6М12П станок – 6М12П – конструктивные особенности и техническое описание + Видео
alexxlab | 02.04.2020 | 0 | Разное
Вертикалка 6м12п (6Р12) Горький. Стоит ли брать его? – Фрезерные 6р10, 6Р11, 6Р12, 6Р80, 6Р81, 6Р82, 6Р83…
Значит так:
Предложили мне вертикально фреезрный 6м12п. Точная копия легендарно-класического 6р12, но повышеной точности. Горьковский. Пришел, посмотрел, включил. Работает все! Все скоростя шпинделя, все подачи, ускореная, толчки шпинделя ну кароче все. Потом я взял индикатор, закрепил в шпинделе, отогнал стол в крайнее положение по х. Опустил индикатор, обнулил…едем по столу. Длина стола там 1250 кажесь. Так вот, едем-едем, стрелка начинает плавно показывать на столе яму. Ближе к середине стола она показала значение 0,1 занижения относительно края с которого стартовали. Едем дальше стрелка начинает потихоньку лезть вверх и на противоположном конце стает снова на 0. Направляющие в очень хорошем состоянии. Ну есть местами небольшие царапины, но выработка не наблюдается. По у индикатор показал по нулям. Стол самого фрезера местами задет фрезами, но не сильно. Так вот вопрос:
1. Станок хочу использовать для выравнивания плоскости автомобильных головок. Не будет ли ета неточность помехой для такой работы?
2. Головку насколько я понимаю, всеравно буду базировать на двух шлифованых брусках (паралельках), которые будут стоять ближе к краям.
3. В паспорте не пишет сколько должна быть ета паралельность.
4. Как вы считаете много ли ето?
www.chipmaker.ru
Фрезерный станок 6М12П: технические характеристики, схемы, чертеж
Данный станок представляет группу консольно-фрезерного оборудования. Устройство снабжается специальным кронштейном, упрощающим работу в различных направлениях. К настоящему моменту такие разновидности станков 6М12П получили широкое применение.
Сведения о производителе
Фрезерные станки, которые относятся к серии 6М12П, выпускаются одним главным производителем – Горьковским заводом. Основано предприятие ещё в 1931 году. Он специализируется на производстве широкого модельного ряда станков, имеющих универсальное назначение. Кроме того, выпускаются модели, снабжённый ЧПУ, УЦИ. Это предприятие известно по всей России благодаря своей продукции.
Назначение станка
Серия станков имеет различные модификации, но многие характеристики в пределах модельного ряда остаются одинаковыми. 6М12П – это усовершенствованная версия серии Н.
Высокая точность и жёсткость – главные преимущества оборудования.
Благодаря использованию таких приспособлений можно выполнять большое количество операций:
- Фрезерование различных деталей, основой для которых послужили материалы вроде цветных и чёрных металлов, чугуна и стали. Форма может быть любой – радиусной и концевой, цилиндрической, торцевой.
- Поддержка циклов на автомате, полуавтомате. Благодаря этому станки становятся незаменимыми помощниками при выполнении работ с операционным характером, с полностью автоматизированными линиями.
- Станки позволяют обрабатывать поверхности горизонтального и вертикального типа, пазы и углы.
- Фрезерование может быть встречным, либо попутным.
- Скоростное фрезерование – метод обработки, при использовании которого оборудование становится особенно эффективным.

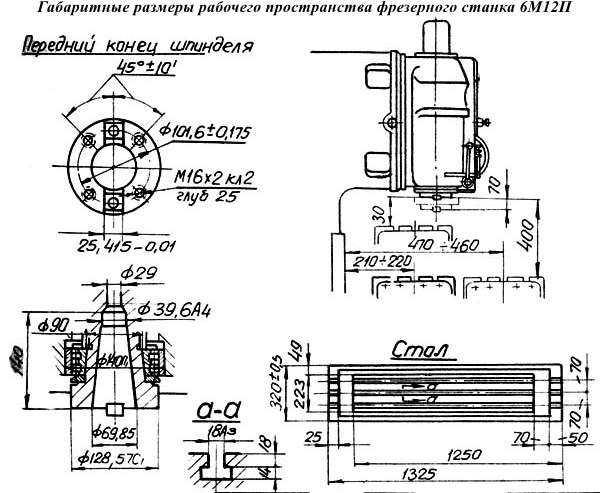
Габаритные размеры рабочего пространства, посадочные и присоединительные базы
Поверхность стола в миллиметрах имеет размеры, равные 1250 на 320. Перемещение стола продольного типа максимум составляет 800 мм. Для поперечного направления показатель – 320 мм. По вертикали – 420.
Относительно присоединительных баз размеры сохраняют стандартный уровень, полностью соответствуют сопроводительным документам.
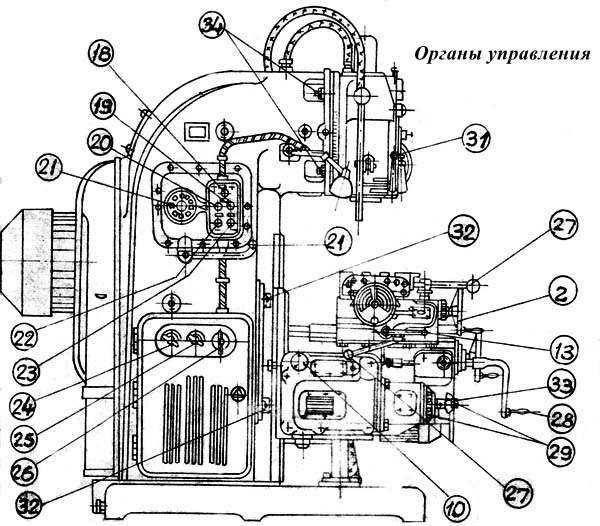
Расположение органов управления
Всего у устройства имеется около 34 деталей, которые участвуют в процессах регулировки, управления оборудования. Это различные рукоятки, краны, кнопки, переключатели. Не обходится и без использования зажимной гайки. Все детали закрепляются на основном корпусе, при необходимости к ним без проблем предоставляется доступ.
Перечень составных частей
Станки снабжаются специальными механическими деталями, за счёт которых, в том числе, организуется работа:
- Предохранительное оборудование, отвечающее за раздельное включение. К нему добавляют муфту, защищающую часть с двигателем от дополнительных перегрузок.
- Система торможения у шпинделя.
- Автоматический режим прерывистой подачи.
- Упоры подач. Участвуют при включении и выключении агрегатов.
- Блокировка подач. Ручная, либо механическая.

Дополнительные технические характеристики, аналоги
У устройства есть следующие аналоги, соответствующие исходнику по кинематике, техническим характеристикам:
- Модели от китайского предприятия Shandong Weida с номером X5040 и X
- Белорусский комбинат из Гомеля выпускает изделия FSS350VR.
- Дмитровский российский завод предлагает варианты станков 6K12 и 6Д12.
- Болгарские конструкции FV321M.

На базе станка, описанного выше, создавалось оборудование других видов. Комбинации почти ничем не отличаются друг от друга.
- 6Р13РФЗ. Снабжается револьверной головкой, управляется числовым программным комплексом.
- 6Б12, 6М12, 6Р12.
- 6М12П. Агрегат с повышенной точностью, производство начато с 1961 года.
- 6Е12 и 6Е12-1. К отличительным чертам относят скорость хода и подачи с увеличением, обороты в большом количестве.
- 6М12ПБ.
О станине и консоли
Станки любой разновидности снабжаются базовым узлом в виде станины. Остальные рабочие узлы и механизмы монтируются на этой поверхности. Для станины характерно наличие следующих параметров:
- Большое количество рёбер.
- Трапецеидальное сечение, развитое.
- Основание с высокой надёжностью.
Коробки скоростей стандартно внутри станин. Головка для поворотов – внутри передних частей. Монтаж осуществляется с использованием направляющих, имеющих форму круга. Консоль ставится на направляющих по вертикали. Характерно отделение главного узла и основания. Болтовое соединение позволит закрепить две составляющие друг на друге.

При подходе справа легко открывается доступ к коробке скоростей, насосу. Для этого используют окно, обычно закрытое при помощи специальной накладки. Насос используется для подачи смазочного состава к другим внутренним частям. С левой стороны открывается регулятор скоростей. Основание у станков бывает ещё и специальной ёмкостью, куда помещают охлаждающий состав. Сзади у основания есть отверстие, через которое производится слив жидкости в случае необходимости.
Среди базовых агрегатов – консольная часть станка. Благодаря этой части в одно целое соединяется цепь передач различного оборудования. Она участвует и при распределении движения на передачи различных типов. Двигатель подач расположен в нижней части системы. Движение через коробку передач идёт на консольные шестерни.

Перечень органов управления
Следующие составные станка являются не менее важными, чем предыдущие:
КП или коробка передач
Всего показателей передач у оборудования 18. Это обособленный узел. Обычно размещается на консоли, с левой стороны. Устройство для переключения передач располагается прямо на консоли. Передняя часть снабжается так называемым лимбом – его используют, чтобы наносить на поверхность определённые показатели передач. Метки позволяют без проблем задавать показатели подачи для рабочей поверхности, в плоскостях по горизонтали или вертикали.
Поворотная головка
Выглядит как шпиндель, который располагается вертикально. Снабжается дополнительно валиком для приёма. Шпиндель перемещается по оси при использовании специального маховика, последний размещается внутри специальной гильзы. Рукоятка находится внутри левой части гильзы. Благодаря этому легко выполнять зажим при необходимости.
Коробка скоростей
Всего используется 18 чисел, на которых происходит вращение шпинделя. Устанавливается внутри корпуса станины. На шарикоподшипниках монтируют валы этой коробки. Плунжерный насос, регулирующий смазку, находится на одной из таких деталей.
Салазки вместе с рабочим столом
Салазки зажимаются на консоли благодаря воздействию эксцентриковых зажимов. Движение начинается от винта, располагающегося поперечно. На следующем этапе всё переходит к направляющим в форме прямоугольника, консольного типа.
Стол перемещается так же при помощи направляющих, о которых говорилось ранее. Он – финальный компонент цепи подач, соблюдающей продольное положение. Винт вращающего типа отвечает за реализацию подобной схемы. Рукоятку кулачковой муфты надо запустить, чтобы началось движение.
Допустима настройка стола в трёх режимах: маятниковом, с автоматикой и полуавтоматикой.
Маятниковый режим контролируется с помощью кулачков. Детали монтируются на боковой поверхности стола, располагающейся спереди. При появлении блокировки у рычага продольного хода маятниковый режим работы нельзя останавливать, это приводит к поломкам агрегата.
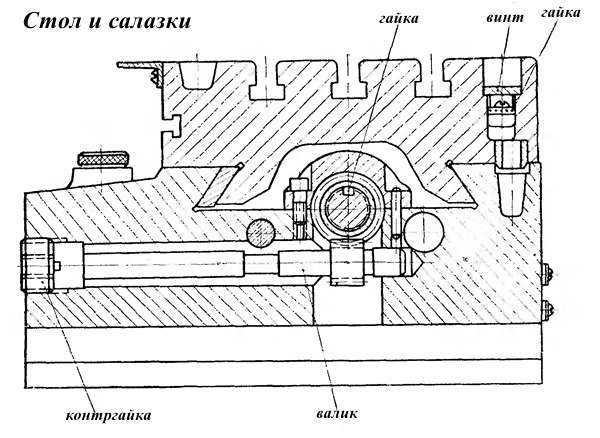
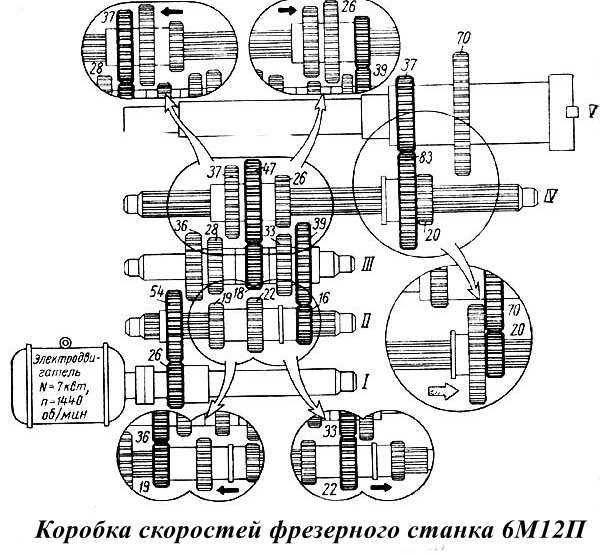
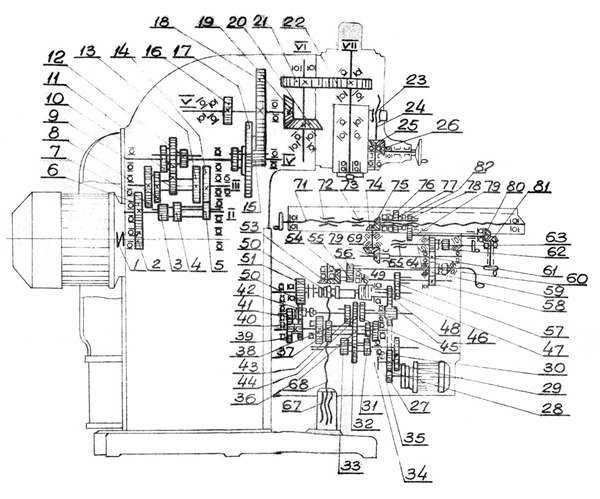
Схема кинематическая
Основной компонент движения приспособления – электродвигатель, имеющий мощность 7,5 кВт. Через упругую соединительную муфту движение от этого приспособления переходит к одному из валов. С первого вала на второй энергия передаётся через зубчатую передачу.
У второго вала ставится блок, дополненный колёсами зубчатой формы. Благодаря этой части движение переходит на третий вал. Устройство поддерживает три различные скорости передачи. Винты передач тоже участвуют в этом процессе.
Основная коробка подач работает на 18 скоростях. Если включить фрикционную муфту, то инструмент можно будет быстро перемещать по столу вне зависимости от технических характеристик. В этом случае процесс так же организуется с помощью основного электродвигателя вместе с валом, зубчатыми передачами.
Скачать схему в увеличенном масштабе
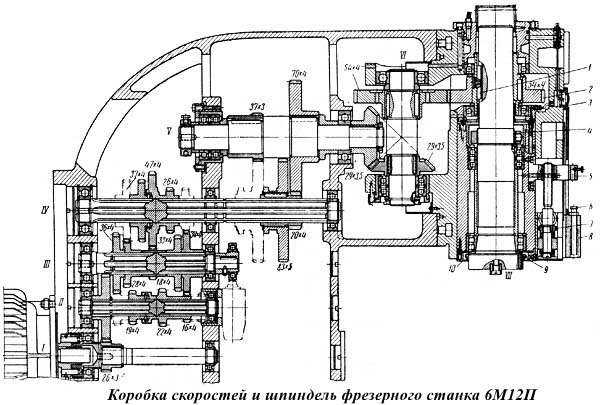
Коробка скоростей и шпиндель
Коробку скоростей располагают в верхней части корпуса станины. Ей управляют при помощи вставной коробки переключения. Которая, в свою очередь, монтируется на левой стороне. Получение доступа к обслуживающим деталям лёгкое, для этого просто снимается крышка справа.
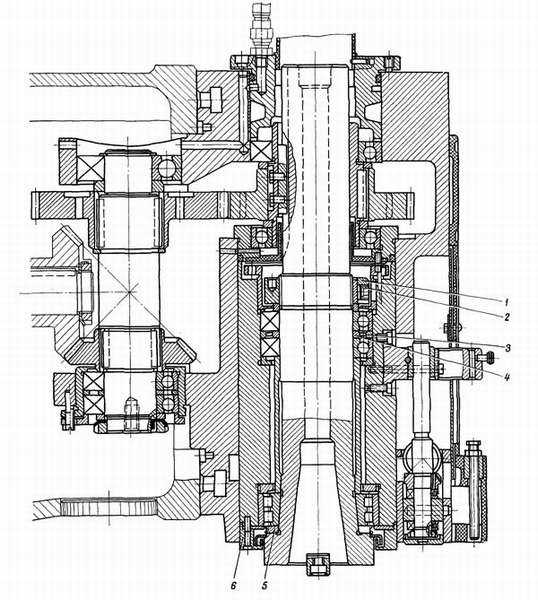
В поворотной головке монтируется шпиндель. Для крепления применяется четыре болта.
Механизм подач
Обычно механизмы подач состоят из нескольких валов. И у каждого устройства имеются свои особенности работы:
- На трёх шарикоподшипниках устанавливается 6-ой вал.
- Сцепление этой детали регулируется при её перемещении. Для этого надо использовать винты, ввёрнутые во фланец.
- По тому же правилу устанавливают пятый вал. Подтягивания гайки с левого торца достаточно для регулирования этой части.
- На трёх опорах располагается четвёртый вал, благодаря чему увеличивается жёсткость.
- К шлицевому типу устройств относятся валы 2, 3 и 4. Они участвуют в передвижении зубчатых блоков.
Механизм переключения скоростей, фактически, становится отдельным самостоятельным узлом. На поверхности располагается лимб 1, где наносятся все 18 числе оборотов шпинделя.

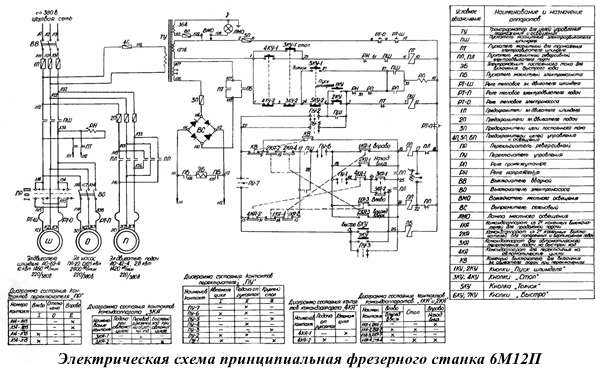
Схема электрическая
Электродвигатель участвует в образовании главного движения. Его мощность, тип и количество оборотов указываются в официальных технических сопроводительных документах. Кроме того, в работе участвуют такие элементы, как:
- Фрикционные муфты.
- Размер поверхностей трения.
- Число поверхностей трения.
- Материал поверхностей.
Скачать схему в увеличенном масштабе
Описание электрооборудования
Сеть трёхфазного тока напряжением 380 В должна стать основным источником питания, на это настроены все части. Кроме этого, электрическая схема предполагает и другие типы питания:
- От сетей напряжения на 127 В.
- Питания цепи местного освещения от напряжения 36 В.
- Использование нулевой защиты для всех электродвигателей.
- Использование плавких предохранителей для защиты каждой части.
- Тепловые реле, обеспечивающие дополнительную защиту.
Управление кнопочное, производится от двух командоаппаратов. Переключатель на три положения позволяет выполнить первые три режима.

Установочный чертёж
На нём изображается общий вид станка. Стандартные размеры изделия находятся в пределах от 1100 до 1735 миллиметров.
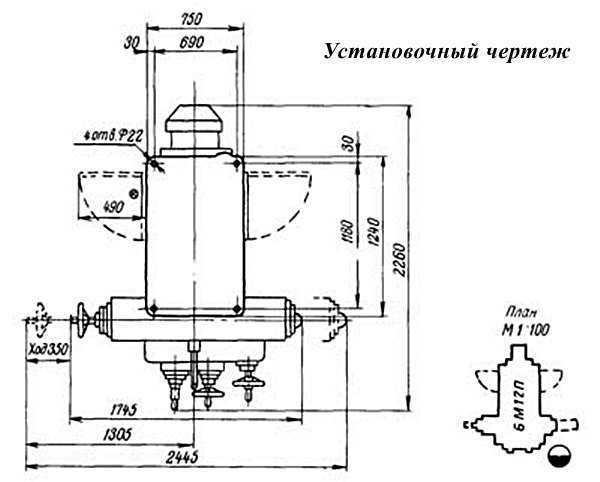
Технические характеристики
320 на 1250 миллиметров – основные характеристики, которыми отличается данный станок. Движение в разных направлениях может составлять от 260 до 700 миллиметров. Масса деталей, подвергающихся обработке, не более 250 килограмм.
Загрузка…xn—-ntbhhmr6g.xn--p1ai
| Наименование параметра | 6М12П |
|---|---|
| Основные параметры станка | |
| Размеры поверхности стола, мм | 1250 х 320 |
| Наибольшая масса обрабатываемой детали, кг | 250 |
| Расстояние от торца шпинделя до стола, мм | 30..400 |
| Расстояние от оси шпинделя до вертикальных направляющих станины (вылет), мм | 350 |
| Рабочий стол | |
| Наибольший продольный ход стола (X), мм | 700 |
| Наибольший поперечный ход стола механический/ ручной (Y), мм | 240/ 260 |
| Наибольший вертикальный ход стола (Z), мм | 370 |
| Пределы продольных и поперечных подач стола (X, Y), мм/мин | 25..1250 |
| Пределы вертикальных подач стола (Z), мм/мин | 8,3..416,6 |
| Количество подач продольных/ поперечных/ вертикальных | 18 |
| Скорость быстрых перемещений продольных (X), поперечных (Y), м/мин | 3 |
| Скорость быстрых перемещений вертикальных (Z), м/мин | 1 |
| Шпиндель | |
| Мощность привода главного движения, кВт | 7,5 |
| Частота вращения шпинделя, об/мин | 31,5..1600 |
| Количество скоростей шпинделя | 18 |
| Перемещение пиноли шпинделя, мм | |
| Конус фрезерного шпинделя по ГОСТ 836-62 | № 3 |
| Конец шпинделя ГОСТ 24644-81, ряд 4, исполнение 6 | |
| Отверстие фрезерного шпинделя, мм | 29 |
| Поворот шпиндельной головки вправо и влево, град | ±45 |
| Механика станка | |
| Выключающие упоры подачи (продольной, поперечной, вертикальной) | Есть |
| Блокировка ручной и механической подач (продольной, поперечной, вертикальной) | Есть |
| Блокировка раздельного включения подач | Есть |
| Торможение шпинделя | Есть |
| Предохранительная муфта от перегрузок | Есть |
| Автоматическая прерывистая подача | Есть |
| Электрооборудование, привод | |
| Количество электродвигателей на станке | 3 |
| Электродвигатель привода главного движения, кВт | 7,5 |
| Электродвигатель привода подач, кВт | 2,2 |
| Электродвигатель зажима инструмента, кВт | – |
| Электродвигатель насоса охлаждающей жидкости, кВт | 0,125 |
| Суммарная мощность всех электродвигателей, кВт | 9,825 |
| Габарит и масса станка | |
| Габариты станка (длина ширина высота), мм | 2395 х 1745 х 2000 |
| Масса станка, кг | 3000 |
stankos.ru
Станок вертикальный консольно-фрезерный 6М12П | Станочный Мир
Если Вам необходимо купить Станок вертикальный консольно-фрезерный 6М12П звоните по телефонам:
в Москве +7 (499) 372-31-73
в Санкт-Петербурге +7 (812) 245-28-87
в Минске +375 (17) 246-40-09
в Екатеринбурге +7 (343) 289-16-76
в Новосибирске +7 (383) 284-08-84
в Челябинске +7 (351) 951-00-26
в Тюмени +7 (3452) 514-886
в Нижнем Новгороде +7 (831) 218-06-78
в Самаре +7 (846) 201-07-64
в Перми +7 (342) 207-43-05
в Ростове-на-Дону +7 (863) 310-03-86
в Воронеже +7 (473) 202-33-64
в Красноярске +7 (391) 216-42-04
в Нур-Султане +7 (7172) 69-62-30;
в Абакане, Альметьевске, Архангельске, Астрахани, Барнауле, Белгороде, Благовещенске, Брянске, Владивостоке, Владимире, Волгограде, Вологде, Иваново, Ижевске, Иркутске, Йошкар-Оле, Казани, Калуге, Кемерово, Кирове, Краснодаре, Красноярске, Кургане, Курске, Кызыле, Липецке, Магадане, Магнитогорске, Майкопе, Мурманске, Набережных Челнах, Нижнекамске, Великом Новгороде, Новокузнецке, Новороссийске, Новом Уренгое, Норильске, Омске, Орле, Оренбурге, Пензе, Перми, Петрозаводске, Пскове, Рязани, Саранске, Саратове, Севастополе, Симферополе, Смоленске, Сыктывкаре, Тамбове, Твери, Томске, Туле, Улан-Удэ, Ульяновске, Уфе, Хабаровске, Чебоксарах, Чите, Элисте, Якутске, Ярославле и в других городах
По всей России бесплатный номер 8 (800) 775-16-64.
В странах СНГ — Беларуси, Казахстане, Туркменистане, Узбекистане, Украине, Таджикистане, Молдове, Азербайджане, Кыргызстане, Армении в городах Нур-Султан, Бишкек, Баку, Ереван, Минск, Ашхабад, Кишинев, Душанбе, Ташкент, Киев и других для покупки оборудования типа Станок вертикальный консольно-фрезерный 6М12П звоните на любой удобный номер, указанный на нашем сайте, или оставьте свои контакты под кнопкой ЗАКАЗАТЬ ЗВОНОК вверху сайта – мы сами Вам перезвоним.
stanok-kpo.ru
Еще один 6М12П – Фрезерные 6р10, 6Р11, 6Р12, 6Р80, 6Р81, 6Р82, 6Р83…
В результате поисков вертикального фрезрного станка, был найден сабж, как то создавал тему в опознайке
http://www.chipmaker.ru/topic/79046/page__fromsearch__1
В итоге ни чего по соотношению цена качесвто лучьше найти не удалось, было принято решение брать.
сторговались за 22000р. + 300р отдал за погрузку на манипулятор кранбалкой.
Выгрузились перед гаражом быстро
Дальше манипулятор помочь ни чем уже не мог, и был отпущен по своим делам.
До покупки были сомнения по поводу вертикального габарита, войдет ли в раму ворот?
так вот убрал шомпол, снял крышку верхнего подшипника пару штуцеров станок с приличным зазором по рулетке должен был пройти. К стати пытался повернуть голову на 90 градусов, отпустил все что мог, но она так и не сдвинулась, хотя по всему диаметру появился зазор.
используя 2 лома и силу пары человек станочек был вдвинут в предел гаража, что уже заставило несколько расслабиться.
Практически ни какой ревизии не проводил пошел домой.
Отсутсвует главный электродвигатель и моторчик привода насоса СОЖ, вся электрика комплектна.
В коробке и в суппорте есть масло все крутиться и переключается.
Отдельное спасибо Дядьке Максиму за консультацию.
www.chipmaker.ru
Станок вертикальный консольно-фрезерный 6М12ПБ | Станочный Мир
Если Вам необходимо купить Станок вертикальный консольно-фрезерный 6М12ПБ звоните по телефонам:
в Москве +7 (499) 372-31-73
в Санкт-Петербурге +7 (812) 245-28-87
в Минске +375 (17) 246-40-09
в Екатеринбурге +7 (343) 289-16-76
в Новосибирске +7 (383) 284-08-84
в Челябинске +7 (351) 951-00-26
в Тюмени +7 (3452) 514-886
в Нижнем Новгороде +7 (831) 218-06-78
в Самаре +7 (846) 201-07-64
в Перми +7 (342) 207-43-05
в Ростове-на-Дону +7 (863) 310-03-86
в Воронеже +7 (473) 202-33-64
в Красноярске +7 (391) 216-42-04
в Нур-Султане +7 (7172) 69-62-30;
в Абакане, Альметьевске, Архангельске, Астрахани, Барнауле, Белгороде, Благовещенске, Брянске, Владивостоке, Владимире, Волгограде, Вологде, Иваново, Ижевске, Иркутске, Йошкар-Оле, Казани, Калуге, Кемерово, Кирове, Краснодаре, Красноярске, Кургане, Курске, Кызыле, Липецке, Магадане, Магнитогорске, Майкопе, Мурманске, Набережных Челнах, Нижнекамске, Великом Новгороде, Новокузнецке, Новороссийске, Новом Уренгое, Норильске, Омске, Орле, Оренбурге, Пензе, Перми, Петрозаводске, Пскове, Рязани, Саранске, Саратове, Севастополе, Симферополе, Смоленске, Сыктывкаре, Тамбове, Твери, Томске, Туле, Улан-Удэ, Ульяновске, Уфе, Хабаровске, Чебоксарах, Чите, Элисте, Якутске, Ярославле и в других городах
По всей России бесплатный номер 8 (800) 775-16-64.
В странах СНГ — Беларуси, Казахстане, Туркменистане, Узбекистане, Украине, Таджикистане, Молдове, Азербайджане, Кыргызстане, Армении в городах Нур-Султан, Бишкек, Баку, Ереван, Минск, Ашхабад, Кишинев, Душанбе, Ташкент, Киев и других для покупки оборудования типа Станок вертикальный консольно-фрезерный 6М12ПБ звоните на любой удобный номер, указанный на нашем сайте, или оставьте свои контакты под кнопкой ЗАКАЗАТЬ ЗВОНОК вверху сайта – мы сами Вам перезвоним.
stanok-kpo.ru
Коробка скороостей консольно-фрезерного станка 6М12П — КиберПедия
Коробка скоростей смонтирована непосредственно в верхней части корпуса станины и управляется с помощью вставной коробки переключения скоростей, расположенной с левой стороны станины. Для осмотра коробки скоростей достаточно снять крышку, находящуюся с правой стороны станины.
Шпиндель станка 6М12П (см. рис. 274, б) смонтирован в поворотной головке, которая центрируется в кольцевой выточке горловины станины и крепится к ней четырьмя болтами 1 (рис. 275). Поворотная головка может быть повернута на 45° от вертикальной оси в обе стороны
Выдвижение гильзы поворотной головки производят маховичком 2. Маховичок через коническую пару 7 (см. рис. 274, б) и винт с гайкой связан с кронштейном 5, закрепленным на гильзе. На валике маховичка 2 закреплен лимб, цена деления которого 0,05 мм. За полный оборот маховичка гильза выдвигается на 4 мм.
В кронштейне 5 (рис. 274, б) предусмотрено отверстие и винт для закрепления индикатора, а к корпусу поворотной головки привинчен кронштейн 8 с регулируемым упором 6 для настройки перемещения гильзы.
Вращение шпинделю (валу VII) передается от коробки скоростей через коническую и цилиндрическую передачи (см. рис. 274, б). Цилиндрическое зубчатое колесо 2 закреплено на втулке, смонтированной на шарикоподшипниках и имеющей шпонку, которая входит в шпоночный паз шпинделя.
Вал VI станка 6М12П смонтирован на одном радиальном и двух радиально-упорных шарикоподшипниках. Радиально-упорные шарикоподшипники расположены во фланце и стянуты шайбой, которая крепит фланец к поперечной стенке станины. Зазор в радиально-упорных подшипниках регулируется подшлифовкой промежуточных колец. Сцепление конического зубчатого колеса регулируется путем осевого перемещения всего вала VI винтами, ввернутыми во фланец (рис. 274, б).
Вал V смонтирован также на одном радиальном и двух радиально-упорных шарикоподшипниках. Регулирование зазора производится подтягиванием гайки с левого торца вала V.
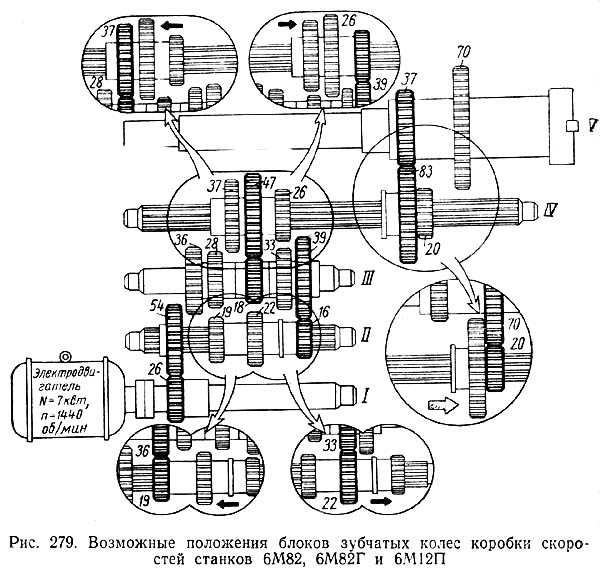
Вал IV коробки скоростей у всех трех станков этой гаммы, т. е. 6М82, 6М82Г и 6М12П (рис. 274, а и б), для большей жесткости расположен на трех опорах.
Валы II, III и IV — шлицевые для возможности передвижения зубчатых блоков.
Как указывалось ранее, в коробках скоростей этих станков механизм переключения скоростей является самостоятельным узлом . На корпусе механизма переключения скоростей расположен лимб из пластмассы, на котором нанесены значения всех 18 чисел оборотов шпинделя, стрелка указатель и кнопочная станция с переключателем освещения и кнопками: «пуск шпинделя», «стоп шпинделя», «толчок шпинделя», «быстро стол». С нижней стороны коробки переключения находится рукоятка .
Скорости переключаются следующим образом:
1. рукоятку опускают вниз, при этом ее шип выводится из фиксирующего паза, и отводят на себя до отказа;
2. поворачивают лимб вправо или влево до совпадения выбранного числа оборотов шпинделя со стрелкой-указателем; при этом щелчок фиксатора указывает, что лимб установлен в заданном положении;
3. нажимают кнопку «толчок», что дает кратковременный импульс на электродвигатель привода шпинделя для провертывания зубчатых колес коробки скоростей, во избежание того, чтобы торцы зубьев блоков колес не уперлись друг в друга при переключении скоростей;
4. досылают плавным движением рукоятку в первоначальное положение, при этом она обязательно должна быть заперта шипом в фиксирующем пазу.
5. При этих операциях с рукояткой и лимбом блоки зубчатых колес коробки скоростей перемещаются и устанавливаются в положениях, соответствующих выбранному числу оборотов шпинделя.
Механизм подач консольно-фрезерного станка 6М12 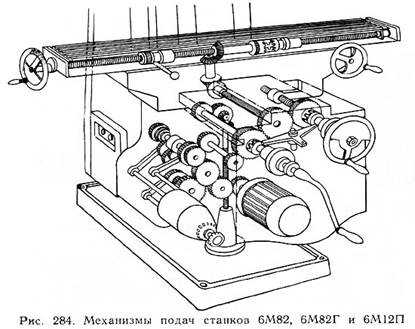
cyberpedia.su