676П технические характеристики: 676 Станок фрезерный универсальный. Паспорт, схемы, характеристики, описание
alexxlab | 02.02.2023 | 0 | Разное
Широкоуниверсальный фрезерный станок 676П: технические характеристики
676П характеристики
Технические характеристики универсального фрезерного станка 676П позволяют выполнять обработку повышенной точности, на станке возможно изготовление металлорежущего инструмента.
| Наименование характеристики | Ед. изм. | Параметры |
| Класс точности по ГОСТ 8-71 | П | |
Стол | ||
| Количество подач стола | 16 | |
| Пределы подач стола | ||
| Продольных | мм/мин | 13…395 |
| Вертикальных | мм/мин | 13…395 |
| Расстояния от торца вертикального шпинделя до углового горизонтального стола | мм | 0…380 |
| Расстояния от оси горизонтального шпинделя до углового горизонтального стола | мм | 80…460 |
| Расстояние от торца станины до оси вертикального шпинделя | мм | 125…375 |
| Наибольшее расстояние от торца горизонтального шпинделя до торца подвески | мм | 298 |
| Скорость быстрого перемещения стола | ||
| Продольного | мм/мин | 900 |
| Вертикального | мм/мин | 900 |
Основной вертикальный стол | ||
| Размеры рабочей поверхности стола (Д х Ш) | мм | 630 х 250 |
| Наибольший продольный ход стола | мм | 400 |
| Наибольший вертикальный ход стола | мм | 380 |
| Число Т-образных пазов | 3 | |
| Ширина Т-образных пазов | мм | 14 |
| Расстояние между Т-образными пазами | мм | 50 |
Угловой горизонтальный стол | ||
| Размеры рабочей поверхности стола (Д х Ш) | мм | 800 х 250 |
| Число Т-образных пазов | 5 | |
| Ширина Т-образных пазов | мм | 14 |
| Расстояние между Т-образными пазами | мм | 50 |
Угловой универсальный стол | ||
| Размеры рабочей поверхности стола (Д х Ш) | мм | 630 х 200 |
| Наибольший угол поворота | ||
| В горизонтальной плоскости | град | ±20 |
| В вертикальной плоскости с короткой стороны | град | ±30 |
| В вертикальной плоскости с длинной стороны | град | ±45 |
Делительная головка | ||
| Наибольшее расстояние от торца шпинделя до центра поддержки | мм | 220 |
| Высота центров | мм | 107 |
| Наибольший угол поворота (в плоскости крепления) | град | ±90 |
| Передаточное отношение червячной пары | 1:40 | |
| Конус шпинделя | Морзе 4 | |
Круглый стол | ||
| Диаметр рабочей плоскости | мм | 250 |
| Ширина Т-образных пазов | мм | 12 |
| Расстояние между Т-образными пазами | мм | 63 |
| Передаточное число червячной передачи | 1:120 | |
| Конус в столе | Морзе №4 | |
| Габаритные размеры | мм | 345 х 330 х 110 |
Быстроходная головка | ||
| Количество скоростей | 4 | |
| Передаточное отношение | 2,6 | |
| Наибольшее число оборотов | об/мин | 5300 |
Долбежная головка | ||
| Наибольший ход | мм | 80 |
| Наибольший угол поворота | град | ±90 |
| Число скоростей двойных ходов | 4 | |
| Пределы чисел двойных ходов в минуту | 50…100 | |
Шпиндель | ||
| Количество ступеней скоростей шпинделя | 16 | |
| Внутренний конус шпинделя | Морзе 4 | |
| Диаметр отверстия в шпинделе | мм | 16,8 |
| Частота вращения шпинделя | ||
| Горизонтального | об/мин | 50…1630 |
| Вертикального | об/мин | 63…2040 |
| Наибольший ход шпиндельной бабки | мм | 250 |
| Наибольшее осевое перемещение вертикального шпинделя | мм | 60 |
| Наибольший угол поворота вертикальной головки в вертикальной плоскости | град | ±90 |
| Цена деления лимбов | мм | 0,05 |
| Цена деления линейки | мм | 1 |
Шпиндельная бабка | ||
| Количество подач | 16 | |
| Пределы подач | мм/мин | 13…395 |
| Ускоренный ход | мм/мин | 900 |
Электрооборудование | ||
| Количество электродвигателей на станке (с электронасосом) | 2 | |
| Главный привод станка | ||
| Мощность | кВт | 2,2 |
| Тип | 4АХ90L4ПУ3 М301 | |
| Электронасос подачи охлаждающей жидкости | ||
| Число оборотов | об/мин | 2800 |
| Мощность | кВт | 0,12 |
| Тип | ПА-22-С2 | |
Габариты и масса | ||
| Габаритные размеры станка | ||
| длина | мм | 1282 |
| ширина | мм | 1215 |
| высота | мм | 1780 |
| Масса станка | кг | 910 |
Аналоги консольно-фрезерного станка СФ-676
- ФС-250, ФСМ-250/676М — Владимирский станко ВСЗ, г.
 Владимир
Владимир - ОММ64S, ОММ67S — «Микрон», г. Одесса
- ВМ130 — Воткинский машиностроительный завод, г. Воткинск
- ДФ-6725 — Дмитровский завод фрезерных станков, г. Дмитров
- ВЗ-371 — ВИЗАС, г. Витебск, Беларусь
- 676, 67К25ПМ, 67К25ПФ1, 67К25ПФ2-0 — Иркутский станкостроительный завод, г. Иркутск
- 6Т80 — Читинский станкостроительный завод, г. Чита
- 675П, 6725ПФ1, 67Е25ПФ1 — Ереванский завод фрезерных станков, г. Ереван, Армения
- 676П, 67К25ПР, 67К25ПФ1, 67К25ПФ2-0 — Вильнюсский станкостроительный г. Вильнюс (сегодня Vingriai, АО Вингряй, Литва
- X8132 — Shandong Rooy Manufacture Co., Ltd., Китай
- JET UWF 401 DRO GELDMACHER — Китай
- JET JTM-1230W3 — Китай
- FPS 300M — Германия
 Владимир
ВладимирПаспорт на специальный фрезерный станок СФ676
Печать документации: — Год печати документации: 1980 Количество папок: 1 Количество страниц, листов: 87
Узнать стоимость документации
Паспорт и документация к данной модели станка находится в нашем архиве, в электронном виде. В комплект документации входит, по разделам, согласно содержания:
В комплект документации входит, по разделам, согласно содержания:
Руководство по устройству и эксплуатации Содержание: 1. Назначение и область применения станка 2. Транспортировка и распаковка станка 3. Установка станка на фундамент 4. Подготовка станка к первоначальному пуску 5. Паспорт станка Общие сведения Основные технические данные станка Основные технические данные принадлежностей Комплект поставки Спецификация органов управления 6. Кинематика станка Работа кинематической цепи Перечень графических символов указанных на табличках станка Спецификация зубчатых колёс, винтов и гаек Спецификация зубчатых колёс, червячных колёс, червяков, винтов и гаек принадлежностей 7. Механика станка Механизм главного движения Механизм подачи Зацепление зубчатых колёс коробки скоростей Зацепление зубчатых колёс коробки подач Спецификация подшипников качения станка с принадлежностями 8. Описание конструкции станка и его принадлежностей Общая компоновка Стол угловой горизонтальный Тиски Стол круглый 9. Электрооборудование Работа электросхемы Спецификация покупного электрооборудования 10. Смазка станка Указание по смазке Перечень точек смазки станка 11. Система охлаждения Описание работы Указание по монтажу и эксплуатации 12. Наладка станка Указания по наладке 13. Регулировка станка и принадлежностей 14. Уход за станком 15. Проверка станка на точность 16. Уровни звуковой мощности и вибрации 17. Особенности разборки и сборки при ремонте 18. Указания мер безопасности Приложение: Рабочие чертежи быстроизнашивающихся и отдельных деталей станка Лист регистрации изменений
Электрооборудование Работа электросхемы Спецификация покупного электрооборудования 10. Смазка станка Указание по смазке Перечень точек смазки станка 11. Система охлаждения Описание работы Указание по монтажу и эксплуатации 12. Наладка станка Указания по наладке 13. Регулировка станка и принадлежностей 14. Уход за станком 15. Проверка станка на точность 16. Уровни звуковой мощности и вибрации 17. Особенности разборки и сборки при ремонте 18. Указания мер безопасности Приложение: Рабочие чертежи быстроизнашивающихся и отдельных деталей станка Лист регистрации изменений
Схемы и чертежи станка: — Транспортировка станка — Фундамент станка чертёж — Планировочный габарит станка чертёж — Основные размеры и посадочные места чертёж — Шпиндели чертёж — Стол угловой горизонтальный чертёж — Серьга чертёж — Основной вертикальный стол чертёж — Схема расположения органов управления — Кинематическая схема станка — Кинематическая схема принадлежностей — График оборотов шпинделей: горизонтального, вертикального — График подач стола в продольном, в вертикальном, и шпиндельной бабки в поперечном направлениях — Схема расположения подшипников станка — Станина чертёж — Коробка скоростей чертёж — Коробка подач чертёж — Суппорт чертёж — Шпиндельная бабка чертёж — Головка вертикальная чертёж — Принципиальная электросхема — Монтажная электросхема — Схема расположения электроаппаратов — Схема смазки станка — Принципиальная схема охлаждения
Краткое описание станка: Станок специальный фрезерный модели СФ676 предназначен как для горизонтального фрезерования изделий цилиндрическими, дисковыми, фасонными и другими фрезами, так и вертикального фрезерования торцевыми, концевыми, шпоночными и другими фрезами под различными углами. Станок предназначен для использования в инструментальных и экспериментальных цехах, а так же в механических цехах мелкосерийного и индивидуального производства. Наличие широкого ряда оборотов, механических и ускоренной подач обеспечивает экономическую обработку различных деталей за счёт применения высоких режимов резания и сокращения вспомогательного времени. На станке возможно выполнение разнообразных расточных, сверлильных, разметочных и других операций с высокой точностью.
Станок предназначен для использования в инструментальных и экспериментальных цехах, а так же в механических цехах мелкосерийного и индивидуального производства. Наличие широкого ряда оборотов, механических и ускоренной подач обеспечивает экономическую обработку различных деталей за счёт применения высоких режимов резания и сокращения вспомогательного времени. На станке возможно выполнение разнообразных расточных, сверлильных, разметочных и других операций с высокой точностью.
Расположение органов управления консольно-фрезерного станка СФ-676
- Выключатель электронасоса
- Выключатель сети
- Упоры отключения механической вертикальной подачи
- Маховик ручного перемещения стола в вертикальном направлении
- Маховик ручного перемещения стола в горизонтальном направлении
- Рукоятка ускоренного хода суппорта и шпиндельной бабки
- Рукоятка включения горизонтальной и вертикальной механической подачи стола
- Диск набора скоростей
- Рукоятка ручной подачи вертикального шпинделя
- Винты зажима хобота шпиндельной бабки и хобота вертикального шпинделя
- Квадрат зажима инструмента в горизонтальном шпинделе
- Рукоятка зажима трубки охлаждения
- Выключатель освещения
- Упоры отключения механической поперечной подачи
- Маховик ручного вращения шпинделя
- Кнопки управления «пуск» и «стоп»
- Рукоятки включения скоростей
- Рукоятка включения подач
- Диск набора подач
- Реверсирование двигателя
- Упоры отклонения механической продольной подачи
- Рукоятка зажима стола в горизонтальном направлении
- Рукоятка зажима гильзы вертикального шпинделя
- Рукоятка зажима суппорта в вертикальном направлении
- Маховик ручной подачи шпиндельной бабки
- Рукоятка зажима шпиндельной бабки
- Установка вертикальной головки в нулевое положение
- Рукоятка включения механической подачи шпиндельной бабки
- Упор величины перемещения вертикального шпинделя
- Квадрат зажима конуса инструмента в вертикальном шпинделе
Коробка скоростей шпинделя станка СФ-676
Коробка скоростей шестеренчатого типа собрана в специальный корпус, который крепят фланцем к боковой стороне станицы, сообщает горизонтальному и вертикальному шпинделям 16 различных скоростей путем селективного набора.
Изменение скоростей производится механизмом переключения, размещенным на передней стенке корпуса коробки, следующим образом: рукоятку переключения скоростей (4) нужно поднять вверх. При этом разводятся диски (6), имеющие ряд отверстий. При повороте диска набора скоростей (1) и связанных с ним дисков изменяется положение отверстий дисков относительно пальцев (7). Этим самым производится подготовка для переключения скоростей.
Движение рукоятки переключения вниз диски снова сводятся в первоначальное положение. При этом пальцы, перемещаясь, переводят при помощи рычагов переводные шестерни коробки скоростей.
При переключении возможны случаи совпадения торцов зубьев зацепляемых шестерен. При этом диски не сводятся. В этом случае необходимо провернуть маховиком вал 1 (см. рис. 6).
Во избежание поломки шестерен переключение скоростей под нагрузкой запрещается.
Коробка подач фрезерного станка СФ-676
Коробка подач сообщает суппорту и шпиндельной бабке 16 различных подач и ускоренные перемещения.
Валы коробки подач получают вращение от 1 вала коробки скоростей (см. рис. 6). Последний (ведомый) вал коробки передач связан с валиком, на котором размещены две звездочки (10, 11) (см. рис, 10), передающие движение механизмам суппорта и шпиндельной бабки.
Изменение подач производится таким же образом, как и изменение в коробке скоростей (см. описание механизма набора скоростей в узле «Коробка скоростей»).
При переключении подач необходимо следить за тем, чтобы крестовая рукоятка суппорта находилась в нейтральном положении.
Ускоренное перемещение осуществляется при нажатии рукоятки (7). При отпущенной рукоятке продолжается рабочая подача.
Для осуществления постоянного направления вращения шестерен коробки подач при реверсе коробки скоростей служит шестерня (9), автоматически сохраняющая направления вращения.
Для смазки шестерен коробки скоростей, коробки подач и шпиндельной бабки служит поршневой насос (5). Поршень (4) насоса приводится в возвратно — поступательное движение от эксцентрика шестерни (9). При возвратно-поступательном движении поршня насоса происходит всасывание масла из резервуара станины и его разбрызгивание. Создается масляный туман, который и смазывает все шестерни. Для наблюдения за работой насоса на фланце коробки подач установлен прозрачный глазок (6), в котором видно пульсирование масла.
При возвратно-поступательном движении поршня насоса происходит всасывание масла из резервуара станины и его разбрызгивание. Создается масляный туман, который и смазывает все шестерни. Для наблюдения за работой насоса на фланце коробки подач установлен прозрачный глазок (6), в котором видно пульсирование масла.
Суппорт фрезерного станка СФ-676
Суппорт несет основной стол (9) станка с вертикальной рабочей плоскостью и перемещает его в вертикальном и горизонтальном направлениях.
Суппорт состоит из корпуса (5), имеющего вертикальные направляющие в виде «ласточкиного хвоста»
Перемещаясь по направляющим станины, суппорт осуществляет вертикальную подачу стола. Продольная подача производится движением стола по горизонтальным направляющим суппорта.
В корпусе суппорта расположен механизм управления подачей стола. Механизм управления приводится во вращение ходовым валом (4), получающим вращение от коробки подач, и передает вращение на вертикальный (3) и горизонтальный (12) ходовые винты.
Шпиндельная бабка фрезерного станка СФ676
Горизонтальный шпиндель (1) монтируется в специальный корпус (12), который перемещается по направляющим станины, осуществляя тем самым поперечную подачу станка.
Шпиндель получает вращение от коробки скоростей через промежуточную барабанную шестерню (18), (см. рис. 11), смонтированную в станине и шестерню (9), сидящую на шпинделе.
Верхние направляющие шпиндельной бабки предназначены для крепления вертикальной головки (рис. 15) и хобота (11). На хоботе крепится серьга (17) для поддержки оправок. Зажим вертикальной головки, хобота и серьги осуществляется сухарями при завинчивании винтов (10) (см. рис. 5) с внутренним шестигранником.
Передней опорой горизонтального шпинделя является двухрядный роликовый подшипник (4) с коническим отверстием. Осевые нагрузки воспринимаются упорными шарикоподшипниковыми (5). Средняя и задняя опоры горизонтального шпинделя — радиальные шарикоподшипники (8,10), служащие одновременно опорами шестерни (9).
Зажим инструмента в горизонтальном шпинделе производится шомполом (13).
Величина механического перемещения шпиндельной бабки устанавливается промежуточными упорами (16).
Перемещение шпиндельной бабки производится жестко связанным с ней винтом (14) и вращающейся гайкой (17) (см. рис. 10), укрепленной в станине.
Конструкция станка обеспечивает возможность точных перемещений бабки для координатно-расточных работ. Для этого на бабке установлен индикатородержатель (18), а к станине прикреплен плиткодержатель, на который устанавливают плиткопараллельные мерные плитки.
Головка вертикальная фрезерного станка СФ-676
Вертикальный шпиндель смонтирован в специальной головке с хоботом для крепления в верхних направляющих шпиндельной бабки. Головка при необходимости может быть повернута на планшайбе хобота (18) на ±90° от вертикали. Установка на нуль в вертикальное положение фиксируется двумя коническими штифтами с рукояткой. Зажим головки на планшайбе хобота производится болтами с внутренним шестигранником.
Вертикальный шпиндель (23) смонтирован в гильзе (5), которая при помощи реечного валика (24) перемещается в корпусе (6) вручную.
Зажим гильзы осуществляется рукояткой-звездочкой (25), имеющей для более надежного зажима шестигранник.
Вес шпинделя уравновешивается спиральной пластинчатой пружиной, один конец которой соединен с реечным валиком, другой — с корпусом вертикальной головки.
Конические шестерни головки имеют опоры из сдвоенных радиальных подшипников (10,17). Вращение хвостовику шпинделя от вертикальной конической шестерни (9) передается шлицами. Горизонтальная коническая шестерня (19) получает вращение через шлицы от горизонтального вала (20).
Нижняя опора вертикального шпинделя — двухрядный роликовый подшипник (3) с коническим отверстием.
Верхняя опора вертикального шпинделя — два радиально упорных подшипника (7), воспринимающих также осевые нагрузки.
Смазка вертикальной головки производится ежедневно с помощью шариковых пресс-масленок (8,11). Предохранением от утечки смазки и загрязнения служат лабиринтные уплотнения (1,13).
Предохранением от утечки смазки и загрязнения служат лабиринтные уплотнения (1,13).
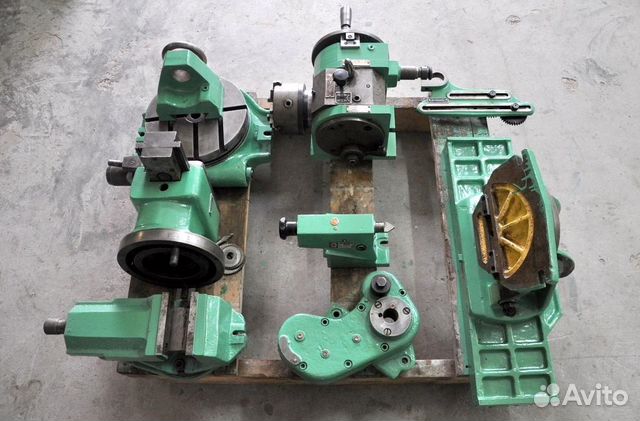
Стол угловой горизонтальный универсального станка СФ-676
Угловой горизонтальный стол представляет собой чугунную отливку и крепится к вертикальной поверхности основного стола болтами.
Горизонтальная плоскость стола имеет три Т- образных паза.
Тиски
Тиски прилагаются к станку для крепления деталей, имеют поворот 360 градусов в горизонтальной плоскости. Тиски могут устанавливаются как на вертикальной поверхности стола, так и на горизонтальной, а также на круглом столе.
Стол круглый
Стол поворотный круглый с ручным приводом предназначен для установки и закрепления деталей при их обработке. Стол может устанавливаться как на вертикальной поверхности основного стола, так и на горизонтальной поверхности стола.
Фрезерный станок 676: технические характеристики, паспорт
Фрезерный станок модели 676 разработан для фрезеровки деталей разнотипными фрезами. Фрезы используются фасонные, дисковые или цилиндрические. Ими вытачиваются детали с использованием станочного шпинделя, у которого ось расположена горизонтально. Также имеется возможность вытачивания деталей иными фрезами. К ним относятся торцевые, шпоночные или концевые. При этом задействован будет вращающийся шпиндель.
Фрезы используются фасонные, дисковые или цилиндрические. Ими вытачиваются детали с использованием станочного шпинделя, у которого ось расположена горизонтально. Также имеется возможность вытачивания деталей иными фрезами. К ним относятся торцевые, шпоночные или концевые. При этом задействован будет вращающийся шпиндель.
Немаловажным фактором при осуществлении выбора в пользу СФ 676, будет допустимость осуществления работ при синхронном задействовании обоих шпинделей. В таких обстоятельствах станок сможет кроме фрезерования совершать зенкерование, сверление, а также растачивание.
Для чего предназначен универсально-фрезерный СФ-676?
Данное оборудование относится к многофункциональным и комплектуется вертикальным и горизонтальным шпинделем. При обработке вертикальным шпинделем используются фрезы торцевого и шпоночного типов, а при обработке горизонтальным шпинделем – фасонные, дисковые и цилиндрические аналоги.
В итоге оборудование, благодаря особенностям конструкции выполняет следующие функции:
- обработка внутренних и наружных поверхностей, методом обточки;
- нарезка уступов и пазов;
- обточка шлицев на валах;
- формирование конфигурации зубчатых колес.
Помимо стандартных фрезерных операций станок рассчитан на зенкование, сверление, растачивание. Используется станок СФ-676 в единичном и мелкосерийном производстве.
Преимущества инструмента
Рассматриваемый фрезерный широкоуниверсальный станок обладает рядом преимуществ. Чугунная основа поглощает большее количество вибраций, благодаря чему обработка деталей облегчается. Сильной стороной устройства является возможность работы с деталями разных размеров – как большими, так и маленькими.
Среди преимуществ данного станка можно также выделить:
- возможность проведения долбежных операций при дополнительной оснастке;
- удобное управление;
- небольшие габариты;
- хороший диапазон вращения шпинделей;
- осуществление подачи СОЖ при помощи электронасоса.
Однако основным преимуществом данного станка является наличие вертикального и горизонтального шпинделей, которые могут работать одновременно.
 Благодаря этому обстоятельству, ФС676 может заменить сразу несколько инструментов. Дополнительная оснастка станка другими элементами позволяет расширить его функциональность.
Благодаря этому обстоятельству, ФС676 может заменить сразу несколько инструментов. Дополнительная оснастка станка другими элементами позволяет расширить его функциональность.Отличительной чертой фрезера являются его небольшие габариты, что выделяет данное устройство на фоне других подобных инструментов.
Таким образом, станок 676п производился, начиная с шестидесятых годов прошлого века. После того как в его конструкцию были внесены незначительные изменения, он начала выпускаться под названием ФС676. Сегодня устройство производится Вятским Станкостроительным Заводом.
Станок ФС676 отличается от других фрезеров наличием двух шпинделей (горизонтальный и вертикальный), относительно небольшими габаритами и хорошим качеством работы. Такие агрегаты используются как в мелкосерийном производстве, так и на машиностроительных предприятиях.
Несмотря на то, что первые модели станков, которым посвящено данное описание, начали производиться еще в шестидесятых годах прошлого века, они до сих пор сохраняют свою популярность на отечественном рынке.
Общий вид, органы управления
Станок СФ-676 относится к нормальному классу по точности обработки. Валы, расположенные в обоих плоскостях, находятся в шпиндельной бабке и между собой соединены зубчатой передачей. Направляющие расположены горизонтально, а поверх них расположена диаметральная подача шпиндельной бабки, которая производит поперечное движение.
Скоростной механизм снабжен 16 режимами, которые сообщаются обоим валам. Согласно паспорту к крайней грани бабки легко прикрепить вал вертикального типа. Оборудование снабжено двумя рабочими столами. Основные органы управления станком:
- ручка для зажимания стола в различных положениях: по вертикали и по горизонтали;
- реверс бабки шпинделя;
- ручка для включения скоростей;
- ручка для набора скоростей;
- маховик для управления перемещением шпинделя вручную;
- рукоятка механики шпиндельной бабки;
- кнопка включения-выключения местного освещения;
- пуск и стоп для основного двигателя;
- движение стола по вертикали в ручном режиме.

В основании оборудования расположен электронасос, который осуществляет привод жидкости для охлаждения, а также является емкостью для охлаждающей жидкости.
Устройство
Станина станка 676 изготовлена из чугуна, служит несущим основанием с закрепленными на нем основными конструктивными элементами. На левой стороне станины установлен блок скоростей и короб подачи. На верхней поверхности остова перемещается бабка с установленным горизонтальным шпинделем. На этом элементе, при необходимости, устанавливается вертикальное шпинделное устройство.
Суппорт смонтирован на вертикальных направляющих, стол – на горизонтальных элементах. Станок оборудован основным горизонтальным столом и дополнительным вертикальным аналогом. На основном верстаке фиксируются заготовки размером до 800 мм по длине и 250 мм по ширине.
Электропривод агрегата находится в нижней части остова, размещен на опоре в виде плиты, внутри которой предусмотрена емкость для охлаждающей жидкости. Все электрическая начинка станка расположена под крышкой станины в верхней части. Такая конструкция не затрудняет доступ к узлам для ремонта или обслуживания.
Все электрическая начинка станка расположена под крышкой станины в верхней части. Такая конструкция не затрудняет доступ к узлам для ремонта или обслуживания.
Главными функциональными деталями фрезерного станка является суппорт и шпиндельная головка. Предназначение суппорта – удержание и перемещение рабочего стола в поперечно-продольной плоскости. В действие элемент приводится при помощи ходового вала, передающего крутящий момент от силового агрегата к подающей коробке.
Шпиндельная бабка агрегирует с коробкой подач через барабанные шестеренки, сам шпиндель смонтирован на радиальных и шариковых подшипниках. Точность его перемещения обеспечивает индикаторный держатель.
Особенности конструкции
Станок признан широкоуниверсальным благодаря наличию двух шпинделей – горизонтального и вертикального, а также большого количества различных принадлежностей к станку. Основание станка выполнено из чугуна и обеспечивает устойчивость оборудования с поглощением возникающих вибраций. Особенности конструкции позволяют работать как с мелкими заготовками, так и с деталями длиной до 80 см. При этом станок отличается небольшими габаритами и его можно установить в небольшом цеху.
Особенности конструкции позволяют работать как с мелкими заготовками, так и с деталями длиной до 80 см. При этом станок отличается небольшими габаритами и его можно установить в небольшом цеху.
Коробка скоростей шпинделя
Механизм перевода скоростей базируется спереди основания коробки. При максимально вертикальном положении ручки происходит разведение дисков, имеющих отверстия. Если диски нужно свести в обратное положение – ручку опускают вниз.
Коробка подач
Для сохранения траектории движения шестерен используется главная шестерня, которая задействуется при включенном реверсе коробки скоростей. При этом масло подается совсем маленькими порциями.
Суппорт
Корпусная основа суппорта является механизмом по типу «ласточкин хвост». Он отвечает за движение основной рабочей зоны в двух направлениях. Вертикальное продвижение производится благодаря направляющим, которые имеются на станине. Продольное перемещение осуществляется за счет горизонтальных направляющих. Управление происходит за счет ходового вала, а последний получает движение от коробки передач.
Управление происходит за счет ходового вала, а последний получает движение от коробки передач.
Шпиндельная бабка
Механизм бабки шпинделя снабжен шомполом. Благодаря ему зажимается весь инструментарий станка. Для установки величины автоматического движения шпиндельной бабки существуют промежуточные опоры.
Вертикальная головка
Вертикальная головка вмонтирована в хоботную планшайбу. Конструкция имеет способность поворачиваться на 90° от вертикальной оси. Оператор может установить нулевой угол поворота при необходимости. В таком случае головку нужно зафиксировать двумя штифтами с использованием болтов с внутренними шестигранниками. Шлицы передают вращательное движение хвостовой части шпинделя, а двухрядный и роликовый подшипники служат опорой для вертикального шпинделя.
Угловой горизонтальный стол
Эта конструкция отлита из чугуна и прикреплена болтами к основной рабочей поверхности. Для прикрепления имеются Т-образные пазы – 3 штуки.
Тиски
Могут вращаться вокруг своей оси. Являются неотъемлемой конструкцией станка и могут быть дополнительно смонтированы на обоих столах, что значительно облегчает работу.
Являются неотъемлемой конструкцией станка и могут быть дополнительно смонтированы на обоих столах, что значительно облегчает работу.
Долбежная головка
Долбежная головка вмонтирована в состав специального круглого корпуса. Сюда же входит специальный хобот, который вмонтирован в долбежную и вертикальную головки.
Схема кинематическая фрезерного станка 676П
Кинематическая схема фрезерного станка 676П
Цепь главного движения
От электродвигателя 1 мощностью 2,2 кВт движение передается на вал 1 при помощи клиноременной передачи 2—3. От вала 1 через коробку скоростей вращение передается барабанной шестерне 20, затем на вал горизонтального шпинделя VI.
Вал вертикального шпинделя VIII получает вращение от вала VI через коническую 22—23 и цилиндрическую 24—25 пары.
Различные положения блоков шестерен коробки скоростей (7-6, 5—4, 14—15, 19—18) позволяют сообщать горизонтальному и вертикальному шпинделям шестнадцать различных скоростей.
Цепь подач
Все подачи станка (стола в вертикальном и продольном направлениях, шпиндельной бабки в поперечном направлении) осуществляются механически и вручную. Кроме того, для всех направлений предусмотрено ускоренное перемещение.
Самостоятельного привода подач в станке нет. Механизмы подач получают вращение от главного привода (вал 1 коробки скоростей) через коробку подач. С последнего вала коробки подач XIII при помощи цепных передач 50—62, 51—53 вращение передается механизмам подач стола и шпиндельной бабки.
Вертикальные подачи стола осуществляются следующим образом: от вала XVII через коническую пару 63—64 получает вращение вал XVIII. На винт XXIII вертикального перемещения прямое вращение передается через шестерни 65—77, а обратное – через шестерни 74—75—76. Так как винт закреплен в суппорте, стол получает перемещение вверх или вниз.
Ручное вертикальное перемещение осуществляется маховиком, сидящим на валу XXV, через конические пары 80—81 и 78—79. Продольные подачи влево и вправо осуществляются переключением муфты на валу XIX, при этом вращение передается через шестерни 66—65 и 74—75—67 на вал XIX, через коническую пару 68—69 на вал XX, а затем через шестерни 70—71 на вал винта XXI.
В случае переключения муфты на валу XIV механизм поперечной подачи шпиндельной бабки сообщает прямое или обратное вращение гайке 59, связанной с винтом поперечной подачи, причем шпиндельная бабка перемещается вперед или назад.
Вручную шпиндельная бабка перемещается маховиком с помощью конической пары 55—56 или 56—57.
Ускоренные перемещения осуществляются сцеплением муфты на валу XVII с муфтой цилиндрического колеса 49. Таблицы механизмов главного движения и подач приведены в табл. 5 и 6.
Технические характеристики
Особенности конструкции влияют на основные технические характеристики оборудования:
- показатели вращения горизонтального шпинделя – 50–1630 об/мин;
- параметры движения вертикального шпинделя – 63–2040 об/мин;
- скоростей шпинделя – 16;
- максимальное продвижение вертикального шпинделя по оси – 8 см;
- расстояние от оси горизонтального шпинделя до рабочей поверхности – 8–46 см;
- от торца вертикального шпинделя до рабочей горизонтальной поверхности – 0–38 см;
- максимальный ход стола вдоль – 45 см;
- по вертикали – 38 см.

1 деление лимба равно 0.05 мм. Масса станка чуть больше тонны (1050 кг).
Проверка работоспособности
Этот процесс начинают с прогонки оборудования на минимальной скорости, постепенно увеличивая ее до максимального показателя. На основной рабочей передачи вращения станок должен проработать не менее двух часов, при этом шпиндельные опоры не могут подвергаться нагреву свыше 50 градусов.
После проверки агрегата на холостых оборотах, он подвергается нагрузке. Фрезер должен проработать на предельном режущем усилии в режиме кратковременной 25-процентной перегрузке. При нормальной работе в таком режиме не наблюдается появление вибраций и сохраняется высокая точность обработки.
Руководство по эксплуатации
В руководстве по эксплуатации станка помимо общих рекомендаций указаны индивидуальные особенности обслуживания данного оборудования. К ним относятся:
- необходимость каждые 10 часов работы смазывать направляющие и ходовые винты;
- раз в 40 часов покрывать машинной смазкой линейные подшипники;
- раз в 400 часов проводить профилактический осмотр, регулировать ремни в коробке подач, а также заменять их при необходимости.

Также следует регулярно осматривать и подтягивать все винты на оборудовании. При износе основных узлов они подлежат замене. Перед первым запуском станка в работу следует проверить надежность всех кожухов и защитных конструкций, очистить стол от смазочных материалов и жидкостей и проверить работу станка на холостом ходу.
Шпиндельная бабка
Данный элемент конструкции представлен отдельным корпусом, где находятся шестерни. Конструкция может перемещаться по установленным направляющим, что представляет собой поперечную подачу. Расшифровка названия станка определяет то, что он относится к вертикально-фрезерной группе за счет вертикального расположения самого шпинделя. Зажим инструмента осуществляется с помощью специального шомпола. В качестве ограничителя устанавливаются промежуточные упоры. Особенности конструкции позволяют проводить координатно-расточные работы. Для этого были установлены индикатородержатель и плиткодержатель, необходимые для фиксации мерной плитки.
Паспорт
Паспорт станка содержит сведения, которые нужны как обслуживающему персоналу, так и непосредственно работнику, связанному с этим оборудованием. В паспорте указаны все схемы, подробное описание основных и дополнительных узлов станка, а также правила эксплуатации, подготовка к первоначальному пуску и основные технические характеристики. Также в паспорте подробно описаны правила смазки всех узлов оборудования и указаны нюансы обслуживания самой смазочной системы.
Паспорт фрезерного станка можно бесплатно скачать по ссылке – Паспорт широкоуниверсального станка 676П.
Фрезы по металлу для фрезерного станка
Многообразие конфигураций фрез позволяет выполнить выборку материала на самых труднодоступных участках, благодаря чему деталь принимает требуемые размеры и очертания.
Фрезы классифицируются по расположению резцов, типу конструкции, направлению, форме зубьев, способу крепления и материалу режущего инструмента.
Модификации:
- Дисковые фрезы используются для обрезки заготовок, выборке пазов, металла, снятия фасок. Режущая часть таких элементов может размещаться с одной или с двух сторон.
- Торцовые фрезы работают с плоскими заготовками ступенчатого типа. Рабочей частью инструмента является торец, ось его вращения перпендикулярна поверхности заготовки.
- Цилиндрическая фреза по металлу для фрезерного станка может быть с винтовыми или прямыми зубцами. Первый вариант позволяет обрабатывать плавно заготовку, а вторая конфигурация – отделывать узкие плоскости, поэтому такой инструмент относится к универсальной категории.
- Угловые варианты. Такие фрезы используются для обработки наклонных поверхностей, имеют коническую конфигурацию. Различают одно и двухугловые модификации, отличающиеся размещением режущей кромки.
- Концевые фрезы предназначаются для создания пазов, контурных выемок, уступов и обработки взаимно перпендикулярных частей.
 Режущая часть таких элементов может размещаться с одной или с двух сторон.
Режущая часть таких элементов может размещаться с одной или с двух сторон.Также существуют фасонные, червячные и кольцевые фрезы. Они служат для обработки фасонных поверхностей и заготовок неординарных конфигураций и еще больше расширяют возможности станка 676.
Особенности модификаций
На основе данного оборудования были произведены несколько модификаций, которые имели свои особенности и технические характеристики.
676П
Основное отличие данной конструкции от станка СФ 676 – класс точности. По техническим характеристикам отличия незначительны:
- показатели мощности главного электропривода – 2,2 кВт;
- масса – 910 кг;
- расстояние от стола к шпинделю меньше на 1 см.
На данный момент это оборудование можно приобрести только лишь на вторичном рынке.
40AT5
Эта модификация станка снабжена конусом 7:24-40. Все остальные технические характеристики схожи.
КМ4
Еще одна модификация станка, но уже с другим конусом – КМ4.
КМ4-Ф2
Конус у данной конструкции так же, как и в прошлом варианте – КМ4. Дополнительно станок снабжен УЦИ на 2 координаты.
40ATS-Ф2
Модификация снабжена УЦИ на 2 координаты и снабжена конусом 7:24-40.
40Aats Ф3
Эта модификация уже на 3 координаты. Конус на ней также 7:24-40.
Конус на ней также 7:24-40.
КМ-4Ф3
Станок снабжен УЦИ на 3 координаты с конусом КМ-4.
Л
Это облегченная вариация основного агрегата СФ676, которая используется для установки в небольшие или передвижные мастерские.
Особенности
Фрезерный станок 676 причисляется к категории высокоточных фрезеров (класса Н). Максимальная точность обработки достигается, если во время работы рядом с агрегатом отсутствуют источники вибрации, температура окружающего воздуха находится в пределах 20 °C, влажность – около 65%.
Рассматриваемое оборудование используется в единичном и мелкосерийном производстве, преимущественно на машиностроительных предприятиях и инструментальных комбинатах. На популярность фрезерного станка 676 влияет ряд преимуществ по сравнению с конкурентами:
- Остов оборудования выполнен из чугуна, имеет большую массу, обеспечивающую надежную устойчивость без возникновения вибраций, что гарантирует высокоточную обработку.
- Универсальность оборудования позволяет работать с малоразмерными заготовками и деталями длиной до 0,8 м при ширине – 0,25 м.
- Агрегат может комплектоваться долбежным наконечником, с возможностью выполнения соответствующих операций.
- Относительно небольшие габариты станка дают возможность его размещения даже в обычном гараже.
- Многоуровневый спектр вращения шпиндельных головок способствует оптимальному подбору режимов отделки металлов, в зависимости от их твердости.
Аналоги
Аналогичное оборудование производят не только в нашей стране, но и зарубежном. Есть небольшие различия в технических характеристиках, но в основном это полностью аналогичное оборудование:
- X8132 – консольно-фрезерный станок отлично зарекомендовал себя на предприятиях машиностроительной и приборостроительной промышленности, производится в Тайвани;
- ОММ64S, ОММ67S – производство «Микрон» г. Одесса;
- ВМ 130 – отечественный аналог, произведенный Воткинским машиностроительным заводом.
Также аналогичные агрегаты производятся на Дмитровском заводе фрезерных станков.
Отзывы
Станок пользуется популярностью, как для небольших производств, так и для использования в частных мастерских. По отзывам его основными преимуществами являются:
По отзывам его основными преимуществами являются:
- понятное и удобное управление основными функциями станка;
- наличие дополнительной головки шпинделя на выдвигающемся хоботе;
- качественная станина из чугуна эффективно поглощает все виды вибрации.
По словам опытных операторов, на данном оборудовании есть возможность подобрать оптимальные системы нарезания, поскольку расширен масштаб циркуляции горизонтального и вертикального шпинделей. Широкоуниверсальный фрезерный станок СФ-676 с успехом используется в условиях единичного и небольшого серийного производства в самых разных отраслях промышленности. Станок используется для обработки деталей из чугуна, стали, а также разных сплавов и цветных металлов. При этом агрегат прост в управлении и отличается надежностью в работе.
Конструкционные особенности станка
Универсальная конструкция станка позволяет использовать его для разных работ. При этом агрегат позволяет высококачественно обрабатывать детали, успешно справляясь с функциями, которые на него возложены.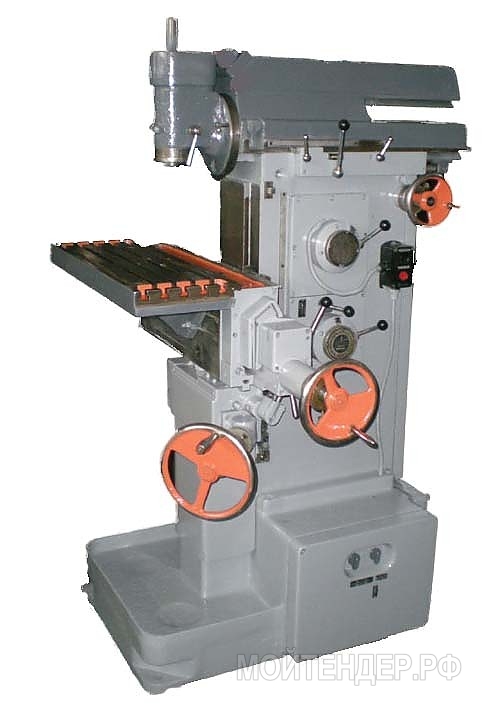 Благодаря продуманной компоновке, устройство отличается надежностью и выносливостью.
Благодаря продуманной компоновке, устройство отличается надежностью и выносливостью.
Основа станка сделана из чугуна. К ней крепится станина. На последней, в свою очередь, закреплены шпиндели. Также к станине прикреплен рабочий стол станка, коробка передач и силовая установка.
Рабочий стол оснащен монтажными пазами, при помощи которых можно фиксировать детали. Сборка стружки осуществляется благодаря выемке, установленной в нижней части инструмента. Устройство также оснащено системами, отвечающими за подачу охлаждающей жидкости и СОЖ.
Среди конструктивных особенностей фрезеровального агрегата можно выделить:
- оснащение двумя шпинделями, о чем уже упоминалось ранее;
- наличие нескольких режимов работы;
- присутствие в компоновке маховика с вертикальным перемещением.
Следует отметить, что конструкторы устройства предусмотрели оснащение его дополнительными элементами, не входящими в стандартную комплектацию. Наиболее распространенной модификацией является добавление к устройству долбежной головки, благодаря которой можно выполнять долбление деталей, созданных из стали.
Дека для тюков 676P XRM — длинный ящик, SRW
технические характеристики
- Цена : Свяжитесь с нами, чтобы узнать цену
- Тип продукта: Колоды DewEze Bale
- Производитель: DewEze
- Модель: 676P XRM
- Год : 2023
ЗАПРОСИТЬ ЦЕНУ
НОВЫЙ
НОВЫЙ
НОВЫЙ
НОВЫЙ
НОВЫЙ
НОВЫЙ
НОВЫЙ
НОВЫЙ
НОВЫЙ
НОВЫЙ
НОВЫЙ
НОВЫЙ
- Функции
- Описание
- Технические характеристики серии
- Загрузки
- Отзывы
Эта функция синхронизированного сжатия, разработанная с такой же мощностью и утонченностью, как и ведущее в отрасли устройство параллельного сжатия, перемещает тюки более эффективно. Рычаги открываются и закрываются на расстояние от 110 до 34 дюймов для более широкого диапазона движений при работе с тюками различных размеров.
Рычаги открываются и закрываются на расстояние от 110 до 34 дюймов для более широкого диапазона движений при работе с тюками различных размеров.
Возьмите в руки и увеличьте зону покрытия с помощью запатентованного 12-дюймового поворотного вращателя. Кормите легко, не выходя из кабины, с помощью беспроводного пульта дистанционного управления, который входит в стандартную комплектацию гидравлической системы DewEze под капотом.
Наслаждайтесь долговечностью и мощностью дек DewEze Bale, разработанных для движения вперед.
| Производитель | DewEze |
|---|---|
| Модель | 676P XRM |
| Год | 2023 |
| Состояние | НОВЫЙ |
Submit your review | |
Check this box to confirm you are human. | |
Отправить Отменить | |
Создайте свой отзыв
Arrow Equipment
Средняя оценка:
0 отзывов
Превратите свой грузовик в УНИВЕРСАЛЬНУЮ РАБОЧУЮ ЛОШАДЬ.
Наслаждайтесь долговечностью и мощностью дек DewEze Bale, разработанных для движения вперед.
Рекомендуемые продукты
Давай поговорим.
Думаете о следующей покупке оборудования?
Начните разговор с нашей командой.
Просмотр продуктов
Sci Mac — продукты для научных машин
Похоже, в вашем браузере отключен JavaScript.
Для использования функций этого веб-сайта в вашем браузере должен быть включен JavaScript.
Меню
- Товары
- Адаптеры
- Втулочные адаптеры
- Универсальные впускные адаптеры
- Адаптеры для термометров
- Соединительные втулки
- Переходные адаптеры
- Закрытия
- Соединительные колпачки
- Колпачки — GL, GPI, SVL и Rodaviss
- Фланцевые прокладки
- Контейнеры
- Стаканы и фляги
- Бутылки, банки, флаконы, воронки
- Посуда и часовое стекло из ПТФЭ
- Пробирки и стойки для пробирок
- Лабораторная посуда
- Стеклянная бюретка с клапанами из ПТФЭ
- Запорные краны и заглушки
- Стеклянные колбы с пробками из ПТФЭ
- Фляги
- Колбы и крышки из нержавеющей стали
- Флаконы из ПТФЭ
- Крышки реактора из ПТФЭ и фитинги
- Прокладки для колб
- Перегородки из ПТФЭ
- Дренажные клапаны реакционной колбы
- Кольца поддержки колбы
- Прокладки
- Фланцевые прокладки
- Резьбовые стеклянные соединители, стеклянные соединения
- Резьбовое стекло и кварц с прецизионной резьбой
- Стекло с внутренней резьбой
- Резьбовые соединители SciMac
- Трубки с резьбой, колонки и ответные крышки
- Резьбовые соединения и заглушки из шлифованного стекла
- Соединители – стеклянная фурнитура
- Рукава
- Тонкостенные рукава из ПТФЭ
- Втулки ручки из ПТФЭ
- Совместные зажимы
- Пробки
- Стопоры – Ручка
- Пробки – Гриб
- Пробки с плоской головкой
- Пробки – длина колбы
- Пробки – Безопасность
- Пробки – сферические
- Заглушки с внутренней резьбой
- Запорные краны
- Стеклянные соединения / запорные краны из ПТФЭ
- Запорные краны из ПТФЭ, прямой проход
- Запорные краны из ПТФЭ, направленный проход
- Запорные краны из ПТФЭ, наклонное отверстие
- ПТФЭ дозирующий клапан и заглушки Fresenius
- Компоненты заглушки запорного крана
- Клапаны
- Высоковакуумные клапаны SciMac из ПТФЭ
- Дренажные клапаны реакционной колбы
- Тонкий поток, измерение, вход трубки ЯМР
- Бюретки Клапаны
- Аппаратное обеспечение
- Винты, гайки и болты из ПТФЭ
- ПТФЭ наконечники, конусы
- Уплотнительные кольца, седельные уплотнительные кольца
- Шарики из ПТФЭ
- Совместные зажимы
- Трубные фитинги
- уплотнительные кольца
- Витоновые уплотнительные кольца
- Уплотнительные кольца из теффе
- Перфторированные уплотнительные кольца
- Седловые уплотнительные кольца из ПТФЭ
- Инкапсулированные силиконовые уплотнительные кольца FEP
- Силиконовые уплотнительные кольца
- ПТФЭ наконечники
- Посуда
- Чашки для выпаривания и тигли
- Очки для часов и крышка стакана
- Пробирка и штативы
- Пинцет
- Ковши, совки, ковши
- Воронки
- Шпатели и скребки
- Обогреватели
- Датчик температуры
- Адаптеры
- Перемешивание и перемешивание
- Мешалки и турбины
- Мини мешалки
- Мешалки из ПТФЭ: 10 мм, 12 мм
- Осевые мешалки: валы Ø 19 мм
- Мешалки: внутренний диаметр 25,4 и 31,75 мм
- Мешалки для реакторных колб – ПТФЭ
- 90-градусные мешалки с радиальным потоком
- Турбины 15º – пеногаситель
- Крыльчатки и подводные крылья из ПТФЭ
- Мешалки и турбины из нержавеющей стали 316
- Лопасти мешалки
- Лопасти мешалки из ПТФЭ – 10 мм
- Лезвия из ПТФЭ – 19 мм
- Лопасти и мешалки из нержавеющей стали
- Валы мешалки из ПТФЭ для лопастей
- Валы из нержавеющей стали с прикрепленными лезвиями
- Валы из нержавеющей стали диаметром 10 мм и 19 мм
- Валы мешалки со встроенными лопастями
- Валы мешалки из ПТФЭ с анкерными лопастями
- Валы мешалки из ПТФЭ с отступающими лопастями
- Валы мешалок из ПТФЭ с осевыми мешалками
- Валы мешалок из ПТФЭ с радиальными рабочими колесами
- Валы мешалок из ПТФЭ с узкими веерообразными мешалками
- Валы мешалки из ПТФЭ с центробежной лопастью
- Валы мешалки
- Нерж. сталь 316L 10 мм и 19 мм Ø
- Валы стеклянной мешалки
- Муфты валов
- Валы мешалки с покрытием из ПТФЭ
- Валы из ПТФЭ 10 мм
- Валы 1/2 дюйма из ПТФЭ
- Валы из ПТФЭ 16 мм
- Валы из ПТФЭ 19 мм
- Полые полые валы из ПТФЭ 19 мм
- 19-миллиметровые сверхточные валы
- 1,0-дюймовые валы из ПТФЭ
- Нерж.
- Смешивание
- Мешалки с подогревом
- Верхнеприводные мешалки
- Подшипники и муфты для мешалок
- Цельный подшипник из ПТФЭ
- Подшипник из нержавеющей стали 316
- Подшипник из ПТФЭ
- Все ПТФЭ
- Подшипник шарового шарнира
- Стеклянная нить SciMac
- Истинный подшипник
- Высокоэффективный ПТФЭ
- Муфты валов
- Седловые уплотнительные кольца
- Магниты для перемешивания
- Конические магниты мешалки
- Октаэдрические магниты мешалки
- Магниты для футбольной мешалки
- Цилиндрические магниты мешалки
- Овальные магниты для мешалок
- Магнитные ретриверы
- Мешалки с подогревом
- Мешалки и турбины
- Пользовательская стеклянная резьба
- Трубка из ПТФЭ, лист, стержень
- Трубка из ПТФЭ
- Трубные фитинги и соединители
- Листы ПТФЭ
- Прокладки, расширенный ПТФЭ
- ПТФЭ стержень
- Трубные фитинги и адаптеры
- Изготовленные на заказ детали из ПТФЭ
- Сделать запрос
 сталь 316L 10 мм и 19 мм Ø
сталь 316L 10 мм и 19 мм Ø- Дом
- Товары
- Адаптеры
- Втулочные адаптеры
- Универсальные впускные адаптеры
- Адаптеры для термометров
- Соединительные втулки
- Переходные адаптеры
- Закрытия
- Соединительные колпачки
- Колпачки — GL, GPI, SVL и Rodaviss
- Фланцевые прокладки
- Контейнеры
- Стаканы и фляги
- Бутылки, банки, флаконы, воронки
- Посуда и часовое стекло из ПТФЭ
- Пробирки и стойки для пробирок
- Лабораторная посуда
- Стеклянная бюретка с клапанами из ПТФЭ
- Запорные краны и заглушки
- Стеклянные колбы с пробками из ПТФЭ
- Фляги
- Колбы и крышки из нержавеющей стали
- Флаконы из ПТФЭ
- Крышки реактора из ПТФЭ и фитинги
- Прокладки для колб
- Перегородки из ПТФЭ
- Дренажные клапаны реакционной колбы
- Кольца поддержки колбы
- Прокладки
- Фланцевые прокладки
- Прокладки из расширенного ПТФЭ
- Резьбовые стеклянные соединители, стеклянные соединения
- Резьбовое стекло и кварц с прецизионной резьбой
- Стекло с внутренней резьбой
- Резьбовые соединители SciMac
- Трубки с резьбой, колонки и ответные крышки
- Резьбовые соединения и заглушки из шлифованного стекла
- Соединители – стеклянная фурнитура
- Рукава
- Тонкостенные рукава из ПТФЭ
- Втулки ручки из ПТФЭ
- Совместные зажимы
- Пробки
- Стопоры – Ручка
- Пробки – Гриб
- Пробки с плоской головкой
- Пробки – длина колбы
- Пробки – Безопасность
- Пробки – сферические
- Заглушки с внутренней резьбой
- Запорные краны
- Стеклянные соединения / запорные краны из ПТФЭ
- Запорные краны из ПТФЭ, прямой проход
- Запорные краны из ПТФЭ, направленный проход
- Запорные краны из ПТФЭ, наклонное отверстие
- ПТФЭ дозирующий клапан и заглушки Fresenius
- Компоненты заглушки запорного крана
- Клапаны
- Высоковакуумные клапаны SciMac из ПТФЭ
- Дренажные клапаны реакционной колбы
- Тонкий поток, измерение, вход трубки ЯМР
- Бюретки Клапаны
- Аппаратное обеспечение
- Винты, гайки и болты из ПТФЭ
- ПТФЭ наконечники, конусы
- Уплотнительные кольца, седельные уплотнительные кольца
- Шарики из ПТФЭ
- Совместные зажимы
- Трубные фитинги
- уплотнительные кольца
- Витоновые уплотнительные кольца
- Уплотнительные кольца из теффе
- Перфторированные уплотнительные кольца
- Седловые уплотнительные кольца из ПТФЭ
- Инкапсулированные силиконовые уплотнительные кольца FEP
- Силиконовые уплотнительные кольца
- ПТФЭ наконечники
- Посуда
- Чашки для выпаривания и тигли
- Очки для часов и крышка стакана
- Пробирка и штативы
- Пинцет
- Ковши, совки, ковши
- Воронки
- Шпатели и скребки
- Обогреватели
- Датчик температуры
- Адаптеры
- Перемешивание и перемешивание
- Мешалки и турбины
- Мини мешалки
- Мешалки из ПТФЭ: 10 мм, 12 мм
- Осевые мешалки: валы Ø 19 мм
- Мешалки: внутренний диаметр 25,4 и 31,75 мм
- Мешалки для реакторных колб – ПТФЭ
- 90-градусные мешалки с радиальным потоком
- Турбины 15º – пеногаситель
- Крыльчатки и подводные крылья из ПТФЭ
- Мешалки и турбины из нержавеющей стали 316
- Лопасти мешалки
- Лопасти мешалки из ПТФЭ – 10 мм
- Лезвия из ПТФЭ – 19 мм
- Лопасти и мешалки из нержавеющей стали
- Валы мешалки из ПТФЭ для лопастей
- Валы из нержавеющей стали с прикрепленными лезвиями
- Валы из нержавеющей стали диаметром 10 мм и 19 мм
- Валы мешалки со встроенными лопастями
- Валы мешалки из ПТФЭ с анкерными лопастями
- Валы мешалки из ПТФЭ с отступающими лопастями
- Валы мешалок из ПТФЭ с осевыми мешалками
- Валы мешалок из ПТФЭ с радиальными рабочими колесами
- Валы мешалок из ПТФЭ с узкими веерообразными мешалками
- Валы мешалки из ПТФЭ с центробежной лопастью
- Валы мешалки
- Нерж. сталь 316L 10 мм и 19 мм Ø
- Валы стеклянной мешалки
- Муфты валов
- Валы мешалки с покрытием из ПТФЭ
- Валы из ПТФЭ 10 мм
- Валы 1/2 дюйма из ПТФЭ
- Валы из ПТФЭ 16 мм
- Валы из ПТФЭ 19 мм
- Полые полые валы из ПТФЭ 19 мм
- 19-миллиметровые сверхточные валы
- 1,0-дюймовые валы из ПТФЭ
- Нерж.
- Смешивание
- Мешалки с подогревом
- Верхнеприводные мешалки
- Подшипники и муфты для мешалок
- Цельный подшипник из ПТФЭ
- Подшипник из нержавеющей стали 316
- Подшипник из ПТФЭ
- Все ПТФЭ
- Подшипник шарового шарнира
- Стеклянная нить SciMac
- Истинный подшипник
- Высокоэффективный ПТФЭ
- Муфты валов
- Седловые уплотнительные кольца
- Магниты для перемешивания
- Конические магниты мешалки
- Октаэдрические магниты мешалки
- Магниты для футбольной мешалки
- Цилиндрические магниты мешалки
- Овальные магниты для мешалок
- Магнитные ретриверы
- Мешалки с подогревом
- Мешалки и турбины
- Пользовательская стеклянная резьба
- Трубка из ПТФЭ, лист, стержень
- Трубка из ПТФЭ
- Трубные фитинги и соединители
- Листы ПТФЭ
- Прокладки, расширенный ПТФЭ
- ПТФЭ стержень
- Трубные фитинги и адаптеры
- Изготовленные на заказ детали из ПТФЭ
- Сделать запрос
 сталь 316L 10 мм и 19 мм Ø
сталь 316L 10 мм и 19 мм ØЧто означает символ Ts?
Стандартные конические шлифованные соединения Спецификации: Ts — это символ, используемый для обозначения взаимозаменяемых конических шлифованных соединений, пробок, адаптеров, подшипников мешалки и втулок. Компоненты из ПТФЭ со стандартным конусом и соединения из матового стекла изготавливаются в соответствии со спецификациями ASTM1 E 676 и имеют точную конусность 1:10. Заглушки из ПТФЭ имеют конусность 1-5 и производятся в соответствии со спецификацией ASTM E 911. Окончательная обработка и шлифовка диаметров и допусков на конусность чрезвычайно точны, плюс или минус 0,05 миллиметра относительно конусной части компонента из ПТФЭ или стеклянных соединений. Вы можете быть уверены, что детали SciMac подходят ко всем продуктам производителей Scientific Glassware, которые также соответствуют этим стандартам — заказывайте смело.
Компоненты из ПТФЭ со стандартным конусом и соединения из матового стекла изготавливаются в соответствии со спецификациями ASTM1 E 676 и имеют точную конусность 1:10. Заглушки из ПТФЭ имеют конусность 1-5 и производятся в соответствии со спецификацией ASTM E 911. Окончательная обработка и шлифовка диаметров и допусков на конусность чрезвычайно точны, плюс или минус 0,05 миллиметра относительно конусной части компонента из ПТФЭ или стеклянных соединений. Вы можете быть уверены, что детали SciMac подходят ко всем продуктам производителей Scientific Glassware, которые также соответствуют этим стандартам — заказывайте смело.
Ref.1 American Society of Testing and Materials International https://www.astm.org
Стандартные размеры взаимозаменяемых соединений конус-шлиф, все размеры указаны в миллиметрах.
Обозначение размера соединения | Диаметр на большом конце наземной зоны | Приблизительный диаметр на маленьком конце | Приблизительная длина наземной зоны |
25. |
