Алюминиевая проволока для сварки: Сварочная алюминиевая проволока, купить по низкой цене проволоку сварочную алюминиевую в интернет-магазине СВАРБИ
alexxlab | 27.04.2019 | 0 | Разное
цены от 508 рублей, отзывы, производители, поиск и каталог моделей
Другой город Абакан Алдан Александров Алексин Анапа Ангарск Армавир Архангельск Асбест Астрахань Балабаново Балаково Балашиха Балашов Барнаул Батайск Бежецк Белгород Березники Березовский Бийск Благовещенск Бор Борисоглебск Братск Бронницы Брянск Бузулук Великие Луки Великий Новгород Видное Владикавказ Владимир Волгоград Волгодонск Волжский Вологда Волоколамск Воронеж Воскресенск Выборг Вышний Волочек Вязьма Глазов Грозный Гусь-Хрустальный Дзержинск Дмитров Долгопрудный Домодедово Донской Дубна Егорьевск Екатеринбург Елабуга Елец Железногорск Железнодорожный Жуковский Звенигород Зеленоград Зеленодольск Златоуст Иваново Ивантеевка Ижевск Иркутск Истра Йошкар-Ола Казань Калининград Калуга Каменка Кашира Кемерово Кимры Кингисепп Кинешма Киржач Кириши Киров Клин Клинцы Ковров Коломна Конаково Копейск Королев Костомукша Кострома Красногорск Краснодар Красноярск Кропоткин Кстово Курган Курск Липецк Лиски Луховицы Лыткарино Люберцы Магнитогорск Майкоп Малоярославец Миасс Мичуринск Можайск Москва Московский Мурманск Муром Мытищи Набережные Челны Нальчик Наро-Фоминск Нахабино Нижний Новгород Нижний Тагил Новокузнецк Новокуйбышевск Новомосковск Новороссийск Новосибирск Новочебоксарск Новочеркасск Ногинск Обнинск Одинцово Озерск Октябрьский Омск Оренбург Орехово-Зуево Орск Орёл Павлово Пенза Переславль-Залесский Пермь Петрозаводск Печора Подольск Покров Псков Пушкино Раменское Реутов Ржев Рославль Россошь Ростов-на-Дону Рыбинск Рязань Салават Салехард Самара Санкт-Петербург Саранск Саратов Саров Сасово Севастополь Северодвинск Сергиев Посад Серов Серпухов Смоленск Солнечногорск Сортавала Сочи Ставрополь Старый Оскол Стерлитамак Ступино Сургут Сходня Сызрань Таганрог Тамбов Тверь Темрюк Тольятти Томск Троицк Московская обл. Троицк Челябинская обл. Тула Тюмень Ульяновск Уфа Ухта Фрязино Химки Чайковский Чебоксары Челябинск Череповец Чехов Шадринск Шатура Шахты Щекино Щелково Щербинка Электросталь Энгельс Ялта Ярославль
Троицк Челябинская обл. Тула Тюмень Ульяновск Уфа Ухта Фрязино Химки Чайковский Чебоксары Челябинск Череповец Чехов Шадринск Шатура Шахты Щекино Щелково Щербинка Электросталь Энгельс Ялта Ярославль
По популярностиПо отзывамПо возрастанию ценыПо убыванию ценыПо рейтингу Фильтры
Перейти в рубрику
Полезная информация:
Проволока алюминиевая сварочная в Санкт-Петербурге
В наличии и на заказ у нас большой выбор проволоки алюминиевой сварочной. В подборе подходящего варианта вам помогут карточки товара, где есть характеристики, фото, видео и отзывы покупателей. Выбирайте проволоку алюминиевую сварочную на нашем сайте и оформляйте заказ – нажав кнопку «в корзину» или позвонив по телефону менеджеру. Будьте уверены, что получите качественный товар в Санкт-Петербурге с гарантией и доставкой. Ведь ВсеИнструменты.ру – официальный дилер ведущих мировых производителей.
Ваш город
Санкт-Петербург

Сварка алюминия полуавтоматом (MIG/MAG) | Тиберис
Алюминий без преувеличения является одним из наиболее часто используемых человеком металлов. Но, проводить над ним сварочные работы из-за особых химических свойств намного сложнее, чем с обыкновенной сталью, особенно если вы не являетесь специалистом сварочного дела. И все же, для этого существует весьма удобный способ, требующий меньше навыков– сварка алюминия полуавтоматом (MIG/MAG), позволяющая легко преодолеть сопротивление тончайшей оксидной пленки металла и в результате получить отличное соединение. Подробнее об этом способе вы узнаете из нашей статьи.
Содержание
Что представляет собой сварка алюминия полуавтоматом
Сварка алюминия и его сплавов полуавтоматом (MIG/MAG-сварка) производится сварочной проволокой (некоторые сварщики употребляют название – плавящийся электрод) для алюминия и сплавов в среде газа или самозащитной проволокой. При этом для защиты алюминия от окисления используется инертный газ, чаще всего аргон. Подача присадочной проволоки происходит автоматически, а перемещение горелки сварщик осуществляет вручную.
Сварка алюминия полуавтоматом без газа не рекомендуется к применению и встречается гораздо реже, так как в этом случае:
- значительно повышается пористость шва и уменьшается его прочность;
- застывший шлак плохо отделяется;
- присутствует сильное разбрызгивание металла.
Единственной серьезной причиной, благодаря которой такой способ сварки все же используется, является его очевидная дешевизна. Поэтому сварка алюминия полуавтоматом без аргона распространена среди кустарей-одиночек, экономящих на качестве сварного шва.
В отличие от стали алюминий обладает гораздо большей теплопроводностью, поэтому при работе с ним скорость подачи проволоки увеличивается, а поверхность массивных свариваемых изделий необходимо дополнительно прогревать.
Чаще всего сварку алюминия полуавтоматом используют для сварочных работ в промышленных масштабах, в том числе в авиационной и судостроительной промышленности. Тем более, что в этом случае используются:
- высококачественный инертный газ и присадочная проволока;
- труд профессиональных сварщиков;
- дорогостоящее профессиональное оборудование.
Вместе, эти три важнейших фактора обеспечивают первоклассный результат.
Чем отличается сварка алюминия полуавтоматом от аргонодугового (TIG) метода
Основных отличий всего несколько:
- Главное отличие этих двух методов заключается в типе используемого электрода. Для аргонодуговой сварки используются электроды из тугоплавкого вольфрама, а при MIG-сварке применяется алюминиевая проволока.
- Кроме того, аргонодуговой метод предназначен лишь для ручной сварки.
- Аргонодуговой сваркой завариваются более ответственные участки из-за более высокой прочности соединения.
- Сварка вольфрамовым электродом (TIG) требует больше денежных затрат на расходные материалы (комплектующие).
Аргонодуговой метод является весьма распространенным на производстве и в бытовых условиях, поэтому заслуживает более подробного описания, которое вы можете изучить по ссылке.
Сварочный полуавтомат для сварки алюминия может быть оснащен стандартными функциями и с импульсным режимом. Использование последнего дает больший эффект, так как под воздействием мощного импульса происходит моментальное пробивание оксидной пленки на поверхности свариваемого изделия. Каждая капля расплавленного алюминия из проволоки в момент действия импульса высокого напряжения вдавливается в поверхность. В результате значительно повышается качество сварного шва при значительном уменьшении разбрызгивания металла.
Особенности и преимущества сварки алюминия полуавтоматом
У сварки алюминия полуавтоматом есть несомненные преимущества, а также некоторые особенности. К ним относятся:
К ним относятся:
- Высокая производительность. По сравнению с аргонодуговой сваркой скорость возрастает в три раза.
- Простота. Этот метод значительно проще, чем аргонодуговой, им легко может овладеть даже любитель. Поэтому сварка алюминия полуавтоматом своими руками представляется вполне обыденным делом.
- Важность наличия импульсного режима в полуавтомате. Так как в этом случае эффективность выполнения сварочных работ и качество шва на выходе значительно возрастают.
- Необходимость использования высококачественной сварочной проволоки (присадки). В противном случае стабильность и эффективность процесса сварки может серьезно пострадать.
- Для алюминия чаще всего выставляют подачу проволоки на 15-20% выше, чем для той же толщины черного металла (стали) и приблизительно на 30 процентов больше напряжения.
Требования к оборудованию и расходным материалам
Чтобы окончательно разобраться с вопросом, можно ли полуавтоматом варить алюминий, необходимо четко уяснить дополнительные требования к используемому оборудованию и расходным материалам:
- Ток должен иметь обязательно обратную полярность, потому что в таком случае оксидная пленка не разрушается.
- Механизм подачи проволоки должен иметь четыре ролика, так как мягкий алюминий легко сминается при возникновении сопротивления в момент подачи. Важно, чтобы ролик был U-образный, гладкий и без насечек. На картинке справа хоть и правильной формы, но с насечками- такой не подойдет.
- Диаметр проволоки должен быть меньше, чем у наконечника, так как при нагреве алюминий расширяется сильнее, чем сталь. Для сварки рекомендуем использовать проволоку – AlMg5 по ссылке или её аналоги.
- Желательно использовать чистый аргон в качестве инертного газа, так как в этом случае обеспечивается максимальное качество сварного шва
- Сварочная горелка должна иметь специальный тефлоновый рукав для того, чтобы уменьшить трение алюминиевой проволоки.

- Сварка МИГ-МАГ алюминиевых сплавов рекомендуется на толщинах более 3мм и важно использовать формирующую подкладку с канавкой.
Как правильно выбрать полуавтомат для сварки алюминия
Выше вы уже узнали, как сваривать алюминий полуавтоматом. Теперь пора определиться с тем, как сориентироваться среди многообразия моделей и приобрести наиболее подходящий вариант полуавтомата.
Выбор действительно имеется очень обширный. Все варианты можно условно разбить на такие основные группы:
- Бюджетные
- Среднего класса
- Среднего класса с импульсным режимом
- Промышленные модели с импульсным режимом
Бюджетные полуавтоматы
Эти модели прекрасно подходят для использования в быту. Они отличаются компактными размерами, небольшим весом и способны работать от обычной сети напряжением в 220 Вольт.
Если вы намерены заниматься сварочными работами периодически, для собственных нужд, их возможностей будет вполне достаточно.
Примерами моделей этой группы могут служить Сварог EASY MIG 160 или Сварог PRO MIG 160. Вторая модель может работать в двух- и четырех тактовом режиме и обеспечивает форсаж дуги.
Полуавтоматы среднего класса
Обладают более выдающимися техническими характеристиками (большим током, плавностью регулирования тока и скорости подачи проволоки). Но они, как и бюджетные модели, нуждаются в некоторых корректировках – настройке горелки и замене роликов.
Среди прочих моделей можно отметить финский KEMMPI MinarcMIG EVO 200 и американский Lincoln Electric Speedtec 200C
Полуавтоматы среднего класса с импульсным режимом
Представляют собой многофункциональные устройства со множеством встроенных программ сварки. Наличие импульсного режима обеспечивает высочайшее качество сварного шва, а надежные комплектующие гарантируют длительность использования.
Прекрасными образцами моделей этой группы являются Helvi TP 220 и EWM Picomig 180 Puls.
Промышленные модели с импульсным режимом
Работают от напряжения 380 В, оснащены системой жидкостного охлаждения. Обеспечивают максимальную производительность труда во время сварки при высоком качестве шва. Просты в управлении и разработаны на основе новейших технологий.
Достойными представителями этой группы являются EWM Phoenix 501 Puls и EWM Phoenix 401.
Использование полуавтоматов для сварки алюминия – это весьма продуманное и правильное решение, которое приняли многие практичные люди. В компании Тиберис эти устройства вы всегда приобретаете на выгодных условиях.
Видео сварки алюминия сварочным полуавтоматом
Видео-материал для наглядного ознакомления, который показывает процесс сварки алюминия аппаратом МИГ/МАГ. Это не учебный ролик.
Проволока и прутки для сварки алюминия
Алюминий, благодаря своей доступности и уникальным показателям проводимости, пластичности, а также малому весу, имеет исключительную ценность для многих производственных и бытовых сфер.В чистом или легированном виде этот металл очень активно используется в строительстве, пищевой и химической индустрии, для изготовления лёгких, но прочных деталей различных механизмов в судостроении, авиапроме и автомотостроении.
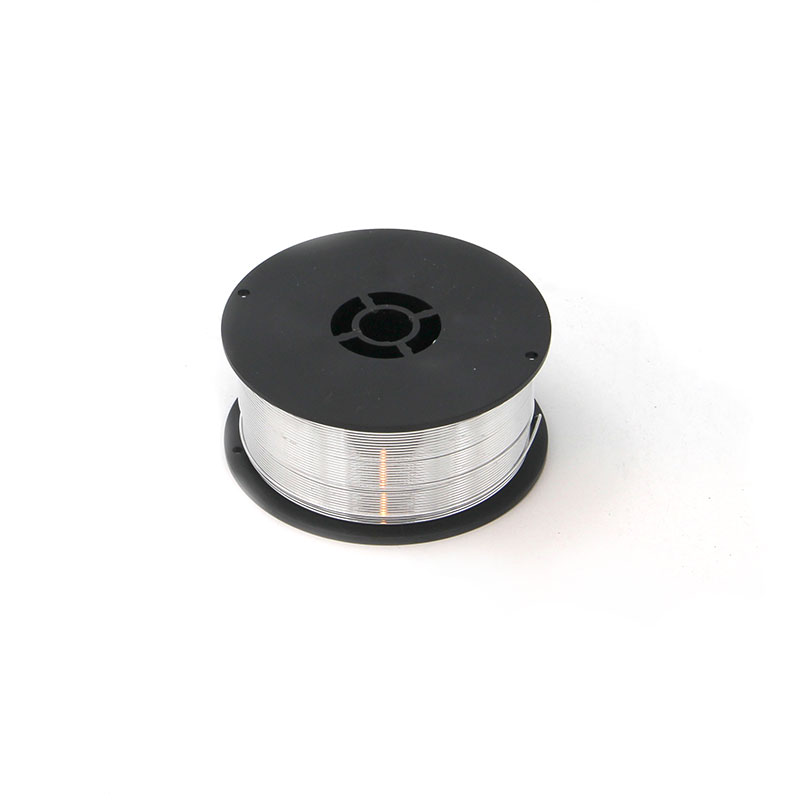
При проведении работ по алюминию MIG сваркой используют сварочную проволоку из алюминия и защитный газ. Проволока изготавливается путём вытягивания металла основы или прессованием, при этом она может быть нормальной или повышенной точности отделки. Она фасуется в катушки и может иметь диаметр сечения 0,8 мм – 1,6 мм. По весу и диметру посадочного отверстия различают следующие катушки:
0,5 кг, – диам = 20 мм
2 кг, 7 кг, – диам = 50 мм
Возможная модификация алюминиевой сварочной проволоки состоит в термообработке и/или добавлении легирующих добавок. Тем самым может быть увеличена жаростойкость, упругость, прочность, а также улучшена устойчивость к коррозии сварочного шва.
Использование алюминиевой сварочной проволоки в штатной полуавтоматической сварке требует особого подхода и ряда доработок ввиду прихотливости материала.
Рассмотрим всё по порядку:
Во-первых, узел подачи – алюминиевая сварочная проволока мягче стальной, поэтому необходимо обеспечить её прижим к ведущим роликам с силой, достаточной для протяжки, и исключающей деформацию. Для этого рекомендуется использовать 4-хроликовую систему с поверхностью канавки ролика U-образной формы и гладкими краями. Тормозную систему необходимо отрегулировать таким образом, чтобы проволока не образовывала “бороды” при остановке.
Во-вторых, сварочная горелка – направляющий и канал и контактный наконечник для стальной проволоки, могут создать дополнительное сопротивление, что будет мешать равномерной подаче. Чтобы уменьшить трение, эти компоненты заменяет канал из тефлона.
Шланг горелки должен быть прямой, без перегибов, скручиваний, и иметь длину не больше трёх метров, чтобы уменьшить трение и не деформировать алюминиевую сварочную проволоку. В случае если его длины не хватает, пользуйтесь полуавтоматами с отдельным подающим механизмом, встроенным в рукоять горелки – Spool Gun (в них используются катушки по 0,5 кг).
Со стороны евро разъёма тефлоновый канал устанавливается вплотную к роликам горелки, а место стыка герметизируется, чтобы предотвратить утечку защитного газа.
И в-третьих – специальный контактный наконечник для алюминиевой сварочной проволоки. Он отличается наличием фаски на выходе, так как алюминий сильнее расширяется при нагревании.
Информация:
Для работы с алюминием лучше всего использовать специализированные полуавтоматы, позволяющие подавать ток импульсами. Благодаря этому возможен мелкокапельный перенос металла – лучший режим для сварки алюминия.
Как и все аналогичные изделия, алюминиевая сварочная проволока маркируется в соответствии с её составом и другими характеристиками (Рис. 1).
Советы
Не ранее чем за сутки до работы зачистите заготовку металлической щёткой, это позволит быстрее разрушить оксидную плёнку в начале сварки и увеличит её скорость.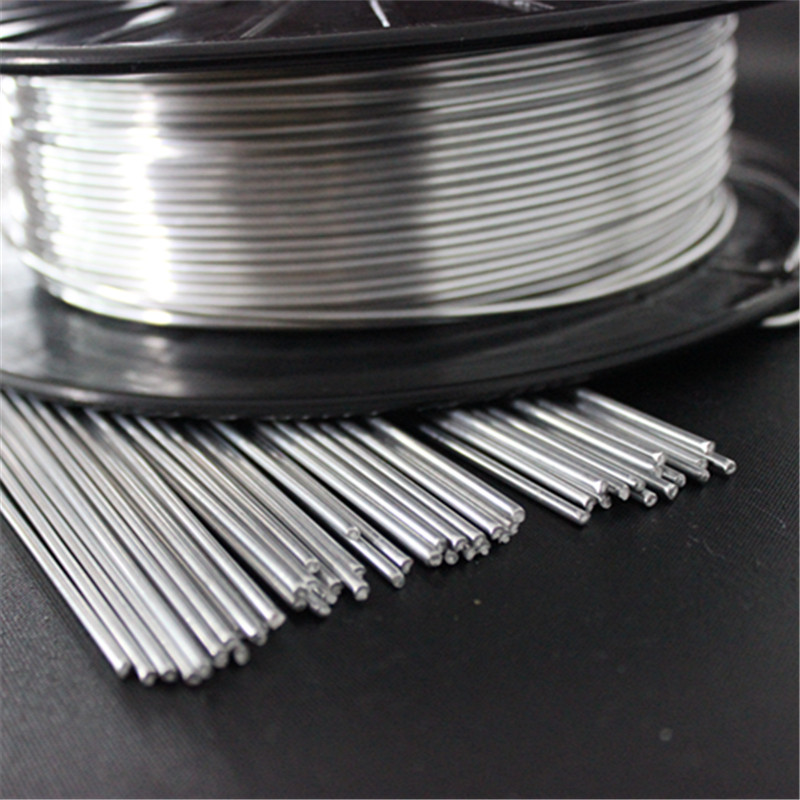
Если толщина детали больше 10 мм, то непосредственно перед самой сваркой её необходимо прогреть – это позволит упростить начало сварки и исключить вероятность прожога.
Алюминий при нагревании остаётся фактически того же цвета что и обычно, поэтому в процессе работы затруднительно контролировать размер сварочной ванны. В случае однослойной детали для предотвращения прожога или провала используется керамическая, графитовая или стальная подкладка.
Алюминиевая сварочная проволока, делится по качеству на бюджетную и премиум класса. Любая из них имеет полное соответствие ГОСТу, но на важных объектах рекомендуется использовать комплектующие премиум класса, в силу их запаса качества.
Мы рассмотрим несколько самых популярных видов алюминиевой сварочной проволоки премиум класса одного из немецких брендов.
ARC 1070
Аналог: Св.-А97
Алюминиевая сварочная проволока для работы с металлом без примесей (Al 99, Al 99,8), а также сплавами типа АД1 и АМц. Металл шва имеет хорошую коррозийную стойкость. Для листов толщиной около 15 мм требуется нагрев до 150°С.
ARC 1450
Аналог: Св.-А85
Отличается от ARC 1070 наличием добавки титана (~0,15% Ti), это уменьшает вероятность возникновения трещин во время работы и усиляет коррозийностойкость.
ARC 5754
Аналог : Св.-АМг 3
Сварочная алюминиевая проволока, улучшенная добавкой магния (~3% Mg). Применяется для сваривания алюминиевомагниевых сплавов (AlMg 1,8, AlMg 3, AlMg 0,5 , или AlMn 1). Благодаря добавке, шов имеет хорошую прочность.
Активно используется для строительных и ремонтных работ, в пищевом и химическом производстве.
ARC 5356
(Аналог: Св.-АМг 5)
Алюминиевая сварочная проволока. Имеет легирующую добавку магния (~5% Mg) и сваривает алюминиевомагниевые и алюминиевомагниевокремниевые сплавы (AlMg 1,8, AlMg 3, AlMg 5 , или AlMgSi 1).
Нашла применение в машино- и судостроении, при изготовлении емкостей и резервуаров.
ARC 5183
Аналог: Св. -АМг 5
-АМг 5
Сварочная проволока из алюминия, с добавкой магния (~5% Mg). Подходит для сварки алюминиевых сплавов с добавлением магния (Mg) и магния (Mg) с кремнием (Si), таких как AlMg 3, AlMg 4,5 Mn, или AlMg 5. Имеет хорошую прочность и коррозийностойкость сварочного шва.
Нашла широкое применение в пищевой (молочной, пивоваренной) индустрии, судо- и автомотостроении, используется для конструирования криооборудования.
ARC 5087
Аналог: Св 1557
Алюминиевая сварочная проволока, с примесью магния (~5% Mg), для работы с алюминиевомагниевыми сплавами (AlMg 3, AlMg 4,5 Mn, или AlMg 5). Содержит в себе малый процент циркония (~0,15% Zr), что существенно снижает шанс появления трещин при сварке.
Применяется для изготовления чанов и емкостей в пищевой и химической индустрии.
ARC 4043
Аналог: Св.-АК5, Св.-АК6
Сварочная алюминиевая проволока, с добавкой кремния (~5% Si). Улучшает свариваемость изделий подвергающихся термообработке.
Часто применяется для сваривания частей двигателя внутреннего сгорания, опорных плит, в пищевой промышленности.
ARC 4047
Аналог: Св.-АК10, Св.-АК12
Алюминиевая сварочная проволока с добавкой кремния (~12% Si). Идеальна для сварки силуминов и сплавов с содержанием легирующих элементов до 2%. Благодаря наличию кремния, при сварке наблюдается повышенная жидкотекучесть и низкая температура кристаллизации шва.
Используется для изготовления деталей машин и автоматов, работающих при высоких температурах, для изготовления емкостей, сварки тонколистных металлов.
Порошковая проволока для сварки алюминия
Алюминий и его сплавы очень широко применяются как для изготовления промышленного оборудования, так и для производства товаров широкого потребления. Очень часто требуется ремонт этих изделий, и с точки зрения параметров цена-качество наиболее подходящим техпроцессом остается только сварка или наплавка. Делается это с помощью сварочного аппарата и сварочной алюминиевой проволоки для полуавтомата.
Виды алюминиевой проволоки и правила ее применения
Сварочная алюминиевая проволока для полуавтомата представляет собой отдельные прутки или катушки определенного диаметра. В любом случае они герметично упакованы. С этим связана первая особенность использования данного материала.
- Электроды для работы по алюминию не рекомендуется использовать при проведении важных и требующих высокого качества работ. Они уместны не в производственных, а в домашних, бытовых целях
Дело в том, что алюминий в обычных условиях покрыт прочной и эластичной оксидной пленкой. Температура ее плавления — около 2500º С. В это же время плавление чистого алюминия не выше 600º С. Для сплавов ситуация не сильно отличается.
- Для эффективного очищения и обезжиривания алюминия и его сплавов рекомендуется дополнить механическую очистку использованием химических веществ (например, уайт-спирита, ацетона или особой горячей щелочной ванны)
Следствием этой особенности алюминия и его сплавов является необходимость предварительного удаления оксидной пленки с поверхности соединяемых деталей (например, механическим или ручным инструментом). Сам же электрод должен быть чист от оксида изначально.
- Если упаковка электродов не израсходована до конца — ее нужно снова герметично упаковать с добавлением внутрь силикагеля для поглощения проникшей влаги
Алюминиевая проволока для полуавтомата
При выборе проволоки для сварки алюминиевых сплавов нужно учитывать какие качества требуются от будущего сварного шва:
- Сопротивляемость шва на разрыв.
- Пластичность соединения.
- Стойкость к коррозии.
- Стойкость к растрескиванию от нагрева.
- Диаметр алюминиевой проволоки для сварки полуавтоматом без газа должен быть больше толщины свариваемых ею деталей на 0.
 3-0.5 мм
3-0.5 мм
Удобнее всего воспользоваться приводимой ниже таблицей.
При использовании сварочных электродов нужно помнить о необходимости их предварительной подготовки. В специальной покупной или самодельной печи проводится предварительный равномерный нагрев электродов и их так называемая прожарка. Это позволит формировать очень качественный шов.
- Алюминий при нагреве не меняет своего цвета, в отличии от многих других металлов, поэтому нужно быть особенно осторожным при работе с ним — легко довести до прожига
Кроме предварительной подготовки электродов всегда нужно подготовить и соединяемые детали. Их нужно заранее равномерно прогреть. И следить за сохранением этого равномерного прогрева все время формирования шва.
- Щелочная ванна — это наиболее эффективный способ комплексной очистки от оксидной пленки и обезжиривания алюминиевых деталей. Для нужно составить особый раствор из 2 литров чистой воды, 100 г тринатрийфосфата, 100 г соды и 50 г жидкого стекла. Раствор должен быть нагрет до температуры 60-70º С
Нужно учитывать и то, что алюминий склонен неравномерно остывать и, как следствие, трескаться. Конечно, это компенсируется пластичностью этого металла. Но если сварные швы расположить слишком близко друг от друга (около 10-15 мм ), то обязательно появятся трещины.
- Расплавленный алюминий и его сплавы очень текучи. Именно поэтому все швы делаются в один слой за один проход. При возможности рекомендуется использовать ограничивающие расплавленный металл вкладыши
Особенности подающих механизмов для алюминиевой сварочной проволоки
Для сварки алюминия всегда применяют защитный газ. Наиболее часто применяется аргон или его смесь с гелием. Отдельным вариантом может быть использование порошковых электродов — они способны сами генерировать защитное газовое облако. Но из-за довольно высокой цены и требовательности к профессионализму сварщика использование таких электродов не всегда уместно.
Отдельным вариантом может быть использование порошковых электродов — они способны сами генерировать защитное газовое облако. Но из-за довольно высокой цены и требовательности к профессионализму сварщика использование таких электродов не всегда уместно.
Без защитного газового облака алюминий невозможно качественно сварить или наплавить. Его оксидная пленка загрязняет шов, ее высокая температура плавления приводит к деформации самих соединяемых деталей, к их прожегу.
К сварочному аппарату при работе с алюминием появляется несколько дополнительных требований:
- Подающий кабель не должен быть длиннее 3 метров. Идеальным будет кабель с внутренним каналом, покрытым тефлоном. Это минимизирует риск деформации проволоки и заторов при подаче. Последнее не редкость при использовании для сварки полуавтоматом алюминиевой проволоки диаметром 0.8 мм.
- Использование стандартного наконечника горелки неприемлемо. Нужно заменить его в соответствии с диаметром используемой проволоки — больше ее на 1.5-2 мм. Например, если используется алюминиевая проволока для полуавтомата диаметром 1.0 мм, то диаметр отверстия в наконечнике должен быть около 2.5-3 мм.
- Тормозное устройство бобины с проволокой должно быть надежным и проверенным непосредственно перед началом работ. Оно должно обеспечивать моментальную остановку бобины и не допускать ее самопроизвольные поворот.
- Стандартный для большинства полуавтоматических сварочных аппаратов подающий механизм нужно заменить на специальный для алюминиевой проволоки. Его отличие в большем числе подающих роликов — их четыре. А также в том, что рабочая поверхность каждого из роликов имеет особую канавку. Из-за этого алюминиевая проволока для полуавтомата не сможет деформироваться и застревать.
- Помните о необходимости соблюдения рекомендованных для свариваемых типов металла показателей тока и полярности его подключения.
 В противном случае неизбежен прожег или непровар
В противном случае неизбежен прожег или непровар
Для сварки деталей, выполненных из алюминия и сплавов на его основе, используется алюминиевая проволока, с помощью которой также выполняется наплавка заготовок из данного металла. Все работы с использованием такой проволоки осуществляются в среде защитного газа, в качестве которого чаще всего применяется аргон. Алюминиевая сварочная проволока, если она подобрана правильно, способна обеспечить высокое качество и надежность формируемого сварного шва, стабильность его механических характеристик.
Катушка алюминиевой сварочной проволоки
Алюминий, как известно, является одним из самых сложных металлов в плане выполнения сварочных работ. Этот факт, который может подтвердить любой опытный сварщик, объясняется свойствами данного металла: на его поверхности всегда присутствует тугоплавкая окисная пленка. Сам же алюминий, если не брать во внимание упомянутую пленку, имеет невысокую температуру плавления, что также вносит сложности в процесс выполнения сварки.
Оптимальным способом получения надежных соединений деталей, выполненных из алюминия и его сплавов, является механизированная дуговая сварка. Для ее осуществления используется алюминиевая проволока.
Виды алюминиевой проволоки и правила ее применения
Присадочная проволока, которая используется для соединения деталей, изготовленных из алюминия и его сплавов, может относиться к одной из двух категорий:
- Алюминиевая проволока, применяемая для выполнения технологической операции холодной высадки (требования к качественным характеристикам такой присадочной проволоки оговариваются в ГОСТ 14838-78).
- Проволока для сварки алюминия, а также сплавов на основе данного металла.
Рекомендуемые марки проволок для сварки алюминиевых сплавов
Выбирая сварочную проволоку для сварки алюминиевых сплавов с различным химическим составом, лучше остановить свой выбор на универсальных типах такого расходного материала. Кроме высокой надежности получаемого соединения, такая проволока позволяет обеспечить:
Кроме высокой надежности получаемого соединения, такая проволока позволяет обеспечить:
- устойчивость сварного шва к образованию горячих трещин;
- высокую прочность формируемого шва;
- пластичность полученного соединения;
- способность сварного шва успешно противостоять коррозионным процессам.
Специальная порошковая проволока позволяет сваривать заготовки без газа. Предлагаемый видеоролик поможет разобраться в целесообразности использования этой технологии.
Правильно подобранная алюминиевая проволока – не единственное условие, позволяющее получить качественное и надежное сварное соединение. Очень большое значение также имеет правильная подготовка соединяемых деталей, которая заключается в тщательной очистке их поверхностей и удалении с них тугоплавкой оксидной пленки. Важно выполнить такую процедуру непосредственно перед началом сварки, так как алюминиевая поверхность под воздействием окружающей среды быстро покрывается оксидной пленкой.
По этой же причине проволока, предназначенная для сварки алюминия, после вскрытия упаковки, в которой она поставляется с завода, должна быть использована достаточно быстро. Иначе ее поверхность будет подвергнута активному окислению. В этом случае качественные характеристики проволоки будут значительно ухудшены, что скажется и на характеристиках формируемого с ее помощью сварного соединения.
Временное хранение вскрытой катушки с алюминиевой проволокой
Проволока, которая применяется для сварки алюминиевых деталей полуавтоматом, может иметь различный химический состав. Для такой сварки используются в основном проволоки, изготовленные на основе алюминия в сочетании с марганцем, кремнием и магнием. Выбор конкретного типа зависит от того, какие элементы входят в химический состав свариваемых деталей.
Особенности подающих механизмов для алюминиевой сварочной проволоки
Стандартный подающий механизм полуавтомата не слишком подходит для работы с алюминиевой проволокой. Объясняется это такими характеристиками данного металла, как высокая пластичность и теплопроводность.
Объясняется это такими характеристиками данного металла, как высокая пластичность и теплопроводность.
Подающий механизм стандартного полуавтомата для сварки, в котором применяются два ролика, может смять мягкую алюминиевую проволоку, что приведет к ее застреванию в механизме. Именно поэтому при использовании в полуавтомате алюминиевой проволоки необходимо оснащать его подающим механизмом, состоящим из 4 роликов, каждый из которых имеет U-образный профиль рабочей канавки.
Механизм подачи проволоки с четырьмя роликами
Для работы с полуавтоматом, в котором будет использоваться проволока из алюминия, необходимо оснащать его подающим шлангом минимальной длины (до 3 метров). В противном случае мягкая проволока будет просто застревать в длинном подающем шланге. Данную проблему помогает решить использование подающего канала из тефлона, что даст возможность значительно уменьшить трение проволоки о стенки такого канала.
Чтобы избежать застревания алюминиевой проволоки, которая отличается высоким коэффициентом теплового расширения, в наконечнике полуавтомата для сварки, следует подбирать наконечник таким образом, чтобы отверстие в нем было несколько больше (на 1–2 мм), чем диаметр самой проволоки.
Комплект различных наконечников облегчает подбор нужного отверстия для проволоки
Подающий механизм полуавтомата, на котором планируется использовать проволоку из алюминия, должен работать без перебоев, которые являются частой причиной застревания проволоки в канале подачи. Перебои в работе такого механизма чаще всего возникают по причине нестабильной работы тормозного устройства катушки. Чтобы в процессе выполнения сварки таких проблем не возникало, необходимо отрегулировать усилие, создаваемое катушкой: оно должно иметь возможность уменьшения до минимума. В то же время такого усилия должно быть достаточно для того, чтобы предотвращать поворот катушки.
Правильный выбор проволоки для выполнения полуавтоматической сварки алюминиевых деталей в среде аргона, а также параметров выполнения такого технологического процесса позволяет не только получать качественные, надежные и красивые сварные швы, но и минимизировать риск возникновения брака при их выполнении. К таким параметрам относятся не только диаметр используемой проволоки и ее химический состав, но и скорость ее подачи, а также значения сварочного тока и полярность его подключения.
К таким параметрам относятся не только диаметр используемой проволоки и ее химический состав, но и скорость ее подачи, а также значения сварочного тока и полярность его подключения.
Объем сварочных работ в домашней мастерской обычно не требует большого расхода алюминиевой проволоки, но маленькие катушки подходят не ко всем аппаратам. Установить бобину небольшого размера поможет смекалка, как показано на видео.
Алюминий без преувеличения является одним из наиболее часто используемых человеком металлов. Но, проводить над ним сварочные работы из-за особых химических свойств намного сложнее, чем с обыкновенной сталью, особенно если вы не являетесь специалистом сварочного дела. И все же, для этого существует весьма удобный способ, требующий меньше навыков– сварка алюминия полуавтоматом (MIG/MAG), позволяющая легко преодолеть сопротивление тончайшей оксидной пленки металла и в результате получить отличное соединение. Подробнее об этом способе вы узнаете из нашей статьи.
Содержание
Что представляет собой сварка алюминия полуавтоматом
Сварка алюминия и его сплавов полуавтоматом (MIG/MAG-сварка) производится сварочной проволокой (некоторые сварщики употребляют название – плавящийся электрод) для алюминия и сплавов в среде газа или самозащитной проволокой. При этом для защиты алюминия от окисления используется инертный газ, чаще всего аргон. Подача присадочной проволоки происходит автоматически, а перемещение горелки сварщик осуществляет вручную.
Сварка алюминия полуавтоматом без газа не рекомендуется к применению и встречается гораздо реже, так как в этом случае:
- значительно повышается пористость шва и уменьшается его прочность;
- застывший шлак плохо отделяется;
- присутствует сильное разбрызгивание металла.
Единственной серьезной причиной, благодаря которой такой способ сварки все же используется, является его очевидная дешевизна. Поэтому сварка алюминия полуавтоматом без аргона распространена среди кустарей-одиночек, экономящих на качестве сварного шва.
Поэтому сварка алюминия полуавтоматом без аргона распространена среди кустарей-одиночек, экономящих на качестве сварного шва.
В отличие от стали алюминий обладает гораздо большей теплопроводностью, поэтому при работе с ним скорость подачи проволоки увеличивается, а поверхность массивных свариваемых изделий необходимо дополнительно прогревать.
Чаще всего сварку алюминия полуавтоматом используют для сварочных работ в промышленных масштабах, в том числе в авиационной и судостроительной промышленности. Тем более, что в этом случае используются:
- высококачественный инертный газ и присадочная проволока;
- труд профессиональных сварщиков;
- дорогостоящее профессиональное оборудование.
Вместе, эти три важнейших фактора обеспечивают первоклассный результат.
Чем отличается сварка алюминия полуавтоматом от аргонодугового (TIG) метода
Основных отличий всего несколько:
- Главное отличие этих двух методов заключается в типе используемого электрода. Для аргонодуговой сварки используются электроды из тугоплавкого вольфрама, а при MIG-сварке применяется алюминиевая проволока.
- Кроме того, аргонодуговой метод предназначен лишь для ручной сварки.
- Аргонодуговой сваркой завариваются более ответственные участки из-за более высокой прочности соединения.
- Сварка вольфрамовым электродом (TIG) требует больше денежных затрат на расходные материалы (комплектующие).
Аргонодуговой метод является весьма распространенным на производстве и в бытовых условиях, поэтому заслуживает более подробного описания, которое вы можете изучить по ссылке.
Сварочный полуавтомат для сварки алюминия может быть оснащен стандартными функциями и с импульсным режимом. Использование последнего дает больший эффект, так как под воздействием мощного импульса происходит моментальное пробивание оксидной пленки на поверхности свариваемого изделия. Каждая капля расплавленного алюминия из проволоки в момент действия импульса высокого напряжения вдавливается в поверхность. В результате значительно повышается качество сварного шва при значительном уменьшении разбрызгивания металла.
В результате значительно повышается качество сварного шва при значительном уменьшении разбрызгивания металла.
Особенности и преимущества сварки алюминия полуавтоматом
У сварки алюминия полуавтоматом есть несомненные преимущества, а также некоторые особенности. К ним относятся:
- Высокая производительность. По сравнению с аргонодуговой сваркой скорость возрастает в три раза.
- Простота. Этот метод значительно проще, чем аргонодуговой, им легко может овладеть даже любитель. Поэтому сварка алюминия полуавтоматом своими руками представляется вполне обыденным делом.
- Важность наличия импульсного режима в полуавтомате. Так как в этом случае эффективность выполнения сварочных работ и качество шва на выходе значительно возрастают.
- Необходимость использования высококачественной сварочной проволоки (присадки). В противном случае стабильность и эффективность процесса сварки может серьезно пострадать.
- Для алюминия чаще всего выставляют подачу проволоки на 15-20% выше, чем для той же толщины черного металла (стали) и приблизительно на 30 процентов больше напряжения.
Требования к оборудованию и расходным материалам
Чтобы окончательно разобраться с вопросом, можно ли полуавтоматом варить алюминий, необходимо четко уяснить дополнительные требования к используемому оборудованию и расходным материалам:
- Ток должен иметь обязательно обратную полярность, потому что в таком случае оксидная пленка не разрушается.
- Механизм подачи проволоки должен иметь четыре ролика, так как мягкий алюминий легко сминается при возникновении сопротивления в момент подачи. Важно, чтобы ролик был U-образный, гладкий и без насечек. На картинке справа хоть и правильной формы, но с насечками- такой не подойдет.
- Диаметр проволоки должен быть меньше, чем у наконечника, так как при нагреве алюминий расширяется сильнее, чем сталь.
 Для сварки рекомендуем использовать проволоку – AlMg5 по ссылке или её аналоги.
Для сварки рекомендуем использовать проволоку – AlMg5 по ссылке или её аналоги. - Желательно использовать чистый аргон в качестве инертного газа, так как в этом случае обеспечивается максимальное качество сварного шва
- Сварочная горелка должна иметь специальный тефлоновый рукав для того, чтобы уменьшить трение алюминиевой проволоки.
- Сварка МИГ-МАГ алюминиевых сплавов рекомендуется на толщинах более 3мм и важно использовать формирующую подкладку с канавкой.
Как правильно выбрать полуавтомат для сварки алюминия
Выше вы уже узнали, как сваривать алюминий полуавтоматом. Теперь пора определиться с тем, как сориентироваться среди многообразия моделей и приобрести наиболее подходящий вариант полуавтомата.
Выбор действительно имеется очень обширный. Все варианты можно условно разбить на такие основные группы:
Бюджетные полуавтоматы
Эти модели прекрасно подходят для использования в быту. Они отличаются компактными размерами, небольшим весом и способны работать от обычной сети напряжением в 220 Вольт.
Если вы намерены заниматься сварочными работами периодически, для собственных нужд, их возможностей будет вполне достаточно.
Примерами моделей этой группы могут служить Сварог EASY MIG 160 или Сварог PRO MIG 160. Вторая модель может работать в двух- и четырех тактовом режиме и обеспечивает форсаж дуги.
Полуавтоматы среднего класса
Обладают более выдающимися техническими характеристиками (большим током, плавностью регулирования тока и скорости подачи проволоки). Но они, как и бюджетные модели, нуждаются в некоторых корректировках – настройке горелки и замене роликов.
Среди прочих моделей можно отметить финский KEMMPI MinarcMIG EVO 200 и американский Lincoln Electric Speedtec 200C
Полуавтоматы среднего класса с импульсным режимом
Представляют собой многофункциональные устройства со множеством встроенных программ сварки. Наличие импульсного режима обеспечивает высочайшее качество сварного шва, а надежные комплектующие гарантируют длительность использования.
Наличие импульсного режима обеспечивает высочайшее качество сварного шва, а надежные комплектующие гарантируют длительность использования.
Прекрасными образцами моделей этой группы являются Helvi TP 220 и EWM Picomig 180 Puls.
Промышленные модели с импульсным режимом
Работают от напряжения 380 В, оснащены системой жидкостного охлаждения. Обеспечивают максимальную производительность труда во время сварки при высоком качестве шва. Просты в управлении и разработаны на основе новейших технологий.
Достойными представителями этой группы являются EWM Phoenix 501 Puls и EWM Phoenix 401.
Использование полуавтоматов для сварки алюминия – это весьма продуманное и правильное решение, которое приняли многие практичные люди. В компании Тиберис эти устройства вы всегда приобретаете на выгодных условиях.
Видео сварки алюминия сварочным полуавтоматом
Видео-материал для наглядного ознакомления, который показывает процесс сварки алюминия аппаратом МИГ/МАГ. Это не учебный ролик.
Особенности подачи алюминиевой проволоки
Знание оборудования, настроек и процессовВ последнее время алюминий получил широкое применение как производственный материал. Он используется повсюду – от автомобилей до домашней утвари. В частности, эта популярность породила огромный спрос на сварку алюминия. Алюминий заслужил признание во многих отраслях благодаря своему сверхнизкому весу и высокой коррозионной устойчивости. Алюминиевые детали производятся как на больших, так и мелких предприятиях, поэтому каждому сварщику желательно иметь навыки работы с этим сложным и интересным металлом.
Даже для профессионалов с большим опытом сварки стали алюминий может представлять большие сложности. Во-первых, оборудование нужно настроить специально для работы с мягкой алюминиевой проволокой – обычные параметры для этого могут не подойти. Более того, обычное оборудование для сварки стальной проволокой может легко повредить алюминиевую. Поэтому для обеспечения высокого качества продкции нужно помнить о всех этих особенностях алюминия.
Поэтому для обеспечения высокого качества продкции нужно помнить о всех этих особенностях алюминия.
В этой статье мы рассмотрим три особенности работы с алюминием:
Направляющие |
Проволокопроводы Контактные наконечники |
Натяжение тормозного механизма
Проверьте, что тормозной механизм кассеты настроен слабее, чем для стальной проволоки. Таким образом для перемещения проволоки будет требоваться меньшее усилие.
Таким образом для перемещения проволоки будет требоваться меньшее усилие.
Кабели горелок
Так как жесткость алюминия гораздо меньше, чем у стали, подачу алюминиевой проволоки можно сравнить с «толканием макаронины в гору». Поэтому попробуйте держать горелку как можно ровнее, чтобы снизить риск спутывания.
Источники питания
При выборе источника питания для сварки алюминия нужно задать себе два вопроса: 1) насколько часто придется заниматься сваркой алюминия и 2) по каким толщинам будет вестись сварка? Ответы на эти вопросы подтолкнут Вас в нужном направлении.
Нерегулярная сварка алюминия
Тем, кто не планирует часто заниматься сваркой алюминия, больше подойдет небольшая система с диапазоном сварочного тока 130-170А. Учтите, что такое оборудование подходит только для сварки по определенным толщинам (обычно от 2.4 до 4.8 мм). Также Вам придется купить подходящий набор аксессуаров для сварки алюминия, например, проволокопроводов и контактных наконечников.
Частая сварка алюминия
Тем, кто регулярно занимается разнообразными задачами сварки алюминия, стоит приобрести более мощную систему с большей силой сварочного тока и способностью сваривать материалы большой толщины.
Производители алюминиевых изделий
Серьезным производителям алюминиевых деталей стоит обратить внимание на процессы сварки импульсной дугой. Импульсная сварка позволяет использовать проволоку большего диаметра, что означает меньшие проблемы с подачей и минимальный риск пористости.
Выбор системы подачи
Для сварки алюминия крайне важно иметь подходящую систему подачи проволоки.
Существует три основные группы механизмов подачи:
1. Выталкивающие системы
2. Горелки с механизмом привода
3. Пуш-пульная система
Выталкивающие системы (Push) | Что это такое? Типичное применение Преимущества Недостатки |

Горелки с механизмом привода | Что это такое? Типичное применение
|
 Тем, кому приходится вести сварку на большом расстоянии от источника питания, они могут обеспечить расстояние до 15 м.
Тем, кому приходится вести сварку на большом расстоянии от источника питания, они могут обеспечить расстояние до 15 м.Пуш-пульные системы | Что это такое? Типичное применение
|
Типы пуш-пульных систем
Специальное отделение
В таких системах используется больше всего компонентов, в том числе специальная горелка с механизмом протяжки, источник питания и особое отделение для механизма подачи проволоки.
Дополнительная горелка со вспомогательным двигателем
Некоторые производители предлагают опциональную горелку для обычных выталкивающих систем подачи. В состав таких горелок входит вспомогательный привод. Однако у таких систем есть недостаток – если двигатели механизма подачи и горелки будут перемещать проволоку с разной скоростью или крутящим моментом, возникнет риск залипания или спутывания проволоки.
Независимый источник питания или механизм подачи
Такие системы представляют собой универсальную комбинацию универсального источника питания и механизма подачи проволоки с двигателем, который может легко переключаться между выталкивающим и пуш-пульным режимом подачи. С ними используются настоящие пуш-пульные горелки, которые выступают в роли основного привода и тем самым обеспечивают все преимущества пуш-пульного метода подачи проволоки.
Это оптимальный вид механизмов пуш-пульной подачи проволоки, потому что в них используется наименьшее число компонентов. Вместо трех элементов в них используется только два – сочетание механизма подачи проволоки / источника питания и пуш-пульная горелка. Таким образом затраты на оборудование снижаются примерно на 1500 долларов, потому что покупателям не приходится тратиться на отдельный механизм подачи проволоки.
Некоторые модели, например, Power MIG™: The Professional Choice 300 от Lincoln Electric, предлагают преимущества импульсной сварки с возможностью настройки индивидуальной формы волны сварочного тока специально для сложных работ с алюминием, например, сварки особенно тонкого материала. Универсальные источники питания/механизмы подачи при этом отличаются легким переключением между стальными и алюминиевыми проволоками, так как сварщик может предпочесть выталкивающий или пуш-пульный метод.
Заключение
Прочитав эту статью, Вы теперь будете знать различия между многочисленными доступными системами для MIG-сварки алюминия и сможете сделать оптимальный выбор.
Алюминиевая проволока: производство, маркировка, сварка АП
Алюминиевая проволока (АП) используется для изготовления кабелей, для фиксации каких-либо объектов во время строительных работ, а также для сварки. Но какими технико-прикладными свойствами обладает АП? Как используется алюминиевая проволока для полуавтомата? И какие марки этого материала можно встретить на российском рынке? Ниже мы рассмотрим эти вопросы.
Основные сведения об АП
Алюминиевая проволока (АП) — это тонкий металлический шнур большой длины, который производят из металлических сплавов на основе алюминия. В качестве исходного сырья обычно применяется алюминий с небольшим количеством легирующих добавок — это может быть хром, железо, ванадий, вольфрам, углерод. Легирующие добавки защищает материал от растрескивания, повышают прочность, минимизируют риск коррозии.
Алюминиевая проволока может выпускаться в различных разновидностях, а основными отличиями являются следующие параметры — диаметр сечения материала, наличие дополнительных добавок, технология производства, способ финальной обработки. Для удобства транспортировки АП обычно упаковывают в бухты или катушки.
Технологии производства
Алюминиевая проволока для сварки производится с помощью двух технологий:
- Метод прессования. Для производства берется тонкая деталь-заготовка из алюминия, которая разогревается до высокой температуры. После этого деталь помещается в специальный матричный пресс, где происходит ее прессование, что приводит к уменьшению диаметра до нужных размеров. После нескольких циклов прессования образуется АП нужных размеров. Прессование является хорошим, дешевым методом производства, а с его помощью можно получить хорошую проволоку среднего качества. Существуют точные прессы, которые позволяют получить высококачественную АП. Однако стоят такие прессы достаточно дорого, поэтому на практике такая технология применяется не слишком часто из-за низкой экономической целесообразности.

- Метод волочения. Для производства также используется тонкая деталь-заготовка на основе алюминия. Деталь не подвергается температурной обработке, хотя существуют и тепловые способы обработки материала. Во время волочения заготовка проходит сквозь специальные фасонные отверстия, диаметр которых меньше диаметра заготовки. При прохождении сквозь отверстие диаметр заготовки уменьшается. Чтобы уменьшить исходную заготовку до нужных размеров, исходная деталь помещается сразу в несколько фасонных станков, которые обладают все меньшим и меньшим диаметром отверстия. Волочение является оптимальным способом изготовления АП, однако эта технология является более сложной.
Маркировка алюминиевой проволоки
Согласно ГОСТ любая алюминиевая проволока должна иметь маркировку, которая отражает состав и технологию производства материала. Если АП является иностранным товаром, то в сопроводительной документации необходимо указать дублирующее название на русском языке, которое будет соответствовать нормам ГОСТ. Маркировка имеет вид буквенно-числового кода, который имеет фиксированную структуру. Код состоит из шести блоков, которые можно условно обозначить следующим образом: T XXX Y Z1 Z2 N. Расшифровка кода будет такой:
- T — это индекс, который отражает технологию производства материала. Индекс может принимать два значения: В — волочение, П — прессование.
- XXX — этот индекс отражает наличие примесей в материале. Для отделения одной смеси от другой используется знак точки. Обратите внимание, что указываются только те смеси, которые присутствуют в материале в концентрации 1% или выше. Расшифровка основных индексов-примесей: Св — свинец, А — азот, Мц — марганец, С — кремний, Т — титан, П — фосфор, Ш — магний. Рядом с символом может стоять число — оно отражает процентное содержание этого вещества в материале.
- Y — этот индекс указывает на способ финальной обработки сплава, из которого изготовлен материал. Для случая алюминиевой проволоки индекс может принимает два значения: Н — наклеп, М — отжиг.

- Z1 — индекс отражает диаметр проволоки в миллиметрах. Индекс обычно записывается с указанием сотых долей через точку. Если диаметр является целочисленным значением, то в конце ставится символ 00.
- Z2 — индекс отражает способ упаковки материала для транспортировки. Может принимать два значения: БТ — бухты, БР — катушки.
- Обратите внимание, что индексы Z1 и Z2 обычно объединяются друг с другом с помощью символа «x». Он является техническим символом и не несет какого-либо значения.
- N — этот финальный индекс отражает стандарт ГОСТ, в соответствии с которым сделана данная проволока. Стандарт записывается в полном виде — сперва указывается слово «ГОСТ», а потом прописывается технический номер стандарта.
Неподготовленному человеку такая маркировка может показаться сложной и запутанной. Однако ничего сложного здесь нет.
Расшифровка
Несколько популярных марок АП и их расшифровка:
- Марка В. Св. АМг5. М. 4.00хБТ ГОСТ 7871-75. Материал получен методом волочения. Основные примеси — свинец (1%), азот (1%), марганец (5%). Финальная обработка выполнялась по технологии отжига. Диаметр — 4 миллиметра. Проволока алюминиевая упакована в бухты. Материал сделан в соответствии со стандартом ГОСТ 7871-75.
- Марка П. Св. АМц. Н. 5.00хБР ГОСТ 7871-75. Технология производства — прессование. Основные примеси — свинец (1%), азот (1%), марганец (1%). Финальная обработка выполнялась с помощью наклепа. Диаметр — 5 миллиметров. Метод упаковки — катушки. Материал сделан в соответствии со стандартом ГОСТ 7871-75.
Сварка с помощью АП
Проволока алюминиевая обладает рядом характерных физических особенностей, которые налагают ряд ограничений на сварку. Рассмотрим эти особенности:
- Высокая теплопроводность. С физической точки зрения это свойство означает, что материал будет быстро получать и передавать тепло. То есть металлический шнур из алюминия будет быстро нагреваться и остывать по всей своей длине.
 Может показаться, что это явление является позитивным — материал не нужно нагревать слишком долго, что экономит заряд сварного оборудования. Однако у этого явления есть негативная сторона — быстрое остывание неудобно тем, что сварщику придется постоянно поддерживать высокую температуру в сварочной области. А в случае случайного перегрева материала может произойти растрескивание алюминия, что значительно ухудшит качество сварного шва. Поэтому сварку с помощью АП следует проводить в несколько этапов, чтобы стабилизировать температуру в области сварки. А перед работами рекомендуется нагреть материал.
Может показаться, что это явление является позитивным — материал не нужно нагревать слишком долго, что экономит заряд сварного оборудования. Однако у этого явления есть негативная сторона — быстрое остывание неудобно тем, что сварщику придется постоянно поддерживать высокую температуру в сварочной области. А в случае случайного перегрева материала может произойти растрескивание алюминия, что значительно ухудшит качество сварного шва. Поэтому сварку с помощью АП следует проводить в несколько этапов, чтобы стабилизировать температуру в области сварки. А перед работами рекомендуется нагреть материал. - Высокая электропроводность. Это свойство означает, что в во время работы расплавленный металл будет активно проводить электрический ток. С практической точки зрения это значит, что такую проволоку необходимо будет поэтапно нагревать, чтобы избежать резкого перегрева. А перед проведением работ рекомендуется также выполнить предварительный подогрев заготовок. Иными словами, высокая электропроводность налагает те же ограничения, что и высокая теплопроводность.
- Средняя защита от коррозии. При повышении температуры во время сварочных работ химическая инертность алюминия снижается. Поэтому существует риск, что во время работ атомы алюминия будут активно вступать в реакцию со внешней средой. Активнее всего алюминий вступает в реакцию с кислородом, азотом, водородом. Образование сложных соединений на основе алюминия чревато тем, что это сильно снижает качество сварного шва. Также это значительно повышает риск коррозии (ржавчина может распространиться по всей плоскости детали). Для минимизации риска образования окислов работу рекомендуется проводить в защитной газовой среде, которая предотвращает контакт алюминия с внешней средой.
Дополнительные советы относительно сварки АП
Алюминиевую проволоку следует использовать только для сварки изделий из алюминия — для сварки изделий из других металлов применять АП не рекомендуется. Оптимальным способом сварки будет применение полуавтомата или электродуговой технологии. В качестве защитного газа следует использовать аргон — это вещество обеспечивает практически 100% защиту алюминия, а стоит такой газ достаточно дешево. Для сварки не рекомендуется применять длинную широкую АП.
В качестве защитного газа следует использовать аргон — это вещество обеспечивает практически 100% защиту алюминия, а стоит такой газ достаточно дешево. Для сварки не рекомендуется применять длинную широкую АП.
Алюминий обладает высоким коэффициентом линейного расширения при нагреве. Поэтому в случае использования длинной проволоки после остывания есть большой риск образования трещин в шве. Хотя в случае применения короткого шнура риск растрескивания минимален.
Еще несколько советов:
- На поверхности любого металлического предмета есть тонкая оксидная пленка. В случае железа, чугуна, стали или меди пленка разрушается самостоятельно во время сварки (за исключением чувствительных сплавов). Поэтому обычно перед сваркой такую пленку не удаляют. В случае алюминия пленка функционирует по-другому — во время сварочного нагрева пленка не разрушается, а частично расплавляется и переходит в состав основного материала. После остывания она затвердевает и кристаллизуется. Это приводит к значительному повышению хрупкости сплава + ухудшается качество сварного шва. Поэтому перед проведением сварки следует снять оксидную пленку любым удобным способом — механическая обработка, нагрев, щелочные ванны.
- Во время сварки полуавтоматом с применением АП существует риск прилипания проволоки к металлу вне активной зоны. Однако есть одна хитрость — четырехвалковые сварные установки улучшают стабильность подачи проволоки в активную зону, поэтому в случае применения подобных аппаратов риск прилипания минимален.
- Еще одной проблемой сварки алюминия является образования кратеров и трещин в области шва после остывания. Технические уловки здесь не помогут, поскольку кратеры образуются на этапе остывания материала. Однако есть одна физическая хитрость — во время сварки придайте шву выпуклую форму. В таком случае избыточное давление, которое приводит к образованию кратеров, будет равномерно распределено по всей поверхности шва, поэтому риск образования трещин будет минимален.

Транспортировка, хранение
По ГОСТ для транспортировки алюминиевая проволока для полуавтомата должна быть упакована в крупные бухты или катушки. Бухту или катушку нужно упаковать в герметичную полиэтиленовую пленку или бумагу, чтобы минимизировать контакт материала с окружающей средой. На упаковку с проволокой наносится специальный ярлык, который содержит краткие сведения о товаре. Обязательные сведения:
- Полное и краткое название завода-изготовителя + товарный знак.
- Кодовое обозначение проволоки (правила маркировки Вы можете найти выше).
- Номер партии, общая масса материала (с упаковкой и без).
- Дата химической обработки и герметизации (если обработка не проводилась, то этот факт следует отразить в документе).
При необходимости бухты и катушки можно объединить в несколько блоков. Между блоками должна быть перегородка, а максимальная масса блока должна составлять не более 600 кг. Для транспортировки можно применять все категории транспорта — воздушный, железнодорожный, автомобильный, речной, морской. В случае транспортировки по воде перед отправкой рекомендуется проверить герметизацию полиэтиленовых швов.
Хранить готовые бухты или катушки следует на складе, который должен быть сухим, прохладным. Упаковки с алюминием желательно не распаковывать. Дело в том, что алюминий в случае длительного контакта с водой на складе может начать ржаветь, что ухудшит технико-физические свойства материала, сделав его бесполезным. Правила ГОСТ не регулируют способ торговли алюминиевыми катушками. На основании консенсуса сторона продавец и покупатель могут договориться обо всех тонкостях покупки-продажи — объем покупки, способ доставки, форма оплаты, экспертиза.
Заключение
Алюминиевая проволока — это тонкая длинная нить, которая изготовлена из алюминия. АП применяется для различных нужд — изготовление кабелей, формирование креплений, производство деталей. Однако основной сферой применения материала является проведение сварочных работ. Сварка АП обладает массой тонкостей и ограничений, обусловленных физическими свойствами алюминия. Перечислим эти свойства — высокая теплопроводность, средняя химическая инертность при нагревании, высокий коэффициент линейного расширения.
Сварка АП обладает массой тонкостей и ограничений, обусловленных физическими свойствами алюминия. Перечислим эти свойства — высокая теплопроводность, средняя химическая инертность при нагревании, высокий коэффициент линейного расширения.
Еще одна важная особенность — во время сварки оксидная пленка не расплавляется полностью, а после остывания она кристаллизуется внутри материала рядом с поверхностью сварного шва. Поэтому во время сварочных работ необходимо соблюдать множество правил. Главное правило — перед сваркой выполняется удаление оксидной пленки различными методами (травление, нагрев, механическая обработка). Сварочные работы следует проводить в несколько этапов, поскольку материал быстро остывает. Чтобы избежать появления кратеров, шов следует делать выпуклым.
Алюминиевая проволока для сварки изготавливается двумя различными методами. В случае прессования выполняется нагрев заготовки, а потом деталь помещают под матричный пресс. При волочении заготовка пропускается через серию отверстий небольшого диаметра, что приводит к вытягиванию проволоки и уменьшению диаметра. АП подлежит обязательной маркировке с помощью буквенно-числового кода. Код состоит из шести блоков, а с его помощью можно узнать следующие сведения — технология производства, наличие примесей, диаметр сечения. Для транспортировки материал упаковывается в бухты или катушки. Транспортировка выполняется любым транспортом — с помощью поездов, машин, самолетов, пароходов. Хранить материал следует на складе, где созданы оптимальные условия (средняя температура, низкая влажность).
Используемая литература и источники:
- Справочник металлурга и химика цветной металлопромышленности. Часть вторая / Д. Лиддель. — М.: Государственное научно-техническое издательство литературы по черной и цветной металлургии
- Сверхпластичность, измельчение структуры и обработка труднодеформируемых сплавов / О.А. Кайбышев, Ф.З. Утяшев. — М.: Наука, 2002.
- Статья на Википедии
Поделиться в социальных сетях
Сварочная алюминивая проволока
Выбор сварочной проволоки по свариваемому алюминию или алюминиевому сплаву
Проволоку для сварки используют как плавящийся электрод для нескольких видов сварки: автоматическая и полуавтоматическая сварка под флюсом , сварка защитной газовой среде, электрошлаковой сварке. Электроды для ручной дуговой сварки изготавливают покрытием сварочной проволоки флюсом для сварки алюминия и алюминиевых сплавов. При газовой и дуговой сварке неплавящимися электродами проволока служит присадочного металла. Для сваривания алюминия и алюминиевых сплавов диаметр проволоки и прутков подбирается в зависимости от толщины свариваемых деталей и режимов сварки. Стандартные диаметры проволок 0,8—12,5 мм, прутков – до 12 мм.
Электроды для ручной дуговой сварки изготавливают покрытием сварочной проволоки флюсом для сварки алюминия и алюминиевых сплавов. При газовой и дуговой сварке неплавящимися электродами проволока служит присадочного металла. Для сваривания алюминия и алюминиевых сплавов диаметр проволоки и прутков подбирается в зависимости от толщины свариваемых деталей и режимов сварки. Стандартные диаметры проволок 0,8—12,5 мм, прутков – до 12 мм.
Проволока в бухтах покрыта оксидной пленкой и смазкой, которые перед сваркой удаляют химической обработкой или электрополированием.
| Свариваемый металл | Проволока |
| АД00 | А85Т, СвА97 |
| АД0, АЛ1 | СвА1, А85Т, СвА97 |
| АМц | СвАМц |
| АМг2, АМг3 | СвАМг3, СвАМг6 |
| АМг4, АМг5 | СвАМг5, СвАМг6, Св1557 |
| АМг6 | СвАМг6, СвАМг61, Св1557 |
| АД31, АД33, АВ | СвАК5, Св1557 |
| 1915 | СвАМг5, Св1557, СвАМг61 |
| АМг61 | СвАК5 |
| Ал2, Ал4, АЛ6, В92 | СвАК5, СвВ92 |
Для сварки каждого сплава в зависимости от требуемых свойств проволока выбирается в соответствии с рекомендациями. Часто применяется универсальная проволока, обеспечивающая удовлетворительные значення основных характеристик соединений.
| Марка свариваемого металла | Марка проволоки | |||||||||
| СвА1 | СвА85Т | СвА97 | СвАМц | СвАМг3 | СвАМ5 | СвАМг6 | СвАК5 | СВ1557 | ||
| Примечание. |
||||||||||
| АД00 | Т; Пр; К; У | Пл | ||||||||
| АД0, АД1 | Т; Пр; У | К | Пл | |||||||
| АМц | Т; Пр; Пл; К; У | |||||||||
| АМГ3 | Пл; К; У | Т;Пр | ||||||||
| АМг4, АМг5 | Пл | Т; Пр; У | К | |||||||
| АМг6 | Пр | К | ||||||||
| АД33, АД31, АВ | Т; Пр; У | Пл; К | ||||||||
| 1915 | Пл | Пр | К; У | |||||||
Сварочная проволока СвА5 (ER1050, ER1100)
Технические данные
- Марка по AWS A5.
 10: ER5356
10: ER5356 - Марка по ГОСТ 7871: СвАМг5
- Проволока на кассетах, диаметр в мм: 0.8, 1.0, 1.2, 1.6 по 2 и 7 кг
- Проволока в бухтах, диаметр в мм: 2.0, 3.15 по 25-30 кг
- Прутки длиной 1 м
- Для сварки деформируемых сплавов системы Al-Mg: АМг4, АМг5, 5356 и системы Al-Zn-Mg: 1915
| Марка | Si | Fe | Cu | Mn | Si+Fe | Zn | Al | Другие, каждой | Другие, сумма |
| Максимально допустимая концентрация примесных элементов выделена курсивом | |||||||||
| ER1100 по AWS | – | – | 0.05-0.20 | 0.05 | 0.95 | 0.10 | остальное | 0.05 | 0.15 |
| СвА5 по ГОСТ | 0.10-0.25 | 0.20-0.35 | 0.015 | – | – | – | остальное | 0.05 | 0.5 |
Применение
Сварочная проволока СвА5 стойкая к химическому воздействию и влиянию атмосферы. Ее используют для сварки изделий из алюминия и алюминиевого сплава АМц, с содержанием легирующих элементов до 0,5%. Сварное соединение с примменением проволоки ER1050 отвечает высоким требованиям по стойкости к эрозии при контакте с химически агрессивными средами. Проволока обладает хорошими сварочными характеристиками: наплавленный металл не склонен к коррозионному растрескиванию под напряжением при температурах эксплуатации выше 65°С, обладает достаточно высокими пластическими свойствами, позволяющими выполнять прокатку и формовку, а также выполнять анодирование изделий после сварки.
Сварочная проволока ER4043 (АК5)
Технические данные
- Марка по AWS A5.
 10: ER4043
10: ER4043 - Марка по ГОСТ 7871: СвАК5
- Проволока на кассетах, диаметр в мм: 0.8, 1.0, 1.2, 1.6 по 2 и 7 кг
- Проволока в бухтах, диаметр в мм: 2.0, 3.15 по 25-30 кг
- Прутки длиной 1 м
- Для сварки деформируемых сплавов системы Al-Mg-Si или 6000 серии АД31, АД33, АВ, 6061, 6063, АМг61, литейных силуминов АК12 и АК9ч
| Марка | Si | Fe | Cu | Mn | Mg | Zn | Ti | Be | Al | Другие, каждой | Другие, сумма |
| Максимально допустимая концентрация примесных элементов выделена курсивом | |||||||||||
| ER4043 по AWS | 4.5-6.0 | 0.80 | 0.3 | 0.05 | 0.05 | 0.10 | 0.2 | 0.0003 | ост. | 0.05 | 0.15 |
| АК5 по ГОСТ | 4.5-6.0 | 0.6 | 0.2 | – | – | Zn+Sn 0.1 | 0.1-0.2 | – | ост. | 0.1 | 1.1 |
Применение
Сварочная проволока ER 4043 по составу и применению аналогична проволоке Св АК5 по ГОСТ 7871 или проволоке AlSi5. Сварочная проволока ER 4043 применяют как плавящийся электрод для сварочных автоматов, полуавтоматов, инверторов при сварке под флюсом и в среде защитных газов. При газовой и ТIG сварке проволока используется как присадочная проволока ER 4043. Для MIG сварки проволока работает как плавящийся электрод. Сварочная проволока ER 4043 подходит для сварки деформируемых сплавов алюминия АД31, АД33, АВ, 6061, 6063, АМг61 и литейных алюминиевых сплавов АК12 и АК9ч. Сварные швы сплавов АД31, АД33, АВ, 6061, 6063, которые сварены с проволокой ER 4043 (СвАК5 или AlSi5), имеют повышенную стойкость против горячих трещин и максимальную прочность.
Сварочная проволока ER4047
Технические данные
- Марка по AWS A5.
 10: ER4047
10: ER4047 - Марка по ГОСТ 7871: нет, близкий аналог АК10
- Проволока на кассетах, диаметр в мм: 1.2 по 7 кг
- Прутки длиной 1 м, диаметр в мм: 2.0, 2.4, 3.2
- Для сварки деформируемых сплавов системы Al-Mg-Si или 6000 серии АД31, АД33, АВ, 6061, 6063, литейных сплавов системы Al-Si-Cu ( типа АК5М2 )
| Марка | Si | Fe | Cu | Mn | Mg | Zn | Ti | Be | Al | Другие, каждой | Другие, умма |
| Максимально допустимая концентрация примесных элементов выделена курсивом | |||||||||||
| ER4047 по AWS | 11.0-13.0 | 0.80 | 0.3 | 0.15 | 0.1 | 0.20 | – | 0.0003 | остальное | 0.05 | 0.15 |
| АК10 по ГОСТ | 7.0-10.0 | 0.6 | 0.1 | 0.1 | 0.2 | – | – | остальное | 0.1 | 1.1 | |
Применение
Сварочная проволока ER4047(AlSi12) применяется для наплавки, исправления дефектов литья и сварки силумина АК12, литейных сплавов с высоким содержанием кремния. Проволоку ER4047 применяют для сварки сплавов 6000-й группы (АВ, АД31, АД33) при суммарном содержанием легирующих элементов не более 2%, а также литейных Al-Si-Cu (типа АК5М2) сплавов с другими алюминиевыми сплавами. Повышенное содержание кремния в проволоке улучшает коррозионную стойкость шва, чем при сварке менее легированной проволокой. Высокое содержание кремния обеспечивает высокую текучесть металла при сварке, расплав хорошо смачивает кромки свариваемого изделия.
При ремонте транспорта сварочную проволоку ER4047 (AlSi12) применяют для заваривания трещин в блоках цилиндров, корпусах коробок передач, ступицы, тормозных суппортах.
Сварочная проволока ER5356 (СвАМг5)
- Марка по AWS A5.10: ER5356
- Марка по ГОСТ 7871: СвАМг5
- Проволока на кассетах, диаметр в мм: 0.8, 1.0, 1.2, 1.6 по 2 и 7 кг
- Проволока в бухтах, диаметр в мм: 2.0, 3.15 по 25-30 кг
- Прутки длиной 1 м
- Для сварки деформируемых сплавов системы Al-Mg: АМг4, АМг5, 5356 и системы Al-Zn-Mg: 1915
Технические данные
| Марка | Si | Fe | Cu | Mn | Mg | Zn | Ti | Be | Al | Другие, каждой | Другие, сумма |
| Максимально допустимая концентрация примесных элементов выделена курсивом | |||||||||||
| ER5356 по AWS | 0.25 | 0.40 | 0.1 | 0.05-0.2 | 4.5-5.5 | 0.10 | 0.6-0.2 | 0.0003 | остальное | 0.05 | 0.15 |
| СвАМг5 по ГОСТ | 0.40 | 0.40 | 0.05 | 0.5-0.8 | 4.8-5.8 | 0.20 | 0.1 | 0.002-0.005 | остальное | 0.1 | 1.4 |
Применение
Сварочная проволока ER5356 по близка составу и применению проволоке Св АМг5 по ГОСТ 7871. Сварочная проволока ER 5356 применяют как плавящийся электрод для сварочных автоматов, полуавтоматов, инверторов при сварке под флюсом и в среде защитных газов. При газовой и ТIG сварке проволока используется как присадочная проволока ER5356. Для MIG сварки проволока работает как плавящийся электрод.
Сварочная проволока ER 4043 подходит для сварки деформируемых сплавов алюминия АМг4, АМг5, 1915. Сварные швы сплавов АМг4, АМг5, 1915, которые сварены проволокой ER5356 (СвАМг5), имеют высокую пластичность.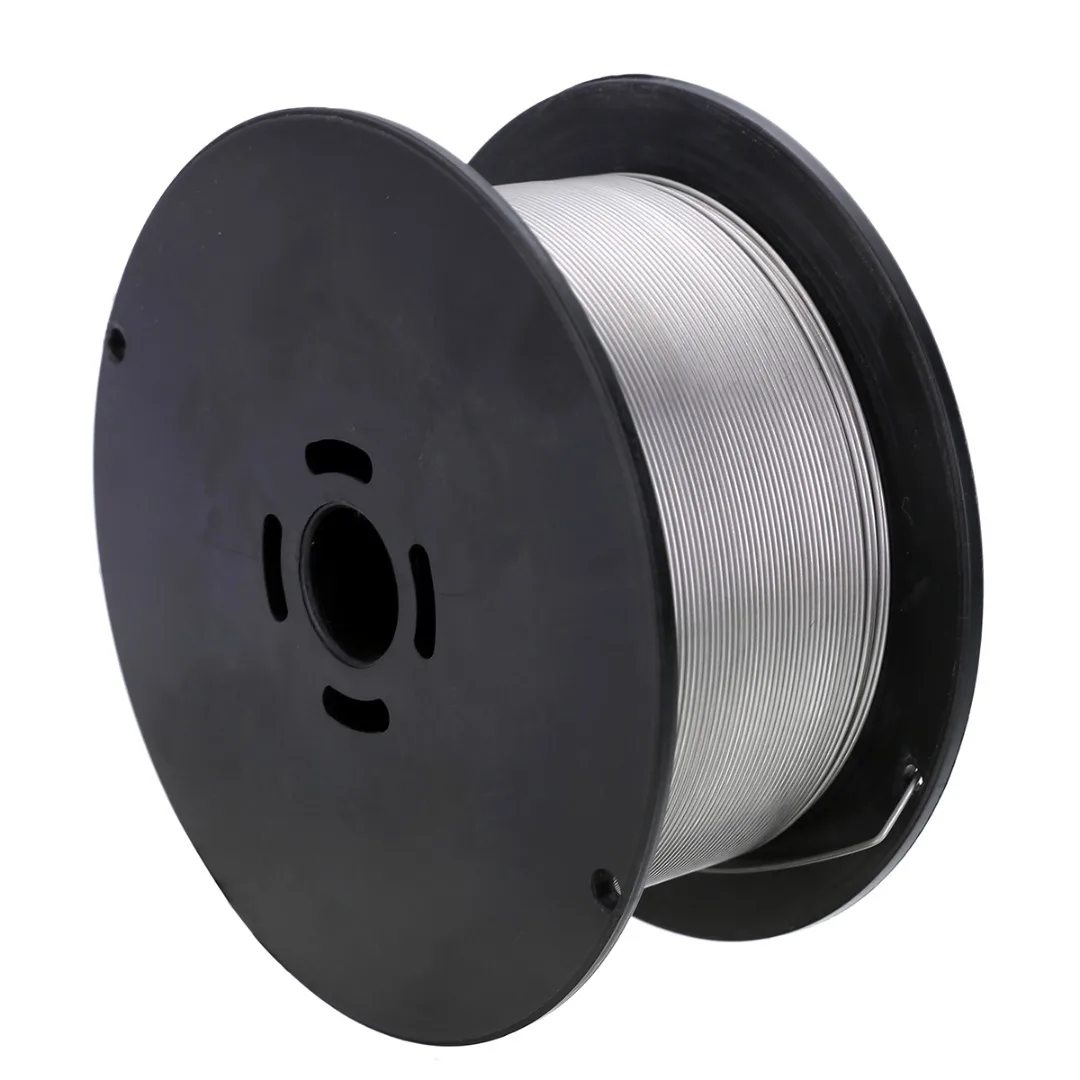 сварная проволока ER5356 обеспечивает одинаковый и равномерный цвет соединения и основного металла при дальнейшем анодировании.
сварная проволока ER5356 обеспечивает одинаковый и равномерный цвет соединения и основного металла при дальнейшем анодировании.
MIG Сварка алюминия для начинающих
Если вы хотите, чтобы MIG сварил алюминий с помощью сварочного аппарата с механизмом подачи проволоки, это пошаговое руководство покажет вам, как…
Если вы еще не освоили сварку низкоуглеродистой стали методом MIG, то, вероятно, вам необходимо сделать это до того, как вы начнете сварку алюминия с помощью процесса GMAW (MIG).
Вот почему…
При сварке алюминия методом MIG используется тот же угол наклона пистолета и тот же расход газа (20-30 куб. Футов в час).
Однако на этом сходство в значительной степени заканчивается.
Алюминий – металл, который сложно сваривать с помощью сварочного аппарата MIG, потому что он требует больше тепла, чем низкоуглеродистая сталь (обычно в диапазоне от 21 до 24 вольт).
Минимальная толщина алюминия, которую вы должны попробовать, составляет примерно 14 га. К 18 га. Если тоньше этого, вам понадобится сварочный аппарат TIG.
С помощью сварочного аппарата TIG можно сварить банку из-под соды. Довольно круто.
Сварка алюминия аппаратом для сварки проволокой печально известна тем, что имеет неожиданный прожог, и сварочная лужа буквально проваливается насквозь заготовку, если вы не двигаетесь достаточно быстро.
Вот почему не пытайтесь сваривать тонкие алюминиевые детали.
При сварке низкоуглеродистой стали методом MIG можно и нужно перемещать горелку MIG достаточно медленно, чтобы обеспечить глубокое проплавление. Однако в случае алюминия сварочная ванна похожа на «мокрую фольгу».
Вы не увидите расплавленной докрасна сварочной лужи с алюминием. Требуется время, чтобы почувствовать, когда сварочная лужа для алюминия становится слишком горячей. Вот почему вы можете легко разрушить свою заготовку, если не будете осторожны.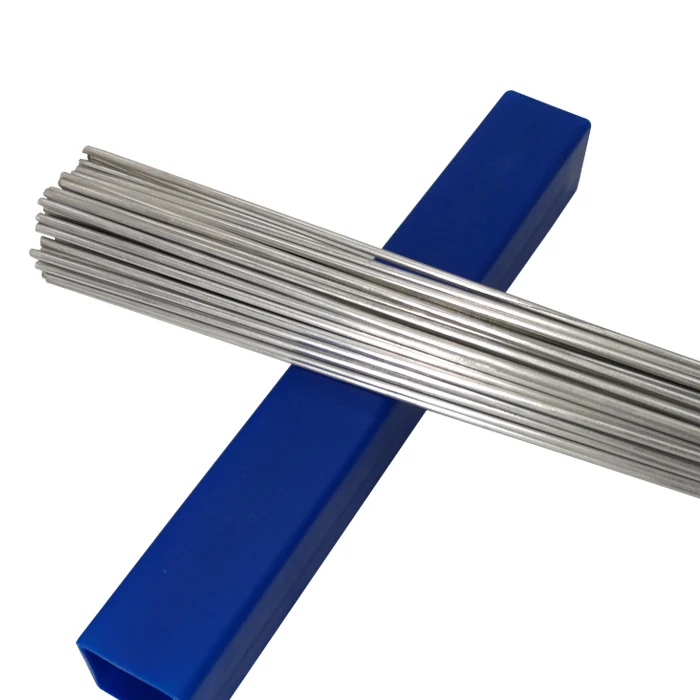
Хорошее практическое правило – использовать примерно те же настройки напряжения, что и для низкоуглеродистой стали, но удвоить скорость движения.
Как я уже говорил, сначала вы будете двигаться с неудобной скоростью со своим пистолетом MIG с алюминием, пока не привыкнете к нему.
Сварка сталиMIG использует процесс передачи короткого замыкания, что означает, что проволочный электрод фактически вызывает короткое замыкание в стыке, в результате чего образуется расплавленная сварочная лужа.
При сварке алюминия в большинстве случаев используется распылительный перенос.
Распылительный перенос – это метод, при котором крошечные частицы алюминиевой проволоки фактически распыляются в сварочную ванну.Большинство сварщиков MIG справятся с этим процессом. Все, что вам нужно сделать, это поднять напряжение и использовать правильную газовую смесь.
Сварочный пистолет для алюминия MIGЕсли вы собираетесь сваривать алюминий методом MIG с помощью сварочного аппарата с механизмом подачи проволоки, вам понадобится катушечный пистолет.
Почему нельзя просто вставить рулон алюминиевой проволоки в машину MIG?
Потому что алюминиевая проволока для сварки MIG намного мягче стали и имеет тенденцию влезать в прокладку кабеля. Проволока не такая жесткая, как проволока из низкоуглеродистой стали, поэтому вы должны компенсировать это с помощью пистолета для катушки.
Катушечные пистолетыподходят для сварщиков своими руками, и, как правило, внутрь можно поместить только небольшой рулон весом 1 фунт.
Преимущество пистолета-распылителя в том, что алюминиевая проволока не должна проходить через шланг MIG, где она, скорее всего, защелкнется.
Смесь газов для сварки алюминия методом MIG При сварке низкоуглеродистой стали обычно используется так называемый газ C25 (25% CO2 и 75% аргона).
Для сварки алюминия методом MIG следует использовать в качестве защитного газа чистый аргон.
Это позволит осуществить процесс переноса распылением.
Для более толстого алюминия (1/2 дюйма или более) добавляется от 25% до 75% гелия.
Это обеспечивает более глубокое проникновение в заготовку.
Полярность для сварки алюминия MIG
Для сварки алюминияMIG необходимо установить аппарат на DCEP (положительный электрод постоянного тока).
При такой настройке полярности (известной как обратная полярность) электроны проходят от устройства через кабель заземления и обратно через пистолет.
Важно правильно настроить этот набор, иначе сварные швы не вылезут.
Толкать или тянуть?При сварке алюминия с помощью MIG всегда следует использовать направление сварки вперед (толкающее). Это обеспечивает достаточное покрытие сварочной ванны защитным газом.
Вот удобное изображение, чтобы проиллюстрировать это »
Предоставлено: Halverson CTSТолкание дает более плоский, широкий борт с меньшим проникновением, в то время как перетягивание дает более глубокое проникновение и более узкий борт.
Вы можете пройти тест, чтобы понять, о чем я говорю.
Когда вы попытаетесь вытащить сварочную ванну при сварке алюминия, вы заметите, что ваши сварные швы выходят грязными. Это связано с тем, что лужа не попадает в газовое покрытие.
С направлением толчка вы знаете, что получаете хорошее газовое покрытие.
Удаление оксидаОчень важно (ОЧЕНЬ важно) удалить оксид с алюминия перед сваркой.
Вот почему…
Оксид имеет в два раза более высокую температуру плавления, чем сам алюминий, и если вы не удалите его, ваши суставы не срастутся.
Заготовку легко очистить перед сваркой. Вам понадобится алюминиевая проволочная щетка (не стальная, потому что она загрязняет сварной шов).
Почистите щеткой алюминиевый стык в том месте, где будет производиться сварка, и все будет в порядке.
Обычно при сварке MIG низкоуглеродистой стали вылет проволоки должен быть меньше (1/4 дюйма). Вылет проволоки – это количество проволоки, выходящей за пределы сопла MIG при сварке.
Для алюминия, поскольку он использует метод переноса распылением и сильно нагревается, вам необходимо использовать более длинный вылет проволоки.Вылет от ¾ ”до 1” – это хорошо.
Что вам нужно знать • WelditU
0Не можете найти проволоку для сварки алюминия с флюсовым сердечником ?
Вы не одиноки. По этой теме много путаницы и даже некоторого обмана.
Также называемая безгазовой сварочной проволокой для алюминия, это звучит как подходящий вариант для небольших сварочных работ. И тот, который может сэкономить сотни на сварочном газе MIG и пистолете для катушки.
Плюс, если ваш сварочный аппарат работает только с флюсовым сердечником, это ваш единственный вариант.Либо это?
Давайте узнаем, что реально, а что миф: существует ли сварочная проволока с сердечником из алюминиевого флюса? И можно ли сваривать алюминий с помощью сварочного аппарата с флюсовым сердечником?
Мои поиски алюминиевой проволоки с флюсовым сердечником – что реально?
Простой поиск в Интернете дает интересные, но в основном бесполезные результаты, которые вносят путаницу.
Паяльная и паяльная проволока с сердечником из флюса
Хотя это порошковые присадочные материалы для соединения алюминия, пайка и пайка – это разные процессы, которые не работают в сварочном аппарате.Дуговая сварка слишком горячая для этой проволоки.
Хотя это и не то, что мы ищем, прутки для пайки – удобный способ соединения алюминия без дорогостоящих шестерен. Если вы выучите эту технику и будете держать под рукой несколько удочек, когда-нибудь вы будете рады, что сделали это.
Подробнее об этом позже.
Реклама товаров
При поиске по запросу «безгазовый алюминиевый провод для миграции» или другим подобным запросам Google показывает многообещающие объявления.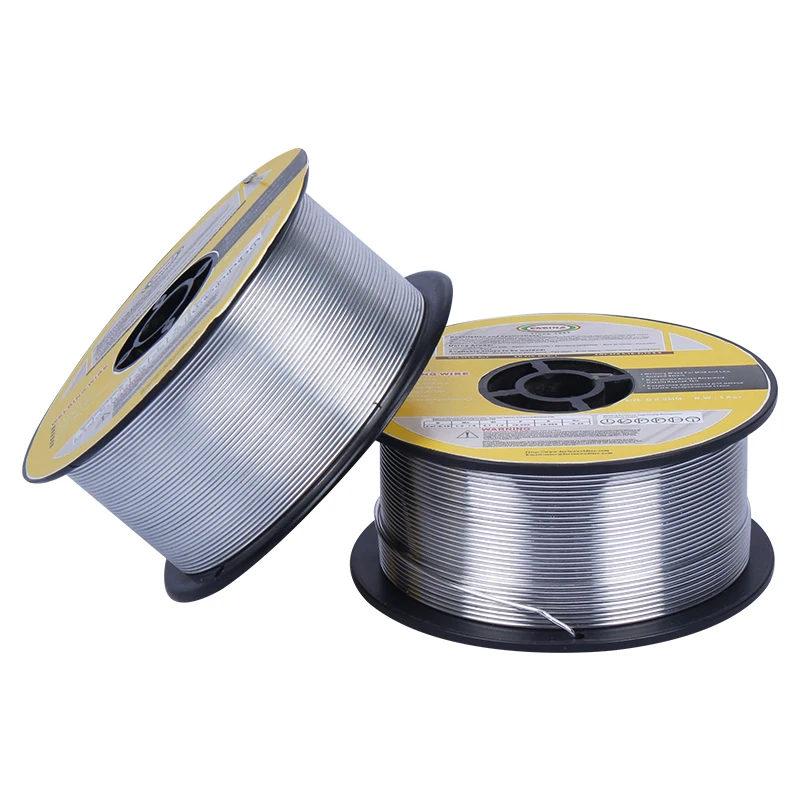
Но безуспешно. Продукция представляет собой цельную алюминиевую проволоку или стальную проволоку с флюсовым сердечником.Они не будут работать с алюминием, и им не понадобится защитный газ.
Универсальные сварочные аппараты
Этот сварочный аппарат «4 в 1» привлек мое внимание. Может, производитель тоже расходники продает?
Нет, еще одна забастовка. Этот аппарат, способный выполнять сварку сердечником как алюминиевого флюса , так и , определенно не является аппаратом с сердечником из алюминиевого флюса .
Сварочная проволока для алюминия с поддельным сердечником из флюса
Название этого на eBay выглядит победителем…
✔ Алюминий
✔ Сердцевина из флюса
✔ Порошковая проволока (для уверенности)
✔ Безгазовая
✔ Нет упоминания о твердом wire
Но подождите – это номер детали Blue Demon для фунтовой катушки 0.035 диаметр сплошной алюминиевая проволока. Для этого провода требуется газ аргон .
Как выяснил этот покупатель.
Жаль, но спасибо, что предупредили других.
Чего я не нашел
Я согласен с приведенным выше обзором. Доказательства того, что алюминиевая проволока, предназначенная для аппаратов дуговой сварки флюсовым сердечником (FCAW), реальна, ускользнуло от меня.
Подтверждение пришло, когда я увидел эту таблицу спецификаций присадочного металла от Американского сварочного общества (AWS):
Таблица: Американское сварочное обществоКогда AWS не перечисляет спецификации алюминиевой сварочной проволоки FCAW, пора признать свое поражение.Такого провода не существует .
Почему нет алюминиевой сварочной проволоки с флюсовым сердечником?
Использование алюминиевой проволоки FCAW препятствует ряду проблем. К ним относятся проблемы удобства использования и качества.
Трудно подать
Даже сплошная алюминиевая проволока мягкая, и ее сложно подавать. Только представьте, что вы пытаетесь подать проволоку с пустотелым сердечником из флюса без защемления и заклинивания. Обычные канатные приводы просто не справились бы с этой задачей. Потребовалась бы специализированная система привода.
Только представьте, что вы пытаетесь подать проволоку с пустотелым сердечником из флюса без защемления и заклинивания. Обычные канатные приводы просто не справились бы с этой задачей. Потребовалась бы специализированная система привода.
Плохие свойства флюса
Из-за уникальных характеристик алюминия флюсы, разработанные для углеродистой или нержавеющей стали, не работают.А флюсы, используемые при пайке и пайке, неэффективны при дуговой сварке при более высоких температурах.
Кроме того, испытанные на сварку алюминиевые флюсы чрезвычайно агрессивны. Это беспокоит как пользователей, так и окружающую среду. К тому же флюсы гигроскопичны и впитывают воду из воздуха. Эти свойства способствуют плохому качеству сварки и чрезмерному разбрызгиванию.
Характер FCAW
Дуговая сварка стали под флюсом может привести к образованию большого количества брызг. Жидкая природа алюминия при температурах сварки усугубила бы проблему.Количество расплавленного материала, выходящего из сварного шва, снизит качество и внешний вид шва.
Альтернативы сварке сердечником флюсом для соединения алюминия?
Теперь мы знаем, что не может сваривать алюминий с сердечником из флюса с помощью сварочного аппарата с подачей проволоки. Итак, давайте посмотрим на другие варианты, которые вы можете использовать, чтобы отремонтировать или построить свой проект.
Сварка МИГ
Вы можете установить катушечный пистолет на совместимый сварочный аппарат. Это, наряду с баллоном со 100% -м газом для сварки аргоном и небольшой катушкой сплошной алюминиевой проволоки, представляет собой эффективный и надежный метод.
Если ваш сварщик не готов к работе с катушкой или вы просто хотите сэкономить, попробуйте сварку алюминия методом MIG без катушки. По цене катушки проволоки и, возможно, лайнера, узнайте, на что способна ваша машина. Немного терпения и практики могут дать удивительные результаты.
Сварка TIG
Сварочный аппарат TIG на переменном токе с чистым аргоном в защитном газе может обеспечить самый красивый вид сварных швов. Как и при любой сварке алюминия, для этого потребуется немного практики. Помните, что это ручной процесс, который выполняется медленнее, чем MIG.TIG лучше всего подходит для небольших проектов.
Как и при любой сварке алюминия, для этого потребуется немного практики. Помните, что это ручной процесс, который выполняется медленнее, чем MIG.TIG лучше всего подходит для небольших проектов.
В крайнем случае, сварочный аппарат TIG на постоянном токе и сварочные стержни с флюсовым покрытием могут справиться со своей задачей.
Ручная сварка
Альтернативой является сварочный аппарат с сварочными стержнями, покрытыми флюсом.
Пайка / пайка
Если вы занимаетесь металлообработкой, подумайте о добавлении пайки и пайки в свой набор инструментов.
Оба процесса нагревают заготовку до температуры плавления присадочного материала, а не основного металла. Более низкий нагрев по сравнению с дуговой сваркой означает меньший риск деформации основных металлов.
«Пайка и пайка – это процессы, которые имеют много больших преимуществ… хорошая конструкция соединения приведет к прочности соединения, равной прочности сварки».
Л. Джеффус «Принципы и применение сварки» (8-е издание, стр. 816)
840 – это разделительная линия между процессами – пайка происходит при температуре ниже, а пайка выше.
Капиллярное действие затягивает наполнитель, заполняя пустоты между деталями. Вы даже можете соединить разнородные металлы.
Вы можете начать с простой горелки, небольшого баллона с газом MAPP и нескольких алюминиевых стержней.
Вот несколько советов по пайке от Bernzomatic
Заклепки
Это так просто, но придает красивый законченный вид проекту.
Купите хороший заклепочный пистолет и заклепки из нержавеющей стали или алюминия. Просверлите отверстия. Вставьте заклепки. Достаточно хорошо работает для лодок и самолетов.
Для больших проектов может помочь пневматический пистолет, или вот модель с батарейным питанием.
The Big Picture
Алюминий обладает уникальными качествами, которые делают его привлекательным материалом для проектов.
Другие характеристики препятствуют разработке алюминиевой сварочной проволоки с флюсовым сердечником, имеющей надежное качество сварки, безопасной и простой в использовании.
Какой присадочный сплав использовать: 4043 или 5356?
Что следует использовать из присадочного сплава 4043 или 5356?
В качестве основного описания мы можем сказать, что 4043 – это алюминиевый присадочный сплав с добавлением 5% кремния, а 5356 – это алюминиевый присадочный сплав с добавлением 5% магния.
В отрасли существует несколько заблуждений о том, что можно успешно сваривать любой сплав на основе алюминия с присадочным сплавом 4043 или 5356. Я должен начать с того, что это не так. Однако существует много обычных конструкционных сплавов на основе алюминия, которые можно сваривать либо с 4043, либо с 5356. Одним из таких сплавов является 6061.
Вопрос здесь в том, когда лучше выбрать один из этих присадочных сплавов?
Когда таблица выбора присадочного сплава допускает использование 4043 или 5356 в качестве наполнителя для определенного основного сплава, в качестве ориентира мы можем рассмотреть следующие факты о каждом из этих присадочных сплавов.
- 4043 не следует использовать, если вы рассматриваете наилучшее соответствие цвета после анодирования после сварки, поскольку этот присадочный сплав обычно становится темно-серым после процесса анодирования. 5356 обеспечит гораздо более точное соответствие цвета после анодирования.
- 4043 подходит для рабочих температур выше 150 градусов. Однако F 5356 из-за содержания в нем 5% магния не подходит для этих применений при повышенных температурах.
- 4043 имеет более низкую пластичность, чем 5356.Это может иметь некоторое значение, если необходимо выполнить формовку после сварки.
- 4043 имеет меньшую прочность на сдвиг, чем 5356 (см. Рис. 1). Это может быть учтено при расчете размеров угловых швов.
- 4043 является более мягким сплавом в виде намотанной проволоки по сравнению с 5356.
 Обычно при газовой дуговой сварке (GMAW) подача становится менее важной проблемой при подаче более жесткого сплава 5356.
Обычно при газовой дуговой сварке (GMAW) подача становится менее важной проблемой при подаче более жесткого сплава 5356. - 4043 обычно обеспечивает более высокую свариваемость и немного более низкую чувствительность к образованию трещин.4043 обычно дает сварные швы с улучшенным косметическим внешним видом, более гладкими поверхностями, меньшим разбрызгиванием и меньшим количеством грязи. По этой причине он иногда бывает более привлекательным для сварщика.
Рис. 1. Показывает типичную прочность на сдвиг для различных присадочных сплавов, как можно видеть, 4043 имеет поперечный сдвиг 15 фунтов на квадратный дюйм, а 5356 – 26 фунтов на квадратный дюйм при нагрузке в том же поперечном направлении.
Целесообразно использовать таблицу выбора присадочного сплава, чтобы помочь в выборе наиболее подходящего присадочного сплава.Также целесообразно провести квалификационные испытания процедуры для оценки выбранного присадочного сплава для проверки его эксплуатационных характеристик.
Лучшая проволока для сварки алюминия методом MIG, что, зачем и что
После обширных исследований я предлагаю вам выбрать лучшую проволоку для сварки алюминия методом MIG.
Вы узнаете, какой провод лучше всего использовать и почему. И что следует знать перед сваркой алюминия.
Алюминий – мягкий металл, чувствительный к теплу, и лучше разобраться в некоторых вещах, прежде чем сразу приступить к сварке.
Позже в этом посте вы получите помощь в том, что вам следует знать.
Но для тех из вас, кто просто хочет увидеть список алюминиевых сварочных проволок MIG, вот они. Позже вы получите информацию о том, когда и когда вы выберете каждый тип.
Лучшая проволока для сварки MIG алюминия типа ER4043
* Раскрытие информации: ссылки ниже являются партнерскими ссылками. И без дополнительных затрат этот сайт получает комиссию по этим ссылкам, если вы решите купить.
Вот список из 3 лучших сварочных проволок MIG типа ER4043 для сварки алюминия. Чтобы помочь вам найти катушку, вы можете щелкнуть текстовые ссылки ниже, чтобы узнать, как они оценены на Amazon.
Чтобы помочь вам найти катушку, вы можете щелкнуть текстовые ссылки ниже, чтобы узнать, как они оценены на Amazon.
1. Проволока для сварки алюминия Hobart ER4043 (* заработанные комиссионные)
- Количество сварочной проволоки – 1 фунт. Удобный размер для домашнего использования
- Доступные размеры диаметра: диаметр 0,030 и диаметр 0,035
- Универсальная алюминиевая сварочная проволока
- Может использоваться для сварки алюминиевых сплавов серии 6000
- Поддерживаемые сварочные позиции плоский, вертикальный, горизонтальный и потолочный
- Хорошо зарекомендовавший себя провод с твердой обратной связью Amazon отзывы
2.Сварочная проволока для алюминия Blue Demon ER4043 (* заработанные комиссионные)
- Вес 1 фунт
- Доступные диаметры: диаметр 0,030 и 0,035
- Универсальная алюминиевая сварочная проволока
- Может использоваться при сварке алюминиевых сплавов серии 6000
- Сварочные позиции поддерживаются плоскими, вертикальными, горизонтальными и потолочными
- A колодец понравилась Алюминиевая сварочная проволока с хорошей обратной связью с Amazon. Отзывы
3. Сварочная проволока для алюминия SuperGlaze ER4043 Lincoln Electric (* заработанные комиссионные)
- вес 1 фунт.
- Диаметр Доступные размеры: диаметр 0,030 и 0,035
- Универсальная алюминиевая сварочная проволока
- Может использоваться при сварке алюминиевых сплавов серии 6000
- Очень популярная проволока. Получить отдельные катушки на Amazon может быть сложно из-за того, как Lincoln поставляет их в картонных коробках.
- Поддерживаются все сварочные позиции, кроме вертикального вниз
- Может также использоваться со смесью защитного газа аргон / гелий
Лучший провод для сварки MIG алюминия типа ER5356
Это мой список 4 лучших сварочных проволок ER5356 MIG для алюминия. И я предоставил несколько ссылок, которые помогут вам узнать цены и наличие на Amazon. Для проверки щелкните по ссылкам.
И я предоставил несколько ссылок, которые помогут вам узнать цены и наличие на Amazon. Для проверки щелкните по ссылкам.
1. Проволока для сварки алюминия Hobart ER5356 (* заработанные комиссионные)
- Вес 1 фунт
- Диаметр Доступные размеры: диаметр 0,030 и 0,035
- Подходит для работы с соленой водой
- Положение для сварки: плоское, вертикальное, горизонтальное и потолочное
- Проволока с хорошей твердой обратной связью
- Металлы основы алюминия серии 5000
2.Сварочная проволока для алюминия Blue Demon ER5356 (* заработанные комиссионные)
- Вес 1 фунт
- Диаметр Доступные размеры: диаметр 0,030 и диаметр 0,035
- Подходит для работы с соленой водой
- Поддерживаемые положения для сварки: плоские, вертикальные, горизонтальные и потолочные
- Множество положительных отзывов Amazon об этом проводе.
- Для использования с алюминиевым основанием серии 5000
3. Алюминиевый провод MIG Harris ER5356 (* заработанные комиссионные)
- Масса 1 фунт.
- Доступные размеры диаметров: 0,30 диаметра
- Подходит для применения в соленой воде
- Широко известен на рынке
- Сварка во всех положениях, плоско, вертикально, горизонтально и над головой
- Для алюминиевых основных металлов серии 5000
4. Lincoln Electric SuperGlaze ER5356 (* заработанные комиссионные)
- Вес 1 фунт
- Диаметр Доступные размеры: диаметр 0,035
- Подходит для использования в соленой воде
- Очень популярная проволока.Получить отдельные катушки на Amazon может быть сложно из-за того, как Lincoln поставляет их в картонных коробках.
- Поддерживаются все положения при сварке, кроме вертикального вниз
- Поддерживаются Многопроходная сварка
- Может также использоваться со смесью защитного газа аргон / гелий
Примечание. Все вышеуказанные проволоки могут поставляться с проволокой большего диаметра. В своей оценке я сосредоточился на домашнем сварщике-хобби.
Все вышеуказанные проволоки могут поставляться с проволокой большего диаметра. В своей оценке я сосредоточился на домашнем сварщике-хобби.
Вместе со сварочной проволокой Hobart Aluminium часто покупают пистолет Hobart spool runner 100, Hobart 0.030 контактных наконечников и геля для сопел Hobart.
И не зря, они – то, что вам нужно, чтобы начать работу с пистолетом-катушкой, поддерживающим сварщика Hobart.
Сварка алюминия MIGЧто нужно знать при сварке алюминия сварочным аппаратом MIG?
Алюминий – это мягкий металл, который легко повредить, а также очень чувствителен к нагреванию.
Ну и что?
Он рассеивает тепло в четыре раза быстрее, чем низкоуглеродистая сталь. Вот почему для сварки алюминия необходим сварщик, который может генерировать нужный тип тепла, поскольку сварка алюминия отводит тепло от сварщика.
Алюминий плавится при 1100 градусах. Я упоминаю об этом, потому что алюминий также реагирует с воздухом и окисляется при контакте с воздухом.
Этот оксидный слой, если его не очистить перед сваркой, не только выделяет сажу во время сварки, но и плавится при 3700 градусах, что означает, что вам потребуется еще больше тепла от сварщика для сварки грязного алюминия, и вы можете обнаружить пористость в сварном шве, когда вы делать.
Почему для сварки алюминия использовать сварочный аппарат MIG вместо TIG?
Использование MIG для сварки алюминия намного проще для новичка или даже для опытного сварщика MIG, который много сваривал, но никогда не сваривал алюминий.
Это потому, что хорошие результаты могут быть достигнуты с меньшими навыками и опытом.
СваркаMIG – это более быстрый процесс просто потому, что при сварке меньше деталей, которые нужно обрабатывать и исправлять, по сравнению с TIG.
При сварке MIG рекомендуется применять метод проталкивания (под углом пистолета от 10 до 15 градусов), поскольку метод вытягивания может привести к пористости сварного шва при сварке.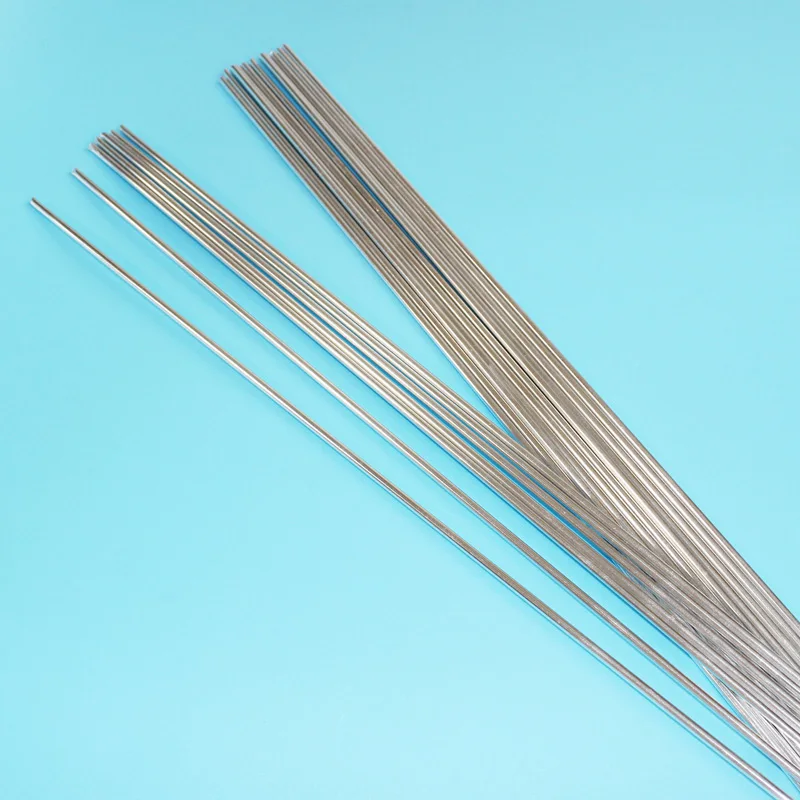
Если вы хотите узнать о достоинствах различных сварочных процессов, взгляните на мой документ «Лучший метод сварки для начинающих».
Пример углового шва алюминияТипы алюминиевых и алюминиевых проводов
Стоит потратить время на то, чтобы выяснить, какой основной металл алюминия вы собираетесь сваривать.
Чистый алюминий был бы слишком мягким для использования в литых деталях, поэтому для стабилизации алюминия и формирования сплавов используются другие металлы.
Как домашний сварщик-любитель, вы, вероятно, встретите несколько типов алюминиевых сплавов – сплавы серии 4000, сплавы серии 5000 и сплавы серии 6000.
В этих сплавах алюминий, конечно, является основным элементом, обычно более 90% сплава.
Кремний добавлен в алюминий серии 4000, а магний добавлен в алюминий серии 5000.
Кремний и магний добавлены к алюминию серии 6000.
При сварке присадочный металл совпадает с добавкой, добавленной к алюминиевому сплаву.
4043 и 5356 – два наиболее часто используемых алюминиевых присадочных металла в сварочных аппаратах MIG.
ER 4043
4043 – проволока для сварки алюминия общего назначения.Добавление силикона облегчает сварку, так как сварщик легче переносит сварку.
Проволока4043 позволяет получить сварной шов, который менее чувствителен к растрескиванию и имеет более блестящую поверхность. Используется для сварки алюминия серий 4000 и 6000.
ER 5356
5356 – пожалуй, самый широко используемый алюминиевый провод.
Хотя сваривать труднее, но это более прочная проволока, чем проволока 4043.
Это лучший универсальный алюминиевый провод.Его обычно используют для сварки лодок, потому что он хорошо работает с соленой водой.
Используется для алюминия серии 5000.
5356 также используется для сварки велосипедов, сосудов высокого давления и алюминиевых деталей автомобилей.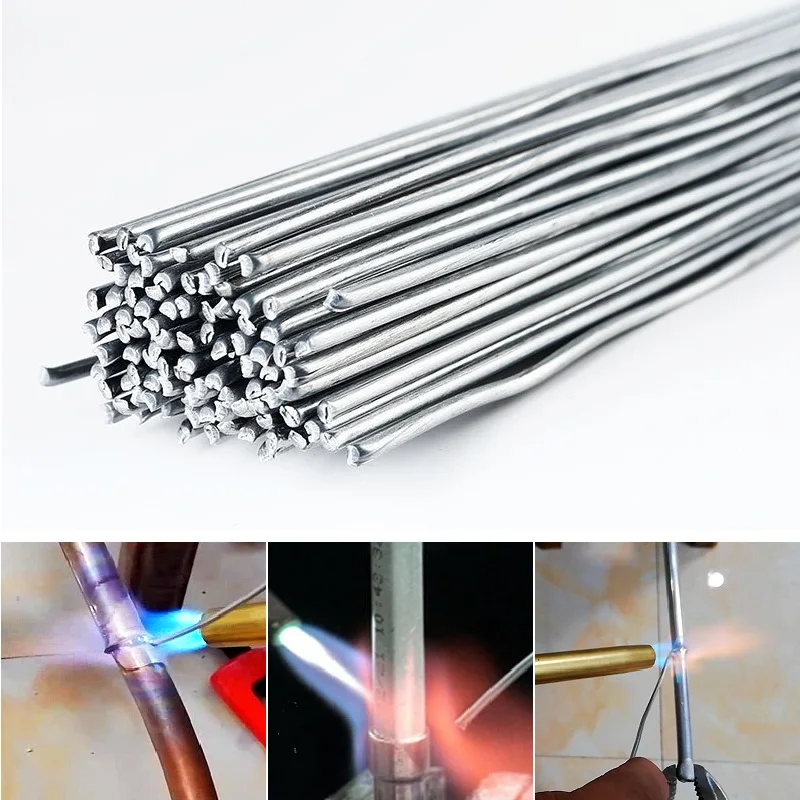
Подача алюминия
Главное, что нужно знать, это то, что алюминий – мягкий металл.
А это значит, что алюминиевой проволоке нужно аккуратно подавать к сварочному наконечнику.
Я использую этот термин, потому что для успешной сварки алюминия используется катушечный пистолет.Катушечный пистолет удерживает катушку с алюминиевой проволокой, поэтому вы эффективно протягиваете проволоку на шесть или семь дюймов от катушки до точки сварки, а не на восемь или десять футов через шланг пистолета MIG к наконечнику горелки.
Сварка алюминия с помощью катушечного пистолетаИспользование катушечного пистолета означает, что вам понадобится сварщик, способный иметь насадку для катушечного пистолета, и вам нужно будет купить этот катушечный пистолет, прежде чем вы сможете сваривать алюминий.
Нужен ли вам защитный газ для сварки алюминия?
Да,
В качестве защитного газа используется 100% -ный аргон, и этот газ необходимо пропускать со скоростью от 20 до 30 кубических футов в час, чтобы обеспечить необходимый уровень защиты.
Не уверен, где и как достать баллон с защитным газом, прочтите мою статью на сайте.
Требование использовать защитный газ с алюминиевой сварочной проволокой означает, что вам потребуется сварочный аппарат MIG, способный использовать защитный газ.
Размер диаметраалюминиевого провода 0,030 или 0,035
Например, Хобарт рекомендует использовать 0,035 для основного металла толщиной от 1/16 до 1/4 дюйма. Но в зависимости от максимального тока, которого может достичь ваш сварщик, вам может быть лучше с 0.030 провод. Подберите усилитель, необходимый для использования / плавления 0,030 или 0,035, с тем, на что способен ваш сварщик. Взгляните на мой документ на сайте, где обсуждаются плюсы и минусы провода 0,030 по сравнению с 0,035.
Предварительный нагрев более толстых алюминиевых швов перед сваркой также может помочь, если вашему сварщику не хватает мощности.
Зачем покупать фирменную алюминиевую сварочную проволоку
При покупке дешевых обычных катушек с алюминиевой проволокой вы можете столкнуться с некоторыми проблемами, на которые не рассчитывали.
Сварочная проволока может быть намотана настолько туго, что соскальзывает с катушки, или она повреждена, или
Напротив, проволока намотана настолько свободно, что в результате получается птичье гнездо из проволоки еще до того, как вы начали сварку.
В любом случае у вас будет возможность попрактиковаться в замене контактного наконечника, потому что плохая подача проволоки привела к ожогу наконечника!
MIG Сварка тонкого алюминия
Сваривать тонкий алюминий, безусловно, намного сложнее из-за того, что металл ведет себя с высокой температурой.Тонкий металл легко прожечь с помощью сварочного аппарата MIG.
Алюминий 14-го калибра – это действительно самый тонкий аппарат для стандартной MIG-сварки. Особенно для новичков или если у вас нет опыта в сварке алюминия.
Для сварки толщиной менее 14 мм требуется специализированная установка MIG или, в идеале, установка TIG для сварки.
Начало сварки с чистым алюминием
Чистый основной металл важен для успешной сварки алюминия методом MIG.
Свариваемая деталь должна быть очищена от масел, окислов, красок или других загрязнений.
Пример грязного алюминияСначала удалите жир, масло или краску. Смазку можно удалить с помощью ацетона. Ацетон безопасно наносить на алюминий. Узнайте, как использовать ацетон здесь.
После удаления смазки, масла или краски вы можете использовать откидной диск для удаления оксида алюминия. Лучше всего выбрать тот, который сделан из алюминия. У меня есть информация о них в этой статье.
Ручная металлическая проволочная щетка идеально подходит для следующего использования. Выберите проволочную щетку с ручкой, предназначенную для работы с алюминием.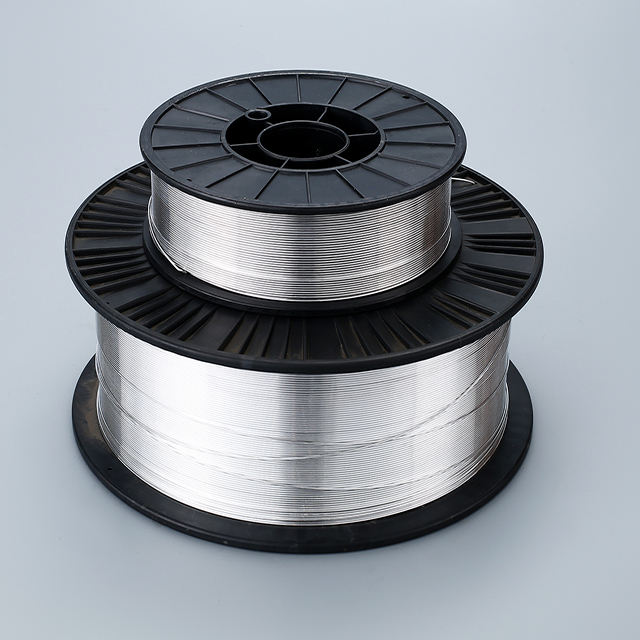 У меня есть сообщение, в котором рассказывается, почему. Также советую выбрать одни из лучших кистей. Воспользуйтесь этой ссылкой здесь, чтобы посмотреть.
У меня есть сообщение, в котором рассказывается, почему. Также советую выбрать одни из лучших кистей. Воспользуйтесь этой ссылкой здесь, чтобы посмотреть.
Вы, используя щетку с усилителем, можете размазать поверхность, улавливая загрязнения, если только скорость не поддерживается низкой и щетка не используется с учетом мягкого металла.
Независимо от того, используется ли ручная щетка, электрическая щетка или откидной диск, сохраните эти инструменты исключительно для использования с алюминием – я уже упоминал, что это мягкий металл?
Вы не хотите, чтобы на алюминий, который вы пытаетесь сварить, были крошечные пятна других металлов, на которых вы использовали щетку или откидной диск.
Полярность алюминия для сварки MIG
При сварке алюминия правильная полярность сварочного аппарата MIG очень важна для успешной сварки. Для алюминиевой проволоки необходимо, чтобы ваш сварочный аппарат MIG был настроен на DCEP (постоянный ток вашей горелки MIG является положительным).
Это означает, что сварочный пистолет MIG подключен к положительной клемме сварочного аппарата.
Легко забыть изменить полярность, особенно если ваш сварщик умеет сваривать проволокой с флюсовым сердечником и для этого у вас установлена полярность горелки MIG на DCEN.
Если у вас возникли проблемы с дугой с алюминиевым проводом, дважды проверьте полярность. Возможно, вам придется его изменить.
MIG Сварка алюминия с катушкой Видео
Использование пистолета с катушкой настоятельно рекомендуется, если не обязательно, если вы хотите сэкономить много времени и сэкономить время. Взгляните на это восьмиминутное семнадцатисекундное видео Боба Моффата, которое знакомит вас с процедурой использования катушки для сварки алюминия
.Наконечники для MIG-сварки алюминиевых соединений внахлест с катушкой
Автор видео: Weld.com
Как хранить алюминиевую сварочную проволоку
Хранение алюминия требует осторожности.
Серьезная проблема с алюминием заключается в том, что на воздухе алюминий окисляется. Создание пленочного покрытия, которое приводит к появлению избыточного количества сажи во время сварки. Кроме того, у вас будет электрическое сопротивление и сопротивление подачи проволоки, а также трудности при укладке алюминиевой проволоки.
Тогда вы можете обвинить своего сварщика. Затем вы можете сменить контактный наконечник и обвинить катушечный пистолет в неправильной подаче.
Даже подумайте, что ваш защитный газ загрязнен или просто не проходит. Поиграйте с натяжением проволоки, пока алюминиевая проволока окисляется.
Храните алюминиевый корпус в хорошо закрытом контейнере, чтобы воздух не попадал на провод, вдали от сырости или чрезмерного холода. Даже перемещение холодной проволоки в более теплое и влажное место может привести к скоплению конденсата внутри упаковки.
MIG Сварка алюминия без газа
Можно ли использовать эти провода без газа – нет.
Нет провода с сердечником из алюминиевого флюса – хотите знать, почему? Взгляните на документ здесь, на сайте.
Таблицы параметров сварки алюминиевой проволокой
Всегда полезно ознакомиться с параметрами сварки, предлагаемыми для выбора алюминиевой сварочной проволоки. Таким образом вы сможете проверить, совместима ли проволока с настройками, на которые способен ваш сварщик. т.е. настройки усилителя, необходимые для расплавления проволоки, необходимые настройки напряжения, совместимые основные металлы и рекомендуемая длина вылета.
Вот ссылки на таблицы параметров сварки лучших рекомендованных проволок.
Hobart Maxal ER4043, техническое описание
Hobart Maxal ER5356, техническое описание
Blue Demon ER4043 характеристики провода
Blue Demon ER5356 характеристики провода
Lincoln Electric ER4043 характеристики провода
Lincoln Electric ER5356 характеристики провода
Характеристики проводов Harris ER4043
Характеристики проводов Harrus ER5356
Последние слова о лучшей сварочной проволоке для MIG-сварки алюминия
И вот оно, заключение моих исследований о лучшей проволоке для MIG-сварки алюминия, о том, что, почему и что.
Мантра сварщика для сварки алюминия одинакова, как и для любого типа сварки MIG. Практика, практика и еще раз практика – залог лучшего сварного шва.
Дополнительные ресурсы
Лучшие практики Miller Welds
Lincoln Electric выбирает алюминиевый провод
Трудности подачи алюминиевой проволоки MIG при сварке
Проблемы с подачей алюминиевой проволоки могут принимать самые разные формы: от скопления птиц и ожогов до неустойчивой дуги.Пять простых шагов помогут свести к минимуму эти проблемы и связанные с ними простои.
От автомобилестроения до судостроения и изготовления прицепов алюминий продолжает становиться все более популярным материалом, главным образом благодаря его высокому соотношению прочности к весу и коррозионной стойкости. Материал позволяет этим отраслям изготавливать изделия, которые меньше весят, но способны выдерживать высокие нагрузки. В частности, в автомобильной промышленности алюминий способствует снижению выбросов и экономии топлива в новых автомобилях.
Несмотря на свои преимущества, сварка алюминия может быть сложной задачей. Из-за присущего ей оксида, высокой теплопроводности и высокой скорости охлаждения для получения качественного шва требуются более эффективные методы очистки и несколько иные методы сварки, чем для стали.
Сварочная проволока также представляет собой потенциальные проблемы, поскольку она намного мягче стальной проволоки и может легко деформироваться или раздавливаться. При газовой дуговой сварке (GMAW) это означает, что вероятность возникновения проблем с подачей проволоки выше.Это особенно верно при сварке проволоками серии 4000, такими как 4043, 4943 и 4047. Эти проволоки обладают преимуществом лучшей смачиваемости и внешнего вида валика, но более склонны к проблемам с подачей внутри гильзы сварочной горелки, поскольку они имеют меньшую столбчатую прочность, чем другие алюминиевые сплавы или стальная проволока.
Пять простых шагов помогут свести к минимуму проблемы с подачей проволоки и связанные с ними простои.
Советы по предотвращению плохой подачи проволоки
Проблемы с подачей алюминиевой проволоки могут принимать самые разные формы – от скопления птиц и ожогов до неустойчивой дуги и т. Д.”Птица” происходит, когда сварочная проволока запутывается в системе приводных роликов. Ожог – это результат плавления проволоки внутри контактного наконечника.
Использование правильного оборудования и компонентов и правильная настройка вашей системы сварки алюминия – ваши лучшие меры защиты от проблем с подачей проволоки.
1. Используйте правый пистолет. При сварке алюминия лучше всего использовать пистолет для катушки или двухтактный пистолет.
Пистолет для катушки вмещает 1 фунт 4 дюйма.катушка сварочной проволоки и хорошо подходит для небольших приложений, которые не требуют частой смены проволоки. Несмотря на то, что эти пистолеты могут использоваться с более длинными кабелями, поскольку катушка установлена на самом пистолете, проволока должна подаваться только на короткое расстояние – обычно от 8 до 10 дюймов. Это помогает минимизировать некоторые проблемы с подачей.
Однако у пистолетов-катушек есть ограничения. Их конструкция может затруднять доступ к труднодоступным местам, и катушки необходимо менять очень часто. Катушка также увеличивает вес пистолета, поэтому сварка может показаться вам тяжелой в течение длительного времени.
Катушка также увеличивает вес пистолета, поэтому сварка может показаться вам тяжелой в течение длительного времени.
Толкающий / толкающий пистолет предназначен для подачи алюминиевой проволоки на большие расстояния – до 50 футов. Электродвигатель в пистолете протягивает проволоку, а вспомогательный двигатель в механизме подачи проволоки проталкивает проволоку через направляющую, что помогает подавать проволоку. плавно, чтобы избежать гнездования птиц.
Всегда поднимайте катушку снизу или за центр.
2. Выберите правые приводные ролики и правильно установите натяжение. Используйте приводные ролики с U-образной канавкой, чтобы избежать раздавливания или деформации алюминиевой сварочной проволоки.Они эффективно подают проволоку, сохраняя ее круглую форму и предотвращая стружку, которая может засорить лайнер.
Регулировка натяжения приводных роликов – это в некоторой степени вопрос практики и ощущений. Убедитесь, что приводные ролики выровнены, и используйте самое низкое давление приводных роликов, обеспечивающее равномерную подачу проволоки. Ключ состоит в том, чтобы избежать слишком большого напряжения на проволоке во всей сварочной системе от механизма подачи до контактного наконечника, что может привести к волнистости проволоки на выходе из контактного наконечника и может привести к неустойчивой дуге.Не менее важно иметь достаточное натяжение, чтобы предотвратить проскальзывание приводных роликов и проволоки.
Неправильное натяжение приводных роликов может привести к различным проблемам, в зависимости от того, подаете ли вы от 1 фунта. катушка проволоки с помощью пистолета для катушки или подача из большого барабана с проволокой с помощью пистолета push / pull. Слишком сильное натяжение обычно приводит к гнездованию птиц, поскольку приводные ролики будут пытаться протолкнуть проволоку к контактному наконечнику, даже если есть препятствие, вместо того, чтобы позволить им соскользнуть. Если вы выполняете сварку из большого барабана с проволокой, слишком сильное натяжение приводного ролика может также препятствовать плавному вращению проволоки на выходе из барабана, что может привести к запутыванию в барабане.
Если вы выполняете сварку из большого барабана с проволокой, слишком сильное натяжение приводного ролика может также препятствовать плавному вращению проволоки на выходе из барабана, что может привести к запутыванию в барабане.
3. Выберите качественный провод и правильно установите натяжение тормоза катушки. Качество алюминиевой проволоки, которую вы покупаете и используете, может повлиять на ее подачу. Ищите высококачественную проволоку с гладкой поверхностью, равномерной литой и спиралью, которая помогает ей подавать более плавно. Проволока более низкого качества потенциально может выходить из контактного наконечника волнообразным движением, что приводит к неустойчивой дуге.
При настройке механизма подачи проволоки убедитесь, что натяжение тормоза – величина натяжения катушки с проволокой – правильно установлено. Катушка должна иметь достаточное натяжение, чтобы предотвратить ее чрезмерное наматывание при прекращении сварки, но не настолько, чтобы катушка не могла легко вращаться.
4. Используйте контактные наконечники, вкладыши и направляющие.
Разработано для алюминиевой проволоки. Производители расходных материалов предлагают специальные алюминиевые контактные наконечники с гладкими отверстиями, которые немного больше для данного диаметра проволоки, чем наконечники для стальной проволоки.Алюминиевая проволока имеет более высокий коэффициент расширения по сравнению со стальной, поэтому больший внутренний диаметр (ID) компенсирует увеличение диаметра алюминиевой проволоки при ее нагревании. Это помогает предотвратить ожоги.
Нейлоновые или тефлоновые футеровки рекомендуются для сварки алюминия, поскольку они имеют очень низкий коэффициент трения и предотвращают стружку мягкой проволоки, которая может вызвать засорение. Засоренная футеровка может привести к скоплению птиц и преждевременному износу контактного наконечника, и обе проблемы увеличивают время простоя и требуют больших затрат для устранения.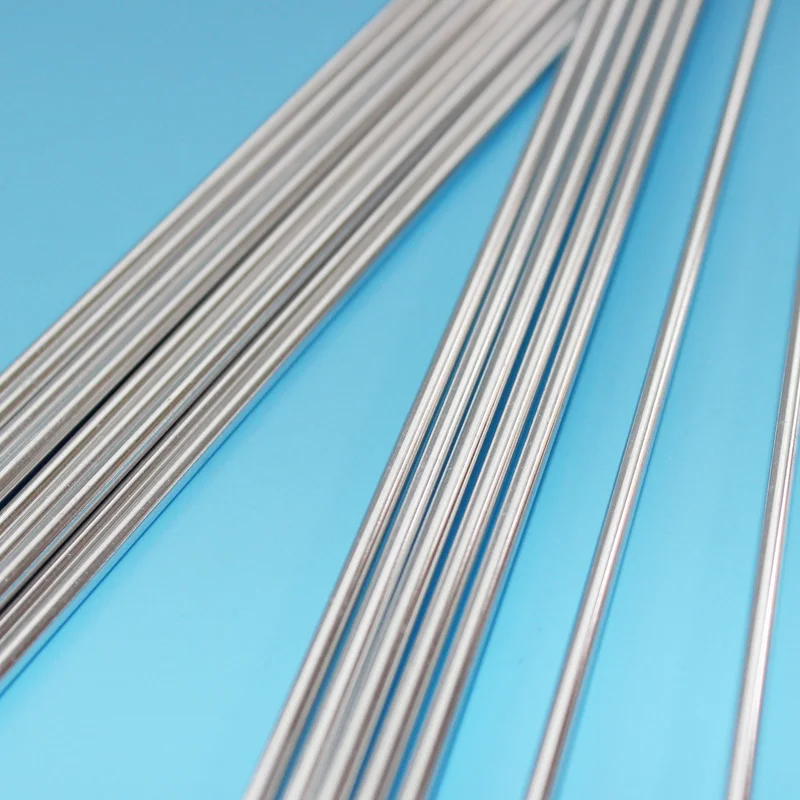
Аналогичным образом используйте неметаллические входные и промежуточные направляющие, чтобы предотвратить стружку алюминиевой проволоки.
5. Соблюдайте правильные методы обращения. Важно правильно обращаться с катушкой с проволокой. Всегда поднимайте катушку снизу или по центру. Никогда не поднимайте катушку таким образом, чтобы фланцы могли отклоняться от проволоки, так как это может повредить точно намотанные слои проволоки. Будьте осторожны, чтобы не повредить способ намотки проволоки на катушку, не уронив ее или не регулируя иным образом.
Алюминиевые катушки с проволокой намотаны ровным слоем для обеспечения равномерной подачи проволоки. Любые изгибы катушки или фланцев могут привести к заеданию или зависанию проволоки, что может привести к проблемам с подачей во время сварки.
Как всегда, надежный производитель сварочного оборудования, присадочного металла или дистрибьютор сварочного оборудования может стать ценным ресурсом, который поможет вам решить ваши потребности или вопросы по сварке алюминия.
Как сваривать алюминий с помощью катушечного пистолета – Как обращаться с более мягким алюминием
Использование алюминия в качестве материала для изготовления изделий стало широко распространенным.Он используется во многих отраслях для проектирования различных объектов, от предметов домашнего обихода до автомобилей. В связи с широким распространением, потребность в сварке алюминия также значительно выросла.
Алюминий привлекает промышленных дизайнеров по ряду причин. Этот материал не только чрезвычайно легкий, но и обладает исключительной коррозионной стойкостью. Именно по этим причинам алюминий изготавливается самых разных форм и размеров. Однако люди, имеющие значительный опыт в области сварки, знают, насколько сложно сваривать алюминий.
Проблемы сварки алюминия
Сварка алюминия не так проста и понятна, как сварка стали. Алюминий намного мягче стали, что затрудняет его пропускание через гильзу. Оборудование, которое используется для сварки алюминия, должно быть специально адаптировано для работы с этим более мягким металлом. Настройки машины, которые используются для работы с обычной сталью, также необходимо отрегулировать в соответствии с алюминием. Кроме того, алюминиевая проволока настолько мягкая, что ее можно легко сломать или повредить во время подачи.Здесь большое значение имеет катушечный пистолет.
Оборудование, которое используется для сварки алюминия, должно быть специально адаптировано для работы с этим более мягким металлом. Настройки машины, которые используются для работы с обычной сталью, также необходимо отрегулировать в соответствии с алюминием. Кроме того, алюминиевая проволока настолько мягкая, что ее можно легко сломать или повредить во время подачи.Здесь большое значение имеет катушечный пистолет.
Что такое катушечный пистолет?
Катушечный пистолет – это специализированное сварочное оборудование. Это автономный пистолет, который используется для подачи алюминиевой проволоки с катушек, установленных на пистолете. Эти катушки из алюминия весят 1 фунт и имеют диаметр около 4 дюймов. Особенность, которая делает катушечные пистолеты подходящими для сварки алюминия, заключается в том, что расстояние между проволокой и контактным наконечником значительно уменьшено, обычно менее 12 дюймов, что значительно упрощает подачу мягкого алюминия.
Пистолеты для катушекрекомендуются для более мягкой проволоки и меньшего диаметра. Это очень удобно и экономично для людей, которые часто переключаются между сваркой алюминия и стали.
Золотниковый пистолет по сравнению с обычной установкой для сварки MIG
Основным преимуществом использования катушечных пистолетов является то, что алюминиевая проволока должна подаваться только на короткое расстояние по сравнению с обычной установкой MIG, в которой длина лайнера составляет от 8 до 10 футов. Продвинуть алюминий на такое большое расстояние практически невозможно.Катушечный пистолет устраняет эту проблему и обеспечивает эффективную подачу алюминия для сварки.
Еще одно преимущество катушечного пистолета по сравнению с обычной установкой MIG заключается в том, что в пистолет загружается 1 фунт алюминиевой проволоки, что обеспечивает стабильную подачу корма. Хотя катушечный пистолет сравнительно менее маневренный по сравнению с обычным MIG, это один из наиболее эффективных способов сварки алюминия.
Сварка алюминия
Чтобы добиться успеха при сварке алюминия, необходимо учитывать ряд факторов.Помимо длины, через которую необходимо протолкнуть алюминиевый подающий элемент, на гладкость и долговечность алюминиевого сварного шва могут влиять многие другие факторы. Эта запись в блоге может оказаться особенно полезной, если вы изо всех сил пытаетесь найти достоверное руководство по сварке алюминия методом MIG с помощью пистолета для катушки.
Методы настройки
Сварка алюминия сильно отличается от сварки стали. Первое и главное соображение при сварке алюминия – это изменения в аппарате, чтобы сделать его пригодным для работы с более мягким алюминием.
Гильза
Стальной вкладыш со спиральной нарезкой используется для сварки стали, но этот тип вкладыша не подходит для сварки алюминия. Это потому, что этот тип лайнера будет царапать и соскабливать стружку с мягкого алюминия. При сварке алюминия вам понадобится футеровка из нейлона или тефлона. Эти материалы значительно уменьшают трение и предохраняют алюминий от царапин или стружки.
Направляющие для проволоки
Как и лайнер, направляющие для проволоки, подходящие для сварки стали, необходимо менять при сварке алюминия.Направляющие для проволоки из нейлона или тефлона рекомендуются, если вы хотите уменьшить трение и избежать стружки алюминия.
Приводные ролики
Использование приводных роликов с V-образной канавкой – обычная практика при сварке стали. Однако для сварки алюминия на приводных роликах необходимо иметь U-образную канавку. Это связано с тем, что приводные ролики с U-образными канавками не имеют острых краев, которые могут срезать или соскрести алюминий. Следует также уменьшить натяжение приводных роликов, поскольку алюминий слишком мягкий, чтобы выдерживать такое сильное натяжение во время подачи.
Контактные советы
Контактные наконечники сварочного аппарата также необходимо заменить для сварки алюминия. Расширение алюминия при нагревании больше, чем у стали. Поэтому для сварки алюминия требуется сопло с отверстием большего размера в контактном наконечнике.
Расширение алюминия при нагревании больше, чем у стали. Поэтому для сварки алюминия требуется сопло с отверстием большего размера в контактном наконечнике.
Напряжение тормоза
Натяжение тормоза также должно быть свободно отрегулировано по сравнению с тем, что установлено для сварки стали. Таким образом, чтобы снять алюминиевую проволоку с катушки, потребуется меньшее усилие.
Кабели для пистолета
Прочность колонн алюминия по сравнению со сталью намного ниже.Поэтому пистолет следует держать как можно более прямым, чтобы алюминиевая проволока не запуталась и не протолкнулась через гильзу.
Фактический процесс
Чтобы научиться выполнять сварку алюминия методом MIG с помощью катушечного пистолета и сварочного аппарата, все, что вам нужно сделать, это выполнить простые шаги, перечисленные ниже:
- Если у вас есть катушечный пистолет для сварочного аппарата MIG, вам нужно вставить алюминиевую проволоку в катушечный пистолет. Для этого сначала нужно открыть контактный наконечник и крышку канистры пистолета.
- Возьмите около 8 дюймов алюминиевого провода и закрепите его. После этого проденьте кабель в пистолет. Поместите катушку с алюминиевой проволокой внутрь канистры пистолета и накройте ее. Не забудьте закрыть рычаг натяжения, расположенный сбоку от пистолета-катушки.
- Выберите контактные наконечники, соответствующие диаметру проволочной ленты. Присоедините контактный наконечник к пистолету с последующей установкой насадки. Как только два компонента будут на месте, ваш катушечный пистолет готов к использованию для сварки алюминия.
- Отрегулируйте натяжение проволоки так, чтобы скорость подачи алюминиевой проволоки была подходящей и постоянной. Если он слишком ослаблен, скорость ощущения алюминиевой проволоки не будет постоянной. Вам необходимо отрегулировать натяжение до точки, при которой проволока начнет выходить плавно и с постоянной скоростью.
- Убедитесь, что вы очистили алюминиевую поверхность, чтобы избавиться от окислов.
 Вы можете сделать это с помощью ацетона и щетки из нержавеющей стали.
Вы можете сделать это с помощью ацетона и щетки из нержавеющей стали. - Всегда сохраняйте угол от 1 до 15 градусов во время сварочного задания.Это предотвратит появление уродства и сажи сварного шва после завершения.
- Сопло пистолета не должно касаться основного металла. В противном случае он может сгореть.
- Для этого процесса требуется газообразный аргон, чтобы защитить сварной шов от атмосферных воздействий. Катушка пистолета должна быть подключена к положительному концу отсека.
Наконечники для сварки алюминия с помощью катушечного пистолета
Теперь, когда вы знаете, чем MIG-сварка алюминия отличается от MIG-сварки стали и почему обычный сварочный аппарат MIG для стали не подходит для сварки алюминия, мы можем перейти к некоторым полезным советам по сварке алюминия с использованием катушечного пистолета.
Толщина металла
СваркаMIG может применяться для алюминия толщиной 14 и более. Если вы хотите сваривать алюминий толщиной менее 14, вам, возможно, придется использовать сварочное оборудование для сварки TIG на переменном токе или импульсной сварки MIG. Чтобы гарантировать, что алюминий не будет потрачен впустую из-за стружки или соскабливания во время кормления, вы всегда должны учитывать толщину алюминиевого материала.
Очистка
Один из самых важных советов, которые помогут вам в эффективной сварке алюминия, – это очистка материала перед сваркой.Оксидный слой следует удалить с алюминия после обезжиривания проволочной щеткой из нержавеющей стали. Убедитесь, что вы очистили проволочную щетку перед тем, как использовать ее для обработки алюминия. Кроме того, щетку следует использовать только для алюминия.
Защитный газ справа
При сварке алюминия в качестве защитного газа используется 100% аргон, поскольку алюминий является цветным металлом. Экранирование перекачивается с расходом 20-30 кубических футов / час.
Используемый процесс
При сварке алюминия методом MIG струйный перенос является желаемым способом переноса. Причина этого в том, что он плавно переносит маленькие расплавленные капли металла от контактного наконечника к расплавленной сварочной ванне. Поскольку это режим передачи достаточно высокой энергии, его не следует использовать на алюминиевых материалах толщиной менее 14 калибра.
Причина этого в том, что он плавно переносит маленькие расплавленные капли металла от контактного наконечника к расплавленной сварочной ванне. Поскольку это режим передачи достаточно высокой энергии, его не следует использовать на алюминиевых материалах толщиной менее 14 калибра.
Варианты кормления
Хотя мы обсуждали только подачу алюминия с помощью катушечного пистолета, существуют и другие варианты подачи, включая двухтактные системы. Пистолеты с катушкой – отличный вариант, потому что они могут эффективно подавать мягкий алюминий, располагая довольно небольшую сварочную лужу на пистолете, напоминающем пистолет.Катушки также исключают возможность гнездования птиц. С другой стороны, двухтактные системы идеальны, когда сварка должна выполняться вдали от источника питания.
Связанные вопросы
Почему для сварки алюминия рекомендуется катушечный пистолет?
Катушечный пистолет сокращает расстояние, на которое алюминий должен пройти, чтобы достичь сварочной ванны. Поскольку алюминий является очень мягким материалом, он будет поцарапан или поцарапан, если он будет перемещаться на расстояние, равное обычному сварочному аппарату MIG.
Какой вид сварки наиболее подходит для сварки алюминия?
Для сварки алюминия можно использовать сварку TIG и MIG. Основное отличие состоит в том, что для сварки алюминия методом MIG вам потребуется дополнительный компонент. Этот компонент представляет собой катушечный пистолет или пушпульную систему.
Какой защитный газ следует использовать при сварке алюминия?
Для сварки алюминия следует использовать 100% аргон, поскольку алюминий является цветным металлом.
Подобные сообщения:
Как сваривать алюминий для сварки MIG, TIG и Stick.
Сварка алюминия намного сложнее, чем сварка стали, из-за различных характеристик металла. Алюминий отличается от стали, потому что он плавится при температуре около 1200 градусов, но покрыт оксидным слоем, который плавится при температуре около 3700 градусов.
Алюминий отличается от стали, потому что он плавится при температуре около 1200 градусов, но покрыт оксидным слоем, который плавится при температуре около 3700 градусов.
Это может быть проблематично, потому что, если вы не очистите оксидный слой, алюминий расплавится под оксидом и смешается с оксидом, образуя ужасно хрупкие сварные швы.
Алюминий также проводит тепло намного быстрее, чем углеродистая сталь, поэтому требуется более высокая сила тока и более быстрое перемещение электрода. Признавая эти различия, мы можем соответствующим образом приспособиться, но это требует навыков.
Сварка алюминия MIG
Вы можете сваривать алюминий с помощью сварочного аппарата MIG, но вам потребуется прикрепить пистолет для катушки. Это довольно запутанный процесс, и вы увидите много разлетающихся искр. Для достижения наилучших результатов предварительно нагрейте металл перед началом сварки.
Что такое катушечный пистолет?
Катушка с проволокой находится в самом пистолете, поэтому проволока проходит меньшее расстояние до входа в сварочную ванну.Вам понадобится катушечный пистолет, потому что алюминиевая проволока намного мягче стальной и не так эффективно проходит через машину.
Посоветуйтесь со сварщиком в настройках перехода на катушечный пистолет. Вам необходимо отключить пистолет MIG и подключить катушку. Обычно на машине есть переключатель, на который вы можете нажать, чтобы сообщить машине, что вы его переключили.
Какой провод MIG для алюминия?
Для сварки алюминия вам понадобится алюминиевая проволока.Популярные алюминиевые проволоки – 4043, 5356 и 5554. Марка проволоки должна соответствовать марке алюминия, который вы свариваете. Убедитесь, что вы знаете свои сплавы. 5356 обеспечивает хорошую прочность на разрыв, в то время как 4043 – популярный кремниевый сплав, который позволяет лучше контролировать сварочную ванну и совместим с рядом основных сплавов. Для приварки 5454 или 5154 к самим себе используйте 5554. Используйте 5356 или 5554 для 5052. Для полной таблицы характеристик см. Эту таблицу от Hobart.
Для приварки 5454 или 5154 к самим себе используйте 5554. Используйте 5356 или 5554 для 5052. Для полной таблицы характеристик см. Эту таблицу от Hobart.
Очистите металл
Когда вы свариваете сталь методом MIG, вы можете получить немного грязи на металле, но с алюминием вам действительно нужно убедиться, что металл чистый.Избавьтесь от масла или загрязнений с поверхности, включая тонкий слой оксида алюминия, который находится на поверхности алюминия. Лучше всего протирать металл заготовки металлической щеткой из нержавеющей стали.
Скорость
Алюминий имеет гораздо более высокую проводимость, чем сталь, поэтому его необходимо использовать при более высоких настройках напряжения. При таком нагреве вам нужно будет быстро перемещать катушечный пистолет и следить за тем, чтобы не прожечь металл, особенно на тонком алюминии. Вместо того, чтобы тянуть бусинку, используйте технику толчка.
Защитный газ
При сварке алюминия методом MIG используйте чистый аргон или смесь аргона и гелия. Гелий более дорогой и обычно менее эффективен в качестве защитного газа, но вам может потребоваться его добавление, если вы свариваете более толстые металлы и вам нужно больше тепла. Вы не сможете использовать баллон с CO2 или смесь аргона и CO2 для сварки алюминия методом MIG, потому что CO2 окисляет алюминий.
Узнайте больше о лучших сварщиках MIG.
Сварка TIG Алюминий
Одним из методов, наиболее тесно связанных со сваркой TIG, является сварка алюминия TIG.Это один из самых сложных процессов при сварке, и управлять дугой намного сложнее. Если вы новичок в сварке, вам действительно стоит сначала научиться сваривать сталь TIG, чтобы научиться сварке TIG. Но не бойтесь попробовать!
Переменный ток
Одна важная вещь, которую следует помнить при сварке алюминия TIG, заключается в том, что вам необходимо использовать переменный ток. Переменный ток необходим для прорыва оксидного слоя, покрывающего алюминий. Постоянный ток не прорвет оксидный слой и испортит сварной шов.Вы можете технически сваривать с помощью постоянного тока, но вы получите настоящий беспорядок, потому что вы не сможете разрушить оксид.
Переменный ток необходим для прорыва оксидного слоя, покрывающего алюминий. Постоянный ток не прорвет оксидный слой и испортит сварной шов.Вы можете технически сваривать с помощью постоянного тока, но вы получите настоящий беспорядок, потому что вы не сможете разрушить оксид.
Некоторые сварочные аппараты TIG имеют функцию Square Wave, которая очищает металл во время сварки, но вам все равно следует очищать металл вручную. Очень важно сделать все возможное, чтобы оксидный слой не повредил сварной шов. Используйте проволочную щетку, чтобы разрушить оксидный слой, и растворители, чтобы удалить жир, прежде чем приступить к сварке TIG.
Какой вольфрамовый электрод?
У людей свои личные предпочтения, и разные машины хорошо работают с разными электродами.Если у вас инверторная сварка TIG, то электроды из 100% чистого вольфрама не дадут вам наилучших результатов при более высокой силе тока. Вместо этого попробуйте электроды из 2% -ного торированного вольфрама или 2% -ного лантана, которые работают так же хорошо и могут более эффективно справляться с более высокой силой тока.
Подготовьте электрод, свернув его конец шариком. Вы можете превратить конец в острие шара. Я предпочитаю иметь мяч на конце. Чтобы шарик электрода, просто подсоедините электрод и запустите машину на пару секунд, пока конец не превратится в шарик.Диаметр шара не должен превышать 1,5 диаметра электрода.
Присадочный стержень
Перед тем, как выбрать присадочный стержень, важно знать конкретный сорт алюминия, который вы используете, и выбрать наиболее подходящий. 4043 стержня подойдут для большинства людей.
Предварительный нагрев
Предварительно нагрейте алюминий перед сваркой, и это значительно облегчит вам жизнь. Вы получите лучшее проникновение, и вам будет легче запускать дугу и управлять ею.
Узнайте больше о лучших сварочных аппаратах TIG
Алюминий для сварки палкой
Вы можете сваривать алюминий приклеиванием, но это будет намного более грязным и менее чистым швом.