3Б161 технические характеристики: Паспорт на круглошлифовальный станок 3Б161 / Шлифовальные станки / Stanok-online.ru
alexxlab | 16.10.1990 | 0 | Разное
3б151п круглошлифовальный станок | ТРАСТ МЕТАЛЛ
3б151п круглошлифовальный станок
Поэтому на каждом участке снимают неполный припуск. Наименование параметра 3Б151 3Б161 3А151 3А161 Основные параметры станка Класс точности по ГОСТ 8-82 П П П П Наибольший диаметр обрабатываемого изделия, мм 200 280 200 280 Наибольшая длина обрабатываемого изделия, мм 700 1000 700 1000 Наибольший диаметр шлифования в люнете, мм 60 60 60 60 Наибольший диаметр шлифования без люнета, мм 180 250 180 250 Наименьший диаметр шлифования, мм Наибольшая длина шлифования, мм 630 900 630 900 Расстояние от оси шпинделя передней бабки до зеркала стола (высота центров), мм 110 150 110 150 Наибольшая масса обрабатываемого изделия, кг 30 40 30 40 Рабочий стол станка Наибольшая длина перемещения стола, мм Ручное ускоренное перемещения стола за один оборот маховика, мм 22,6 22,6 22,6 22,6 Ручное замедленное перемещения стола за один оборот маховика, мм 5,3 5,3 5,3 5,3 Наименьший ход стола от гидросистемы при переключении упорами, мм 8 8 8 8 Скорость перемещения стола от гидросистемы (бесступенчатое регулирование), м/мин 100. .6000 100..6000 100..6000 100..6000 Наибольший угол поворота верхнего стола по часовой стрелке, град 3° 3° 3° 3° Наибольший угол поворота верхнего стола против часовой стрелки, град 10° 8° 10° 8° Цена деления шкалы поворота верхнего стола, град 0°20′ 0°20′ 0°20′ 0°20′ Конусность, мм/м 10 10 10 10 Шлифовальная бабка Наибольший/ наименьший диаметр шлифовального круга, мм 600..450 600..450 600..450 600..450 Наибольшая ширина (высота) шлифовального круга, мм 63 63 63 63 Частота вращения шпинделя шлифовальной бабки, об/мин 1112, 1272 1112, 1272 1112, 1272 1112, 1272 Скорость резания шлифовального круга, м/с Наибольшее перемещение шлифовальной бабки по винту, мм 200 200 200 200 Величина быстрого подвода шлифовальной бабки от гидравлики, мм 50 50 50 50 Время быстрого подвода шлифовальной бабки, с 2 2 2 2 Периодическая подача шлифовальной бабки на диметр изделия от храпового механизма (при реверсе справа, слева, при каждом реверсе), мм 0,005..0,06 0,005..0,06 0,005..0,06 0,005..0,06 Периодическая подача шлифовальной бабки на диметр изделия от механизма врезания (при реверсе справа, слева, при каждом реверсе), мм — — 0,005.
.6000 100..6000 100..6000 100..6000 Наибольший угол поворота верхнего стола по часовой стрелке, град 3° 3° 3° 3° Наибольший угол поворота верхнего стола против часовой стрелки, град 10° 8° 10° 8° Цена деления шкалы поворота верхнего стола, град 0°20′ 0°20′ 0°20′ 0°20′ Конусность, мм/м 10 10 10 10 Шлифовальная бабка Наибольший/ наименьший диаметр шлифовального круга, мм 600..450 600..450 600..450 600..450 Наибольшая ширина (высота) шлифовального круга, мм 63 63 63 63 Частота вращения шпинделя шлифовальной бабки, об/мин 1112, 1272 1112, 1272 1112, 1272 1112, 1272 Скорость резания шлифовального круга, м/с Наибольшее перемещение шлифовальной бабки по винту, мм 200 200 200 200 Величина быстрого подвода шлифовальной бабки от гидравлики, мм 50 50 50 50 Время быстрого подвода шлифовальной бабки, с 2 2 2 2 Периодическая подача шлифовальной бабки на диметр изделия от храпового механизма (при реверсе справа, слева, при каждом реверсе), мм 0,005..0,06 0,005..0,06 0,005..0,06 0,005..0,06 Периодическая подача шлифовальной бабки на диметр изделия от механизма врезания (при реверсе справа, слева, при каждом реверсе), мм — — 0,005. .0,032 0,005..0,032 Непрерывная подача для врезного шлифования скорость, мм/мин — — 0,1..2 0,1..2 Непрерывная подача для врезного шлифования, мм на оборот изделия — — 0,0005—0,01 0,0005—0,01 Цена деления лимба поперечной подачи на диаметр изделия, мм 0,005 0,005 0,005 0,005 Величина поперечного перемещения шлифовальной бабки за один оборот маховика, мм 1 1 1 1 Передняя бабка Частота вращения изделия (бесступенчатое регулирование), об/мин 63..400 63..400 63..400 63..400 Задняя бабка Величина отвода пиноли задней бабки от руки, мм 35±2 35±2 35±2 35±2 Величина отвода пиноли задней бабки от гидросистемы, мм 35±2 35±2 35±2 35±2 Привод и электрооборудование станка Количество электродвигателей на станке 7 7 7 7 Электродвигатель шпинделя шлифовальной бабки (Ш), кВт 7,5 7,5 7,5 7,5 Электродвигатель привода изделия (И), кВт 0,76 0,76 0,76 0,76 Электродвигатель насоса гидросистемы (Г), кВт 1,5 1,5 1,5 1,5 Электродвигатель насоса системы смазки подшипников шпинделя (С), кВт 0,08 0,08 0,08 0,08 Электродвигатель насоса системы смазки направляющих стола (1С), кВт 0,08 0,08 0,08 0,08 Электродвигатель насоса системы охлаждения (Н), кВт 0,12 0,12 0,12 0,12 Электродвигатель магнитного сепаратора (М), кВт 0,08 0,08 0,08 0,08 Габаритные размеры и масса станка Габаритные размеры станка (длина х ширина х высота), мм 3100 х 2100 х 1500 4100 х 2100 х 1560 3100 х 2100 х 1500 4100 х 2100 х 1560 Масса станка с электрооборудованием и охлаждением, кг 4200 4500 4200 4500.
.0,032 0,005..0,032 Непрерывная подача для врезного шлифования скорость, мм/мин — — 0,1..2 0,1..2 Непрерывная подача для врезного шлифования, мм на оборот изделия — — 0,0005—0,01 0,0005—0,01 Цена деления лимба поперечной подачи на диаметр изделия, мм 0,005 0,005 0,005 0,005 Величина поперечного перемещения шлифовальной бабки за один оборот маховика, мм 1 1 1 1 Передняя бабка Частота вращения изделия (бесступенчатое регулирование), об/мин 63..400 63..400 63..400 63..400 Задняя бабка Величина отвода пиноли задней бабки от руки, мм 35±2 35±2 35±2 35±2 Величина отвода пиноли задней бабки от гидросистемы, мм 35±2 35±2 35±2 35±2 Привод и электрооборудование станка Количество электродвигателей на станке 7 7 7 7 Электродвигатель шпинделя шлифовальной бабки (Ш), кВт 7,5 7,5 7,5 7,5 Электродвигатель привода изделия (И), кВт 0,76 0,76 0,76 0,76 Электродвигатель насоса гидросистемы (Г), кВт 1,5 1,5 1,5 1,5 Электродвигатель насоса системы смазки подшипников шпинделя (С), кВт 0,08 0,08 0,08 0,08 Электродвигатель насоса системы смазки направляющих стола (1С), кВт 0,08 0,08 0,08 0,08 Электродвигатель насоса системы охлаждения (Н), кВт 0,12 0,12 0,12 0,12 Электродвигатель магнитного сепаратора (М), кВт 0,08 0,08 0,08 0,08 Габаритные размеры и масса станка Габаритные размеры станка (длина х ширина х высота), мм 3100 х 2100 х 1500 4100 х 2100 х 1560 3100 х 2100 х 1500 4100 х 2100 х 1560 Масса станка с электрооборудованием и охлаждением, кг 4200 4500 4200 4500. Они предназначены в основном для выполнения продольного шлифования и снабжены механизмом автоматической поперечной подачи, осуществляющейся при реверсе стола. Круглошлифовальные горизонтальные центровые станки общего назначения, в том числе с ЧПУ, с поворотными и неповоротными шлифовальной и передней бабками, предназначены для продольного и врезного шлифования. Защита электрооборудования станка от коротких замыканий осуществляется автоматическими выключателями АВ, ПГ, ПН и плавкими вставками предохранителей ПИ, ПУ, ПО, а защита электродвигателей Ш, Г, И от перегрузки — тепловыми реле РТШ, РТГ, РТИ. Круглошлифовальные станки характеризуются наибольшими диаметром и длиной шлифуемой заготовки.
Они предназначены в основном для выполнения продольного шлифования и снабжены механизмом автоматической поперечной подачи, осуществляющейся при реверсе стола. Круглошлифовальные горизонтальные центровые станки общего назначения, в том числе с ЧПУ, с поворотными и неповоротными шлифовальной и передней бабками, предназначены для продольного и врезного шлифования. Защита электрооборудования станка от коротких замыканий осуществляется автоматическими выключателями АВ, ПГ, ПН и плавкими вставками предохранителей ПИ, ПУ, ПО, а защита электродвигателей Ш, Г, И от перегрузки — тепловыми реле РТШ, РТГ, РТИ. Круглошлифовальные станки характеризуются наибольшими диаметром и длиной шлифуемой заготовки.
Гидропривод станков 3Б151 и 3Б161. Для изготовления деталей сложных профилей применяют специальные полуавтоматы и автоматы. Смотреть в увеличенном масштабе. Справочник деревообрабатывающих станков. Основную работу резания выполняет коническая часть круга, а цилиндрическая часть его только зачищает поверхность заготовки.
Поперечную подачу круга на заданную глубину проводят непрерывно или периодически. Кинематические цепи главного движения, вращения изделия, ручной поперечной подачи и ручного перемещения стола ясны из прилагаемых схем (см. рис. 21 и 22) и поэтому описание их не приводится. Станки выпускаются для питания от трехфазной сети переменного тока напряжением 380 В, 50 Гц. Купить этот станок без посредников: 3А151, 3А161 станок круглошлифовальный с горизонтальным шпинделем универсальный полуавтомат. Это достигается с помощью переключателя ВН, который при шлифовании установлен в положение «шлифование»—замкнуты контакты 41—49, а при правке — в положение «правка» замкнуты контакты 37—41. Станки моделей ЗА151 и ЗА161 рассчитаны главным образом на работу в условиях серийного и массового производств, но могут также использоваться в единичном производстве.
Недостатки способа врезания: вследствие высокой производительности выделяется большое количество теплоты, круг и заготовка нагреваются сильнее, чем при обычном шлифовании, поэтому шлифование необходимо проводить с обильным охлаждением, происходит более быстрое искажение геометрической формы круга, и поэтому требуется более частая его правка.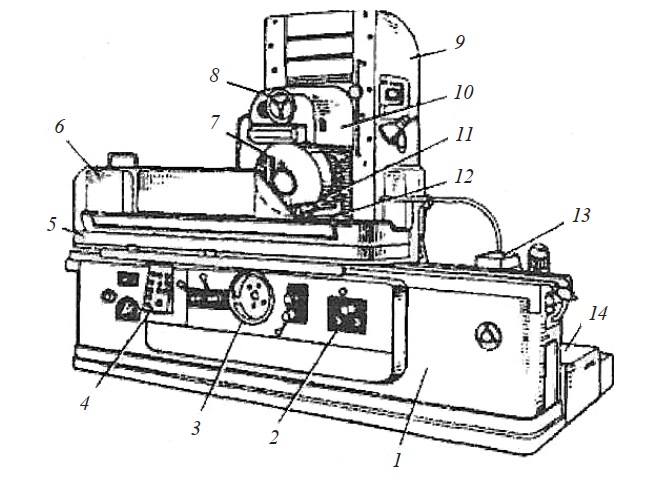 Перечень органов управления шлифовальным станком 3Б151, 3Б161. маховик ручного перемещения стола рукоятка перегона стола рычаг реверса стола дроссель регулирования задержки реверса стола слева рукоятка переключения периодической подачи (подача при реверсе на каждый ход стола, подача при реверсе стола справа, подача при реверсе стола слева, подача выключена) дроссель регулирования скорости перемещения стола при правке шлифовального круга педаль гидравлического отвода пиноли задней бабки рукоятка переключения скорости стола со шлифования на правку дроссель регулирования скорости перемещения стола при шлифовании дроссель регулирования задержки реверса стола справа рукоятка быстрого подвода шлифовальной бабки и пуска гидравлического перемещения стол винт поворота верхнего стола рукоятка отвода пиноли задней бабки рукоятка зажима пиноли задней бабки рукоятка рукоятка регулирования периодической подачи от храпового механизма упор ручной поперечной подачи маховик ручной поперечной подач маховичок установки лимба ручной поперечной подачи рукоятка крана охлаждения кнопка пуска вращения изделия кнопка выключения вращения изделия рукоятка регулирования скорости вращения изделия кнопка «Общий стоп» переключатель насоса охлаждения переключатель освещения переключатель пуска вращения изделия (ручной — автоматический) кнопка пуска вращения гидронасоса и насосов смазки направляющих и подшипников шпинделя шлифовальной бабки кнопка пуска вращения шпинделя шлифовальной бабки кнопка пуска вращения изделия кнопка выключения вращения изделия.
Перечень органов управления шлифовальным станком 3Б151, 3Б161. маховик ручного перемещения стола рукоятка перегона стола рычаг реверса стола дроссель регулирования задержки реверса стола слева рукоятка переключения периодической подачи (подача при реверсе на каждый ход стола, подача при реверсе стола справа, подача при реверсе стола слева, подача выключена) дроссель регулирования скорости перемещения стола при правке шлифовального круга педаль гидравлического отвода пиноли задней бабки рукоятка переключения скорости стола со шлифования на правку дроссель регулирования скорости перемещения стола при шлифовании дроссель регулирования задержки реверса стола справа рукоятка быстрого подвода шлифовальной бабки и пуска гидравлического перемещения стол винт поворота верхнего стола рукоятка отвода пиноли задней бабки рукоятка зажима пиноли задней бабки рукоятка рукоятка регулирования периодической подачи от храпового механизма упор ручной поперечной подачи маховик ручной поперечной подач маховичок установки лимба ручной поперечной подачи рукоятка крана охлаждения кнопка пуска вращения изделия кнопка выключения вращения изделия рукоятка регулирования скорости вращения изделия кнопка «Общий стоп» переключатель насоса охлаждения переключатель освещения переключатель пуска вращения изделия (ручной — автоматический) кнопка пуска вращения гидронасоса и насосов смазки направляющих и подшипников шпинделя шлифовальной бабки кнопка пуска вращения шпинделя шлифовальной бабки кнопка пуска вращения изделия кнопка выключения вращения изделия. Шлифование проводят одним широким кругом, высота которого на 1 — 1,5 мм больше длины шлифуемой поверхности. Преимущества обработки заготовки этим способом перед шлифованием продольными проходами следующие: подача круга проводится непрерывно, можно шлифовать фасонные заготовки профилированным шлифовальным кругом, на шпиндель можно устанавливать два или три круга и шлифовать одновременно несколько участков заготовки. Описание принципиальной схемы. Шлифуемая заготовка 2, вращаясь на неподвижных центрах, совершает продольное перемещение вдоль своей оси с подачей Sпр (мм/мин).
Шлифование проводят одним широким кругом, высота которого на 1 — 1,5 мм больше длины шлифуемой поверхности. Преимущества обработки заготовки этим способом перед шлифованием продольными проходами следующие: подача круга проводится непрерывно, можно шлифовать фасонные заготовки профилированным шлифовальным кругом, на шпиндель можно устанавливать два или три круга и шлифовать одновременно несколько участков заготовки. Описание принципиальной схемы. Шлифуемая заготовка 2, вращаясь на неподвижных центрах, совершает продольное перемещение вдоль своей оси с подачей Sпр (мм/мин).
Круглошлифовальные станки характеризуются наибольшими диаметром и длиной шлифуемой заготовки. Кинематическая схема круглошлифовального станка 3Б151 и 3Б161. Кинематическая схема круглошлифовального станка 3Б151, 3Б161. Перечень и обозначение составных частей шлифовального станка 3Б151. станина станка шлифовальная бабка гидравлическое управление механизм ручного перемещения стола механизм поперечной подачи передняя бабка задняя бабка маслопровод* кожух шлифовального круга прибор для правки шлифовального круга механизм быстрого подвода шлифовальной бабки (только на станках моделей ЗБ151 и ЗБ161)* механизм быстрого подвода и врезания (только на станках моделей ЗА151 и ЗА161)* электрооборудование, пульт управления фланец шлифовального круга механизм для балансирования шлифовального круга. * Группы и узлы, отмеченные звездочкой на рисунке не показаны. Расположение органов управления круглошлифовального станка 3А151, 3А161. Купить каталог, справочник, базу данных: Прайс-лист информационных изданий. 3Б151 характеристики станка.
* Группы и узлы, отмеченные звездочкой на рисунке не показаны. Расположение органов управления круглошлифовального станка 3А151, 3А161. Купить каталог, справочник, базу данных: Прайс-лист информационных изданий. 3Б151 характеристики станка.
Станки предназначены для наружного шлифования цилиндрических изделий и пологих конусов. На универсальных круглошлифовальных станках кроме поворота верхнего стола возможен поворот как шлифуемой заготовки, так и шлифовального круга. Ступенчатые заготовки начинают шлифовать со ступеней большего диаметра, при различной длине ступеней высоту шлифовального круга выбирают равной длине наименьшей ступени и шлифование проводят уступами. Габарит и вес станка: Длина, мм 3100 Ширина, мм 2100 Высота, мм 1500 Вес без упаковки, кг 4200 Наибольшие размеры устанавливаемого изделия, мм диаметр 200 длина 700 Наибольший диаметр шлифования при номинальном диаметре шлифовального круга, мм в люнете 60 без люнета 200 Наибольшая длина шлифования, мм 630 Высота центров, мм 110 Вес обрабатываемого изделия, кг 30 Станина и столы Наибольшее продольное перемещение стола, мм 650 Наименьший ход стола при переключении упорами, мм 8 Ручное перемещение стола за один оборот маховика, мм быстрое 22,6 медленное 5,3 Скорость гидравлического перемещения стола (бесступенчатое регулирование),мм/мин 100-6000 Наибольший угол поворота верхнего стола в градусах по часовой стрелке 3 против часовой стрелки 10 Шлифовальная бабка Диаметр шлифовального круга, мм наибольший 600 наименьший 450 Наибольшая ширина шлифовального круга, мм 63 Количество скоростей шпинделя шлифовальной бабки 2 Число оборотов шпинделя шлифовальной бабки в минуту 1112 Электродвигатель привода шлифовального круга число оборотов в минуту 1460 мощность, кВт 7,5 Механизм поперечной подачи Величина хода шлифовальной бабки по винту, мм 200 Величина быстрого гидравлического подвода шлифовальной бабки, мм 50 Время быстрого подвода шлифовальной бабки, сек 2 Подача за один оборот маховика на диаметр изделия, мм 1,0 Электродвигатель гидронасоса мощность, кВт 1,5 число оборотов в минуту Производительность насоса охлаждения, л/мин 22 Электродвигатель насоса охлаждения: мощность, кВт 0,120 число оборотов в минуту Производительность магнитного сепаратора, л/мин 50 Электродвигатель магнитного сепаратора: мощность, кВт 0,12 число оборотов, в минуту 1400 Производительность насоса смазки, л/мин 1,5 Электродвигатель насоса смазки направляющих стола мощность, кВт 0,08 число оборотов, в минуту 1390 Электродвигатель насоса смазки подшипников шпинделя шлифовальной бабки мощность, кВт 0,08 число оборотов, в минуту 1390. Посредством ряда кинематических цепей и гидравлической системы в станке осуществляются следующие движения: Вращение шпинделя шлифовальной бабки Вращение изделия Ручная и автоматическая поперечные подачи (станки моделей ЗА151 и ЗА161 имеют два вида автоматической поперечной подачи — непрерывную врезную подачу и периодическую подачу, осуществляющуюся при реверсе стола, станки моделей ЗБ151 и 3Б161 не имеют автоматической врезной подачи). Производитель круглошлифовального станка полуавтомата 3А151, 3А161 — Харьковский станкостроительный завод в настоящее время OАО «ТРАСТ МЕТАЛЛ» (ВАТ «Харверст») Завод основан 29 января года и специализируется на производстве универсальных и специальных круглошлифовальных станков. Этот способ выгодно применять для шлифования заготовки с цилиндрической поверхностью большой длины.
Посредством ряда кинематических цепей и гидравлической системы в станке осуществляются следующие движения: Вращение шпинделя шлифовальной бабки Вращение изделия Ручная и автоматическая поперечные подачи (станки моделей ЗА151 и ЗА161 имеют два вида автоматической поперечной подачи — непрерывную врезную подачу и периодическую подачу, осуществляющуюся при реверсе стола, станки моделей ЗБ151 и 3Б161 не имеют автоматической врезной подачи). Производитель круглошлифовального станка полуавтомата 3А151, 3А161 — Харьковский станкостроительный завод в настоящее время OАО «ТРАСТ МЕТАЛЛ» (ВАТ «Харверст») Завод основан 29 января года и специализируется на производстве универсальных и специальных круглошлифовальных станков. Этот способ выгодно применять для шлифования заготовки с цилиндрической поверхностью большой длины.
Станки моделей ЗБ151 и ЗБ161 не имеют гидравлического механизма врезания. Производитель круглошлифовального станка полуавтомата 3Б151, 3Б161 — Харьковский станкостроительный завод в настоящее время OАО «ТРАСТ МЕТАЛЛ» (ВАТ «Харверст») Завод основан 29 января года и специализируется на производстве универсальных и специальных круглошлифовальных станков. Паспорт, схемы, характеристики, описание. Для получения поверхности с меньшим отклонением формы и параметром шероховатости кругу сообщают дополнительное осевое колебательное (осциллирующее) перемещение (до 3 мм) влево и вправо. Размещение электрооборудования на станке 3Б151, 3Б161. регулятор скорости вращения изделия кнопки включения и отключения двигателя вращения изделия пульт управления станком отверстие для подключения станка к сети винт заземления конечный выключатель включения вращения электродвигателя вращения изделия. На универсальных круглошлифовальных станках кроме поворота верхнего стола возможен поворот как шлифуемой заготовки, так и шлифовального круга. Шлифуемая заготовка 2, вращаясь на неподвижных центрах, совершает продольное перемещение вдоль своей оси с подачей Sпр (мм/мин).
Паспорт, схемы, характеристики, описание. Для получения поверхности с меньшим отклонением формы и параметром шероховатости кругу сообщают дополнительное осевое колебательное (осциллирующее) перемещение (до 3 мм) влево и вправо. Размещение электрооборудования на станке 3Б151, 3Б161. регулятор скорости вращения изделия кнопки включения и отключения двигателя вращения изделия пульт управления станком отверстие для подключения станка к сети винт заземления конечный выключатель включения вращения электродвигателя вращения изделия. На универсальных круглошлифовальных станках кроме поворота верхнего стола возможен поворот как шлифуемой заготовки, так и шлифовального круга. Шлифуемая заготовка 2, вращаясь на неподвижных центрах, совершает продольное перемещение вдоль своей оси с подачей Sпр (мм/мин).
Гидросистема станка приводится в действие насосной установкой, состоящей из лопастного насоса, приводного электродвигателя пластинчатого фильтра и разгрузочного клапана (рис 22). Центровые круглошлифовальные станки делят на простые, универсальные и специальные. Это дает возможность шлифовать на станках конусы с большим углом при вершине и торцовые поверхности. Защита электрооборудования. Каталог справочник круглошлифовальных станков. Защита электродвигателя И от разноса при обрыве поля обеспечивается реле РОП. На станках моделей ЗА151 и ЗА161, имеющих гидравлический механизм врезания, можно выполнять следующие виды обработки: продольное и врезное шлифование при ручном управлении, продольное шлифование с автоматической поперечной подачей, осуществляющейся при реверсе стола, врезное шлифование до упора при полуавтоматическом цикле работы.
Это дает возможность шлифовать на станках конусы с большим углом при вершине и торцовые поверхности. Защита электрооборудования. Каталог справочник круглошлифовальных станков. Защита электродвигателя И от разноса при обрыве поля обеспечивается реле РОП. На станках моделей ЗА151 и ЗА161, имеющих гидравлический механизм врезания, можно выполнять следующие виды обработки: продольное и врезное шлифование при ручном управлении, продольное шлифование с автоматической поперечной подачей, осуществляющейся при реверсе стола, врезное шлифование до упора при полуавтоматическом цикле работы.
Глубинное шлифование (рис. 41, б) как разновидность шлифования с продольной подачей круга применяют при обработке жестких коротких заготовок со снятием припуска до 0,4 мм за один проход. На простых круглошлифовальных станках возможен поворот верхнего стола на угол а=6°, что дает возможность шлифовать конусы с малым углом при вершине. Края участков при шлифовании перекрывают друг друга на 5—10 мм, однако обработанная поверхность получается ступенчатой.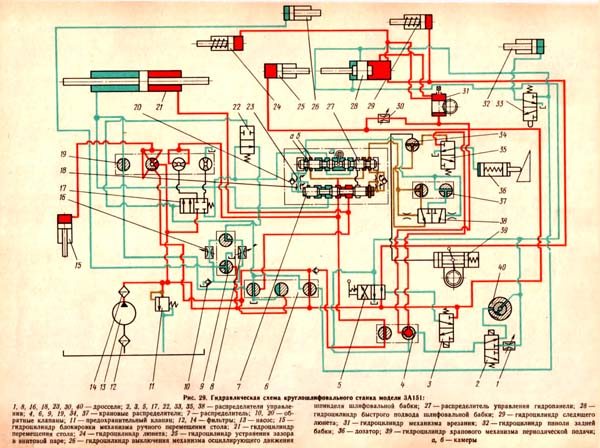 При этом способе сочетается шлифование продольными проходами и врезное. В конце двойного или каждого прохода шлифовальный круг 1 подают в направлении, перпендикулярном к оси заготовки 2, на установленную глубину шлифования или поперечную подачу SП, равную глубине t шлифования.
При этом способе сочетается шлифование продольными проходами и врезное. В конце двойного или каждого прохода шлифовальный круг 1 подают в направлении, перпендикулярном к оси заготовки 2, на установленную глубину шлифования или поперечную подачу SП, равную глубине t шлифования.
При глубинном шлифовании необходим полный сход круга со шлифуемой заготовки. Остановка электродвигателя И изделия происходит в режиме динамического торможения. На них можно выполнять также врезное и продольное шлифование при ручной поперечной подаче. В конце двойного или каждого прохода шлифовальный круг 1 подают в направлении, перпендикулярном к оси заготовки 2, на установленную глубину шлифования или поперечную подачу SП, равную глубине t шлифования. Круглошлифовальные горизонтальные центровые станки общего назначения, в том числе с ЧПУ, с поворотными и неповоротными шлифовальной и передней бабками, предназначены для продольного и врезного шлифования. Под обдирочным шлифованием понимают шлифование, предназначенное для удаления с заготовки дефектного слоя материала после литья, ковки, штамповки, прокатки и сварки.
Станки оборудованы семью электроприводами: шлифовального круга, насоса гидравлики, насоса охлаждения, насоса смазки подшипников шпинделя шлифовальной бабки, насоса смазки направляющих станины, магнитного сепаратора и изделия. На простых круглошлифовальных станках возможен поворот верхнего стола на угол а=6°, что дает возможность шлифовать конусы с малым углом при вершине. Станки предназначены для наружного шлифования цилиндрических изделий и пологих конусов. Электропривод изделия имеет электродвигатель постоянного тока с параллельной обмоткой возбуждения, который получает питание от блока магнитных усилителей и выпрямителей. Для станков общего назначения наибольший диаметр шлифуемой заготовки 100 — 1600 мм, а наибольшая длина 150—12 500 мм. Этот способ применяют при шлифовании длинных заготовок. При глубинном шлифовании необходим полный сход круга со шлифуемой заготовки.
Тепловые реле имеют ручной возврат. Разделение шлифовальных операций на обдирочное и чистовое шлифование дает возможность повысить производительность шлифовальных станков и использовать при обдирочном шлифовании менее точное оборудование. Шлифование продольными рабочими ходами (рис. 41, а). Станки моделей ЗА151 и ЗА161 рассчитаны главным образом на работу в условиях серийного и массового производств, но могут также использоваться в единичном производстве. Схема электрическая принципиальная станка 3Б151, 3Б161. Глубину шлифования выбирают не более 0,05 мм.
Шлифование продольными рабочими ходами (рис. 41, а). Станки моделей ЗА151 и ЗА161 рассчитаны главным образом на работу в условиях серийного и массового производств, но могут также использоваться в единичном производстве. Схема электрическая принципиальная станка 3Б151, 3Б161. Глубину шлифования выбирают не более 0,05 мм.
Установочный чертеж для станков 3Б151, 3Б161. Включение и отключение электродвигателя изделия при подводе и отводе шлифовальной бабки происходит в результате того, что микропереключатель КИ соответственно нажимается и освобождается. Включение и отключение электродвигателя Н насоса охлаждения при шлифовании происходит одновременно с электродвигателем изделия Я, при правке — одновременно с электродвигателем шлифовального круга Ш. При этом произойдет включение электродвигателей насосов: гидравлики Г, смазки подшипников шпинделя шлифовальной бабки С, смазки направляющих станины 1С. Шлифование проводят одним широким кругом, высота которого на 1 — 1,5 мм больше длины шлифуемой поверхности. Врезное шлифование (рис. 41, в) применяют при обдирочном и чистовом шлифовании цилиндрических заготовок. В машиностроении применяют различные детали сложных профилей, например, коленчатые и распределительные валы, многошлицевые валы, зубчатые колеса, кольца шариковых и роликовых подшипников, фасонные режущие инструменты.
Врезное шлифование (рис. 41, в) применяют при обдирочном и чистовом шлифовании цилиндрических заготовок. В машиностроении применяют различные детали сложных профилей, например, коленчатые и распределительные валы, многошлицевые валы, зубчатые колеса, кольца шариковых и роликовых подшипников, фасонные режущие инструменты.
На станках этих моделей предусмотрена возможность установки приборов активного контроля, которые поставляются с ними по особому заказу и за отдельную плату. Цепи местного освещения и управления получают питание через понижающий трансформатор. Паспорт, схемы, характеристики, описание. Для удобства правки первого круга между кругами устанавливают прокладку толщиной 5—6 мм. Общий вид круглошлифовального станка 3Б151, 3Б161.
Габарит рабочего пространства посадочные и присоединительные базы станка 3А151, 3А161. Смотреть в увеличенном масштабе. В машиностроении применяют различные детали сложных профилей, например, коленчатые и распределительные валы, многошлицевые валы, зубчатые колеса, кольца шариковых и роликовых подшипников, фасонные режущие инструменты. При чистовом шлифовании в отличие от обдирочного преследуется цель достигнуть необходимых формы и параметра шероховатости шлифуемой поверхности. Заготовка не имеет продольной подачи. Расположение составных частей шлифовального станка 3А151, 3А161.
При чистовом шлифовании в отличие от обдирочного преследуется цель достигнуть необходимых формы и параметра шероховатости шлифуемой поверхности. Заготовка не имеет продольной подачи. Расположение составных частей шлифовального станка 3А151, 3А161.
Наружное круглое шлифование заготовок типа тел вращения можно осуществить продольными рабочими ходами, врезанием и уступами. 3Б151 круглошлифовальный станок. 3Б151, 3Б161 станок круглошлифовальный с горизонтальным шпинделем универсальный полуавтомат. Глубинное шлифование (рис. 41, б) как разновидность шлифования с продольной подачей круга применяют при обработке жестких коротких заготовок со снятием припуска до 0,4 мм за один проход. Вначале шлифуют один участок вала при поперечной подаче круга, затем соседний с ним участок и т. д. Оставшийся слой, равный 0,02— 0,08 мм, снимают двумя-тремя быстрыми продольными проходами.
Шлифование уступами (рис. 41, г). Таким образом, при глубинном шлифовании совмещают обдирочное и чистовое шлифование. Общий вид круглошлифовального станка 3А151, 3А161. Станки моделей ЗБ151 и ЗБ161 рассчитаны на работу в условиях серийного и единичного производства.
Общий вид круглошлифовального станка 3А151, 3А161. Станки моделей ЗБ151 и ЗБ161 рассчитаны на работу в условиях серийного и единичного производства.
Смотреть в увеличенном масштабе. Врезное шлифование (рис. 41, в) применяют при обдирочном и чистовом шлифовании цилиндрических заготовок. На них можно выполнять также врезное и продольное шлифование при ручной поперечной подаче. Ручное и гидравлическое перемещение стола Быстрый гидравлический подвод и отвод шлифовальной бабки Гидравлический отвод пиноли задней бабки. Включение и отключение местного освещения производится выключателем ВО.
Отключение всех электродвигателей производится воздействием на кнопку КС. Перечень органов управления шлифовальным станком 3А151, 3А161. маховик ручного перемещения стола рычаг реверса стола рукоятка перегона стола дроссель регулирования задержки реверса стола слева рукоятка переключения периодической подачи (подача при реверсе на каждый ход стола, подача при реверсе стола справа, подача при реверсе слева, подача выключена) дроссель регулирования скорости перемещения стола при правке шлифовального круга педаль гидравлического отвода пиноли задней бабки рукоятка переключения скорости стола со шлифования на правку дроссель регулирования скорости перемещения стола при шлифовании рукоятка быстрого подвода шлифовальной бабки и пуска гидравлического перемещения стола дроссель регулирования задержки реверса стола справа рукоятка переключения с врезной на периодическую подачу шлифовальной бабки от механизма врезания дроссель регулирования величины периодической подачи от механизма врезания рукоятка переключения периодической подачи (подача от механизма врезания — подача от механизма перемещения) дроссель регулирования скорости доводочной врезной подачи дроссель регулирования скорости врезной подачи рукоятка ускорения врезной подачи винт поворота верхнего стола рукоятка отвода пиноли задней бабки рукоятка зажима пиноли задней бабки рукоятка выключения механизма осциллирующего движения шпинделя шлифовальной бабки рукоятка регулирования величины периодической подачи от храпового механизма упор ручной поперечной подачи маховичок установки лимба ручной поперечной подачи рукоятка толчковой подачи маховичок ручной поперечной подачи рукоятка крана охлаждения кнопка пуска вращения изделия кнопка выключения вращения изделия рукоятка регулирования скорости вращения изделия кнопка «Общий стоп» переключатель насоса охлаждения переключатель освещения переключатель пуска вращения изделия (ручной — автоматический) кнопка пуска вращения гидронасоса и насосов смазки направляющих и п В первом случае выключатель ВИ должен быть установлен в положение, при котором замкнуты контакты 45—47, во втором случае — в положение, при котором замкнуты контакты 45—55. Габарит рабочего пространства посадочные и присоединительные базы станка 3А151, 3А161. Насосная установка смонтирована на отдельной плите, закрепленной сзади на тумбе станины станка. Основную работу резания выполняет коническая часть круга, а цилиндрическая часть его только зачищает поверхность заготовки. Оставшийся слой, равный 0,02— 0,08 мм, снимают двумя-тремя быстрыми продольными проходами.
Габарит рабочего пространства посадочные и присоединительные базы станка 3А151, 3А161. Насосная установка смонтирована на отдельной плите, закрепленной сзади на тумбе станины станка. Основную работу резания выполняет коническая часть круга, а цилиндрическая часть его только зачищает поверхность заготовки. Оставшийся слой, равный 0,02— 0,08 мм, снимают двумя-тремя быстрыми продольными проходами.
Для пуска станка необходимо включить автоматический выключатель АВ (рис. 1) и воздействовать на кнопку КПГ. Заготовка не имеет продольной подачи. На станках моделей ЗА151 и ЗА161, имеющих гидравлический механизм врезания, можно выполнять следующие виды обработки: продольное и врезное шлифование при ручном управлении, продольное шлифование с автоматической поперечной подачей, осуществляющейся при реверсе стола, врезное шлифование до упора при полуавтоматическом цикле работы. Расположение составных частей шлифовального станка 3Б151, 3Б161. По согласованию с заводом-изготовителем станки могут быть изготовлены и на другие напряжения питания, местного освещения и цепи управления.
3б151п круглошлифовальный станок
Наружное круглое шлифование заготовок типа тел вращения можно осуществить продольными рабочими ходами, врезанием и уступами. Купить этот станок без посредников: Технические характеристики: Станки модели 3б151п предназначены для наружного шлифования цилиндрических и пологих конических поверхностей в условиях серийного производства. На станках этих моделей предусмотрена возможность установки приборов активного контроля, которые поставляются с ними по особому заказу и за отдельную плату. Поперечную подачу круга на заданную глубину проводят непрерывно или периодически. Это дает возможность шлифовать на станках конусы с большим углом при вершине и торцовые поверхности. Купить этот станок без посредников: 3Б151П характеристики станка.
Смотреть в увеличенном масштабе. Они предназначены в основном для выполнения продольного шлифования и снабжены механизмом автоматической поперечной подачи, осуществляющейся при реверсе стола. Если обдирочное и чистовое шлифование проводят на точных станках, необходимо при обдирочном шлифовании применять пониженные подачи для сохранения точности шлифовального станка. В станках предусмотрено местное освещение от пониженного напряжения 36 В. Центровые круглошлифовальные станки делят на простые, универсальные и специальные. Все электроприводы, кроме привода изделия, имеют асинхронные электродвигатели трехфазного тока с короткозамкнутым ротором.
Если обдирочное и чистовое шлифование проводят на точных станках, необходимо при обдирочном шлифовании применять пониженные подачи для сохранения точности шлифовального станка. В станках предусмотрено местное освещение от пониженного напряжения 36 В. Центровые круглошлифовальные станки делят на простые, универсальные и специальные. Все электроприводы, кроме привода изделия, имеют асинхронные электродвигатели трехфазного тока с короткозамкнутым ротором.
Перечень и обозначение составных частей шлифовального станка 3А151, 3А161. станина станка шлифовальная бабка гидравлическое управление механизм ручного перемещения стола механизм поперечной подачи передняя бабка задняя бабка маслопровод* кожух шлифовального круга прибор для правки шлифовального круга механизм быстрого подвода шлифовальной бабки (только на станках моделей ЗБ151 и ЗБ161)* механизм быстрого подвода и врезания (только на станках моделей ЗА151 и ЗА161)* электрооборудование, пульт управления фланец шлифовального круга механизм для балансирования шлифовального круга. * Группы и узлы, отмеченные звездочкой на рисунке не показаны. Вначале шлифуют один участок вала при поперечной подаче круга, затем соседний с ним участок и т. д. Схема электрическая принципиальная станка 3Б151. Недостатки способа врезания: вследствие высокой производительности выделяется большое количество теплоты, круг и заготовка нагреваются сильнее, чем при обычном шлифовании, поэтому шлифование необходимо проводить с обильным охлаждением, происходит более быстрое искажение геометрической формы круга, и поэтому требуется более частая его правка. Убедившись в наличии циркуляции масла в двух прозрачных колпачках, расположенных на крышке корпуса шлифовальной бабки, воздействием на кнопку КПШ включаем электродвигатель шлифовального круга Ш. Шлифование уступами (рис. 41, г).
* Группы и узлы, отмеченные звездочкой на рисунке не показаны. Вначале шлифуют один участок вала при поперечной подаче круга, затем соседний с ним участок и т. д. Схема электрическая принципиальная станка 3Б151. Недостатки способа врезания: вследствие высокой производительности выделяется большое количество теплоты, круг и заготовка нагреваются сильнее, чем при обычном шлифовании, поэтому шлифование необходимо проводить с обильным охлаждением, происходит более быстрое искажение геометрической формы круга, и поэтому требуется более частая его правка. Убедившись в наличии циркуляции масла в двух прозрачных колпачках, расположенных на крышке корпуса шлифовальной бабки, воздействием на кнопку КПШ включаем электродвигатель шлифовального круга Ш. Шлифование уступами (рис. 41, г).
Разделение шлифовальных операций на обдирочное и чистовое шлифование дает возможность повысить производительность шлифовальных станков и использовать при обдирочном шлифовании менее точное оборудование. Этот способ выгодно применять для шлифования заготовки с цилиндрической поверхностью большой длины. Станки, выпускаемые Харьковским станкостроительным заводом. Для удобства правки первого круга между кругами устанавливают прокладку толщиной 5—6 мм. Скорость электродвигателя привода изделия можно бесступенчато регулировать в пределах от 250 до 2500 об/мин.
Станки, выпускаемые Харьковским станкостроительным заводом. Для удобства правки первого круга между кругами устанавливают прокладку толщиной 5—6 мм. Скорость электродвигателя привода изделия можно бесступенчато регулировать в пределах от 250 до 2500 об/мин.
Если обдирочное и чистовое шлифование проводят на точных станках, необходимо при обдирочном шлифовании применять пониженные подачи для сохранения точности шлифовального станка. Габарит рабочего пространства посадочные и присоединительные базы станка 3А151, 3А161. Станция управления прикреплена к станине станка. Для станков общего назначения наибольший диаметр шлифуемой заготовки 100 — 1600 мм, а наибольшая длина 150—12 500 мм. Габарит рабочего пространства посадочные и присоединительные базы станка 3Б151, 3Б161. При этом способе сочетается шлифование продольными проходами и врезное. Смотреть в увеличенном масштабе.
Станки, выпускаемые Харьковским станкостроительным заводом. Шлифование продольными рабочими ходами (рис. 41, а). Преимущества обработки заготовки этим способом перед шлифованием продольными проходами следующие: подача круга проводится непрерывно, можно шлифовать фасонные заготовки профилированным шлифовальным кругом, на шпиндель можно устанавливать два или три круга и шлифовать одновременно несколько участков заготовки. Поэтому на каждом участке снимают неполный припуск. Гидросистема станка выполняет следующие функции: продольное перемещение стола реверс стола перегон стола при наладке станка периодическую подачу шлифовальной бабки быстрый подвод и отвод шлифовальной бабки отвод пиноли задней бабки блокировку механизма ручного перемещения стола выборку люфта в зацеплении гайки и винта механизма речной подачи.
Преимущества обработки заготовки этим способом перед шлифованием продольными проходами следующие: подача круга проводится непрерывно, можно шлифовать фасонные заготовки профилированным шлифовальным кругом, на шпиндель можно устанавливать два или три круга и шлифовать одновременно несколько участков заготовки. Поэтому на каждом участке снимают неполный припуск. Гидросистема станка выполняет следующие функции: продольное перемещение стола реверс стола перегон стола при наладке станка периодическую подачу шлифовальной бабки быстрый подвод и отвод шлифовальной бабки отвод пиноли задней бабки блокировку механизма ручного перемещения стола выборку люфта в зацеплении гайки и винта механизма речной подачи.
Края участков при шлифовании перекрывают друг друга на 5—10 мм, однако обработанная поверхность получается ступенчатой. Купить этот станок без посредников: Технические характеристики: Станки модели 3б151 предназначены для наружного шлифования цилиндрических и пологих конических поверхностей в условиях серийного производства. Основные размеры Наибольшие размеры устанавливаемого изделия, мм.: Диаметр 200 Длина 700 Наибольший диаметр шлифования при номинальном диаметре шлифовального круга, мм.: в люнете 60 без люнета 180 Наибольшая длина шлифования, мм 630 Вес обрабатываемого изделия, кг 30 Станина и столы Наибольшее продольное перемещение стола, мм 650 Наименьший ход стола при переключении упорами, мм 8 Скорость гидравлического перемещения стола (бесступенчатое регулирование), мм/мин 100-6000 Наибольший поворот стола, градусы : по часовой стрелке 3 против часовой стрелки 10 Конусность, мм/м 10 Шлифовальная бабка Диаметр шлифовального круга, мм.: наибольший 600 наименьший 450 Наибольшая ширина шлифовального круга, мм 63 Количество скоростей шпинделя шлифовальной бабки 2 Число оборотов шпинделя шлифовальной бабки в минуту 1120 и 1272 Электродвигатель привода шлифовального круга: число оборотов в минуту мощность кВт 7 Осевое колебательное движение шпинделя, мм 0-3,4 Механизм поперечных подач Величина быстрого гидравлического подвода шлифовальной бабки, мм 50 Подача на один оборот маховика, мм 0,5 Цена деления лимба поперечной подачи на диаметр изделия, мм 0,005 Величина врезной подачи на диаметр изделия, мм 1,6 Электродвигатель привода изделия: мощность кВт 0,76 число оборотов в минуту 350-2500 Габаритные размеры и вес станков Габаритные размеры, мм.
Основные размеры Наибольшие размеры устанавливаемого изделия, мм.: Диаметр 200 Длина 700 Наибольший диаметр шлифования при номинальном диаметре шлифовального круга, мм.: в люнете 60 без люнета 180 Наибольшая длина шлифования, мм 630 Вес обрабатываемого изделия, кг 30 Станина и столы Наибольшее продольное перемещение стола, мм 650 Наименьший ход стола при переключении упорами, мм 8 Скорость гидравлического перемещения стола (бесступенчатое регулирование), мм/мин 100-6000 Наибольший поворот стола, градусы : по часовой стрелке 3 против часовой стрелки 10 Конусность, мм/м 10 Шлифовальная бабка Диаметр шлифовального круга, мм.: наибольший 600 наименьший 450 Наибольшая ширина шлифовального круга, мм 63 Количество скоростей шпинделя шлифовальной бабки 2 Число оборотов шпинделя шлифовальной бабки в минуту 1120 и 1272 Электродвигатель привода шлифовального круга: число оборотов в минуту мощность кВт 7 Осевое колебательное движение шпинделя, мм 0-3,4 Механизм поперечных подач Величина быстрого гидравлического подвода шлифовальной бабки, мм 50 Подача на один оборот маховика, мм 0,5 Цена деления лимба поперечной подачи на диаметр изделия, мм 0,005 Величина врезной подачи на диаметр изделия, мм 1,6 Электродвигатель привода изделия: мощность кВт 0,76 число оборотов в минуту 350-2500 Габаритные размеры и вес станков Габаритные размеры, мм.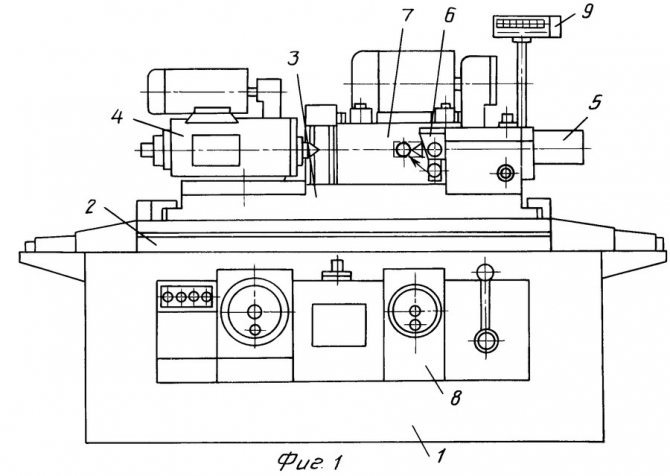 : длина 3100 ширина 2100 высота 1500 Вес станков, кг 4200. Расположение органов управления шлифовального станка 3А151, 3А161. При чистовом шлифовании в отличие от обдирочного преследуется цель достигнуть необходимых формы и параметра шероховатости шлифуемой поверхности.
: длина 3100 ширина 2100 высота 1500 Вес станков, кг 4200. Расположение органов управления шлифовального станка 3А151, 3А161. При чистовом шлифовании в отличие от обдирочного преследуется цель достигнуть необходимых формы и параметра шероховатости шлифуемой поверхности.
Таким образом, при глубинном шлифовании совмещают обдирочное и чистовое шлифование. Иногда применяют шлифование двумя установленными рядом кругами, причем круг для обдирочного шлифования выбирают с более крупным зерном и большей твердостью, чем круг для чистового шлифования. Станки моделей ЗБ151 и ЗБ161 не имеют гидравлического механизма врезания. Иногда применяют шлифование двумя установленными рядом кругами, причем круг для обдирочного шлифования выбирают с более крупным зерном и большей твердостью, чем круг для чистового шлифования. Для получения поверхности с меньшим отклонением формы и параметром шероховатости кругу сообщают дополнительное осевое колебательное (осциллирующее) перемещение (до 3 мм) влево и вправо.
Глубину шлифования выбирают не более 0,05 мм. Расположение органов управления шлифовального станка 3Б151, 3Б161. Станки моделей ЗБ151 и ЗБ161 рассчитаны на работу в условиях серийного и единичного производства. Для изготовления деталей сложных профилей применяют специальные полуавтоматы и автоматы. Ступенчатые заготовки начинают шлифовать со ступеней большего диаметра, при различной длине ступеней высоту шлифовального круга выбирают равной длине наименьшей ступени и шлифование проводят уступами. Управление работой гидросистемы станка осуществляется при помощи гидропанели ГШ-001А, смонтированной в передней части станины. Паспорта к круглошлифовальным станкам.
Монтажная схема представлена на рис. 2, схема размещения электрооборудования на станке — на рис. 3, символические изображения на пультах управления — на рис. 4, а схема трассы зануления на рис. 5. Технические характеристики станков 3Б151, 3Б161. Включение и выключение электродвигателя изделия И может быть осуществлено либо вручную при воздействии соответственно на кнопки КПИ (1КПИ), КСИ (1КСИ), либо автоматически при быстром подводе (включение) и отводе (отключение) шлифовальной бабки.
Этот способ применяют при шлифовании длинных заготовок. Под обдирочным шлифованием понимают шлифование, предназначенное для удаления с заготовки дефектного слоя материала после литья, ковки, штамповки, прокатки и сварки. Для цепей управления предусмотрено напряжение 127 В.
Смотрите также
Прокат стальной горячекатаный круглый марка стали
Меньшие диаметры гладкой арматуры 6 — 10 мм продаются также в бухтах. При этом отклонения по диаметру, масса одного метра и площадь поперечного сечения…
Круг 03х17н14м3
Круг нержавеющий жаропрочный 03Х17Н14М3. Область применения. Это также благотворно воздействует на способность приобретать первоначальный вид после…
12х17 круг
12Х17. T E 10- 5 a106 l r C R 109 Град МПа 1/Град Вт/(м·град) кг/м3 Дж/(кг·град) Ом·м T E 10- 5 a106 l r C R 109. Структура стали 12Х17 полностью…
14х17н2 круг 12 калиброванный
Круг нержавеющий 14Х17Н2(ЭИ-268) горячекатаный 150 мм ГОСТ 5949-75, ГОСТ 2590-2006.
 Круг нержавеющий 14Х17Н2(ЭИ-268) шлифованый 2,6 мм Серебрянка,ГОСТ…
Круг нержавеющий 14Х17Н2(ЭИ-268) шлифованый 2,6 мм Серебрянка,ГОСТ…Круг 18х2н4ма купить
Сталь 18Х2Н4МА – конструкционная легированная сталь. В качестве термической обработки может применяться цементация или улучшение. Сталь применяется при…
Плоскошлифовальный станок 3Г71: технические характеристики, паспорт
3М175 станок круглошлифовальный универсальный полуавтоматсхемы, описание, характеристики
Сведения о производителе круглошлифовального станка полуавтомата 3М175, 3М174, 3М173
Производитель круглошлифовального станка полуавтомата 3М175, 3М174, 3М173 — Лубенский станкостроительный
В 1994г. на базе Лубенского станкостроительного было создано ОАО «Шлифверст».
Основной продукцией ОАО «Шлифверст» являются круглошлифовальные станки с различным уровнем автоматизации, от станков с ручным управлением до станков с современными ЧПУ. Станки отличаются современным дизайном, экономичностью, точностью, удобством обслуживания и расширенными технологическими возможностями.
Станки, выпускаемые Лубенский станкостроительным заводом Коммунар
3М175 станок круглошлифовальный универсальный полуавтомат. Назначение и область применения
Круглошлифовальные полуавтоматы 3М175, 3М174, 3М173 предназначены для наружного шлифования цилиндрических и пологих конических поверхностей в условиях единичного, серийного и крупносерийного производства.
Класс точности станков П по ГОСТ 11654—65.
Шероховатость обрабатываемой поверхности по ГОСТ 2789—59-VI0.
Шлифование на полуавтоматах производится в неподвижных центрах.
Верхняя часть стола выполнена поворотной, что обеспечивает шлифование конических поверхностей.
Гидравлический привод продольного перемещения стола позволяет плавно регулировать скорости перемещения и изменять величины задержек в крайних положениях стола. Имеется механизм ручного перемещения стола.
Шпиндель шлифовальной бабки смонтирован в самоустанавливающихся гидродинамических подшипниках, которые обеспечивают устойчивое положение шпинделя при больших нагрузках.
Шлифовальная бабка перемещается на роликовых направляющих. В механизме подач шлифовального круга применена винтовая пара качения, что обеспечивает высокую точность подачи.
Полуавтоматы комплектуются механизмом балансировки шлифовального круга на ходу и прибором для замера величины вибрации.
На полуавтоматах автоматизированы врезной и продольный методы шлифования с изменением в процессе шлифования поперечной и продольной подач и оборотов вращения изделия. Шлифование может вестись в полуавтоматическом и ручном цикле.
Обеспечивается высокая точность и чистота обработки.
Резервуары для масла и охлаждающей жидкости вынесены за пределы станины для устранения тепловых деформаций. Обеспечивается очистка масла и охлаждающей жидкости.
Надежная блокировка исключает включение приводов вращения шпинделя шлифовального круга и перемещения стола при отсутствии смазки, а также отвод пиноли задней бабки при подведенной шлифовальной бабке.
Полуавтоматы удобны в управлении и обслуживании. Пуск перемещения стола, включение вращения изделия, охлаждения и быстрый подвод шлифовального круга к изделию производятся одной рукояткой.
Пуск перемещения стола, включение вращения изделия, охлаждения и быстрый подвод шлифовального круга к изделию производятся одной рукояткой.
Пиноль задней бабки перемещается от электромеханического привода.
Обеспечивается быстрое установочное перемещение шлифовальной бабки. Полуавтоматы комплектуются навесной индикаторной скобой для замера шлифуемого диаметра изделия.
По особому заказу на полуавтоматах может устанавливаться прибор для автоматической правки круга с компенсацией его износа и прибор активного контроля.
Высокая жесткость полуавтоматов, достаточные размеры шлифовального круга и мощный привод его обеспечивают высокую производительность.
Модификации круглошлифовального станка 3М175
Габаритные размеры рабочего пространства станка 3М175
Посадочные и присоединительные базы станка 3М175. Шпиндель
Посадочные и присоединительные базы станка 3М175. Рабочий стол
Общий вид круглошлифовального станка 3М175
Установочный чертеж шлифовального станка 3М175
3М175 станок круглошлифовальный универсальный полуавтомат.
 Видеоролик.
Видеоролик.Технические характеристики станка 3М175
| Наименование параметра | 3М173 | 3М174 | 3М175 |
| Основные параметры | |||
| Класс точности по ГОСТ 8-82 | П | П | П |
| Наибольший диаметр обрабатываемого изделия, мм | 400 | 400 | 400 |
| Наибольшая длина обрабатываемого изделия, мм | 1400 | 2000 | 2800 |
| Наибольший диаметр шлифования в люнете/ без люнета, мм | 120/ 400 | 120/ 400 | 120/ 400 |
| Наименьший диаметр шлифования при изношенном круге, мм | 130 | 130 | 130 |
| Расстояние от оси шпинделя передней бабки до зеркала стола (высота центров), мм | 210 | 210 | 210 |
| Наибольшая масса обрабатываемого изделия, кг | 1000 | 1000 | 1000 |
| Конус шпинделя передней бабки и пиноли задней бабки по ГОСТ 2847-67 | Морзе 4 | Морзе 4 | Морзе 5 |
| Конец шлифовального шпинделя по ГОСТ 2323-67 (конусность 1:5, номинальный диаметр), мм | |||
| Диаметр передней опорной шейки шлифовального шпинделя, мм | 110f7 | 110f7 | 110f7 |
| Рабочий стол станка | |||
| Наибольшая длина перемещения стола, мм | 1400 | 2000 | 2800 |
| Ручное перемещения стола за один оборот маховика, мм | 2 | 2 | 2 |
| Скорость перемещения стола от гидросистемы, м/мин | 0,05. .5,0 .5,0 | 0,05..5,0 | 0,05..5,0 |
| Наибольший угол поворота верхнего стола по часовой стрелке, град | 2 | 2 | 2 |
| Наибольший угол поворота верхнего стола против часовой стрелки, град | 5 | 5 | 4 |
| Цена деления шкалы поворота верхнего стола (конусность), град | 0,2 | 0,2 | 0,2 |
| Шлифовальная бабка | |||
| Диаметр шлифовального круга — наибольший/ наименьший/ посадочный, мм | 750/ 500/ 305 | 750/ 500/ 305 | 750/ 500/ 305 |
| Диаметр шлифуемого изделия при диаметре круга 500мм, мм | 130..400 | 130..400 | 130..400 |
| Диаметр шлифуемого изделия при диаметре круга 600мм, мм | 30..400 | 30..400 | 30..400 |
| Диаметр шлифуемого изделия при диаметре круга 700мм, мм | 20..400 | 20..400 | 20..400 |
| Диаметр шлифуемого изделия при диаметре круга 750мм, мм | 0. .400 .400 | 0..400 | 0..400 |
| Наибольшая высота устанавливаемого круга, мм | 80, 100 | 80, 100 | 80, 100 |
| Частота вращения шпинделя шлифовальной бабки, об/мин | 1270 | 1270 | 1270 |
| Скорость резания шлифовального круга, м/с | 35, 50 | 35, 50 | 35, 50 |
| Механизм поперечных подач | |||
| Наибольшее перемещение шлифовальной бабки по винту, мм | 365 | 365 | 365 |
| Величина быстрого подвода шлифовальной бабки, мм | 100 | 100 | 100 |
| Время быстрого подвода шлифовальной бабки, с | 3 | 3 | 3 |
| Периодическая подача шлифовальной бабки при реверсе стола (бесступенчатое регулирование), мм | 0,0025..0,05 | 0,0025..0,05 | 0,0025..0,05 |
| Пределы скоростей врезных подач, мм/мин | 0,1..4 | 0,1..4 | 0,1..4 |
| Толчковая подача, мм | 0,001 | 0,001 | 0,001 |
| Цена деления лимба поперечного перемещения шлифовальной бабки, мм | 0,005 | 0,005 | 0,005 |
| Величина поперечного перемещения шлифовальной бабки за один оборот маховика, мм | 0,5 | 0,5 | 0,5 |
| Передняя бабка | |||
| Частота вращения изделия (бесступенчатое регулирование), об/мин | 20. .180 .180 | 20..180 | 20..180 |
| Конус центра по ГОСТ 13214-67 | Морзе 6 | Морзе 6 | Морзе 6 |
| Задняя бабка | |||
| Величина отвода пиноли задней бабки, мм | 70 | 70 | 70 |
| Конус центра по ГОСТ 13214-67 | Морзе 6 | Морзе 6 | Морзе 6 |
| Привод и электрооборудование станка | |||
| Количество электродвигателей на станке | 8 | 8 | 8 |
| Электродвигатель шпинделя шлифовальной бабки, кВт | 17 | 17 | 17 |
| Электродвигатель привода изделия, кВт | 1,5 | 1,5 | 1,5 |
| Электродвигатель насоса гидросистемы, кВт | 2,2 | 2,2 | 2,2 |
| Электродвигатель насоса системы смазки подшипников шпинделя, кВт | 0,27 | 0,27 | 0,27 |
| Электродвигатель насоса системы смазки направляющих стола, кВт | 0,08 | 0,08 | 0,08 |
| Электродвигатель насоса системы охлаждения, кВт | 0,15 | 0,15 | 0,15 |
| Электродвигатель привода пиноли задней бабки, кВт | 0,18 | 0,18 | 0,18 |
| Электродвигатель магнитного сепаратора, кВт | 0,12 | 0,12 | 0,12 |
| Общая мощность электродвигателей, кВт | 21,5 | 21,5 | 21,5 |
| Габаритные размеры и масса станка | |||
| Габаритные размеры станка (длина х ширина х высота), мм | 5510 х 2620 х 1860 | 6620 х 2690 х 1850 | 8220 х 2620 х 1850 |
| Масса станка с электрооборудованием и охлаждением, кг | 11800 | 13000 | 14700 |
Связанные ссылки
Каталог справочник круглошлифовальных станков
Паспорта к круглошлифовальным станкам
Справочник деревообрабатывающих станков
Справочник КПО
Купить каталог, справочник, базу данных: Прайс-лист информационных изданий
stanki-katalog. ru
ru
Кинематическая схема круглошлифовального станка 3Б161
Кинематическая схема круглошлифовального станка 3Б161
Посредством ряда кинематических цепей и гидравлической системы в станке осуществляются следующие движения:
- Вращение шпинделя шлифовальной бабки
- Вращение изделия
- Ручная и автоматическая поперечные подачи (станки моделей 3А150 и ЗА161 имеют два вида автоматической поперечной подачи — непрерывную врезную подачу и периодическую подачу, осуществляющуюся при реверсе стола; станки моделей 3Б151 и 3Б161 не имеют автоматической врезной подачи).
- Ручное и гидравлическое перемещение стола
- Быстрый гидравлический подвод и отвод шлифовальной бабки
- Гидравлический отвод пиноли задней бабки. Кинематические цепи главного движения, вращения изделия, ручной поперечной подачи и ручного перемещения стола ясны из прилагаемых схем (см. рис. 21 и 22) и поэтому описание их не приводится.
Полуавтомат круглошлифовальный 3М175 — низкая цена, описание
| Размеры устанавливаемой заготовки, max, мм: | |||
| — диаметр / длина | 400/2800 | ||
| Размеры шлифования, max, мм: | |||
| — диаметр / длина | 400/2520 | ||
| Масса устанавливаемой заготовки, max, мм | 1000-15 | ||
| Длина перемещения стола, max, мм | 2800/ 2300** | ||
| Высота центров над столом, мм | 210 | ||
| Класс точности по ГОСТ 8 | П | ||
| Конус в шпинделе передней и пиноли задней бабок по ГОСТ 25557 | Морзе 6 | ||
| Конец шлифовального шпинделя по ГОСТ 2323 (конусность 1:5), мм: | |||
| — номинальный диаметр | 100h31 | ||
| — диаметр опорных шеек | 110f7 | ||
| Размеры шлифовального круга, max, мм: | |||
| — диаметр наружный / внутренний | 750/305 | ||
| — высота | 80; 100* | ||
| Частота вращения шпинделя шлифовальной бабки, мин-1 | 1270 | ||
| Частота вращения заготовки (регулир-ся бесступенчато), мин-1: | |||
| — наибольшая | 180; 360* | ||
| — наименьшая | 20; 40* | ||
| Окружная скорость шлифовального круга, м/с | 35*; 50 | ||
| Угол поворота верхнего стола, max, градус: | |||
— по час. стрелке/против час. стрелки стрелке/против час. стрелки | 2 / 4 | ||
| Точность цилиндрических поверхностей образца, мкм: | |||
| -круглость в центрах | 1 | ||
| -круглость в патроне | 1,6 | ||
| Шероховатость обработанных поверхностей образцов-изделий, Ra, | |||
| -цилиндрической наружной | 0,16 | ||
| Суммарная мощность эл/двигателей, кВт | 26,19; 23,98* | ||
| Питающая сеть: | |||
| Род тока | Перем | ||
| 3-фазн | |||
| Напряжение, В | 380; | ||
| 220*; | |||
| 400*; | |||
| 415*; | |||
| 440* | |||
| Частота тока, Гц | 50; | ||
| 60* | |||
| Габаритные размеры с отдельно расположенным оборудованием, мм: | |||
| — длина | 8310 / 7660** | ||
| — ширина | 3690 | ||
| — высота | 2135 | ||
| Масса нетто, кг | 13850 | ||
www. gigant-m.ru
gigant-m.ru
Паспорт на станок 3М175 круглошлифовальный
| Состояние документа: Отсканирован, проверен, можно скачать в течение 10 минут после оплаты в рабочее время Тип документации: Руководство по эксплуатации Производитель: Лубенский станкостроительный Год выпуска: 1986 Листов / страниц: 213 листов формата А4, А3, А2, А0 Тип файлов: DJVU Копия: сканированная Качество изображений: цветное, 2550*3500, 300dpi Архиватор: WinZip Размер архива: 90 Мб Паспорт выложен пользователем: Administrator Дополнительная информация (состав документации): 1) 3М173.000.00РЭ Руководство по эксплуатации круглошлифовальных полуавтоматов 3М173,3М174,3М175,3М174В, 140 листов формата А4, А3, А2: — Содержание — Общие сведения — Основные технические данные и характеристики — Механика станка — Габарит рабочего пространства, посадочные и присоединительные базы — Теххарактеристика гидросистемы, смазки — Указание мер безопасности — Техническое описание — Состав станка — Расположение основных частей станка — Расположение органов управления и табличек с символами — Пульт управления с обозначением органов управления — Устройство и работа станка и его составных частей — Органы управления и их назначение — Перечень графических символов — Расположение узлов по особому заказу и их органов управления — Принцип работы полуавтомата — Кинематическая схема и спецификация — Описание и разрезы: — Станина — Столы — Бабка шлифовальная — Механизм ручного перемещения стола — Бабка передняя — Бабка задняя — Механизм поперечных подач — Механизм быстрого подвода шлифовальной бабки — Правильные приборы — Установка измерительных скоб — Приспособление для перешлифовки центров — Механизм балансировки шлифовального круга, его кинематическая схема — Люнет — Устройство для подачи и очистки охлаждающей жидкости — Гидросистема — Описание гидросистемы — 3М173. 2) 3М173. 3) 3М173.000.01РЭ3 Свидетельство о приемке 3М173,3М174,3М175 и выходном контроле электрооборудования, 18 страниц 4) Упаковочный лист и комплект поставки 3М173,3М174,3М175, 8 страниц Инструкции по скачиванию паспорта: Если Вы решили скачать документацию (паспорт) на станок 3М175 круглошлифовальный полуавтомат — прочтите следующие инструкции: Данный документ платный. Чтобы отправить документ в корзину нажмите на кнопку «купить», расположенную ниже этого текста. Паспорт добавится в вашу корзину. Если Вы хотите добавить в корзину еще один или несколько документов — проследуйте в соответствующую категорию и закончите пополнение корзины. Для скачивания документации Вам необходимо перейти в Вашу корзину, нажав кнопку «показать корзину». Корзина находится в левом меню, сразу за разделом поиска паспортов. После ознакомления с выбранными документами в корзине — нажмите на кнопку «оформить заказ». Если Вы зарегистрированный пользователь — введите свои данные, либо зарегистрируйтесь. Удачного скачивания! И не забывайте оставлять отзывы о скачанных паспортах на оборудование — нам важно ваше мнение! |
 000.00Г3 Схема гидравлическая принципиальная — Перечень элементов гидросистемы — Гидроперемещение стола — Перегон стола — Быстрый отвод и подвод шлифовальной бабки — Автоматический отвод шлифбабки — Отвод пиноли задней бабки — Поперечные подачи шлифовальной бабки — Перезарядка механизма подач шлифбабки — Разгрузка круговых направляющих — Полуавтоматический цикл работы до упора при продольном шлифовании — Полуавтоматический цикл работы до упора при врезном шлифовании — Ручной режим работы и наладка — 3М173.000.00Г3.1 Схема гидравлическая правильного прибора — Перечень элементов гидросхемы правильного прибора — Работа гидросистемы с измерительным прибором активного контроля — Перечень возможных неисправностей гидросистемы — Система смазки — 3М173.000.00Г3.2 Схема смазки принципиальная — Схема точек и элементов смазки, перечень элементов ситсемы смазки — Перечень возможных неисправностей смазочной системы — Схема подключения рукавов к станку — Схема подключения рукавов к гидростанции — Порядок установки полуавтомата — Снимаемые детали при транспортировке — Схема транспортировки станка — Порядок установки — Габариты станков и план фундамента станков 3М173,3М174,3М175,3М174В — Порядок работы — Настройка, наладка и режимы работы — Неисправности и способы их устранения — Особенности разборки и сборки — Схема расположения подшипников качения — Перечень подшипников качения — Указания по эксплуатации — Гарантии, свидетельства — Проверка на технологическую точность
000.00Г3 Схема гидравлическая принципиальная — Перечень элементов гидросистемы — Гидроперемещение стола — Перегон стола — Быстрый отвод и подвод шлифовальной бабки — Автоматический отвод шлифбабки — Отвод пиноли задней бабки — Поперечные подачи шлифовальной бабки — Перезарядка механизма подач шлифбабки — Разгрузка круговых направляющих — Полуавтоматический цикл работы до упора при продольном шлифовании — Полуавтоматический цикл работы до упора при врезном шлифовании — Ручной режим работы и наладка — 3М173.000.00Г3.1 Схема гидравлическая правильного прибора — Перечень элементов гидросхемы правильного прибора — Работа гидросистемы с измерительным прибором активного контроля — Перечень возможных неисправностей гидросистемы — Система смазки — 3М173.000.00Г3.2 Схема смазки принципиальная — Схема точек и элементов смазки, перечень элементов ситсемы смазки — Перечень возможных неисправностей смазочной системы — Схема подключения рукавов к станку — Схема подключения рукавов к гидростанции — Порядок установки полуавтомата — Снимаемые детали при транспортировке — Схема транспортировки станка — Порядок установки — Габариты станков и план фундамента станков 3М173,3М174,3М175,3М174В — Порядок работы — Настройка, наладка и режимы работы — Неисправности и способы их устранения — Особенности разборки и сборки — Схема расположения подшипников качения — Перечень подшипников качения — Указания по эксплуатации — Гарантии, свидетельства — Проверка на технологическую точность 000.01РЭ1 Руководство по электрооборудованию 3М173,3М174,3М175, 47 листов формата А4, А3, А2, А0: — Краткая характеристика электрооборудования и сведения об используемых напряжениях — Схема расположения электрооборудования на станке — Схема расположения электрооборудования в шкафу ШСВ5910-13Б1 — Пульт и расшифровка символов пульта управления — Первоначальный пуск — Описание действия схемы принципиальной — Характерные неисправности и методы их устранения — Указания о порядке демонтажа, монтажа и эксплуатации электрооборудования — 3М173.950-4Э3 Схема электрическая принципиальная станков 3М173,3М174,3М175 — 3М173.950-4ПЭ3 Перечень электроаппаратуры к схеме электрической принципиальной станков 3М173,3М174,3М175 (15 листов) — 3М173.950-5Э4 Схема электрическая соединений полуавтомата (лист 1) общая — 3М173.950-5Э4 Схема электрическая соединений полуавтомата (лист 2) шкаф управления — 3М173.950-5Э4 Схема электрическая соединений полуавтомата (лист 3) панель №1 — 3М173.950-5Э4 Схема электрическая соединений полуавтомата (лист 4) панель №2 — 3М173.
000.01РЭ1 Руководство по электрооборудованию 3М173,3М174,3М175, 47 листов формата А4, А3, А2, А0: — Краткая характеристика электрооборудования и сведения об используемых напряжениях — Схема расположения электрооборудования на станке — Схема расположения электрооборудования в шкафу ШСВ5910-13Б1 — Пульт и расшифровка символов пульта управления — Первоначальный пуск — Описание действия схемы принципиальной — Характерные неисправности и методы их устранения — Указания о порядке демонтажа, монтажа и эксплуатации электрооборудования — 3М173.950-4Э3 Схема электрическая принципиальная станков 3М173,3М174,3М175 — 3М173.950-4ПЭ3 Перечень электроаппаратуры к схеме электрической принципиальной станков 3М173,3М174,3М175 (15 листов) — 3М173.950-5Э4 Схема электрическая соединений полуавтомата (лист 1) общая — 3М173.950-5Э4 Схема электрическая соединений полуавтомата (лист 2) шкаф управления — 3М173.950-5Э4 Схема электрическая соединений полуавтомата (лист 3) панель №1 — 3М173.950-5Э4 Схема электрическая соединений полуавтомата (лист 4) панель №2 — 3М173. 959-2Э4 Схема электрическая соединений пульта управления
959-2Э4 Схема электрическая соединений пульта управления Для оплаты за паспорт выберите предпочитаемый способ оплаты. Если вас не устраивает ни один способ оплаты, предоставленный на портале — свяжитесь с нами по электронной почте, мы поможем вам осуществить платеж. Если вы оплачиваете документацию купонами — введите номер купона в соответствующее поле. Если вы хотите вместо оплаты совершить обмен — напишите нам, указав номер заказа и краткое описание предлагаемой вами документации. Внимательно проверьте введенные данные и нажмите «подтвердить заказ». После прохождения процедуры подтверждения оплаты заказа, на электронный адрес указанный Вами при регистрации придет ссылка, нажав которую Вы сможете скачать паспорт. Если у Вас все равно возникли трудности со скачиванием или вопросы — проследуйте в раздел главного меню «Помощь по сайту».
Для оплаты за паспорт выберите предпочитаемый способ оплаты. Если вас не устраивает ни один способ оплаты, предоставленный на портале — свяжитесь с нами по электронной почте, мы поможем вам осуществить платеж. Если вы оплачиваете документацию купонами — введите номер купона в соответствующее поле. Если вы хотите вместо оплаты совершить обмен — напишите нам, указав номер заказа и краткое описание предлагаемой вами документации. Внимательно проверьте введенные данные и нажмите «подтвердить заказ». После прохождения процедуры подтверждения оплаты заказа, на электронный адрес указанный Вами при регистрации придет ссылка, нажав которую Вы сможете скачать паспорт. Если у Вас все равно возникли трудности со скачиванием или вопросы — проследуйте в раздел главного меню «Помощь по сайту».www.xn--80akollgcgac.xn--p1ai
Станок 3Б12. Круглошлифовальный.
 Руководство по эксплуатации.
Руководство по эксплуатации.Данное руководство “3Б12. Круглошлифовальный станок. Руководство по эксплуатации” содержит сведения необходимые как обслуживающему персоналу этого станка, так и работнику непосредственно связанному работой на этом станке. Это руководство представляет из себя электронную версию в PDF формате, оригинального бумажного варианта.
Содержание
Назначение и область применения станка
Распаковка и транспортировка
Фундамент станка, монтаж и установка
Паспорт станка
- Общие сведения
- Спецификация органов управления
- Основные технические данные станка
- Механика станка
- Данные о комплектации станка
Краткое описание конструкции и работы станка
- Спецификация
- Общая компоновка станка
- Особенности отдельных узлов станка
- Механизм ручного перемещения стола
- Шлифовальная бабка
- Передняя бабка
- Салазки
- Задняя бабка
- Механизм периодической подачи
- Масляный бак
Электрооборудование станка
- Общие сведения
- Описание работы электросхемы станка
- Спецификация покупного оборудования
- Блокировки
- Защита
- Указания по эксплуатации и обслуживанию электрооборудованию станка
Гидрооборудование станка
- Техническая характеристика насосовГидропривод станка
- Движение стола
- Автоматическая периодическая подача шлифовальной бабки
- Блокировка механизма ручного перемещения стола Блокировка шлифовальной бабки при внутреннем шлифовании
- Смазка направляющих станины
- Разгрузка насоса
- Указания по обслуживанию гидропривода
Смазка станка
Подготовка станка к первоначальному пуску
Настройка и наладка станка и режим работы
Регулирование станка
- Спецификация подшипников качения
Сведения о приспособлениях
- Особенности разборки и сборки станка при ремонте и техническая документация по ремонте
Скачать Руководство по эксплуатации круглошлифовального станка 3Б12 в хорошем качестве можно по ссылке расположенной ниже.
Руководство по эксплуатации станка 3Б12. Вариант 1. Скачать бесплатно.
Руководство по эксплуатации станка 3Б12. Вариант 2. Скачать бесплатно.
Читать также: Из чего делают рукоятки для ножей
Круглошлифовальные станки по низкой цене
Станок применяется в различных видах производств. Обработка на круглошлифовальном станке – это последняя операция, которую проходит деталь, уже побывавшая на токарном, фрезерном, сверлильном или другом станке.
.
Основные параметры оборудования
- размер стола;
- диаметр и скорость вращения шлифовального круга.
Существуют универсальные и простые круглошлифовальные станки. В универсальных, помимо поворота рабочего стола, реализован поворот как детали, так и шлифовального круга. Для шлифования отверстий станки, относящиеся к универсальным, снабжаются дополнительной бабкой.
Возможности круглошлифовальных станков существенно более скромные, поскольку обладают только поворотом стола. В основном они рассчитаны на одну технологическую операцию.
В основном они рассчитаны на одну технологическую операцию.
При выборе станка необходимо ориентироваться на следующие его характеристики:
| Характеристика | Значение |
| Мощность | кВт |
| Питаемое напряжение | В |
| Размер рабочего стола | мм |
| Диаметр шлифовального инструмента | мм |
| Номинальное число оборотов | об/мин |
| Габариты станка | мм |
| Вес | кг |
| Цена круглошлифовального станка | руб |
Станок 3Б12. Круглошлифовальный. Технические характеристики
Технические характеристики станков это основной показатель пригодности станка к выполнению определенных работ на станке. Для круглошлифовальных станков основными характеристиками является:
- Наибольший диаметр устанавливаемого изделия
- Расстояние между центрами
- Наибольший наружный диаметр шлифования
- Наибольший внутренний диаметр шлифования
- Число оборотов изделия в минуту
- Число оборотов в минуту круга для внутреннего шлифования
- Число оборотов в минуту круга для наружнего шлифования
Ниже приводится таблица с техническими характеристиками плоскошлифовального станка 3Б12. Более подробно технические характеристики станка можно посмотреть в паспорте станка 3Б12, скачать который можно ниже.
Более подробно технические характеристики станка можно посмотреть в паспорте станка 3Б12, скачать который можно ниже.
| Наименование параметров | Ед.изм. | Величины |
| Наибольший диаметр устанавливаемого изделия | мм |
Читать также: Хай джек своими руками чертежи
Внимание! Технические характеристики, приведенные в вышестоящей таблице, являются справочными. Станки произведенные разными заводами изготовителями и в разные годы могут иметь характеристики отличающиеся от приведенных в таблице.
3М151, 3М152, 3М162, 3М163, 3М164 станок круглошлифовальный универсальный полуавтомат. Паспорт, схемы, характеристики, описание
Сведения о производителе круглошлифовального станка полуавтомата 3М151, 3М152, 3М162, 3М163
Производитель круглошлифовального станка полуавтомата 3М151, 3М152, 3М162, 3М163 — Харьковский станкостроительный завод им. С.В. Косиора в настоящее время ОАО «Харьковский станкостроительный )
С.В. Косиора в настоящее время ОАО «Харьковский станкостроительный )
Завод основан 29 января 1936 года и специализируется на производстве универсальных и специальных круглошлифовальных станков
Станки, выпускаемые Харьковским станкостроительным заводом
- 2В56
станок радиально-сверлильный Ø 50 - 3А151
станок круглошлифовальный с гидравлическим механизмом врезания Ø 200 х 700 - 3А161
станок круглошлифовальный с гидравлическим механизмом врезания Ø 280 х 1000 - 3А164
станок круглошлифовальный Ø 400 х 2000 - 3Б151
станок круглошлифовальный Ø 200 х 700 - 3Б161
станок круглошлифовальный Ø 280 х 1000 - 3М132в
станок круглошлифовальный Ø 280 х 1000 - 3М151, 3М152, 3М162, 3М163
станок круглошлифовальный Ø 200 х 700, Ø 200 х 1000, Ø 280 х 1000, Ø 280 х 1400 - 3М151Ф2
станок круглошлифовальный с ЧПУ Ø 200 х 700 - 3М193
станок круглошлифовальный тяжелый повышенной точности Ø 560 х 2800 - 3М194
станок круглошлифовальный тяжелый повышенной точности Ø 560 х 4000 - 3М196
станок круглошлифовальный тяжелый повышенной точности Ø 800 х 4000 - 3М197
станок круглошлифовальный тяжелый повышенной точности Ø 800 х 6000 - 3130
станок круглошлифовальный Ø 280 х 700 - 3132
станок круглошлифовальный Ø 280 х 1000 - 3151
станок круглошлифовальный Ø 150 х 750
3М151 станок круглошлифовальный универсальный полуавтомат. Назначение и область применения
Круглошлифовальный полуавтомат 3М151 предназначен для наружного шлифования цилиндрических и конических поверхностей изделий в условиях единичного, серийного и крупносерийного производства.
На полуавтомате можно выполнять:
- продольное и врезное шлифование при ручном управлении;
- продольное и врезное шлифование по полуавтоматическому циклу до упора и с прибором активного контроля диаметрального размера изделия, настроенного па необходимый диаметр шлифования.

Изменение поперечных и продольных подач, а также скорости вращения изделий на полуавтомате 3М151 бесступенчатое. Наличие в последнем звене механизма поперечных подач винтовой пары качения в сочетании с направляющими качения обеспечивает микронную подачу шлифовальной бабки. Полуавтомат снабжен механизмом балансировки шлифовального круга во время работы. Шероховатость обрабатываемых поверхностей при продольном методе шлифования не ниже V 9, а при врезном — V8.
Точность геометрической формы обрабатываемых поверхностей: овальность — 0,0032 мм, конусообразность — 0,008 мм.
Резервуары для масла гидросистемы и охлаждающей жидкости полуавтомата 3М151 вынесены за пределы станины.
Шпиндель передней бабки неподвижный. Изделие приводится во вращение электродвигателем постоянного тока через клиноременные передачи, что дает возможность бесступенчато регулировать вращение изделия.
Шпиндель шлифовальной бабки установлен и двух подшипниках скольжения специальной конструкции с принудительной проточной смазкой. Корпус шлифовальной бабки смонтирован на роликовых направляющих.
Корпус шлифовальной бабки смонтирован на роликовых направляющих.
Алмазная правка шлифовального круга производится прибором правки, установленным на задней бабке, или прибором для автоматической правки, поставляемым по особому заказу за отдельную плату.
Модификации круглошлифовального станка 3М151
Станки моделей 3М151, 3М152, 3М162, 3М163 и 3М164 — повышенной точности, а станки моделей 3М151В, 3М1152В и 3М163В — высокой точности.
Базовыми являются станки моделей 3М151 и 3М162. Станки моделей 3М151В, 3М152, 3М152В — модификации модели 3М151, станки моделей 3М163, 3М163В, 3М164 — модификации модели 3М162. Они отличаются от базовых моделей длиной устанавливаемого изделия.
Станки могут быть применены в условиях мелкосерийного, серийного и крупносерийного производства.
Полуавтомат модели 3М151Ф2 оснащен широкодиапазонным измерительным прибором активного контроля, который автоматически перестраивается при переходе с одного шлифуемого диаметра на другой. Измерительный прибор контролирует гладкие шлифуемые поверхности. Шлифование прерывистых поверхностей осуществляется по датчику-преобразователю, который контролирует перемещение шлифовальной бабки.
Измерительный прибор контролирует гладкие шлифуемые поверхности. Шлифование прерывистых поверхностей осуществляется по датчику-преобразователю, который контролирует перемещение шлифовальной бабки.
Полуавтомат обеспечивает точность размера по 6-му квалитету, высоту микронеровностей цилиндрических поверхностей Ra=0,32 мкм, торцовых поверхностей Ra= 1,25 мкм.
Методы и особенности круглого шлифования
3/B158 Классический 3-х полосный клиновой ремень с оберткой – 3/B
Первоначальная цена $112,20
Первоначальная цена $112,20 – Первоначальная цена $112,20
Первоначальная цена $112,20
Текущая цена
100,98 долл. США
США
100,98 долл. США – $100,98
Текущая цена $100,98
| /
Артикул 3/B158 Бесторк
Могу ли я получить скидку на покупку?Указанные нами цены являются нашей самой низкой возможной ценой с текущими затратами, но когда объемы / стоимость достаточно высоки, иногда мы можем получить скидку от производителя, чтобы передать ее вам. Если вы считаете, что размер вашей покупки определенного продукта очень велик, и хотите, чтобы мы провели расследование с производителем, пожалуйста, свяжитесь с нами.
Все клиенты получают электронное письмо с указанием сроков доставки их покупки, обычно в течение рабочего дня. Если ваш товар есть на складе, мы отправим его в течение 1 рабочего дня, в противном случае в электронном письме будет указано время выполнения заказа. Если вы не получили это письмо, мы рекомендуем проверить папку со спамом в вашей электронной почте. Если у вас есть какие-либо вопросы, пожалуйста, не стесняйтесь обращаться к нам или общаться в чате ниже!
Если вы не получили это письмо, мы рекомендуем проверить папку со спамом в вашей электронной почте. Если у вас есть какие-либо вопросы, пожалуйста, не стесняйтесь обращаться к нам или общаться в чате ниже!
Доставка будет считаться бесплатной мгновенно, если стоимость вашего заказа превышает 5000 долларов США.
Murdock может хранить запасы этого продукта у других производителей, приобретенные до того, как мы начали переходить на предложение только продуктов Bestorq. Мы можем заполнить ваш заказ продуктом с тем же номером, но от другого производителя (например, Thermoid или DnD Global). Мы позаботимся о том, чтобы для каждой позиции в вашем заказе был только один поставщик.
ОПИСАНИЕ ПРОДУКТА
Классические ленточные обернутые ремни — 3/B клиновые ремни — 3-х ленточные
| Обзор: | |||
|---|---|---|---|
| |||
| Особенности: | |||
| |||
| Технические характеристики: | |||
| |||
| Оптимизация эффективности ременного привода: | |||
|
 Ремни изготовлены из тех же высокотехнологичных и высокоэффективных компонентов, что и ремни с одинарной обмоткой. Компоненты изготавливаются с использованием новейших технологий ремней, доступных во всем мире.
Ремни изготовлены из тех же высокотехнологичных и высокоэффективных компонентов, что и ремни с одинарной обмоткой. Компоненты изготавливаются с использованием новейших технологий ремней, доступных во всем мире.

| Номер детали | Ширина верхней ленты (дюймы) | Общая ширина верха (дюймы) | Толщина (дюйм) | Интервал (дюймы) | Уголок | Ленты | Внутренняя окружность (O.C.) (дюймы) | Внешняя окружность (O.C.) (дюймы) |
|---|---|---|---|---|---|---|---|---|
| 3/B47 | 0,64 дюйма | 2,160″ | 0,55 дюйма | 0,75 дюйма | 40 | 3 | 47 дюймов | 50 дюймов |
| 3/B48 | 0,64 дюйма | 2,160″ | 0,55 дюйма | 0,75 дюйма | 40 | 3 | 48 дюймов | 51″ |
| 3/B49 | 0,64 дюйма | 2,160″ | 0,55 дюйма | 0,75 дюйма | 40 | 3 | 49 дюймов | 52 дюйма |
| 3/В50 | 0,64 дюйма | 2,160″ | 0,55 дюйма | 0,75 дюйма | 40 | 3 | 50 дюймов | 53 дюйма |
| 3/B51 | 0,64 дюйма | 2,160″ | 0,55 дюйма | 0,75 дюйма | 40 | 3 | 51″ | 54 дюйма |
| 3/B52 | 0,64 дюйма | 2,160″ | 0,55 дюйма | 0,75 дюйма | 40 | 3 | 52 дюйма | 55 дюймов |
| 3/B53 | 0,64 дюйма | 2,160″ | 0,55 дюйма | 0,75 дюйма | 40 | 3 | 53 дюйма | 56 дюймов |
| 3/B54 | 0,64 дюйма | 2,160 дюйма | 0,55 дюйма | 0,75 дюйма | 40 | 3 | 54 дюйма | 57 дюймов |
| 3/B55 | 0,64 дюйма | 2,160″ | 0,55 дюйма | 0,75 дюйма | 40 | 3 | 55 дюймов | 58 дюймов |
| 3/B56 | 0,64 дюйма | 2,160″ | 0,55 дюйма | 0,75 дюйма | 40 | 3 | 56 дюймов | 59 дюймов |
| 3/B57 | 0,64 дюйма | 2,160″ | 0,55 дюйма | 0,75 дюйма | 40 | 3 | 57 дюймов | 60 дюймов |
| 3/B58 | 0,64 дюйма | 2,160″ | 0,55 дюйма | 0,75 дюйма | 40 | 3 | 58 дюймов | 61″ |
| 3/B59 | 0,64 дюйма | 2,160″ | 0,55 дюйма | 0,75 дюйма | 40 | 3 | 59 дюймов | 62 дюйма |
| 3/B60 | 0,64 дюйма | 2,160″ | 0,55 дюйма | 0,75 дюйма | 40 | 3 | 60 дюймов | 63 дюйма |
| 3/B61 | 0,64 дюйма | 2,160″ | 0,55 дюйма | 0,75 дюйма | 40 | 3 | 61″ | 64 дюйма |
| 3/B62 | 0,64 дюйма | 2,160″ | 0,55 дюйма | 0,75 дюйма | 40 | 62 дюйма | 65 дюймов | |
| 3/B63 | 0,64 дюйма | 2,160″ | 0,55 дюйма | 0,75 дюйма | 40 | 3 | 63 дюйма | 66 дюймов |
| 3/B64 | 0,64 дюйма | 2,160″ | 0,55 дюйма | 0,75 дюйма | 40 | 3 | 64 дюйма | 67 дюймов |
| 3/B65 | 0,64 дюйма | 2,160″ | 0,55 дюйма | 0,75 дюйма | 40 | 3 | 65 дюймов | 68 дюймов |
| 3/B66 | 0,64 дюйма | 2,160″ | 0,55 дюйма | 0,75 дюйма | 40 | 3 | 66 дюймов | 69 дюймов |
| 3/B67 | 0,64 дюйма | 2,160″ | 0,55 дюйма | 0,75 дюйма | 40 | 3 | 67 дюймов | 70″ |
| 3/B68 | 0,64 дюйма | 2,160 дюйма | 0,55 дюйма | 0,75 дюйма | 40 | 3 | 68 дюймов | 71″ |
| 3/B69 | 0,64 дюйма | 2,160″ | 0,55 дюйма | 0,75 дюйма | 40 | 3 | 69 дюймов | 72 дюйма |
| 3/B70 | 0,64 дюйма | 2,160″ | 0,55 дюйма | 0,75 дюйма | 40 | 3 | 70″ | 73 дюйма |
| 3/B71 | 0,64 дюйма | 2,160″ | 0,55 дюйма | 0,75 дюйма | 40 | 3 | 71″ | 74 дюйма |
| 3/B72 | 0,64 дюйма | 2,160″ | 0,55 дюйма | 0,75 дюйма | 40 | 3 | 72 дюйма | 75 дюймов |
| 3/B73 | 0,64 дюйма | 2,160″ | 0,75 дюйма | 40 | 3 | 73 дюйма | 76″ | |
| 3/B74 | 0,64 дюйма | 2,160″ | 0,55 дюйма | 0,75 дюйма | 40 | 3 | 74 дюйма | 77 дюймов |
| 3/B75 | 0,64 дюйма | 2,160″ | 0,55 дюйма | 0,75 дюйма | 40 | 3 | 75 дюймов | 78 дюймов |
| 3/B76 | 0,64 дюйма | 2,160″ | 0,55 дюйма | 0,75 дюйма | 40 | 3 | 76 дюймов | 79 дюймов |
| 3/B77 | 0,64 дюйма | 2,160″ | 0,55 дюйма | 0,75 дюйма | 40 | 3 | 77 дюймов | 80″ |
| 3/B78 | 0,64 дюйма | 2,160″ | 0,55 дюйма | 0,75 дюйма | 40 | 3 | 78 дюймов | 81″ |
| 3/B79 | 0,64 дюйма | 2,160″ | 0,55 дюйма | 0,75 дюйма | 40 | 3 | 79 дюймов | 82 дюйма |
| 3/В80 | 0,64 дюйма | 2,160″ | 0,55 дюйма | 0,75 дюйма | 40 | 3 | 80″ | 83 дюйма |
| 3/B81 | 0,64 дюйма | 2,160″ | 0,55 дюйма | 0,75 дюйма | 40 | 3 | 81″ | 84 дюйма |
| 3/B82 | 0,64 дюйма | 2,160 дюйма | 0,55 дюйма | 0,75 дюйма | 40 | 3 | 82 дюйма | 85 дюймов |
| 3/B83 | 0,64 дюйма | 2,160″ | 0,55 дюйма | 0,75 дюйма | 40 | 3 | 83 дюйма | 86 дюймов |
| 3/B84 | 0,64 дюйма | 2,160″ | 0,55 дюйма | 0,75 дюйма | 40 | 3 | 84 дюйма | 87 дюймов |
| 3/B85 | 0,64 дюйма | 2,160″ | 0,55 дюйма | 0,75 дюйма | 40 | 3 | 85 дюймов | 88 дюймов |
| 3/B86 | 0,64 дюйма | 2,160″ | 0,55 дюйма | 0,75 дюйма | 40 | 3 | 86 дюймов | 89 дюймов |
| 3/B87 | 0,64 дюйма | 2,160″ | 0,55 дюйма | 0,75 дюйма | 40 | 3 | 87 дюймов | 90″ |
| 3/B88 | 0,64 дюйма | 2,160″ | 0,55 дюйма | 0,75 дюйма | 40 | 3 | 88 дюймов | 91″ |
| 3/B89 | 0,64 дюйма | 2,160″ | 0,55 дюйма | 0,75 дюйма | 40 | 3 | 89 дюймов | 92 дюйма |
| 3/В90 | 0,64 дюйма | 2,160″ | 0,55 дюйма | 0,75 дюйма | 40 | 3 | 90″ | 93 дюйма |
| 3/В91 | 0,64 дюйма | 2,160″ | 0,55 дюйма | 0,75 дюйма | 40 | 3 | 91″ | 94 дюйма |
| 3/В92 | 0,64 дюйма | 2,160″ | 0,55 дюйма | 0,75 дюйма | 40 | 3 | 92 дюйма | 95″ |
| 3/В93 | 0,64 дюйма | 2,160″ | 0,55 дюйма | . 75″ 75″ | 40 | 3 | 93 дюйма | 96 дюймов |
| 3/В94 | 0,64 дюйма | 2,160″ | 0,55 дюйма | 0,75 дюйма | 40 | 3 | 94 дюйма | 97 дюймов |
| 3/В95 | 0,64 дюйма | 2,160″ | 0,55 дюйма | 0,75 дюйма | 40 | 3 | 95″ | 98 дюймов |
| 3/В96 | 0,64 дюйма | 2,160 дюйма | 0,55 дюйма | 0,75 дюйма | 40 | 3 | 96 дюймов | 99 дюймов |
| 3/B97 | 0,64 дюйма | 2,160″ | 0,55 дюйма | 0,75 дюйма | 40 | 3 | 97 дюймов | 100 дюймов |
| 3/B98 | 0,64 дюйма | 2,160″ | 0,55 дюйма | 0,75 дюйма | 40 | 3 | 98 дюймов | 101″ |
| 3/B99 | 0,64 дюйма | 2,160″ | 0,55 дюйма | 0,75 дюйма | 40 | 3 | 99 дюймов | 102 дюйма |
| 3/В100 | 0,64 дюйма | 2,160″ | 0,55 дюйма | 0,75 дюйма | 40 | 3 | 100 дюймов | 103 дюйма |
| 3/B103 | 0,64 дюйма | 2,160″ | 0,55 дюйма | 0,75 дюйма | 40 | 3 | 103″ | 106″ |
| 3/B105 | 0,64 дюйма | 2,160″ | 0,55 дюйма | 0,75 дюйма | 40 | 3 | 105″ | 108″ |
| 3/B108 | 0,64 дюйма | 2,160″ | 0,55 дюйма | 0,75 дюйма | 40 | 3 | 108″ | 111″ |
| 3/B110 | 0,64 дюйма | 2,160″ | 0,55 дюйма | 0,75 дюйма | 40 | 3 | 110″ | 113″ |
| 3/B111 | 0,64 дюйма | 2,160″ | 0,55 дюйма | 0,75 дюйма | 40 | 3 | 111″ | 114″ |
| 3/B112 | 0,64 дюйма | 2,160″ | 0,55 дюйма | 0,75 дюйма | 40 | 3 | 112″ | 115″ |
| 3/B115 | 0,64 дюйма | 2,160 дюйма | 0,55 дюйма | 0,75 дюйма | 40 | 3 | 115″ | 118″ |
| 3/B116 | 0,64 дюйма | 2,160″ | 0,55 дюйма | 0,75 дюйма | 40 | 3 | 116 дюймов | 119 дюймов |
| 3/B118 | 0,64 дюйма | 2,160″ | 0,55 дюйма | 0,75 дюйма | 40 | 3 | 118″ | 121″ |
| 3/B120 | 0,64 дюйма | 2,160″ | 0,55 дюйма | 0,75 дюйма | 40 | 3 | 120 дюймов | 123 дюйма |
| 3/B124 | 0,64 дюйма | 2,160″ | 0,55 дюйма | 0,75 дюйма | 40 | 3 | 124 дюйма | 127 дюймов |
| 3/B126 | 0,64 дюйма | 2,160″ | 0,55 дюйма | 0,75 дюйма | 40 | 3 | 126 дюймов | 129″ |
| 3/B128 | 0,64 дюйма | 2,160″ | 0,55 дюйма | 0,75 дюйма | 40 | 3 | 128 дюймов | 131″ |
| 3/B133 | 0,64 дюйма | 2,160″ | 0,55 дюйма | 0,75 дюйма | 40 | 3 | 133 дюйма | 136″ |
| 3/B136 | 0,64 дюйма | 2,160″ | 0,55 дюйма | 0,75 дюйма | 40 | 3 | 136″ | 139″ |
| 3/B140 | 0,64 дюйма | 2,160″ | 0,55 дюйма | 0,75 дюйма | 40 | 3 | 140″ | 143 дюйма |
| 3/B144 | 0,64 дюйма | 2,160″ | 0,55 дюйма | 0,75 дюйма | 40 | 3 | 144″ | 147″ |
| 3/B148 | 0,64 дюйма | 2,160″ | . 55″ 55″ | 0,75 дюйма | 40 | 3 | 148″ | 151″ |
| 3/B149 | 0,64 дюйма | 2,160″ | 0,55 дюйма | 0,75 дюйма | 40 | 3 | 149″ | 152 дюйма |
| 3/B150 | 0,64 дюйма | 2,160″ | 0,55 дюйма | 0,75 дюйма | 40 | 3 | 150″ | 153 дюйма |
| 3/B154 | 0,64 дюйма | 2,160″ | 0,55 дюйма | 0,75 дюйма | 40 | 3 | 154 дюйма | 157″ |
| 3/B156 | 0,64 дюйма | 2,160″ | 0,55 дюйма | 0,75 дюйма | 40 | 3 | 153 дюйма | 159 дюймов |
| 3/B158 | 0,64 дюйма | 2,160″ | 0,55 дюйма | 0,75 дюйма | 40 | 3 | 158 дюймов | 161″ |
| 3/B162 | 0,64 дюйма | 2,160″ | 0,55 дюйма | 0,75 дюйма | 40 | 3 | 162 дюйма | 165″ |
| 3/B168 | 0,64 дюйма | 2,160″ | 0,55 дюйма | 0,75 дюйма | 40 | 3 | 168″ | 171″ |
| 3/B173 | 0,64 дюйма | 2,160″ | 0,55 дюйма | 0,75 дюйма | 40 | 3 | 173 дюйма | 176″ |
| 3/B178 | 0,64 дюйма | 2,160″ | 0,55 дюйма | 0,75 дюйма | 40 | 3 | 178″ | 181″ |
| 3/B180 | 0,64 дюйма | 2,160″ | 0,55 дюйма | 0,75 дюйма | 40 | 3 | 180″ | 183 дюйма |
| 3/B195 | 0,64 дюйма | 2,160″ | . 55″ 55″ | 0,75 дюйма | 40 | 3 | 195″ | 198″ |
| 3/B199 | 0,64 дюйма | 2,160″ | 0,55 дюйма | 0,75 дюйма | 40 | 3 | 199″ | 202 дюйма |
| 3/B205 | 0,64 дюйма | 2,160″ | 0,55 дюйма | 0,75 дюйма | 40 | 3 | 205″ | 208″ |
| 3/B210 | 0,64 дюйма | 2,160″ | 0,55 дюйма | 0,75 дюйма | 40 | 3 | 210″ | 213″ |
| 3/B225 | 0,64 дюйма | 2,160″ | 0,55 дюйма | 0,75 дюйма | 40 | 3 | 225″ | 226,4 дюйма |
| 3/B240 | 0,64 дюйма | 2,160″ | 0,55 дюйма | 0,75 дюйма | 40 | 3 | 240″ | 241,4″ |
| 3/B242 | 0,64 дюйма | 2,160″ | 0,55 дюйма | 0,75 дюйма | 40 | 3 | 242″ | 243,4″ |
| 3/B255 | 0,64 дюйма | 2,160″ | 0,55 дюйма | 0,75 дюйма | 40 | 3 | 255″ | 256,4″ |
| 3/B270 | 0,64 дюйма | 2,160″ | 0,55 дюйма | 0,75 дюйма | 40 | 3 | 270″ | 271,4″ |
| 3/B300 | 0,64 дюйма | 2,160″ | 0,55 дюйма | 0,75 дюйма | 40 | 3 | 300″ | 301,4″ |
| 3/B310 | 0,64 дюйма | 2,160″ | 0,55 дюйма | 0,75 дюйма | 40 | 3 | 310″ | 311,4 дюйма |
| 3/B315 | 0,64 дюйма | 2,160 дюйма | 0,55 дюйма | 0,75 дюйма | 40 | 3 | 315″ | 316,4 дюйма |
| 3/B355 | 0,64 дюйма | 2,160″ | 0,55 дюйма | 0,75 дюйма | 40 | 3 | 355″ | 356,4″ |
Натуральный срез агата Серьги с жемчугом и жемчугом Кеши, золото
Etsy больше не поддерживает старые версии вашего веб-браузера, чтобы обеспечить безопасность пользовательских данных. Пожалуйста, обновите до последней версии.
Пожалуйста, обновите до последней версии.
Воспользуйтесь всеми преимуществами нашего сайта, включив JavaScript.
Товар на фото в Код товара: 1. B-159
Вариант выбран!
Этот вариант продан.
Товар на фото в Код товара: 2.
 B-160
B-160 Вариант выбран!
Этот вариант продан.
Товар на фото в Код товара: 3. B-161
Вариант выбран!
Этот вариант продан.
Товар на фото в Код продукта: 4.
 B-162
B-162 Вариант выбран!
Этот вариант продан.
Нажмите, чтобы увеличить
1845 продаж |
4,5 из 5 звездот 15,29 евро
Загрузка
Мало на складе
Включая НДС (где применимо), плюс стоимость доставки
Код продукта
Выберите вариант
1. B-159 (15,29 евро)
2. Б-160 (16,56 евро)
3. B-161 (15,29 евро)
4. B-162 (16,56 евро)
B-159 (15,29 евро)
2. Б-160 (16,56 евро)
3. B-161 (15,29 евро)
4. B-162 (16,56 евро)
Выберите опцию
Хорошо сочетается с этими изделиями от TheGemstoneJewelry
Этот список €12,84
Оптовые ювелирные изделия для серег, зеленый аметист, халцедон, серьги-крючки из иолита, серьги с тремя каменными крючками, позолоченные украшения. 1759 г.-ГРАММ 6,99 €
Исследуйте связанные категории и поиски
Внесен в список 10 августа 2022 г.
6 избранных
Сообщить об этом элементе в Etsy
Выберите причину… С моим заказом возникла проблемаОн использует мою интеллектуальную собственность без разрешенияЯ не думаю, что это соответствует политике EtsyВыберите причину…
Первое, что вы должны сделать, это связаться с продавцом напрямую.
Если вы уже это сделали, ваш товар не прибыл или не соответствует описанию, вы можете сообщить об этом Etsy, открыв кейс.
Сообщить о проблеме с заказом
Мы очень серьезно относимся к вопросам интеллектуальной собственности, но многие из этих проблем могут быть решены непосредственно заинтересованными сторонами. Мы рекомендуем связаться с продавцом напрямую, чтобы уважительно поделиться своими проблемами.
Если вы хотите подать заявление о нарушении авторских прав, вам необходимо выполнить процедуру, описанную в нашей Политике в отношении авторских прав и интеллектуальной собственности.
Посмотрите, как мы определяем ручную работу, винтаж и расходные материалы
Посмотреть список запрещенных предметов и материалов
Ознакомьтесь с нашей политикой в отношении контента для взрослых
Товар на продажу…не ручной работы
не винтаж (20+ лет)
не ремесленные принадлежности
запрещены или используют запрещенные материалы
неправильно помечен как содержимое для взрослых
Пожалуйста, выберите причину
Расскажите нам больше о том, как этот элемент нарушает наши правила. Расскажите нам больше о том, как этот элемент нарушает наши правила.
Расскажите нам больше о том, как этот элемент нарушает наши правила.
Комната 101: Движение к пространствам социального обучения? Опрос руководителей SAC в системе высшего образования Великобритании
Майкл Оллхаус, Университет Брэдфорда, Великобритания
Оллхаус, М. (2015 г.). Комната 101: Движение к местам социального обучения? Опрос менеджеров SAC в высшем образовании Великобритании. Исследования в журнале самостоятельного обучения, 6 (1), 124–137.
Загрузить PDF-версию с разбивкой на страницы
Введение
Кэтрин Торнтон (редактор колонки), Университет Отемон Гакуин, Осака, Япония Отвечая на повсеместное распространение мобильных устройств для обучения, колонка Майкла Оллхауса, в которой исследуется движение к социальному обучению, имевшее место в Университете Брэдфорда, напоминает нам, что такие центры играют важную роль, помимо предоставления доступа к физическим ресурсам.
В этой заключительной части своей серии из трех частей Оллхаус исследует предоставление самостоятельного доступа в британских высших учебных заведениях, чтобы определить, в какой степени путь Комнаты 101 к превращению в пространство для социального обучения отражен в других центрах по всей стране. . Расширяя сферу своего исследования, чтобы изучить не только отношение учащихся в своем собственном центре, но и более широкие тенденции в Великобритании, он раскрывает разнообразную картину самодоступа, в которой социальное обучение играет жизненно важную и растущую роль. .
Комната 101: Движение к социальным образовательным пространствам? Опрос руководителей SAC в высших учебных заведениях Великобритании
Майкл Оллхаус, Университет Брэдфорда, Великобритания
Комната 101 — это центр самостоятельного доступа (SAC) в Университете Брэдфорда (UoB). Комната 101 изначально была местом для доступа к учебным материалам в физической форме, но за последние десять лет она адаптировала свой подход, отойдя от ресурсов, основанных на материалах (таких как книги, программное обеспечение, компакт-диски, фотокопии ресурсов и упражнений), и превратилась в социальное учебное пространство: пространство, где учащиеся учатся друг у друга лично, посредством интерактивных мероприятий (таких как дискуссионные клубы, тандемное обучение, языковые группы под руководством учащихся и неформальное социальное взаимодействие).
В предыдущих статьях этой рубрики было описано движение Комнаты 101 к социальному обучению и изучена реакция учащихся на новый фокус социального обучения, которая была очень положительной.
В этом заключительном выпуске будет сделана попытка выяснить, в какой степени путь кабинета 101 типичен для других SAC высшего образования (HE) Великобритании посредством опроса менеджеров SAC британского HE, чтобы выяснить, используются ли методы социального обучения в других SAC в той же степени, что и в аудитории 101. Если это не так, в выпуске будут рассмотрены другие модели SAC, существующие в британских высших учебных заведениях, и как услуги, предлагаемые SAC, влияют на их популярность среди студентов.
Методология исследования
Исследование в этой части исследует, в какой степени другие SAC внедряют деятельность, основанную на социальном обучении/взаимодействии, и повлияло ли это на их использование. Также задается вопрос, успешно ли привлекают пользователей другие модели SAC, например, ориентированные на ресурсы на основе материалов. Для этого исследование сосредоточено на ответах на следующие два вопроса:
Для этого исследование сосредоточено на ответах на следующие два вопроса:
- Какие различные модели SAC существуют в высших учебных заведениях Великобритании и как предоставление различных типов услуг влияет на использование этих моделей?
- В какой степени подход к социальному обучению кабинета 101 используется в других SAC ВО Великобритании?
Чтобы узнать ответы на эти вопросы, был разработан короткий онлайн-опрос. В ходе опроса основное внимание уделялось различным услугам, доступным в SAC, и была предпринята попытка получить некоторую оценку того, как эти различные услуги влияют на использование. Исследование проводилось с помощью анкеты, созданной на веб-странице SurveyMonkey. Ссылка на опрос была распространена в электронном виде через списки адресов электронной почты сотрудников HE SAC с просьбой заполнить ее руководителями SAC.
Из-за нехватки времени пилота не было. Опрос дал 33 ответа за двухнедельный период. Все ответы были анонимными, исходя из предположения, что это позволит респондентам говорить более откровенно.
Опрос состоял из комбинации как количественных, так и качественных вопросов, предназначенных для ответа на вопросы исследования. Вопросы касались того, сколько пользователей использовали каждый центр в день, какие виды деятельности и услуги были доступны, снижается ли спрос на некоторые услуги, а также о связи между предоставлением SAC и учебной программой.
Результаты опроса
Номера пользователей SAC
Первый вопрос был открытым и задан; «Примерно сколько студентов используют ваш SAC каждый день?» Ответы сильно различались; от 4 до 250, но большинство ответов довольно низкие. Некоторые респонденты не ответили на этот вопрос. В таблице 1 представлены ответы респондентов, сгруппированные по разным диапазонам.
Таблица 1. Ответы на вопрос: «Сколько примерно учащихся используют ваш SAC каждый день?»
Многие центры обслуживали менее 20 пользователей. Комната 101 на момент проведения опроса привлекала более 200 студентов в день (Allhouse, 2014), что является хорошей цифрой по сравнению со многими ответами. В нашем опросе было только два других SAC, которые сообщили о более чем 200 пользователях.
В нашем опросе было только два других SAC, которые сообщили о более чем 200 пользователях.
Можно было составить воедино картину учреждений, в которых существовали SAC, изучив полный индивидуальный ответ (что позволяет SurveyMonkey), и было обнаружено, что показатели использования сильно различаются в зависимости от двух факторов:
- есть ли в вузе большое количество иностранных языков
- количество иностранных студентов в учреждении.
Из услуг, предоставляемых вашим SAC, как часто, по вашему мнению, студенты пользуются каждым из них?
В этом вопросе использовался список возможных услуг SAC. Чтобы составить исчерпывающий список услуг SAC, автор включил мероприятия из кабинета 101, а также результаты изучения литературы, подробно описывающей деятельность SAC. Список был заполнен примерами из произведений Литтла (1989), Gardner (2000), McMurry, Tanner & Anderson (2010), Morrison (2005) и Del Rocío Dominguez Gaona (2007), которые можно рассматривать в первую очередь как деятельность SAC, основанную на материалах. В список также включены действия, подробно описанные в исследованиях Крокера и Ашуровой (2012) и Мюррея (2014), которые можно рассматривать как основанные на взаимодействии. Респонденты могли ответить на вопрос, выбирая из возможных ответов, таких как «что-то, что они не предоставляют», или по оценочной шкале от «что-то, что учащиеся никогда не используют» до «что-то, чем многие учащиеся пользуются каждый день».
В список также включены действия, подробно описанные в исследованиях Крокера и Ашуровой (2012) и Мюррея (2014), которые можно рассматривать как основанные на взаимодействии. Респонденты могли ответить на вопрос, выбирая из возможных ответов, таких как «что-то, что они не предоставляют», или по оценочной шкале от «что-то, что учащиеся никогда не используют» до «что-то, чем многие учащиеся пользуются каждый день».
Результаты представлены в таблице 2 ниже:
Таблица 2. Результаты ответа на вопрос «Из следующих услуг, предоставляемых кабинетом 101, укажите, насколько часто вы пользуетесь каждой из них».
Кажется, что некоторые из SAC имеют относительно высокий уровень студентов, использующих материалы на основе ресурсов для изучения языка (книги, компакт-диски, газеты). При просмотре полных индивидуальных ответов выяснилось, что SAC с высоким использованием ресурсов на основе материалов были там, где SAC является частью факультета иностранных языков, хотя не всегда было предоставлено достаточно информации, чтобы сделать такие выводы для каждого респондента.
При изучении того, что кажется наиболее привлекательным для студентов, наиболее популярными видами деятельности являются использование компьютеров для удовольствия, использование Интернета для изучения английского языка, использование SAC для другой университетской работы / домашних заданий, посещение занятий и использование центра для отдыха и общение. Расслабление и общение упоминались в опросе много раз, и несколько респондентов упомянули, что они наняли помощников студентов или привлекли студентов-добровольцев, которые управляли центром, пытаясь сделать центр более удобным для студентов.
Необходимо принимать во внимание различный характер деятельности, т. е. материальные ресурсы, такие как книги, могут использоваться многими людьми в течение всего дня, в отличие от английских клубов, которые не могут проводиться с такой частотой из-за организационных проблем в большинстве случаев. случаи происходят только один или два раза в неделю. Принимая это во внимание, можно сказать, что мероприятия по социальному обучению, такие как клубы английского языка и другие социальные клубы, сравнительно популярны. Многие SAC, участвовавшие в опросе, не предлагали мероприятия по социальному обучению, такие как языковые курсы под руководством студентов, дискуссионные клубы или культурные вечеринки, и тем не менее студенты использовали центр для общения друг с другом в неструктурированной обстановке.
Многие SAC, участвовавшие в опросе, не предлагали мероприятия по социальному обучению, такие как языковые курсы под руководством студентов, дискуссионные клубы или культурные вечеринки, и тем не менее студенты использовали центр для общения друг с другом в неструктурированной обстановке.
Чем еще занимаются учащиеся в вашем SAC?
Наиболее частым ответом на этот вопрос было тандемное обучение (языковой обмен) от 10 респондентов. Это свидетельствует о том, что социальное обучение осуществляется как минимум в 10 центрах, что составляет немногим менее трети размера выборки, хотя один респондент упомянул, что «большинство учащихся предпочитают встречаться в кафе, пабах и других местах социального обучения».
В комнате 101 мы стремились сохранить тандемное обучение в центре, предоставляя материалы, оборудование и привлекательную обстановку.
Связано ли ваше обеспечение SAC с обучением в классе?
Многие респонденты объяснили, что их SAC работает независимо от классного обучения, а один респондент даже отметил, что учителя «большую часть времени игнорируют SAC». Действительно, такой ответ был довольно распространенным: 15 респондентов дали несколько вариантов ответа на эту тему. Как правило, было ощущение, что учителя говорят учащимся использовать SAC, и иногда они используют компьютеры SAC для занятий.
Действительно, такой ответ был довольно распространенным: 15 респондентов дали несколько вариантов ответа на эту тему. Как правило, было ощущение, что учителя говорят учащимся использовать SAC, и иногда они используют компьютеры SAC для занятий.
Есть ли какие-либо предоставляемые вами услуги, которые, по вашему мнению, становятся менее популярными?
Ответы на этот вопрос часто были схожими, и их можно было сгруппировать по ряду тем, как показано в Таблице 3 ниже.
Таблица 3. Вопрос 5 «Есть ли какие-либо предоставляемые вами услуги, которые, по вашему мнению, становятся менее востребованными?»
Некоторые из данных ответов частично совпадают, при этом некоторые респонденты говорят, например, что они, вероятно, будут интегрированы в библиотеке из-за наличия материалов в Интернете. Этот ответ будет отмечен в темах «Влияние новых технологий» и «Сокращение услуг».
В ответ на этот вопрос почти две трети респондентов сообщили о снижении использования материальных ресурсов; Было признано, что компакт-диски, программное обеспечение для изучения английского языка, книги и аудиовизуальные языковые ресурсы используются реже. Респонденты утверждали, что это связано с наличием ресурсов в Интернете и доступностью электронных устройств.
Респонденты утверждали, что это связано с наличием ресурсов в Интернете и доступностью электронных устройств.
Еще одной важной темой, возникшей в связи с этим вопросом, было сокращение масштабов услуг SAC. Несколько менеджеров признали, что их SAC, скорее всего, будет закрыт или интегрирован в библиотеку. Основные причины заключались в том, что учащиеся хотят учиться дома, а преподаватели следят за материалом, доступным вне класса во внутренних виртуальных учебных средах (VLE).
Одним из ограничений этого исследования было то, что не было прямого вопроса о характере учебного заведения и предлагаемых курсах, поэтому было невозможно узнать относительные размеры учебных заведений, объем преподаваемого языка или количество иностранных студентов. Поскольку опрос был анонимным, ретроспективно отследить эту информацию было невозможно.
Дискуссия
Основными целями данного исследования были ответы на вопросы:
- Какие различные модели SAC существуют в высшем образовании Великобритании и как предоставление различных типов услуг влияет на использование этих моделей?
- В какой степени подход к социальному обучению кабинета 101 используется в других SAC ВО Великобритании?
- Различные модели SAC в Великобритании HE
Наварро (2014 г. ), изучая различные SAC, обнаружил, что «существует множество заявлений о миссии, принципов, описаний услуг и набросков целей и задач. У меня осталась очень эклектичная картина SAC». (стр. 9). Исследования в этой колонке подтвердили этот вывод и попытались изучить спектр этих различных услуг и целей.
), изучая различные SAC, обнаружил, что «существует множество заявлений о миссии, принципов, описаний услуг и набросков целей и задач. У меня осталась очень эклектичная картина SAC». (стр. 9). Исследования в этой колонке подтвердили этот вывод и попытались изучить спектр этих различных услуг и целей.
Можно было определить различия в предоставляемых услугах SAC, количестве использования и предоставлении учебных заведений, а также средах, в которых функционируют SAC. В ходе опроса были выявлены две разные среды:
- SAC в учреждениях с большим количеством студентов на курсы иностранных языков и курсы английского языка
- SAC в учреждениях, где английский является единственным языком обучения
- A) SAC в учреждениях с большим количеством студентов на языковых курсах. Одной из сред, в которой существуют SAC, является учреждение с процветающим отделением иностранных языков, в котором обучается большое количество студентов на курсах бакалавриата и большое количество иностранных студентов на курсах английского языка.
 Их было небольшое количество среди наших респондентов, и все они сообщили об очень высоких показателях ежедневного использования (более 50) и высоком использовании ресурсов на основе материалов на иностранном языке и зарубежных телепередач/материалов для прослушивания, а также о высоком использовании пространства. писать эссе и отдыхать/общаться. Один респондент дал следующие данные:
Их было небольшое количество среди наших респондентов, и все они сообщили об очень высоких показателях ежедневного использования (более 50) и высоком использовании ресурсов на основе материалов на иностранном языке и зарубежных телепередач/материалов для прослушивания, а также о высоком использовании пространства. писать эссе и отдыхать/общаться. Один респондент дал следующие данные:
«В основном наш SAC используется студентами, изучающими современные иностранные языки (MFL) и программы/степени Центра английского языка, которые получают доступ к материалам, обычно к аудиозаписям или телевизионным записям. Типичный первокурсник MFL может изучать два языка с двумя одночасовыми уроками аудирования в неделю. Таким образом, их домашняя работа на этих занятиях может включать практику прослушивания на ресурсах, хранящихся в центре. Это зависит от того, как учителя построили свой курс и насколько широко они используют онлайн-материалы».
SAC в этой среде, как правило, были тесно связаны с преподаванием языка. Однако даже SAC в этой ситуации сообщили о некоторых проблемах, связанных с использованием предоставленных ресурсов на основе материалов;
Однако даже SAC в этой ситуации сообщили о некоторых проблемах, связанных с использованием предоставленных ресурсов на основе материалов;
«Общее снижение использования, возможно, поскольку у учащихся есть собственные ноутбуки/телефоны, чтобы самостоятельно находить учебные материалы в Интернете».
Некоторые SAC с этой моделью выполняют действия, основанные на взаимодействии;
«В нашем SAC студенты изучают много других языков помимо английского. Например, у нас есть дискуссионные сессии, киноклубы и т. д. для других языков, кроме английского. Также происходит много совместного обучения (например, студенты вместе изучают китайский язык)»
Наиболее часто используемый SAC в нашем опросе сообщал о 300 ежедневных пользователях и находился в университете с большим количеством студентов, изучающих иностранные языки и изучающих английский язык на дневном отделении. Этот SAC сообщил о здоровом использовании ресурсов на основе материалов, но более популярными были тандемное обучение, просмотр фильмов и групповая работа, а их наиболее популярными занятиями были общение/расслабление и использование компьютеров для выполнения курсовых работ и для удовольствия.
- B) SAC в учреждениях, где английский является единственным языком обучения. Другая идентифицируемая среда SAC находится в учреждении, где преподается только английский язык, как правило, в виде сессионных и очных курсов. SAC в этой среде имеют различное использование и, как правило, сообщают о снижении использования материальных ресурсов, таких как газеты и книги / компакт-диски, часто потому, что;
«Теперь учащиеся могут найти множество языковых тестов и упражнений по грамматике с ключами в Интернете, поэтому книги с компакт-дисками становятся менее популярными»
и
«Среди некоторых существует «ложное» представление о том, что «вы можете делать все это онлайн» ».
Это явление также наблюдалось такими исследователями, как Reinders (2012), который предположил, что появилось так много новых способов связи с ресурсами и учащимися в Интернете, что потребность в физическом пространстве для самостоятельного доступа на основе материалов должна исчезнуть. быть допрошен.
быть допрошен.
Наварро (2014) в своем исследовании менеджеров SAC обнаружил, что «одной из наиболее серьезных проблем, с которыми сталкиваются преподаватели SAC, является поиск (или создание) материала, который побуждает учащихся лучше контролировать фактический процесс обучения» (стр. 22). . Это был опыт комнаты 101, которая обнаружила, что даже физические аутентичные тексты, разработанные сотрудниками языкового центра, не привлекали пользователей и использовались очень мало. Опрос также показал, что сотрудники SAC и языковых центров не всегда сотрудничают в той мере, в какой могли бы. Возможно, есть необходимость в дальнейшем исследовании отношения преподавателей иностранных языков к SAC и материальному обеспечению.
SAC в средах, где преподается только английский язык, по-видимому, различаются между двумя моделями:
- SAC, ориентированные на предоставление материалов
- SAC с акцентом на социальное обучение/взаимодействие.
- SAC, ориентированные на предоставление материалов .
 Там, где в основном предлагались ресурсы, основанные на материалах, SAC часто сообщали о низкой посещаемости. Многие респонденты ответили на вопрос о снижении использования услуг, сообщив, что ресурсы, основанные на материалах, используются хуже:
Там, где в основном предлагались ресурсы, основанные на материалах, SAC часто сообщали о низкой посещаемости. Многие респонденты ответили на вопрос о снижении использования услуг, сообщив, что ресурсы, основанные на материалах, используются хуже:
«Похоже, многие программы для изучения языков на компьютерах SAC используются не так часто».
«Почти все меньше используется — веб-ресурсы сильно повлияли на использование нашего центра. Университет хочет сократить наши масштабы / закрыть нас / интегрировать нас в библиотеку».
«Помимо DVD и некоторых книг IELTS, мы больше не предлагаем физические ресурсы».
Это очень похоже на то, что происходило в комнате 101 около десяти лет назад, что привело к тому, что комната 101 стала пространством для социального обучения.
- SAC с акцентом на социальное обучение/взаимодействие. SAC в этой среде, которые охватили социальное обучение, часто процветали, в основном за счет включения облегченных интерактивных действий и более неформального подхода.

В ходе опроса, проведенного Наварро (2014 г.) по изучению представлений менеджеров SAC о том, что должны предоставлять SAC, он обнаружил следующее:
Таблица 4. Выдержка из исследования убеждений менеджеров SAC, проведенного Наварро.
Источник: Наварро (2014, стр. 17)
Вывод Наварро о том, что менеджеры SAC подтвердили важность обеспечения доступа к «контактам с целевой культурой» и «успешным пользователям языка», особенно интересен в связи с этим исследованием; это то, что Room 101 и другие SAC социального обучения делают посредством действий, основанных на взаимодействии.
В то время как один респондент нашего опроса сказал, что «я думаю, что фиксированное место для самостоятельного доступа менее популярно, поскольку студенты хотят работать в свободное время и в среде своего жилья», это исследование показало, что SAC используя социальное обучение / деятельность, основанную на взаимодействии, они процветают и актуальны.
В какой степени подход к социальному обучению кабинета 101 используется в других SAC ВО Великобритании?
Последний раздел показал, что методы социального обучения явно используются в некоторых SAC. Действительно, некоторые из SAC в опросе казались удивительно похожими на комнату 101, сообщая, что студенты используют центр для общения / отдыха и для студенческих клубов, таких как занятия по разговорной практике, проводимые волонтерами или персоналом. Один из таких центров, похоже, процветал, и на вопрос, в чем его проблемы, он ответил: «Ничего — тандемное обучение и разговорная практика популярны как никогда».
Действительно, некоторые из SAC в опросе казались удивительно похожими на комнату 101, сообщая, что студенты используют центр для общения / отдыха и для студенческих клубов, таких как занятия по разговорной практике, проводимые волонтерами или персоналом. Один из таких центров, похоже, процветал, и на вопрос, в чем его проблемы, он ответил: «Ничего — тандемное обучение и разговорная практика популярны как никогда».
Полуструктурированное социальное обучение. Многие SAC, участвовавшие в опросе, не предлагали мероприятия по социальному обучению (например, языковые курсы под руководством студентов, дискуссионные клубы или культурные вечеринки), и тем не менее учащиеся по-прежнему использовали центры для общения друг с другом. Это интересно, поскольку в «Комнате 101» и в работах Крокера и Ашуровой (2012) и Мюррея и Фудзисимы (2013) полуструктурированные мероприятия по социальному обучению были одними из самых популярных. Можно предположить, что какое-то облегченное социальное обучение, включающее практику говорения и аудирования, может быть хорошим дополнением для некоторых SAC. Этот вывод поддержали Крокер и Ашурова (2012), Мюррей и Фудзисима (2013) и многие респонденты исследования. Мюррей и Фудзисима (2013) управляли пространством социального изучения языка в учреждении в Японии и добились успеха в неформальной обстановке и полуструктурированных мероприятиях по социальному обучению. Также в Японии Дойл и Пэрриш (2012) обнаружили, что учащиеся в основном хотели иметь возможность попрактиковаться в разговоре лично, и Наварро (2014) также подчеркнул важность этого. Это отражает опыт кабинета 101, который показал, что учащиеся в основном хотят иметь возможность говорить по-английски в неформальной и полуструктурированной обстановке.
Этот вывод поддержали Крокер и Ашурова (2012), Мюррей и Фудзисима (2013) и многие респонденты исследования. Мюррей и Фудзисима (2013) управляли пространством социального изучения языка в учреждении в Японии и добились успеха в неформальной обстановке и полуструктурированных мероприятиях по социальному обучению. Также в Японии Дойл и Пэрриш (2012) обнаружили, что учащиеся в основном хотели иметь возможность попрактиковаться в разговоре лично, и Наварро (2014) также подчеркнул важность этого. Это отражает опыт кабинета 101, который показал, что учащиеся в основном хотят иметь возможность говорить по-английски в неформальной и полуструктурированной обстановке.
Помощники студентов. Несколько респондентов в нашем опросе упомянули, что они наняли помощников студентов или привлекли студентов-добровольцев для управления центром, пытаясь сделать центр ориентированным на студентов и удобным для них. Комната 101 нанимает помощников студентов и поощряет студентов-добровольцев в течение нескольких лет, и на момент написания у нас есть около 30 студентов-сотрудников, помогающих обеспечить ориентацию центра на студентов. Heigham (2011) обнаружила, что использование студентов-работников увеличило посещаемость ее SAC, который также рекламировался как место, где студенты могли общаться и учиться у своих сверстников. Мюррей и Фудзисима (2013), давая советы о том, как начать SAC социального обучения, подчеркнули, как, нанимая помощников студентов и создавая полуструктурированные возможности для языковой практики, сообщество может сформироваться вокруг центра. Студенты-помощники комнаты 101 и инициативы по социальному обучению, такие как дискуссионный клуб, создали именно такую среду.
Heigham (2011) обнаружила, что использование студентов-работников увеличило посещаемость ее SAC, который также рекламировался как место, где студенты могли общаться и учиться у своих сверстников. Мюррей и Фудзисима (2013), давая советы о том, как начать SAC социального обучения, подчеркнули, как, нанимая помощников студентов и создавая полуструктурированные возможности для языковой практики, сообщество может сформироваться вокруг центра. Студенты-помощники комнаты 101 и инициативы по социальному обучению, такие как дискуссионный клуб, создали именно такую среду.
Эти другие исследования и примеры из опроса перекликаются с собственными выводами Комнаты 101, когда она становилась пространством для социального обучения. Это свидетельствует о том, что с учетом опасений по поводу снижения популярности ресурсов, основанных на материалах, одним из возможных элементов обеспечения, который может помочь SAC оставаться актуальными в будущем, является деятельность, основанная на взаимодействии.
Заключение
В этом выпуске мы рассмотрели, является ли помещение 101 типичным для британских HE SAC. Кажется, что есть некоторые, даже многие, SAC, которые имеют аналогичное положение и, возможно, похожую историю, чтобы рассказать о движении к тому, чтобы стать пространством социального обучения.
Исследование определило две основные среды, в которых работают SAC; тот, где большое количество студентов изучают иностранные языки, а на курсы английского набирается много студентов, и тот, где преподается только английский язык. SAC, работающие в первой из этих сред, часто хорошо использовались, и использование ресурсов на основе материалов было здоровым. Однако во многих отчетах респондентов был заметен переход от ресурсов, основанных на материалах, к социальному обучению.
Там, где курсы иностранных языков были прекращены, а ресурсы, основанные на материалах, по-прежнему были в центре внимания, SAC использовалось относительно небольшим числом студентов. Причиной этого было снижение интереса к ресурсам на основе материалов из-за доступности ресурсов в Интернете. Это перекликается с теорией Рейндерса (2012) о снижении потребности в физических пространствах для изучения языка. Наш опрос показал тенденцию к сокращению в этом секторе, при этом несколько респондентов упомянули «слияние ресурсов на основе материалов с библиотекой». Это говорит о том, что время языковых ресурсов, основанных на материалах, в физическом центре подходит к концу (по крайней мере, в некоторых институциональных средах), что вызывает вопрос: «Есть ли другие функции SAC, которые все еще ценны?»
Причиной этого было снижение интереса к ресурсам на основе материалов из-за доступности ресурсов в Интернете. Это перекликается с теорией Рейндерса (2012) о снижении потребности в физических пространствах для изучения языка. Наш опрос показал тенденцию к сокращению в этом секторе, при этом несколько респондентов упомянули «слияние ресурсов на основе материалов с библиотекой». Это говорит о том, что время языковых ресурсов, основанных на материалах, в физическом центре подходит к концу (по крайней мере, в некоторых институциональных средах), что вызывает вопрос: «Есть ли другие функции SAC, которые все еще ценны?»
Крокер и Ашурова (2012), Мюррей и Фудзисима (2013), Хейгам (2011) и Комната 101, кажется, предполагают, что социальное обучение может быть такой функцией. Все эти писатели и те SAC в нашем опросе, которые использовали социальное обучение / деятельность, основанную на взаимодействии, сообщили о здоровом использовании учащихся. Хотя существуют разные модели SAC с разным уровнем использования, успешные модели демонстрируют движение к социальному обучению. Это исследование и примеры, подобные приведенным выше, могут предоставить примеры действий, основанных на взаимодействии, которые принесут пользу любому SAC.
Это исследование и примеры, подобные приведенным выше, могут предоставить примеры действий, основанных на взаимодействии, которые принесут пользу любому SAC.
Заметки об авторе
Майкл Оллхаус проработал в комнате 101 почти 18 лет, дольше, чем Уинстон Смит, Пол Мертон, Фрэнк Скиннер и О’Брайен вместе взятые. Он был удостоен награды «Международный студенческий консультант года 2014» по версии UKCISA / NUS. Он работает в Студенческом союзе Университета Брэдфорда, где руководит и проектирует другие пространства социального обучения для определенных групп студентов.
Ссылки
Allhouse, M. (2014). Исследование новой Комнаты 101: «Убежище, где я могу учиться». Исследования в журнале самостоятельного обучения, 5 (4), 466-479. Получено с https://sisaljournal.org/archives/dec14/allhouse
Крокер Р. и Ашурова У. (2012). Развитие первоначального опыта студентов в языковых центрах с самостоятельным доступом. Исследования в журнале самостоятельного обучения, 3 (3), 237–253. Получено с https://sisaljournal.org/archives/sep12/croker_ashurova/
Получено с https://sisaljournal.org/archives/sep12/croker_ashurova/
Дель Росио Домингес Гаона, М. (2007). Репетиторская система, внедренная в Центре самообслуживания в языковой школе UABC, Тихуана, Мексика. Гуманизация преподавания языков. 9 (6). Получено с сайта www.hltmag.co.uk/nov07/mart01.htm
Дойл, Х., и Пэрриш, М. (2012). Изучение способов изучения учащимися английского языка вне класса: рассказ исследователя. Исследования в журнале самостоятельного обучения, 3 (2), 196-203. Получено с https://sisaljournal.org/archives/jun12/doyle_parrish/
Гарднер, Д. (2000). Повышение эффективности центров самообслуживания. В Д. К. Кембер, С. Кэндлин и Л. Ян (ред.), Дальнейшие тематические исследования по улучшению преподавания и обучения в рамках проекта обучения действием (стр. 143–160). Гонконг: Университет Гонконга. Получено с http://celt.ust.hk/files/public/3b161-174cases.pdf
Heigham, J. (2011). Эволюция самостоятельного доступа: путь одного университета к контролю учащихся. Исследования в журнале самостоятельного обучения, 2(2), 78–86. Получено с https://sisaljournal.org/archives/jun11/heigham/
Исследования в журнале самостоятельного обучения, 2(2), 78–86. Получено с https://sisaljournal.org/archives/jun11/heigham/
Little, D. (1989) . Системы самостоятельного доступа для изучения языков . Лондон, Великобритания: Центр информации по преподаванию и исследованиям языков.
Макмерри, Б., Л., Таннер, М. В., и Андерсон, Нью-Джерси (2010). Центры самостоятельного доступа: максимальный доступ учащихся к ресурсам центра. Исследования в журнале самостоятельного обучения, 1 (2), 100–114. Получено с https://sisaljournal.org/archives/sep10/mcmurry_tanner_anderson/
Morrison, B. (2005). Оценка результатов обучения в центре изучения иностранных языков с самостоятельным доступом. Исследования в области преподавания языков, 9 (3), 267-293. doi:10.1191/1362168805lr167oa
Мюррей, Г. (2014). Социальный аспект автономии учащегося и саморегулируемого обучения. Исследования в журнале самостоятельного обучения, 5 (4), 320-341.