2620В станок горизонтально расточной: 2620, 2620А горизонтально расточной станок. Паспорт, схемы, характеристики, описание
alexxlab | 26.06.2023 | 0 | Разное
Станок горизонтально-расточной 2620В | Станочный Мир
- Главная /
- Справочник
- Станки советские, российские, импортные – справочная информация
- Станки советские, российские, импортные – справочная информация
- Станок горизонтально-расточной 2620В
Горизонтально-расточной станок 2620В предназначен для обработки отверстий с точным расположением осей, размеры между которыми заданны в прямоугольной системе координат.
Технические характеристики горизонтально-расточного станка 2620В
| Параметр | Значение |
|---|---|
| Класс точности станка по ГОСТ 8-82 (Н, П, В, А, С) | Н |
| Наибольший диаметр растачивания, мм | 90 |
| Длина рабочей поверхности стола, мм | 1250 |
| Ширина стола, мм | 1120 |
| ЧПУ | – |
Пределы частот вращения шпинделя Min/Max, об/мин. |
12,5 – 1000 |
| Мощность, кВт | 10 |
| Габариты, мм | 5700_3400_3000 |
| Масса, кг | 12500 |
| Начало серийного выпуска, год | 1967 |
| Завод-производитель | Ивановский завод тяжелого станкостроения ИЗТС, ОАО |
Предлагаем купить новые или после капремонта аналоги оборудования типа Станок горизонтально-расточной 2620В по выгодной цене. Подбор подходящей модели можно произвести самостоятельно на нашем сайте в разделе КАТАЛОГ, или получив консультацию у сотрудников коммерческого отдела нашей компании.
Продажа аналогов станка модели 2620В производится при 100% предоплате при наличии оборудования на складе и 50% предоплате при запуске станка в производство на заводе-изготовителе и оплате оставшихся 50% после сообщения о его готовности к отгрузке. Возможен другой совместно согласованный порядок оплаты.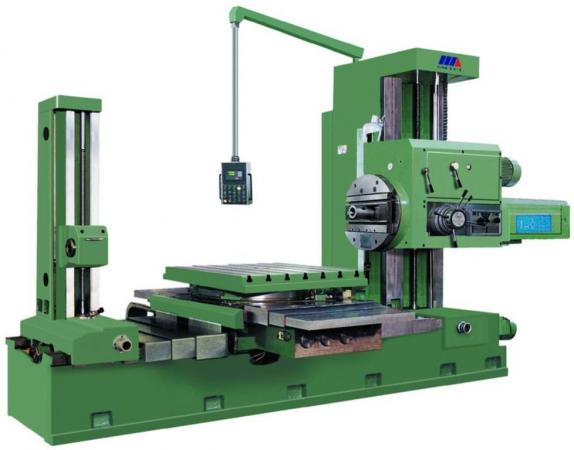
Гарантия на продукцию, аналогичную изделию – Станок горизонтально-расточной 2620В составляет:
- новые станки – 12 мес.,
- после капитального ремонта – 6-12 мес..
Предприятия-производители оставляют за собой право на изменение стандартной комплектации и места производства оборудования без уведомления!
Обращаем Ваше внимание на то, что цены, указанные у нас на сайте, не являются публичной офертой, а стоимость оборудования уточняйте у наших менеджеров по продаже станков и кузнечно-прессового оборудования!
Если Вам необходимо купить Станок горизонтально-расточной 2620В звоните по телефонам:
в Москве +7 (499) 372-31-73
в Санкт-Петербурге +7 (812) 245-28-87
в Екатеринбурге +7 (343) 289-16-76
в Новосибирске +7 (383) 284-08-84
в Челябинске +7 (351) 951-00-26
в Тюмени +7 (3452) 514-886
в Нижнем Новгороде +7 (831) 218-06-78
в Самаре +7 (846) 201-07-64
в Перми +7 (342) 207-43-05
в Ростове-на-Дону +7 (863) 310-03-86
в Воронеже +7 (473) 202-33-64
в Красноярске +7 (391) 216-42-04
в Нур-Султане +7 (7172) 69-62-30;
в Абакане, Альметьевске, Архангельске, Астрахани, Барнауле, Белгороде, Благовещенске, Брянске, Владивостоке, Владимире, Волгограде, Вологде, Иваново, Ижевске, Иркутске, Йошкар-Оле, Казани, Калуге, Кемерово, Кирове, Краснодаре, Красноярске, Кургане, Курске, Кызыле, Липецке, Магадане, Магнитогорске, Майкопе, Мурманске, Набережных Челнах, Нижнекамске, Великом Новгороде, Новокузнецке, Новороссийске, Новом Уренгое, Норильске, Омске, Орле, Оренбурге, Пензе, Перми, Петрозаводске, Пскове, Рязани, Саранске, Саратове, Севастополе, Симферополе, Смоленске, Сыктывкаре, Тамбове, Твери, Томске, Туле, Улан-Удэ, Ульяновске, Уфе, Хабаровске, Чебоксарах, Чите, Элисте, Якутске, Ярославле и в других городах
По всей России бесплатный номер 8 (800) 775-16-64.
В странах СНГ — Беларуси, Казахстане, Туркменистане, Узбекистане, Украине, Таджикистане, Молдове, Азербайджане, Кыргызстане, Армении в городах Нур-Султан, Бишкек, Баку, Ереван, Минск, Ашхабад, Кишинев, Душанбе, Ташкент, Киев и других для покупки оборудования типа Станок горизонтально-расточной 2620В звоните на любой удобный номер, указанный на нашем сайте, или оставьте свои контакты под кнопкой ЗАКАЗАТЬ ЗВОНОК вверху сайта – мы сами Вам перезвоним.
Аналоги 2620В
Популярные модели
Универсальный горизонтально-расточный станок 2620В – Технарь
Станок (рис. 11.7) предназначен для обработки деталей больших размеров и массы. На нем можно растачивать, сверлить, зенкеровать и развертывать отверстия, нарезать наружную и внутреннюю резьбы, цековать и фрезеровать поверхности. На станке целесообразно обрабатывать детали, у которых нужно растачивать несколько параллельно расположенных отверстий с точным расстоянием между их осями. Станок имеет неподвижную переднюю стойку, поворотный стол с продольным и поперечным перемещением относительно оси шпинделя и планшайбу с радиальным суппортом.
Техническая характеристика станка
Диаметр выдвижного шпинделя, мм………….. 90
Размеры стола, мм:
- длина………………………….1250
- ширина……………………… 1120
Наибольшие перемещения стола, мм:
- поперечное……………………. 1000
- продольное…………………… 1090
Наибольшее вертикальное перемещение шпиндельной бабки, мм 1000
Наибольшая масса устанавливаемой заготовки, кг……. 2000
Наибольшее осевое перемещение выдвижного шпинделя, мм … 710
Частота вращения, мин-1:
- шпинделя…………………….12,5-1600
- планшайбы…………………… 8-200
Осевая подача шпинделя, мм/мин…………… 2,2-1760
Мощность электродвигателя главного движения, кВт…… 8,5/10
Масса станка, т………… 12,5
Принцип работы станка заключается в следующем. Инструмент крепят в шпинделе или в суппорте планшайбы, он получает главное движение — вращение. Заготовку устанавливают непосредственно на столе или в приспособлении. Столу сообщается продольное или поперечное поступательное движение. Шпиндельная бабка перемещается в вертикальном направлении по передней стойке (одновременно с ней вертикально перемещается опорный люнет на задней стойке
Шпиндельная бабка перемещается в вертикальном направлении по передней стойке (одновременно с ней вертикально перемещается опорный люнет на задней стойке
Движения в станке (рис. 11.8). Главное движение — вращение шпинделя и планшайбы. Шпиндель и планшайба станка вращаются от двухскоростного электродвигателя мощностью N = 8,5/10 кВт через коробку скоростей с двумя тройными блоками зубчатых колес Б1 и Б2. Планшайба 4 начинает вращаться при включении муфты М1, которая приводит в движение зубчатое колесо 21, свободно посаженное на валу IV. От вала IV через передачу 21/92 получает вращение пустотелый вал VII и закрепленная на нем планшайба 4.
От вала IV через передачу 21/92 получает вращение пустотелый вал VII и закрепленная на нем планшайба 4.
Уравнение кинематической цепи для минимальной частоты вращения планшайбы:
Шпиндель 6 получает вращение через колеса 30/86 (как показано на схеме) или через зубчатые колеса 47/41 в зависимости от положения муфты М2.
Уравнение кинематической цепи для минимальной частоты вращения шпинделя:
Подачи и быстрые установочные перемещения рабочих органов станка осуществляются от регулируемого электродвигателя М2 мощностью N = 2,1 кВт, работающего в системе генератор — двигатель. Подача и скорость установочных перемещений регулируются в широких пределах путем бесступенчатого изменения частоты вращения вала электродвигателя. Движение рабочих органов станка реверсируется также электродвигателем.
От этого электродвигателя могут осуществляться следующие механические подачи и установочные движения рабочих органов

Осевое перемещение расточного шпинделя может осуществляться механически и вручную. Осевая подача расточного шпинделя сообщается от электродвигателя постоянного тока М2 мощностью N = 2,1 кВт через цилиндрическую пару 16/77, электромагнитную муфту М5, коническую пару 60/48, цилиндрические колеса 54/45, коническую передачу 50/25, муфту М6, цилиндрические колеса 54/65, 62/44, 44/31 и ходовой винт с шагом р = 20 мм.
При нарезании резьбы необходимо, чтобы за один оборот шпинделя осевое перемещение его было равно шагу нарезаемой резьбы. Расчетная кинематическая цепь при нарезании резьб начинается от шпинделя 6 и заканчивается его осевым перемещением. Необходимый шаг нарезаемой резьбы обеспечивается подбором сменных зубчатых колес a/b c/d.
Радиальное перемещение суппорта планшайбы осуществляется через планетарный механизм. Корпус планетарного механизма вращается от вала VII планшайбы через косозубую передачу 92/21. Кроме того, центральное зубчатое колесо z = 16 этого механизма вращается от вертикального вала через червячную пару 4/29, муфту М8 и цилиндрическую пару 64/50. Планетарный механизм, суммируя оба эти движения, вращает вал с зубчатым колесом z = 35 и через зубчатую передачу 35/100 100/23 конические колеса 17/17 и червячно-реечную передачу перемещает радиальный суппорт планшайбы.
Кроме того, центральное зубчатое колесо z = 16 этого механизма вращается от вертикального вала через червячную пару 4/29, муфту М8 и цилиндрическую пару 64/50. Планетарный механизм, суммируя оба эти движения, вращает вал с зубчатым колесом z = 35 и через зубчатую передачу 35/100 100/23 конические колеса 17/17 и червячно-реечную передачу перемещает радиальный суппорт планшайбы.
Суппорт расположен на планшайбе, которая может вращаться с различной частотой n’. Это усложняет механизм подач суппорта.  Для определения частоты вращения валов планетарной передачи используют формулу Виллиса:
Для определения частоты вращения валов планетарной передачи используют формулу Виллиса:
где m — число наружных зацеплений (для данного случая m = 2).
Подставив в формулу Виллиса значения чисел зубьев зубчатых колес z1, z2, z3 и z4, получим:
Отсюда выводим формулу для определения частоты вращения ведомого вала:
Теперь находим частоту вращения зубчатого колеса z=100 при выключенном механизме подач, т. е. при n1 = 0 и при планшайбе, вращающейся с частотой n’:
Следовательно, частота вращения зубчатого колеса z = 100 при выключенном механизме подач будет совпадать с частотой вращения планшайбы, т. е. зубчатое колесо z = 100 будет вращаться синхронно с планшайбой и суппорт не будет иметь радиального перемещения. Для определения величин радиального перемещения суппорта необходимо знать передаточное отношение i-передачи от вала с зубчатым колесом z = 16 до вала с колесом z = 23:
Тогда уравнение кинематической цепи подачи радиального суппорта будет иметь вид:
Вертикальное перемещение шпиндельной бабки осуществляется вертикальным ходовым винтом с шагом р = 8 мм при включенной муфте М3.