Алюминиевая проволока для сварки: Алюминиевая проволока для сварки – правила применения
alexxlab | 11.11.2018 | 0 | Разное
Алюминиевая проволока для сварки – правила применения
Для сварки деталей, выполненных из алюминия и сплавов на его основе, используется алюминиевая проволока, с помощью которой также выполняется наплавка заготовок из данного металла. Все работы с использованием такой проволоки осуществляются в среде защитного газа, в качестве которого чаще всего применяется аргон. Алюминиевая сварочная проволока, если она подобрана правильно, способна обеспечить высокое качество и надежность формируемого сварного шва, стабильность его механических характеристик.
Катушка алюминиевой сварочной проволоки
Алюминий, как известно, является одним из самых сложных металлов в плане выполнения сварочных работ. Этот факт, который может подтвердить любой опытный сварщик, объясняется свойствами данного металла: на его поверхности всегда присутствует тугоплавкая окисная пленка. Сам же алюминий, если не брать во внимание упомянутую пленку, имеет невысокую температуру плавления, что также вносит сложности в процесс выполнения сварки.
Оптимальным способом получения надежных соединений деталей, выполненных из алюминия и его сплавов, является механизированная дуговая сварка. Для ее осуществления используется алюминиевая проволока.
Виды алюминиевой проволоки и правила ее применения
Присадочная проволока, которая используется для соединения деталей, изготовленных из алюминия и его сплавов, может относиться к одной из двух категорий:
- Алюминиевая проволока, применяемая для выполнения технологической операции холодной высадки (требования к качественным характеристикам такой присадочной проволоки оговариваются в ГОСТ 14838-78).
- Проволока для сварки алюминия, а также сплавов на основе данного металла.
Рекомендуемые марки проволок для сварки алюминиевых сплавов
Выбирая сварочную проволоку для сварки алюминиевых сплавов с различным химическим составом, лучше остановить свой выбор на универсальных типах такого расходного материала. Кроме высокой надежности получаемого соединения, такая проволока позволяет обеспечить:
- устойчивость сварного шва к образованию горячих трещин;
- высокую прочность формируемого шва;
- пластичность полученного соединения;
- способность сварного шва успешно противостоять коррозионным процессам.
Специальная порошковая проволока позволяет сваривать заготовки без газа. Предлагаемый видеоролик поможет разобраться в целесообразности использования этой технологии.
Правильно подобранная алюминиевая проволока – не единственное условие, позволяющее получить качественное и надежное сварное соединение. Очень большое значение также имеет правильная подготовка соединяемых деталей, которая заключается в тщательной очистке их поверхностей и удалении с них тугоплавкой оксидной пленки. Важно выполнить такую процедуру непосредственно перед началом сварки, так как алюминиевая поверхность под воздействием окружающей среды быстро покрывается оксидной пленкой.
По этой же причине проволока, предназначенная для сварки алюминия, после вскрытия упаковки, в которой она поставляется с завода, должна быть использована достаточно быстро. Иначе ее поверхность будет подвергнута активному окислению. В этом случае качественные характеристики проволоки будут значительно ухудшены, что скажется и на характеристиках формируемого с ее помощью сварного соединения.
Временное хранение вскрытой катушки с алюминиевой проволокой
Проволока, которая применяется для сварки алюминиевых деталей полуавтоматом, может иметь различный химический состав. Для такой сварки используются в основном проволоки, изготовленные на основе алюминия в сочетании с марганцем, кремнием и магнием. Выбор конкретного типа зависит от того, какие элементы входят в химический состав свариваемых деталей.
Особенности подающих механизмов для алюминиевой сварочной проволоки
Стандартный подающий механизм полуавтомата не слишком подходит для работы с алюминиевой проволокой. Объясняется это такими характеристиками данного металла, как высокая пластичность и теплопроводность.
Подающий механизм стандартного полуавтомата для сварки, в котором применяются два ролика, может смять мягкую алюминиевую проволоку, что приведет к ее застреванию в механизме. Именно поэтому при использовании в полуавтомате алюминиевой проволоки необходимо оснащать его подающим механизмом, состоящим из 4 роликов, каждый из которых имеет U-образный профиль рабочей канавки.
Механизм подачи проволоки с четырьмя роликами
Для работы с полуавтоматом, в котором будет использоваться проволока из алюминия, необходимо оснащать его подающим шлангом минимальной длины (до 3 метров). В противном случае мягкая проволока будет просто застревать в длинном подающем шланге. Данную проблему помогает решить использование подающего канала из тефлона, что даст возможность значительно уменьшить трение проволоки о стенки такого канала.
Чтобы избежать застревания алюминиевой проволоки, которая отличается высоким коэффициентом теплового расширения, в наконечнике полуавтомата для сварки, следует подбирать наконечник таким образом, чтобы отверстие в нем было несколько больше (на 1–2 мм), чем диаметр самой проволоки.
Комплект различных наконечников облегчает подбор нужного отверстия для проволоки
Подающий механизм полуавтомата, на котором планируется использовать проволоку из алюминия, должен работать без перебоев, которые являются частой причиной застревания проволоки в канале подачи. Перебои в работе такого механизма чаще всего возникают по причине нестабильной работы тормозного устройства катушки. Чтобы в процессе выполнения сварки таких проблем не возникало, необходимо отрегулировать усилие, создаваемое катушкой: оно должно иметь возможность уменьшения до минимума. В то же время такого усилия должно быть достаточно для того, чтобы предотвращать поворот катушки.
Правильный выбор проволоки для выполнения полуавтоматической сварки алюминиевых деталей в среде аргона, а также параметров выполнения такого технологического процесса позволяет не только получать качественные, надежные и красивые сварные швы, но и минимизировать риск возникновения брака при их выполнении. К таким параметрам относятся не только диаметр используемой проволоки и ее химический состав, но и скорость ее подачи, а также значения сварочного тока и полярность его подключения.
Объем сварочных работ в домашней мастерской обычно не требует большого расхода алюминиевой проволоки, но маленькие катушки подходят не ко всем аппаратам. Установить бобину небольшого размера поможет смекалка, как показано на видео.
Оценка статьи:
Загрузка…Поделиться с друзьями:
Алюминиевая проволока для полуавтомата – виды и применение
Алюминиевая проволока для полуавтомата
 Алюминий и его сплавы очень широко применяются как для изготовления промышленного оборудования, так и для производства товаров широкого потребления. Очень часто требуется ремонт этих изделий, и с точки зрения параметров цена-качество наиболее подходящим техпроцессом остается только сварка или наплавка. Делается это с помощью сварочного аппарата и сварочной алюминиевой проволоки для полуавтомата.
Алюминий и его сплавы очень широко применяются как для изготовления промышленного оборудования, так и для производства товаров широкого потребления. Очень часто требуется ремонт этих изделий, и с точки зрения параметров цена-качество наиболее подходящим техпроцессом остается только сварка или наплавка. Делается это с помощью сварочного аппарата и сварочной алюминиевой проволоки для полуавтомата.
Виды алюминиевой проволоки и правила ее применения

Сварочная алюминиевая проволока для полуавтомата представляет собой отдельные прутки или катушки определенного диаметра. В любом случае они герметично упакованы. С этим связана первая особенность использования данного материала.
- Электроды для работы по алюминию не рекомендуется использовать при проведении важных и требующих высокого качества работ. Они уместны не в производственных, а в домашних, бытовых целях
 Дело в том, что алюминий в обычных условиях покрыт прочной и эластичной оксидной пленкой. Температура ее плавления — около 2500º С. В это же время плавление чистого алюминия не выше 600º С. Для сплавов ситуация не сильно отличается.
Дело в том, что алюминий в обычных условиях покрыт прочной и эластичной оксидной пленкой. Температура ее плавления — около 2500º С. В это же время плавление чистого алюминия не выше 600º С. Для сплавов ситуация не сильно отличается.
 Следствием этой особенности алюминия и его сплавов является необходимость предварительного удаления оксидной пленки с поверхности соединяемых деталей (например, механическим или ручным инструментом). Сам же электрод должен быть чист от оксида изначально.
Следствием этой особенности алюминия и его сплавов является необходимость предварительного удаления оксидной пленки с поверхности соединяемых деталей (например, механическим или ручным инструментом). Сам же электрод должен быть чист от оксида изначально.
- Если упаковка электродов не израсходована до конца — ее нужно снова герметично упаковать с добавлением внутрь силикагеля для поглощения проникшей влаги
 Алюминиевая проволока для полуавтомата
Алюминиевая проволока для полуавтоматаПри выборе проволоки для сварки алюминиевых сплавов нужно учитывать какие качества требуются от будущего сварного шва:
- Сопротивляемость шва на разрыв.
- Пластичность соединения.
- Стойкость к коррозии.
- Стойкость к растрескиванию от нагрева.
- Диаметр алюминиевой проволоки для сварки полуавтоматом без газа должен быть больше толщины свариваемых ею деталей на 0.3-0.5 мм

Удобнее всего воспользоваться приводимой ниже таблицей.

При использовании сварочных электродов нужно помнить о необходимости их предварительной подготовки. В специальной покупной или самодельной печи проводится предварительный равномерный нагрев электродов и их так называемая прожарка. Это позволит формировать очень качественный шов.
- Алюминий при нагреве не меняет своего цвета, в отличии от многих других металлов, поэтому нужно быть особенно осторожным при работе с ним — легко довести до прожига
Кроме предварительной подготовки электродов всегда нужно подготовить и соединяемые детали. Их нужно заранее равномерно прогреть. И следить за сохранением этого равномерного прогрева все время формирования шва.
- Щелочная ванна — это наиболее эффективный способ комплексной очистки от оксидной пленки и обезжиривания алюминиевых деталей. Для нужно составить особый раствор из 2 литров чистой воды, 100 г тринатрийфосфата, 100 г соды и 50 г жидкого стекла. Раствор должен быть нагрет до температуры 60-70º С
Нужно учитывать и то, что алюминий склонен неравномерно остывать и, как следствие, трескаться. Конечно, это компенсируется пластичностью этого металла. Но если сварные швы расположить слишком близко друг от друга (около 10-15 мм), то обязательно появятся трещины.
- Расплавленный алюминий и его сплавы очень текучи. Именно поэтому все швы делаются в один слой за один проход. При возможности рекомендуется использовать ограничивающие расплавленный металл вкладыши
Особенности подающих механизмов для алюминиевой сварочной проволоки
 Для сварки алюминия всегда применяют защитный газ. Наиболее часто применяется аргон или его смесь с гелием. Отдельным вариантом может быть использование порошковых электродов — они способны сами генерировать защитное газовое облако. Но из-за довольно высокой цены и требовательности к профессионализму сварщика использование таких электродов не всегда уместно.
Для сварки алюминия всегда применяют защитный газ. Наиболее часто применяется аргон или его смесь с гелием. Отдельным вариантом может быть использование порошковых электродов — они способны сами генерировать защитное газовое облако. Но из-за довольно высокой цены и требовательности к профессионализму сварщика использование таких электродов не всегда уместно.
 Без защитного газового облака алюминий невозможно качественно сварить или наплавить. Его оксидная пленка загрязняет шов, ее высокая температура плавления приводит к деформации самих соединяемых деталей, к их прожегу.
Без защитного газового облака алюминий невозможно качественно сварить или наплавить. Его оксидная пленка загрязняет шов, ее высокая температура плавления приводит к деформации самих соединяемых деталей, к их прожегу.
 К сварочному аппарату при работе с алюминием появляется несколько дополнительных требований:
К сварочному аппарату при работе с алюминием появляется несколько дополнительных требований:
- Подающий кабель не должен быть длиннее 3 метров. Идеальным будет кабель с внутренним каналом, покрытым тефлоном. Это минимизирует риск деформации проволоки и заторов при подаче. Последнее не редкость при использовании для сварки полуавтоматом алюминиевой проволоки диаметром 0.8 мм.
- Использование стандартного наконечника горелки неприемлемо. Нужно заменить его в соответствии с диаметром используемой проволоки — больше ее на 1.5-2 мм. Например, если используется алюминиевая проволока для полуавтомата диаметром 1.0 мм, то диаметр отверстия в наконечнике должен быть около 2.5-3 мм.
- Тормозное устройство бобины с проволокой должно быть надежным и проверенным непосредственно перед началом работ. Оно должно обеспечивать моментальную остановку бобины и не допускать ее самопроизвольные поворот.
- Стандартный для большинства полуавтоматических сварочных аппаратов подающий механизм нужно заменить на специальный для алюминиевой проволоки. Его отличие в большем числе подающих роликов — их четыре. А также в том, что рабочая поверхность каждого из роликов имеет особую канавку. Из-за этого алюминиевая проволока для полуавтомата не сможет деформироваться и застревать.
- Помните о необходимости соблюдения рекомендованных для свариваемых типов металла показателей тока и полярности его подключения. В противном случае неизбежен прожег или непровар
сварочная проволока для полуавтомата без газа, присадочная проволока, другие виды для алюминиевых сталей
Сварка алюминия – сложный технологический процесс. Металл плохо поддаётся свариванию, ввиду чего выбирать расходные материалы для работы необходимо с особой тщательностью. Из материала данной статьи вы узнаете, как выбрать проволоку для сварки алюминия, какой она бывает, какими особенностями обладает.
Особенности
Проволока для сварки алюминия – присадочная алюминиевая проволока с малым сечением, поставляемая в виде прутков либо в катушках. Её вес измеряется в килограммах, она используется для сварки алюминия, что под силу только опытным сварщикам. Данный расходный материал применяют для сварки на полуавтоматах.
На поверхности алюминия есть тугоплавкая окисная плёнка, которая мешает качественной сварке. Высоколегированная сварочная проволока нуждается во вспомогательной защите.
Ввиду этого используется аргоновая дуговая сварка, уменьшающая негативный эффект, связанный с влиянием среды из-за изоляции.
В ходе сварки приходится следить за присадочным материалом. Во время манипуляций мастера расходнику необходима защита. Поэтому приходится использовать специализированный материал, который автоматически подаётся в зону сварки с одинаковой скоростью. Причём скорость её подачи выше, чем, например, меди.
Алюминий – мягкий металл с низкой температурой плавления. Присадочный материал для его сварки передаёт сварному шву свои характеристики. Чем он прочней, тем прочней сам шов. При этом сварной материал бывает разным, благодаря чему его можно подобрать под конкретный сплав с алюминием (изделия из него обычно имеют разные присадки, повышающие его прочность).
Обычно такая проволока не меняет своих свойств при смене температуры. Она не ржавеет, отличается широким ассортиментом номенклатуры. Благодаря этому можно максимально точно выбрать присадочный материал необходимого диаметра. При этом проволока подходит, как для ручной, так и для автоматической сварки.
Однако у неё есть несколько недостатков. Например, на ней тоже образуется оксидная плёнка, ввиду чего она нуждается в предварительной обработке.
Если этого не делать, это отражается на качестве сварочных швов. Плохо и то, что большой ассортимент усложняет выбор, когда точно не известно, какой материал придётся сваривать.
Свои основные свойства присадочная проволока получает от алюминия. Ввиду большой скорости её плавления, важно следить за точностью регулировки скорости подачи проволоки в рабочую зону сварки. При работе с ней нет потребности в высоких температурах. Причём в ходе работы проволока не меняется в цвете, что может усложнить контроль нагрева. Она не уменьшает электропроводность алюминия.
Виды
Сварочная проволока имеет диаметр в диапазоне от 0,8 до 12,5 мм. Помимо катушек, её продают в форме бухт и пучков. Зачастую её пакуют в герметичные мешки из полиэтилена вместе с силикагелем. Диаметр тянутой разновидности не превышает 4 мм. Прессованная варьируется в пределах 4,5-12,5 мм.
Химические свойства проволоки для сварки алюминиевых сталей полуавтоматом без газа определяются её составом. Исходя из этого можно выделить несколько типов расходного сварочного материала. При этом маркировка указывает на содержание в составе проволоки алюминия или иных присадок:
- для работы с чистым алюминием (металлом с минимальным числом присадок) подходит присадочная проволока марки СВ А 99, которая состоит из практически чистого алюминия;
- когда планируется работа с алюминием с небольшой долей присадок, используют проволоку марки СВ А 85Т, в состав которой помимо 85% алюминия входит 1% титана;
- в работе с алюминиево-магниевым сплавом применяют сварочную проволоку марки СВ АМг3, в которой содержится 3% магния;
- когда запланирована работа с металлом, в котором преобладает магний, в работе используют специально предназначенную для этого проволоку с маркировкой СВ АМг 63;
- для металла, в состав которого входит кремний, разработана сварочная проволока СВ АК 5, состоящая из алюминия и 5% кремния;
- СВ АК 10 отличается от предыдущего типа расходного проволочного сырья большим процентом кремниевой присадки;
- разновидность СВ 1201 предназначена для работы с алюминиевым сплавом, содержащим медь.
Присадочную проволоку для сварки алюминия производят с ориентацией на 2 основных стандарта.
ГОСТ 14838-78 говорит о том, что данная продукция разработана для холодной высадки из алюминия и его сплавов, в которых он доминирует. ГОСТ 7871-75 – стандарт проволоки, применяемой исключительно для сварки алюминия и его сплавов.
Помимо сочетаний алюминий/кремний, алюминий/магний в продаже встречается проволока из алюминия с присадкой марганца. В большинстве случаев для работы приобретают расходное сырьё универсального назначения. Несмотря на то что универсальность считается относительной, данная проволока обеспечивает высокое качество сварных швов. Она не магнитится, является уникальным электродом особого типа.
Как выбрать?
Выбирать алюминиевую проволоку для сварки необходимо правильно. От этого зависят качество и надёжность формируемых сварочных швов, а кроме того, стабильность их механических характеристик. Чтобы приобрести действительно качественный расходник, нужно учитывать такие параметры:
- сопротивление шва на разрыв;
- пластичность сварного соединения;
- устойчивость к ржавлению;
- устойчивость к появлению трещин.
Подбирать сварочную проволоку нужно с учётом свариваемого объекта. Диаметр расходника должен быть чуть меньше толщины металла. К примеру, для листового алюминия толщиной 2 мм подойдёт пруток с диаметром 2-3 мм.
Кроме того, необходимо знать состав объекта, для которого покупают расходник. В идеале его состав должен быть идентичным составу металла.
Такой компонент, как кремний, придаёт проволоке прочность. В иных модификациях в её состав могут входить никель и хром. Данное расходное сырьё используют не только в машиностроении, пищевой, нефтяной и лёгкой промышленности, но и судостроении. Высококачественная сварочная проволока для алюминия является незаменимым элементом дуговой сварки.
Если точно не известно, что входит в состав имеющегося материала для сварки, лучше купить универсальную присадочную проволоку для работы с алюминием с маркировкой СВ 08ГА. При этом необходимо учитывать объём расходного сырья. Если планируется небольшой объём работы, нет смысла покупать большие катушки проволоки.
Если же запланирована длительная и однотипная работа, не обойтись без большого запаса материала. В таком случае выгодней покупать бухты, отличающиеся максимальной длиной проволочного расходника. Чтобы не ошибиться в выборе, стоит обратить внимание на температуру плавления металла и самой проволоки. Работать придётся быстро, чтобы не прожечь металл. Поэтому нужно, чтобы она была идентичной.
Отличается же она преимущественно из-за наличия в составе примесей. Чем больше разнятся составы проволоки и металла, тем хуже качество сварочного шва.
Вспомогательные присадки в составе сплавов могут стать причиной того, что металл перегреется, а проволока так и не достигнет необходимого состояния для сварки.
Чтобы не сомневаться, можно обратить внимание на марку. В идеале марка проволоки и свариваемого металла должна быть идентичной. Если она не совпадёт, это может сказаться на качестве сварочных швов.
Купить качественный проволочный материал можно у проверенных производителей. К таким брендам относятся ESAB, Aisi, Redbo и «Искра».
При выборе присмотренного варианта нельзя забывать ключевое правило. Использование материала должно быть своевременным. После вскрытия упаковки время хранения необходимо свести к минимальному значению. Чем дольше будет храниться проволока, тем быстрее она придёт в негодность. Максимальную осторожность следует соблюдать при хранении материала в условиях повышенной влажности.
При покупке стоит учесть, что маленькие катушки с намотанной проволокой для сварки алюминия подходят далеко не ко всем аппаратам. Если при подборе того или иного варианта возникают сомнения, можно посоветоваться с продавцом-консультантом.
Ещё лучше зайти на сайт производителя и поинтересоваться у него, какой именно вид проволоки подойдёт для работы с конкретным металлом.
Нюансы использования
Пользоваться расходником для сварки алюминия не так просто. Присадочный материал отличается склонностью к короблению, у него высокий коэффициент линейного расширения. Металл не упругий, что может осложнить проведение сварки. Ввиду этого необходимо обеспечить жёсткость фиксации свариваемого предмета, для чего можно использовать разные грузы.
Непосредственно перед самим процессом сварки проводят предварительную подготовку металла. Поверхность самого объекта и проволоки очищают от плёнки посредством химического растворителя. Это позволит минимизировать вероятность образования кристаллических трещин. Упростить работу и избежать появления трещин поможет предварительный нагрев заготовок до температуры 110 градусов.
О том, как выбрать присадочный пруток, смотрите далее.
Проволока для сварки алюминия
Содержание
Как правило, в быту проведение различных видов сварочных работ не происходит с такой частотой, как в производственных сферах, где сварка является важной частью всего процесса.
-
Процесс сварки алюминия

Однако, при потребности проведения сварочных работ, часто встает вопрос о выборе метода сварки и типа сварочного аппарата. Кроме того особое внимание уделяется процессу выбора расходных материалов.
Присадочная сварочная проволока и ее особенности
Сварочная, а именно, алюминиевая проволока, характеризующаяся сплошным сечением, напрямую влияет на весь процесс работы.
Читайте также: описание и преимущества технологии ванной сварки.
Как правило, такая присадочная сварочная проволока предназначена для проведения работ связанных с механизированной дуговой сваркой.
Это изделие также способствует формированию наплавок алюминия и сплавов с его достаточным содержанием в среде, заполненной защитными газами.
Представленная присадочная проволока, выполненная с применением алюминия, обеспечивает поддержку всех ведущих сварочно-технологических характеристик на высоком уровне.
-
Алюминиевая проволока для сварки

Кроме того, данная продукция проявляет стабильные механические свойства, характерные для такой разновидности металла, а шов отличается высокой надежностью всех сварных соединений.
к меню ↑
О видах продукции
Присадочная проволока, с помощью которой производится сварка алюминия, в зависимости от особенностей ее назначения, изготавливается с ориентировкой на два основных стандарта:
- ГОСТ 14838-78 — эта присадочная сварочная проволока предназначается для проведения холодной высадки из алюминия и сплавов с его повышенным содержанием.
- ГОСТ 7871-75 – присадочная, а именно, проволока для сварки алюминия и его сплавов.
Читайте также: о применении порошковой проволоки для сварки.
Для того чтобы произвести сварку одного конкретно взятого сплава, в большинстве случаев применяются (с ориентировкой на требования), несколько марок проволоки.
Но, как показывает практика, наиболее рационально применение проволоки, которая имеет универсальное предназначение.
Такая присадочная проволока без ориентировки на высокую степень своей универсальности и способна обеспечить соединяемые фрагменты швами с высокими качественными показателями ведущих характеристик и значений. Среди них особенно стоит обратить внимание на такие важные параметры, как:
-
Проволока для сварки алюминия TELWIN

- высокая степень устойчивости к горячим трещинам;
- прочность;
- показатели пластичности;
- сопротивляемость вредоносным коррозийным процессам.
В настоящее время ассортимент сплавов, изготовленных с применением алюминия достаточно обширен.
Известно, что существует ряд обобщенных требований, которые связаны с процессом подготовки к сварке.
к меню ↑
Об особенностях материала
При использовании проволоки для сварки алюминия, кромки и участок расположенный вокруг шва, тщательным образом подвергается детальной зачистке.
Эти действия начинаются непосредственно перед началом сварочного процесса. Дело в том, что такой метал, как алюминий в кратчайшие сроки подвергается покрытием тонкого слоя оксида (Al2O3).
Читайте также: можно ли соединять арматуру сваркой?
Для этого процесс сварки производится в искусственно созданной среде специальных защитных инертных газов, наиболее применяемый из которых – аргон.
При проведении сварки с помощью проволоки формируется одно обязательное требование, следовать которому нужно неукоснительно.

Схема процесса сварки аргоном с применением присадочной проволоки
Это своевременное использование. После того, как упаковка будет вскрыта, время хранения продукта должно будет быть сведено к минимуму.
Это связано с тем, что алюминиевая поверхность очень быстро подвергается окислительным процессам, что напрямую связанно с ухудшением качественных характеристик проволоки.
Особенно аккуратно с ней стоит обращаться при высоком уровне влажности воздуха. В пищевой промышленности и в смежных с ней отраслях алюминиевая сварка деталей, изготовленных из алюминия, распространена довольно-таки широко.
Читайте также: для чего применяют нержавеющую проволоку для сварки?
Сам процесс сварки, в котором соединяются изделия, выполненные с применением нержавеющей стали и сплавов, обладающих высокой степенью жаропрочности, проводится при непосредственном участии специального полуавтомата.
В нем содержится необходимое количество защитного газа. Все типы сварочной проволоки производятся по такой технологии, которая формирует в изделиях большое процентное соотношение высоколегированной стали, отличающейся высокими жаропрочными характеристиками.
Во всех случаях в состав этой стали входит кремний и углерод. Благодаря включению в состав сварочной проволоки кремния в разы возрастает показатель прочности полученного сварочного шва и другие его качественные характеристики.
data-ad-client=”ca-pub-8514915293567855″
data-ad-slot=”1955705077″>
Наличие соединений углерода купирует образование межкристаллической коррозии. Кроме перечисленных элементов алюминиевая присадочная проволока может содержать в своем составе никель и хром.
Этот вид изделий отличается высокой степенью устойчивости к коррозийным процессам. Ее применяют в таких сферах, как:
- машиностроение;
- пищевая промышленность;
- легкая промышленность;
- нефтяная промышленность;
- судостроение.
Стоит также отметить, что представленная алюминиевая высококачественная присадочная проволока активно применяется в механизированном процессе дуговой сварки.

Сварочный аппарат для сварки алюминиевых деталей
В эту категорию входит и произведение наплавки сплавов алюминиевого типа в окружении среды защитных газов.
Представленная разновидность сварочной проволоки способна проявлять высокие показатели каждой отдельно взятой сварочно-технической характеристики, общего уровня стабильности механических свойств швов, и общий уровень надежности полученного сварного соединения.
При этом, большинство профессиональных сварщиков отмечают, что алюминий является наиболее прихотливым металлом в сварочном деле.
Этот материал выделяется целым рядом особенных свойств, которые нужно знать и учитывать для эффективного проведения работ.
При нагревании этот материал не изменяет свой исходный цвет и отличается, в отличие от большинства металлов, широким диапазоном температур плавления.
Этот материал известен своими немагнитными свойствами. Сейчас в продаже наиболее часто встречается сварочная проволока из алюминия для полуавтоматов. Она наиболее часто применяется в связке с этими агрегатами.
к меню ↑
Нюансы применения
Уже упоминалось, что во всех вопросах, связанных с проведением сварочных работ, алюминий по праву считается одним из самых капризных материалов.
Исходя из ряда таких особенностей, сваривание его элементов проводится с применением электродов особого вида.
В этом случае, в качестве такого особенного электрода, выступает алюминиевая сварочная проволока. Она изготавливается из таких сочетаний элементов как алюминий и марганец, алюминий и кремний, алюминий и магний.
Сфера применения представленного расходного материала напрямую зависит от того, какой из дополнительных элементов содержится в его составе.
К примеру, та проволока, которая содержит в себе сплав кремния и алюминия производится с ориентировкой на маркировку СВ-АК5.
Зачастую представленная разновидность расходного материала применяется при осуществлении монтажа авиалей, плит опорного назначения и блоков ДВС.
-
Схема подачи сварочной проволоки в аппарате
В том случае, когда марганец вступает в связь с алюминием, производится проволока под маркировкой СВ-АМ5.Представленный тип изделий характеризуется наличием высоких прочностных характеристик и сильной устойчивостью к вредоносному воздействию влаги.
Исходя из таких специфических свойств, такая проволока для сварки активно используется в таких отраслях как судостроение и пивоваренная промышленность.
В том случае, когда изготовление представленной сварочной проволоки характеризуется присутствием в ее химическом составе магния, на выходе формируется продукция с маркировкой СВ-АМР.

Как и вышеописанные две разновидности, эта также характеризуется достаточно широким спектром отраслей применения.
Исключение составляют те случаи, при которых значение уровня теплового воздействия на полученный шов будет равно 800ºC. Если возникает необходимость в сварке или наплавке изделий выполненных с применением алюминия, то применяется специальная разновидность электрода.
Она представлена в виде алюминиевой сварочной проволоки со сплошным сечением. Представленная разновидность проволоки повсеместно применяется как при проведении механической, таки при осуществлении дуговой сварки в среде, наполненной защитными газами.
- Когда проводится сваривание различных конструкционных деталей из алюминия, то применение такой проволоки способно обеспечить высокие показатели стабильности полученного соединения.
Тоже самое относится и к характеристикам механических показателей созданного сварочного шва. Сейчас, наибольшее распространение получили такие марки изделий, как ER–4043 и ER–5356.

Процесс сварки алюминиевых деталей
В большинстве случаев, применение первого типа актуально при сварке тех деталей, в состав которых входит кремний.
Аналоговые варианты представлены маркировками СВ-АК5 и СВ–АК6. Вторая разновидность в большинстве случаев задействуется при сварке и наплавке тех деталей, в состав которых входит магний.
Есть альтернативные изделия, которые выпускаются под маркировкой СВ-Amr5. Сварной шов, полученный при содействии такого расходного материала, обладает достаточно высокими показателями прочностных характеристик.
Они превосходят значения изделий марки ER-4043. Представленная сварочная, присадочная алюминиевая проволока может быть использована не только как основной электрод, но и как материал, с помощью которого моет производиться присадка.
- В том случае, когда маркировка изделия подбирается в строгом соответствии с конструктивными особенностями и требованиями, то полученное сварное соединение будет очень высококачественным и весьма долговечным.
Такой сварной шов всегда отличается достаточно высоким уровнем механической прочности, герметичностью и максимальной устойчивостью к вредоносному воздействию коррозийных процессов.
А наличествующие слабовыраженные магнитные свойства представленного расходного материала и полученного впоследствии шва будут способствовать сохранению эстетически приятного внешнего вида всей конструкции.
к меню ↑
Процесс сварки алюминия полуавтоматом (видео)
Статьи по теме:
Портал об арматуре » Сварка » Как использовать проволоку для аппаратной сварки алюминия
свойства и технические характеристики – Расходники и комплектующие на Svarka.guru
 Алюминиевая сварочная проволока – присадочный материал для получения неразъемных соединений из соответствующего металла. Соединение алюминия, а также сплавов на его основе – трудоемкий процесс, требующий от мастера хороших навыков и внимания в работе.
Алюминиевая сварочная проволока – присадочный материал для получения неразъемных соединений из соответствующего металла. Соединение алюминия, а также сплавов на его основе – трудоемкий процесс, требующий от мастера хороших навыков и внимания в работе.
Технология применения данного электродного материала связана с использованием защитного газа, в роли которого обычно выступает аргон. При условии грамотной регулировки параметров, сварочный шов будет очень надежным, не уступая по своим характеристикам монолитной поверхности.

Сложность работы с алюминием обусловлена наличием на поверхности тугоплавкой оксидной пленки, в то время как сам металл обладает низкой температурой плавления.
Виды и правила применения
Данный продукт делят на две основные категории, согласно области применения:
- Для работ по холодной высадке. Производство продукции выполняется с соблюдением требований межгосударственных стандартов ГОСТ. Кроме того, данную проволоку используют в производстве кабельно-проводниковой продукции, систем заземления, а также для металлизации различных поверхностей.
- Для выполнения сварочных работ, в качестве электродного материала.
Как правило, алюминиевая проволока имеет круглое сечение, однако некоторым отраслям промышленности необходим продукт прямоугольного или круглого сечения. Ее широко применяют в электротехническом производстве.
Последняя категория является наиболее распространенной. Она отличается по виду поставки, в зависимости от технологии соединения:
- В прутках длиной до 1000 мм. Предназначена для аргонодуговой сварки в среде защитного газа. Вес упаковки составляет 5-10 кг.
- В кассетах международного образца. Применяют для сварки в полуавтоматическом режиме. Диаметр барабана и величина сечения зависит от характеристик сварочного оборудования и типа соединяемой поверхности.
Особого внимания заслуживает порошковая проволока. Ее главная особенность – возможность выполнять соединения без защитного газа. Специальный порошок представляет собой флюсовый материал, который защищает зону соединения от контакта с атмосферным воздухом.
Для соединения сплавов на основе алюминия, рекомендуем выбирать универсальный присадочный материал. Грамотный выбор электродной проволоки позволяет получить качественный и надежный шов, обладающий следующими качествами:
- отсутствие трещин;
- прочность;
- пластичность;
- стойкость к коррозии.
Правильный подбор расходных материалов и настройка работы сварочного оборудования – половина дела. Вторая часть заключается в подготовительных работах, во время которых необходимо удалить оксидную пленку.

Важно! Интервал между подготовкой и сваркой должен быть минимальным – процесс образования новой пленки протекает очень быстро.

Заводская упаковка защищает проволоку от реакции с кислородом, поэтому ее рекомендуют вскрывать непосредственно перед работой, во избежание окисления.
Для соединения алюминиевых сплавов в состав проволоки добавляют различные элементы, улучшающие качественные характеристики шва. В качестве дополнительных компонентов выступают марганец, кремний, магний и прочие химические элементы.
Физико-химические свойства
Алюминий является серебристо-белым металлом, который встречается в природе только в виде соединений с другими химическими элементами. В чистом виде его получают путем электролиза растворенного глинозема, полученного из бокситов.
Данный металл отличается относительно невысокой плотностью. Его температура плавления составляет 658 Сº. Обладая высоким сродством к кислороду, благодаря чему способен восстанавливать большинство металлов из оксидов.
При взаимодействии с атмосферным воздухом металл быстро покрывается пленкой, защищающей его от дальнейшего взаимодействия с окружающей средой. Оскидная пленка обеспечивает высокую устойчивость при взаимодействии с влажной средой, азотной кислотой, а также большинством кислот органического происхождения.
Технические характеристики

Сварочной проволоке для алюминия присущи следующие качества:
- низкая масса;
- прочность;
- гибкость;
- влагостойкость;
- легкоплавкость;
- устойчивость к агрессивной среде;
- низкие магнитные качества;
- длительный период хранения при условии целостности упаковки;
- низкая биологическая активность;
- высокая тепло- и электропроводность.
Согласно требованиям межгосударственного стандарта, алюминиевая проволока для полуавтомата может иметь следующие обозначения:
- АМ – мягкая.
- АТП – полутвердая.
- АТ – твердая.
- АТп – повышенной прочности.
Особенности выбора
 При сварке деталей из алюминиевых сплавов особенно важен грамотный выбор электродной проволоки – это залог получения долговечного соединения. Для каждого сплава существует свой тип проволоки, рекомендуемый производителями расходным материалов, как оптимальный. Например, для сварки деформируемых сплавов АМг3, АМг4, АМг5 рекомендуют использовать соответствующую проволоку – ER 5336, которая обладает следующими хааркетристиками:
При сварке деталей из алюминиевых сплавов особенно важен грамотный выбор электродной проволоки – это залог получения долговечного соединения. Для каждого сплава существует свой тип проволоки, рекомендуемый производителями расходным материалов, как оптимальный. Например, для сварки деформируемых сплавов АМг3, АМг4, АМг5 рекомендуют использовать соответствующую проволоку – ER 5336, которая обладает следующими хааркетристиками:
- основа – алюминий;
- максимальная прочность – 120 МПа;
- максимальная прочность – 265 МПа;
- удлинение – 26 %;
Массовая доля добавочных элементов:
- Mg – 4,9;
- Mn – 0,15;
- Fe – <0,2;
- Si – <0,15.
Аналогичными свойствами обладает отечественная проволока АМг5.
Помимо специализированных, производители предлагают универсальные составы, способные сваривать большинство сплавов.
Особенности сварки алюминия проволокой на полуавтомате
При работе с данным металлом необходимо тщательно контролировать стабильность дуги, длина которой должна быть в пределах 12-15 мм. Сокращение длины гарантированно приведет к прожогу. Длинная дуга не способна нормально сплавить детали. Правильный размер зависит от нескольких факторов:
- Толщина соединяемых элементов;
- Химический состав сплава;
- Теплопроводность.
Наибольшая трудность заключается в заварке кратера по окончанию работ. Это связано с тем, что алюминий очень быстро кристаллизируется. Успешно решить данную задачу поможет лишь опыт, хотя использование четырехтактной горелки существенно облегчит работу, благодаря сварке на малом токе на завершающем этапе.
Особенности подающих механизмов

Классические механизмы для подачи проволоки плохо справляются с пластичными материалами.
Для мягкого металла рекомендуют использовать систему из четырех роликов, поскольку они не деформируют проволоку при подаче.
Длина подающего рукава не должна превышать 3 метра. В противном случае проволока не будет доходить до горелки.
Диаметр отверстия наконечника должен быть на 2 мм больше сечения алюминиевой проволоки, поскольку при температурном воздействии электродный металл расширяется.
При использовании рукава из тефлона можно увеличить рабочую длину на 50 %, за счет меньшего коэффициента трения.
Заключение
 Проволока для сварки алюминия – электродный материал, обладающий уникальными характеристиками. Соединение алюминия требует от сварщика высоких профессиональных навыков, поэтому не следует доверять эту работу новичкам.
Проволока для сварки алюминия – электродный материал, обладающий уникальными характеристиками. Соединение алюминия требует от сварщика высоких профессиональных навыков, поэтому не следует доверять эту работу новичкам.
При выборе проволоки обращайте внимание на химический состав рабочей поверхности. При работе тщательно контролируйте стабильность и величину дуги.
Сварщик 6-го разряда Гаврилюк Сергей Михайлович Опыт работы – 17 лет: «Я работаю на АТП слесарем-сварщиком. По долгу службы часто сталкиваюсь с алюминиевыми деталями, в виде различных крышек и поддонов. Поначалу мы пользовались обычной универсальной проволокой, но результат был не особо хорош – латки начинали протекать через несколько сотен километров. Машины у нас ходят далеко, поэтому с ремонтом на расстоянии были большие проблемы. После этого стали подбирать проволоку под конкретный элемент – это расширило ассортимент присадочных материалов, зато сократило расходы на внеплановых ремонтах в дороге».
Выбор правильного сварщика, золотника и сварочной проволоки для успеха дома MIG Aluminium DIY: выбор правильного сварщика, золотника и сварочной проволоки для успеха дома Меню
- Оборудование
- Сварщики
- Механизм подачи проволоки
- Сварка Интеллект
- автоматизация
- Плазменные резаки
- Газовое оборудование
- Газовый контроль
- Индукционный нагрев
- Извлечение дыма
- Учебное оборудование
- технологии
- Простота использования
- производительность
- Оптимизация и производительность
- безопасности
- Голова и лицо
- Рука и Тело
- Сварочный дым
- Перегрев
- аксессуары
- аксессуары
- расходные материалы
- промышленности
- промышленности
- Приложения
- Ресурсы
- Служба поддержки
- Около
- Ресурсы
- Руководства по сварке
- Обучение сварке
- Учебные материалы
- Меры предосторожности
- Сварные калькуляторы
- Часто задаваемые вопросы
- Галерея проектов
- Библиотека статей
- Видеотека
- Информационные бюллетени
- Форумы
- Подкаст – Сварка труб
- Связаться с нами
- Служба поддержки
- Места обслуживания
- Руководства и запчасти
- Гарантия
- Производители двигателей
- Настройка системы
- Программное обеспечение
- Связаться с нами
- Часто задаваемые вопросы
- Регистрация продукта
- Заказать литературу
- Около
- Карьера
- Наша компания
- Связаться с нами
- Клуб владельцев
- Пресс-релизы
- Сертификаты
- Связаться с нами
- События
- Роуд-шоу
- Фирменные товары
- Специальные предложения
- новые продукты
- Войти в систему
- Где купить
- Поиск
Поиск
Поиск
- Оборудование
Сварщики
- MIG (GMAW)
- TIG (GTAW)
- Палка (SMAW)
- Двигатель ведомый
Алюминиевая алюминиевая сварочная проволока Низкотемпературная алюминиевая сварочная проволока Сердечник алюминиевой сварочной проволоки без сварочного порошка алюминия c | |

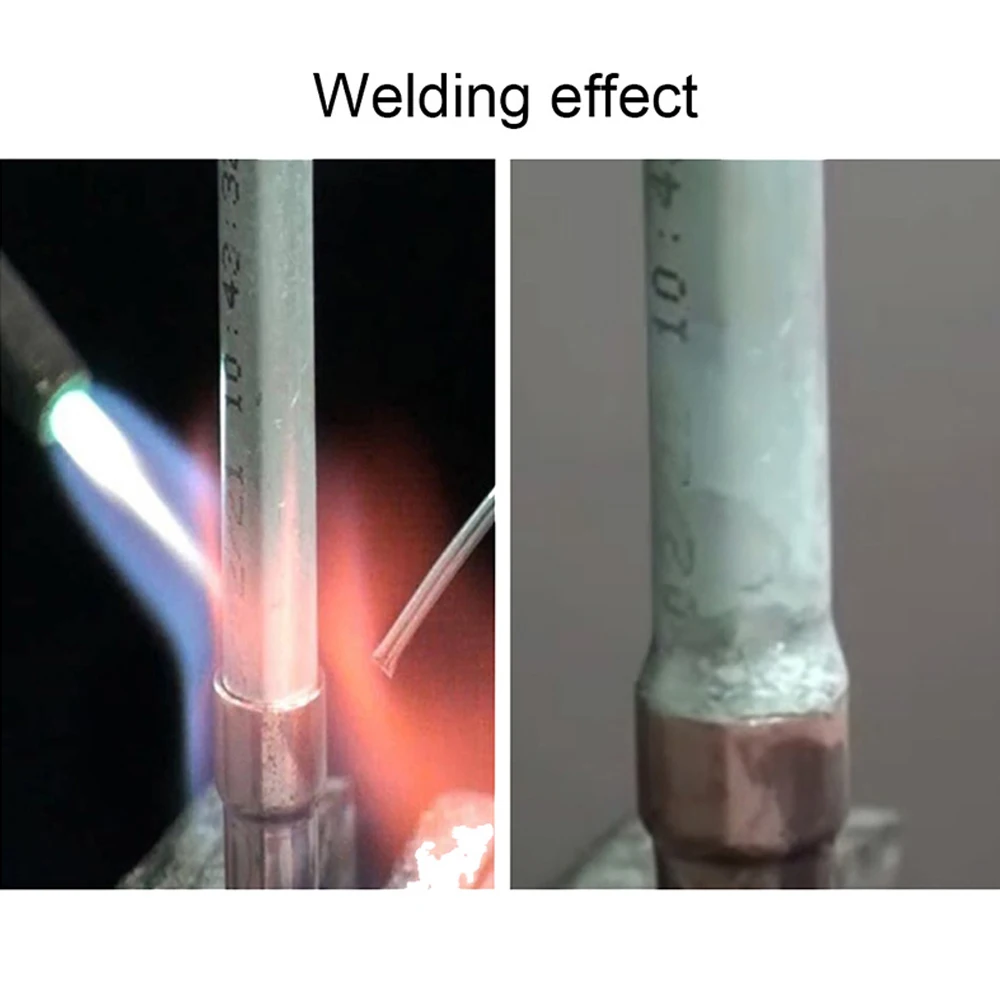
Алюминиево-алюминиевая сварочная проволока Низкотемпературная алюминиевая сварочная проволока Сердечник из алюминиевой проволоки Нет необходимости в сварочной порошковой проволоке Порошковая проволока Алюминиевый резервуар для воды Специальная сварочная проволока
Обладая низкой температурой плавления, хорошей текучестью, твердостью и вязкостью, что делает его пригодным для использования в транспортных средствах, холодильниках и кондиционерах. Особенности:
Изготовлен из высококачественных материалов, длительный срок использования.
Хорошо твердость и ударная вязкость, простота в использовании и удобство.
Подходит для сварки или наплавки сварочного сплава с высокой прочностью, хорошей ковкостью и хорошей коррозионной стойкостью.
Портативный размер, легко носить с собой.
Идеально подходит для автомобилей, холодильников и кондиционеров.
Технические характеристики:
Тип изделия: алюминиевая флюсовая проволока
Цвет: серебро
Длина: 500 мм
Количество: 10 шт., 20 шт., 30 шт., 50 шт. (опция)
Диаметр: 1.6 мм, 2 мм (опция)
Вес изделия: прибл. 3,5 г (одна алюминиевая сварочная проволока)
Размер упаковки: прибл.
510 * 5 * 5 мм (10 шт.)
510 * 10 * 10 мм (20 шт.)
510 * 15 * 15 мм (30 шт.)
510 * 30 * 30 мм (50 шт.)
Вес упаковки:
Прибл. 40 г (10 шт.)
прибл. 75 г (20 шт.)
прибл. 125 г (30 шт.)
прибл. 185 г (50 шт.)
Как использовать:
Шаг 1: Очистите и отполируйте физическую поверхность.
Шаг 2: Нагревайте поверхность основного материала до тех пор, пока температура проволоки не достигнет рабочей температуры 380 ~ ~ 400 ℃, чтобы можно было полагаться на основную металлическую теплопроводную сварочную проволоку для формирования сварных швов, не следует использовать пламя чтобы сжечь проволоку, когда температура поверхности основного металла достаточна, проволока может хорошо течь и проникать в металлический капилляр.
Шаг 3: При ремонте тонкого алюминия, пока алюминиевый основной металл нагревают до соответствующей рабочей температуры, а затем используют проволоку для трения назад и вперед для формирования сварного шва, только с металлической щеточной расплавленной сварочной проволокой для сварки на сварной шов.
Шаг 4: Используйте газ пропан для сварки торгового центра, используйте промышленный газовый или индукционный нагреватель для нагрева и сварки большого объекта, естественное медленное охлаждение после сварки.
ПРИМЕЧАНИЕ:
1. Поверхность основного металла должна быть чистой.
2.Температура основного металла для достижения 400 градусов, в том числе в процессе сварки температура основного металла должна поддерживаться на уровне 400 ℃, а температура может быть высокой или низкой.
Список пакетов:
10 * Алюминиевый сварочный провод (10PCS)
20 * Алюминиевый сварочный провод (20PCS)
30 * Алюминиевый сварочный провод (30PCS)
50 * Алюминиевый сварочный провод (50PCS)






1) Мы принимаем Alipay, западное соединение, TT.Все основные кредитные карточки принимаются через безопасный платежный процессор ESCROW.
2) Оплата должна быть произведена в течение 3 дней с момента заказа.
3) Если вы не можете оформить заказ сразу после закрытия аукциона, подождите несколько минут и повторите попытку. Платежи должны быть завершены в течение 3 дней.

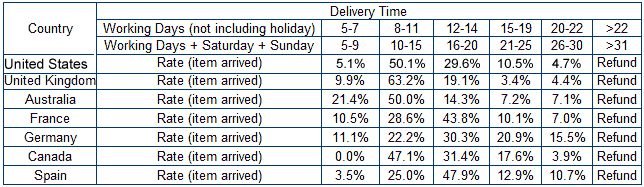
1. Доставка по всему миру. (За исключением некоторых стран и APO / FPO)
2. Заказы обрабатываются своевременно после подтверждения платежа.
3. Мы только грузим к адресам подтвержденного заказа.Ваш заказ адрес должен совпадать с адресом доставки.
4. Показанные изображения не являются фактическим товаром и предназначены только для ознакомления.
5. ВРЕМЯ ПЕРЕХОДА ОБСЛУЖИВАНИЯ, предоставляемых перевозчиком, и исключая выходные и праздничные дни. Время в пути может меняться, особенно в праздничные дни.
6. Если вы не получили посылку в течение 30 дней с момента оплаты, пожалуйста, свяжитесь с нами. Мы отследим посылку и свяжемся с вами как можно скорее с ответом. Наша цель – удовлетворение клиентов!
7.Из-за разницы в состоянии склада и времени мы выберем доставку вашего товара с нашего первого доступного склада для быстрой доставки.
8. Срок поставки:

1. У вас есть 7 дней, чтобы связаться с нами и 30 дней, чтобы вернуть его со дня его получения. Если этот предмет находится в вашем распоряжении более 7 дней, он считается использованным, и МЫ НЕ ВЫДАЕМ ВАМ ВОЗВРАТ ИЛИ ЗАМЕНУ. Нет никаких исключений! Стоимость доставки несет продавец и покупатель пополам.
2. Все возвращаемые товары ДОЛЖНЫ БЫТЬ в оригинальной упаковке, и вы ДОЛЖНЫ ПРЕДОСТАВИТЬ нам номер отслеживания доставки, конкретную причину возврата и ваш номер телефона.
3. Мы вернем ВАШУ ПОЛНУЮ СУММУ ВЫИГРЫШНОЙ ЗАЯВКИ, после получения товара в его первоначальном состоянии и упаковке со всеми компонентами и аксессуарами, ПОСЛЕ ОБОИХ Покупатель и Продавец отменяют транзакцию с Aliexpress. ИЛИ, вы можете выбрать замену.
4. Мы будем нести всю стоимость доставки, если товар (ы) не так, как рекламируется.

1. 12 месяцев ограниченной гарантии производителя на дефектные элементы (за исключением элементов, поврежденных и / или неправильно использованных после получения). Аксессуары поставляются с 3-месячной гарантией.
2. Дефектные детали ДОЛЖНЫ БЫТЬ зарегистрированы и возвращены в течение гарантийного срока (и в оригинальной упаковке, если это возможно). Вы должны сообщить нам, в чем заключается дефект, и указать номер своего заказа. МЫ НЕ РЕМОНТ ИЛИ ЗАМЕНА ИЗДЕЛИЯ с истекшим сроком гарантии.
Вы соглашаетесь со всеми вышеперечисленными правилами при заказе на Aliexpress!

Мы поддерживаем высокие стандарты качества и стремимся к 100% удовлетворенности клиентов! Обратная связь очень важна. Мы просим вас немедленно связаться с нами, прежде чем вы дадите нам нейтральный или отрицательный отзыв, чтобы мы могли удовлетворительно решить ваши проблемы.
Невозможно решать вопросы, если мы не знаем о них!
