2А55 станок – 2А55 станок радиально-сверлильный. Паспорт, схемы, характеристики, описание
alexxlab | 15.09.2019 | 0 | Разное
2А55 станок радиально-сверлильный. Паспорт, схемы, характеристики, описание
Сведения о производителе радиально-сверлильного станка 2А55
Производителем радиально-сверлильных станков 2А55 является Одесский Завод Радиально-Сверлильных Станков, основанный в 1884 году.
C 1928 года Государственный Машиностроительный завод им. В. И. Ленина начал специализироваться на выпуске металлорежущих станков . Был освоен выпуск вертикально-сверлильных станков диаметром сверления до 75 мм.
В ноябре 1946 года был выпущен первый радиально-сверлильный станок диаметром сверления 50 мм. Вслед за этими станками завод стал выпускать радиально-сверлильные станки диаметром сверления 75 и 100 мм, переносные сверлильные станки с поворотной головкой диаметром сверления до 75 мм, хонинговальные станки до диаметра 600 мм, станки глубокого сверления до диаметра 50 мм.
Станки производства Одесского завода радиально-сверлильных станков, ОЗРСС
2А55 станок радиально-сверлильный. Назначение и область применения
Станок 2а55 заменил устаревшую модель 255.
Радиально-сверлильный станок общего назначения 2А55 служит для сверления, рассверливания, зенкерования, подрезки торцов в обоих направлениях, развертывания, растачивания отверстий и нарезания резьбы метчиками в крупных деталях, перемещение которых по столу станка осуществлять тяжело, а в некоторых случаях и невозможно.
Радиальный сверлильный станок 2А55 предназначен для получения сквозных и глухих отверстий в деталях с помощью сверл, для развертывания и чистовой обработки отверстий, предварительно полученных литьем или штамповкой, и для выполнения других операций. Главное движение и движение подачи в сверлильном станке сообщаются инструменту.
Принцип работы и особенности конструкции станка
Шпиндель станка 2а55 получает 19 ступеней вращения от коробки скоростей, что обеспечивает свободный выбор скоростей резания в диапазоне от 30 до 1900 об/мин.
Конец шпинделя – конус морзе КМ5 исполнение 1 (для установки хвостовика инструмента с лапкой) – по ГОСТ 24644 (Концы шпинделей и хвостовики инструментов сверлильных, расточных и фрезерных станков).
Механизм подач
обеспечивает 12 подач шпинделя в диапазоне от 0,05 до 2,2 мм/об.Применение приспособлений и специального инструмента значительно повышает производительность станка и расширяет круг возможных операций, позволяя производить на нем сверление квадратных отверстий, выточку внутренних канавок, вырезку круглых пластин из листа и т.д. При соответствующей оснастке на станке можно выполнять многие операции характерные для расточных станков.
Компоновка станков традиционная для радиально-сверлильных станков и включает:
- Стационарную плиту с Т-образными пазами для зажима обрабатываемой детали, закрепленную на фундаменте
- Колонна, поворачивающаяся вокруг вертикальной оси на подшипниках цоколя
- Рукав с возможностью вертикального перемещения по колонне и с возможностью вращения вокруг вертикальной оси вместе с колонной
- Сверлильная головка с возможностью горизонтального перемещения по направляющим рукава
- Шпиндель, смонтированный в цилиндрической гильзе, с возможностью вертикального перемещения в корпусе сверлильной головки
- Подача обеспечивается гильзой шпинделя. Все остальные перемещения – позиционирующие
- Все части станков перемещаются с минимальным усилием и фиксируются в рабочем положении посредством гидравлических зажимов
- Все органы управления сосредоточены на панели управления сверлильной головки
- Предварительный набор частоты вращения и подачи шпинделя, а также гидравлическое управление коробками скоростей и подач обеспечивает быстрое изменение режимов
- Фрикционная муфта, встроенная в коробку скоростей, обеспечивает быстрый реверс при нарезке резьб и предохраняет коробку скоростей от перегрузок
- Шпиндель станка уравновешен в любой точке его перемещения
- Штурвальное устройство управления сверлильной головкой имеет возможность выключения механической подачи при достижении заданной глубины сверления
Основные параметры радиально-сверлильного станока 2А55:
- Максимальный диаметр сверления в стали 45: Ø 50 мм
- Наибольшая глубина сверления: 350 мм
- Наибольшая высота обрабатываемой детали, установленной на рабочем столе: 1500 мм
- Мощность электродвигателя: 4,5 кВт
- Масса станка: 4100 кг
Модификации радиально-сверлильного станка серии 255
- 255 – радиально-сверлильный станок диаметром сверления Ø 50 мм (1955 год)
- 2А55 – радиально-сверлильный станок диаметром сверления Ø 50 мм (1958 год)
- 2Н55, 2Ш55 – радиально-сверлильный станок диаметром сверления Ø 50 мм (1968 год)
- 2М55, 2М55-1 – радиально-сверлильный станок диаметром сверления Ø 50 мм (1972 год)
- 2А554, 2А554-2 – радиально-сверлильный станок диаметром сверления Ø 50 мм. Производится в настоящее время (1985 год).
- 2А554-1 – радиально-сверлильный станок диаметром сверления Ø 63 мм. Производится в настоящее время.
- 2Н55Ф2, 2М55Ф2 – радиально-сверлильный станок с ЧПУ
Современные аналоги радиально-сверлильного станка 2а55
2С550, 2С550А, SRB50 – Ø50 – производитель Стерлитамак – М.Т.Е. Стерлитамакский станкостроительный завод, ОАО
2К550 – Ø50 – производитель Гомельский завод станочных узлов, РУП
АС2550 – Ø50 – производитель Астраханский станкостроительный завод, ОАО
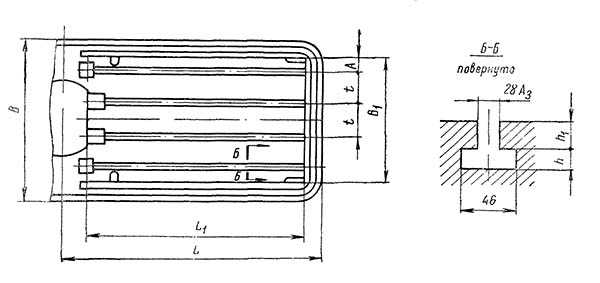
Габарит рабочего пространства радиально-сверлильного станка 2А55
Габарит рабочего пространства радиально-сверлильного станка 2а55
Фото радиально-сверлильного станка 2А55
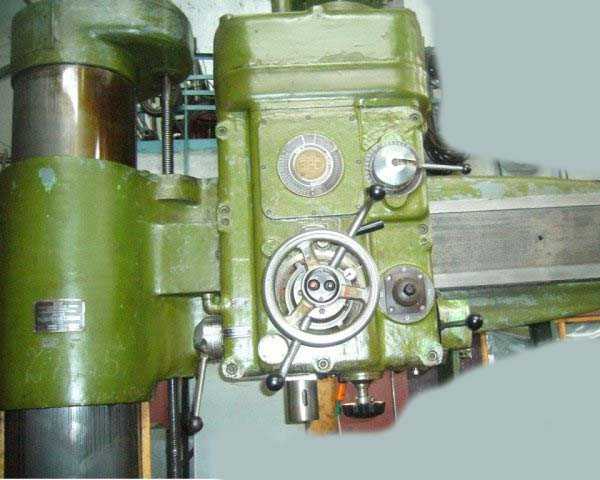
Фото радиально-сверлильного станка 2а55

Фото радиально-сверлильного станка 2а55
Фото радиально-сверлильного станка 2а55. Смотреть в увеличенном масштабе
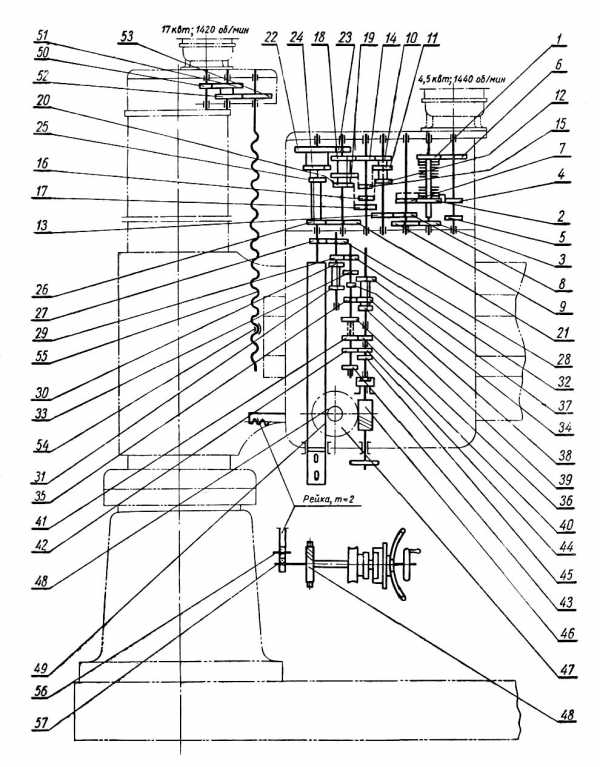
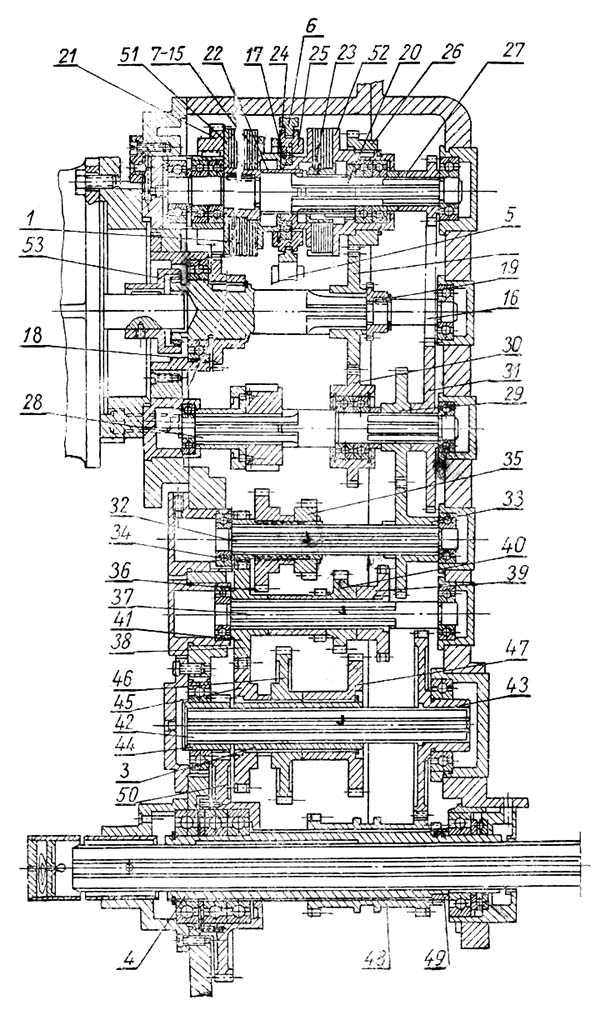
Общий вид и размещение составных частей сверлильного станка 2А55
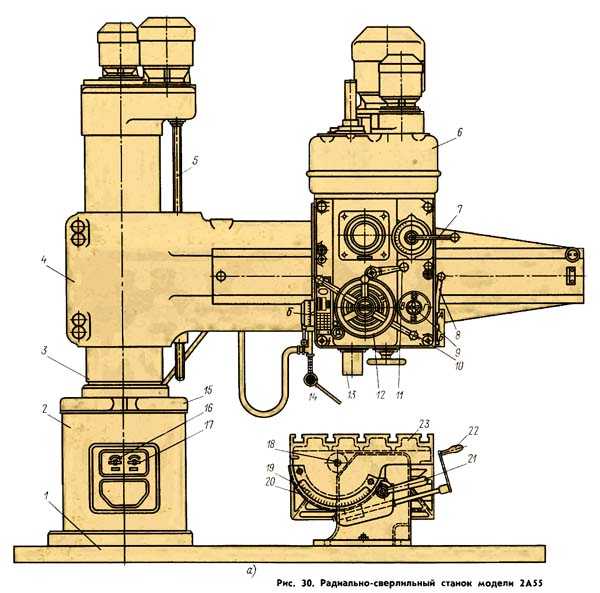
Общий вид и компоновка радиально-сверлильного станка 2а55
Общий вид и компоновка радиально-сверлильного станка 2а55. Смотреть в увеличенном масштабе
Общий вид и компоновка станка показаны на рис. 30, а.
Основные узлы станка: нижняя плита 1, колонна 2, гильза 3, траверса (рукав) 4, шпиндельная бабка 6 и стол 23.
При работе на радиально-сверлильных станках обрабатываемая заготовка устанавливается на столе 23 или непосредственно на нижней плите 1 станка. Так как заготовка в этом случае неподвижна, то после окончания обработки каждого отверстия необходимо перемещать шпиндель станка в поперечном направлении для обработки других отверстий.
Частота вращения шпинделя радиально-сверлильного станка 2А55 регулируется механическим путем с помощью коробки скоростей в диапазоне от 30 до 1500 об/мин (12 скоростей). Привод подачи радиально-сверлильного станка выполнен от главного двигателя Д1 через коробку подач. Скорость подачи регулируется от 0,05 до 2,2 мм/об, наибольшее усилие подачи F = 20000 H.
Траверса радиально-сверлильного станка может поворачиваться вокруг оси колонны на 360° и вертикально перемещается по колонне на 680 мм со скоростью 1,4 м/мин. Зажим траверсы на колонне производится автоматически. Все органы управления станком сосредоточены на сверлильной головке, что обеспечивает значительное сокращение вспомогательного времени при работе на станке.
Изменение положения шпинделя осуществляется поворотом траверсы 4 и гильзы 3 вокруг оси колонны 2 вручную. При этом шпиндель 13 перемещается по дуге окружности. Кроме того, вращением маховичка 12 вручную шпиндельную бабку и шпиндель можно перемещать по направляющим траверсы относительно оси колонны в радиальном направлении.
Путем поворота траверсы и радиального перемещения шпиндельной бабки можно установить шпиндель в любое место, расположенное на расстоянии 450—1500 мм от оси колонны 2.
Размещение органов управления радиально-сверлильным станком 2А55
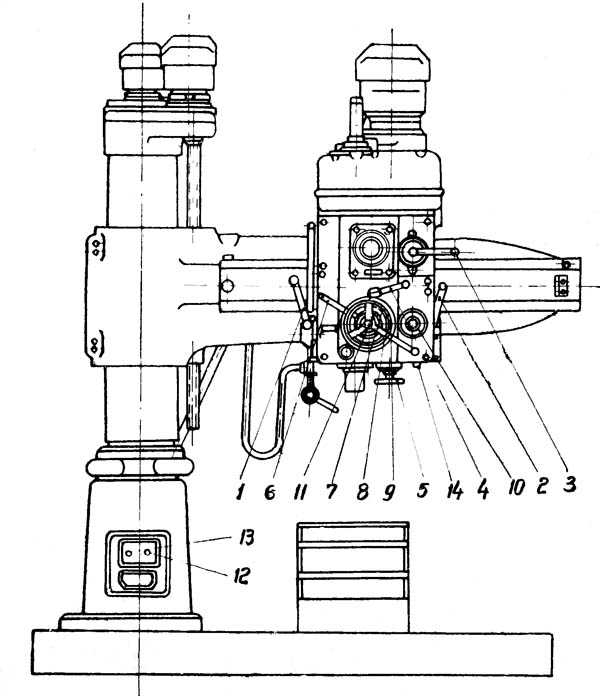
Размещение органов управления радиально-сверлильным станком 2а55
Размещение органов управления радиально-сверлильным станком 2а55. Смотреть в увеличенном масштабе
Перечень органов управления сверлильного станка 2А55
- Рукоятка переключения скоростей шпинделя
- Рукоятка управления реверсивной муфтой
- Рукоятка переключения подач
- Рукоятка отключения механической и включения ручной подачи шпинделя
- Маховичок ручной подачи шпинделя
- Рукоятка ускоренного подвода шпинделя и включения механической подачи
- Кнопка механизма настройки на глубину сверления
- Кнопка блокировки механизма подачи при нарезании резьбы
- Маховичок перемещения сверлильной головки по рукаву
- Рукоятка крестового элекгропереключателя, переключающая электродвигатели сверлильной головки и механизма подъема рукава
- Кнопочная станция гидравлического зажима сверлильной головки и колонны
- Включение электросети станка
- Включение насоса охлаждения
- Включение местного освещения
- Четырехгранник регулировочного натяжения пружины противовеса шпинделя (находится с задней стороны сверлильной головки)
Кинематическая схема радиально-сверлильного станка 2А55
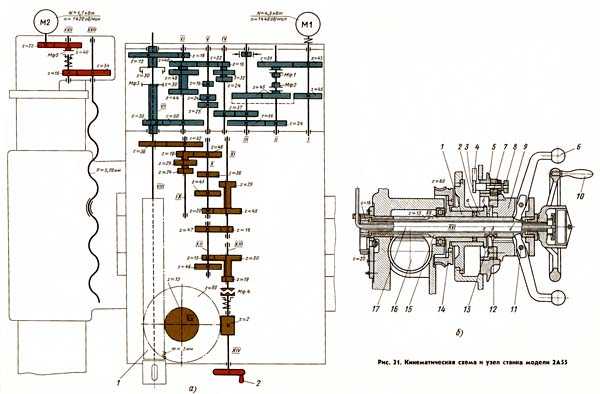
Кинематическая схема радиально-сверлильного станка 2а55
1. Кинематическая схема радиально-сверлильного станка 2А55. Смотреть в увеличенном масштабе
2. Кинематическая схема радиально-сверлильного станка 2А55. Смотреть в увеличенном масштабе
Движения в станке: основные — главное движение и вертикальные подачи шпинделя; вспомогательные — быстрый подъем или опускание шпинделя, подъем и опускание рукава, перемещение шпиндельной бабки по направляющим рукава и поворот рукава. Последние два движения осуществляются вручную.
Кинематическая цепь привода главного движения. Для правого вращения шпинделя VIII надо установить рукоятку 8 (см. рис. 30, а) в положение А, а для левого вращения — в положение Б. В первом случае включается муфта Мф1, а во втором — муфта Мф2
Конструкция и характеристика работы основных узлов станка 2А55
Нижняя плита 1 (рис. 30, а) служит для крепления станка к фундаменту и установки на плиту либо стола 23, либо непосредственно крупных обрабатываемых заготовок. Внутренняя полость плиты используется как резервуар для охлаждающей жидкости. По периметру плиты сделаны канавки для улавливания охлаждающей жидкости. На верхней обработанной поверхности плиты имеются Т-образные пазы для крепления стола или непосредственно обрабатываемой заготовки.
Колонна 2 жестко закреплена на нижней плите 1 болтами. На колонне помещен переключатель 16 электродвигателя насоса охлаждающей жидкости и переключатель 17 для включения и отключения станка от электрической сети. Электродвигатель и насос для подачи охлаждающей жидкости расположены на нижней плите за колонной. От насоса жидкость по шлангам и наконечнику 14 подается на инструмент.
Гильза 3 для облегчения поворота вращается на колонне 2 на двух радиальных и одном упорном подшипниках качения. Поэтому при отпущенном зажимном хомуте 15 поворот гильзы вместе с траверсой легко производить вручную. Хомут 15 охватывает конические выступы гильзы и колонны. При затяжке хомута поворотом вала с эксцентриком от гидропривода гильза 3 жестко закрепляется на колонне 2. Такое закрепление гильзы производят каждый раз после перемещения шпинделя к следующему обрабатываемому отверстию.
Траверса 4 служит для подъема и опускания шпиндельной бабки 6 со шпинделем на высоту, удобную для обработки детали.
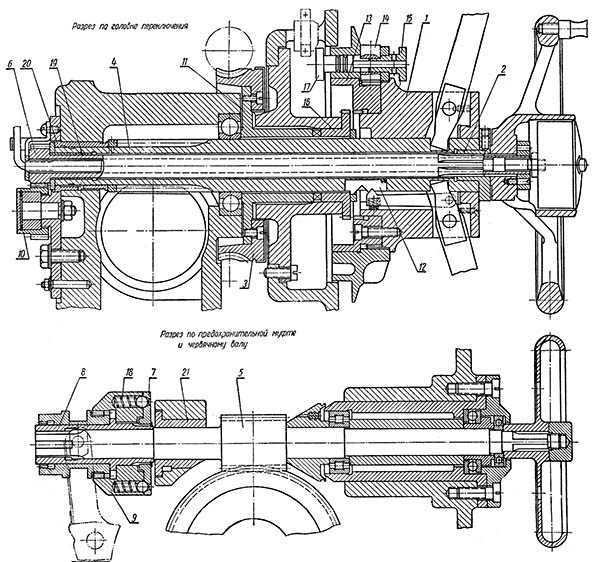
Траверса перемещается по цилиндрическим направляющим гильзы 3 при вращении ходового винта 5 (рис. 30, а). От поворота траверсы относительно гильзы его удерживает специальная шпонка. Зажим и разжим траверсы на гильзе происходит автоматически. На винте 8 (рис. 30,б) располагаются две гайки — грузовая 4 и вспомогательная 1. Грузовая гайка может свободно вращаться на подшипниках 5 и 6 вместе с винтом, не производя вертикального перемещения траверсы.
Вспомогательная гайка соединена с планкой 7. Так как эта планка заходит в шпоночный паз а траверсы, то вспомогательная гайка 1 вращаться не может — при вращении винта 8 она поднимается или опускается вместе с планкой 7, поворачивая рычаг 3.
При включении электродвигателя М2 (рис. 31, а) грузовая гайка 4 (рис. 30, 6) вращается вместе с винтом 8, не перемещая траверсы. В это время вспомогательная гайка 1 перемещается по винту 8, поворачивая рычаг 3 и перемещая планку 7 по пазу а. Вместе с рычагом 3 поворачиваются ось 2 и кулачок 1 (рис. 30, в).
При повороте выступ кулачка 1 сходит с ролика 5, освобождая рычаг 6 и соединенный с ним штифтом 4 рычаг 3. Рычаг 6 освобождает два болта 7 и 9, зажимающие нижнюю часть рукава, а рычаг 3 освобождает такие же болты, зажимающие верхнюю его часть.
Зубчатый сектор рычага 1 (рис. 30, г) поворачивает зубчатое колесо 2 и барабанный переключатель 3 для реверса приводного электродвигателя в момент выключения рукояткой 9 (рис. 30, а) крестового переключателя.
Во время освобождения траверсы от зажима ее на гильзе планка 7 (рис. 30, б) перемещается гайкой 1 до положения, при котором ее выступ г (или 6) доходит до зуба в гайке 4. С этого момента планка 7 удерживает выступом в гайку 4 от вращения, вследствие чего винт 8 поднимает или опускает траверсу по цилиндрическим направляющим гильзы. При этом гайки 1 и 4 совместно перемещаются по винту 8 и поэтому дальнейшего поворота рычага 3 не происходит.
После подъема или опускания траверсы в нужное положение рукоятку 9 (рис. 30, а) крестового переключателя переводят в нейтральное положение. При этом барабанный переключатель 3 (рис. 30, г) включает кратковременное обратное вращение приводного электродвигателя до положения, при котором рычаг 3 (рис. 30, б) расположится горизонтально.
При обратном вращении электродвигателя планка 7 отойдет от зуба в грузовой гайки 4, освободив ее для свободного вращения вместе с винтом 8, и кулачок 1 (рис. 30, в), поворачиваясь на оси 2, нажмет своим выступом на ролик 5, повернув рычаг 6 по часовой стрелке, а рычаг 3 против часовой стрелки. При повороте рычага 6 болт 9 нажмет гайкой 8 на правый выступ б траверсы, а болт 7 нажмет головкой а на левый выступ в траверсы, вследствие чего разрезная часть траверсы, изображенная на рис. 30, г, сожмется, и траверса жестко закрепится на гильзе в установленном положении. Одновременно рычаг 3 (рис. 30, в) зажимает такими же двумя болтами верхнюю часть траверсы.
При зажатой траверсе рычаг 3 (рис. 30, б) занимает горизонтальное положение, а барабанный переключатель 3 (рис. 30, г) повернут в положение, при котором он выключит приводной электродвигатель.
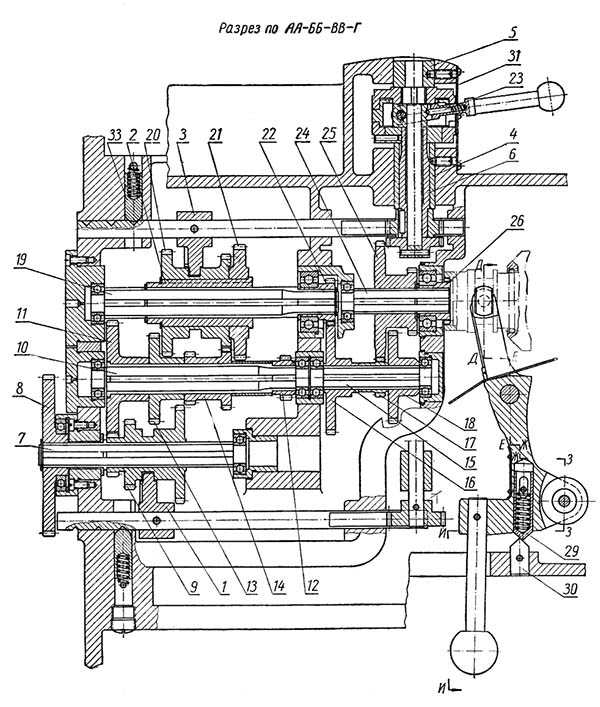
В шпиндельной бабке 6 (рис. 30, а) помещены шпиндель 13, механизмы главного движения и подач, гидропривод и механизм зажима шпиндельной бабки на направляющих траверсы. На шпиндельной бабке расположены рукоятки управления станком.
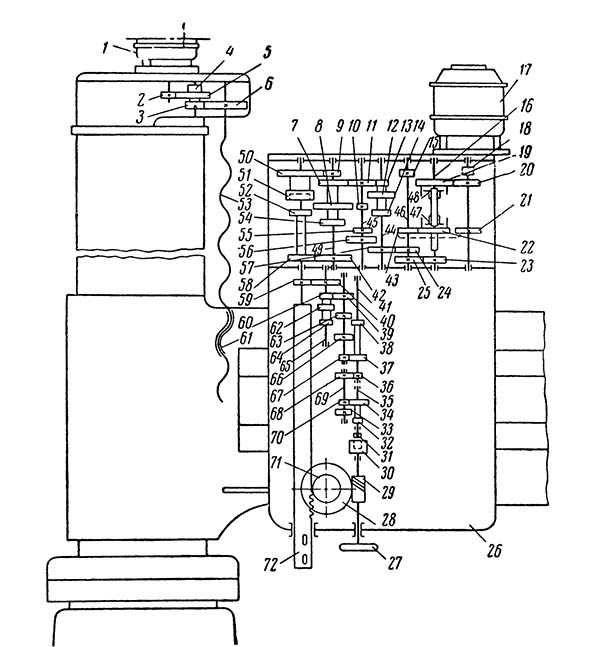
Для перемещения шпиндельной бабки по направляющим траверсы нужно отключить гидравлический зажим и вращать вручную маховиком 10 (рис. 31, б) вал 17 и шестерню z = 16. Шестерня z = 16 передает вращение колесу z = 22, находящемуся в зацеплении с рейкой, закрепленной на траверсе. За каждый оборот маховика 10 шпиндельная бабка перемещается в радиальном направлении на величину Sр = 1 * π * 16 * 2 = 100 мм/об.
После перемещения шпиндельной бабки она зажимается на траверсе гидравлическим зажимом.
Вертикальная подача шпинделя производится при вращении червячного колеса 14 (z = 60) (рис. 31, б). Это колесо закреплено на ступице 1, которая торцовыми зубьями а соединена с обоймой 2. Ступица и обойма вместе с червячным колесом при отключенной муфте 13 свободно вращаются на валу 15.
Кроме этого, на валу 15 расположена головка 9 с двумя рукоятками 6; рукоятки могут поворачиваться на осях 11. Короткие плечи рукояток входят в пазы е вала 15.
Для включения подачи шпинделя рукоятки 6 нужно повернуть «от себя». При этом оси 11 головка 9 переместятся также «от себя» и внутренние зубья в головки 9 зацепятся с наружными зубьями б обоймы 2. Муфта 13 включится, передавая вращение от червячного колеса 14 на зубчатое колесо 2 = 13 и гильзу 16 шпинделя.
Для отключения подачи нужно рукоятки 6 повернуть «на себя». При этом короткие плечи рукояток остаются в пазах е вала 15, а длинные плечи перемещают «на себя» оси 11 и головку. 9. Зубья в головки 9 отходят от зубьев б обоймы 2 — муфта 13 отключится, выключив подачу.
Положения муфты 13 фиксируются пружинящей шпонкой 12, которая при отключенном положении муфты заходит в паз д, а при включенном — в паз г.
Автоматическое выключение подач при сверлении отверстий на заданную глубину. Для автоматического выключения подачи на лимбе 5 (рис. 31, б) помещен упор 3 с кнопкой 8, имеющей эксцентрическую втулку, на которую надет зубчатый фиксатор 7. Поворотом кнопки 8 отводят фиксатор 7 из зацепления с наружными зубьями головки 9, после чего лимб 5 можно свободно поворачивать на этой головке.
После установки лимба 5 в соответствии с заданной глубиной сверления кнопкой 8 поворачивают эксцентрическую втулку и закрепляют фиксатором 7 лимб 5 на головке 9. Затем поворотом рукоятки б «от себя» включают муфту 13.
При включенной муфте 13 головка 9 вращается вместе с лимбом 5 и помещенным на лимбе упором 3, В конце хода упор 3 нажмет на ролик 4, который при помощи рычага автоматически отключит муфту Мф4 (рис. 31, а), и подача прекратится. Подача выключается при выдвинутой «от себя» кнопке 8 (рис. 31, б). При вытянутой «на себя» кнопке 8 упор 3 проходит мимо ролика 4, не выключая подачу.
Стол 23 станка легко устанавливается и снимается с нижней плиты 1. На рис. 30, а показан поворотный стол, верхнюю плоскость которого можно устанавливать под нужным углом к горизонтали. Для этого рукояткой 21 освобождают поворотную часть стола от зажима, а рукояткой 22 поворачивают вокруг оси 18 зубчатый сектор 20 и соединенную с ним поворотную часть стола. Отсчет поворота стола производят по шкале 19. Стол в установленном положении зажимают рукояткой 21.
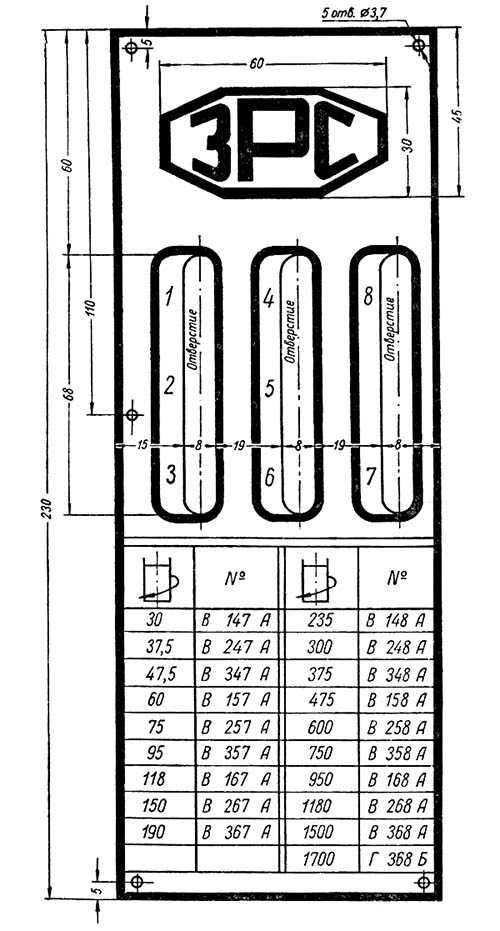
Переключатель скоростей шпинделя сверлильного станка 2а55
Переключатель скоростей шпинделя сверлильного станка 2а55
Переключатель скоростей шпинделя сверлильного станка 2А55. Смотреть в увеличенном масштабе
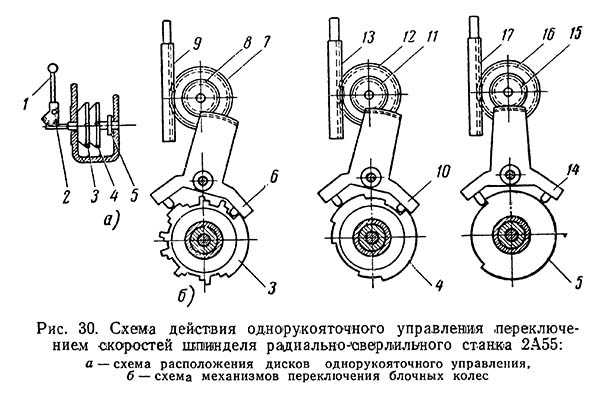
В станке 2а55 применено однорукояточное управление переключением подвижных блоков коробки скоростей (рис. 30).
Рукоятка 1 (рис. 30, а) управления переключением скоростей помещена на левой боковой поверхности корпуса шпиндельной бабки. Нижний ее конец имеет форму зубчатого сектора и находится в зацеплении с рейкой, расположенной на конце тяги 2. При повороте рукоятки влево тяга 2 перемещается вправо вместе с дисками 3 и 4. В результате этого диск 3 выходит из зацепления с пальцами рычага 6 (рис. 30, б), а диск 4 с пальцами рычага 10. После этого рукоятку 1 Вместе с дисками 3, 4 и 5 поворачивают до тех пор, пока значение нужного числа оборотов, записанное в шкале диска, не расположится против стрелочного указателя. При этом диск 5 воздействует на пальцы рычага 14. Верхний конец рычага имеет вид зубчатого сектора, находящегося в зацеплении с зубчатым колесам 15. Диск 5 поворачивает рычаг, в результате чего зубчатое колесо 16, сидящее на одной оси с зубчатым колесом 15, перемещает тягу 17, а с ней и двухвенцовое колесо 52—58 (см. рис. 29, а) в рабочее положение.
Если теперь рукоятку 1 повернуть вправо, то диски 3 и 4 переместятся влево. Диск 3, действуя на пальцы рычага 6, поворачивает зубчатые колеса 7 и 8 и тем самым вызывает перемещение тяги 9, связанной с трехвенцовым колесом 7—8—54 (см. рис. 29, а).
Кинематическая схема радиально-сверлильного станка 2а55
Кинематическая схема радиально-сверлильного станка 2а55. Смотреть в увеличенном масштабе
Диск 4, действуя на пальцы рычага 10 при помощи зубчатых колес 11—12 и тяги 13, устанавливает в нужное положение трехвенцовое колесо 12—13—14 (см. рис. 29, а).
Включение шпинделя производят поворотом рукоятки 14 (см. рис. 28), управляющей положением фрикционных муфт 47 и 48 (см. рис. 29). Эта рукоятка имеет три рабочих положения: верхнее — для сообщения шпинделю правого вращения, нижнее — для сообщения шпинделю левого вращения и среднее — для выключения шпинделя. Для быстрого прекращения вращения шпинделя одновременно с выключением его включают тормоз 15 (см. рис. 29, а).
Электрооборудование и электрическая схема радиально-сверлильного станка 2А55
Электрооборудование радиально-сверлильного станка 2А55. Общие сведения
Электрооборудование станка в нормальном исполнении рассчитано на питание от сети 3-фазного тока напряжением 380 или 220 в. частотой 50 пер/сек. По особому заказу электрооборудование может поставляться на другие напряжения и частоту 60 пер/сек., а также в тропическом исполнении.
Станок оборудован пятью электродвигателями (рис.21 и 22).
- 1М – электродвигатель привода шпинделя, тип: А051—4; 4,5 кВт 1440 (1730) об/мин или А0951-4Т; 4,5 кВт 1440 (1730) об/мин в тропическом исполнении
- 2М – электродвигатель перемещения рукава, тип: А041—4; 1,7 кВт 1420 (1710) об/мин или А041-4Т; 1,7 кВт 1420 (1710) об/мин в тропическом исполнении
- ЗМ1, ЗМ2 – электродвигатель зажима колонны и головки ДПТ22-4; 0,5 кВт. 1410 (1690) oб/мин
- Электродвигатель насоса охлаждения, тип: ПА-22; 0,125 кВт 2800 (3400) об/мин или ПА-22Т; 0,125 кВт. 2800 (3400) об/мин в тропическом исполнении
Общая защита от токов короткого замыкания предусматривается предохранителями, установленными в распределительном шкафу потребителя на силу тока 25 А при напряжениях сети 380 … 440 В и 3 А при напряжении 220 В.
Питание цепей управления в станках нормального исполнения производится сетевым напряжением, а в станках тропического исполнения через трансформатор пониженным напряжением 127 в.
Станок снабжен встроенным светильником местного освещения ЛО с лампой на напряжение 36 в.
По особому заказу может быть установлена лампа на напряжение 24 в.
Вводный щит находится в цоколе колонны (рис. 21), на нем размещены вводной пакетный выключатель ВВ, пакетный выключатель ВН и плавкие предохранители 1П электронасоса охлаждения. Четыре остальных электродвигателя и аппаратура управления ими размещены на подвижных частях станка. Питание и защитное заземление их осуществляется через кольцевой токоприемник КТ, расположенный в верхней части колонны. Электродвигатель вращения шпинделя 1М имеет тепловую защиту. Двигатель перемещения рукава 2М, двигатели зажима колонны и головки ЗМ1 и ЗМ2, работающие в кратковременном режиме, тепловой защиты не имеют и снабжены плавкими предохранителями 2П.
Управление двигателями сверлильной головки 1М и перемещения рукава 2М производится от крестового переключателя КП, не имеющего самовозврата в нулевое положение.
Двигатель перемещения рукава 2М выполняет две функции: перемещает рукав и по окончании перемещения зажимает его на колонне. Это осуществляется автоматическим реверсированием двигателя по окончании перемещения рукава и соответствующей конструкцией механизма перемещения (рис. 10).
В связи с тем, что для большинства операций, выполняемых на станке, характерна малая длительность, электродвигатель привода шпинделя может быть нагружен сверх нормальной мощности 4,5 кВт. Допустимая перегрузка определяется на общих основаниях в зависимости от режима работы-
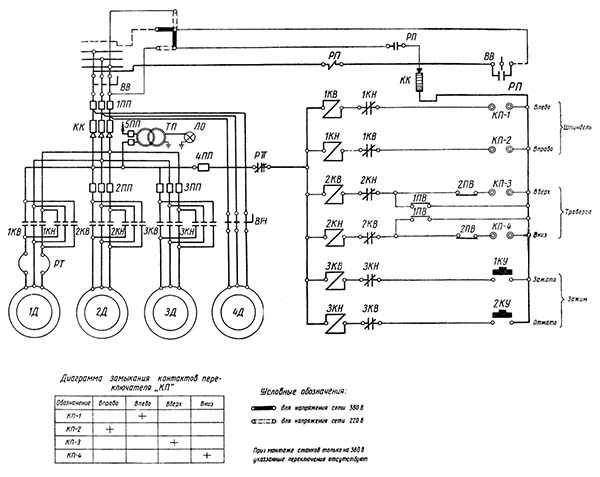
Принципиальная электросхема станка 2а55
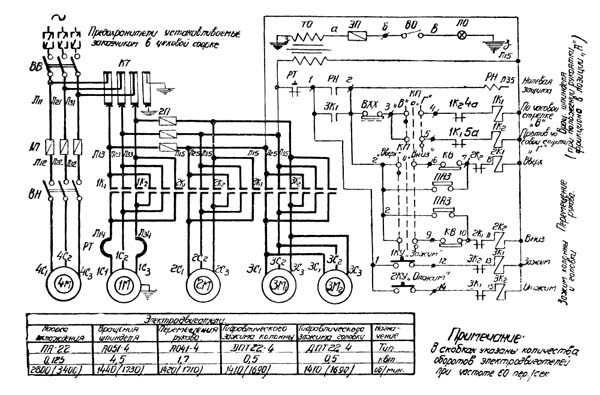
Электрическая схема радиально-сверлильного станка 2а55
Электрооборудование и электрическая схема радиально-сверлильного станка 2А55. Смотреть в увеличенном масштабе
Питание от сети через вводной пакетник ВВ подается на кольцевой токоприемник КТ и через предохранители 1П и пакетник ВН к электронасосу 4М (рис. 23)
Напряжение с контактных колец снимается щетками и подастся к контактам реверсивному магнитному пускателю 1K1—1K2 двигателя привода шпинделя 1М. Через предохранители 2П к реверсивному магнитному пускателю 2К1—2К2 двигателя перемещения рукава 2М и к реверсивному магнитному пускателю 3K1—ЗК2 двигателей зажима колонны и головки 3M1 и ЗМ2.
Одновременно напряжение поступает на цепи управления и местного освещения.
Цепь управления питается через нормально закрытые контакты теплового реле РТ и контакты реле нулевой защиты РН. При нажатии кнопки 1КУ «зажать», включается пускатель ЗK1 который своими контактами замыкает цепь катушки реле РН. Реле РН, включившись, переходит на самопитание и подготавливает питание цепей управления после прекращения нажатия 1КУ.
При исчезновении» напряжения реле РН отключается, предотвращая возможность самозапуска двигателей, включенных крестовым переключателем КП. Восстановление питания цепи управления при появлении напряжения производится повторным нажатием кнопки 1КУ «Зажим».
Включение двигателей 1М и 2М достигается замыканием соответствующих контактов крестового переключателя КП в зависимости от требуемого направления вращения.
При включении КП на перемещение рукава начинает вращаться двигатель 2М, при этом винт перемещения сначала вращается вхолостую, перемещая сидящую на нем гайку 4 (рис. 10). В это время производится отжим рукава и с помощью автоматического переключателя ПАЗ подготавливается автоматический реверс двигателя 2М после выключения крестового переключателя. Реверс необходим (ля автоматического зажима рукава после окончания перемещения, что достигается холостым вращением винта в обратном направлении до зажима рукава и разрыва цепи управления переключателем ПАЗ.
При подъеме и опускании рукава крайние положения ограничиваются конечным выключателем KB, разрывающим цепи катушек 2K1 и 2К2.
Магнитные пускатели 3K1 и ЗК2 двигателей зажима 3M11 и ЗМ2 работают только в период нажатия кнопок 1КУ и 2КУ.
Лампа местного освещения ЛО включается посредством однополюсного выключателя ВО.
На станках в обычном исполнении рукоятка фрикциона в исходном положении нажимает на конечный выключатель ограничителя холостого хода ВХХ, который разрывает цепь управления двигателем 1М. При включении фрикциона ВХХ освобождается и •восстанавливает цепи управления двигателем 1М. На станках тропического исполнения ограничитель холостого хода ВХХ не устанавливается.
Блокировки и защиты в электрооборудовании станка 2а55
Общая защита электрооборудования станка от токов короткого замыкания осуществляется предохранителями, установленными в распределительном шкафу потребителя.
Тепловое реле РТ защищает двигатель привода шпинделя от перегрузки при длительной перегрузке.
Плавкие предохранители 1П, 2П, ЗП защищают от токов короткого замыкания цепи двигателей 4М, 2М, ЗМ1; и ЗМ2 и цепи управления и местного освещения.
Реле нулевой защиты РН предохраняет двигатели 1М и 2М от самозапуска при включенном крестовом переключателе и восстановлении подачи напряжения после временного перерыва.
Конечный выключатель КВ ограничивает верхнее и нижнее положения рукава на колонне.
Переключатель зажима ПАЗ обеспечивает автоматический реверс двигателя 2М перемещения рукава при отключении крестового переключателя КП для зажима рукава на колонне.
Примечание. * Здесь и ниже обозначение электрооборудования соответствует принципиальной электросхеме.
**В скобках указаны обороты электродвигателей при частоте 60 пер/сек.
2А55 станок радиально-сверлильный. Видеоролик.
Технические характеристики сверлильного станка 2А55
| Наименование параметра | 255 | 2а55 | 2н55 | 2м55 | 2а554 |
|---|---|---|---|---|---|
| Основные параметры станка | |||||
| Класс точности станка | Н | Н | Н | Н | Н |
| Наибольший условный диаметр сверления в стали 45, мм | 50 | 50 | 50 | 50 | 50 |
| Наибольший условный диаметр сверления в чугуне, мм | 63 | 63 | 63 | 63 | |
| Диапазон нарезаемой резьбы в стали 45, мм | М52 х 5 | ||||
| Расстояние от оси шпинделя до направляющей колонны (вылет шпинделя), мм | 450…1500 | 450…1500 | 400…1600 | 375…1600 | 375…1600 |
| Наибольшее горизонтальное перемещение сверлильной головки по рукаву, мм | 1125 | 1050 | 1200 | 1225 | 1225 |
| Наименьшее и наибольшее расстояние от торца шпинделя до плиты, мм | 470…1500 | 470…1500 | 450…1600 | 450…1600 | 450…1600 |
| Наибольшее вертикальное перемещение рукава по колонне (установочное), мм | 680 | 680 | 800 | 750 | 750 |
| Скорость вертикального перемещения рукава по колонне, м/мин | 1,4 | 1,4 | 1,4 | ||
| Наибольшее осевое перемещение пиноли шпинделя (ход шпинделя), мм | 350 | 350 | 350 | 400 | 400 |
| Угол поворота рукава вокруг колонны, град | 360° | 360° | 360° | 360° | 360° |
| Рамер поверхности плиты (ширина длина), мм | 968 х 2430 | 1000 х 2530 | 1000 х 2555 | 1020 х 2555 | |
| Наибольшая масса инструмента, устанавливаемого на станке, кг | 15 | ||||
| Шпиндель | |||||
| Диаметр гильзы шпинделя, мм | 90 | ||||
| Обозначение конца шпинделя по ГОСТ 24644-81 | Морзе 5 | Морзе 5 | Морзе 5 | Морзе 5 | Морзе 5 АТ6 |
| Частота прямого вращения шпинделя, об/мин | 30..1700 | 30…1900 | 20…2000 | 20…2000 | 18…2000 |
| Количество скоростей шпинделя прямого вращения | 19 | 19 | 21 | 21 | 24 |
| Частота обратного вращения шпинделя, об/мин | 34..1700 | 37,4…1900 | |||
| Количество скоростей шпинделя обратного вращения | 18 | ||||
| Пределы рабочих подач на один оборот шпинделя, мм/об | 0,03..1,2 | 0,05…2,2 | 0,056…2,5 | 0,056…2,5 | 0,045…5,0 |
| Число ступеней рабочих подач | 18 | 12 | 12 | 12 | 24 |
| Пределы рабочих подач на один оборот шпинделя при нарезании резьбы, мм | 1,0…5,0 | ||||
| Перемещение шпинделя на одно деление лимба, мм | 1 | 1 | 1 | 1 | |
| Перемещение шпинделя на оборот лимба, мм | 122 | 122 | 120 | ||
| Наибольший допустимый крутящий момент, кгс*см | 7500 | 7100 | 7100 | 7100 | |
| Наибольшее усилие подачи, кН | 20 | 20 | 20 | 20 | |
| Зажим вращения колонны | Гидро | Гидро | Гидро | Гидро | |
| Зажим рукава на колонне | Электр | Электр | Электр | Электр | |
| Зажим сверлильной головки на рукаве | Гидр | Гидр | Гидр | Гидр | |
| Электрооборудование. Привод | |||||
| Количество электродвигателей на станке | 5 | 7 | 6 | 7 | |
| Электродвигатель привода главного движения, кВт (об/мин) | 4,3 (1500) | 4,5 | 4 | 4,5 | 5,5 |
| Электродвигатель привода перемещения рукава, кВт (об/мин) | 1,5 (1500) | 1,7 | 2,2 | 2,2 | 2,2 |
| Электродвигатель привода гидрозажима колонны, кВт (об/мин) | 0,25 (1500) | 0,5 | 0,5 | 0,55 | 0,55 |
| Электродвигатель привода гидрозажима сверлильной головки, кВт (об/мин) | 0,5 | 0,5 | – | – | |
| Электродвигатель насоса охлаждающей жидкости, кВт (об/мин) | 0,1 (3000) | 0,125 | 0,125 | 0,125 | 0,125 |
| Электродвигатель набора скоростей, кВт (об/мин) | – | – | 0,15 | 0,15 | 0,15 |
| Электродвигатель набора подач, кВт | – | – | 0,15 | 0,15 | 0,15 |
| Электродвигатель привода ускоренного перемещения шпинделя, кВт | – | – | – | 0,55 | |
| Суммарная мощность установленных электродвигателей, кВт | 8,9 | ||||
| Габариты и масса станка | |||||
| Габариты станка (длина ширина высота), мм | 2500 х 970 х 2250 | 2625 х 968 х 3265 | 2545 х 1000 х 3315 | 2665 х 1020 х 3430 | 2665 х 1030 х 3430 |
| Масса станка, кг | 4300 | 4100 | 4100 | 4700 | 4700 |
Связанные ссылки
Каталог-справочник радиально-сверлильных станков
Паспорта к радиально-сверлильным станкам и оборудованию
Справочник деревообрабатывающих станков
Купить каталог, справочник, базу данных: Прайс-лист информационных изданий
stanki-katalog.ru
Радиально сверлильный станок 2а55
2А55 станок радиально-сверлильный. Паспорт, схемы, характеристики, описание
Производителем радиально-сверлильных станков 2А55 является Одесский Завод Радиально-Сверлильных Станков, основанный в 1884 году.
C 1928 года Государственный Машиностроительный завод им. В. И. Ленина начал специализироваться на выпуске металлорежущих станков . Был освоен выпуск вертикально-сверлильных станков диаметром сверления до 75 мм.
В ноябре 1946 года был выпущен первый радиально-сверлильный станок диаметром сверления 50 мм. Вслед за этими станками завод стал выпускать радиально-сверлильные станки диаметром сверления 75 и 100 мм, переносные сверлильные станки с поворотной головкой диаметром сверления до 75 мм, хонинговальные станки до диаметра 600 мм, станки глубокого сверления до диаметра 50 мм.
Станки производства ОЗРСС
Синонимы: radial drilling machine.
Перемещение по плоскости стола крупногабаритных и тяжелых деталей вызывает большие неудобства и потерю времени. Поэтому при обработке большого количества отверстий в таких деталях применяют радиально-сверлильные станки. При работе на них деталь остается неподвижной, а шпиндель со сверлом перемещается относительно детали и устанавливается в требуемое положение.
Сверлильные станки предназначены для сверления, зенкования, зенкерования, развертывания отверстий, для подрезания торцов изделий и нарезания резьб метчиками. Применяются они в основном в единичном и мелкосерийном производстве, а некоторые модификации этих станков — в условиях массового и крупносерийного производства.
Основными формообразующими движениями при сверлильных операциях являются:
- v – главное — вращательное движение
- s – движение подачи пиноли шпинделя станка
Кинематические цепи, осуществляющие эти движения, имеют самостоятельные органы настройки iv и is, посредством которых устанавливается необходимая скорость вращения инструмента и его подача.
К вспомогательным движениям относятся:
- поворот траверсы и закрепление ее на колонне
- вертикальное перемещение и закрепление траверсы на нужной высоте
- перемещение и закрепление шпиндельной головки на траверсе
- переключение скоростей и подач шпинделя
Основными узлами радиально-сверлильных станков являются:
- фундаментная плита
- колонна
- траверса (рукав)
- механизм перемещения и зажима рукава на колонне
- механизм перемещения и зажима шпиндельной головки на рукаве
- шпиндельная головка
Основными параметрами станка являются наибольший диаметр сверления отверстия по стали, вылет и максимальный ход шпинделя.
Радиально-сверлильный станок общего назначения 2А55 служит для сверления, рассверливания, зенкерования, подрезки торцов в обоих направлениях, развертывания, растачивания отверстий и нарезания резьбы метчиками в крупных деталях, перемещение которых по столу станка осуществлять тяжело, а в некоторых случаях и невозможно.
Радиальный сверлильный станок 2А55 предназначен для получения сквозных и глухих отверстий в деталях с помощью сверл, для развертывания и чистовой обработки отверстий, предварительно полученных литьем или штамповкой, и для выполнения других операций. Главное движение и движение подачи в сверлильном станке сообщаются инструменту.
Основные параметры радиально-сверлильного станока 2А55:
- Максимальный диаметр сверления в стали 45: Ø50 мм
- Наибольшая глубина сверления: 350 мм
- Наибольшая высота обрабатываемой детали, установленной на рабочем столе: 1500 мм
- Мощность электродвигателя: 4,5 кВт
- Масса станка: 4100 кг
Шпиндель станка 2а55 получает 19 ступеней вращения от коробки скоростей, что обеспечивает свободный выбор скоростей резания в диапазоне от 30 до 1900 об/мин.
Конец шпинделя – конус морзе КМ5 исполнение 1 (для установки хвостовика инструмента с лапкой) – по ГОСТ 24644 (Концы шпинделей и хвостовики инструментов сверлильных, расточных и фрезерных станков).
Механизм подач обеспечивает 12 подач шпинделя в диапазоне от 0,05 до 2,2 мм/об.
Применение приспособлений и специального инструмента значительно повышает производительность станка и расширяет круг возможных операций, позволяя производить на нем сверление квадратных отверстий, выточку внутренних канавок, вырезку круглых пластин из листа и т.д. При соответствующей оснастке на станке можно выполнять многие операции характерные для расточных станков.
Компоновка станков традиционная для радиально-сверлильных станков и включает:
- Стационарную плиту с Т-образными пазами для зажима обрабатываемой детали, закрепленную на фундаменте
- Колонна, поворачивающаяся вокруг вертикальной оси на подшипниках цоколя
- Рукав с возможностью вертикального перемещения по колонне и с возможностью вращения вокруг вертикальной оси вместе с колонной
- Сверлильная головка с возможностью горизонтального перемещения по направляющим рукава
- Шпиндель, смонтированный в цилиндрической гильзе, с возможностью вертикального перемещения в корпусе сверлильной головки
- Подача обеспечивается гильзой шпинделя. Все остальные перемещения – позиционирующие
- Все части станков перемещаются с минимальным усилием и фиксируются в рабочем положении посредством гидравлических зажимов
- Все органы управления сосредоточены на панели управления сверлильной головки
- Предварительный набор частоты вращения и подачи шпинделя, а также гидравлическое управление коробками скоростей и подач обеспечивает быстрое изменение режимов
- Фрикционная муфта, встроенная в коробку скоростей, обеспечивает быстрый реверс при нарезке резьб и предохраняет коробку скоростей от перегрузок
- Шпиндель станка уравновешен в любой точке его перемещения
- Штурвальное устройство управления сверлильной головкой имеет возможность выключения механической подачи при достижении заданной глубины сверления
2М55, 2М55-1, 2Н55, 2Ш55 – радиально-сверлильный станок диаметром сверления 50 мм
2А554, 2А554-2 – радиально-сверлильный станок диаметром сверления 50 мм
2А554-1 – радиально-сверлильный станок диаметром сверления 63 мм
2Н55Ф2, 2М55Ф2 – радиально-сверлильный станок с ЧПУ
2С550, 2С550А, SRB50 – Ø50 – производитель Стерлитамак – М.Т.Е. Стерлитамакский станкостроительный завод, ОАО
2К550 – Ø50 – производитель Гомельский завод станочных узлов, РУП
АС2550 – Ø50 – производитель Астраханский станкостроительный завод, ОАО
Габарит рабочего пространства радиально-сверлильного станка 2А55
Общий вид и размещение составных частей сверлильного станка 2А55

Общий вид и компановка радиально-сверлильного станка 2А55 Рис. 30
Размещение составных частей сверлильного станка 2А55. Смотреть в увеличенном масштабе
Общий вид и компоновка станка показаны на рис. 30, а.
Основные узлы станка: нижняя плита 1, колонна 2, гильза 3, траверса (рукав) 4, шпиндельная бабка 6 и стол 23.
При работе на радиально-сверлильных станках обрабатываемая заготовка устанавливается на столе 23 или непосредственно на нижней плите 1 станка. Так как заготовка в этом случае неподвижна, то после окончания обработки каждого отверстия необходимо перемещать шпиндель станка в поперечном направлении для обработки других отверстий.
Частота вращения шпинделя радиально-сверлильного станка 2А55 регулируется механическим путем с помощью коробки скоростей в диапазоне от 30 до 1500 об/мин (12 скоростей). Привод подачи радиально-сверлильного станка выполнен от главного двигателя Д1 через коробку подач. Скорость подачи регулируется от 0,05 до 2,2 мм/об, наибольшее усилие подачи F = 20000 H.
Траверса радиально-сверлильного станка может поворачиваться вокруг оси колонны на 360° и вертикально перемещается по колонне на 680 мм со скоростью 1,4 м/мин. Зажим траверсы на колонне производится автоматически. Все органы управления станком сосредоточены на сверлильной головке, что обеспечивает значительное сокращение вспомогательного времени при работе на станке.
Изменение положения шпинделя осуществляется поворотом траверсы 4 и гильзы 3 вокруг оси колонны 2 вручную. При этом
i-perf.ru
Расчет радиально-сверлильного станка модели 2А55
Перемещение рукава по колонне производится при помощи механизма подъёма. Механизм зажима рукава сблокирован с механизмом подъёма таким образом, что освобождение рукава, его перемещение и зажим осуществляются автоматически и в одном цикле от одной команды.
Основными элементами механизма подъёма являются винт, приводимый во вращение редуктором, и грузовая гайка. Грузовая гайка имеет отъёмный фланец, который на двух упорных подшипниках заперт во втулке с помощью гайки. Наличие отъёмного фланца, с которым гайка связана торцевыми зубьями, позволяет частично компенсировать ошибки, связанные с перекосами винта относительно оси втулки.
В начале вращения винта грузовая гайка ничем не удерживается от проворота и начинает вращаться вместе с винтом. Вспомогательная гайка в это время передвигается по винту, так как закрепленная на ней шпонка входит в паз неподвижной втулки, чем удерживает гайку от вращения.
Перемещаясь по винту, гайка поворачивает рычаг, вал и кулак, который освобождает ролик, в результате чего разгружаются болты. Расточенная часть рукава, прорезанная по всей длине, вследствие своей упругости разжимается до упора в головки болтов и гайки. При этом рукав растормаживается относительно колонны.
В момент, когда рукав полностью от зажима, шпонка своим выступом (верхним или нижним – в зависимости от направления вращения винта, т.е. от направления перемещения рукава) подходит к выступу грузовой гайки и останавливает её вращение. Так как гайка застопорена, а винт вращается, начинается перемещение рукава.
После окончания перемещения винт не останавливается, а автоматически не реверсируется. При этом перемещение рукава немедленно прекращается, так как выступы шпонки гайки отходят друг от друга, вследствие чего грузовая гайка начинает вращаться вместе с винтом. Вспомогательная гайка при этом перемещается по винту в обратном направлении, поворачивая вал, рычаг и кулак. Под давлением выступа кулака на ролик, рычаги поворачиваются вокруг осей и затягивают болты. Рукав с большой силой стягивается между головами болтов и гайками на болтах, осуществляя жесткий зажим рукава на колонне.
Гайки на болтах отрегулированы так, чтобы обеспечить необходимую жёсткость зажима. В этом положении они заштифтованы. Величина зазора между рукавом и колонной, определяемая затяжкой гаек, должна иметь определенную величину для того, чтобы перемещение проходило плавно, без рывков и не вызывало перегрузку привода механизма подъема.
Управление циклом обеспечивается четырьмя конечными выключателями, на которые воздействуют кулачки, насаженные на вал зажима.
В крайних положениях рукава на колонне (либо верхнем либо нижнем) штанги воздействуют наконечные выключатели, которые разрывают цепь питания электродвигателя редуктора.
Износ резьбы грузовой гайки не приводит к падению рукава, так как при аварийном опускании рукава на несколько миллиметров, кулак поворачивается и своим дополнительным выступом автоматически зажимает рукав на колонне.
Смазка механизма подъема производится с помощью пресс – масленки, установленный в гайке. Ось ролика смазывается отдельной пресс – масленкой. Смазка колонны осуществляется с помощью плунжерного насоса, который подает масло в кольцевую трубку, расположенную под уплотнением в верхней части бочки рукава. Насос подает порцию масла в трубку при повороте кулака, который регулированным винтом нажимает на плунжер насоса. Несколько выше располагается пластмассовый резервуар для масла.
Во избежание попадания частиц грязи между трущимися частями рукава и колонны на бочке рукава сверху и снизу укреплены сальниковые уплотнения.
Начнем описание перемещения и зажима сверлильной головки:
Сверлильная головка размещена на направляющих рукава, по которым легко перемещается в радиальном направлении. Легкое перемещение сверлильной головки обеспечивается применением комбинированных направляющих качения – скольжения. В отжатом положении между нижними направляющими скольжения головки и рукава имеется зазор: 0,03 – 0,05 мм, а по верхней направляющей рукава сверлильная головка перекатывается на двух роликах. Трение между боковыми направляющими не затрудняет перемещения, так как центр тяжести головки располагается примерно в плоскости этих направляющих.
Ролики установлены с помощью шарикоподшипников на эксцентриковых осях. Поворотом эксцентриковых осей регулируется зазор между нижними направляющих скольжения. Этот зазор должен быть одинаковым с обеих сторон головки, так как в противном случае при зажиме головки ось шпинделя будет смещаться (в продольной плоскости станка). Регулировка осуществляется поворотом червяка.
Регулировка зазора между боковыми направляющими осуществляется поворотом эксцентриковых осей, которые по окончании регулировки необходимо застопорить винтом.
При зажиме сверлильная головка поднимается вверх до выборки люфта между нижними направляющими рукава и головки. Зажим осуществляется с помощью эксцентрикового механизма. При повороте вала поворачивается соединенная с ним шпонкой эксцентриковая втулка, вращающиеся в эксцентриковой втулке на иголках. При повороте вала, благодаря эксцентриситету втулки, нажимной элемент через пяту упирается в верхнюю направляющею рукава, заставляя головку приподниматься вверх.
Поворот вала осуществляется гидроцилиндром, через рейку, нарезанную на штоке поршня и шестерню. Охлаждающая эмульсия в гидроцилиндр подается от электрозолотника управления, расположенного в гидропанели.
Смещение оси вала зажима относительно вертикальной плоскости направляющих и конструкция нажимной пяты создают в момент зажима головки горизонтальную составляющую усилия зажима, обеспечивающую постоянный прижим головки к боковым направляющим рукава. Помимо повышения эффективности зажима такая конструкция обеспечивает стабильное положение оси шпинделя в поперечной плоскости радиально – сверлильного станка модели 2А55.
Команда на зажим шпиндельной головки подается нажатием на кнопку SB 1, расположенной на пульте управления в центре маховика ручного перемещения головки. На этом пульте имеются 2 кнопки (SB 1 и SB 2) с помощью которых можно осуществлять отжим головки при зажатой колонне либо её отжим. При неработающей гидравлике зажим головки можно осуществлять вручную. Для этого на свободном конце вала зажим профрезерован квадрат под ключ. Гидравлика включается при нажатии на кнопку “Пуск” пульта управления, расположенного в правой нижней части передней плоскости шпиндельной головки.
Далее мы рассмотрим основные технические характеристики радиально – сверлильного станка модели 2А55:
Таблица 1.1 – Краткая техническая характеристика радиально – сверлильного станка модели 2А55
2 ПРОЕКТИРОВАНИЕ РЕЖИМОВ РАБОТЫ РАДИАЛЬНО – СВЕРЛИЛЬНОГО СТАНКА МОДЕЛИ 2А55
Различают два возможных режима работы любого станка:
1) Рабочий режим работы;
2) Наладочный режим работы.
Рабочий режим работы характеризуется выполнением режимов резания на станках, т.е. осуществлением обработки деталей.
Наладочный режим выполняется после различных видов режимов работ и заключается в проверке готовности станка и двигателей к работе по обработке деталей, т.е. после выхода из строя двигателей и поломки всего станка в целом, изучается и устраняется причина поломки станка, а после этого выполняется проверка работы станка. Именно так осуществляется наладочный режим работы станка.
Любой станок, как правило, может работать либо в одном, либо в двух режимах (ручном и автоматическом, ручн
mirznanii.com
Cтанок радиально сверлильный 2А55

Cтанок радиально сверлильный 2А554 предназначен для обработки отверстий в средних и крупных деталях. На радиально сверлильном станке 2А554 можно выполнять следующие виды работ: сверление зенкерование развертывание подрезка торца нарезание резьбы Станок радиально сверлильный 2А554 применяется в индивидуальном, мелкосерийном и серийном производстве. Компоновка станков 2А554 традиционная для радиально-сверлильных станков и включает: Колонну, поворачивающуюся вокруг вертикальной оси на подшипниках цоколя (2А554). Рукав с возможностью вертикального перемещения по колонне и с возможностью вращения вокруг вертикальной оси вместе с колонной. Сверлильную головку с возможностью горизонтального перемещения по направляющим рукава.
Шпиндель 2А554, смонтированный в цилиндрической гильзе, с возможностью вертикального перемещения в корпусе сверлильной головки. Подача обеспечивается гильзой шпинделя. Все остальные перемещения — позиционирующие. Все части станков 2А554 перемещаются с минимальным усилием и фиксируются в рабочем положении посредством гидравлических зажимов. Все органы управления сосредоточены на панели управления сверлильной головки. Предварительный набор частоты вращения и подачи шпинделя, а также гидравлическое управление коробками скоростей и подач обеспечивает быстрое изменение режимов.
Фрикционная муфта 2А554, встроенная в коробку скоростей, обеспечивает быстрый реверс при нарезке резьб и предохраняет коробку скоростей от перегрузок. Шпиндель станка уравновешен в любой точке его перемещения. Штурвальное устройство управления сверлильной головкой радиально сверлильного станка 2А554, имеет возможность выключения механической подачи при достижении заданной глубины сверления.
Стандартное напряжение электрической сети — 380В, 50Гц. За дополнительную плату возможна установка электроаппаратуры для других значений напряжения сети.
| Характеристика | 2А554 |
|---|---|
| Диаметр сверления в стали, мм | 50 |
| Диаметр сверления в чугуне, мм | 63 |
| Расстояние от оси шпинделя до направляющих колонны (вылет), мм | 375-1600 |
| Расстояние от торца шпинделя до рабочей поверхности плиты, мм | 450-1600 |
| Крутящий момент шпинделя, нм | 710 |
| Осевое усилие на шпинделе, н | 20000 |
| Мощность главного двигателя, кВт | 5.5 |
| Осевое перемещение шпинделя, мм | 400 |
| Перемещение головки по рукаву, мм | 1225 |
| Перемещение рукава по колонне, мм | 750 |
| Вращение рукава вокруг колонны, грд | 360 |
| Частота вращения шпинделя, об/мин | 18-2000 |
| К-во частот вращения шпинделя | 24 |
| Подачи шпинделя на оборот, мм/об | 0,045-5,0 |
| К-во подач шпинделя | 24 |
| Конус шпинделя | МК5 |
| Габариты, мм | 2665х1030х3430 |
| Вес , кг | 4700 |
techstanko.ru
255 станок радиально-сверлильный. Паспорт, схемы, характеристики, описание
Сведения о производителе радиально-сверлильного станка 255
Производителем радиально-сверлильных станков 255 является Одесский Завод Радиально-Сверлильных Станков, основанный в 1884 году.
C 1928 года Государственный Машиностроительный завод им. В. И. Ленина начал специализироваться на выпуске металлорежущих станков . Был освоен выпуск вертикально-сверлильных станков диаметром сверления до 75 мм.
В ноябре 1946 года был выпущен первый радиально-сверлильный станок диаметром сверления 50 мм. Вслед за этими станками завод стал выпускать радиально-сверлильные станки диаметром сверления 75 и 100 мм, переносные сверлильные станки с поворотной головкой диаметром сверления до 75 мм, хонинговальные станки до диаметра 600 мм, станки глубокого сверления до диаметра 50 мм.
Станки производства ОЗРСС
255 станок радиально-сверлильный. Назначение и область применения
Станок 255 серийно производился в 50-е годы, его заменила более совершенная модель 2а55.
Радиально-сверлильный станок общего назначения 255 служит для сверления, рассверливания, зенкерования, подрезки торцов в обоих направлениях, развертывания, растачивания отверстий и нарезания резьбы метчиками в крупных деталях, перемещение которых по столу станка осуществлять тяжело, а в некоторых случаях и невозможно.
Радиальный сверлильный станок 255 предназначен для получения сквозных и глухих отверстий в деталях с помощью сверл, для развертывания и чистовой обработки отверстий, предварительно полученных литьем или штамповкой, и для выполнения других операций. Главное движение и движение подачи в сверлильном станке сообщаются инструменту.
Основные параметры радиально-сверлильного станока 255:
- Максимальный диаметр сверления в стали 45: Ø 50 мм
- Наибольшая глубина сверления: 350 мм
- Наибольшая высота обрабатываемой детали, установленной на рабочем столе: 1500 мм
- Мощность электродвигателя: 4,3 кВт
- Масса станка: 4300 кг
Шпиндель станка 255 получает 19 ступеней вращения от коробки скоростей, что обеспечивает свободный выбор прямых скоростей резания в диапазоне от 30 до 1700 об/мин.
Механизм подач обеспечивает 18 подач шпинделя в диапазоне от 0,03 до 1,2 мм/об.
Применение приспособлений и специального инструмента значительно повышает производительность станка и расширяет круг возможных операций, позволяя производить на нем сверление квадратных отверстий, выточку внутренних канавок, вырезку круглых пластин из листа и т.д. При соответствующей оснастке на станке можно выполнять многие операции характерные для расточных станков.
Компоновка станков традиционная для радиально-сверлильных станков и включает:
- Стационарную плиту с Т-образными пазами для зажима обрабатываемой детали, закрепленную на фундаменте
- Колонна, поворачивающаяся вокруг вертикальной оси на подшипниках цоколя
- Рукав с возможностью вертикального перемещения по колонне и с возможностью вращения вокруг вертикальной оси вместе с колонной
- Сверлильная головка с возможностью горизонтального перемещения по направляющим рукава
- Шпиндель, смонтированный в цилиндрической гильзе, с возможностью вертикального перемещения в корпусе сверлильной головки
- Подача инструмента обеспечивается гильзой шпинделя. Все остальные перемещения – позиционирующие
- Все части станков перемещаются с минимальным усилием и фиксируются в рабочем положении посредством гидравлических зажимов
- Все органы управления сосредоточены на панели управления сверлильной головки
- Предварительный набор частоты вращения и подачи шпинделя, а также гидравлическое управление коробками скоростей и подач обеспечивает быстрое изменение режимов
- Фрикционная муфта, встроенная в коробку скоростей, обеспечивает быстрый реверс при нарезке резьб и предохраняет коробку скоростей от перегрузок
- Шпиндель станка уравновешен в любой точке его перемещения
- Штурвальное устройство управления сверлильной головкой имеет возможность выключения механической подачи при достижении заданной глубины сверления
Модификации радиально-сверлильного станка серии 255
- 255 – радиально-сверлильный станок диаметром сверления Ø 50 мм (1955 год)
- 2А55 – радиально-сверлильный станок диаметром сверления Ø 50 мм (1958 год)
- 2Н55, 2Ш55 – радиально-сверлильный станок диаметром сверления Ø 50 мм (1968 год)
- 2М55, 2М55-1 – радиально-сверлильный станок диаметром сверления Ø 50 мм (1972 год)
- 2А554, 2А554-2 – радиально-сверлильный станок диаметром сверления Ø 50 мм. (1985 год) Производится в настоящее время.
- 2А554-1 – радиально-сверлильный станок диаметром сверления Ø 63 мм. Производится в настоящее время.
- 2Н55Ф2, 2М55Ф2 – радиально-сверлильный станок с ЧПУ
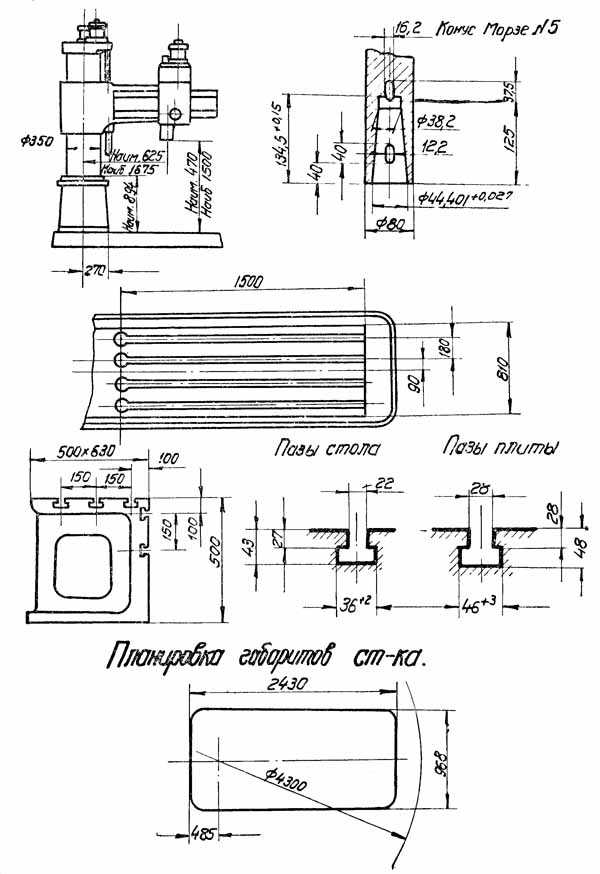
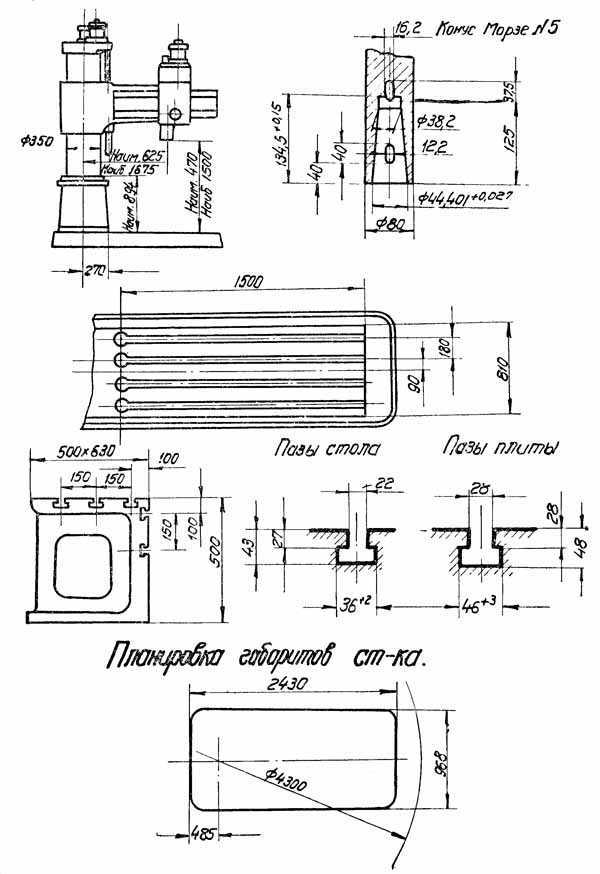
Габарит рабочего пространства радиально-сверлильного станка 255
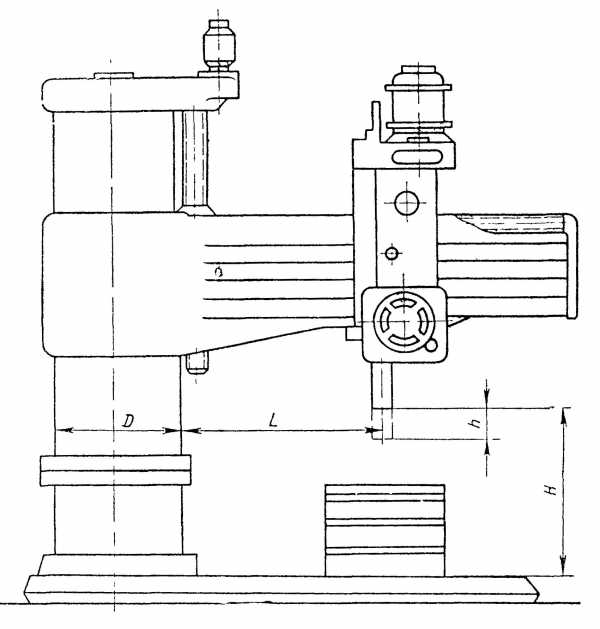
Габарит рабочего пространства радиально-сверлильного станка 255
где:
- L – 450..1500 мм
- H – 470..1500 мм
- D – 350 мм
- h – 350 мм
Посадочные и присоединительные базы инструмента зуборезного станка 528с
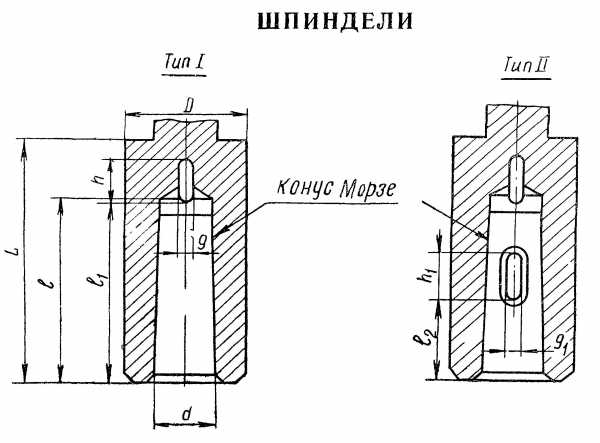
Шпиндель радиально-сверлильного станка 255
где:
- D – 85 мм
- L – 185 мм
- d – 44,401 мм
- l – 134,5 мм
- l1 – 125 мм
- l2 – 30 мм
- h – 37,5 мм
- h1 – 40 мм
- q – 16,2 мм
- q1 – 12,2 мм
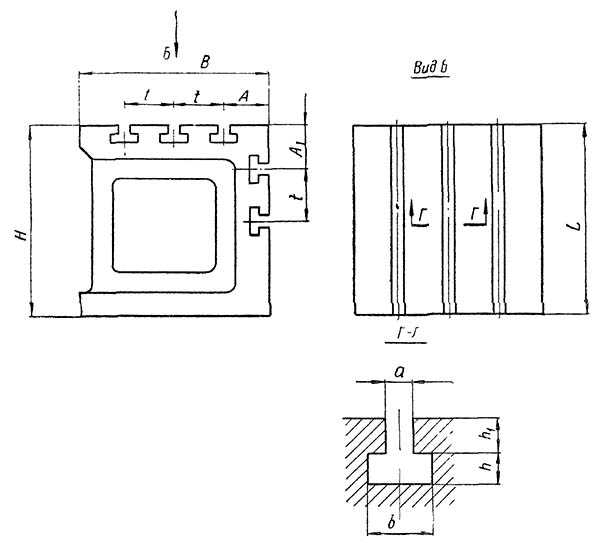
Стол радиально-сверлильного станка 255
где:
- B – 500 мм
- L – 500 мм
- H – 500 мм
- A – 110 мм
- A1 – 110 мм
- t – 140 мм
- a – 22 мм
- b – 36 мм
- h – 26 мм
- h1 – 17 мм
- кол пазов1 – 3х3
Плита радиально-сверлильного станка 255
где:
- B – 970 мм
- B1 – 790 мм
- L – 1945 мм
- L1 – 1545 мм
- A – 125 мм
- t – 180 мм
- h – 30 мм
- h1 – 18 мм
Общий вид радиально-сверлильного станка 255
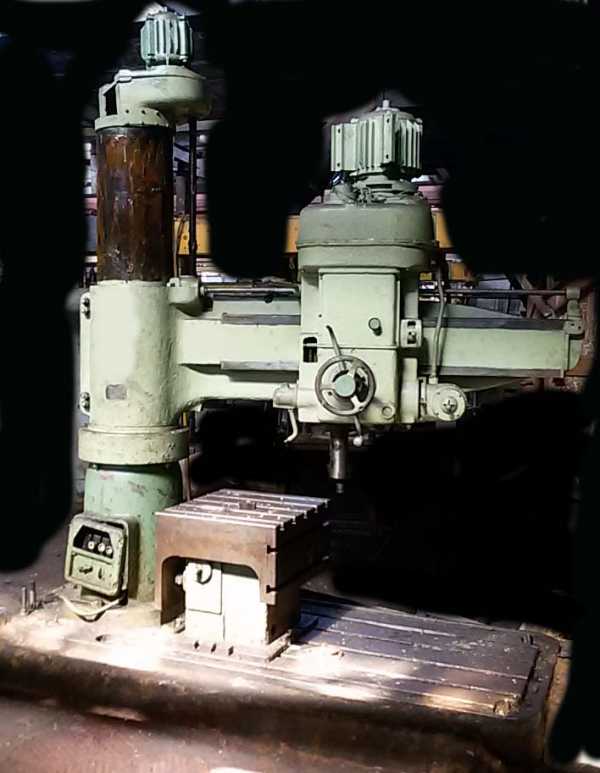
Фото радиально-сверлильного станка 255
Кинематическая схема радиально-сверлильного станка 255
Кинематическая схема радиально-сверлильного станка 255
1. Кинематическая схема радиально-сверлильного станка 255. Смотреть в увеличенном масштабе
2. Схема расположения подшипников радиально-сверлильного станка 255. Смотреть в увеличенном масштабе
Движения в станке: основные — главное движение и вертикальные подачи шпинделя; вспомогательные — быстрый подъем или опускание шпинделя, подъем и опускание рукава, перемещение шпиндельной бабки по направляющим рукава и поворот рукава. Последние два движения осуществляются вручную.
Кинематическая цепь привода главного движения. Для правого вращения шпинделя VIII надо установить рукоятку 8 (см. рис. 30, а) в положение А, а для левого вращения — в положение Б. В первом случае включается муфта Мф1, а во втором — муфта Мф2
Конструкция и характеристика работы основных узлов станка 255
Электрооборудование и электрическая схема радиально-сверлильного станка 255
Принципиальная электросхема станка 255
Электрическая схема радиально-сверлильного станка 255
Электрооборудование и электрическая схема радиально-сверлильного станка 255. Смотреть в увеличенном масштабе
Коробка скоростей радиально-сверлильного станка 255
Коробка скоростей радиально-сверлильного станка 255. Смотреть в увеличенном масштабе
Коробка подач радиально-сверлильного станка 255
Коробка подач радиально-сверлильного станка 255. Смотреть в увеличенном масштабе
Механизм подач радиально-сверлильного станка 255
Механизм подач радиально-сверлильного станка 255. Смотреть в увеличенном масштабе
Табличка на радиально-сверлильном станке 255
255 станок радиально-сверлильный. Видеоролик.
Технические характеристики сверлильного станка 255
| Наименование параметра | 255 | 2а55 | 2н55 | 2м55 | 2а554 |
|---|---|---|---|---|---|
| Основные параметры станка | |||||
| Класс точности станка | Н | Н | Н | Н | Н |
| Наибольший условный диаметр сверления в стали 45, мм | 50 | 50 | 50 | 50 | 50 |
| Наибольший условный диаметр сверления в чугуне, мм | 63 | 63 | 63 | 63 | |
| Диапазон нарезаемой резьбы в стали 45, мм | М52 х 5 | ||||
| Расстояние от оси шпинделя до направляющей колонны (вылет шпинделя), мм | 450…1500 | 450…1500 | 400…1600 | 375…1600 | 375…1600 |
| Наибольшее горизонтальное перемещение сверлильной головки по рукаву, мм | 1125 | 1050 | 1200 | 1225 | 1225 |
| Наименьшее и наибольшее расстояние от торца шпинделя до плиты, мм | 470…1500 | 470…1500 | 450…1600 | 450…1600 | 450…1600 |
| Наибольшее вертикальное перемещение рукава по колонне (установочное), мм | 680 | 680 | 800 | 750 | 750 |
| Скорость вертикального перемещения рукава по колонне, м/мин | 1,4 | 1,4 | 1,4 | ||
| Наибольшее осевое перемещение пиноли шпинделя (ход шпинделя), мм | 350 | 350 | 350 | 400 | 400 |
| Угол поворота рукава вокруг колонны, град | 360° | 360° | 360° | 360° | 360° |
| Рамер поверхности плиты (ширина длина), мм | 968 х 2430 | 1000 х 2530 | 1000 х 2555 | 1020 х 2555 | |
| Наибольшая масса инструмента, устанавливаемого на станке, кг | 15 | ||||
| Шпиндель | |||||
| Диаметр гильзы шпинделя, мм | 90 | ||||
| Обозначение конца шпинделя по ГОСТ 24644-81 | Морзе 5 | Морзе 5 | Морзе 5 | Морзе 5 | Морзе 5 АТ6 |
| Частота прямого вращения шпинделя, об/мин | 30..1700 | 30…1900 | 20…2000 | 20…2000 | 18…2000 |
| Количество скоростей шпинделя прямого вращения | 19 | 19 | 21 | 21 | 24 |
| Частота обратного вращения шпинделя, об/мин | 34..1700 | 37,4…1900 | |||
| Количество скоростей шпинделя обратного вращения | 18 | ||||
| Пределы рабочих подач на один оборот шпинделя, мм/об | 0,03..1,2 | 0,05…2,2 | 0,056…2,5 | 0,056…2,5 | 0,045…5,0 |
| Число ступеней рабочих подач | 18 | 12 | 12 | 12 | 24 |
| Пределы рабочих подач на один оборот шпинделя при нарезании резьбы, мм | 1,0…5,0 | ||||
| Перемещение шпинделя на одно деление лимба, мм | 1 | 1 | 1 | 1 | |
| Перемещение шпинделя на оборот лимба, мм | 122 | 122 | 120 | ||
| Наибольший допустимый крутящий момент, кгс*см | 7500 | 7100 | 7100 | 7100 | |
| Наибольшее усилие подачи, кН | 20 | 20 | 20 | 20 | |
| Зажим вращения колонны | Гидро | Гидро | Гидро | Гидро | |
| Зажим рукава на колонне | Электр | Электр | Электр | Электр | |
| Зажим сверлильной головки на рукаве | Гидр | Гидр | Гидр | Гидр | |
| Электрооборудование. Привод | |||||
| Количество электродвигателей на станке | 5 | 7 | 6 | 7 | |
| Электродвигатель привода главного движения, кВт (об/мин) | 4,3 (1500) | 4,5 | 4 | 4,5 | 5,5 |
| Электродвигатель привода перемещения рукава, кВт (об/мин) | 1,5 (1500) | 1,7 | 2,2 | 2,2 | 2,2 |
| Электродвигатель привода гидрозажима колонны, кВт (об/мин) | 0,25 (1500) | 0,5 | 0,5 | 0,55 | 0,55 |
| Электродвигатель привода гидрозажима сверлильной головки, кВт (об/мин) | 0,5 | 0,5 | – | – | |
| Электродвигатель насоса охлаждающей жидкости, кВт (об/мин) | 0,1 (3000) | 0,125 | 0,125 | 0,125 | 0,125 |
| Электродвигатель набора скоростей, кВт (об/мин) | – | – | 0,15 | 0,15 | 0,15 |
| Электродвигатель набора подач, кВт | – | – | 0,15 | 0,15 | 0,15 |
| Электродвигатель привода ускоренного перемещения шпинделя, кВт | – | – | – | 0,55 | |
| Суммарная мощность установленных электродвигателей, кВт | 8,9 | ||||
| Габариты и масса станка | |||||
| Габариты станка (длина ширина высота), мм | 2500 х 970 х 2250 | 2625 х 968 х 3265 | 2545 х 1000 х 3315 | 2665 х 1020 х 3430 | 2665 х 1030 х 3430 |
| Масса станка, кг | 4300 | 4100 | 4100 | 4700 | 4700 |
Связанные ссылки
Каталог-справочник радиально-сверлильных станков
Паспорта к радиально-сверлильным станкам и оборудованию
Справочник деревообрабатывающих станков
Купить каталог, справочник, базу данных: Прайс-лист информационных изданий
stanki-katalog.ru
2А55. Радиально-сверлильный станок [DJVU] – Все для студента
Одесса, 1976 г. Инструкция по эксплуатации: Порядок установки Настройка и наладка станка Регулировка станка Особенности разборки и сборки при ремонте Схема расположения подшипников Возможные неисправности и способы их устранения Паспорт: Общие сведения Основные технические данные и характеристики и т. д. Отсканированные страницы в формате *.jpg
- 13,94 МБ
- дата добавления неизвестна
- изменен
Одесский завод радиально-сверлильных станков, СКБ алмазно-расточных станков, Одесса, 1965. – 89 с. Руководство к станку содержит около 40 с. чертежей узлов и различных схем. Содержание: Введение. Назначение и область применения. Распаковка и транспортировка. Фундамент станка и установка. Ведомость комплектации. Краткая инструкция по использованию станка. Конструкция и…
- 3,48 МБ
- дата добавления неизвестна
- изменен
Технические характеристики для нескольких сотен станков. Удобный поиск помогает быстро найти нужный станок. Все станки распределены на 48 групп: токарные, фрезерные, шлифовальные, обрабатывающие центры, сверлильные, зубострогальные, электроэрозионные и т.д.
- 8,84 МБ
- дата добавления неизвестна
- изменен
Каталог с описанием металлорежущих станков, изготовленных в России и СССР. Файлы названы по названию станков. Каждый документ представляет из себя паспорт станка (паспортные данные) – описание станка, компоновку, габаритные размеры, его технические характеристики.
- 94,06 МБ
- дата добавления неизвестна
- изменен
Каталог с описанием металлорежущих станков, изготовленных в России и СССР. Файлы названы по названию станков. Каждый документ представляет из себя паспорт станка (паспортные данные) – описание станка, компоновку, габаритные размеры, его технические характеристики.
- 89,78 МБ
- дата добавления неизвестна
- изменен
Каталог с описанием металлорежущих станков, изготовленных в России и СССР. Файлы названы по названию станков. Каждый документ представляет из себя паспорт станка (паспортные данные) – описание станка, компоновку, габаритные размеры, его технические характеристики.
- 95,04 МБ
- дата добавления неизвестна
- изменен
www.twirpx.com
Расчет радиально-сверлильного станка модели 2А55
Прежде чем начать производить процесс сверления, следует нажать на кнопку “Вниз”. После этого катушка промежуточного реле КМ 4 получает питание. Эта катушка замыкает свои контакты в силовой цепи двигателя перемещения траверсы
( М 2 ) и размыкает свой контакт в цепи управления катушки промежуточного реле КМ 3. В этот момент на стенде загорается лампа EL 10, сигнализирующая нам о работе промежуточного реле, загорается лампа EL 2, сигнализирую о работе двигателя перемещения траверсы М 2, и загораются светодиоды в цепи двигателя М2, сигнализируя нам о том, что контакты замкнуты. В этот момент на станке происходит поступательной движение инструмента ( сверла ) в заготовку. Рукав колонны ходит по траверсе вниз до завершения процесса конца сверления. По достижении колонны максимально допустимого определенного значения уровня, срабатывает конечный выключатель SQ 4. На схеме стенда этот переключатель выполнен кнопкой. Когда рукав колонны доходит до определенного уровня, мы нажимаем на эту кнопку. Тем самым разрывается цепь катушки промежуточного реле КМ 4 и она перестает получать питание. Тем самым на стенде тухнет лампа
EL 10, EL 2 и тухнут все светодиоды, сигнализируя нам, что в цепи двигателя М 2 напряжение отсутствует. Конечный выключатель ставиться с целью автоматического контроля перемещения траверсы по колонне, а на схеме стенда мы выполнили этот контроль вручную с помощью кнопки.
После того, как процесс сверления был завершен, следует нажать на кнопку “вверх”. После этого катушка промежуточного реле КМ 3 получает питание. Эта катушка замыкает свои контакты в силовой цепи двигателя перемещения траверсы
( М 2 ) и размыкает свой контакт в цепи управления катушки промежуточного реле КМ 4. В этот момент на стенде загорается лампа EL 9, сигнализирующая нам о работе промежуточного реле, загорается лампа EL 2, сигнализирую о работе двигателя перемещения траверсы М 2, и загораются светодиоды в цепи двигателя М2, сигнализируя нам о том, что контакты замкнуты. В этот момент на станке происходит процесс выхода инструмента из заготовки. Рукав колонны ходит по траверсе вверх до задевания конечного переключателя SQ 1. По достижении колонны максимально допустимого определенного значения уровня, срабатывает конечный выключатель SQ 1. На схеме стенда этот переключатель выполнен кнопкой. Когда рукав колонны доходит до определенного уровня, мы нажимаем на эту кнопку. Тем самым разрывается цепь катушки промежуточного реле КМ 3 и она перестает получать питание. Тем самым на стенде тухнет лампа EL 9, EL 2 и тухнут все светодиоды, сигнализируя нам, что в цепи двигателя М 2 напряжение отсутствует. Конечный выключатель ставиться с целью автоматического контроля перемещения траверсы по колонне, а на схеме стенда мы выполнили этот контроль вручную с помощью кнопки.
Требуется нажать на кнопку SB 2. Катушка промежуточного реле КМ 6 получает питание и замыкает свои контакты в силовой цепи двигателя отжимы шпиндельной головки ( М 4 ) и размыкает свой контакт в силовой цепи двигателя зажима шпиндельной головки ( М 5 ) и в цепи управления катушки магнитного пускателя КМ 5. На схеме стенда загораются лампа EL 12, сигнализируя о работе промежуточного реле, загорается лампа EL 4, которая сигнализирует о работе двигателя отжима шпиндельной головки ( М 4 ), и загораются светодиоды в цепи двигателя М 4, сигнализируя о том, что контакты находятся в замкнутом положении. Тем самым катушка магнитного пускателя КМ 5 теряет питание и тем самым тухнут лампы EL 3, EL 11 светодиоды, стоящие в цепи двигателя М 3 тухнут, сигнализируя нам что двигатель М 3 не получает питание. Цепь управления также перестает получать питание, и светодиод, сигнализирующий нам о наличии или отсутствии напряжения, тухнет, показывая нам что в цепи управления радиально – сверлильного станка модели 2А55 напряжение отсутствует. Процесс сверления окончен. Для полного отключения питания схемы отключаем автоматический выключатель QF 1.
Следует отметить, что на схеме стенда установлен автоматический выключатель QF 2, который предохраняет двигатель охлаждения ( М 5 ) от токов КЗ и токов перегрузок. Мы включаем автомат, загорается лампа EL 5, сигнализирующая нам о работе этого двигателя. После включения автоматического выключателя QF 1 мы включаем автомат QF 2, и двигатель по истечении определенного времени будет подавать охлаждающую эмульсию. После окончания процесса сверления, следует отключить оба автоматических выключателя в обратном порядке.
Следует заметить, что на электрифицированном стенде мы установили отдельную кнопку, которая выполняет функцию теплового реле КК, которое установлено в цепи главного двигателя М1. Когда мы жмем на кнопку, то как бы срабатывает тепловое реле, сигнализируя о тепловом перегреве двигателя. Тем самым контакт теплового реле в цепи управления катушки KV, размыкается, тем самым полностью обесточивая цепь управления. Главный двигатель перестает работать.
На электрифицированный стенд мы не стали ставить такое оборудование:
1) Плавкие предохранители – за ненадобностью обеспечения схемы от токов КЗ и перегрузок, так как схему будет питаться напряжением не в 380 В, а 220 В и вероятность поражения схемы от токов КЗ падает.
2) Тепловое реле – за дороговизну данного оборудования и по принципу отсутствия двигателей в стенде.
3) Кольцевые токосъемники – за ненадобностью в схеме стенда в зависимости от напряжения.
4) Трансформатор – он не нужен в цепи лампы, так как второй трансформатор у нас уже есть.
5) Двигатели – дороговизна их покупки. Их количество влетело бы нам еще в большую копеечку. Но работа двигателей будет показана на стенде специальными лампами.
9 РАСЧЕТ И ВЫБОР ЭЛЕКТРИЧЕСКИХ АППАРАТОВ В ЦЕПИ УПРАВЛЕНИЯ
9.1 Расчет и выбор магнитных пускателей
Прежде чем приступить к расчету и выбору магнитных пускателей для электрифицированного стенда, следует рассказать о самих магнитных пускателях.
Об их видах, типах и т.д.
Магнитный пускатель – это электрический выключатель с контактной системой, замыкаемой обычно электромагнитами, предназначенный для дистанционного управления (пуска, остановки, изменения направления) и защиты асинхронных электродвигателей малой и средней мощности с короткозамкнутым ротором. Магнитный пускатель представляет собой трёхполюсный контактор переменного тока, имеющий тепловое реле.
Устройство магнитного пускателя: Контактор магнитного пускателя имеет три подвижных силовых контакта, которые укреплены на валике, поворот которого осуществляет якорь контактора. При повороте валика неподвижные силовые контакты перемещается до соприкосновениями с тремя неподвижными контактами. Одновременно с главными контактами, вследствие поворота блокировочных контактов, также укрепленных на якоре контактора, замыкаются нормально открытые и размыкаются нормально закрытые блок – контакты. Главные подвижные контакты соединяются с зажимами контактора при помощи гибких проводников. Силовые контакты контактора находятся в силовой цепи двигателя, то есть в цепи обмотки статора. Этот тип магнитного пускателя более распространен в цепях напряжением более 1000 В, то есть на предприятиях. Магнитопровод магнитного пускателя обычно состоит из якоря и сердечника, имеющих одинаковые размеры. Набираются они из Ш – образных листов стали. На внутренний выступ устанавливается катушка с обмоткой. Сечение этого выступа должно быть в 2 раза больше, чем в боковых. Магнитный поток проходит через внутренний выступ и поровну разветвляется в боковые выступы.
Для устранения вибрации якоря магнитного пускателя переменного тока устанавливают короткозамкнутые витки, охватывающие половину сечения левого и правого выступов.
Для большинства магнитных пускателей применяются контакты мостикового типа.
Клеммы неподвижных контактов, к которым подводят провода сети, маркируются буквами Л (линия) с цифрами 1,2,3 (номер каждой из приходящих фаз). Клеммы неподвижных контактов, к которым проводят провода от приемника, маркируют буквами С с цифрами 1,2,3. Кроме основных (главных) контактов в магнитном пускателе, могут быть один или несколько вспомогательных. Вспомогательные – это те же блокировочные контакты. Они бывают как замыкающимися, так и размыкающимися.
Прежде чем приступить к выбору и расчету магнитного пускателя для электрифицированного стенда, следует описать величину магнитного пускателя и его тип.
Выбор магнитного пускателя производится в зависимости от величины мощности включаемого электродвигателя.
Пускатели различают на 7 величин:
0 величина – рассчитана на запуск двигателя мощностью до 1 кВт;
1 величина – рассчитана на запуск двигателя мощностью до 4 кВт;
2 величина – рассчитана на запуск двигателя мощностью до 10 кВт;
3 величина – рассчитана на запуск двигателя
mirznanii.com