6Т82Ш станок: 6Т82Ш станок консольно-фрезерный широкоуниверсальныйсхемы, описание, характеристики
alexxlab | 05.08.2021 | 0 | Разное
6Т82Ш Станок широкоуниверсальный консольно фрезерный
6Т82Ш Широкоуниверсальный консольно-фрезерный станок
Представленная модель фрезерного станка ориентирована на самый разнообразный спектр фрезерных работ. Разумная цена и высокие качественные характеристики позволяют говорить о том, что оборудование свободно может применяться как на отдельных единичных предприятиях, так и на крупных серийных производствах. В обоих случаях работа будет выполнена на высшем уровне при соблюдении условий эксплуатации.
Так, консольно-фрезерный станок 6Т82Ш способен успешно выполнять следующие задачи:
- Фрезерование стальных, чугунных деталей, а также деталей из цветных металлов;
- Обработка вертикальных, широкоуниверсальных плоскостей, пазов, углов, рамок, зубчатых колес и другого;
- Обработка крупногабаритных деталей;
- Осуществление простейших расточных работ;
- Встречное и попутное фрезерование в простых и автоматических режимах.


Исключительное удобство оборудования заключается в способности настраиваться на автоматические и полуавтоматические режимы, что позволяет с легкостью применять его в работах операционного характера. Данный станок, без преувеличения, имеет неограниченные возможности, если дополнительно приобрести к нему соответствующие комплектующие, которые позволят расширить арсенал возможностей максимально.
Широкоуниверсальный консольно-фрезерный станок 6Т82Ш имеет ряд особенностей, которые следует обязательно учитывать перед покупкой:
- При обработке плоскостей торцовыми и цилиндрическими фрезами в станке применяется горизонтальный шпиндель;
- Для удобства предусмотрена раздельная и одновременная работа обоими шпинделями;
- Присутствует специальное устройство для ограничения зазора в винтовой паре продольного перемещения стола.
- Шпиндельная головка смонтирована на выдвижном хоботе и способна поворачиваться под углом в двух взаимно перпендикулярных плоскостях, что очень удобно и значительно упрощает рабочий процесс;
- Фрезерование деталей, которые требуют периодического или непрерывного поворота вокруг своей оси, осуществляется с применением делительной головки или накладного круглого стола;
- Класс точности станка П.
Так, производитель гарантирует соблюдение следующих качеств фрезерного оборудования:
- Высокая производительность;
- Долговечность;
- Широкие технологические возможности.
Технические характеристики
Наименование параметров |
Величина параметра |
Размеры рабочей поверхности стола, мм |
1250×320 |
Наибольшее перемещение стола, мм – продольное – поперечное – вертикальное |
800 320 420 |
Расстояние от оси горизонтального (торца вертикального) шпинделя до рабочей поверхности стола,мм |
30-450 |
Расстояние от оси горизонтального шпинделя до направляющих хобота, мм |
190 |
Пределы частот вращения шпинделя, мин-1 – основного – накладной и поворотной головок |
31,5-1600 50-1600 |
Диапазон подач стола, мм/мин: -продольных и поперечных – вертикальных |
12,5-1600 4,1-530 |
Наибольшая масса обрабатываемой детали (с приспособлением), кг |
400 |
Мощность электродвигателей приводов, КВт – основного шпинделя – накладной и поворотной головок – подач стола |
7,5 3 3 |
Конус шпинделя по ГОСТ 30064-93 – основного – накладной и поворотной головок |
N50 N40 |
Угол поворота стола вокруг вертикальной оси, град. |
– |
Габаритные размеры станка, мм – длина – ширина – высота |
2280 1965 1970 |
Масса станка с электрооборудованием, кг |
3550 |
Класс точности |
Н |

Комплектация
Поставляется по требованию Заказчика:1. |
6К82Ш.100.110 |
Оправка /конус 7:24 № 40/ (D 16) для торцовых фрез |
2. |
6К82Ш.100.120 |
Оправка /конус 7:24 № 40/ (D 22) для торцовых фрез |
3. |
6К82Ш.100.130 |
Оправка /конус 7:24 № 40/ (D 27) для торцовых фрез |
4. |
6К82Ш.100.140 |
Оправка /конус 7:24 № 40/ (D 32) для торцовых фрез |
5. |
6Д12.100.110 |
Оправка /конус 7:24 № 50/ (D 40) для торцовых фрез |
6. |
ДП 30 |
Ключ торцовый ДПО10.00-88 (для оправки 6Д12.100.110) |
7. |
6Д12.100.120 |
Оправка /конус 7:24 № 50/ (D 32) торцовых фрез |
8. |
Ключ торцовый ДПО10.00-88 (для оправки 6Д12.100.10) |
|
9. |
6Д12.100.140 |
Оправка /конус 7:24 № 50/ (D 27) для торцовых фрез |
10. |
6Д82Г.100.110 |
Оправка /конус 7:24 № 50/ (D 27) |
11. |
6Д82Г.100.120 |
Оправка /конус 7:24 № 50/ (D 32) |
12. |
6Д82Г.100.130 |
Оправка /конус 7:24 № 50/ (D 22) |
13. |
6Д82Г.100.140 |
Оправка /конус 7:24 № 50/ (D 40) |
14. |
6222-0032 |
Оправка /конус 7:24 № 40/ (D 27) для насадных торцовых фрез |
15. |
ДП 22 |
Ключ торцовый ДПО10.00-88 (для оправки 6222-0032) |
16. |
6Д82Г.100.150 |
Втулка переходная /конус 7:24 № 50/ (на конус Морзе № 5) |
17. |
6Д82Г.100.160 |
Втулка переходная /конус 7:24 № 50/ (на конус Морзе № 4) |
18. |
6Д82Г.100.170 |
Втулка переходная /конус 7:24 № 50/ (на конус Морзе № 3; № 2) |
19. |
6Д82Г.100.180 |
Втулка переходная /конус 7:24 № 50/ (на конус Морзе № 1) |
6Д82К.100.150 |
Втулка переходная /конус 7:24 № 40/ (на конус Морзе № 5) |
|
21. |
6Д82К.100.160 |
Втулка переходная /конус 7:24 № 40/ (на конус Морзе № 4) |
22. |
6Д82К.100.170 |
Втулка переходная /конус 7:24 № 40/ (на конус Морзе № 3) |
23. |
6Д82К.100.180 |
Втулка переходная /конус 7:24 № 40/ (на конус Морзе №2) |
24. |
6Д82К. |
Втулка переходная /конус 7:24 № 40/ (на конус Морзе №1) |
25. |
6Д82Ш.100.160 |
Патрон цанговый (с комплектом цанг D 4, 5, 6, 8, 10, 12) |
26. |
7036-0053 |
Универсальная делительная головка (УДГ-Д 250) |
27. |
7204-0003 |
Стол поворотный круглый (D 250) |
28. |
7200-0220-02 |
Тиски станочные поворотные (с ручным приводом) |



 100.190
100.190Фрезерные станки 6Т82 6Т83 6Т82Ш 6Т83Ш
Продажа универсальных фрезерных станков 6Т82Ш, 6Т83Ш со склада (СПб, Москва, Челябинск, Казань) от производителя, производство на заводах.
Прайс-листы с ценами на серийные фрезерные станки запрашивайте в отделе станочного оборудования.
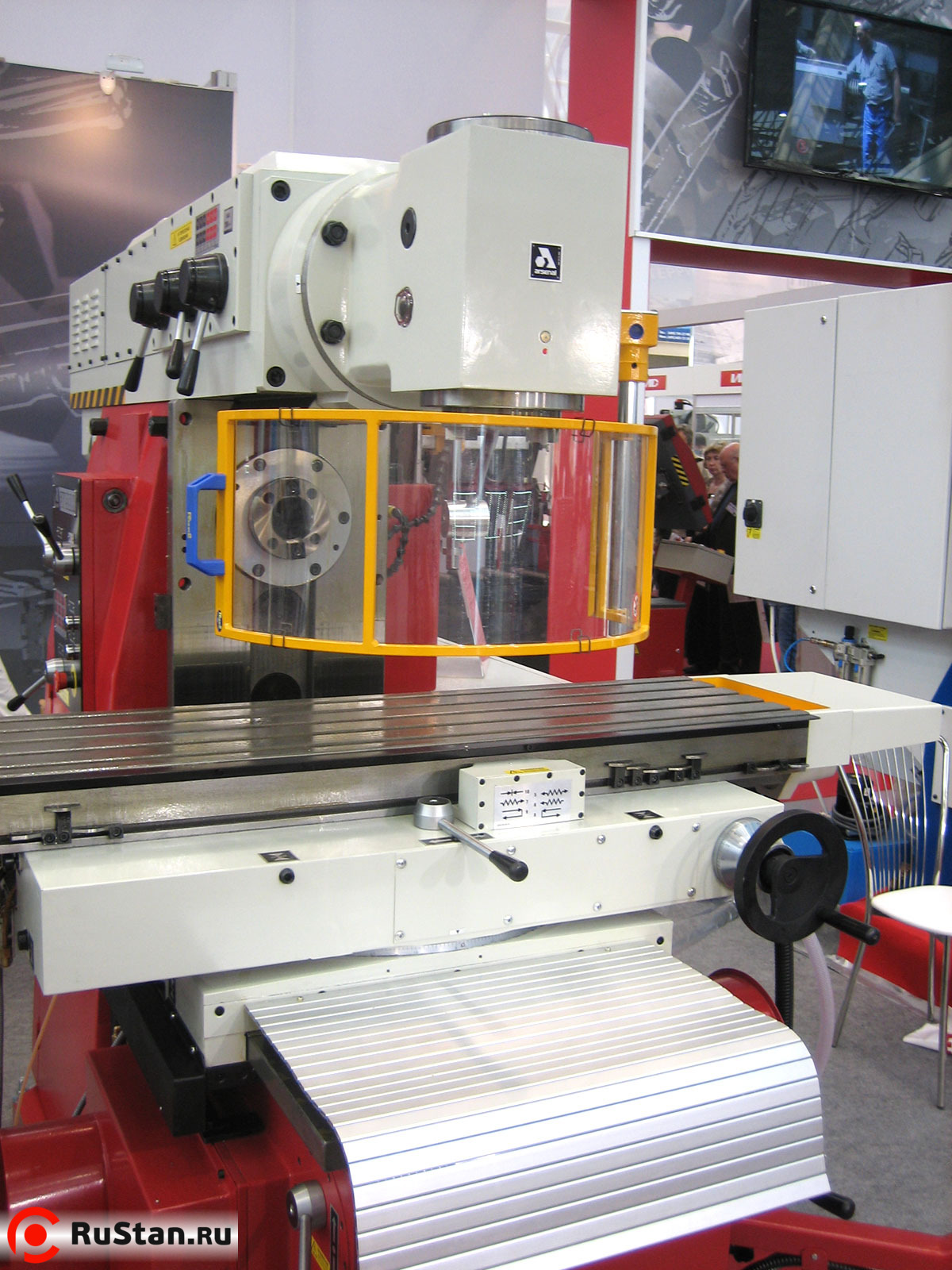
Широкоуниверсальный фрезерный станок мод. 6Т82Ш, 6Т83Ш.
|
Особенности конструкции:
ФОТОГРАФИИ:
|
|
Назначение:
Широкоуниверсальный фрезерный станок мод. 6Т82Ш, 6Т83Ш широко применяется в различных современных металлообрабатывающих производствах для выполнения разнообразных фрезерных работ цилиндрическими, угловыми, фасонными, торцевыми и другими фрезами; при обработке горизонтальных, вертикальных плоскостей, пазов, рамок, углов, зубчатых колес, моделей штампов, пресс-форм и других деталей из стали, чугуна, цветных металлов и их сплавов.
Технические характеристики фрезерных станков 6Т82Ш, 6Т83Ш.
| 6Т82Ш | 6Т83Ш | |
| Конец шпинделя, ГОСТ 24644-81 | 50, 40 | 50, 40 |
| Наибольшее осевое перемещение гильзы шпинделя, мм | 80 | 80 |
| Наибольший угол поворота головки шпинделя, град: в продольной плоскости стола |
360 |
360 |
| в поперечной плоскости стола: к станинеот станины |
45 90 |
45 90 |
| Наибольший допустимый диаметр фрез, мм горизонтальный шпиндель шпиндель поворотной головки |
160 75 |
200 75 |
| Размеры рабочей поверхности стола, мм Ширина х длина |
320 х 1250 |
400 х 1600 |
| Наибольшее перемещение стола, мм продольное поперечное вертикальное |
800 320 420 |
1010 400 420 |
| Количество Т-образных пазов | 3 | 3 |
| Количество частот вращения шпинделя: горизонтального поворотной головки накладной головки |
18 11 11 |
18 11 11 |
| Пределы частот вращения шпинделя, об/мин горизонтального поворотной головки |
31,5…1600 50…1600 |
31,5…1600 50…1600 |
| Число подач стола | 22 | 22 |
| Пределы подач стола, мм/мин продольных и поперечных вертикальных |
12,5…1600 4,1…530 |
12,5…1600 4,1…530 |
| Скорость быстрого перемещения стола, мм/мин продольного поперечного |
4000 1330 |
4000 1330 |
| Пропорциональная замедленная подача, мм/мин | 1/2 | 1/2 |
| Мощность электродвигателей, кВт главного движения подачи шпинделя поворотной головки |
7,5 3 3 |
11 3 3 |
| Габариты станка, мм длина ширина высота |
2280 1965 1970 |
2570 2252 2040 |
| Масса станка, кг | 3500 | 4350 |
Размеры моделей 6Т82Ш, 6Т83Ш.
Комплект поставки:
| Обозначение | Наименование | 6Т82Ш | 6Т83Ш |
| Станок в сборе | 1 | 1 | |
| Входят в комплект и стоимость станка | |||
| Демонтированные части | |||
6Т82Г-1. 168.000 168.000 |
Ограждение зоны резания | 1 | 1 |
| 6Т82Г-1.60.058 | Рукоятка ручных перемещений | 1 | 1 |
| 6Р82.7.511 | Маховик ручного управления | 1 | 1 |
| 6Т82Г-1.70.286 | Щиток стола | 2 | – |
| 6Р83.7.81Б | Щиток правый | – | 1 |
6Т83Г-1. 70.257 70.257 |
Щиток левый | – | 1 |
| 6Р82.1.901 | Кожух | 1 | 1 |
| 6Р83.1.82А | Кожух | – | 1 |
| 6Р83.1.84А | Кожух | 1 | – |
| 6Т82Г-1.59.002 | Труба охлаждения | 1 | – |
| Светильник | |||
| НКСО1х100/П20-01У4 | 1 | 1 | |
| Лампа МО24-40УЗ | 1 | 1 | |
| Принадлежности и инструмент | |||
6Т82Г. 880.254 880.254 |
Ключ к электрошкафу | 1 | 1 |
| 6Р82Ш.ОП.005 | Шомпол | 1 | 1 |
| 6Р82Ш.ОП.007 | Шомпол | 1 | 1 |
| 6Р12К.93.100/41А | Захват | 2 | 2 |
| 24.65Г.05 | Шайба ГОСТ 6402-70 | 2 | 2 |
191. 831.073 831.073 |
Втулка переходная | 1 | 1 |
| 6Р82Ш.ОП.003 | Оправка | 1 | 1 |
| 6151-7034-12 | Патрон цанговый | 1 | 1 |
| Документы | |||
| 6Т82Ш 00.00РЭ | Руководство по эксплуатации. Часть I. | 1 | 1 |
6Т82Г-29. 000.000РЭ1 000.000РЭ1 |
Руководство по эксплуатацииэлектрооборудования. Часть II. | 1 | 1 |
| 6Т82Г-29.000.000РЭ2 | Сведения о приемке, консервации,Упаковке. Часть III. | 1 | 1 |
Принадлежности, поставляемые за дополнительную плату:
|
Наименование |
|
|
Накладная фрезерная головка. |
|
|
Накладная долбежная головка. |
|
|
Устройство цифровой индикации. |
|
|
Опоры клиновые регулируемые. |
|
|
Виброопоры. |
|
|
Тиски станочные поворотные и неповоротные с ручным приводом 250 мм. |
|
|
Тиски станочные поворотные пневматические с гидравлическим усилением. |
|
|
Тиски станочные повышенной точности модульные не поворотные 250 мм. |
|
|
Патрон цанговый в комплекте (цанги Ø3, 4, 5, 6, 8, 10, 12 ,14, 15, 16). |
|
|
Оправка для насадных торцевых фрез Ø22, 27, 32, 40, 50. |
|
|
Оправка с буксой Ø32 L315. |
|
|
Втулка переходная конус на конус Морзе №1, 2, 3, 4, 5. |
|
|
Универсальная длительная головка УДГ-250 или УДГ- 160 (320мм). |
|
|
Дополнительный комплект для дифференциального деления. |
|
|
Стол поворотный круглый Ø250 мм или Ø400 мм горизонтальный. |
|
|
Стол поворотный круглый Ø250 мм или Ø400 мм горизонтально-вертикальный. |
|
|
Стол поворотный круглый Ø250 мм наклоняемый. |



Станок консольно-фрезерный широкоуниверсальный 6Т82Ш
Фрезерный станок 6Т82Ш широкоуниверсального типа используется промышленными предприятиями, мастерскими и заготовительными площадками для проведения разных фрезерных работ с помощью разных типов фрез.
Оборудование способно работать с горизонтальными и вертикальными поверхностями пазов, рамок, спиралевидных деталей, зубчатых колес и другими видами заготовок, что выполнены из стали, цветных металлов, чугуна и других материалов.
Расшифровка буквенно-цифрового индекса станка:
- 6 – означает, что механизм относится к станкам фрезерной группы;
- Т – поколение оборудования;
- 8 – означает, что фрезер относят к горизонтально-консольным устройствам;
- 2 – типоразмер;
- Ш – широкоуниверсальный.
Особенности строения
Рассмотрим технические характеристики фрезера 6Т82Ш:
- Основа станка – это литая станина, на которой крепятся остальные части станка. Изнутри деталь усилена ребрами жесткости, а на верхней ее части имеются горизонтальные направляющие.
- В конструкции станка имеется два шпинделя, один из которых – горизонтального типа. Это позволяет эксплуатировать оборудование, как горизонтально-фрезерное.
- За счет высокой жесткости и достаточно мощного привода, есть возможность применения в работе оснастки, которая выполнена из быстрорежущей стали. Отличается такой инструмент наличием пластин из твердых материалов.
- 6Т82Ш оснащен ползуном, на котором крепится поворотная фрезерная головка, что имеет свой собственный привод и коробку скоростей. Эта особенность строения позволяет производить фрезерование заготовок, которые установлены практически под любым углом наклона в любой плоскости относительно рабочей поверхности стола.
- Для дополнительной фиксации металлических заготовок, могут использоваться специальные поддержки.
- Размер зазора в винтовой паре регулируется с помощью специального устройства.
- Подача смазочно-охлаждающей жидкости происходит за счет плунжерного насоса централизованно.
- Процесс торможения осуществляется постоянным током.

В продаже также можно встретить модифицированные модели 6Т82Ш-27 и 6Т82Ш-36, которые отличаются от фрезера 6Т82Ш наличием рабочего стола, что может поворачиваться вокруг вертикальной оси на 45 градусов в обе стороны.
Преимущества
Оператор может производить рабочие операции одновременно двумя шпинделями. Оборудование имеет повышенный класс точности. 6Т82Ш оснащен достаточно мощным приводом, который позволяет производить высокоточную резку на больших скоростях вращения шпинделя. За счет наличия широкого диапазона частот вращения рабочей оснастки и подач стола, оператор может подобрать оптимальный режим работы для металла определенной плотности.
Фрезерный станок 6Т82Ш характеризуется высокой надежностью и долговечностью в эксплуатации. Это обеспечивается, в первую очередь, за счет наличия предохранительной муфты, которая эффективно защищает привод подачи от случайных перегрузок. Для обеспечения защиты оператора во время работы может производится торможение шпинделя в случае остановки электромагнитной муфты.
Оборудование отлично функционирует, как в условиях серийного, так и индивидуального производства, так как фрезер оснащен различными автоматическими циклами работы.
Станок 6Т82Ш может быть усовершенствован дополнительно приобретенной оснасткой, делительной и долбежной головкой, а также при необходимости укомплектовывается круглым поворотным столом. модифицированная модель 6Т82ШФ1 может быть укомплектована узлом цифровой индикации.
Станок широкоуниверсальный консольно-фрезерный 6Т82Ш наличие в Москве
Станок широкоуниверсальный консольно-фрезерный 6Т82Ш
Станок широкоуниверсальный консольно-фрезерный 6Т82Ш – Вега-Пром
Артикул: 110326
Вернем 2% стоимости товара любым удобным способом при 100% предоплате
Оборудование в наличии! Установка УЦИ по желанию заказчика в течение 2-х недель
Станок консольно-фрезерный 6Т82Ш имеет широкие функциональные возможности, позволяя с максимальным удобством обрабатывать различные материалы. Универсальность этой модели дает возможность за минимальное время изготавливать металлические модели, штампы, пресс-формы, шаблоны, кулачки и другие детали, необходимые для самых разных отраслей современной промышленности. Для того чтобы выполнять фрезерование крупногабаритных деталей с нестандартными формами, превышающими размеры рабочего стола, производитель оснастил станок данной модели выдвижным хоботом, на который крепится шпиндельная головка. Подобная конструкция дает возможность проворачиваться под любым углом в двух взаимно перпендикулярных плоскостях, значительно увеличивая площадь обрабатываемой заготовки. Стоит отдельно отметить, что горизонтальный шпиндель станка может быть использован при обработке плоскостей торцовыми и цилиндрическими фрезами. Помимо этого производитель предусмотрел возможность раздельной одновременной работы сразу двумя шпинделями, а также дополнительное использование делительной головки, поворотного круглого стола и других приспособлений.
Универсальность этой модели дает возможность за минимальное время изготавливать металлические модели, штампы, пресс-формы, шаблоны, кулачки и другие детали, необходимые для самых разных отраслей современной промышленности. Для того чтобы выполнять фрезерование крупногабаритных деталей с нестандартными формами, превышающими размеры рабочего стола, производитель оснастил станок данной модели выдвижным хоботом, на который крепится шпиндельная головка. Подобная конструкция дает возможность проворачиваться под любым углом в двух взаимно перпендикулярных плоскостях, значительно увеличивая площадь обрабатываемой заготовки. Стоит отдельно отметить, что горизонтальный шпиндель станка может быть использован при обработке плоскостей торцовыми и цилиндрическими фрезами. Помимо этого производитель предусмотрел возможность раздельной одновременной работы сразу двумя шпинделями, а также дополнительное использование делительной головки, поворотного круглого стола и других приспособлений.
Основные преимущества станков 6Т82Ш
- привод горизонтального шпинделя 7,5 кВт, вертикального 3 кВт;
- устройство механизированного крепления инструмента;
- величина зазора в винтовой паре продольной подачи регулируется при помощи специального устройства;
- муфта защиты привода подач от перегрузок;
- электромагнитная муфта торможения шпинделя;
- широкий диапазон частот вращения шпинделя и подач стола;
- наличие автоматических циклов фрезерования заготовок по трем осям;
- широкий диапазон частот вращения шпинделя и подач стола;
- способность работы двумя шпинделями одновременно;
- высокая жесткость, надежность, долговечность.

За дополнительную плату возможна установка устройства цифровой индикации (УЦИ), которое предназначено для обработки электрических сигналов поступающих от оптоэлектронных преобразователей линейных перемещений (оптических линеек и осуществляет визуализацию на цифровом табло полученной информации, а также оказывает помощь в выполнение операций обработки.
Основное назначение устройства цифровой индикации (УЦИ), это отображение координат перемещающихся осей на станках. При использовании УЦИ повышается точность изготовления и понижается процент брака, за счёт наличия индикации непосредственного положения исполнительного механизма, при этом не нужно делать поправку на люфты, и проводить расчёты перевода делений шкалы лимба на реально получаемый размер.
- УЦИ с отображением координат трех осей.
- Яркий дисплей
- Возможность выбора типа станка – токарный, фрезерный, шлифовальный.

| Параметр | Значение |
|---|---|
| Рабочая поверхность стола, мм | 320х1250 |
| Количество пазов для зажима | 3 |
| Нагрузка на стол, кг | 400 |
| Продольное перемещение стола, мм | 800 |
| Поперечное перемещение стола, мм | 320 |
| Вертикальное перемещение стола, мм | 420 |
| Количество подач стола | 22 |
| Расстояние от оси шпинделя до направляющих хобота, мм | 155 |
| Расстояние от оси шпинделя поворотной головки до направляющих станины, мм | 260. ..820 ..820 |
| Наибольшее перемещение пиноли шпинделя, мм | 80 |
| Конус шпинделя основного | N50 |
| Конус шпинделя накладной и поворотной головок | N40 |
| Количество подач | 18 |
| Диапазон оборотов шпинделя, об/мин | 31,5…1600 |
| Продольные и поперечные подачи, мм/мин | 12,5…1600 |
| Вертикальные подачи, мм/мин | 4,1…530 |
| Ускоренный ход, вдоль и поперек, мм/мин | 4000 |
| Ускоренный ход по вертикали, мм/мин | 1330 |
| Мощность главного привода, кВт | 7,5 |
| Габаритные размеры, мм | |
| – длина | 2280 |
| – ширина | 1965 |
| – высота | 1970 |
| Масса, кг | 3500 |
Комплектация за дополнительную плату:
- Устройство цифровой индикации Sino SDS6-3V (или аналог по желанию Заказчика)
- Стол поворотный горизонтальный ø 400 мм 7204-0023-01
- Универсальная делительная головка УДГ-Д-250
- Тиски станочные чугунные поворотные 7200-0220-02 (200мм)
Назад
Похожие товары
Широкоуниверсальный фрезерный станок 6Т82Ш – станкостроительное объединение «ДВТ»
Широкоуниверсальный консольно-фрезерный станок 6Т82Ш используется для расточных, сверлильных и фрезерных работ. Применяемые фрезы: фасонные, концевые, фасонные, цилиндрические и другие. Оборудование необходимо для обработки вертикальных, горизонтальных плоскостей, рамок, углов, зубчатых колес, пресс-форм, спиралей и т.д. Обрабатываемые материалы: чугун, сталь, цветные металлы и др.
Применяемые фрезы: фасонные, концевые, фасонные, цилиндрические и другие. Оборудование необходимо для обработки вертикальных, горизонтальных плоскостей, рамок, углов, зубчатых колес, пресс-форм, спиралей и т.д. Обрабатываемые материалы: чугун, сталь, цветные металлы и др.
Универсальный фрезерный станок 6Т82Ш обладает преимуществами:
- широкая область применения;
- предохранительная муфта эффективно защищает от перегрузок;
- автоматизация работы;
- простота ремонта, благодаря доступности запчастей;
- высокая точность производства различных деталей;
- устройства цифровой индикации координат ЛИР в стандартном оснащении;
- большой диапазон частот шпинделя и подач;
- жесткость конструкции, надежность и долговечность.
Для расширения спектра задач модели 6Т82Ш применяется круглый поворотный стол и дополнительные инструменты: делительные, долбежные головки.
Технические характеристики
|
Размеры стола, мм |
1250х320 |
|
Наибольшее перемещение стола, мм |
|
|
– продольное |
800 (850*) |
|
– поперечное |
320 |
|
– вертикальное |
420 |
|
Поворот стола в обе стороны, град |
– |
|
Расстояние от оси горизонтального шпинделя до рабочей поверхности стола, мм |
30-450 (280-700*) |
|
Пределы частот вращения шпинделя, мин -1 |
31,5-1600 (50-2500*) |
|
Диапазон подач стола, мм/мин: |
|
|
– продольных |
12,5-1600 |
|
– продольных (бесступенчато регулируемых) |
5-3150* |
|
– поперечных |
12,5-1600 |
|
– поперечных (бесступенчато регулируемый) |
5-3150* |
|
– вертикальных |
4,1-530 |
|
– вертикальных (бесступенчато регулируемый) |
+ |
|
Ускоренное перемещение стола, мм/мин: |
|
|
– продольное |
4000 |
|
– поперечное |
4000 |
|
– вертикальное |
1330 |
|
Максимальная масса обрабатываемой детали с приспособлением, кг |
1000 |
|
Максимальное тяговое усилие приводов стола, Н: |
|
|
– продольное и поперечное |
40000 |
|
– вертикальное |
25000 |
|
Мощность электродвигателей приводов, кВт |
|
|
– основного шпинделя |
7,5 |
|
– подач стола |
3 |
|
– поворотной головки |
3 |
|
Конус шпинделя по ГОСТ 30064-93 |
|
|
– основного |
ISO 50 |
|
– поворотной головки |
ISO 40 |
|
Габариты (Д х Ш х В), мм: |
2280 х 1965 х 1970 |
|
Вес, кг |
3550 |
Комплектация
Уточняйте информацию о комплектации широкоуниверсального фрезерного станка у менеджера
|
Наименование параметра |
6Т82Ш |
|
Основные параметры станка |
|
|
Класс точности по ГОСТ 8-82 |
П |
|
Размеры рабочей поверхности стола (длина х ширина), мм |
1250 х 320 |
|
Наименьшее и наибольшее расстояние от оси горизонтального шпинделя до стола, мм |
30. |
|
Расстояние от оси горизонтального шпинделя до хобота, мм |
155 |
|
Расстояние от торца шпинделя поворотной головки до стола, мм |
125..545 |
|
Расстояние от оси шпинделя поворотной головки до направляющих станины (вылет), мм |
260..820 |
|
Рабочий стол |
|
|
Наибольшее перемещение стола продольное/ поперечное/ вертикальное, мм |
800/ 320/ 420 |
|
Максимальная нагрузка на стол (по центру), кг |
400 |
|
Число Т-образных пазов Размеры Т-образных пазов |
3 |
|
Перемещение стола на одно деление лимба (продольное, поперечное, вертикальное), мм |
0,05 |
|
Перемещение стола на один оборот лимба продольное и поперечное, мм |
6 |
|
Перемещение стола на один оборот лимба вертикальное, мм |
2 |
|
Быстрый ход стола продольный/ поперечный/ вертикальный, м/мин |
4/ 4/ 1,3 |
|
Число ступеней рабочих подач стола |
22 |
|
Пределы рабочих подач стола. |
12,5…1600 |
|
Пределы рабочих подач стола. Вертикальных, мм/мин |
4,1…530 |
|
Усилие резания продольной, поперечной, вертикальной подач, Н |
15,0/ 12,0/ 5,0 |
|
Шпиндель |
|
|
Частота вращения шпинделя поворотной и накладной головок, об/мин |
50..1600 |
|
Количество скоростей шпинделя |
11 |
|
Частота вращения горизонтального шпинделя, об/мин |
31,5..1600 |
|
Количество скоростей горизонтального шпинделя |
18 |
|
Перемещение пиноли (гильзы) шпинделя, мм |
80 |
|
Перемещение пиноли шпинделя на одно деление лимба, мм |
0,1 |
|
Перемещение пиноли шпинделя на один оборот лимба, мм |
6 |
|
Поворот головки шпинделя к станине/ от станины, град |
45 |
|
Поворот головки шпинделя в продольной плоскости, град |
360 |
|
Поворот накладной головки шпинделя в продольной плоскости, град |
360 |
|
Наибольший крутящий момент на горизонтальном шпинделе, кН. |
|
|
Конец горизонтального шпинделя по ГОСТ 24644-81 (конус по ГОСТ 15945-82) |
50 ряд4, исп.6 |
|
Эскиз конца шпинделя поворотной и накладной головки по ГОСТ 24644-81 |
40 ряд 3, исп.5 |
|
Допустимый диаметр фрез при черновой обработке. Горизонтальный/ вертикальный шпиндель, мм |
250/ 75 |
|
Механика станка |
|
|
Выключающие упоры подачи (продольной, поперечной, вертикальной) |
есть |
|
Блокировка ручной и механической подачи (продольной, поперечной, вертикальной) |
есть |
|
Блокировка раздельного включения подачи |
есть |
|
Автоматическая прерывистая подача Продольная |
есть |
|
Автоматическая прерывистая подача Поперечная и вертикальная |
нет |
|
Торможение шпинделя |
есть |
|
Предохранение от перегрузки (муфта) |
есть |
|
Привод и электрооборудование |
|
|
Количество электродвигателей на станке |
5 |
|
Электродвигатель привода главного движения М1, кВт |
7,5 |
|
Электродвигатель привода шпинделя поворотной головки М2, кВт |
3,0 |
|
Электродвигатель насоса охлаждающей жидкости М3, кВт |
0,125 |
|
Электродвигатель привода подач стола М4, кВт |
2,2 |
|
Электродвигатель привода зажима инструмента, кВт |
0,18 |
|
Суммарная мощность всех электродвигателей на станке, кВт |
13,87 |
|
Габариты и масса станка |
|
|
Габариты станка (длина х ширина х высота), мм |
2280 х 1965 х 1970 |
|
Масса станка, кг |
3550 |
 .450
.450 Продольных и поперечных, мм/мин
Продольных и поперечных, мм/мин м
мСтанок консольно-фрезерный широкоуниверсальный 6Т82Ш / 6Т82ШФ1 / 6Т82ШФ3 в Нелидово (Станки фрезерные широкоуниверсальные)
Станок широкоуниверсальный консольно-фрезерный 6Т82Ш имеет широкие функциональные возможности, позволяя с максимальным удобством обрабатывать различные материалы. Данна модель является одной из самых популярных среди широкоуниверсальных фрезерных станков. Универсальность этой модели дает возможность за минимальное время изготавливать металлические модели, штампы, пресс-формы, шаблоны, кулачки и другие детали, необходимые для самых разных отраслей современной промышленности. Конструкция вертикальной головки дает возможность проворачиваться под углом в продольной плоскости, значительно увеличивая площадь обрабатываемой заготовки. Стоит отдельно отметить, что горизонтальный шпиндель станка может быть использован при обработке плоскостей торцовыми и цилиндрическими фрезами.
Данна модель является одной из самых популярных среди широкоуниверсальных фрезерных станков. Универсальность этой модели дает возможность за минимальное время изготавливать металлические модели, штампы, пресс-формы, шаблоны, кулачки и другие детали, необходимые для самых разных отраслей современной промышленности. Конструкция вертикальной головки дает возможность проворачиваться под углом в продольной плоскости, значительно увеличивая площадь обрабатываемой заготовки. Стоит отдельно отметить, что горизонтальный шпиндель станка может быть использован при обработке плоскостей торцовыми и цилиндрическими фрезами.Кроме того при использовании делительной головки, поворотного круглого стола и других приспособлений значительно раширяются функциональные возможности станка даноого типа.
Главным отличием станка 6Т82Ш от станка 6Т82Ш-1 является конструктивная особенность консоли, а также наличие подвесного пульта управления, что предоставляет значительные удобства при использовании станка.
По усмотрению заказчика все широкоуниверсальные фрезерные станки могут быть оборудованы системами УЦИ или ЧПУ.
Комплектность любого станка оговаривается с заказчиком. Дополнительное оборудование на фрезерный станок поставляется на усмотрение заказчика и оговаривается условиями договора за отдельную плату.
 -
Базовая комплектация 6Т82ШДополнительное оборудование 6Т82Ш- Станок в сборе
- Пульт управления
- Электрический шкаф
- Лампа местного освещения
- Система охлаждения инструмента (Эмульсол)
- ЗИП (зап.части, инструмент, принадлежности)
- Руководство по экусплуатации
- Защитный "-полукабинет"-
- Система воздушного охлаждения инструмента
- Электромеханический зажим инструмента
- Поворотный рабочий стол
- УЦИ модель 6Т82ШФ1
- ЧПУ модель 6Т82ШФ3
- Бесступенчатое регулирование скорости подачи
- Морская упаковка
- Станочная оснастка и аксессуары – выбрать>>>
Сравнительные и технические характеристики:
МодельРазмеры стола, мм Перемещение стола наибольшее,ммРасстояние, ммКол-во скоростей шпинделяКол-во подач столаКол-во т-образн.
 столовКонус шпинделя по ГОСТМасса обраб. детали, кгМощность эл. двиг-ля, кВтМасса, кгГабариты, мм продол.попер.верт.от оси горизонтальн. шпинделя до раб.поверхн. столаот торца вертикального шпинделя до раб.поверхности столагоризонт.вертик.горизонт.вертик. 6Т80Ш-1200х8005602204000…40015…40012121834040200314301600х1875х20806Р80Ш-1200х80050016030050…35055…355121212340КМ4150313401820х1875х17656Т81Ш-1250х100071025039050…440155…545121216340402505,524002080х1510х19556Р81Ш-1250х100063020035050…450160…520181816345401705,525301480х2045х18906Т82Ш-1320х125080032042030…450125…545181122350404007,535002280х1965х19706Р82Ш-1320х125080025042030…45035…535181118350402507,533002470х1850х19506Т82Ш320х125080030041030…44095…505181218350405507,535002327х1792х20006Т82Ш.01320х132080030041030…44095…505181218350405507,535002327х1792х20006Т83Ш-1400х1600100040042030…450160…580181122350406301143502570х2252х2040 6Р83Ш-1400х1600100032042030…45070…570181118350403001045002680х2260х20406Т83Ш420х1600120036047030.
столовКонус шпинделя по ГОСТМасса обраб. детали, кгМощность эл. двиг-ля, кВтМасса, кгГабариты, мм продол.попер.верт.от оси горизонтальн. шпинделя до раб.поверхн. столаот торца вертикального шпинделя до раб.поверхности столагоризонт.вертик.горизонт.вертик. 6Т80Ш-1200х8005602204000…40015…40012121834040200314301600х1875х20806Р80Ш-1200х80050016030050…35055…355121212340КМ4150313401820х1875х17656Т81Ш-1250х100071025039050…440155…545121216340402505,524002080х1510х19556Р81Ш-1250х100063020035050…450160…520181816345401705,525301480х2045х18906Т82Ш-1320х125080032042030…450125…545181122350404007,535002280х1965х19706Р82Ш-1320х125080025042030…45035…535181118350402507,533002470х1850х19506Т82Ш320х125080030041030…44095…505181218350405507,535002327х1792х20006Т82Ш.01320х132080030041030…44095…505181218350405507,535002327х1792х20006Т83Ш-1400х1600100040042030…450160…580181122350406301143502570х2252х2040 6Р83Ш-1400х1600100032042030…45070…570181118350403001045002680х2260х20406Т83Ш420х1600120036047030. ..500140…610181218350408001146002522х2262х22106Т83Ш.01420х1800120036047030…500140…610181218350408001146002522х2262х22106Т84Ш 430х2000122042048020…500140…620202015350408001156502800х2415х20556Т84Ш.01430х2200122042048020…500140…620202015350408001156502800х2415х2055
..500140…610181218350408001146002522х2262х22106Т83Ш.01420х1800120036047030…500140…610181218350408001146002522х2262х22106Т84Ш 430х2000122042048020…500140…620202015350408001156502800х2415х20556Т84Ш.01430х2200122042048020…500140…620202015350408001156502800х2415х2055Стоит купить новый grand power t12 fm1. Картриджи для Grand Power
Информация об изготовителе консольно-фрезерного станка 6Т12-1
Производитель универсальных фрезерных станков серии 6Т12-1, 6Т13-1 – Горьковский фрезерный завод , основан в 1931 году.
Завод специализируется на производстве широкого спектра универсальных фрезерных станков, а также фрезерных станков с УЦИ и ЧПУ и является одним из самых известных станкостроительных предприятий России.
С 1932 года Горьковский завод фрезерных станков занимается производством станков и специализируется на проектировании и изготовлении различного металлорежущего оборудования.
История выпуска станков Горьковским заводом, ГФФС
IN 1972 г. 6П 6П12 , 6Р12Б , г. 6П13 , г. 6R13B , г. 6Р13Ф3 , г. 6П82 , г. 6R82G , г. 6Р82Ш , г. 6П83 , г. 6R83G , г. 6Р83Ш .
6П 6П12 , 6Р12Б , г. 6П13 , г. 6R13B , г. 6Р13Ф3 , г. 6П82 , г. 6R82G , г. 6Р82Ш , г. 6П83 , г. 6R83G , г. 6Р83Ш .
IN 1975 г. год, запущены в производство консольно-фрезерные станки: 6Р13К .
IN 1978 г. копировально-консольно-фрезерных станков выпущено в год 6Р12К-1 , 6Р82К-1 .
IN 1985 год запущена в серийное производство 6Т-1 консольно-фрезерных станков: 6Т12-1 , 6Т13-1 , 6Т82-1 , г. 6T83-1 и GF2171 .
IN 1991 год запущен в серийное производство 6Т консольно-фрезерных станков: 6Т12 , 6Т12Ф20 , г. 6Т13 , 6Т13Ф20 , г. 6Т13Ф3 , г. 6Т82 , 6Т82Г , 6Т82ш , г. 6Т83 , г. 6Т83Г , 6Т83Ш .
Станок вертикально-фрезерный консольно-фрезерный 6Т12-1.
 Назначение и сфера применения
Назначение и сфера примененияС 1985 года Горьковский завод фрезерных станков (ГЗФС) начал выпуск консольно-фрезерных станков серии 6т12-1.Машины серии 6Т12-1 являются дальнейшим усовершенствованием аналогичных машин серии П (6П12, 6П13).
Основные отличия фрезерных станков 6Т12-1 и 6Т12
- Вылет (расстояние от оси шпинделя до направляющих станины): 6т12-1 – 350 мм, 6т12 – 380 мм
- Поперечное перемещение стола: 6т12-1 – 270 мм, 6т12 – 320 мм
- Расстояние от края стола до станины: 6т12-1 – 70..340 мм, 6т12 – 70..390 мм
- Двигатель подачи: 6т12-1-2.2 кВт, 6t12 – 3,0 кВт
- Масса станка: 6т12-1 – 3400 кг, 6т12 – 3250 кг
Рабочее пространство станка модели 6т12 на 50 мм больше по осям X, Y , чем у станка 6т12-1.
Основные отличия фрезерных станков 6Т13-1 и 6Т13
- Вылет (расстояние от оси шпинделя до направляющих станины): 6Т13-1 – 420 мм, 6T13 – 460 мм
- Поперечное перемещение стола: 6Т13-1 – 340 мм, 6Т13 – 400 мм
- Расстояние от края стола до кровати: 6Т13-1 – 60. .400 мм, 6T13 – 60..460 мм
 .400 мм, 6T13 – 60..460 мм
.400 мм, 6T13 – 60..460 мм Рабочее пространство станка модели 6т13 на 60 мм больше по осям X, Y , чем у станка 6т13-1.
Консольно-фрезерный станок вертикальный 6Т12-1 предназначен для фрезерования любых деталей из различных материалов. Применяется в условиях единичного и серийного производства.
Станок 6Т12-1 отличается от станка 6Т13-1 установленной мощностью двигателей главного движения и подач, размерами рабочей поверхности стола и величинами движения стола.
На станке 6Т12-1 можно обрабатывать вертикальные и горизонтальные плоскости, пазы, уголки, рамы, шестерни и др.
На вертикально-консольно-фрезерном станке 6Т12-1 возможна работа в трех режимах:
- Авто – В автоматическом режиме машина работает в различных автоматических циклах.
- Толкать – При толчке выполняются регулировочные движения стола. Возможна разметка.
- Ручной – В универсальном ручном режиме машина работает с рабочими подачами, быстрыми движениями, а также ручными движениями от маховиков и рукоятки.

Конструктивные особенности станка фрезерного 6Т12-1
Имеется в наличии устройство для ограничения зазора в винтовой паре продольного перемещения стола, индивидуальной смазки винта вертикального перемещения, увеличения его прочности и уменьшения подъемной силы консоли.
Дополнительные устройства для защиты от летучей стружки и эмульсий .
Жесткость станка увеличена за счет прямоугольных направляющих станины и консоли.
Имеется автоматическое торможение шпинделя в рабочем режиме и при аварийном отключении.
Автоматическая смазка агрегатов увеличивает их срок службы и сокращает время обслуживания.
Поворотная шпиндельная головка Станок оборудован механизмом ручного осевого перемещения втулки шпинделя, что позволяет обрабатывать отверстия, ось которых расположена под углом до ± 45 ° к рабочей поверхности стола.
Мощность привода и высокая жесткость Станки позволяют использовать фрезы из быстрорежущей стали, а также инструменты, оснащенные пластинами из твердых и сверхтвердых синтетических материалов.
Механизированный держатель инструмента . Винт боковой подачи расположен по оси фрезы, что увеличивает точность обработки. Технологические возможности станка могут быть расширены за счет использования делительной головки, круглого стола и других устройств.
Возможность настройки станка для различных полуавтоматических и автоматических циклов позволяет организовать обслуживание нескольких станков и использовать станок для выполнения различных работ в поточном производстве.
Возможна поставка станка в страны с умеренным, холодным и тропическим климатом.
Класс точности станка – Н по ГОСТ 8-82Е
Основные конструктивные достоинства станков:
- механизированная фиксация инструмента в шпинделе;
- механизм пропорционального замедления подачи;
- устройство для периодической регулировки зазора в винтовой паре продольной подачи; Предохранительная муфта
- для защиты привода подачи от перегрузок;
- торможение горизонтального шпинделя при остановке электромагнитной муфтой;
- устройство для защиты от разлетающихся стружек.

Основные технологические преимущества станков:
- различные автоматические циклы станка;
- широкий диапазон скоростей шпинделя и подачи стола;
- приводов большой мощности;
- повышенной жесткости;
- надежность и долговечность.
- Технологические возможности станков можно расширить за счет использования делительной головки, круглого поворотного стола и других устройств.
Машины доступны в различных исполнениях в зависимости от напряжения, частоты питающей сети.Запасные части поставляются.
Российские и зарубежные аналоги станка 6Т12-1 (6Т13-1)
FSS350MR, FSS450MR – 315 x 1250, 400 x 1250 – производитель Гомельский станкостроительный завод
ВМ127М – (400 х 1600) – производитель Воткинский машиностроительный завод ГПО, ФГУП
6Д12, 6К12 – 320 х 1250 – производитель Дмитровский завод фрезерных станков ДЗФС
X5032, X5040 – 320 x 1320 – производитель Shandong Weida Heavy Industries, Китай
FV321M, (FV401) – 320 x 1350 (400 x 1600) – производитель Arsenal J. S. Co. – Казанлык, Арсенал АД, Болгария
S. Co. – Казанлык, Арсенал АД, Болгария
Размеры рабочего пространства консольно-фрезерного станка 6Т12-1
Чертеж рабочего пространства фрезерного станка 6т12-1
Посадочно-присоединительные базы консольно-фрезерного станка 6т12-1
Общий вид станка консольно-фрезерного вертикального 6Т12-1
Фотография консольно-фрезерного станка 6т12-1
Расположение узлов фрезерного станка 6т12-1
Перечень комплектующих консольно-фрезерного станка 6т12-1
- кровать
- боковой вынос
- механизм переключения подачи
- редуктор шпинделя
- поворотная головка
- Электромеханические приспособления для зажима инструмента
- шкаф управления
- стол и слайд
- механизм замедления подачи
- главный пульт
- консоль
- подающий ящик
Расположение органов управления консольно-фрезерным станком 6Т12-1
Расположение органов управления фрезерного станка 6Т12-1
Панели управления фрезерного станка 6Т12-1
Панели управления фрезерного станка 6Т12-1: основные -II, боковые -I
Перечень органов управления консольно-фрезерным станком 6Т12-1
- Индикатор частоты вращения шпинделя
- Кнопка «Переместить стол назад, вперед, вниз»
- Переключатель направления стола
- Переключатель зажима инструмента-отжима
- Кнопка «Переместить стол вперед, влево, вверх»
- Кнопка шпинделя (дубликат)
- Кнопка «Остановить перемещение стола»
- Кнопка запуска шпинделя
- Кнопка остановки шпинделя (дубликат)
- Кнопка аварийного останова
- Кнопка «Быстрое перемещение стола» (дубликат)
- Шпиндельная ручка переключения передач
- Головка вращения с шестигранной головкой
- Рукоятка зажима втулки шпинделя
- Клавиша «Переместить стол влево»
- Клавиша перемещения стола вправо
- Ключ «Остановить продольное перемещение стола»
- Кнопка остановки шпинделя
- Кнопка запуска шпинделя
- Зажимы для стола
- Переключатель включения режима работы стола «Ручной – Механический»
- Маховик для ручного продольного перемещения стола
- Кольцо Vernier
- Конец механизма поперечных перемещений стола
- Ручное поперечное перемещение стола
- Ручное вертикальное перемещение стола
- Грибок смещения корма
- Кнопка аварийного останова
- Переключатель режима машины
- Переключатель медленной подачи
- Кнопка «Быстрое перемещение стола и запуск цикла»
- Клавиша «Остановить вертикальное перемещение стола»
- Клавиша “Вниз” стола
- Зажимы скользящие
- Клавиша Table Up
- Маховик для ручного продольного перемещения стола (дубликат)
- Клавиша «Прекращение бокового перемещения стола»
- Передний ключ
- Клавиша перехода стола назад
- Удлинитель втулки шпинделя маховик
- Зажим на станине
- Входной переключатель
- Переключатель направления шпинделя “Влево – вправо”
- Выключатель насоса охлаждения
- Переключатель дистанционного управления
- Селектор автоматического цикла
- Консольный зажим
- Съемная ручка для ручного вертикального и бокового перемещения стола
- Штифт с нулевой головкой
Кинематическая схема консольно-фрезерного станка 6Т12-1
Кинематическая схема предназначена для понимания соединений и взаимодействий основных элементов машины. На выносках указано количество зубьев шестерни (g) (звездочка указывает количество заходов червяка).
На выносках указано количество зубьев шестерни (g) (звездочка указывает количество заходов червяка).
Привод основного движения осуществляется от фланцевого электродвигателя через упругую муфту.
Скорость шпинделя изменяется путем перемещения трех редукторов вдоль шлицевых валов.
Коробка передач сообщает шпинделю о 18 различных скоростях.
Привод подачи осуществляется от фланцевого электродвигателя, установленного в консоли.Коробка подачи с помощью двух трехкоронок и подвижной шестерни с кулачковой муфтой обеспечивает 18 различных подач, которые через шаровую муфту передаются на консоль, а затем, при включении соответствующей кулачковой муфты, на винты продольного, поперечного и вертикального перемещений.
Ускоренные движения получаются при включении быстроходной муфты, вращение которой осуществляется через промежуточные шестерни непосредственно от двигателя подачи.
Муфта сцепления сблокирована с муфтой рабочей подачи, что исключает возможность их одновременного включения.
Графики, поясняющие устройство механизма подачи машины, показаны на рис. 6 и 7.
Станина Это базовый узел, на котором монтируются остальные узлы и механизмы станка.
Станина жестко крепится к основанию и фиксируется шпильками.
Головка поворотная консольно-фрезерного станка 6Т12-1
Поворотная головка (рис. 8) центрируется в кольцевой выемке горловины станины и крепится к ней четырьмя болтами, входящими в паз с 1 пазом фланца станины.
Шпиндель представляет собой двухвальный вал, установленный в телескопической втулке. Осевой люфт в шпинделе регулируется шлифовкой колец 3 и 4. Повышенный люфт в переднем подшипнике устраняется шлифовкой полуколец 5 и затяжкой гайки.
Регулировка осуществляется в следующем порядке:
- гильза шпинделя выдвигается;
- демонтированный фланец 6; Снято
- полуколец;
- с правой стороны корпуса головки вывинчивается резьбовая пробка;
- через отверстие, открутив винт 2, гайка 1 откручивается;
- со стальным стержнем, гайка 1 заблокирована. Поворачивая шпиндель над трещоткой, гайка затягивается, и это перемещает внутреннее кольцо подшипника. После проверки люфта в подшипнике шпиндель обкатывается на максимальное количество оборотов. При работе в течение часа нагрев подшипников не должен превышать 60 ° С;
- измеряется зазор между подшипником и буртиком шпинделя, после чего полукольца 5 шлифуют на необходимую величину;
- полукольца ставятся на место и фиксируются;
- фланец 6 привинчивается.
 Поворачивая шпиндель над трещоткой, гайка затягивается, и это перемещает внутреннее кольцо подшипника. После проверки люфта в подшипнике шпиндель обкатывается на максимальное количество оборотов. При работе в течение часа нагрев подшипников не должен превышать 60 ° С;
Поворачивая шпиндель над трещоткой, гайка затягивается, и это перемещает внутреннее кольцо подшипника. После проверки люфта в подшипнике шпиндель обкатывается на максимальное количество оборотов. При работе в течение часа нагрев подшипников не должен превышать 60 ° С;Для устранения радиального люфта 0,01 мм полукольца необходимо отшлифовать примерно на 0,12 мм.
Вращение шпинделя передается от редуктора через пару конических зубчатых колес и пару цилиндрических зубчатых колес, установленных в головке.
Подшипники и шестерни поворотной головки смазываются насосом станины, а подшипники шпинделя и механизм скольжения смазываются шприцом.
Коробка передач монтируется непосредственно в корпусе рамы.Коробка соединена с валом двигателя упругой муфтой, допускающей перекосы в двигательной установке до 0,5-0,7 мм.
Осмотр коробки передач можно производить через окно с правой стороны.
Редуктор смазывается плунжерным насосом (рис. 9) с приводом от эксцентрика. Производительность насоса около 2 л / мин. Масло перекачивается в насос через фильтр. От насоса масло поступает в распределитель масла, откуда по медной трубке отводится к управляющей проушине насоса и по гибкому шлангу к поворотной головке.Смазка элементов коробки передач осуществляется за счет разбрызгивания масла, поступающего из отверстий трубки распределителя масла, расположенной над коробкой передач.
Коробка передач позволяет выбрать нужную скорость без последовательного прохождения промежуточных ступеней.
Рейка 19 (фиг. 10), перемещаемая рукояткой переключения 18, через сектор 15 через вилку 22 (фиг. 11) перемещает в осевом направлении основной ролик 29 с переключающим диском 21.
Диск переключения может вращаться указателем скорости 23 через конические шестерни 28 и 30.Диск имеет несколько рядов отверстий определенного размера, расположенных напротив штифтов стоек 31 и 33.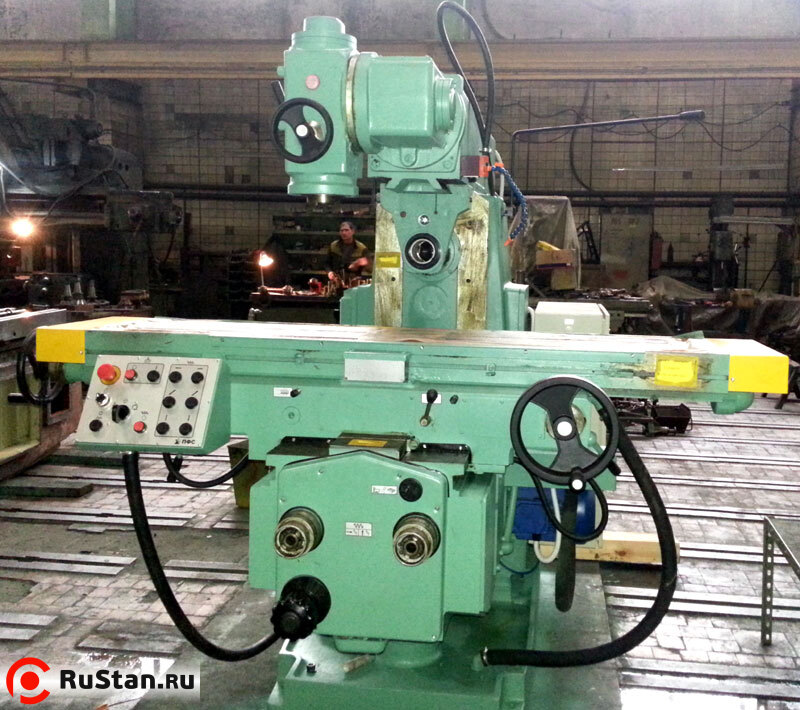
Направляющие попарно входят в зацепление с шестерней 32. Вилка переключения передач прикреплена к одной из каждой пары направляющих. При перемещении диска нажатием на штифт одной из пары обеспечивается возвратно-поступательное движение рельсов.
В этом случае вилки в конце хода диска занимают положение, соответствующее зацеплению определенных пар шестерен. Для исключения возможности жесткой остановки шестерен при переключении шкворней 20 направляющих подпружинены.
Фиксация конечности при выборе скорости обеспечивается шариком 27, выскакивающим в паз звездочки 24.
Регулировка пружины 25 осуществляется заглушкой 26 с учетом четкой фиксации конечности и нормального усилия при ее вращении.
Ручка 18 (см. Рис. 10) во включенном положении удерживается пружиной 17 и шариком 16. В этом случае шип ручки входит в паз фланца.
Соответствие скоростей указанным на указателе значениям достигается определенным положением конических колес в зацеплении. Правильное зацепление обеспечивается стержнями на концах сопрягаемого зуба и полости или когда стрелка установлена в положение скорости 31,5 об / мин, а диск с вилками – в положение скорости 31,5 об / мин (для моделей 6T12B соответствующая скорость равна 50 об / мин). Зазор в зацеплении конической пары не должен быть более 0,2 мм, так как диск может вращаться до 1 мм.
Правильное зацепление обеспечивается стержнями на концах сопрягаемого зуба и полости или когда стрелка установлена в положение скорости 31,5 об / мин, а диск с вилками – в положение скорости 31,5 об / мин (для моделей 6T12B соответствующая скорость равна 50 об / мин). Зазор в зацеплении конической пары не должен быть более 0,2 мм, так как диск может вращаться до 1 мм.
Коробка передач смазывается из системы смазки коробки передач масляным распылением.
Электрическая схема фрезерного станка 6Т12-1
Электрическая схема фрезерного станка 6Т12-1
Станок 6Т12-1 консольно-фрезерный вертикальный.Видеоклип.
Технические характеристики консольно-фрезерного станка 6Т12-1
| Имя параметра | 6P12 | 6P13 | 6Т12-1 | 6Т13-1 |
|---|---|---|---|---|
| Основные параметры станка | ||||
| Размеры поверхности стола, мм | 1250 x 320 | 1600 x 400 | 1250 x 320 | 1600 x 400 |
| Наибольшая масса заготовки, кг | 250 | 300 | 400 | 630 |
| Наибольший продольный ход стола (X), мм | 800 | 1000 | 800 | 1000 |
| Наибольший поперечный ход стола (Y), мм | 250 | 300 | 270 | 340 |
| Наибольший вертикальный ход стола (Z), мм | 420 | 420 | 420 | 430 |
| Расстояние от конца шпинделя до поверхности стола, мм | 30. 0,450 0,450 | 30..500 | 30..450 | 70..500 |
| Расстояние от оси шпинделя до вертикальных направляющих станины (вылет), мм | 350 | 420 | 350 | 420 |
| Расстояние от края стола до вертикальных направляющих станины, мм | 70..340 | 60..400 | ||
| Шпиндель | ||||
| Мощность главного привода, кВт | 7,5 | 10 | 7,5 | 11 |
| Скорость шпинделя, об / мин | 40..2000 | 40..2000 | 31,5..1600 | 31,5..1600 |
| Число скоростей шпинделя | 18 | 18 | 18 | 18 |
| Подвижные пальцы шпинделя, мм | 70 | 80 | 70 | 80 |
| Перемещение пальцев шпинделя на одно деление лимба, мм | 0,05 | 0,05 | 0,05 | 0,05 |
| Угол наклона головы, градусы | ± 45 ° | ± 45 ° | ± 45 ° | ± 45 ° |
| Конец шпинделя ГОСТ 836-62 | №3 | №3 | ||
Конец шпинделя ГОСТ 24644-81, 4 ряд, исп. 6 6 | 50 | 50 | ||
| Настольный.Корм | ||||
| Пределы продольной и поперечной подачи стола (X, Y), мм / мин | 12,5..1600 | 12,5..1600 | 12,5..1600 | 12,5..1600 |
| Пределы подачи вертикального стола (Z), мм / мин | 4,1..530 | 4,1..530 | 4,1..530 | 4,1..530 |
| Количество подач стола (продольных, поперечных, вертикальных) | 22 | 22 | 22 | 22 |
| Скорость быстрых перемещений (продольных, поперечных / вертикальных) X, Y / Z, м / мин | 4 / 1,330 | 4 / 1,330 | 4 / 1,330 | 4 / 1,330 |
| Перемещение стола на одно деление лимба (продольное, поперечное, вертикальное), мм | 0,05 | 0,05 | 0,05 | 0,05 |
| Перемещение стола на один оборот конечности (продольный, поперечный / вертикальный), мм | 6/2 | 6/2 | 6/2 | 6/2 |
| Наибольшее допустимое усилие резания (продольное / поперечное / вертикальное), кН | 15/12/5 | 20/12/8 | ||
| Механики станков | ||||
| Отключение упоров подачи (продольных, поперечных, вертикальных) | есть | есть | есть | есть |
| Блокировка ручной и механической подачи (продольной, поперечной, вертикальной) | есть | есть | есть | есть |
| Блокировка отдельной подачи | есть | есть | есть | есть |
| Тормоз шпинделя | есть | есть | есть | есть |
| Муфта предохранителя от перегрузки | есть | есть | есть | есть |
| Автоматическая прерывистая подача | есть | есть | есть | есть |
| Электрооборудование и приводы машин | ||||
| Количество электродвигателей на станке | 4 | 4 | 4 | 4 |
| Электродвигатель главного движения, кВт | 7,5 | 10 | 7,5 | 11 |
| Электродвигатель привода подачи, кВт | 2,2 | 3,0 | 2,2 | 3,0 |
| Двигатель зажима инструмента, кВт | 0,18 | 0,18 | ||
| Электродвигатель насоса охлаждающей жидкости, кВт | 0,125 | 0,125 | 0,12 | 0,12 |
| Суммарная мощность всех электродвигателей, кВт | 10,0 | 14,3 | ||
| Размеры и масса станка | ||||
| Габаритные размеры станка (длина, ширина, высота), мм | 2305 х 1950 х 2020 | 2560 х 2260 х 2120 | 2280 х 1965 х 2265 | 2570 х 2252 х 2430 |
| Масса станка, кг | 3120 | 4200 | 3400 | 4250 |
Травматический пистолет Grand Power-12-FM1 10×28
Grand Power-12-FM1 10×28 – новая версия уже зарекомендовавшего себя пистолета Grand Power T12 , отличающаяся сплошным стволом без дополнительных выемок, который положительно сказывается на мощности пистолета.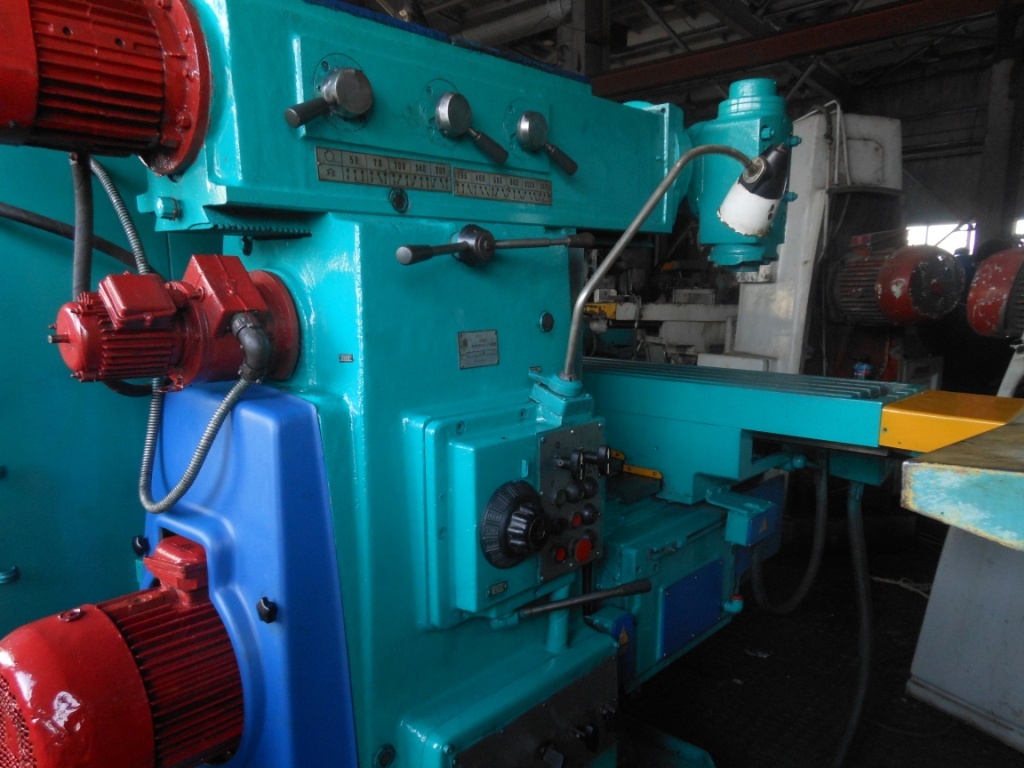 В остальном такой же качественный, надежный, долговечный травматический пистолет для самообороны.
В остальном такой же качественный, надежный, долговечный травматический пистолет для самообороны.
Пистолет стреляет травматическими патронами калибра 10х28. Магазин двухрядный вмещает 10 патронов.
При габаритных размерах 187,5×133,5×36 мм вес травматического пистолета составляет всего 770 грамм. Автоматика
построена по принципу безоткатного затвора.
Благодаря двустороннему управлению пистолет grand Power подходит как для правшей, так и для левшей.
Для установки дополнительных аксессуаров пистолет оснащен планкой Пикатинни.
Все части пистолета изготовлены из высококачественных материалов с высочайшей точностью.
Как купить травматический пистолет Grand Power 12 FM1 10×28 в нашем интернет-магазине?
Предупреждаем! Лицензионные продукты недоступны для покупки в интернет-магазине. Приобрести пистолет grand Power 12 FM1 , а также другую лицензионную продукцию Вы можете на сайте в нашем магазине только через самовывоз. Квалифицированный персонал даст полную консультацию по товару, позаботится о нем и ответит на все ваши вопросы.
Обращаем ваше внимание, что для приобретения огнестрельного оружия и боеприпасов необходимо предоставить лицензию! Ознакомиться с правилами и порядком получения вы можете в разделе
Рассматривая модификацию пистолета FM1 Grand Power, следует прежде всего вспомнить, с чего начинался сам Т12.
Гранд Пауэр Т12
Пистолет Grand Power T12 производится в России с 2011 года. Создателем этого оружия является словацкая компания Grand Power.Пистолет создавался как травматический вариант пистолета Grand Power K100 калибра 9 мм. Испытывая трудности с продажей своего оружия в Европе, компания выпустила травматический вариант оружия.
Пистолет Grand Power T10 изначально разрабатывался под травматический патрон 9×22, аналогичный боевому патрону Parabellum. Изменений в конструкцию ружья практически не вносили, за исключением ствола, который сделали гладким, а также добавили зуб для предотвращения стрельбы боевыми патронами.
Недостатки выявляются оперативно.
 Травматический патрон 9х22 оказался немного короче исходного боеприпаса, что приводило к частому заклиниванию патрона при перезарядке пистолета. Второй недостаток оружия – слабость пороховой установки. Автоматика не справлялась с подзарядкой. Патрону не хватило мощности перекосить затвор.
Травматический патрон 9х22 оказался немного короче исходного боеприпаса, что приводило к частому заклиниванию патрона при перезарядке пистолета. Второй недостаток оружия – слабость пороховой установки. Автоматика не справлялась с подзарядкой. Патрону не хватило мощности перекосить затвор.Для устранения этого недостатка производитель стал ставить на ружье ослабленную возвратную пружину.Но это не решило проблему налипания патрона, и в 2010 году была разработана новая модель пистолета Grand Power T11 и новый травматический патрон к нему 10×28.
Поскольку травматические пистолеты предназначались только для России, было решено производить патроны к ним в нашей стране. Это производство запущено на заводе АКБС. Fortune – их дочерняя компания.
Несмотря на свои недостатки, пистолеты Т10 и Т11 успешно вышли на рынок травматического оружия.Следует отметить, что в этот период на нем были представлены исключительно газовые пистолеты, пригодные для стрельбы резиновой пулей, наиболее грозным из которых было ранение Макарыча с дульной энергией 25 джоулей.
Производитель продолжил работу над ружьем, стараясь повысить его точность. Следует отметить, что для травмы того времени способность поразить силуэтную цель с трех метров считалась снайперской точностью. В результате была создана модель Т12, у которой не было штифта в стволе.Дульная энергия этого пистолета достигала 230 джоулей, что всего в полтора раза меньше, чем у обычного пистолета Макарова.
Производство в России
Однако в 2011 году изменилось законодательство России о гражданском оружии. Импортные травматические пистолеты были запрещены. Производство оружия пришлось развернуть на отечественных заводах имени Дегтярева и АКБС.
Пистолеты отечественного производства имели сразу два фатальных дефекта. Помимо запрета на ввоз иностранного оружия, закон дополнительно ограничил максимальную дульную энергию до 91 джоуля.Пришлось наладить выпуск патронов с пониженным весом пороха. Качество боеприпасов сразу упало. Разброс дульной энергии мог составлять от 90 до 60 Дж для патронов одной партии. Чтобы старые мощные патроны не стреляли из пистолетов или не перезаряжали патроны на большой образец пороха, на стволе делали две нарезки.
Чтобы старые мощные патроны не стреляли из пистолетов или не перезаряжали патроны на большой образец пороха, на стволе делали две нарезки.
Еще есть предложения о продаже дореформенных патронов 10х28 на рынке и их покупка достаточно активна.Пачка патронов по 25 шт. при дульной энергии 200 Дж. стоит от 26 до 30 тысяч рублей. Вес пороха в этих патронах составляет 0,2 грамма, а вес пули – примерно 1,7 грамма. Патроны с дульной энергией 240–250 Дж. Стоят 35–37 тыс. Руб. Вес пороха в них составляет 0,22 грамма, а вес пули – 1,7-1,8 грамма. Картриджи выкупаются у частных владельцев.
Расчеты проводились плохо и даже при слабом патроне часто лопался ствол.Вдобавок вернулась старая проблема автоматики перезагрузки. Пришлось снова ослабить возвратную пружину.
Гранд Пауэр Т12-FM1
Наконец, в начале 2017 года компания выпустила пистолет Grand Power T12-FM1, лишенный всех этих недостатков. На стволе удалены канавки; К оружию крепились две возвратные пружины. Вместе они дают три возможных комбинации установки в зависимости от типа картриджа:
Вместе они дают три возможных комбинации установки в зависимости от типа картриджа:
- тонкий;
- толстый;
- оба вместе.
Картриджи для Grand Power
Имеется линейка патронов 10х28 с пулями разного веса:
Патроны, которые выпускает Fortune, теперь имеют стандартный вес 0,12 грамма пороха. В марте 2017 года производитель провел баллистические испытания ударного действия пуль разной массы на дальность выстрела 6 м и представил общественности свой отзыв.
Масса пороха в патронах была одинаковой; Для тестирования использовался Grand Power 12T FM1.В результате было установлено, что пуля весом 2,04 грамма имела глубину пробития 7 мм и объем каверны 28 мм. В свою очередь, пуля массой 1,2 грамма имела глубину пробития 5 мм и объем каверны 25 мм. Стрельба велась баллистическими гелевыми патронами той же мощности 81 Джоуль.
Это согласуется с аэродинамическими расчетами и позволяет сделать вывод, что патроны с тяжелыми пулями намного лучше подходят для самообороны, чем с легкими.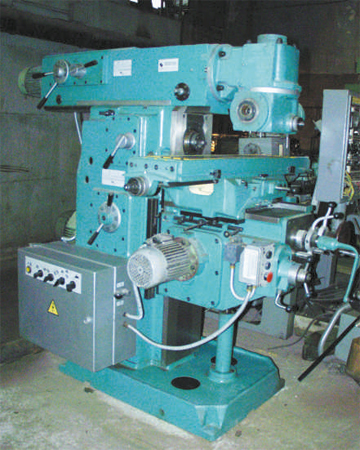 Дело в том, что диаметр тяжелой пули составляет 12 мм, а легкой – 11,5.
Дело в том, что диаметр тяжелой пули составляет 12 мм, а легкой – 11,5.
Обратите внимание, что пули превышают калибр оружия, это связано с тем, что резиновые боеприпасы всегда используются сверх калибра.
Средняя цена за один современный патрон – 40 руб. Возможно, после выводов баллистических испытаний был разработан новый калибр Т 15 45х30. Вес пистолета 850 грамм. Вес резиновой пули – 4 грамма.
На входе и выходе предка Grand Power 12T fm1 установлены штифты, предотвращающие выстрел сплошной пулей.Ближайший штифт к срезу ствола находится внизу, а самый дальний – вверху. Длинный и гладкий 100-миллиметровый ствол обеспечивает необходимую точность. Дорожка питателя была улучшена, чтобы исключить отсутствие отправки картриджа в патронник, перекоса картриджа или задержки затвора. Ствол покрыт воронением снаружи и внутри.
Характеристики пистолета:
- калибр
- 10 мм;
- патрон 10х28;
- длина ствола 100 мм;
- пустой вес 770 грамм;
- длина 187. 5 мм;
- ширина 36 мм;
- высота 133,5 мм; Магазин
- емкостью 10 патронов.
 5 мм;
5 мм;
Оружие приспособлено для стрельбы двуручным оружием. Блок предохранителей, кнопка извлечения магазина и рычаг затворной задержки дублируются с обеих сторон.
Различные версии Grand Power 12T можно легко отличить по конструкции ствола:
- словак имел одну верхнюю булавку;
- АКБС имел небольшие долины и зауженный ствол;
- ЗиД имел большие впадины и зауженный ствол;
- Fortune имеет две булавки сверху и снизу.
Стоимость нового пистолета Grand Power T12-FM1 составляет порядка 50-60 тысяч рублей. Цена бывшего в употреблении оружия составляет примерно 30 тысяч рублей, за такие деньги вполне можно купить популярный травматический пистолет.
Траверсы Т 12-1 Предназначен для использования в качестве составного элемента опор технологических трубопроводов. Необходимость создания серии вызвана повсеместным использованием трубопроводов, как наименее затратного способа транспортировки различных газов, жидкостей и технологической пульпы.Совместное использование траверсы и стойки Серия 3.015-1 / 92 не только упрощает конструкцию трубопроводов, но и гарантирует взаимозаменяемость компонентов вне зависимости от места производства. Конструктивно траверса Т 12-1 Представляет собой железобетонную балку с закладными плитами, расположенными в строго определенных местах.
Необходимость создания серии вызвана повсеместным использованием трубопроводов, как наименее затратного способа транспортировки различных газов, жидкостей и технологической пульпы.Совместное использование траверсы и стойки Серия 3.015-1 / 92 не только упрощает конструкцию трубопроводов, но и гарантирует взаимозаменяемость компонентов вне зависимости от места производства. Конструктивно траверса Т 12-1 Представляет собой железобетонную балку с закладными плитами, расположенными в строго определенных местах.
1. Варианты маркировки
Траверса Т 12-1 маркируется на различных заводах в соответствии с внутренними стандартами, но они указывают только дополнительные свойства и не препятствуют однозначной идентификации продукта.
1. Т 12-1;
2. Т 12-2.
2. Основной объем
Траверса Т 12-1 имеет максимальную длину Серия 3.015-1 / 92 что позволяет использовать его для создания конвейеров процессов любой сложности. Как правило, он используется для монтажа на нижнем ярусе, несущем 40% общей нагрузки трубопровода. Может использоваться практически во всех климатических зонах при температуре от -55 ° C и уровне сейсмической опасности до 8 баллов.Без дополнительных мер защиты выдерживает длительную эксплуатацию в обычных, слабо и умеренно агрессивных средах, что делает его незаменимым элементом на химических предприятиях.
Как правило, он используется для монтажа на нижнем ярусе, несущем 40% общей нагрузки трубопровода. Может использоваться практически во всех климатических зонах при температуре от -55 ° C и уровне сейсмической опасности до 8 баллов.Без дополнительных мер защиты выдерживает длительную эксплуатацию в обычных, слабо и умеренно агрессивных средах, что делает его незаменимым элементом на химических предприятиях.
3. Маркировка продукции
Для всех продуктов
Серия 3.015-1 / 92 Принята сквозная буквенно-цифровая маркировка, где буква указывает класс опорного элемента (траверса, колонна, распорка и т. д.), первая цифра – номер размера, а вторая цифра характеризует несущую способность.Специальная маркировка траверса Т 12-1 Серия 3.015-1 / 92 обозначает:1. Т – траверса;
2. 12 – размер;
3. 1 – вид несущей способности;
Серия 3.015-1 / 92 – Нормативный документ, по которому изготовлена данная траверса.
Маркировка наносится на боковую поверхность балки по ГОСТ ГОСТ 13015.2-81 . , при этом указание серии обязательно.
4. Изготовление и основные характеристики
Для изготовления траверсы Т 12-1 необходимо использовать подходящие стальные формы ГОСТ 25781-83Е . Учитывая постоянно растущее количество конструкционных материалов с улучшенными характеристиками, из них возможно изготовление форм при соблюдении заданных параметров качества. Поперечные и закладные изделия, закрепленные в виде каркаса, заливаются тяжелым бетоном прочностью В15 или В25.Показатели морозостойкости и водостойкости подбираются исходя из конкретных условий эксплуатации согласно таблице 9 СНиП 2.03.01-84 . .
На материалы, из которых изготовлено траверса Т 12-1 предъявляются высокие требования. Компоненты бетонной смеси должны соответствовать ГОСТ 7473-85 . и ГОСТ 25172-82 .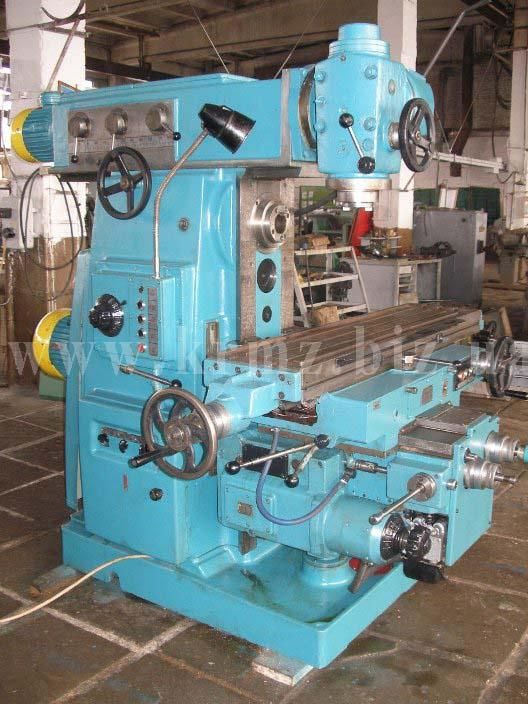 Изготовление каркасов и закладных изделий осуществляется соответственно ГОСТ 10922-90 . и 14098-91 .Допускается использование арматуры АИ и АIII ГОСТ5781-82 . , прокат стальной С245 ГОСТ 27772-80 или Ст3пс5-1 ГОСТ 525-88 . Крепость продукта согласовывается для каждого заказа и выбирается согласно рекомендациям. ГОСТ 13015.0-83 .
Изготовление каркасов и закладных изделий осуществляется соответственно ГОСТ 10922-90 . и 14098-91 .Допускается использование арматуры АИ и АIII ГОСТ5781-82 . , прокат стальной С245 ГОСТ 27772-80 или Ст3пс5-1 ГОСТ 525-88 . Крепость продукта согласовывается для каждого заказа и выбирается согласно рекомендациям. ГОСТ 13015.0-83 .
Обнажение арматурного каркаса недопустимо. Минимальная толщина бетонного слоя – 20 мм. Качество изготовления траверса Т 12-1 должно соответствовать ГОСТ 13015.1-81 . Максимально допустимый размер усадочных трещин – 0,1 мм.
Траверса T14-2 Предназначен для установки на опоры III и IV типов. Имеет следующие характеристики:
Длина = 4200 ;
Ширина = 150 ;
Высота = 300 ;
Масса = 500 ;
Объем бетона = 0,19 ;
Геометрический объем = 0,189 .
5. Транспортировка и хранение
Хранение произведенной продукции должно осуществляться на специальных площадках. Принятые ОТК траверсы хранятся отдельно от бракованных, требующих доработки или дополнительного экспонирования бетона. Допускается хранение штабелями, но не более 4 ярусов. При этом общая высота штабеля не должна превышать 2-х метров с учетом обязательно установленных деревянных прокладок, которые ставятся строго одна под другую.
Стоит купить новый Grand Power T12 FM1. История производства станков Горьковский завод, ГЗПС
Травертс Т 12-1 Предназначен для использования в качестве опорного элемента технологических трубопроводов. Необходимость создания серии вызвана повсеместным использованием трубопроводов, как наименее затратного способа транспортировки различных газов, жидкостей и технологической пульпы. Совместное использование траверс и колонн 3.015-1 / 92 серии Не только упрощает конструкцию трубопроводов, но и гарантирует взаимозаменяемость компонентов вне зависимости от места производства. Конструктивная траверса Т 12-1 Представляет собой железобетонную балку с закладными плитами, расположенными в строго определенных местах.
Конструктивная траверса Т 12-1 Представляет собой железобетонную балку с закладными плитами, расположенными в строго определенных местах.
1. Варианты маркировки
Траверса Т 12-1 Маркировка на различных заводах в соответствии с внутренними стандартами, но они только указывают на дополнительные свойства и не мешают однозначной идентификации продукта.
1. Т 12-1;
2. Т 12-2.
2.Базовая сфера применения
Траверса Т 12-1 имеет максимальную длину 3.015-1 / 92 серия Что позволяет использовать его для создания технологических трубопроводов любой сложности. Как правило, его используют для установки на нижнем ярусе, несущем 40% общей нагрузки трубопровода. Может использоваться практически во всех климатических зонах. При температуре от -55 ° С и уровне сейсмической опасности до 8 баллов. Никакие дополнительные меры защиты не выдерживают длительной эксплуатации в обычных, слабо и среднеагрессивных средах, что делает его незаменимым элементом на химических предприятиях.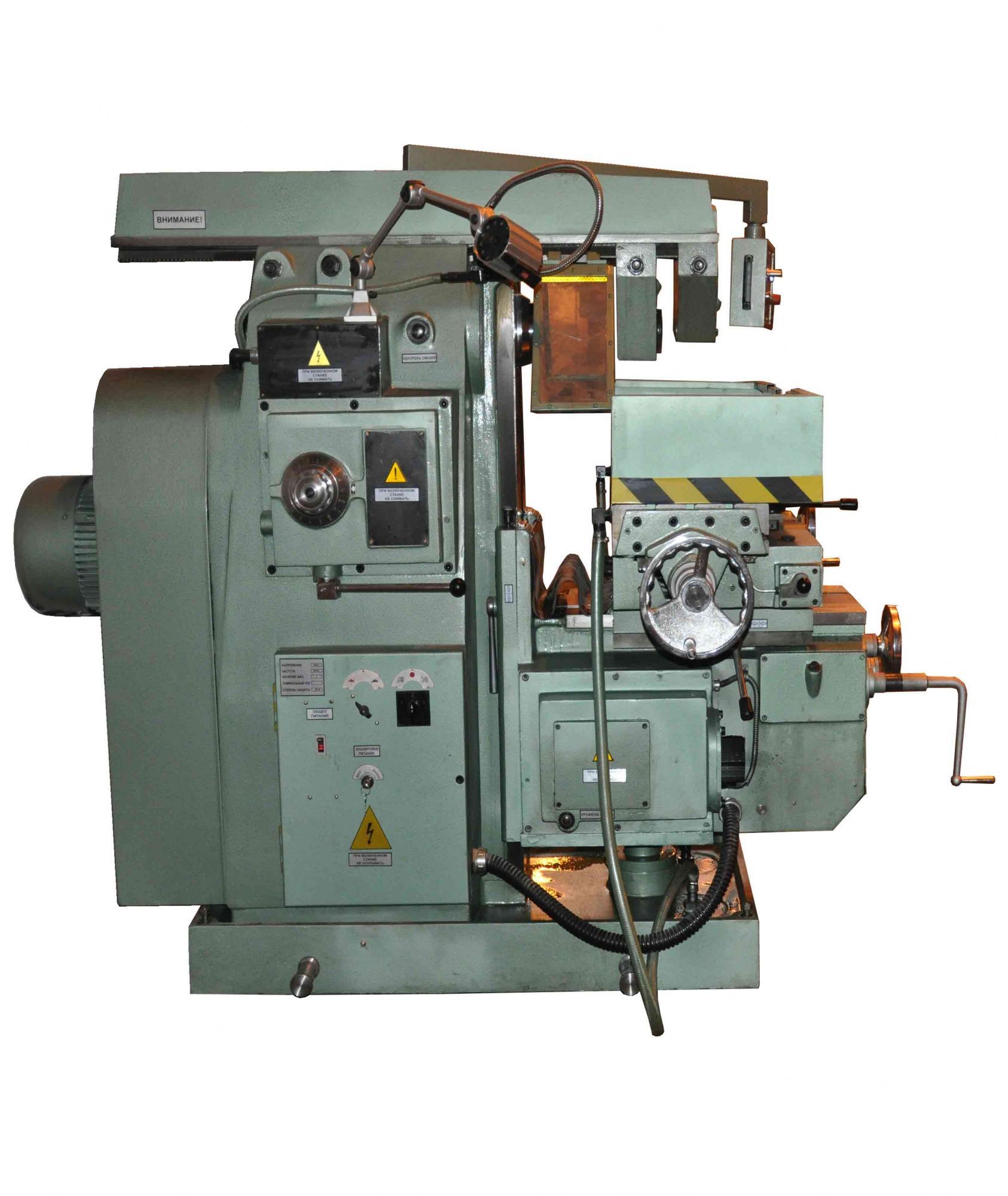
3. Маркировка продукции
Для всей продукции
3.015-1 / 92 серии Сквозная буквенно-цифровая маркировка, где буква – класс опорного элемента (траверса, колонна, подставка и т. Д.), Первая цифра – размер размера, а вторая цифра – грузоподъемность. Специальная маркировка траверса Т 12-1 3.015-1 / 92 серии Указывает:1. Т – траверса;
2.12 – размеры;
3. 1 – тип несущей способности;
Серия 3.015-1 / 92 – Нормативный документ, по которому изготовлена траверса.
На боковой поверхности траверсы нанесены маркировочные знаки по ГОСТ 13015.2-81 . Однако указание серии обязательно.
4. Продукция и основные характеристики
Для изготовления травертов Т 12-1 Необходимо использовать стальные формы с требованиями ГОСТ 25781-83Е. . Учитывая постоянно увеличивающееся количество конструкционных материалов с улучшенными характеристиками, допускается изготовление форм из них при сохранении заданных параметров качества. Каркасы, закрепленные в виде каркаса и закладных изделий, заливаются тяжелым бетоном прочности В15 или В25. Показатели морозостойкости и водонепроницаемости выбираются исходя из конкретных условий эксплуатации в таблице 9 СНиП 2.03.01-84 . .
Каркасы, закрепленные в виде каркаса и закладных изделий, заливаются тяжелым бетоном прочности В15 или В25. Показатели морозостойкости и водонепроницаемости выбираются исходя из конкретных условий эксплуатации в таблице 9 СНиП 2.03.01-84 . .
К материалам, из которых изготовлено траверса Т 12-1 предъявляются высокие требования. Состав бетонной смеси должен соответствовать ГОСТ 7473-85 . и ГОСТ 25172-82 . Соответственно производится изготовление каркасов и закладных изделий. Гостам 10922-90. и 14098-91 . Допускается использование арматуры аи и аиии ГОСТ5781-82. Прокат стальной С245 ГОСТ 27772-80 или СТ3ПС5-1 ГОСТ 525-88 .Каникулярная крепость продукта согласовывается для каждого заказа и подбирается согласно рекомендациям. ГОСТ 13015.0-83 .
Недопустимое обнажение каркаса арматуры. Минимальная толщина бетонного слоя – 20 мм. Качественно выполнено траверса Т 12-1 должно соответствовать ГОСТ13015.1-81 . Максимально допустимый размер усадочных трещин – 0,1 мм.
Минимальная толщина бетонного слоя – 20 мм. Качественно выполнено траверса Т 12-1 должно соответствовать ГОСТ13015.1-81 . Максимально допустимый размер усадочных трещин – 0,1 мм.
Траверса T14-2 Предназначен для монтажа на типы III и IV.Обладает следующими характеристиками:
Длина = 4200 ;
Ширина =. 150 ;
Высота =. 300 ;
Масса = 500 ;
Бетон =. 0,19 ;
Геометрический объем =. 0,189 .
5. Транспортировка и хранение
Хранение произведенной продукции должно осуществляться на специальных площадках.Траверсы, принятые OTB, хранятся отдельно от отклоненных, что требует доработки или дополнительных конкретных выдержек. Допускается хранение штабелями, но не более 4 ярусов. При этом общая высота штабеля не должна превышать 2-х метров с учетом обязательно установленных деревянных подкладок, которые ставятся строго одна под другую.
Рассматривая модификацию пистолета FM1 Grand Power, следует прежде всего вспомнить, как начинался сам T12.
Гранд Пауэр Т12
Ружье GRAND POWER T12 доступно в России с 2011 года. Создателем этого оружия является словацкая фирма GRAND POWER. Пистолет создан как травматический вариант пистолета GRAND POWER POWER калибра 9 мм. Испытывая трудности с продажей своего оружия в Европе, компания выпустила травматический вариант оружия.
Изначально разрабатывался пистолет GRAND POWER T10 под травматический патрон 9×22, аналог боевого патрона Parabellam. Изменений в конструкцию пистолета практически не вносили, за исключением ствола, который сделали гладким, а также добавили зубец, препятствующий стрельбе боевыми патронами.
Недостатки выявлены быстро. Травматический патрон 9х22 оказался несколько короче исходного боеприпаса, что привело к частому ходу патрона при перезарядке пистолета. Вторым недостатком оружия была слабость пороховой шкуры.
 С подзарядкой автоматика не справилась. Патрону не хватало силы перекосить затвор.
С подзарядкой автоматика не справилась. Патрону не хватало силы перекосить затвор.Для устранения этого недостатка производитель стал ставить на пистолет ослабленную возвратную пружину.Но проблема с клеймом патрона ее не решила, и в 2010 году была разработана новая модель пистолета Grand Power T11 и новый травматический патрон к ней 10×28.
Поскольку травматические пистолеты предназначались только для России, то патроны к ним было решено производить в нашей стране. Это производство было развернуто на заводе АКБС. Fortune – их дочерняя компания.
Несмотря на свои недостатки, пистолеты Т10 и Т11 успешно вышли на рынок травматического оружия.Следует отметить, что в этот период в нем использовались исключительно газовые пистолеты, пригодные для выстрела резиновой пулей, самой страшной из которых была травма Макарыча с тупой энергией в 25 Джоулей.
Компания-производитель продолжила работу над ружьем, стараясь повысить его точность. Следует отметить, что для тогдашней травмы возможность с трех метров попасть в силуэт цели считалась снайперской точностью. В результате была создана модель Т12, в которой не было штифта в стволе.Дульная энергия этого пистолета достигала 230 Дж, что всего в полтора раза меньше, чем у штатного пистолета Макарова.
Следует отметить, что для тогдашней травмы возможность с трех метров попасть в силуэт цели считалась снайперской точностью. В результате была создана модель Т12, в которой не было штифта в стволе.Дульная энергия этого пистолета достигала 230 Дж, что всего в полтора раза меньше, чем у штатного пистолета Макарова.
Производство в России
Однако в 2011 году в российское законодательство о гражданском оружии были внесены изменения. Ввоз травматических пистолетов был запрещен. Производство оружия пришлось развернуть на отечественных заводах имени Дегтярева и АКСБС.
Пистолеты отечественного производства возникли сразу два фатальных брака. В дополнение к запрету на импорт иностранного оружия, закон также ограничил максимальную энергию свисания в 91 Джоуль.Пришлось наладить производство патронов с пониженным содержанием разрыхлителя. Качество боеприпасов от этого сразу упало. Разброс энергии дунгала мог составлять от 90 до 60 джоулей для патронов одной партии. Для того, чтобы не допускать стрельбы из пистолетов старыми мощными патронами или перебрать патроны на большом порохе, на стволе стали делать две плафоны.
До сих пор на рынке есть предложения по продаже патронов доформ 10х28 и их покупка происходит достаточно активно.Ставим патроны от 25 шт. При энергии зайчика 200 Дж. Стоит от 26 до 30 тысяч рублей. Вес крыльца в этих патронах составляет 0,2 грамма, а вес пули – примерно 1,7 грамма. Патроны с дульной энергией 240-250 Дж. Стоимость 35-37 тыс. Руб. Заготовки пороха в них 0,22 грамма, а вес пули 1,7-1,8 грамма. Картриджи выкуплены у частных владельцев.
Расчеты проводились плохо и даже при слабом патроне часто портился ствол.Дополнительно возвращается старая проблема срабатывания автоматики подзарядки. Пришлось снова ослабить возвратную пружину.
Гранд Пауэр Т12-FM1
Наконец, в начале 2017 года компания выпустила пистолет GRAND POWER T12-FM1, лишенный всех этих недостатков. Со ствола удалены проточки, две возвратные пружины прикреплены к оружию. Вместе они дают три возможных комбинации установки в зависимости от типа картриджа:
- тонкий;
- толстый;
- оба вместе.
Картриджи для Grand Power
Имеется линейка патронов 10х28 с пулями разного веса:
Картриджи, приносящие удачу, теперь имеют стандартный фарфор на 0,12 грамма. В марте 2017 года производитель провел баллистические испытания пуль ударного действия разной массы на дистанции выстрела 6 м и представил общественности свой отзыв.
Крыльцо крыльца в патронах было таким же, в качестве испытательного пистолета использовался Grand Power 12T FM1.В результате выяснилось, что пуля массой 2,04 грамма имела глубину пробития 7 мм и объем полости 28 мм. В свою очередь, пуля массой 1,2 грамма имела глубину пробития 5 мм и объем полости 25 мм. Стрельба производилась гелевыми баллистическими патронами той же мощностью 81 Джоуль.
Это соответствует аэродинамическим расчетам и позволяет сделать вывод, что патроны с тяжелыми пулями намного лучше подходят для самообороны, чем с легкими.Дело в том, что диаметр тяжелой пули составляет 12 мм, а легкой – 11,5.
Следует отметить, что калибр пули превосходит калибр оружия, это связано с тем, что в резиновых боеприпасах всегда используется суперкамиал.
Средняя цена за один современный патрон – 40 руб. Возможно, после выводов баллистических испытаний была разработана новинка Т 15 калибра 45х30. Вес пистолета 850 грамм. Вес резиновой пули 4 грамма.
На входе и выходе в пенопласт Grand Power 12T FM1 установлены штифты, препятствующие выстрелу твердой пули.Ближний штифт к срезу туловища находится снизу, а дальний – вверху. Длинный ровный 100-миллиметровый ствол дает необходимую точность. Загрузочная тележка доработана, чтобы исключить вызов картриджа в картридже, перекос картриджа или задержку затвора. Ствол покрыт переплетом изнутри и снаружи.
Характеристики пистолета:
- калибр
- 10 мм;
- патрон 10х28;
- длина стержня 100 мм; Вес
- без патронов 770 грамм;
- длина 187.5 мм;
- ширина 36 мм;
- высота 133,5 мм; Магазин
- емкостью 10 патронов.

Оружие приспособлено для стрельбы двумя руками. Флажок предохранителя, кнопка выброса магазина и рычаг извлечения с задержкой срабатывания затвора продублированы с обеих сторон.
Различные версии Grand Power 12t можно легко отличить по конструкции ствола:
- словак имел одну верхнюю булавку;
- АКБС имел мелкие детали и зауженный ствол;
- У Зиде были большие дураки и суженный хобот;
- Fortuna имеет два контакта сверху и снизу.
Стоимость нового пистолета GRAND POWER T12-FM1 составляет порядка 50-60 тысяч рублей. Цена бывшего в употреблении оружия составляет примерно 30 тысяч рублей, за такие деньги можно купить популярный травматический пистолет.
Информация об изготовителе консольно-фрезерного станка 6Т12-1
Производитель универсальных фрезерных станков серии 6Т12-1, 6Т13-1 – Фрезерный станок Горького , основан в 1931 году.
Завод специализируется на выпуске широкого спектра универсальных фрезерных станков, а также фрезерных станков с UCI и ЧПУ и является одним из самых известных станкостроительных предприятий России.
С 1932 года Горьковский завод фрезерных станков занимается производством станков и специализируется на разработке и производстве различного металлорежущего оборудования.
История производства станков Горьковский завод, ГЗПС
IN 1972 г. 6п 6п 12. , г. 6п12б , г. 6п13. , г. 6п13б , г. 6п13ф3 , г. 6п82. , г. 6п82 , г. 6п82ш , г. 6п83., г. 6п83 , г. 6п83Ш. .
IN 1975 г. Запущены в производство копировально-консольно-фрезерные станки: 6п13к .
IN 1978 г. Запущены в производство копировально-консольно-фрезерные станки 6п12к-1. , 6п82к-1 .
IN 1985 год запущен в серийное производство 6Т-1 Консольно-фрезерные станки: 6Т12-1 , 6Т13-1 , 6Т82-1 , г. 6Т83-1 и GF2171..
6Т83-1 и GF2171..
IN 1991 год запущена в серийное производство 6Т Консольно-фрезерные станки: 6Т12. , г. 6Т12Ф20. , г. 6Т13 , 6Т13Ф20. , г. 6Т13Ф3. , г. 6Т82. , г. 6Т82 , 6Т82Ш. , г. 6Т83 , г. 6Т83 , г. 6Т83Ш. .
6T12-1 Вертикальный консольный станок. Назначение и сфера применения
С 1985 года Горьковский завод фрезерных станков (ГЗПС) начал выпуск консольно-фрезерных станков серии 6Т12-1.Станки серии 6Т12-1 являются дальнейшим усовершенствованием аналогичных станков серии П (6П12, 6П13).
Основные отличия фрезерных станков 6Т12-1 и 6Т12
- Вылет (расстояние от оси шпинделя до направляющих): 6Т12-1 – 350 мм, 6Т12 – 380 мм
- Стол поперечно-подвижный: 6T12-1 – 270 мм, 6T12 – 320 мм
- Расстояние от края стола до станины: 6Т12-1 – 70..340 мм, 6Т12 – 70. .390 мм
- Подача двигателя: 6Т12-1-2.2 кВт, 6T12 – 3,0 кВт
- Масса станка: 6Т12-1 – 3400 кг, 6Т12 – 3250 кг
 .390 мм
.390 мм Рабочее пространство станка модели 6Т12 на 50 мм больше по осям x, y , чем у станка 6Т12-1.
Основные отличия фрезерных станков 6Т13-1 и 6Т13
- Вылет (расстояние от оси шпинделя до направляющих станины): 6Т13-1 – 420 мм, 6Т13 – 460 мм
- Стол поперечно-подвижный: 6T13-1 – 340 мм, 6T13 – 400 мм
- Расстояние от края стола до станины: 6Т13-1 – 60..400 мм, 6T13 – 60..460 мм
Рабочее пространство станка модели 6Т13 на 60 мм больше по осям X, Y , чем у станка 6Т13-1.
Станок вертикально-консольно-фрезерный 6Т12-1 предназначен для фрезерования всевозможных деталей из различных материалов. Применяется в условиях единичного и серийного производства.
Станок 6Т12-1 отличается от станка 6Т13-1 установленной мощностью главного движения и подачи, размером рабочей поверхности стола и величинами движения стола.
На станке 6Т12-1 можно обрабатывать вертикальные и горизонтальные плоскости, пазы, уголки, рамы, шестерни и др.
На вертикальном консольно-фрезерном стане 6Т12-1 возможна работа в трех режимах:
- Авто – В автоматическом режиме машина работает с различными автоматическими циклами.
- Толкание – В режиме шутки производится установочное перемещение стола. Возможна работа по разметке.
- Ручной – В ручном универсальном режиме машина работает с использованием рабочих подач, быстрых движений, а также ручных движений от маховиков и рукояток.
Особенности конструкции фрезерного станка 6Т12-1
В наличии устройство для ограничения зазора в винтовой паре Продольное перемещение стола, индивидуальная смазка винта вертикального перемещения, что увеличивает его долговечность и снижает подъемную силу консоли.
Дополнительно введено устройств защиты от раскола сколов и эмульсии .
Повышена жесткость станка за счет прямоугольных направляющих станины и консолей.
В наличии автоматическое торможение шпинделя В работе и аварийное отключение.
Автоматические узлы смазки Повышает их долговечность и сокращает время обслуживания.
Поворотная шпиндельная головка Станок оснащен механизмом ручного осевого перемещения втулки шпинделя, позволяющим обрабатывать отверстия, ось которых расположена под углом до ± 45 ° к рабочей поверхности стол.
Силовые приводы и высокая жесткость Станки позволяют использовать фрезы из быстрорежущей стали, а также инструмент, оснащенный твердыми и сверхтвердыми пластинами из синтетических материалов.
Механическое крепление инструмента . Винт поперечной подачи расположен по оси фрезы, что повышает точность обработки. Технологические возможности станка могут быть расширены за счет использования делительной головки, круглого стола и других устройств.
Возможность настройки станка на различные полуавтоматические и автоматические циклы Позволяет организовать мультисервисное обслуживание и использовать станок для выполнения. различная работа в поточном производстве.
Машина может поставляться в страны с умеренным, холодным и тропическим климатом.
Класс точности станка – Н по ГОСТ 8-82Е
Основные конструктивные достоинства станков:
- механизированное крепление инструмента в шпинделе;
- механизм пропорционального замедления подачи;
- устройство периодического контроля размера зазора в винтовой паре продольной подачи; Предохранительная муфта
- для защиты привода подачи от перегрузки;
- торможение горизонтального шпинделя при остановке электромагнитной муфты;
- устройство защиты от расколотых фишек
Основные технологические преимущества станков:
- различные циклы автоматической работы станка;
- широкий диапазон скорости вращения шпинделя и подачи стола;
- приводов большой мощности;
- повышенной жесткости;
- надежность и долговечность.
- Технологические возможности станков можно расширить за счет применения делительной головки, круглого поворотного стола и других устройств.

Станки доступны в различных поставках по напряжению, частоте питающей сети.Запасные части поставляются.
Российские и зарубежные увеличители станка 6Т12-1 (6Т13-1)
ФСС350МР, ФСС450МР – 315 х 1250, 400 х 1250 – производитель Гомельский Машиностроительный завод
ВМ127М – (400 х 1600) – производитель Воткинский машиностроительный завод ГПО, ФГУП
6Д12, 6К12 – 320 х 1250 – Производитель Дмитровский завод фрезерных станков ДЗФС
X5032, x5040. – 320 x 1320 – Производитель Shandong Weida Heavy Industries, Китай
FV321M, (FV401) – 320 x 1350 (400 x 1600) – Производитель ARSENAL J.S.CO. – Казанлык, Арсенал Ад, Болгария
Габаритное рабочее пространство консольно-фрезерного станка 6Т12-1
Чертеж рабочего пространства фрезерного станка 6Т12-1
Посадка и присоединение баз консольно-фрезерного станка 6Т12-1
Общий вид вертикально-консольно-фрезерного станка 6Т12-1
Фото Консольно-фрезерный станок 6Т12-1
.Расположение комплектующих фрезерного станка 6Т12-1
Перечень комплектующих консольно-фрезерного станка 6Т12-1
- станина
- боковая панель
- Механизм переключения подарков
- коробка скоростей шпинделя
- головка поворотная
- Инструмент для электромеханических зажимных устройств
- шкаф управления Стол
- и Салазки
- механизм замедления подачи
- пуля базовая
- консоль
- коробка передач
Расположение органов управления консольно-фрезерным станком 6Т12-1
Расположение органов управления фрезерного станка 6Т12-1
Пульт управления фрезерного станка 6Т12-1
Панели управления фрезерного станка 6Т12-1: главный -ii, боковой -i -i
Перечень органов управления консольно-фрезерного станка 6Т12-1
- Указатель скорости шпинделя
- Кнопка «Переместить стол назад, вперед, вниз»
- Переключатель направления движения стола
- Переключатель с зажимом для инструмента
- Кнопка «Переместить стол вперед, влево, вверх»
- Кнопка “толкающий шпиндель” (дублирующая)
- Кнопка «Остановить перемещение стола»
- Кнопка «Пуск шпинделя»
- Кнопка “Стоп шпинделя” (дублирующая)
- Кнопка аварийного останова
- Кнопка «Быстро движущийся стол» (дубликат)
- Рукоятка переключения скорости шпинделя
- Головка с шестигранной головкой
- Ручка зажима скольжения шпинделя
- Ключ “Перемещает настенный стол”
- Клавиша «Перемещение стола вправо»
- Ключ «Остановить продольное перемещение стола»
- Кнопка «Останов шпинделя»
- Кнопка «Пуск шпинделя»
- Стол с зажимами.
- Переключатель включения режима работы «Ручной – Механический»
- Маховик ручного продольного перемещения стола
- Кольцо Нони.
- Конечный механизм стола поперечного смещения
- Ручное поперечное перемещение
- Ручное вертикальное перемещение
- Переключающий корм для грибков
- Кнопка аварийного останова
- Переключатель выбора машинного режима
- Выключатель «Замедленная подача»
- Кнопка «Быстрое перемещение стола и цикл блокировки»
- Ключ “Остановка стола вертикального перемещения”
- Клавиша «Переместить стол вниз»
- Хомуты Салазок
- Клавиша «Переместить стол вверх»
- Маховик ручного продольного перемещения стола (дублирующий)
- Ключ «Остановка поперечно-подвижного стола»
- Клавиша «Переместить стол вперед»
- Клавиша «Переместить стол назад»
- Номинал маховика втулка шпинделя
- Зажим головки на станине
- Выключатель вводный
- Переключить направление вращения шпинделя «Влево – вправо»
- Выключатель насоса охлаждения «Включено – Выключено»
- Переключатель панели управления
- Переключатель автоматического выбора цикла
- Консольный зажим
- Ручка съемная, ручная работа с вертикальным и поперечным перемещением
- Головка с фиксатором нуля
Схема кинематической консольно-фрезерного станка 6Т12-1
Кинематическая схема дана для понимания соединений и взаимодействия основных элементов станка.На выносках указано количество зубьев (d) шестерни (звездочкой обозначено количество червяков).
Привод главного движения осуществляется от фланцевого электродвигателя через упругую муфту.
Скорость шпинделя изменяется перемещением трех зубчатых блоков на валах с пазами.
Коробка скоростей сообщает шпинделю о 18 различных скоростях.
Привод подачи осуществляется от фланцевого электродвигателя, установленного в консоли. Коробка подачи через два трехлепестковых блока и подвижное зубчатое колесо с кулачковой муфтой обеспечивает 18 различных подач, которые передаются через шариковую предохранительную муфту в консоль и далее при включении соответствующей кулачковой муфты в надлежащее поперечное положение. и вертикальные движения.
Ускоренные движения получаются включением скорости трения, вращение которой осуществляется через промежуточные шестерни непосредственно от электродвигателя.
Трение выбрано с сцеплением рабочих подач, что исключает возможность их одновременного включения.
Графики, поясняющие устройство механизма подачи машины, показаны на рис. 6 и 7.
Станина Это базовый узел, на котором смонтированы остальные узлы и механизмы станка.
Кровать жестко фиксируется на основании и фиксируется шпильками.
Головка поворотная консольно-фрезерного станка 6Т12-1
Поворотная головка (рис. 8) центрируется в кольцевом зажиме горловины станины и крепится к ней четырьмя болтами, входящими в одномерный паз фланца станины.
Шпиндель представляет собой вал с двумя давлениями, установленный в выдвижной втулке. Регулировка осевого люфта в шпинделе осуществляется подмоточными кольцами 3 и 4.Повышенный люфт в переднем подшипнике устраняется подмоткой полукольцов 5 и затяжкой гайки.
Регулировка осуществляется в следующем порядке:
- гильза шпинделя выдвинута;
- фланец 6 демонтирован;
- пленочных полуколец;
- с правой стороны корпуса головки вывернута резьбовая заглушка;
- через отверстие под винт 2 откроется гайка 1;
- гайка стальная штанга 1 заклинивает. Поворачивая шпиндель для разрыва, гайка затягивается, и подъемник внутреннего подшипника перемещается.После проверки люфта в подшипнике шпиндель работает на максимальном количестве оборотов. При работе в течение часа нагрев подшипников не должен превышать 60 ° С;
- измеряется величина зазора между подшипником и пыльником шпинделя, после чего полукольцо 5 выставляется на требуемую величину; Полукольца
- установлены на место и закреплены;
- поступает фланец 6.
Для устранения радиального люфта полукольцо 0,01 мм следует подавать примерно на 0.12 мм.
Вращение шпинделя передается от коробки скоростей через пару конических и пару цилиндрических шестерен, установленных в головке.
Смазка подшипников и шестерен поворотной головки осуществляется от подшипникового насоса, а смазка подшипников шпинделя и механизма перемещения втулки – шприцем.
Коробка передач Устанавливается непосредственно в корпус станины. Соединение коробки с валом мотора осуществляется упругой муфтой, допускающей несогласованность в установке двигателя до 0.5-0,7 мм.
Осмотр шкалы скоростей можно произвести через окно с правой стороны.
Смазка коробки скоростей осуществляется от плунжерного насоса (рис. 9), приводимого в действие эксцентриком. Производительность насоса около 2 л / мин. Масло к насосу подается через фильтр. Из насоса масло поступает в распределитель масла, из которого медная трубка передается на глазок для контроля работы насоса, а гибкий шланг – в поворотную головку. Смазка элементов коробки скоростей осуществляется за счет разбрызгивания масла, выходящего из отверстий трубки распределителя масла, расположенных над коробкой передач.
Коробка переключения скоростей Позволяет выбрать необходимую скорость без последовательного прохождения промежуточных шагов.
Грабли 19 (фиг. 10), перемещаясь рукояткой переключения 18, посредством сектора 15 через вилку 22 (фиг. 11) перемещают в осевом направлении основной ролик 29 с диском переключения 21.
Переключающий диск может вращаться индикатором 23 скорости через конические шестерни 28 и 30. Диск имеет несколько рядов определенных отверстий, расположенных напротив штифтов направляющих 31 и 33.
Рейки попарно сцепляется с зубчатым колесом 32. На одном из выступов каждой пары прикреплен штекер переключения. При перемещении диска нажатием на цапфу одной из пары обеспечивается возвратно-поступательное движение пластин.
В то же время вилки в конце хода диска занимают положение, соответствующее зацеплению определенных пар шестерен. Для исключения возможности жесткой остановки шестерни при переключении штифты 20, пластины 20 являются пружинными.
Фиксация лимба при выбранной скорости обеспечивается шариком 27, закипающим в канавках лонжеронов 24.
Пружинное управление 25 осуществляется заглушкой 26 с учетом четкой фиксации конечности и нормального усилия при ее повороте.
Рукоятка 18 (см. Рис. 10) Во включенном положении она удерживается за счет пружины 17 и шарика 16. В этом случае рукоятка шипа входит в паз фланца.
Соответствие значений скоростей указанным на стрелке достигается определенным положением конических колес в зацеплении. Правильное зацепление устанавливается на стержни на концах сопряженного зуба и в углублениях или когда стрелка установлена в положение 31 скорости.5 об / мин и диски с вилками в положение 31,5 об / мин (для станков 6Т12Б соответствующая частота вращения 50 об / мин). Зазор в зацеплении конической пары не должен быть больше 0,2 мм, так как диск из-за этого может повернуться до 1 мм.
Смазка коробки переключения передач осуществляется из системы смазки газовой коробки путем разбрызгивания масла.
CHEMA Станок фрезерный электрический 6Т12-1
Электросхема фрезерного станка 6Т12-1
6Т12-1 Станок консольно-фрезерный вертикальный.Видео.
Технические характеристики консольно-фрезерного станка 6Т12-1
| Название параметра | 6п12. | 6п13. | 6Т12-1 | 6Т13-1 |
|---|---|---|---|---|
| Основные параметры станка | ||||
| Размеры поверхности стола, мм | 1250 х 320. | 1600 x 400. | 1250 x 320. | 1600 x 400. |
| Наибольшая масса заготовки, кг | 250 | 300 | 400 | 630 |
| Наибольший продольный ход стола (х), мм | 800 | 1000 | 800 | 1000 |
| Наибольший поперечный ход стола (y), мм | 250 | 300 | 270 | 340 |
| Наибольший вертикальный ход стола (z), мм | 420 | 420 | 420 | 430 |
| Расстояние от конца шпинделя до поверхности стола, мм | 30.0,450 | 30..500 | 30..450 | 70..500 |
| Расстояние от оси шпинделя до вертикальных направляющих Станина (вылет), мм | 350 | 420 | 350 | 420 |
| Расстояние от края стола до вертикальных направляющих, мм | 70..340 | 60..400 | ||
| Шпиндель | ||||
| Мощность привода главного движения, кВт | 7,5 | 10 | 7,5 | 11 |
| Частота вращения шпинделя, об / мин | 40..2000 | 40..2000 | 31,5..1600 | 31,5..1600 |
| Число скоростей шпинделя | 18 | 18 | 18 | 18 |
| Подвижный шпиндель Pinol, мм | 70 | 80 | 70 | 80 |
| Перемещение цапфы шпинделя на одно деление лимба, мм | 0,05 | 0,05 | 0,05 | 0,05 |
| Угол поворота шпиндельной головки, град | ± 45 ° | ± 45 ° | ± 45 ° | ± 45 ° |
| Конец шпинделя ГОСТ 836-62 | №3 | №3 | ||
| Конец шпинделя ГОСТ 24644-81, 4 ряд, исполнение 6 | 50 | 50 | ||
| Настольный.Корм | ||||
| Пределы продольных и поперечных стоек стола (x, y), мм / мин | 12,5..1600 | 12,5..1600 | 12,5..1600 | 12,5..1600 |
| Пределы вертикальных раскройных столов (z), мм / мин | 4,1..530 | 4,1..530 | 4,1..530 | 4,1..530 |
| Количество подач стола (продольных, поперечных, вертикальных) | 22 | 22 | 22 | 22 |
| Скорость быстрых перемещений (продольных, поперечных / вертикальных) x, y / z, м / мин | 4 / 1,330 | 4 / 1,330 | 4 / 1,330 | 4 / 1,330 |
| Перемещение стола на одно деление лимба (продольное, поперечное, вертикальное), мм | 0,05 | 0,05 | 0,05 | 0,05 |
| Перемещение стола на один оборот лимба (продольный, поперечный / вертикальный), мм | 6/2 | 6/2 | 6/2 | 6/2 |
| Наибольшее допустимое усилие резания (продольное / поперечное / вертикальное), кН | 15/12/5 | 20/12/8 | ||
| Механический станок | ||||
| Отключить ограничители подачи (продольные, поперечные, вертикальные) | есть | есть | есть | есть |
| Plock ручная и механическая подача (продольная, поперечная, вертикальная) | есть | есть | есть | есть |
| Блокировка отделения | есть | есть | есть | есть |
| Тормоз шпинделя | есть | есть | есть | есть |
| Муфта предохранения от перегрузки | есть | есть | есть | есть |
| Автоматическая прерывистая подача | есть | есть | есть | есть |
| Электрооборудование и приводы машин | ||||
| Количество электродвигателей на станке | 4 | 4 | 4 | 4 |
| Главный двигатель Двигатель, кВт | 7,5 | 10 | 7,5 | 11 |
| Двигатель привода подачи, кВт | 2,2 | 3,0 | 2,2 | 3,0 |
| Двигатель зажима инструмента, кВт | 0,18 | 0,18 | ||
| Электродвигатель насоса охлаждающей жидкости, кВт | 0,125 | 0,125 | 0,12 | 0,12 |
| Суммарная мощность всех электродвигателей, кВт | 10,0 | 14,3 | ||
| Размеры и станок Станок | ||||
| Габаритные размеры станка (длина ширина высота), мм | 2305 х 1950 х 2020 | 2560 х 2260 х 2120 | 2280 х 1965 х 2265 | 2570 х 2252 х 2430 |
| Станок Станок, кг | 3120 | 4200 | 3400 | 4250 |
Травматический пистолет Grand Power-12-Fm1 10×28
Grand Power-12-FM1 10×28 – Новая версия уже зарекомендовавшего себя пистолета Grand Power T12 , отличающаяся прочным стволом без дополнительных выемок, что положительно сказывается на мощности пистолета.В остальном это все такой же качественный, надежный, с длительным сроком службы травматический пистолет для самообороны.
Стрельба из пистолета ведется патронами травматического действия калибра 10х28. Двухрядный магазин вмещает 10 патронов.
При габаритных размерах 187,5х133,5х36 мм масса травматического пистолета составляет всего 770 гр.
Работа автоматики построена по принципу безоткатного затвора.
Благодаря двусторонним правительствам, пистолет Grand Power подходит как для правшей, так и для левшей.
Для установки дополнительных аксессуаров пистолет оснащен планкой Пикатинни.
Все детали пистолета изготовлены из высококачественных материалов с высочайшей точностью.
Как купить травматический пистолет GRAND POWER 12 FM1 10×28 в нашем интернет-магазине?
Предупреждение! Лицензионные товары недоступны для покупки через Интернет-магазин. Приобрести пистолет Grand Power 12 FM1 , а также другой лицензионный товар Вы можете в нашем магазине на сайте только через самонивелир. Квалифицированный персонал даст полную консультацию по товару, позаботится о нем и ответит на все ваши вопросы.
Обратите внимание, что для приобретения огнестрельного оружия и патронов необходимо предоставить лицензию! Ознакомиться с правилами и порядком получения вы можете в разделе
Produkcja w Rosji.
Травматический пистолет Grand Power-12-FM1 10×28
Grand Power-12-FM1 10×28 – nowa wersja sprawdzonego już pistoletu Grand Power T12 , który ma solidn lufzypis be. Reszta to ta sama wysokiej jakości, niezawodna, długoletnia traumatyczna broń do samoobrony.
Pistolet jest wystrzeliwany przez traumatyczne naboje kalibru 10×28. Dwurzędowy magazineynek mieści 10 rund.
Przy gabarytach 187,5 x 133,5 x 36 мм waga traumatycznego pistoletu wynosi zaledwie 770 gramów.
Automatyzacja opiera się na zasadzie bezodrzutowej migawki.
Dzięki kontroli dwustronnej pistolet Grand Power Odpowiedni zarówno dla osób praworęcznych, jak i leworęcznych.
Aby zainstalować dodatkowe akcesoria, pistolet jest wyposażony w szynę Picatinny.
Wszystkie części pistoletu wykonane są z wysokiej jakości materiałów z najwyższą precyzją.
Jak kupić травматический пистолет Grand Power 12 FM1 10×28 w naszym sklepie internetowym?
Ostrzegamy cię! Produkty licencjonowane nie są dostępne do zakupu za pośrednictwem sklepu internetowego. Aby dostać pistolet Grand Power 12 FM1 , a także innych licencjonowanych produktów, możesz odwiedzać nasz sklep tylko przez odbiór. Wykwalifikowany personel udzieli pełnej konsultacji na temat produktu, zadba o niego i odpowie na wszystkie pytania.
Pamiętaj, e na nabycie broni palnej i amunicji musisz dostarczyć licencję! W tej sekcji możesz zapoznać się z zasadami i kolejnością odbioru
Траверси Т 12-1 Zaprojektowany do stosowania jako element składowy podpór rurociągów technologicznych. Potrzeba stworzenia szeregu jest spowodowana powszechnym stosowaniem rurociągów jako najmniej kosztownego sposobu transportu rónych gazów, cieczy i masy celulozowej. Udostępnianie trawersu i kolumn Seria 3.015-1 / 92 nie tylko uprościło projektowanie rurociągów, ale także gwarantuje wymienność komponentów niezależnie od miejsca produkcji. Konstruktywnie trawers Т 12-1 Jest to żelbetowa belka z osadzonymi płytami umieszczonymi w ściśle określonych miejscach.
1. Opcje etykietowania
Trawers Т 12-1 jest oznaczony w różnych fabrykach zgodnie z wewnętrznymi standardami, ale wskazują tylko dodatkowe właściwości i nie uniemożliwiają jednoznacznej identityfikacji produktu.
1. Т 12-1;
2. Т 12-2.
2. Główny zakres
Trawers Т 12-1 ma maksymalną długość Seria 3.015-1 / 92 dzięki czemu można go używać do tworzenia potokówhibitedych o dowolnej złożoności. Z reguły służy do instalacji na niższym poziomie, przenosząc 40% całkowitego obciążenia rurociągu. Można go stosować w prawie wszystkich strefach klimatycznych w temperaturach od -55 ° C и poziomie zagrożenia sejsmicznego do 8 punktów.Bez dodatkowych środków ochronnych wytrzymuje długotrwałe działanie w zwykłych, lekko i średnio agresywnych środowiskach, co czyni go niezmicbędnym pierwjakłchadachiem w zwykłych, lekko i średnio agresywnych środowiskach, co czyni go niezbędnym pierwiastchadachiem w zwykłych, lekko i średnio agresywnych środowiskach, co czyni go niezmicbędnym pierwjakłchadachiem w zwykłych.
3. Etykietowanie produktu
Do wszystkich produktów
Seria 3.015-1 / 92 stosuje się znakowanie alfanumeryczne typu end-to-end, w którym litera wskazuje klasę elementu nośnego (trawers, kolumna, rozpórka itp.), pierwsza cyfra to numer rozmiaru, a other cyfra określa.Специальные обозначения trawers Т 12-1 Серия 3.015-1 / 92 oznacza:1. Т – траверсы;
2. 12 – розмиар;
3. 1 – rodzaj nośności;
Серия 3.015-1 / 92 – Документ регулирующий, на подставе ктoрего wykonany jest ten krzyżak.
Знаки сą накладане на бочонке земли згодние з ГОСТ 13015.2-81 , wskazując, że seria jest wymagana.
4. Produkcja i kluczowe cechy
Do robienia trawers Т 12-1 należy zastosować odpowiednie stalowe formy GOST 25781-83E . Biorąc pod uwagę stale rosnącą liczbę materiałów konstrukcyjnych o ulepszonych właściwościach, możliwe jest wytwarzanie z nich form, pod warunkiem zachowania określonych parameterrowy jakoś. Trawersy и продукты osadzone zamocowane w formie ramy są wylewane ciężkim betonem o wytrzymałości B15 lub B25.Wskaźniki mrozoodporności i wodoodporności dobierane są na podstawie określonych warunków pracy zgodnie z tabelą 9 СНиП 2.03.01-84 .
Do materiałów, z których jest wykonany trawers Т 12-1 stawiane są wysokie wymagania. Składniki mieszanki betonowej muszą być zgodne ГОСТ 7473-85 i ГОСТ 25172-82 . Produkcja ram i produktów osadzonych odbywa się odpowiednio GOST 10922-90 я 14098-91 .Dopuszczalne jest stosowanie łczników AI i AIII GOST5781-82 , сталь walcowana C245 ГОСТ 27772-80 смаз Ст3пс5-1 ГОСТ 525-88 . Siła produktu jest ustalana dla każdego zamówienia i dobierana zgodnie z zaleceniami. ГОСТ 13015.0-83 .
Narażenie klatki wzmacniającej jest niedopuszczalne. Minimalna grubość warstwy betonu wynosi 20 мм. Wyprodukowana jakość trawers Т 12-1 musi być zgodny ГОСТ 13015.1-81 . Максимальный dopuszczalny rozmiar pęknięć skurczowych wynosi 0,1 мм.
Trawers T14-2 Przeznaczony do montau na wspornikach typu III i IV. Ma następujące cechy:
Длугосць = 4200 ;
Szerokość = 150 ;
Wysokość = 300 ;
Вага = 500 ;
Betonowa objętość = 0,19 ;
Objętość geometryczna = 0,189 .
5. Transport i przechowywanie
Przechowywanie wytworzonych produktów powinno odbywać się w specjalnych miejscach. Trawersy zaakceptowane przez Dział Kontroli Jakości są przechowywane oddzielnie od odrzuconych, które wymagają udoskonalenia lub dodatkowego naświetlenia betonu. Przechowywanie w stosach jest dozwolone, ale nie więcej niż 4 poziomy. W takim przypadku całkowita wysokość stosu nie powinna przekraczać 2 metrów, biorąc pod uwagę koniecznie zainstalowane drewniane uszczelki, które są umieszczane ściimle jeden pod.
Информация о производстве фрезерных консолей 6T12-1
Производство серии универсальных фреза 6Т12-1, 6Т13-1 – Горьковский завод фрезерных станков , załoona w 1931 r.
Zakład specjalizuje się w produkcji szerokiej gamy uniwersalnych frezarek, a także frezarek z DRO i CNC i jest jednym z najbardziej znanych przedsiębiorstw obrabiarkowych w Rosji.
Od 1932 г. Горьковский завод фрезерных станков produkuje maszyny i jest ekspertem w projektowaniu i produkcji rónych urządzeń do cięcia metalu.
Historia wydania maszyn przez Горьковский завод, GFFS
Вт 1972 6 шт 6P12 , 6Р12Б , г. 6П13 , г. 6R13B , г. 6Р13Ф3 , г. 6П82 , г. 6R82G , г. 6Р82Ш , г. 6П83 , г. 6R83G , г. 6Р83Ш .
Вт 1975 rok, do produkcji trafiły frezarki wspornikowe: 6R13K .
Вт 1978 frezarki kopiujące z konsolą zostały wprowadzone na rynek w tym roku 6R12K-1 , 6R82K-1 .
Вт 1985 rok wprowadzony do serii produkcyjnej 6T-1 frezarki konsolowe: 6T12-1 , 6T13-1 , 6Т82-1 , г. 6Т83-1 и GF2171 .
Вт 1991 rok wprowadzony do serii produkcyjnej 6T frezarki konsolowe: 6T12 , 6Т12Ф20 , г. 6Т13 , 6Т13Ф20 , г. 6Т13Ф3 , г. 6Т82 , 6Т82Г , 6Т82ш , г. 6Т83 , г. 6Т83Г , 6Т83Ш .
Frezarka wspornikowa pionowa 6T12-1. Cel i zakres
С 1985 года Горьковский завод фрезерных станков (GFFS) rozpoczął produkcję frezarek konsolowych serii 6t12-1. Машины из серии 6т12-1 к колейне улепсение подобных машин из серии П (6П12, 6П13).
Główne rónice między frezarkami 6T12-1 i 6T12
- Odejście (odległość od osi wrzeciona do prowadnic łoża): 6t12-1 – 350 мм, 6t12 – 380 мм
- Krzyżowy ruch stołu: 6t12-1 – 270 мм, 6t12 – 320 мм
- Odległość od krawędzi stołu do łóżka: 6t12-1 – 70..340 мм, 6t12 – 70..390 мм
- Silnik posuwu: 6t12-1 – 2,2 кВт, 6t12 – 3,0 кВт
- Masa maszyny: 6т12-1 – 3400 кг, 6т12 – 3250 кг
Przestrzeń robocza maszyny 6t12 jest o 50 мм większa wzdłuż osi X, Y. niż maszyna 6t12-1.
Główne rónice między frezarkami 6T13-1 i 6T13
- Odejście (odległość od osi wrzeciona do prowadnic łoża): 6Т13-1 – 420 мм, 6T13 – 460 мм
- Ручка poprzeczny stołu: 6T13-1 – 340 мм, 6T13 – 400 мм
- Odległość od krawędzi stołu do łóka: 6T13-1 – 60..400 мм, 6T13 – 60..460 мм
Przestrzeń robocza maszyny 6t13 jest o 60 мм większa wzdłuż osi X, Y. niż maszyna 6t13-1.
Pionowa frezarka konsolowa 6T12-1 przeznaczona jest do frezowania wszelkiego rodzaju części z rónych materiałów. Stosuje się go w warunkach produkcji pojedynczej i masowej.
Maszyna 6T12-1 róni się od maszyny 6T13-1 mocą zainstalowaną głównych silników i zasilaczy ruchu, wymiarami powierzchni roboczej stołu i wartościami ruchu stołu.
W maszynie 6T12-1 można przetwarzać płaszczyzny pionowe i poziome, rowki, naroniki, ramy, koła zębate itp.
Na pionowej frezarce wspornikowej 6T12-1 można pracować w trzech trybach:
- Automatyczne – W trybie automatycznym maszyna pracuje w różnych cyklach automatycznych.
- Push – Podczas joggingu dokonuje się regularacji ruchów stołu. Znaczniki są możliwe.
- Instrukcja – W ręcznym trybie uniwersalnym maszyna działa z wykorzystaniem posuwów roboczych, szybkich ruchów, a także ręcznych ruchów z kół zamachowych i uchwy.
Cechy konstrukcyjne frezarki 6T12-1
Jest dostępny urządzenie do ograniczania luzu w parze śrub ruch wzdłużny stołu, indywidualne smarowanie ruchu pionowego ślimaka, zwiększając jego trwałozensłjónosnosie.
Dodatkowe urządzenia do ochrony przed latającymi wiórami i emulsjami .
Sztywność maszyny jest zwiększona dzięki prostokątnym prowadnicom łóka i konsoli.
Jest dostępny automatyczne hamowanie wrzeciona w trybie pracy i podczas awaryjnego wyłączania.
Automatyczne smarowanie jednostek zwiększa ich trwałość i skraca czas konserwacji.
Obrotowa głowica wrzeciona maszyna jest wyposażona w Mechanizm ręcznego ruchu osiowego tulei wrzeciona, który umożliwia obróbkę otworów, który umożliwia obróbkę otworów, który umożliwia obróbkę otworów, których
Moc napędu i wysoka sztywność obrabiarki umożliwiaj stosowanie młynów ze stali szybkotnącej, a także narzędzi wyposażonych w płyty z twardychłómóc i super twardy.
Zmechanizowany uchwyt narzędziowy . Boczna śruba podająca znajduje się wzdłuż osi noża, co zwiększa dokładność obróbki. Możliwości technologiczne maszyny można rozszerzyć za pomocą głowicy dzielącej, obrotowego okrągłego stołu i innych urządzeń.
Okazja ustawienia maszyny dla rónych cykli półautomatycznych i automatycznych pozwala zorganizować obsługę wielu maszyn i używać maszyny do wykonywania rónycznych pracini.
Maszyna może być dostarczona w kraju o klimacie umiarkowanym, zimnym i tropikalnym.
Klasa dokładności maszyny – N zgodnie z GOST 8-82E
Główne zalety konstrukcyjne maszyn:
- zmechanizowane mocowanie narzędzia we wrzecionie;
- Mechanizm proporcjonalnego opónienia zasilania;
- urządzenie do okresowej regacji luzu w parze śrub podłużnego przesuwu;
- sprzęgło bezpieczeństwa chroniące napęd posuwu przed przeciążeniem;
- hamowanie poziomego wrzeciona po zatrzymaniu przez sprzęgło elektromagnetyczne;
- urządzenie do ochrony przed latającymi wiórami.
Główne zalety technologiczne obrabiarek:
- różne automatyczne cykle maszyny;
- szeroki zakres prędkości wrzeciona i posuwów stołu;
- napędy dużej mocy;
- wysoka sztywność;
- niezawodność i trwałość.
- Możliwości technologiczne maszyn można rozszerzyć za pomocą głowicy dzielącej, okrągłego stołu obrotowego i innych urządzeń.
Maszyny są dostępne w różnych wersjach w zależności od napięcia, częstotliwości sieci zasilającej.Dostarczone części zamienne.
Rosyjskie i zagraniczne analogi maszyny 6T12-1 (6T13-1)
FSS350MR, FSS450MR – 315 x 1250, 400 x 1250 – производитель Гомельский станкостроительный завод
ВМ127М – (400 х 1600) – производитель Воткинский машиностроительный завод ГПО, ФГУП
6Д12, 6К12 – 320 x 1250 – производитель Дмитровская фабрика фрезарек ДЗФС
X5032, X5040 – 320 x 1320 – производитель Shandong Weida Heavy Industries, Китай
FV321M, (FV401) – 320 x 1350 (400 x 1600) – производитель Arsenal J.S. Co. – Казанлык, Арсенал АД, Булгария
Wymiary przestrzeni roboczej frezarki konsolowej 6T12-1
Rysunek przestrzeni roboczej frezarki 6t12-1
Podstawa łcząca i podstawy frezarki konsolowej 6t12-1
Widok ogólny pionowej frezarki wspornikowej 6T12-1
Zdjęcie frezarki konsolowej 6t12-1
Lokalizacja elementów frezarki 6t12-1
Lista elementów frezarki konsolowej 6t12-1
- łóżko
- пилот boczny
- Mechanizm Przełączania Paszy
- przekładnia wrzeciona
- głowica obrotowa
- elektromechaniczne urządzenia do zaciskania narzędzi
- szafa sterownicza
- stół i zjeżdżalnia
- Mechanizm opóźnienia karmienia
- пилот здорового стероида
- консола
- полюс кармения
Lokalizacja elementów sterujących frezarki konsolowej 6T12-1
Lokalizacja elementów sterujących frezarki 6T12-1
Panele sterowania do frezarki 6T12-1
Panele sterowania frezarki 6T12-1: główna -II, boczna -I
Список контрольных frezarek konsolowych 6T12-1
- Wskaźnik prędkości wrzeciona
- Przycisk „Przenieś stół do tyłu, do przodu, w dół”
- Przełącznik kierunku stołu
- Przełącznik spinania zacisku narzędzia
- Przycisk «Przenieś stół do przodu, w lewo, w górę»
- Przycisk wrzeciona (дупликат)
- Przycisk „Przestań przesuwać stół”
- Przycisk Start wrzeciona
- Przycisk zatrzymania wrzeciona (дупликат)
- Przycisk zatrzymania awaryjnego
- Przycisk «Szybki ruch stołu» (дупликат)
- Gałka zmiany biegów wrzeciona
- Sześciokątna głowica obrotowa
- Uchwyt zaciskowy tulei wrzeciona
- Клавиш „Przesuń stół w lewo”
- Tabela Przesuń prawy klawisz
- Ключ „Zatrzymaj ruch wzdłużny stołu”
- Przycisk zatrzymania wrzeciona
- Przycisk Start wrzeciona
- Zaciski stołowe
- Przełącznik włączenia trybu pracy tabeli «Ручной – Механический»
- Pokrętło do ręcznego przesuwu stołu wzdłuż
- Pierścień noniusza
- Kończyna Mechanizmu poprzecznych ruchów stołu
- Ręczny ruch stołu poprzecznego
- Ręczny pionowy ruch stołu
- Подача переключения передач Grzyb
- Przycisk zatrzymania awaryjnego
- Przełącznik wyboru trybu maszyny
- Przełącznik wolnego podawania
- Przycisk «Szybki ruch stołu i rozpoczęcie cyklu»
- Ключ „Zatrzymaj pionowy ruch stołu”
- Klawisz w dół
- Zaciski przesuwne
- Klucz do stołu
- Pokrętło do ręcznego przesuwu wzdłużnego stołu (duplikat)
- Ключ „Zatrzymaj ruch poprzeczny stołu”
- Przeka klucz
- Табела Клавиш wstecz
- Koło zamachowe przedłużenia tulei wrzeciona
- Zacisk na głowę na łóku
- Przełącznik wejściowy
- Przełącznik kierunku wrzeciona «Lewo – Prawo»
- Włącznik / wyłącznik pompy chłodzenia
- Przełącznik zdalnego sterowania Wybierz
- Селектор автоматического цикла
- Зациск консоли
- Zdejmowany uchwyt do ręcznego pionowego i bocznego przesuwania stołu
- Zero sworznia
Схема кинематической фрезарки konsolowej 6T12-1
Схема kinematyczny podano w celu zrozumienia połączeń i Interakcji głównych elementów maszyny.Objaśnienia są oznaczone liczb zębów koła zębatego (g) (gwiazdka wskazuje liczbę wejść robaka).
Napęd głównego ruchu odbywa się z kołnierza silnika elektrycznego poprzez elastyczne sprzęgło.
Prędkości wrzeciona są zmieniane przez przesunięcie trzech przekładni wzdłuż wałów wielowypustowych.
Skrzynia biegów informuje wrzeciono o 18 rónych prędkościach.
Napęd posuwu odbywa się z kołnierza silnika elektrycznego zamontowanego w konsoli. За pomocą dwóch bloków г trzema koronami я ruchomego koła zębatego ге sprzęgłem krzywkowym SKRZYNIA podająca zapewnia 18 różnych posuwów, które są przenoszone przez sprzęgło kulkowe на Konsole, А następnie, ро włączeniu odpowiedniego sprzęgła krzywkowego, на Sruby ruchów wzdłużnych, poprzecznych я pionowych.
Przyspieszone ruchy uzyskuje się po włączeniu szybkiego sprzęgła, którego obrót odbywa się poprzez przekładnie pośrednie bezpośrednio z silnika posuwu.
Sprzęgło jest sprzężone z działającym sprzęgłem podającym, co ликвидации możliwość ich jednoczesnego włączenia.
Wykresy wyjaśniające Strukturę Mechanizmu podajnika maszynowego pokazano na ryc. 6 и 7.
óżko Jest to podstawowa jednostka, na której montowane są pozostałe elementy i mechanizmy maszyny.
Łóżko jest sztywno przymocowane do podstawy i przymocowane kołkami.
Głowica obrotowa frezarki konsolowej 6T12-1
Głowica obrotowa (Ryc. 8) jest wyśrodkowany w pierścieniowym wgłębieniu szyjki łóżka i przymocowany do niego czterema śrubami, które są zawarte row 1-rowkowoym
Wrzeciono jest podwójnym wałem zamontowanym w tulei teleskopowej. Luz osiowy we wrzecionie jest kontrolowany przez szlifowanie pierścieni 3 i 4.Zwiększony luz w łoysku przednim jest excluding przez szlifowanie pół pierścieni 5 i dokręcenie nakrętki.
Korekta przeprowadzana jest w następującej kolejności:
- tuleja wrzeciona rozciąga się;
- zdemontowany kołnierz 6;
- pół pierścienie są usuwane;
- zaślepka gwintowana jest wykręcana z prawej strony obudowy głowicy;
- przez otwór poprzez odkręcenie śruby 2 nakrętka 1 jest otwarta;
- za pomocą stalowego pręta nakrętka 1 jest zablokowana.Obracając wrzeciono nad urządzeniem do krakowania, nakrętka jest dokręcana, co przesuwa wewnętrzny pierścień łoyska. Po sprawdzeniu luzu w łoysku wrzeciono dociera do maksymalnej liczby obrotów. Podczas pracy przez godzinę nagrzewanie łoysk nie powinno przekraczać 60 ° C;
- mierzy się luz między łoyskiem a kołnierzem wrzeciona, po czym półpierścienie 5 są szlifowane o wymaganą ilość;
- pół pierścienie są załoone i zamocowane;
- kołnierz 6 jest przykręcony.
Aby wyeliminować luz promieniowy 0,01 мм, półpierścienie należy przeszlifować o około 0,12 мм.
Obrót wrzeciona jest przenoszony ze skrzyni biegów przez parę stożków i parę cylindrycznych kół zębatych zamontowanych w głowicy.
oyska i koła zębate głowicy obrotowej są smarowane z pompy łożowej, a łoyska wrzeciona i Mechanizm tulei smarowane są przez strzykawkę.
Skrzynia biegów montowany bezpośrednio w korpusie ramy.Skrzynia jest połączona z wałem silnika za pomocą elastycznego sprzęgła, co umożliwia niewspółosiowość w instalacji silnika do 0,5-0,7 мм.
Kontrolę skrzyni biegów można przeprowadzić przez okno po prawej stronie.
Przekładnia jest smarowana pompą tłokową (ryc. 9) napędzaną mimośrodem. Wydajność pompy wynosi około 2 л / мин. Olej jest pompowany do pompy przez filter. Olej z pompy przepływa do dystrybutora oleju, z którego jest kierowany przez miedzianą rurkę do ucha sterującego pompy i przez elastyczny wąż do głowicy obrotowej.Elementy skrzyni biegów są smarowane przez rozpylanie oleju pochodzącego z otworów rurki dystrybutora oleju znajdującej się nad skrzyni biegów.
Skrzynia biegów pozwala wybrać żądaną prędkość bez sekwencyjnego przejścia etapów pośrednich.
Stojak 19 (ryc. 10), poruszany przez dźwignię zmiany biegów 18, przez sektor 15 przez widelec 22 (ryc. 11) porusza się w kierunku osiowym rolka główna 29 z tarczą przełączaj
Tarcza przełączajca może być obracana przez wskaźnik prędkości 23 poprzez przekładnie zębate stożkowe 28 i 30.Tarcza ma kilka rzędów otworów o określonej wielkości, umieszczonych na kołkach zębatek 31 i 33.
Szyny są sprzęgnięte parami z kołem zębatym 32. Widelec zmiany biegów jest przymocowany do jednej z każdej pary szyn. Podczas przemieszczania dysku przez naciśnięcie kołka jednej z pary zapewniony jest ruch posuwisto-zwrotny szyn.
W tym przypadku widelce na końcu skoku dysku zajmują pozycję odpowiadającą sprzężeniu niektórych par kół zębatych. Aby wykluczyć możliwość twardego zatrzymania kół zębatych podczas przełączania sworzni, 20 szyn jest obciążonych sprężyną.
Mocowanie kończyny przy wyborze prędkości zapewnia kulka 27, która wskakuje w rowek koła łańcuchowego 24.
Regulacja sprężyny 25 odbywa się za pomocą korka 26, biorąc pod uwagę wyraźne mocowanie kończyny i normalną siłę podczas jej obrotu.
Uchwyt 18 (patrz rys. 10) w pozycji włączonej jest utrzymywany przez sprężynę 17 i kulkę 16. W tym przypadku kolec uchwytu wchodzi w rowek kołnierza.
Zgodność prędkości z wartościami wskazanymi na wskaźniku osiągana jest przez określone połoenie kół skośnych w przekładni.Prawidłowe sprzęganie jest ustalane przez rdzenie na końcach współpracującego zęba i wnęki lub gdy wskaźnik jest ustawiony w pozycji prędkości 31,5 обр. / Мин. обр. / мин). Luz w sprzężeniu pary stożkowej nie powinien być większy niż 0,2 мм, ponieważ dysk może zatem obracać się do 1 мм.
Skrzynia biegów jest smarowana z układu smarowania skrzyni biegów za pomocą natrysku oleju.
Обвод электрический фрезарки 6T12-1
Obwód elektryczny frezarki 6T12-1
Frezowanie konsoli maszyny 6T12-1 w pionie.Клип видео.
Charakterystyka techniczna frezarki konsolowej 6T12-1
| Параметр Назва | 6P12 | 6P13 | 6Т12-1 | 6Т13-1 |
|---|---|---|---|---|
| Kluczowe параметры maszyny | ||||
| Wymiary powierzchni stołu, мм | 1250 x 320 | 1600 x 400 | 1250 x 320 | 1600 x 400 |
| Największa masa detalu, кг | 250 | 300 | 400 | 630 |
| Największy przebieg wzdłużny stołu (X), мм | 800 | 1000 | 800 | 1000 |
| Największy przebieg boczny stołu (Y), мм | 250 | 300 | 270 | 340 |
| Największy przebieg pionowy stołu (Z), мм | 420 | 420 | 420 | 430 |
| Odległość od końca wrzeciona do powierzchni stołu, мм | 30.0,450 | 30..500 | 30..450 | 70..500 |
| Odległość od osi wrzeciona do pionowych prowadnic łóka (zasięg), мм | 350 | 420 | 350 | 420 |
| Odległość od krawędzi stołu do pionowych prowadnic łóka, mm | 70..340 | 60..400 | ||
| Wrzeciono | ||||
| Moc napędu głównego, кВт | 7,5 | 10 | 7,5 | 11 |
| Prędkość wrzeciona, об / мин | 40..2000 | 40..2000 | 31,5..1600 | 31,5..1600 |
| Liczba prędkości wrzeciona | 18 | 18 | 18 | 18 |
| Ruchome sworznie wrzeciona, мм | 70 | 80 | 70 | 80 |
| Przesuwanie sworzni wrzeciona o jeden podział kończyny, мм | 0,05 | 0,05 | 0,05 | 0,05 |
| Kąt główki, stopnie | ± 45 ° | ± 45 ° | ± 45 ° | ± 45 ° |
| Koniec wrzeciona GOST 836-62 | №3 | №3 | ||
| Koniec wrzeciona GOST 24644-81, rząd 4, wersja 6 | 50 | 50 | ||
| Подача целлюлозы | ||||
| Granice wzdłużnych i poprzecznych posuwów stołu (X, Y), мм / мин | 12,5.0,1600 | 12,5..1600 | 12,5..1600 | 12,5..1600 |
| Granice przesuwów stołu pionowego (Z), мм / мин | 4,1..530 | 4,1..530 | 4,1..530 | 4,1..530 |
| Liczba posuwów stołu (wzdłużny, poprzeczny, pionowy) | 22 | 22 | 22 | 22 |
| Prędkość szybkich ruchów (wzdłużna, poprzeczna / pionowa) X, Y / Z, м / мин | 4 / 1,330 | 4 / 1,330 | 4 / 1,330 | 4 / 1,330 |
| Ruch stołu na jednym podziale kończyny (wzdłużny, poprzeczny, pionowy), мм | 0,05 | 0,05 | 0,05 | 0,05 |
| Ruch stołu o jeden obrót kończyny (wzdłużny, poprzeczny / pionowy), мм | 6/2 | 6/2 | 6/2 | 6/2 |
| Największa dopuszczalna siła skrawania (wzdłużna / poprzeczna / pionowa), кН | 15/12/5 | 20/12/8 | ||
| Mechanika maszyn | ||||
| Wyłączanie posuwów (wzdłużne, poprzeczne, pionowe) | Jest | Jest | Jest | Jest |
| Blokowanie posuwów ręcznych i Mechanicznych (wzdłużny, poprzeczny, pionowy) | Jest | Jest | Jest | Jest |
| Oddzielna blokada podawania | Jest | Jest | Jest | Jest |
| Hamowanie wrzeciona | Jest | Jest | Jest | Jest |
| Sprzęgło zabezpieczajce przed przeciążeniem | Jest | Jest | Jest | Jest |
| Automatyczne przerywane podawanie | Jest | Jest | Jest | Jest |
| Urządzenia elektryczne i napędy maszynowe | ||||
| Liczba silników elektrycznych na maszynie | 4 | 4 | 4 | 4 |
| Silnik elektryczny głównego ruchu, кВт | 7,5 | 10 | 7,5 | 11 |
| Silnik elektryczny z napędem posuwu, кВт | 2,2 | 3,0 | 2,2 | 3,0 |
| Silnik zacisku narzędzia, кВт | 0,18 | 0,18 | ||
| Silnik elektryczny pompy płynu chłodzącego, кВт | 0,125 | 0,125 | 0,12 | 0,12 |
| Całkowita moc wszystkich silników elektrycznych, кВт | 10,0 | 14,3 | ||
| Wymiary i waga maszyny | ||||
| Wymiary maszyny (długość szerokość wysokość), мм | 2305 х 1950 х 2020 | 2560 х 2260 х 2120 | 2280 х 1965 х 2265 | 2570 х 2252 х 2430 |
| Masa maszyny, кг | 3120 | 4200 | 3400 | 4250 |
Biorąc pod uwagę modyfikację pistoletu FM1 Grand Power, należy najpierw pamiętać, jak zaczął się sam T12.
Wielka moc t12
Pistolet Grand Power T12, произведенный в Rosji с 2011 года. Twórcą tej broni jest słowacka firma Grand Power. Pistolet został stworzony jako traumatyczna wersja 9 mm pistoletu Grand Power K100. Mając trudności ze sprzedażą broni w Europie, firma wydała traumatyczn wersję broni.
Pistolet Grand Power T10 został pierwotnie zaprojektowany dla traumatycznego wkładu 9×22, podobnego do żywego wkładu parabellum. Zmiany w konstrukcji pistoletu praktycznie nie zostały wprowadzone, z wyjątkiem lufy, która była gładka, i dodano ząb, aby zapobiec wystrzeleniu żywej amunicji.
Niedociągnięcia szybko ujawniły się. Okazało się, że traumatyczny nabój 9×22 jest nieco krótszy od oryginalnej amunicji, co doprowadziło do częstego przyklejania się naboje podczas przeładowywania pistoletu. Другą вад брони была słabość uchwytu proszkowego. Automatyzacja nie mogła sobie poradzić z ładowaniem. Kaseta nie miała wystarczającej mocy, aby zniekształcić migawkę.
Aby wyeliminować tę wadę, producent zaczął nakładać osłabioną sprężynę powrotną na pistolet.Это не новая проблема с прыгающей картинкой, в 2010 году новая модель пистолета Grand Power T11 и теперь травматический набор 10×28.
Ponieważ traumatyczne pistolety były przeznaczone tylko dla Rosji, zdecydowano się na ich produkcję w naszym kraju. Produkcja została uruchomiona w fabryce AKBS. Fortune jest ich filią.
Pomimo swoich wad pistolety T10 i T11 z powodzeniem weszły na rynek traumatycznej broni. Należy zauważyć, że w tym okresie prezentowano na niej wyłącznie pistolety gazowe, odpowiednie do strzelania z gumowej kuli, z których najbardziej przerażajcha.
Producent kontynuował prace nad pistoletem, starając się zwiększyć jego celność. Należy zauważyć, e za traumę tego czasu zdolność trafienia w cel sylwetki z trzech metrów uwaana była za celność snajpera. W rezultacie powstał model T12, w którym w lufie nie było szpilki. Энергия wylotowa tego pistoletu osiągnęła 230 dżuli, czyli tylko półtora raza mniej niż w przypadku zwykłego pistoletu Makarov.
Produkcja w Rosji
Jednak w 2011 г. Zmieniły się rosyjskie przepisy dotyczące broni cywilnej.Importowane traumatyczne pistolety zostały zakazane. Produkcja broni musiała zostać wdrożona w krajowych zakładach im. Дегтярева и АКБС.
Pistolety produkcji krajowej od razu miały dwie fatalne wady. Oprócz zakazu importu zagranicznej broni prawo dodatkowo ograniczyło maksymaln energię wylotową do 91 dżuli. Musiałem ustalić produkcję nabojów o zmniejszonej masie prochu. Jakość amunicji natychmiast spadła. Rozproszenie energii wylotowej może wynosić od 90 do 60 dżuli dla wkładów jednej partii.Aby nie dopuścić do tego, aby stare potężne naboje strzelały z pistoletów lub ponownie ładowały naboje na dużą próbkę prochu, na lufie wykonano dwa rowki.
Na rynku wciąż są oferty sprzedaży wkładów przedformed 10×28, a ich zakup jest dość aktywny. Paczka kartridży po 25 szt. o energii wylotowej wynoszącej 200 J. kosztuje od 26 до 30 tysięcy rubli. Waga prochu w tych nabojach wynosi 0,2 grama, a waga pocisku wynosi około 1,7 грамма. Naboje o energii wylotowej 240-250 J.kosztują 35-37 tysięcy rubli. Waga prochu w nich wynosi 0,22 грамма, waga pocisku wynosi 1,7-1,8 грамма. Naboje są wymieniane od prywatnych właścicieli.
Obliczenia przeprowadzono słabo i nawet przy słabym naboju lufa często pękała. Ponadto powrócił старые проблемы automatyzacji przeładowywania. Musiałem ponownie poluzować sprężynę powrotną.
Гранд Пауэр Т12-FM1
Wreszcie na początku 2017 roku firma wypuściła pistolet Grand Power T12-FM1, który nie ma wszystkich tych niedociągnięć.Rowki usunięto z lufy; делать брони przymocowano dwie sprężyny powrotne. Razem dają trzy możliwe kombinacje instalacyjne w zależności od rodzaju wkładu:
- cienki;
- руб.
- оба разем.
Naboje do Grand Power
Istnieje linia wkładów 10×28 z pociskami o rónych gramaturach:
Naboje, które wprowadza Fortune, mają teraz standardową masę 0,12 г прочу. W marcu 2017 г. Producent przeprowadził testy balistyczne uderzenia pocisków rónych mas w odległości strzału 6 mi przedstawił opinię publiczności.
Ciężar prochu we wkładach był taki sam; сделать тестовый матч Grand Power 12T fm1. W rezultacie stwierdzono, że pocisk o masie 2,04 grama miał głębokość Penetracji 7 мм и objętość jaskini 28 мм. Z kolei pocisk o wadze 1,2 grama miał głębokość пенетрация 5 мм и objętość jaskini 25 мм. Strzelanie przeprowadzono w elowych wkładach balistycznych o tej samej mocy 81 dżuli.
Jest to zgodne z obliczeniami aerodynamicznymi i pozwala nam stwierdzić, e naboje z ciężkimi pociskami są znacznie lepsze do samoobrony niż z lekkimi.Faktem jest, e średnica ciężkiego pocisku wynosi 12 мм, a lekka 11,5.
Zauważ, że pociski przekraczają kaliber broni, wynika to z faktu, że amunicja gumowa jest zawsze używana w nadmiarze.
rednia cena jednego nowoczesnego wkładu wynosi 40 руб. Być może po wnioskach z testów balistycznych opracowano nowy kaliber T 15 45×30. Waga pistoletu wynosi 850 грамм. Waga gumowej kuli wynosi 4 грамма.
Przy wejściu i wyjściu z przodka Grand Power 12T fm1 są zainstalowane piny, które zapobiegają wystrzeleniu solidnego pocisku.Najbliższa szpilka do cięcia lufy znajduje się poniżej, a najdalej od góry. Długa, elegancka lufa 100 mm zapewnia niezbędną dokładność. Ulepszono ścieżkę podajnika, aby wykluczyć, że nabój nie został wysłany do komory, pochylenia naboju lub opóźnienia poślizgu. Beczka jest pokryta niebieskawym środkiem i na zewnątrz.
Характеристика пистолета:
- калибр 10 мм;
- nabój 10×28;
- długość lufy 100 мм;
- masa własna 770 грамм;
- długość 187,5 мм;
- szerokość 36 мм;
- wysokość 133,5 мм;
- pojemność магазин 10 rund.
Broń jest przystosowana do strzelania dwuręcznego. Skrzynka bezpieczników, przycisk wysuwania store i dźwignia zwalniania suwaka są powielone po obu stronach.
Różne wersje Grand Power 12T można łatwo odrónić dzięki konstrukcji lufy:
- słowacki miał jedną górną szpilkę;
- AKBS miał małe doliny i zwężony pień;
- ZiD miał duże doliny i zwężony pień;
- Fortune ma dwie szpilki na górze i na dole.
Koszt nowego pistoletu Grand Power T12-FM1 wynosi około 50-60 tysięcy rubli. Cena używanej broni wynosi około 30 tysięcy rubli, za takie pieniądze można kupić popularną traumatyczną broń.
Shop 6-дюймовая машина для производства водосточных желобов New Tech Mach II
Машина для производства водосточных желобов New Tech Mach II 6 “K производит 6” K Style Желоба. Водосточные машины NTM Mach II поставляются с полиуретановыми приводными роликами и формовочные ролики из нержавеющей стали. Другие функции включают в себя два вращающихся на 360 градусов стойки для катушек, кнопки управления на выходе и входе, отключение питания цепь безопасности, и тяга вперед, ножницы для легкой резки для точности.Если вы ищете водосточную машину, универсален, прост в использовании и надежен, тогда не ищите ничего, кроме New Tech Машины для водосточных желобов серии Mach II.
Мы превзойдем конкурентов по ценообразованию!
Доступно финансирование
Трехлетняя ограниченная гарантия на запасные части
MACH II 6-дюймовые водосточные машины
Полиуретановая приводная система ORIGINAL.
VERSATILE .. . ИННОВАЦИОННЫЙ . . . НАДЕЖНЫЙ . . . ПРИБЫЛЬНЫЙ
Запатентованный Mach II от New Tech Machinery вывел производство бесшовных водосточных желобов на новый уровень. Единственный способ конкурировать в сфере создания водосточных желобов – это владеть MACH II. Не зацикливайтесь на имитации.
Mach II 6-дюймовая водосточная машина Стандартные характеристики:
– Отдельные приводные ролики из полиуретана
– Формовочные ролики из нержавеющей стали
– Кнопочные элементы управления RUN / JOG на входе и выходе
– Вытягивание вперед, простая резка Ножницы
– Схема защиты от сбоев питания
– Две вращающиеся на 360 градусов стойки для мотовила с барабанами Easy Lift
– Электродвигатель
– Сварная трубчатая стальная рама
– U.S. Патент № 5,394,722
– Патент США № 5,740,687
Технические характеристики водосточной машины Mach II 6 “K:
– GM6
– Вес: 6-дюймовая водосточная машина Mach II 1250 фунтов (570 кг)
– Длина: Mach II 6-дюймовая водосточная машина 10 футов (3,0 м)
– Высота: Mach II 6-дюймовая водосточная машина 3 фута 10 дюймов (1,2 м)
– Ширина: Mach II 6-дюймовая водосточная машина 2 ‘(0,6 м) плюс срезная рукоятка
Скорость:
– 60 футов / мин (18 м / мин) Прибл.