50 ра сталь: Сталь 50 (50А) характеристики, расшифровка, свойства, аналоги, применение, состав
alexxlab | 02.01.2023 | 0 | Разное
Сталь 50 (50А) характеристики, расшифровка, свойства, аналоги, применение, состав
Содержание
- 1 Аналоги, Заменители
- 2 Расшифровка
- 3 Характеристики
- 4 Технологические свойства
- 5 Механические свойства проката
- 6 Механические свойства поковок (ГОСТ 8479-70)
- 7 Механические свойства в зависимости от температуры отпуска
- 8 Механические свойства в зависимости от сечения
- 9 Механические свойств при повышенных температурах (ГСССД-83)
- 10 Ударная вязкость
- 11 Предел выносливости
- 12 Применение
- 13 Вид поставки — сортовой прокат, в том числе фасонный:
- 14 Химический состав, % (ГОСТ 1050-88)
- 15 Температура критических точек, °С
- 16 Критический диаметр d после закалки в различных средах
- 17 Узнать еще
Аналоги, Заменители
Cтали 45, 50Г, 50Г2, 55.
Расшифровка
Цифра 50 в обозначении марки стали означает, что содержание углерода в стали составляет 0,5%.
Если в обозначении стали в конце указана буква А, например сталь 50А, то буква А означает, что сталь высококачественная.
Характеристики
Плотность ρ при 20 °С — 7810 кг/см3
Удельное электросопротивление при 20 °С — 272 нОм*м
| Удельная теплоемкость c, Дж/(кг*К), при температуре испытаний, °С | |||||
| 20-100 | 20-200 | 20-300 | 20-400 | 20-500 | 20-600 |
| 487 | 500 | 517 | 533 | 559 | 584 |
| Коэффициент линейного расширения α*106, К-1, при температуре испытаний, °С | |||||||
| 20-100 | 20-200 | 20-300 | 20-400 | 20-500 | 20-600 | 20-700 | 20-800 |
| 11,2 | 12 | 12,8 | 13,4 | 13,9 | 14,2 | 14,5 | 13,4 |
| Коэффициент теплопроводности λ, Вт/(м*К), при температуре испытаний, °С | ||||||||
| 20 | 100 | 200 | 300 | 400 | 500 | 600 | 700 | 800 |
| 48 | 48 | 47 | 44 | 41 | 38 | 35 | 31 | 27 |
| Модуль упругости Е, ГПА, при температуре испытаний, °С | ||||||||
| 20 | 100 | 200 | 300 | 400 | 500 | 600 | 700 | 800 |
| 216 | 213 | 207 | 200 | 180 | 171 | 154 | 136 | 123 |
| Модуль упругости при сдвиге кручением G, ГПА, при температуре испытаний, °С | ||||||||
| 20 | 100 | 200 | 300 | 400 | 500 | 600 | 700 | 800 |
| 88 | 87 | 84 | 81 | 71 | 67 | 61 | 54 | 49 |
Технологические свойства
| Температура ковки, °С: | начала 1250, конца 800.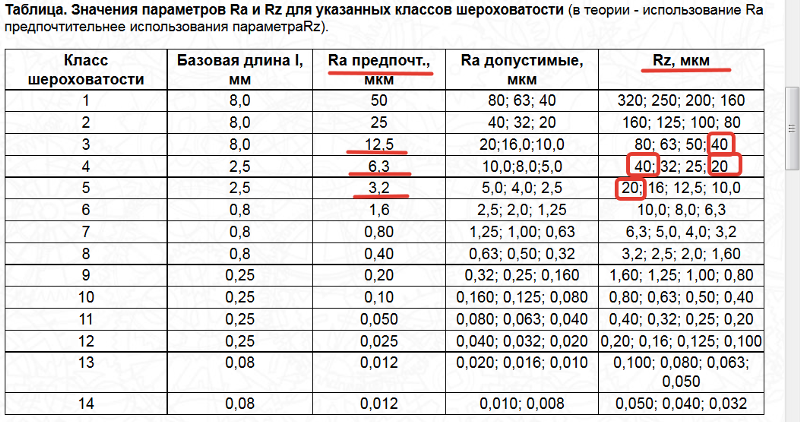 Сечения до 400 мм охлаждаются на воздухе. Сечения до 400 мм охлаждаются на воздухе. |
| Свариваемость: | трудносвариваемая. |
| Способы сварки: | РДС и КТС. Рекомендуется подогрев и последующая термообработка. |
| Обрабатываемость резанием: | Kν тв.спл. = 1,0 и Kν σ.ст. = 0,7 в горячекатаном состоянии при НВ 196 — 202 и σв = 640 МПа. |
| Флокеночувствительность: | малочувствительна |
| Склонность к отпускной хрупкости: | не склонна |
Механические свойства проката
| ГОСТ | Состояние поставки | Сечение, мм | σв | δ5, (δ4), % | Ψ, % | не менее |
| ГОСТ 1050-88 | Сталь горячекатаная, кованая, калиброванная и серебрянка 2-й категории после нормализации | 25 | 630 | 14 | 0 |
| Сталь калиброванная 5-й категории после нагартовки | — | 660 | 6 | 0 | |
| Сталь калиброванная 5-й категории после отжига или высокого отпуска | — | 560 | 12 | 0 | |
| ГОСТ 1577-93 | Лист отожженный или высокоотпущенный | 80 | 580 | 17 | — |
| ГОСТ 16523-89 (образцы поперречные) | Лист горячекатаный | До 2 | 540-720 | (12) | — |
| 2-3,9 | (13) | — | |||
| Лист холоднокатаный | До 2 | 540-720 | (13) | — | |
| 2-3,9 | (14) | — |
Механические свойства поковок (ГОСТ 8479-70)
| Термообработка | Сечение, мм | КП | σ0,2 , МПа | σв, МПа | δ5, % | Ψ, % | KCU, Дж/см2 | Твердость HB, не более |
| не менее | ||||||||
| Нормализация | 100-300 | 275 | 275 | 530 | 17 | 38 | 34 | 156-197 |
| До 100 | 315 | 315 | 570 | 17 | 38 | 39 | 167-207 | |
Механические свойства в зависимости от температуры отпуска
tотп. °С °С | σ0,2, МПа | σв, МПа | δ5, % | Ψ, % | KCU, Дж/см2 | Твердость HB |
| Диаметр заготовки 40 мм. Закалка с 840 °С в воде | ||||||
| 400 | 600 | 830 | 14 | 50 | 64 | 240 |
| 500 | 530 | 760 | 15 | 56 | 88 | 215 |
| 600 | 450 | 680 | 17 | 64 | 139 | 190 |
| Диаметр заготовки 60 мм. Закалка с 840 °С в воде | ||||||
| 400 | 550 | 770 | 14 | 48 | 56 | 217 |
| 500 | 490 | 710 | 15 | 55 | 70 | 200 |
| 600 | 420 | 630 | 19 | 63 | 108 | 180 |
Примечание:
Механические свойства в зависимости от сечения
| Сечение, мм | σ0,2, МПа | σв, МПа | δ5, % | Ψ, % | KCU, Дж/см2 |
| не менее | |||||
Закалка с 850 °С в воде; отпуск при 580-600 °С, охл. на воздухе на воздухе | |||||
| 50 | 530 | 760 | 15 | 50 | 59 |
| 120 | 470 | 740 | 13 | 40 | 39 |
| 160 | 450 | 740 | 13 | 40 | 39 |
| 200 | 430 | 720 | 13 | 35 | 20 |
| Нормализация при 830-860 °С, охл. на воздухе; отпуск при 580-600 °С, охл. на воздухе или с печью | |||||
| 101-200 | 305 | 610 | 16 | 38 | 34 |
| 201-300 | 305 | 610 | 14 | 33 | 29 |
| 301-500 | 295 | 590 | 12 | 30 | 25 |
| 501-800 | 285 | 570 | 12 | 28 | 20 |
Механические свойств при повышенных температурах (ГСССД-83)
| tп. °С | σ0,2, МПа | σв | δ5, % | Ψ, % | KCU, Дж/см2 |
| 700 | 87 | 115 | 39 | 97 | 700 |
| 800 | 45 | 81 | 45 | 100 | 800 |
| 900 | 16 | 50 | 43 | 100 | 900 |
| 1000 | 11 | 36 | 35 | 100 | 1000 |
| 1100 | 8 | 28 | 41 | 100 | 1100 |
| 1200 | 8 | 22 | 49 | 100 | 1200 |
Примечание: Образец диаметром 10 мм, длиной 50 мм, деформированный. Скорость деформирования 8 мм/мин; скорость деформации 0,002 1/с.
Скорость деформирования 8 мм/мин; скорость деформации 0,002 1/с.
Ударная вязкость
| Термообработка | KCU, Дж/см2, при температуре, °С | |||
| +20 | -20 | -50 | -60 | |
| Закалка с 850 °С в воде; отпуск 600 °С | 78 | 66 | 51 | 37 |
| Закалка с 850 °С в воде; отпуск 450 °С | 49 | — | — | — |
Предел выносливости
| Термообработка | σ-1, МПа | τ-1, МПа |
| Закалка с 785 °С в масле; отпуск 425 °С, σв = 840 МПа | 421 при n = 106 | — |
| Нормализация при 850 °С; отпуск при 630 °С | 279 | 167 |
| Закалка с 785 °С в масле; отпуск 315 °С, σ0,2 = 560 МПа, σв = 870 МПа | 468 | — |
Применение
После нормализации с отпуском и закалки с отпуском — зубчатые колеса, прокатные валки, штоки, тяжелонагруженные валы, оси, бандажи, малонагруженные пружины и рессоры, лемехи, пальцы звеньев гусениц, муфты сцепления коробок передач, корпуса
форсунок и другие детали, работающие на трение.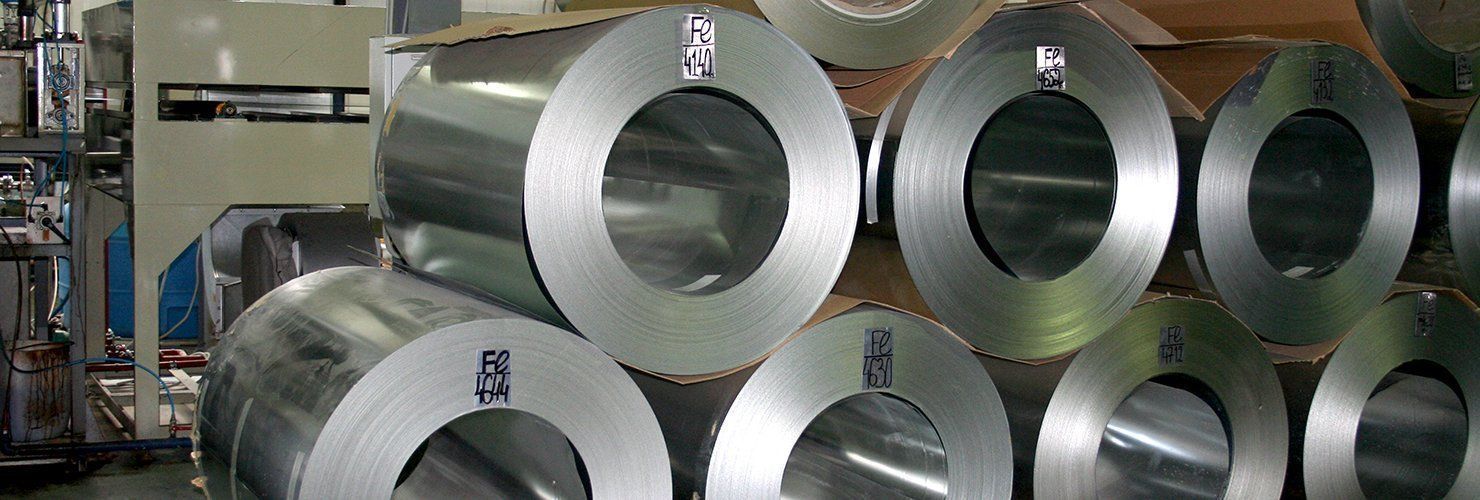
Вид поставки — сортовой прокат, в том числе фасонный:
ГОСТ 1050-88, ГОСТ 2590-88, ГОСТ 2591-88, ГОСТ 2879-88, ГОСТ 8509-93, ГОСТ 8510-86, ГОСТ 8239—89, ГОСТ 8240—89, ГОСТ 10702—78.
Калиброванный пруток ГОСТ 10702-78, ГОСТ 7417-75, ГОСТ 8559-75, ГОСТ 8560-78.
Шлифованный пруток и серебрянка ГОСТ 14955-77, ГОСТ 10702—78.
Лист толстый ГОСТ 1577—93, ГОСТ 19903-74.
Лист тонкий ГОСТ 16523-89.
Лента ГОСТ 10234-77, ГОСТ 2284-79, ГОСТ 21996-76.
Полоса ГОСТ 1577-81, ГОСТ 103-76, ГОСТ 82-70.
Проволока ГОСТ 17305—91.
Поковки и кованые заготовки ГОСТ 8479—70, ГОСТ 1133—71.
Валки ОСТ 24.013.21-85, ГОСТ 5399-69, ОСТ 24.013.04-83.
Химический состав, % (ГОСТ 1050-88)
| C | Si | Mn | Cr | S | P | Cu | Ni | As |
| не более | ||||||||
| 0,47-0,55 | 0,17-0,37 | 0,5-0,8 | 0,25 | 0,04 | 0,035 | 0,25 | 0,25 | 0,08 |
Температура критических точек, °С
| Ас1 | Ас3 | Аr3 | Аr1 | Mн |
| 725 | 760 | 750 | 690 | 300 |
Критический диаметр
d после закалки в различных средах| Термообработка | Критическая твердость HRC3 | d мм, после закалки | |
| в воде | в масле | ||
| Закалка: | |||
| 850 °С | 46-51 | — | 10 |
| 840 °С | 38-58 | 20 | — |
Сталь 50 – расшифровка марки стали, ГОСТ, характеристика материала
- Нелегированные стали
- Легированные стали
- Нержавеющие стали
- Ст0
- Ст2кп
- Ст2пс
- Ст2сп
- Ст3кп
- Ст3пс
- Ст3сп
- Ст3Гпс
- Ст4кп
- Ст4пс
- Ст5пс
- Ст5сп
- Ст6пс
- Ст6сп
- 08кп
- 08
- 10кп
- 10
- 10Г2
- 15кп
- 15
- 15Г
- 20кп
- 20
- 20Г
- 25
- 30
- 30Г
- 35
- 35Г2
- 40
- 40Г
- 45
- 45Г2
- 50
- 50Г
- 50Г2
- 55
- 60
- У7
- У8
- У9
- У10
- У12
Марка стали – 50
Стандарт – ГОСТ 1050
Заменитель – 45, 50Г, 50Г2, 55
Сталь 50 содержит в среднем 0,5% углерода. Степень раскисления стали – спокойная (обозначают без индекса).
Степень раскисления стали – спокойная (обозначают без индекса).
Из нелегированной специальной стали 50 изготовляют зубчатые колеса, прокатные валки, штоки, тяжелонагруженные валы, оси, венцы, бандажи, шпиндели, малонагруженные пружины и рессоры, пальцы звеньев гусениц, муфты сцепления коробок передач, корпуса форсунок, молотки и др.
Сталь склонна к трещинам при закалке в воде.
| Массовая доля основных химических элементов, % | |||
|---|---|---|---|
| C – углерода | Si – кремния | Mn – марганца | |
| 0,47-0,55 | 0,17-0,37 | 0,50-0,80 | |
| Температура критических точек, °С | |||
|---|---|---|---|
| Ac1 | Ac3 | Ar1 | Ar3 |
| 725 | 760 | 690 | 750 |
| Технологические свойства | |
|---|---|
| Ковка | Температура ковки, °С: начала 1250, конца 800. Заготовки до 400 мм охлаждаются на воздухе. Заготовки до 400 мм охлаждаются на воздухе. |
| Свариваемость | Трудносвариваемая. Способы сварки: ручная дуговая сварка и контактная сварка. Рекомендуется подогрев и последующая термообработка. |
| Обрабатываемость резанием | В горячекатаном состоянии при HB 196-202 и σв = 640 МПа: Kv твердый сплав = 1 Kv быстрорежущая сталь = 0,7 |
| Флокеночувствительность | Малочувствительна |
| Склонность к отпускной хрупкости | Не склонна |
| Физические свойства | Температура испытаний, °С | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| 20 | 100 | 200 | 300 | 400 | 500 | 600 | 700 | 800 | 900 | |
| Модуль нормальной упругости E, ГПа | 216 | 213 | 207 | 200 | 180 | 171 | 154 | 136 | 123 | – |
| Модуль упругости при сдвиге кручением G, ГПа | 88 | 87 | 84 | 81 | 71 | 67 | 61 | 54 | 49 | – |
| Плотность ρn, кг/м3 | 7810 | – | – | – | – | – | – | – | – | – |
| Коэффициент теплопроводности λ, Вт/(м*К) | 48 | 48 | 47 | 44 | 41 | 38 | 35 | 31 | 27 | – |
| Удельное электросопротивление ρ, нОм*м | 272 | – | – | – | – | – | – | – | – | – |
| 20-100 | 20-200 | 20-300 | 20-400 | 20-500 | 20-600 | 20-700 | 20-800 | 20-900 | 20-1000 | |
| Коэффициент линейного расширения α*106, K-1 | 11,2 | 12,0 | 12,8 | 13,4 | 13,9 | 14,2 | 14,5 | 13,4 | – | – |
| Удельная теплоемкость c, Дж/(кг*К) | 487 | 500 | 517 | 533 | 559 | 584 | – | – | – | – |
Электрополировка: улучшите результаты Ra после механической обработки на 50 %
23 июня 2021 г.
Во время наших обеденных и учебных занятий многие клиенты интересовались, чего они могут добиться с точки зрения улучшения Ra (средняя шероховатость) с помощью электрополировки.
В показанной здесь диаграмме микрочистовой обработки вы можете увидеть скользящую шкалу с точки зрения удаления материала для улучшения Ra в левой колонке.
Несколько ключевых моментов, на которые следует обратить внимание в связи с диаграммой:
- Электрополировка работает лучше всего, когда мы начинаем процесс с 32Ra или выше
- Электрополировка обычно достигает 4Ra с точки зрения улучшения микрочистовой обработки
- Процесс удаления материала электрополировкой можно контролировать с помощью +/- 0,0002 дюйма общего количества материала для большинства сплавов или вдвое меньше на поверхность
- Общее удаление материала 0,001 дюйма или 0,0005 дюйма на поверхность должно обеспечить примерно 50-процентное улучшение микрочистовой обработки.
Мы обрабатываем множество деталей с классом прочности выше 32Ra для различных отраслей промышленности. В некоторых случаях улучшение микрофинишной обработки составит 30-40%, если мы начинаем процесс с более грубой начальной точки. Например, если мы начнем с 100 Ra, электрополировка улучшит Ra, но не преодолеет некоторые из более высоких пиков из-за того, что мы обычно удаляем всего около 0,001 дюйма материала9.0003
В некоторых случаях улучшение микрофинишной обработки составит 30-40%, если мы начинаем процесс с более грубой начальной точки. Например, если мы начнем с 100 Ra, электрополировка улучшит Ra, но не преодолеет некоторые из более высоких пиков из-за того, что мы обычно удаляем всего около 0,001 дюйма материала9.0003
Во время нашего процесса выборки мы работаем с инженерами наших клиентов, чтобы определить подходящий съем материала. В некоторых случаях мы удаляем небольшое, среднее и большое целевое количество материала, чтобы наши клиенты могли сравнить и сопоставить различные варианты отделки. Вся инженерная информация фиксируется в нашей ERP-системе, чтобы мы могли зафиксировать точные требования к предпочтительной отделке.
Образцы купонов, представленные ниже, иллюстрируют возможности механической полировки в сочетании с электрополировкой. В таких отраслях, как фармацевтика и производство полупроводников, электрополировка используется в основном для удаления частиц и загрязняющих веществ, попавших в процессе производства. Кроме того, повышенная коррозионная стойкость и улучшенное соотношение хрома и железа являются ключевыми факторами, влияющими на решение использовать электрополировку в качестве заключительного этапа обработки металла.
Кроме того, повышенная коррозионная стойкость и улучшенное соотношение хрома и железа являются ключевыми факторами, влияющими на решение использовать электрополировку в качестве заключительного этапа обработки металла.
На рисунке ниже вы можете увидеть улучшение Ra после электрополировки по сравнению со специальной механической отделкой при нанесении на нержавеющую сталь 316. Электрополировка снижает объем необходимых механических работ и во многих случаях снижает общие затраты на отделку деталей.
Результаты электрополировки после механической полировки
Верхний ряд: пост-электрополировка / Нижний ряд: механическая полировка
Кроме того, электрополировка удаляет тонкие линии механической полировки, которые иногда сложно удалить с помощью других процессов.
В компании Able Electropolish мы разрабатывали наши процессы в течение десятилетий инноваций в сотрудничестве с различными отраслями и приложениями. Мы тщательно прототипируем и настраиваем процесс для каждой части, от стеллажей до химии и времени. Наши инвестиции в роботизированную автоматизацию также помогают гарантировать стабильные результаты. Роботы используются для погружения стеллажей в резервуар и удаления их во время обработки в точное время в соответствии с требованиями к удалению материала в нашей системе ERP.
Наши инвестиции в роботизированную автоматизацию также помогают гарантировать стабильные результаты. Роботы используются для погружения стеллажей в резервуар и удаления их во время обработки в точное время в соответствии с требованиями к удалению материала в нашей системе ERP.
Позвоните нам по телефону (888) 868-2900 или нажмите на ссылку ниже, чтобы узнать больше о том, как электрополировка может улучшить качество поверхности ваших металлических деталей.
Ra отделка поверхности — безразмерная или что такое единицы измерения
Где мир собирается для
гальваники, анодирования и отделки. Вопросы и ответы с 1989 г.
—–
2000
Q. Ra – среднеарифметическая шероховатость поверхности. Связаны ли с Ра единицы измерения (например, дюймы, микроны и т. д.) или это безразмерное число?
Дэвид Арнольд
Производство пластика – Минден, Небраска
2000
A. David:
David:
Значения шероховатости поверхности, включая Ra, требуют измерения для интерпретации. Общепринятой единицей для обработки в США является микродюйм (миллионная доля дюйма). Метрическими значениями будут микроны (миллионные доли метра) или нанометры (миллиардные доли метра) для полированных поверхностей.
Ларри Ханке
Миннеаполис, Миннесота
2000
A. Все перечисленные ниже имеют единицы длины —
Ra: Среднее арифметическое
Rq: Среднеквадратичное значение
Ry: Максимальная высота от пика до впадины
Надеюсь, это поможет.
Джеймс Тоттер, CEF
– Таллахасси, Флорида
2000
A. Средняя шероховатость Ra выражается в единицах высоты. В имперской (английской) системе Ra обычно выражается в «миллионных долях» дюйма. Это также называют «микродюймами» или иногда просто «микро» (однако последнее — просто сленг). В метрической системе Ra обычно выражается как «миллионные доли метра», также называемые «микрометрами» или «микронами».
В метрической системе Ra обычно выражается как «миллионные доли метра», также называемые «микрометрами» или «микронами».
Марк Мальбург, доктор философии.
Председатель ASME-B46.1 «Текстура поверхности» — Колумбус, Индиана
2000
В. Используются ли Ra и RMS исключительно для измерения качества поверхности металлических покрытий? Существует ли другое значение измерения, используемое для измерения средней шероховатости на поверхности стеклянного зеркала? Как Ra поверхности металла по сравнению с поверхностью стеклянного зеркала?
Майкл Лю Тейлор
дистрибьютор специализированной нержавеющей стали – Даллас, Техас
A. Привет, Майкл. Зеркальное покрытие металла имеет Ra около 4 микродюймов или 0,1 микрона. Я не знаю, что произойдет, если вы проведете профилометром по гладкому стеклу, и мне самому любопытно 🙂
С уважением,
Тед Муни, ЧП
Стремление жить Алоха
finish. com – Пайн-Бич, Нью-Джерси
com – Пайн-Бич, Нью-Джерси
8 июля 2008 г.
В. Какую площадь вы тестируете, чтобы получить значение Ra? Как вы отделяете Ра от плоскостности?
Ян Барлоу
Инженер – Франция
11 октября 2008 г.
В. Мне нужно знать, что такое измерительное оборудование для измерения Ra?
Заки Ямани Ахмад
инженер – Куантан, Паханг, Малайзия
Профилометр: Pocket-Surf
Партнерская ссылка
(ваши покупки делают возможным использование Finishing.com)
Август 2016 г.
А. Привет, Заки. Вы бы использовали профилометр.
С уважением,
Тед Муни, ЧП
Стремление жить Алоха
finish.com – Пайн-Бич, Нью-Джерси
9 декабря 2008 г.
В. Нужна помощь!
Я получил это заявление из одного журнала, который я читал.
«шероховатая поверхность уменьшает значение Ra, а на гладкой поверхности значение Ra увеличивается».
Правильно? Или это работает наоборот?
Всем спасибо за помощь.
Лия [фамилия удалена редактором из соображений конфиденциальности]
– Джохор, Малайзия
A. Нет, Лия. Это неверная информация, все работает наоборот. Ra 125 грубее, чем Ra 32. Однако в отношении зернистости он работает в обратном направлении: чем выше зернистость, тем мельче зернистость и тем более качественную отделку можно получить.
С уважением,
Тед Муни, ЧП
Стремление жить Алоха
finish.com – Пайн-Бич, Нью-Джерси
17 июля 2009 г.
В. Мы нарезаем зубчатое колесо на зубофрезерном станке (обрабатывающий процесс) с осевой подачей … в этом случае нужно проверить значение шероховатости поверхности (Ra), следует ли проверять вдоль направления подачи ? или поперек направления подачи?
Киран Гадаг
инженер по применению – Бангалор, Индия
15 сентября 2010 г.
В. У меня есть чертеж пластмассовой детали с минимальным и максимальным допуском Ra для обработки поверхности. Соответствующую поверхность закройте уплотнительным кольцом, чтобы предотвратить утечку жидкости. Есть ли причина, по которой я бы не хотел меньше минимального Ra (в данном случае 0,2)?
Гэри Спринг
– Базилдон, Эссекс, Великобритания
12 марта 2011 г.
A. Гэри Спринг,
Я полагаю, что поскольку ваша деталь представляет собой отливку, дизайнер укажет минимальное и максимальное значение Ra либо в эстетических целях, либо для снижения производственных затрат. Чем ниже Ra, тем больше потребуется обработки; т. е. зеркальная полировка будет дороже, чем хорошая полироль.
Стив.
Стив Аддикотт
– Великобритания
13 декабря 2010 г.
Q. Здравствуйте,
Подскажите пожалуйста информацию о шероховатости поверхности Ra и какое оборудование. Также расчет для получения поверхности шероховатости Ra.
Также расчет для получения поверхности шероховатости Ra.
Спасибо за информацию.
А. Сукри Саад
, рабочий по гальванике – Кулим, Кедах, Малайзия.
5 апреля 2011 г.
В. Уважаемые господа,
Какая связь между используемым значением Ra, указанным на чертеже 1,6/0,8/0,4/, и микронами?
Пожалуйста, помогите мне в этом.
С уважением,
Тара
Шьям Таре
Отдел дизайна – Вадодара, Гуджрат, Индия
5 апреля 2011 г.
А. Привет, Таре.
“Микрон” – это микрометр, одна миллионная часть метра.
С уважением,
Тед Муни, ЧП
Стремление жить Алоха
finish.com – Пайн-Бич, Нью-Джерси
13 сентября 2011 г.
В. Если я затачиваю цилиндр до 7,880″ ± 0,001 и требуется финишная обработка 20-30 RA, как мне измерить это, чтобы узнать, что я достиг заявленной чистовой обработки? Как я узнаю если у меня РА от 20 до 30?
Грег Вейцель
Техник – Индианаполис, Индиана, США
23 ноября 2011 г.
В. Для печати требуется 125Ra, размеры детали 155 Ra
В пределах допуска?
Род Адкинс
– Уилмингтон, Делавэр, США
8 марта 2012 г.
A. Для измерения значения Ra можно использовать тестер шероховатости поверхности; это доступно на рынке.
Около 125 в измерении, а часть имеет 155, это не имеет значения.
Стандартный допуск от 125 до 250
J Malai
– Грин Бэй, Висконсин
28 ноября 2011 г.
В. Если на чертеже указано требование 500 микродюймов, у меня всегда сложилось впечатление, что это значение будет максимально допустимым изменением шероховатости поверхности, как определено ANSI/ASME B46.1.
[аффил. ссылка на сайт]. Коллега сказал мне, что это просто целевое значение, а не максимум. Каковы правила обозначения шероховатости поверхности на чертеже? Какой документ это регулирует? Я не мог конкретно определить интерпретацию этого в соответствии с ANSI B46. 1? Дай мне знать.
1? Дай мне знать.
Дэйв Джонсон
Аэрокосмическая/военная промышленность – Клинтон, Юта, США
29 ноября 2011 г.
A. Я не могу сказать, какова цель рисования для вашего конкретного клиента, только мой личный опыт. Если в чертеже указано требование к чистоте поверхности, то это считается максимальным значением, насколько я понимаю. Я работал со многими аэрокосмическими платформами и со многими из них, и на всех чертежах, с которыми я сталкивался, чистота поверхности указана как максимальная (хотя был один чертеж, который на самом деле делал обратное и указывал минимальную шероховатость! Хотя это было четко обозначено на чертеже). ).
В конце концов, если вы не уверены, в чем заключается требование, вернитесь к своему клиенту и задайте вопрос. 2 минуты разговора по телефону могут избавить вас от многих страданий.
Брайан Терри
Aerospace – Йовил, Сомерсет, Великобритания
17 декабря 2011 г.
Q. Ex “0,3 МИКРОН РА”. КАК ЕСЛИ БЫ Я ПОНИМАЮ, РА ЭТО ЕДИНИЦА, КОТОРАЯ ПОКАЗЫВАЕТ СРЕДНЕЕ АРИФМЕТИЧЕСКОЕ ОТДЕЛКИ ПОВЕРХНОСТИ, ИЗМЕРЯЕМОЕ ОТ ПЛОСКОЙ ПОВЕРХНОСТИ СЛУЧАЙНЫМ ОБРАЗОМ.
ADITHYASJ NAIR
– МУМБАЙ, МАХАРАШТРА
4 октября 2013 г.
В. Уважаемый господин, я хочу знать, какова единица шероховатости поверхности зуба, если я измерю ее с помощью цифрового микроскопа? Микрон или что-то другое?
Спасибо за вашу доброту.
Лита Христос
– Йогья, Индонезия
7 февраля 2014 г.
В. Я работаю в отделе качества и в последнее время думаю, следует ли учитывать настройки «LT» (длина хода) и «LC» (длина отсечки) на профилометре при измерении определенного диапазона ‘ Поверхностная обработка RA’? Обычно мы шлифуем и/или суперполируем от 2 RA до 8 RA. Буду признателен за ваши мысли.
Пол Деско
Качество – Торрингтон, Коннектикут, США
15 февраля 2014 г.
A. Возможно, у вас есть что-то, что поможет другим. Длина может быть принята во внимание как часть общего чтения. Это означает, что если деталь была, скажем, 3 дюйма и получила показания 6Ra, а вы по какой-либо причине смогли измерить только половину этой длины, вы могли бы указать это как Ra6@50. Я не уверен, что это сильно повлияет на общее чтение, но это даст наблюдателю больше надежности качества.
AF Kenton
владелец бизнеса на пенсии – Хатборо, Пенсильвания
17 февраля 2014 г.
В. Наверное, я не совсем ясно объяснил, что я искал. Моя цель состояла в том, чтобы понять, следует ли мне использовать другую «длину перемещения» и/или «длину отсечки», когда для обработки нашей поверхности требуется 2RA «вместо» 8 RA или выше. Может, тогда мой вопрос станет яснее. Заранее спасибо.
Пол Деско [возвращается]
Качество – Торрингтон, Коннектикут, США
19 февраля 2014 г.
A. Английский язык иногда вызывает судороги. Хорошо, позвольте мне посмотреть, понимаю ли я, что вы ищете. Длина детали — это одно. длина хода профилометра – другое, показание чистоты поверхности – третье. Итак, если я правильно понимаю, вы запрашиваете информацию о разнице между RA, и в этом случае чем меньше число, тем более гладкая поверхность. Я не думаю, что вы говорите о разных шкалах измерения, не так ли?
AF Kenton
владелец бизнеса на пенсии – Хатборо, Пенсильвания
(вы находитесь на 1-й странице темы) Следующая страница >
Finishing.com стал возможным благодаря …
этот текст заменяется на bannerText
Вопрос, ответ или комментарий в ЭТОЙ теме -или- Начать НОВУЮ тему
Отказ от ответственности: с помощью этих страниц невозможно полностью диагностировать проблему отделки или опасность операции. Вся представленная информация предназначена для общего ознакомления и не является профессиональным мнением или политикой работодателя автора.