увеличенном масштабе
Резьбонарезная головка станка 2056
Резьбонарезная головка станка 2056. Смотреть в увеличенном масштабе
Шариковая предохранительная муфта в конструкции резьбонарезной головки предотвращает поломку инструмента в случае его осевой перегрузки (нумерация деталей резьбонарезной головки аналогична рис. 73).
При нарезании на станке левых резьб необходимо в гитаре подач дополнительно установить еще одну пару сменных зубчатых колес, которые изменят направление осевого перемещения шпинделя при неизменном направлении его вращения. На станке возможно нарезание метрических резьб с более мелким шагом (0,5—0,8 мм), чем указано в технической характеристике, а также дюймовых и трубных, но для этого необходимо иметь дополнительный комплект сменных зубчатых колес гитары подач.
Вспомогательные установочные вертикальные перемещения стола и резьбонарезной головки производят вручную, соответственно рукояткой 1 через зубчатую коническую и винтовую передачи и рукояткой 3 через червячную и реечную передачи (см. рис. 73).
Настройка и наладка станка
По справочникам определяют скорость резания для конкретных условий нарезания резьбы и устанавливают рукояткой 6 (см. рис. 72) требуемую частоту вращения шпинделя станка. Исходя из шага нарезаемой резьбы, устанавливают в определенное положение рукоятку 5 переключения подач, подбирают и устанавливают сменные зубчатые колеса гитары подач. Закрепляют метчик в резьбонарезном патроне, установленном в шпинделе станка. С помощью гаек (см. рис. 74), сжимающих пружину 8, регулируют предохранительную шариковую муфту 7 на передачу определенной осевой силы, предотвращающей возможность поломки инструмента от перегрузки. Контроль за регулировкой муфты ведут по динамометру. Допустимый крутящий момент на метчике обеспечивается регулировкой резьбонарезного патрона.
Заготовку закрепляют на столе станка (см. рис. 72) и перемещением стола или резьбонарезной головки устанавливают метчик на расстоянии 5—15 мм над ее торцом. Переставными кулачками 11 и 13 на лимбе 12 ограничивают вертикальный ход шпинделя.
Станок можно настраивать на работу в автоматическом и одиночном режимах. Для работы станка в автоматическом режиме переключатель 8 цикла устанавливают в положение «А» (на рис. не показано) и нажимают на пульте управления кнопку включателя вращения шпинделя «Вправо». Включается правое вращение шпинделя и рабочая подача метчика вниз. По окончании рабочего хода кулачок 11 нажимает на микропереключатель 9, в результате электродвигатель реверсируется, шпиндель получает левое вращение и движется вверх. В крайнем верхнем положении шпинделя кулачок 13 лимба нажимает на микропереключатель 10, происходит реверс электродвигателя и цикл повторяется. Прервать его можно только нажатием кнопки «Стоп».
Работа станка в одиночном режиме отличается от автоматического только тем, что переключатель 8 ставят в положение «О» (на рисунке не показано), а электродвигатель после возврата шпинделя в крайнее верхнее положение и нажатия кулачка на микропереключатель отключается и тормозится.
Электрическая схема резьбонарезного станка 2056
Электрическая схема резьбонарезного станка 2056
Электрическая схема резьбонарезного станка 2056. Скачать в увеличенном масштабе
Резьбонарезной станок может работать в трех режимах резьбонарезания:
- Автоматический цикл резьбонарезания
- Одиночный цикл резьбонарезания
- Прерывистая работа
Автоматический цикл
Перекючатель цикла устанавливается в положение “А”. Нажимается кнопка “Вправо”. Шпиндель, настроенный на нужную скорость вращения и подачу совершает непрерывные движения:
- Шпиндель вращаясь идет вниз и нарезает резьбу
- В конце обработки кулачок “Н” на лимбе отключает подачу, включает реверс шпинделя (левое вращение) и шпиндель вращаясь идет вверх
- В крайнем верхнем положении кулачок “В” на лимбе включает новый цикл
Одиночный цикл резьбонарезания
Перекючатель цикла устанавливается в положение “О”. Нажимается кнопка “Вправо”. Шпиндель, настроенный на нужную скорость вращения и подачу совершает один цикл резбонарезания:
- Шпиндель вращаясь идет вниз и нарезает резьбу
- В конце обработки кулачок “Н” на лимбе отключает подачу, включает реверс шпинделя (левое вращение) и шпиндель вращаясь идет вверх
- В крайнем верхнем положении кулачок “В” на лимбе отключает вращение шпинделя
Технические характеристики резьбонарезного станка 2056
| Наименование параметра | 2Н118 | 2056 |
|---|---|---|
| Основные параметры станка | ||
| Наибольший условный диаметр сверления в стали σ = 50..60 кг*мм2, мм | 18 | – |
| Наибольший диаметр нарезаемой резьбы, мм | – | М18 |
| Наименьшее и наибольшее расстояние от торца шпинделя до стола, мм | 0..650 | 0..650 |
| Расстояние от оси вертикального шпинделя до направляющих стойки (вылет), мм | 200 | 200 |
| Рабочий стол | ||
| Размеры рабочей поверхности стола (длина х ширина), мм | 320 х 360 | 320 х 360 |
| Число Т-образных пазов Размеры Т-образных пазов | 3 | 3 |
| Наибольшее вертикальное перемещение стола (ось Z), мм | 350 | 350 |
| Перемещение стола на один оборот рукоятки, мм | 2,4 | 2,4 |
| Шпиндель | ||
| Наибольшее перемещение шпиндельной головки по колонне, мм | 300 | 300 |
| Наибольшее осевое перемещение шпинделя, мм | 150 | 150 |
| Перемещение шпиндельной головки на один оборот маховичка, мм | 4,4 | – |
| Перемещение шпинделя на одно деление лимба, мм | 1 | – |
| Перемещение шпинделя на один оборот маховичка-рукоятки, мм | 110 | – |
| Частота вращения шпинделя, об/мин (количество скоростей) | 180..2800 (9) | 112, 180, 280, 450, 710, 1120 (6) |
| Наибольший допустимый крутящий момент, кг*см | 880 | |
| Конус шпинделя | Морзе 2 | Морзе 2 |
| Механика станка | ||
| Пределы вертикальных рабочих подач на один оборот шпинделя, мм (число подач) | 0,1..0,56 (6) | 0,5..3,5 (12) |
| Шаг нарезаемой резьбы, мм | – | 1,00; 1,25; 1,50; 1,75; 2,00; 2,50; 3,00; 3,50 (8) |
| Наибольшая допустимая сила подачи, кгс | 560 | |
| Торможение шпинделя | есть | |
| Максимальное количество реверсов шпинделя, рев/мин | 40 | |
| Привод | ||
| Электродвигатель привода главного движения Тип | АОЛ2-22-4С2 | 4АС 80А4С1 |
| Электродвигатель привода главного движения, кВт (об/мин) | 1,5 (1420) | 1,3 (1300) |
| Электродвигатель насоса, кВт (об/мин) | 0,12 (2800) | 0,12 (2800) |
| Электронасос охлаждающей жидкости Тип | ПА-22 | ПА-22 Э |
| Габарит и масса станка | ||
| Габариты станка (длина ширина высота), мм | 870 х 590 х 2080 | 870 х 650 х 2225 |
| Масса станка, кг | 450 | 480 |
Связанные ссылки
Каталог справочник настольных сверлильных станков
Паспорта к настольным станкам
Купить каталог, справочник, базу данных: Прайс-лист информационных изданий
Паспорт на вертикальный резьбонарезной станок 2054М / Нарезные станки / Stanok-online.ru
Печать документации: Краснореченский станкостроительный завод
Год печати документации: 1981
Количество папок: 1
Количество страниц, листов: 55
Узнать стоимость документации
Паспорт и документация к данной модели станка находится в нашем архиве, в электронном виде. В комплект документации входит, по разделам, согласно содержания:
Руководство по эксплуатации
Содержание:
1. Техническое описание
Назначение и область применения
Состав станка
Устройство и работа станка и его составных частей
Электрооборудование
Система смазки
2. Инструкция по эксплуатации
Указания мер безопасности
Порядок установки
Настройка, наладка и режимы работы
Регулирование
Схема расположения подшипников
3. Паспорт
Общие сведения
Основные технические данные и характеристики
Сведения о ремонте
Сведения об изменениях в станке
Комплект поставки
Свидетельство о приёмке
Свидетельство о консервации
Свидетельство об упаковке
Гарантии
Приложение: Схемы и чертежи к инструкции по эксплуатации
Приложение: Материалы по быстроизнашивающимся деталям
Схемы и чертежи станка
– Расположение составных частей станка чертёж
– Расположение органов управления и табличек с символами чертёж
– Схема кинематическая
– Тумба чертёж
– Коробка скоростей чертёж
– Головка чертёж
– Шпиндель чертёж
– Схема электрическая принципиальная
– Места смазки станка
– Схема смазки принципиальная
– Порядок транспортировки станка
– Схема расположения подшипников
– Шпиндель чертёж
– Стол чертёж
– Установка станка чертёж
Краткое описание станка:
Станок вертикальный резьбонарезной модели 2054М предназначен для нарезки резьбы метчиками с условным диаметром до 6 мм в стали и до 8 мм цветных металлах и в пластмассах. На станке можно обрабатывать метрические резьбы с шагом от 0,4 до 1,25 мм. По особому заказу за отдельную плату станок может быть укомплектован набором копирных пар для нарезания дюймовых н трубных резьб соответствующих размеров, а также левых резьб. Станок работает по автоматическому и полуавтоматическому циклу. Станок может быть использован в серийном и массовом производствах, а также для встройки в автоматические линии.
Сверлильные станки. Фото, Паспорта, руководства по эксплуатации – Сверлильные станки
Вертикально-сверлильные станки
2Н118 – Универсальный вертикально-сверлильный станок, Молодечно, 1971г. http://www.chipmaker.ru/files/file/69/
отрывок паспорта 2Н118-1 http://www.chipmaker…iles/file/6314/
____________________________________________________________________
2118 – Вертикально-сверлильный станок, г. Новочеркасск. Паспорт. 1952г. http://www.chipmaker.ru/files/file/70/
____________________________________________________________________
2118-А, станок вертикально-сверлильный, Молодечно. Инструкция по эксплуатации, паспорт. http://www.chipmaker…iles/file/1408/
____________________________________________________________________
С-25 – Вертикально-сверлильный станок. Паспорт. http://www.chipmaker.ru/files/file/71/
____________________________________________________________________
2А125 – станок универсальный вертикально-сверлильный. Электросхемы на 2А125, 2А135, 2А150 http://www.chipmaker…files/file/326/
2А125 – станок универсальный вертикально-сверлильный, Вильнюс. РЭ, Паспорт, Электросхема http://www.chipmaker…iles/file/6987/
2А125 -станок вертикально-сверлильный, Стерлитамак. Инструкция по эксплуатации, Паспорт, Электросхема. http://www.chipmaker…files/file/919/
____________________________________________________________________
2А135 -станок универсальный вертикально-сверлильный, г. Стерлитамак, 1960 год Описание и Руководство по обслуживанию http://www.chipmaker…iles/file/5538/
2А135 – станок универсальный вертикально-сверлильный, завод “Киргизкабельмаш”, г. Фрунзе, 1973 Руководство к станку. http://www.chipmaker…iles/file/3837/
____________________________________________________________________
2Н125, 2Н135, 2Н150 – станок вертикально-сверлильный, Стерлитамак. Материалы по запасным (быстроизнашивающимся) частям. http://www.chipmaker…files/file/833/
2Н125, 2Н135, 2Н150 – универсальный вертикально-сверлильный станок
Альбом 1 – Механика
Альбом 2 – Паспорт приёмки
Альбом 3 – Электрооборудование
Альбом 4 – Каталог запчастей.
http://www.chipmaker…iles/file/4932/
____________________________________________________________________

2С132К – станок вертикально-сверлильный с плавающим столом Электросхема http://www.chipmaker…iles/file/5044/
____________________________________________________________________

2054М – станок вертикально-резьбонарезной, Краснореченский станкостроительный завод им. Фрунзе, 1976г. Паспорт, руководство по эксплуатации, чертежи быстроизнашивающихся частей. http://www.chipmaker…iles/file/1422/
2054М – станок вертикально-резьбонарезной, кабаньевский станкозавод. Руководство по эксплуатации, паспорт, чертежи быстроизнашивающихся частей. http://www.chipmaker…iles/file/1444/
____________________________________________________________________
2С132, 2С132К, 2С132Ц, 2С132ПФ2И – станки вертикально-сверлильные Руководство по эксплуатации 1989 год http://www.chipmaker…iles/file/5213/
____________________________________________________________________
МН-18 Молодечно Паспорт http://www.chipmaker…iles/file/6858/
____________________________________________________________________
МН-18-52 Молодечно Паспорт http://www.chipmaker…iles/file/6859/
____________________________________________________________________

2Г125 – станок вертикально-сверлильный Руководство по эксплуатации. http://www.chipmaker…iles/file/3967/
Изменено пользователем КазахM6-m24 Нарезной станок для нарезания резьбы Универсальный резьбонарезной станок
Описание продукта:
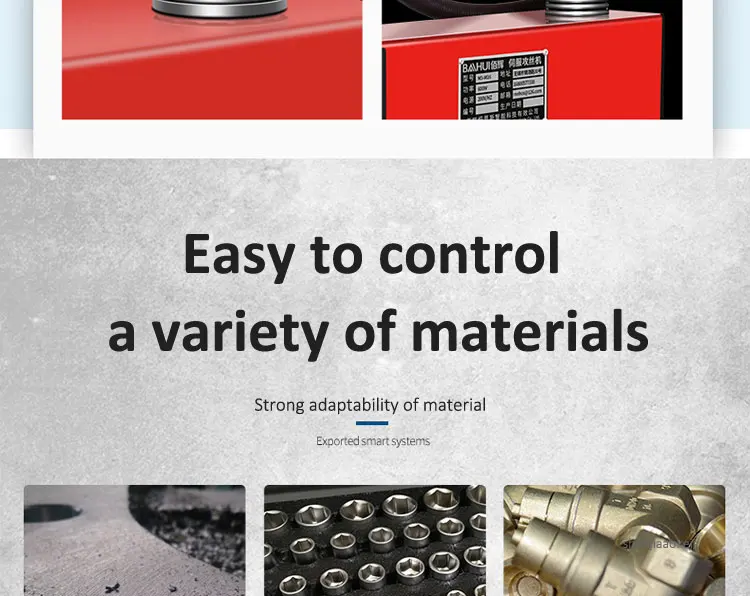
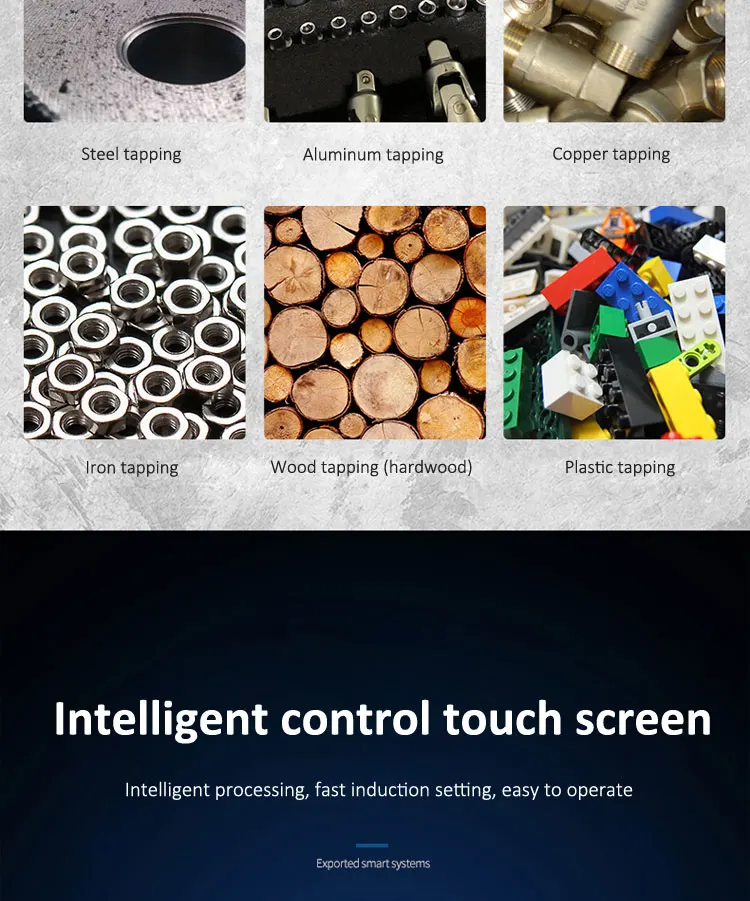
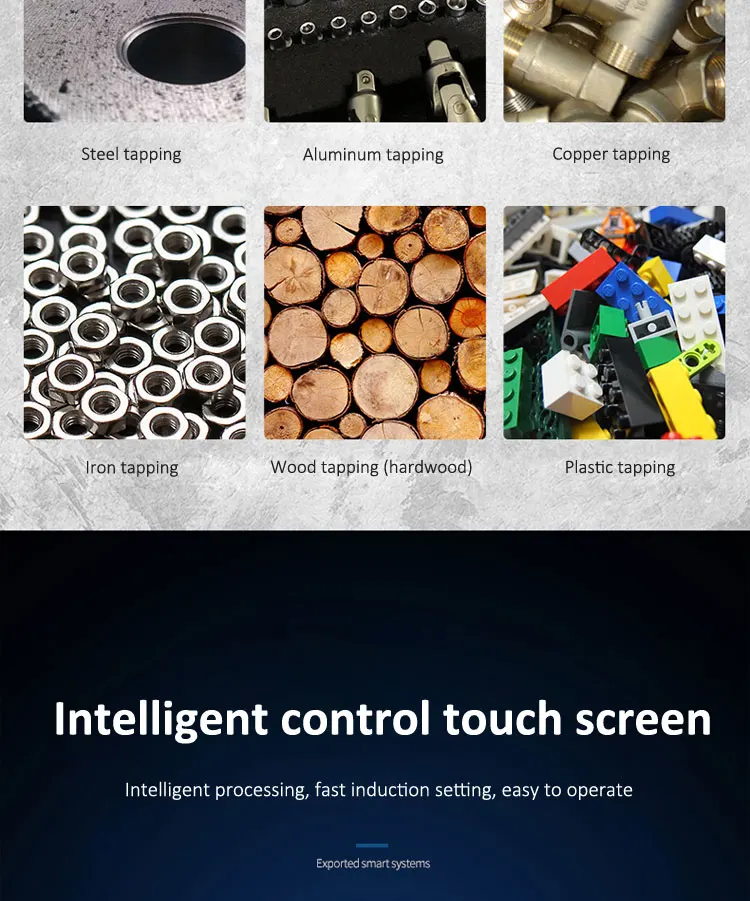
Продукт подходит для материала заготовки:
Электрический врезной станок можно легко врезать в свинец, медь, сталь, чугун, чугун, сталь 45, штампованную сталь, металлический материал
и другие металлические материалы.
Применимо ко всем машиностроительным отраслям, станкам, пресс-формам, печатному оборудованию, упаковке
машиностроительным заводам, строительной технике, подвижному составу, авиационным двигателям, машинам для производства пластмасс и
общему машинному оборудованию и другим отраслям.
Подробная информация о продукте:
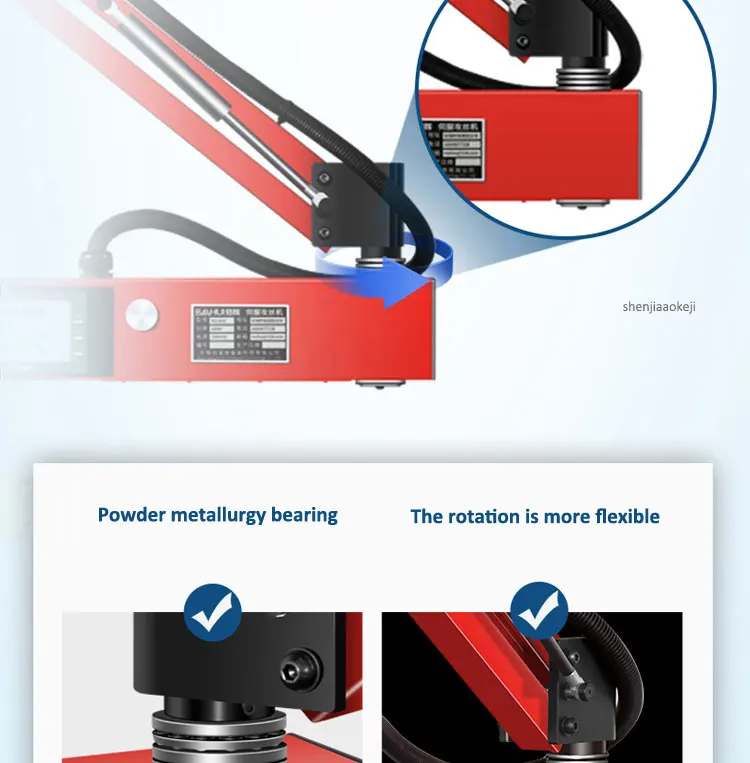
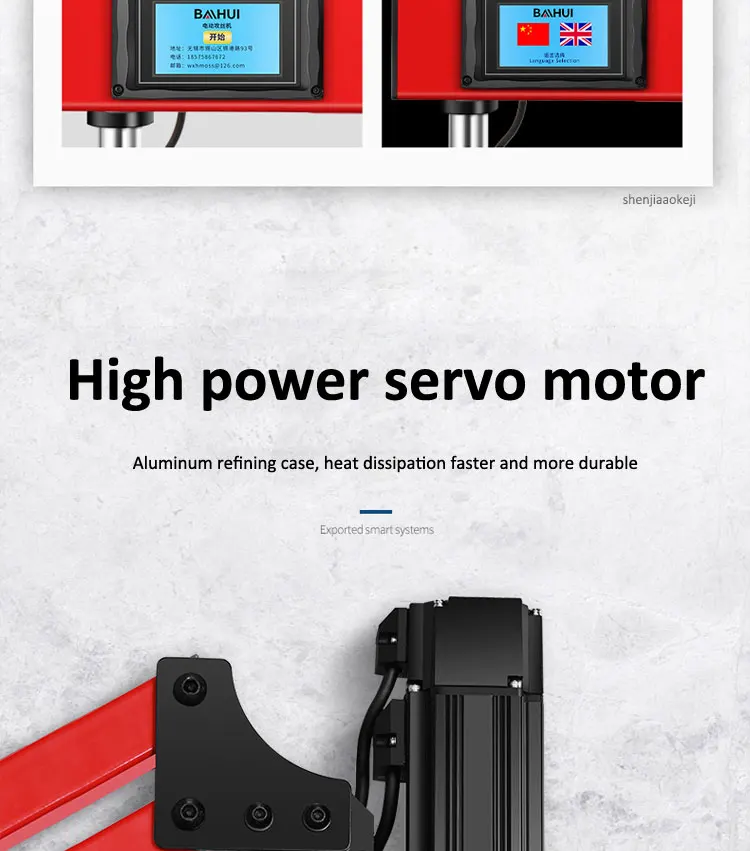
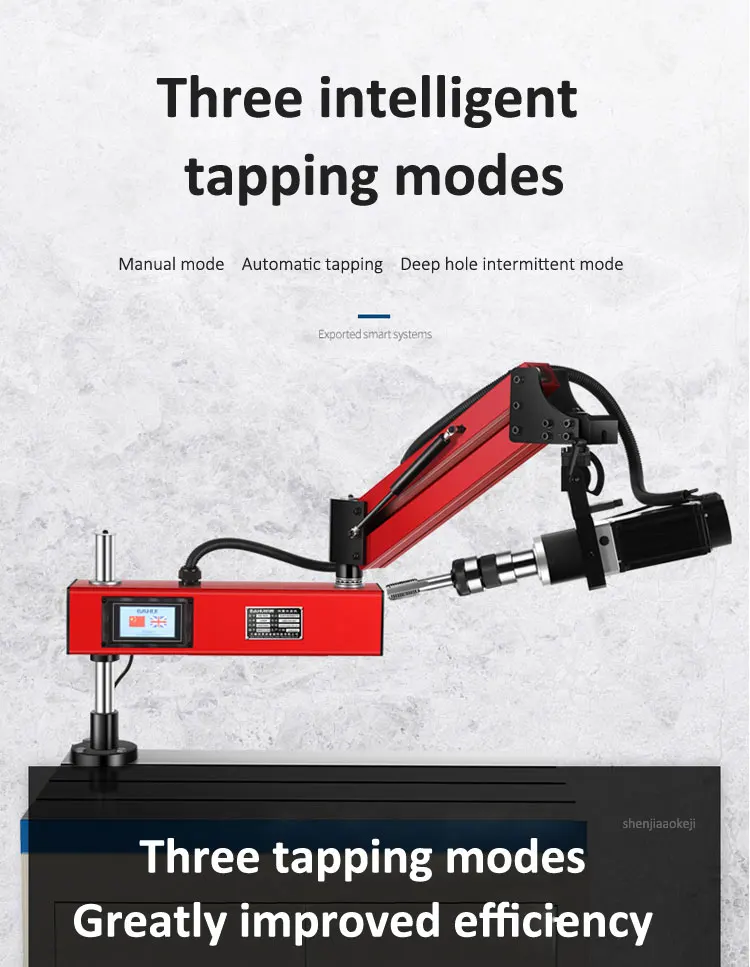
1.Электродвигатель резьбонарезного станка подвешен и поддерживает балансировку и вертикальное положение. Опорная рама
может приводить в движение двигатель для нарезания резьбы метчиком в любое положение и может оставаться перпендикулярно рабочему столу.
2. Змеевидный пластиковый провод и кабелепровод защищает цепь и не влияет на вращение корпуса.
3. Гибкий рулевой вал, высокая жесткая опора рамы, обеспечивает превосходную точность и стабильность обработки.
4. Высокая толщина изоляционной резины для опоры пьедестала обеспечивает гибкость источника питания, а
обеспечивает гибкость всего рабочего стержня.
Технические параметры :
Применение:
Этот пневматический резьбонарезной станок применим ко всему машиностроению, станкам, инструментам
, машинам для печати, машинам для печати, машинам для печати , упаковочное оборудование, инженерное оборудование, автомобили
и запчасти для мотоциклов, авиационные двигатели и другое машиностроение общего назначения.
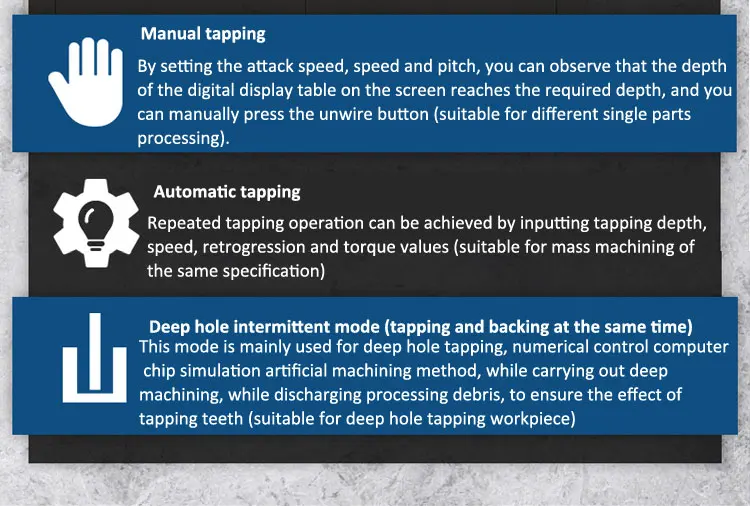
Характеристика:
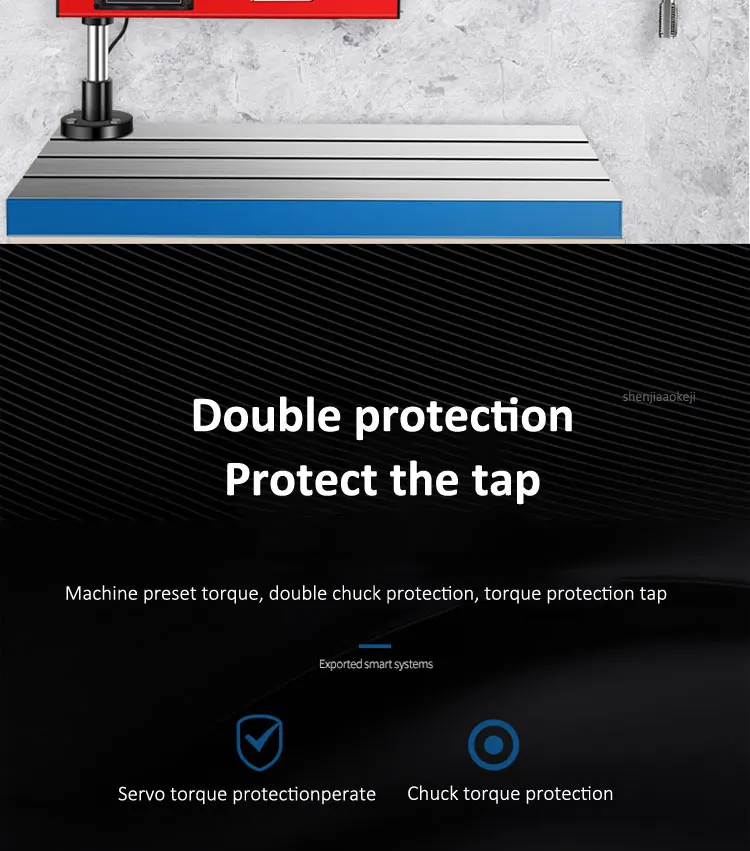
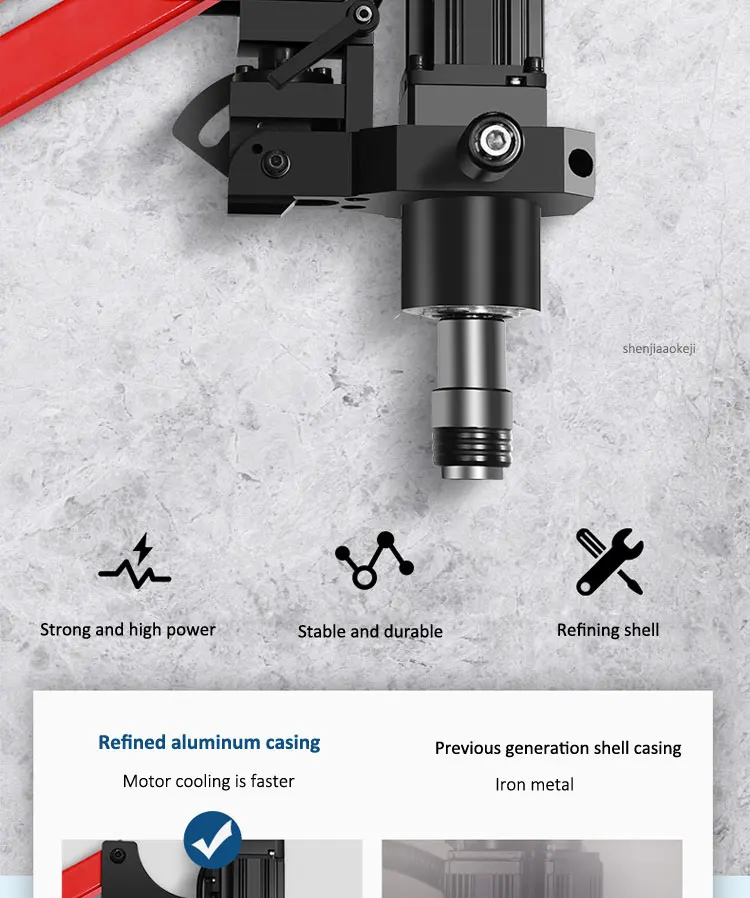
1. Высококачественный электрический нарезной станок, высокая скорость с низким крутящим моментом, низкая скорость с высоким крутящим моментом и имеет защиту
от перенапряжения, перегрузки по току, перегрузки и т. Д.
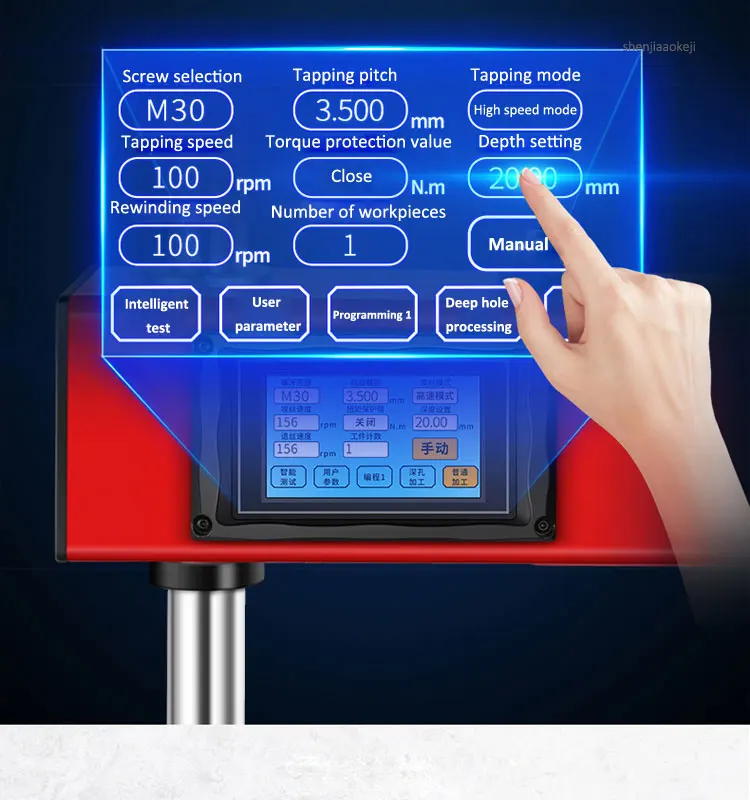
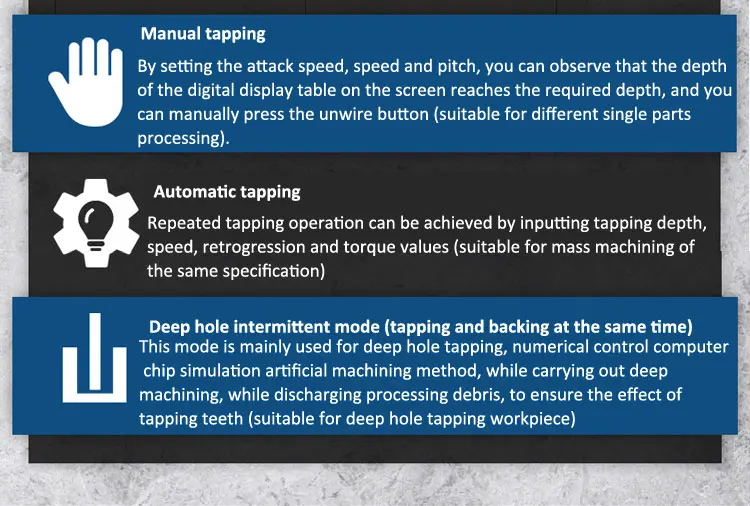
2. Конструкция сенсорного слоя, автоматические или ручные варианты, легко операция. Благодаря высокой эффективности, экономии времени и энергии
, точному позиционированию, быстрой резке.
3. Метчик не должен ломаться при нарезании резьбы в сквозном или глухом отверстии.
Доставка и упаковка:
.Автоматическая машина для производства винтов Feda Машина для нарезания резьбы Маленькая машина для нарезания резьбы кулачком Для M6
1. Подача кулачкового типа
2. Специально для изготовления болтов M2-10
3. Простота в эксплуатации и обслуживании станка
4. Замена различных прокатных матриц требуется всего 5 минут
5. Устройства автоматической подачи может быть спроектирован в соответствии с конкретным продуктом
| Спецификация | ||
| Рабочий диаметр | 2-10 мм | |
| Шаг резьбы | 0.4-1,5 мм | |
| Длина резьбы | 28 мм | |
| Скорость вращения шпинделя | 27 об / мин | |
| Внешний диаметр прокатной матрицы | 100 мм | |
| Внутренний диаметр прокатной матрицы | 50,5 мм | |
| Толщина прокатной матрицы | 30 мм | |
| Расстояние между валом ролика | 90-130 мм | |
| Главный силовой двигатель | 1 л.с. (0,75 кВт) | |
| Расстояние от поверхности станины до центра ролика | 85 мм | |
| Напряжение питания | 380 В 3P 50 Гц | |
| Вес (справочный) | 300 (кг) | |
| Размеры упаковки (Д * Ш * В) | 780 * 680 * 870 мм | |
| Размеры (Д * Ш * В) | 650 * 600 * 750 мм | |
Q1.Вы фабрика или торговая компания?
A1. Мы являемся фабрикой по производству резьбонакатных станков и штампов.
Приглашаем Вас посетить наш завод, если это возможно.
2 кв. Какое время доставки?
A2. Обычно 15-25 рабочих дней для станков и 10-15 рабочих дней для штампов.
3 кв. Каков гарантийный срок на машину?
A3. Обычно 12 месяцев с даты B / L.
4 кв. Какой срок оплаты?
A4.T / T, Western Union, Money Gram, Alipay, PayPal.
50% залог и 50% перед отправкой.
5 кв. Возможно ли проектирование и производство автоматических погрузочно-разгрузочных устройств?
А5. Да, инженер может разработать специальное устройство автоматической подачи в соответствии с вашими продуктами.
Но перед этим предоставьте чертеж вашей продукции.
Q6. Как вы решите проблемы, с которыми мы сталкиваемся при использовании вашей машины?
А6.A. Пожалуйста, предоставьте необходимые видео и фотографии, которые могут показать проблемы, наши инженеры проверит и предложат соответствующие решения.
B. По возможности организует инженеров для решения проблем на месте.
ДОМ
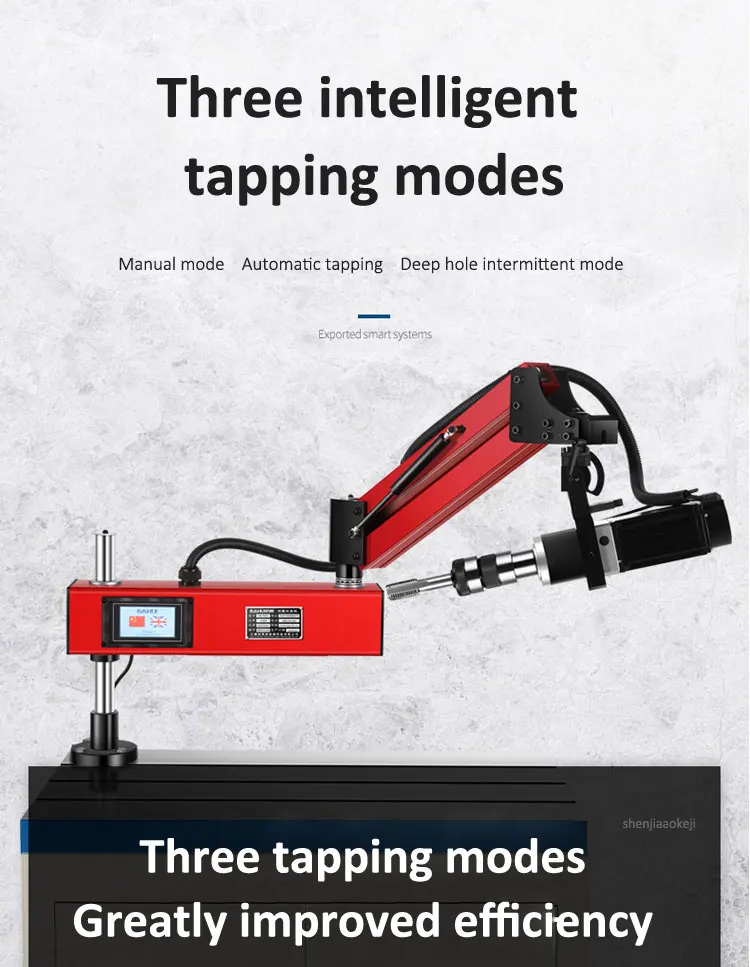
,250 об / мин электрический нарезной станок с сервоприводом три интеллектуальных режима нарезания резьбы m6 m24 автоматический вертикальный нарезной станок с ЧПУ M6 24 | |

Электрический станок для нарезания резьбы с сервоприводом, 250 об / мин, три интеллектуальных режима нарезания резьбы m6-m24, автоматический вертикальный резьбонарезной станок с ЧПУ M6-24
Параметр продукта:
Название продукта: Нарезной станок
Модель: M6-24
Вес: 48 кг
Мощность двигателя: 1200 Вт
Максимальная скорость вращения: 250 об / мин
Диапазон нарезания резьбы: m6-m24
Рабочий радиус: 1.1 м
Количество патронов: 8 шт.
Показано изображение:





метод “(368.42usd), мы поможем Вам организовать перевозку по морю и доставки в ближайший порт!
Если доставка осуществляется морем, после прибытия в морской порт назначения покупатель должен оплатить сборы порта назначения (такие как сборы за обработку терминала, сборы за документы, сборы за хранение и т. Д.), Налог на таможенное оформление и получение товаров.
Примечание: когда посылка прибыла на вашу таможню, пожалуйста, оплатите налог и заберите посылку, мы не несем ответственности за какие-либо таможенные пошлины или налог на импорт.
Если вы выберете DHL / ARAMEX / FEDEX, TNT, UPS, ECT, мы поможем вам организовать доставку международной экспресс-доставкой и напрямую по вашему адресу (ДВЕРЬ ДО ДВЕРИ)!
1) Чтобы защитить ваши товары и избежать повреждений в процессе доставки, при получении посылки покупатели должны внимательно осмотреть посылку / товары, прежде чем подписывать квитанцию о получении товара.
Если есть какие-либо повреждения, пожалуйста, свяжитесь с вашим местным ARAMEX / DHL / FedEx, чтобы задать жалобы и претензии, ИЛИ свяжитесь с нами в течение 24 часов. Затем сделайте фотографии поврежденной машины и упаковки, немедленно отправьте нам сообщение, мы поможет вам устранить проблемы.
2) Если у вас возникли проблемы с товаром или доставкой, пожалуйста, дайте нам возможность решить любую проблему. Мы понимаем заботы и фрустрации вы могли иметь, и сделаем нашу работу, чтобы решить эти вопросы.
3) И ваш отзыв чрезвычайно важен для нашего магазина. Если вы удовлетворены нашим продуктом и нашим сервером, после подтверждения этого заказа, пожалуйста, оставьте нам положительный отзыв и 5 звезд, мы также дадим вам «ИДЕАЛЬНЫЕ 5 ЗВЕЗД. “,
При оценке времени доставки учитывайте международный транзит. Ваше признание позволит нам более уверенно развивать бизнес и служить Вам лучше.
250 об / мин электрический нарезной станок с сервоприводом три интеллектуальных режима нарезания резьбы m6 m24 автоматический вертикальный нарезной станок с ЧПУ M6 24 | |
Электрический станок для нарезания резьбы с сервоприводом, 250 об / мин, три интеллектуальных режима нарезания резьбы m6-m24, автоматический вертикальный резьбонарезной станок с ЧПУ M6-24
Параметр продукта:
Название продукта: Нарезной станок
Модель: M6-24
Вес: 48 кг
Мощность двигателя: 1200 Вт
Максимальная скорость вращения: 250 об / мин
Диапазон нарезания резьбы: m6-m24
Рабочий радиус: 1.1 м
Количество патронов: 8 шт.
Показано изображение:






метод “(368.42usd), мы поможем Вам организовать перевозку по морю и доставки в ближайший порт!
Если доставка осуществляется морем, после прибытия в морской порт назначения покупатель должен оплатить сборы порта назначения (такие как сборы за обработку терминала, сборы за документы, сборы за хранение и т. Д.), Налог на таможенное оформление и получение товаров.
Примечание: когда посылка прибыла на вашу таможню, пожалуйста, оплатите налог и заберите посылку, мы не несем ответственности за какие-либо таможенные пошлины или налог на импорт.
Если вы выберете DHL / ARAMEX / FEDEX, TNT, UPS, ECT, мы поможем вам организовать доставку международной экспресс-доставкой и напрямую по вашему адресу (ДВЕРЬ ДО ДВЕРИ)!
1) Чтобы защитить ваши товары и избежать повреждений в процессе доставки, при получении посылки покупатели должны внимательно осмотреть посылку / товары, прежде чем подписывать квитанцию о получении товара.
Если есть какие-либо повреждения, пожалуйста, свяжитесь с вашим местным ARAMEX / DHL / FedEx, чтобы задать жалобы и претензии, ИЛИ свяжитесь с нами в течение 24 часов. Затем сделайте фотографии поврежденной машины и упаковки, немедленно отправьте нам сообщение, мы поможет вам устранить проблемы.
2) Если у вас возникли проблемы с товаром или доставкой, пожалуйста, дайте нам возможность решить любую проблему. Мы понимаем заботы и фрустрации вы могли иметь, и сделаем нашу работу, чтобы решить эти вопросы.
3) И ваш отзыв чрезвычайно важен для нашего магазина. Если вы удовлетворены нашим продуктом и нашим сервером, после подтверждения этого заказа, пожалуйста, оставьте нам положительный отзыв и 5 звезд, мы также дадим вам «ИДЕАЛЬНЫЕ 5 ЗВЕЗД. “,
При оценке времени доставки учитывайте международный транзит. Ваше признание позволит нам более уверенно развивать бизнес и служить Вам лучше.