7 24 конусность: Хвостовики инструмента с конусностью 7:24
alexxlab | 07.07.2023 | 0 | Разное
Хвостовики инструмента с конусностью 7:24
Основное назначение инструментального конуса 7:24 – станки с ЧПУ оснащённые узлом для автоматической смены инструмента. Данный тип конуса лишён недостатков присущих конусу Морзе, который фиксируется самозаклиниванием, что представляет сложность для автоматической установки в шпиндель станка. Кроме того конус 7:24 обладает большей площадью осевого упора влияющего на точность установки, возможностью замены штревелей предназначенных для затягивания и фиксации в шпинделе специальным механизмом.
Размерность конусной части обозначается цифрой от 10-ти до 80-ти после наименования стандарта, которых существует несколько.
- ISO. Международный стандарт ISO 7388, созданный на основе немецкого DIN. Пример обозначения: ISO30.
- DV, SK. Немецкие стандарты DIN 2080, аналог отечественного ГОСТа 25827-93 исполнения 1, и DIN 69871 аналогичный ГОСТу 25827-93 исполнения 2. Примеры обозначения: SK50, DV40.
- BT. Японский стандарт MAS 43 BT.
 По причине распространения станков и оборудования изготовленного в Азии, отечественные производители оснастки и приспособлений также производят оснастку и приспособления типоразмеров по данному стандарту.
По причине распространения станков и оборудования изготовленного в Азии, отечественные производители оснастки и приспособлений также производят оснастку и приспособления типоразмеров по данному стандарту.
 По причине распространения станков и оборудования изготовленного в Азии, отечественные производители оснастки и приспособлений также производят оснастку и приспособления типоразмеров по данному стандарту.
По причине распространения станков и оборудования изготовленного в Азии, отечественные производители оснастки и приспособлений также производят оснастку и приспособления типоразмеров по данному стандарту.Национальные стандарты других стран, например американские ANSI B5.18 с обозначением конуса как NMTB и NST, ANSI B5.50 обозначающийся литерами CAT, CV, или французский NFE 62540 не получили у нас широкого распространения.
Отечественное станкостроение выпускает станки и оборудование с инструментальным конусом немецкого стандарта DIN (SK – Steil Kegel, «крутой конус») аналогичного ГОСТу 25827-93, в котором также отображен типоразмер «25827-93 исполнения 3» совместимый со станками изготовленными до 1994 года, в которых зажим осуществляется не цангой захватывающей штревель за головную часть, а вращающимся валом с резьбой выполняющим как зажим с остановкой после достижения необходимого усилия, так и разжим инструмента.
Типоразмеры конусов стандартов DIN 2080 и ГОСТ 25827-93 исполнения 1
Виду отсутствия пояска с канавкой предназначенного для захвата манипулятором инструментального магазина и отсутствия возможности установки штревеля для автоматического зажима, возможно применение на станках с ручной сменой инструмента и фиксированием длинным шомполом (штревелем) через внутреннее отверстие шпинделя.
| N конуса | D | D1 | d1, H7 | d2, a10 | L h22 | l | l1 | a ±0,2 | l2, min | l3, min | l4, min | l5, min | M | h max | b h22 |
| 30 | 31,75 | 50,0 | 13,0 | 17,4 | 68,4 | 48,4 | 3,0 | 1,6 | 8,0 | 5,5 | 24,0 | 34,0 | М12 | 16,2 | 16,1 |
| 40 | 44,45 | 63,0 | 17,0 | 25,3 | 93,4 | 65,4 | 5,0 | 1,6 | 10,0 | 8,2 | 32,0 | 43,0 | М16 | 22,5 | 16,1 |
| 45 | 57,15 | 80,0 | 21,0 | 32,4 | 106,8 | 82,8 | 6,0 | 3,2 | 12,0 | 10,0 | 40,0 | 53,0 | М20 | 29,0 | 19,3 |
| 50 | 69,85 | 97,5 | 25,0 | 39,6 | 126,8 | 101,8 | 8,0 | 3,2 | 12,0 | 11,5 | 47,0 | 62,0 | М24 | 35,3 | 25,7 |
Типоразмеры конусов стандартов DIN 69871 и ГОСТ 25827-93 исполнения 2
Предназначены для применения на станках с автоматической сменой инструмента. Основные размеры конических хвостовиков в зависимости от номера указаны в таблице.
Основные размеры конических хвостовиков в зависимости от номера указаны в таблице.
| N конуса | D | d1 | d2, max | d3, H7 | L -0,3 | l ±0,1 | l1, -0,1 | l2, min | l3, min | M | l4, -0,3 | h -0,4 | h1, -0,4 | b h22 | b1, -0,3 |
| 30 | 31,75 | 50,0 | 44,3 | 13,0 | 47,8 | 3,2 | 19,1 | 5,5 | 24,0 | М12 | 15,0 | 16,4 | 19,0 | 16,1 | 15,0 |
| 40 | 44,45 | 63,55 | 56,25 | 17,0 | 68,4 | 3,2 | 19,1 | 8,2 | 32,0 | М16 | 18,5 | 22,8 | 25,0 | 16,1 | 18,5 |
| 45 | 57,15 | 82,55 | 75,25 | 21,0 | 82,7 | 3,2 | 19,1 | 10,0 | 40,0 | М20 | 25,0 | 29,1 | 31,3 | 19,3 | 24,0 |
| 50 | 69,85 | 97,5 | 91,25 | 25,0 | 101,75 | 3,2 | 19,1 | 11,5 | 47,0 | М24 | 30,0 | 35,5 | 37,7 | 25,7 | 30,0 |
Типоразмеры конусов определяемых ГОСТом 25827-93 исполнения 3
Не имеющий зарубежных аналогов типоразмер, предназначенный для станков произведённых до 01. 01.1994 года, в том числе оснащённых автоматическим зажимом и инструментальным магазином с манипулятором.
01.1994 года, в том числе оснащённых автоматическим зажимом и инструментальным магазином с манипулятором.
| N конуса | D | D1, ±0,15 | D2, -0,5 | d1, H7 | d2, a10 | M | L h22 | l | l1 | a ±0,1 | l2, ±0,1 | l3, +0,5 | l4, min | l5, min | h -0,3 | b h22 | b1, -0,3 |
| 30 | 31,75 | 50,0 | 46 | 13,0 | 17,4 | М12 | 68,4 | 48,4 | 3,0 | 1,6 | 8,0 | 5,5 | 24,0 | 34,0 | 16,2 | 16,1 | 15,5 |
| 40 | 44,45 | 63,0 | 58,0 | 17,0 | 25,3 | М16 | 93,4 | 65,4 | 5,0 | 1,6 | 10,0 | 8,2 | 32,0 | 43,0 | 22,5 | 16,1 | 18,5 |
| 45 | 57,15 | 80,0 | 74,0 | 21,0 | 32,4 | М20 | 106,8 | 82,8 | 6,0 | 3,2 | 12,0 | 10,0 | 40,0 | 53,0 | 29,0 | 19,3 | 24,0 |
| 50 | 69,85 | 100,0 | 94,0 | 25,0 | 39,6 | М24 | 126,8 | 101,8 | 8,0 | 3,2 | 12,0 | 11,5 | 47,0 | 62,0 | 35,3 | 25,7 | 30,0 |
Типоразмеры конусов стандарта MAS 403 BT
Не имеющие отечественных аналогов конусные хвостовики японского стандарта JIS B6339. Применяются преимущественно на станках и оборудовании произведённом в азиатском регионе.
Применяются преимущественно на станках и оборудовании произведённом в азиатском регионе.
| N конуса | D | d1, h8 | d2 | d3, H8 | M | L ±0,2 | l max | l1 | l2, +0,5 | l3, min | h, -0,2 | b, h22 |
| 30 | 31,75 | 46,0 | 38,0 | 13,0 | М12 | 48,4 | 2,0 | 20,0 | 7,0 | 24,0 | 16,3 | 16,1 |
| 40 | 44,45 | 63,0 | 53,0 | 17,0 | М16 | 65,4 | 2,0 | 25,0 | 9,0 | 30,0 | 22,6 | 16,1 |
| 45 | 57,15 | 85,0 | 73,0 | 21,0 | М20 | 82,8 | 3,0 | 30,0 | 11,0 | 38,0 | 29,1 | 19,3 |
| 50 | 69,85 | 100,0 | 85,0 | 25,0 | М24 | 101,8 | 3,0 | 35,0 | 13,0 | 45,0 | 35,4 | 25,7 |
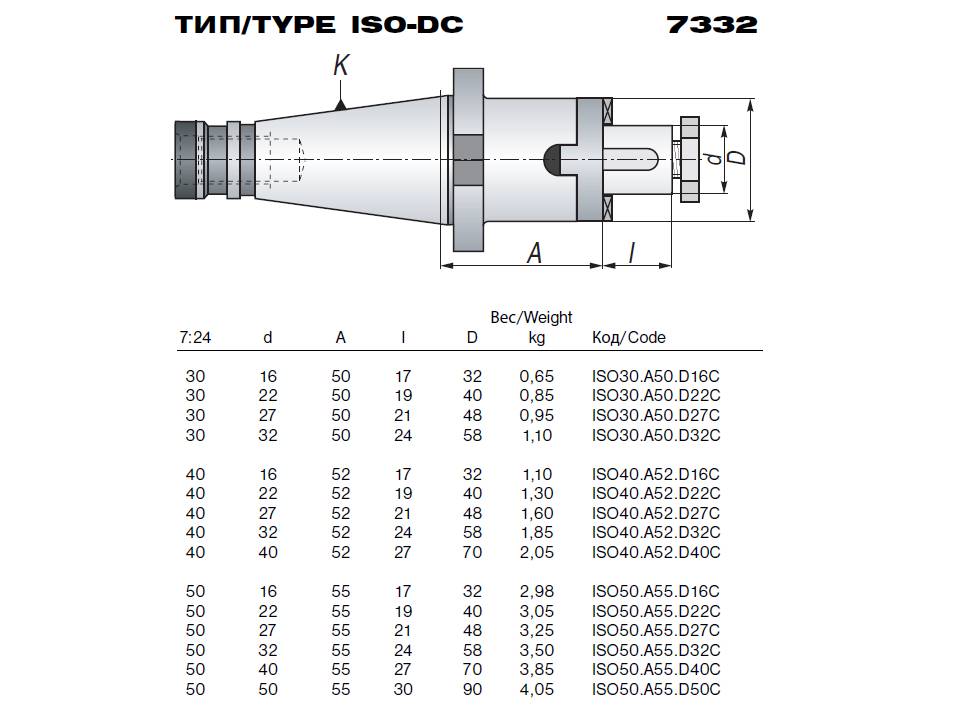
Особенности фрезерной оснастки с конусами 7:24 ISO
Конус 7:24 (он же конус ISO) используется как на универсальных станках с ручной сменой инструмента, так и на станках с ЧПУ с автоматической сменой инструмента. Он лишён недостатков, характерных для конуса «предыдущего поколения».
Он лишён недостатков, характерных для конуса «предыдущего поколения».
Около ста лет назад изобрели замену старейшему интерфейсу шпинделя – конусу Морзе. Конус с конусностью 7:24, называемый также конусом ISO, был главным образом предназначен для станков с ЧПУ, оснащенных узлом для автоматической смены инструмента.
Этот тип конуса лишён недостатков, характерных для конуса Морзе. Из-за самозаклинивания, присущего конусу Морзе, возникала проблема для автоматической установки в шпиндель станка. Конус 7:24 также обладает большей площадью осевого упора, которая влияет на точность установки инструмента. Кроме того, с помощью конуса ISO происходит центрирование оправки шпинделя фрезерного станка.
Закрепление фрезерной оснастки на шпинделе станка происходит благодаря резьбе на узком конце конуса. Обратная часть оправки используется для крепления режущих элементов – напрямую или через цанги.
Определяем размер конуса фрезерной оснастки
Размерность конусной части обозначается цифрой от 10 до 80 после наименования стандарта, о которых пойдет речь ниже. Сначала разберёмся с размерами.
Сначала разберёмся с размерами.
Первый способ
Чтобы понять типоразмер конуса, вы должны измерить максимальный диаметр конуса. Самые типовые размеры мы указали в таблице ниже.
|
№ конуса |
D, мм |
|
30 |
31,75 |
|
40 |
44,45 |
|
50 |
69,85 |
ISO 30 обычно применяется на небольших станках, ISO 40 – самый распространённый конус, который используется на средних станках, ISO 50 – соответственно на крупных.
Конечно, помимо данных типоразмеров конусов есть и другие, в том числе промежуточные – 35, 45 и т.п. Но перечисленные выше типоразмеры являются самыми популярными, и все производители оснастки выпускают их в серийном исполнении, что нельзя сказать о других размерах.
Второй способ
Определить размер метрического конуса можно также по внутренней резьбе. Для конуса 30 размера характерна резьба M12, для ISO 40 – M16, а для ISO 50 – M24. Передача крутящего момента осуществляется через пазы во фланце.
3 основных стандарта фрезерной оснастки с конусностью 7:24
1. SK (у некоторых производителей – DAT, AT)
-
Описывается следующими стандартами: немецким DIN 69871, международным ISO 7388/1, российским ГОСТ 25827-2.
-
Подходит для станков ЧПУ (выпущенных преимущественно в Европе) с автоматической сменой инструмента.

-
Два паза на фланце оправки, паз вырезан полностью на всю ширину фланца.
-
Визуально два кольца на фланце одинаковой ширины.
2. BT (у некоторых производителей – JIS)
- Описан японскими стандартами MAS 403 BT и JIS B 6339.
-
Используется на ЧПУ-станках (преимущественно азиатских) с автоматической сменой инструмента.
-
Из-за распространения азиатского оборудования в России, отечественные производители также производят оснастку типоразмеров по данному стандарту, хотя аналога среди отечественных стандартов нет.
-
Два паза на фланце оправки, паз вырезан не до конца фланца.
-
Визуально верхнее кольцо на фланце шире, чем нижнее.
3.
 NT
NT
-
Описывается следующими стандартами: немецким DIN 2080, международным ISO 7388/2, российским ГОСТ 25827-1.
-
Применяется на универсальном оборудовании, а вот на станках с ЧПУ – не подойдёт, т.к. предусмотрена только ручная смена оснастки.
-
Два паза на фланце оправки.
-
Визуально одно кольцо на фланце и удлиненная резьбовая часть в виде цилиндра.
-
Некоторые модели могут закрепляться в станке как на внутреннюю резьбу, так и за внешние выступы удлиненной части оправки.
-
Под каждый вид оснастки используется свой штревель (винт) для фиксации и удержания в станке во время обработки.
-
Национальные стандарты других стран, например, американские ANSI B5.
18 с обозначением конуса как NMTB и NST, ANSI B5.50 обозначающийся литерами CAT, CV, или французский NFE 62540 не получили в России широкого распространения.
Подвод СОЖ
Еще один параметр, помимо типоразмера, который не стоит упускать при выборе фрезерной оправки для вашего станка, – это подача СОЖ.
Бывают оправки, не предусматривающие подачу СОЖ.
Если же у вас предусмотрена подача СОЖ на станке, то её можно осуществлять как через центральное отверстие, так и через фланец. Обратите на этот параметр внимание при выборе оснастки.
7:24 ISO Taper — BT
- BT является нормой конусности 7/24 из Японии,
- Он начался с стандарта MAS403 в 1969 году и назывался MAS403-BT.
- Это была первая норма конуса 7/24 с ATC (автоматической сменой инструмента)
- В 1998 г. Япония опубликовала стандарт JIS B 6339:1998, заменивший MAS403-BT
- В 2007 г. ISO опубликовал ISO7388-2:2007 в качестве новой нормы для державки с конусом 7/24 BT .
- BT** был назван ISO**J
- BT**AD с охлаждающей жидкостью через центр получил обозначение ISO**JD
- BT**B с охлаждающей жидкостью через фланец получил обозначение ISO**JF .

| ЗАЖИМНАЯ СИЛА | BT30 | BT40 | BT50 |
|---|---|---|---|
| 6КН | 12КН | 25КН |
| TAPER | BT30AD ISO30JD | BT40AD ISO40JD | BT50AD ISO50JD |
|---|---|---|---|
| ØD1 | 31,75 | 44,45 | 69,85 |
| Ød2 H8 | 12,5 | 17 | 25 |
| д7 6Н | М12*Р1,75 | М16*П2.0 | М24*П3.0 |
| ØD5 h8 | 46 | 63 | 100 |
| v +/-0,1 | 13,6 | 16,6 | 23,2 |
| г +/-0,4 | 2 | 2 | 3 |
| ф | 20 | 25 | 35 |
| l1 +/-0,2 | 48,4 | 65,4 | 101,8 |
| l2 | 24 | 30 | 45 |
| l4+0,5/0,0 | 7 | 9 | 13 |
| л6 | 16,3 -0,3/+0,0 | 22,6 -0,3/+0,0 | 35,4 -0,4/+0,0 |
| б +0,2/0,0 | 16,1 | 16,1 | 25,7 |
| Taper | BT30AD/B ISO30JD/F | BT40AD/B ISO40JD/F | BT50AD/B ISO.  | е1 | 20 | 27 | 42 |
|---|---|---|---|---|---|---|---|
| Ød9 | 2 | 4 | 6 |
| КОНУС | BT30GAD |
|---|---|
| ØD1 | 31,75 |
| Ød2 H8 | 12.50 |
| д7 6Н | М12*Р1,75 |
| ØD5 h8 | 46,00 |
| v +/-0,1 | 13,60 |
| г +/-0,4 | 2 |
| ф | 20 |
| l1 +/-0,2 | 48,40 |
| l2 | 24 |
| l4+0,5/0,0 | 7,0 |
| л6 | 16,3 -0,3/+0,0 |
| Угольная толерантность на конусной | +0,0008/+0,0013 | +0,0010/+0,0016 | +0,0013/+0,0020 | |||
|---|---|---|---|---|---|---|
| AT2 (мм) | +0,0013/+0,0020 | +0,0016/+0,0025 | +0,0020/+0,0032 | |||
| AT3 (мм) | +0,0020/+0,0032 | +0,0025/+0,0040 | +0,0032/+0,0050 | |||
| TAPER ANGLE STRAIGHTNESS TOLERANCE | |||
|---|---|---|---|
| TAPER | #30 TAPER | #40 TAPER | #50 TAPER |
| – | 0,002 | 0,002 | 0,003 |
| ДОПУСК НА КРУГЛОСТЬ КОНУСА | |||
|---|---|---|---|
| КОНУС | КОНУС #30 | КОНУС #40 | КОНУС #50 |
| – | 0,001 | 0,001 | 0,002 |
Конические шпиндельные соединения | Cutting Tool Engineering
Режущие инструменты чаще всего устанавливаются в шпиндель станка с помощью резцедержателей, которые обеспечивают взаимодействие между режущими инструментами различной геометрии и обычным носиком шпинделя.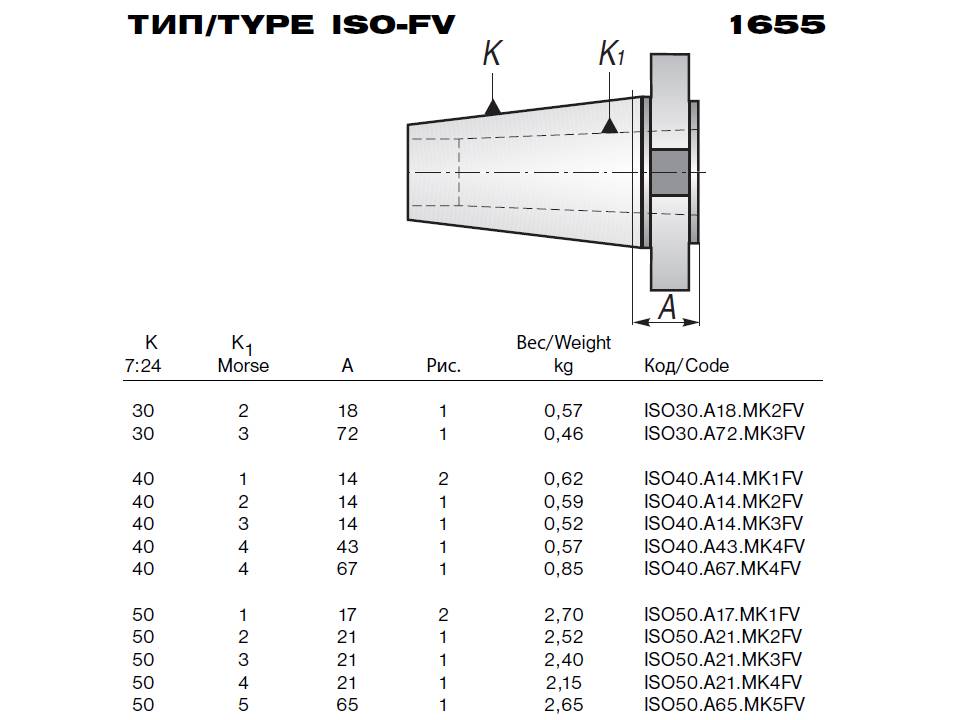
Державки одновременно адаптируют геометрию инструмента, обеспечивают точное позиционирование инструмента, позволяют удерживать инструмент и передавать крутящий момент, осевое усилие и изгибающие усилия. Державки, иногда называемые адаптерами, должны обеспечивать жесткое повторяемое соединение. Геометрия конусного типа является очевидным выбором, поскольку конус осесимметричен и самоцентрируется. То есть, если резцедержатель вставлен в носовую часть шпинделя с небольшим смещением, контакт держателя с носиком создает усилие, которое стремится выпрямить и центрировать держатель. Державки конического типа обычно изготавливаются из стали и цементируются, поэтому внешняя поверхность является твердой, а основной материал обеспечивает прочность.
Державки конусного типа бывают двух основных типов: самоблокирующиеся и свободно высвобождаемые. В самостопорящейся державке прилежащий угол конуса мал (конус кажется острым). Эти приспособления иногда называют мелкоконусными державками; когда инструмент вставлен в нос шпинделя, силы трения и других сил достаточно, чтобы удерживать инструмент в шпинделе и передавать силы и крутящие моменты.
Эти приспособления иногда называют мелкоконусными державками; когда инструмент вставлен в нос шпинделя, силы трения и других сил достаточно, чтобы удерживать инструмент в шпинделе и передавать силы и крутящие моменты.
Для выбивания держателя из шпинделя часто требуется специальный инструмент. Одним из наиболее распространенных самостопорящихся конусов является конус Морзе. Этот держатель сужается примерно на ⅝ дюйма (15,875 мм) на фут осевой длины. Он часто имеет выступ на конце для облегчения выбивания с помощью тонкого клина, называемого выколоткой, который вгоняется через отверстие в боковой части держателя. Другие геометрии самоблокирующегося конуса включают Jacobs и Brown & Sharpe.0411
Предоставлено С. Смитом
Рис. 1. Зоны допусков для державок с крутым конусом 7/24.
Когда автоматические устройства смены инструмента стали более распространенными, особенно с появлением станков с ЧПУ, процесс ручной выбивки стал громоздким. Поэтому машинисты предпочитают державки, которые не фиксируются в шпинделе самостоятельно. Эти держатели имеют конус, который сужается на 3,5 дюйма (88,9 мм) на фут, и их часто называют конусами 7/24 (конусность 7 дюймов на 24 дюйма осевой длины) или крутыми конусами.
Поэтому машинисты предпочитают державки, которые не фиксируются в шпинделе самостоятельно. Эти держатели имеют конус, который сужается на 3,5 дюйма (88,9 мм) на фут, и их часто называют конусами 7/24 (конусность 7 дюймов на 24 дюйма осевой длины) или крутыми конусами.
Многие стандартные держатели, такие как CAT, ISO и BT, используют конус 7/24, но отличаются другими деталями, такими как фланцы и натяжные шпильки. Стандартные размеры этого конуса, такие как 30, 40, 50 и 60, имеют одинаковый угол конуса, но представляют собой участки в разных местах по длине конуса, причем 30 меньше, а 60 больше.
Несмотря на то, что охватывающий конус носовой части шпинделя и охватываемый конус держателя концептуально совершенны, совершенно очевидно, что ни в одном случае невозможно сделать идеальный конус. Многие свойства соединения, в том числе способность к самоблокировке, жесткость, демпфирование, точность и повторяемость, зависят от точности изготовленного конуса. Для соединений с крутым конусом, два стандарта, ANSI/ASME B5. 50-1994 и ISO 1947 определяют классы допусков от AT1 до AT11, где AT1 является самым жестким допуском.
50-1994 и ISO 1947 определяют классы допусков от AT1 до AT11, где AT1 является самым жестким допуском.
На рис. 1 черной линией показано идеальное прилегание державки к носику шпинделя. Допустимая погрешность в носовой части шпинделя показана красным цветом, а допустимая погрешность в корпусе резцедержателя — зеленым. Допуски расположены таким образом, чтобы обеспечить контакт между резцедержателем и шпинделем рядом с измерительной линией, а любые ошибки учитывают зазор в хвостовой части резцедержателя рядом с фиксирующей ручкой.
Классы AT определяют зону, в которую должна вписываться геометрия обработанного конуса. Классы не связаны линейно, и их становится все труднее достичь по мере уменьшения количества классов. Большинство шпинделей станков имеют конус класса AT2 или лучше, в то время как большинство державок относятся к классу AT3 или лучше.
Производительность соединения во многом зависит от класса посадки и качества поверхности. Важно относиться к держателям инструмента как к прецизионному оборудованию, которым они и являются.