Алюминиевые электроды: Сварочные электроды для алюминия – купить по выгодной цене в магазинах «Всё для сварки»
alexxlab | 28.01.2022 | 0 | Разное
Электроды по алюминию – особенности сварки, фото, видео
- Выполнение сварки алюминия
- Способы сварки алюминия
- Виды электродов
Электроды по алюминию очень удобны в применении. С их помощью можно достаточно легко выполнять сварку деталей, изготовленных из алюминиевых сплавов. Осуществлять такие технологические операции стало возможным потому, что использование таких электродов позволяет разрушить прочную оксидную пленку, покрывающую поверхность изделий из алюминия и его сплавов.
Алюминиевые прутки для сварки
Выполнение сварки алюминия
Наличие таких электродов — не единственное условие, которое необходимо соблюсти, чтобы получить качественное сварное соединение деталей, изготовленных из этого распространенного металла. Прежде всего, чтобы варить такие изделия, необходимо тщательно очистить их поверхности от различных загрязнений и окислов, а также подготовить их кромки: придать им оптимальный профиль.
Для очистки алюминиевых деталей и удаления с их поверхности жира используются органические растворители, а в производственных условиях для этого делают щелочные ванны. Из наиболее распространенных растворителей, которые для этого применяются, можно выделить «Уайт-спирит», технический ацетон, составы «РС-1» и «РС-2». Такие растворители несложно приобрести в специализированных точках продаж.
Если есть необходимость в использовании щелочной ванны, то приготовить ее своими руками можно и в домашних условиях. Для этого необходимо смешать следующие компоненты:
- 1000 мл воды;
- 50 г кальцинированной соды;
- 50 г технического тринатрийфосфата;
- 30 г жидкого стекла.
Электроды для ручной сварки алюминия Kjellberg Finsterwalde CMA 512
Для того чтобы обработать алюминиевую деталь, полученный состав необходимо предварительно нагреть до температуры 65 градусов. Важно и время выдержки изделия из алюминия в таком растворе, которое составляет 5 минут.
Следующая операция, которую необходимо будет выполнить, — это очистка алюминия от оксидной пленки. Выполняется такая процедура при помощи специальных щеток, щетина которых состоит из тонкой (диаметр до 0,1 мм) стальной проволоки. После очистки такой щеткой поверхность алюминия необходимо еще раз обработать растворителем, чтобы обезжирить.
В предварительной подготовке нуждаются и электроды для сварки алюминия. Чтобы сварное соединение получилось более качественным, специалисты рекомендуют просушивать электроды перед использованием при температуре 200 градусов, для чего используются специальные печи. Такую просушку необходимо выполнять в течение 2 часов. После выполнения всех вышеуказанных процедур можно начинать варить алюминиевые детали, для чего может быть использован обычный инвертор.
Принцип сварки вольфрамовым электродом в среде защитного газа
Режимы для сварки выбирают следующие: постоянный ток, подключаемый с обратной полярностью, сила которого должна составлять 25–30 ампер на один миллиметр диаметра используемого электрода.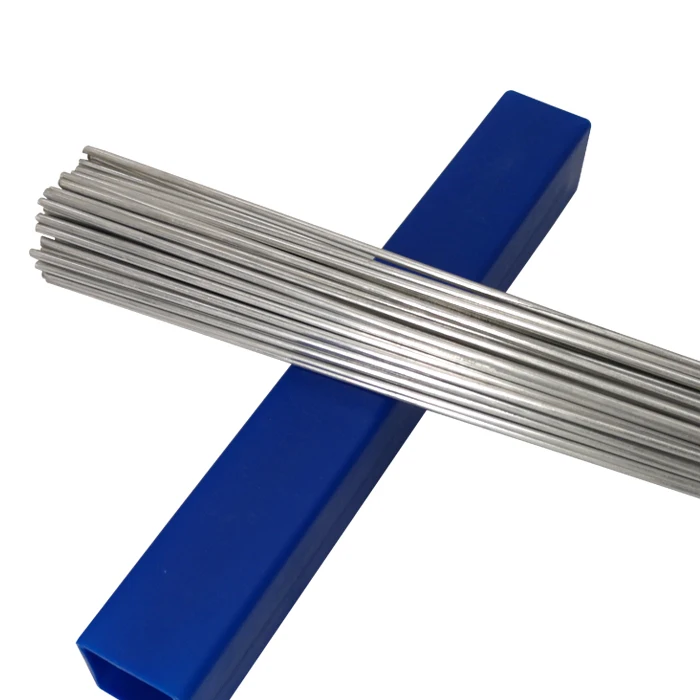 Если к качеству и надежности получаемого соединения предъявляются повышенные требования, то детали лучше всего нагреть предварительно до 250–400 градусов. Важно, что чем больше толщина алюминиевых деталей, тем до более высокой температуры их необходимо нагревать.
Если к качеству и надежности получаемого соединения предъявляются повышенные требования, то детали лучше всего нагреть предварительно до 250–400 градусов. Важно, что чем больше толщина алюминиевых деталей, тем до более высокой температуры их необходимо нагревать.
Детали из алюминия нагревают перед сваркой для того, чтобы обеспечить хорошую проплавляемость зоны соединения и, соответственно, хорошее качество шва. Чтобы минимизировать риск коробления деталей из алюминия после сварки и избежать кристаллизационных дефектов готового соединения, необходимо обеспечить их медленное остывание после окончания процесса.
Если варить предполагается крупногабаритные детали, то их нагревают не целиком, а только те участки, которые находятся в зоне будущего сварного соединения. Когда сварка алюминиевых деталей завершена, выполняются следующие технологические операции:
- сварной шов очищается от образовавшейся корки шлака;
- не успевший остыть шов поливается горячей водой;
- выполняется обработка шва при помощи щетки с металлической щетиной.

Сварочный шов при использование электродов ОЗАНА-2
Способы сварки алюминия
Варить детали, изготовленные из алюминия и его сплавов, можно различными способами. Наиболее распространенными из них являются следующие.
Ручная сварка при помощи электрической дугиВ качестве электродов при выполнении такой сварки могут использоваться металлические или угольные стержни, которые и обеспечивают горение электрической дуги, нагрев и плавление кромок соединяемых частей. За счет введения в зону сварки алюминиевого прутка, поверхность которого покрыта специальным флюсом, обеспечивается формирование шва. При помощи такой дуговой сварки можно соединять детали небольшой толщины, а также устранять небольшой брак в алюминиевых отливках.
Таким методом можно варить встык алюминиевые детали, толщина которых превышает 4 мм. Для получения соединения данным методом применяются плавящиеся электроды и ток с обратной полярностью. Формирование сварного шва происходит под слоем специального флюса, который предварительно замешивают, перетирают через сито и прокаливают при температуре 300 градусов.
Формирование сварного шва происходит под слоем специального флюса, который предварительно замешивают, перетирают через сито и прокаливают при температуре 300 градусов.
Режимы аргонодуговой сварки алюминия вольфрамовым электродом
Сварка, осуществляемая в среде газов — гелия и аргона, которые выполняют защитную функциюТакой технологический процесс, в котором также используется дуговой разряд, выполняется при помощи неплавящегося электрода, изготовленного из вольфрама. Благодаря использованию защитного газа дуга при такой сварке отличается исключительной стабильностью горения, поэтому применять данную технологию можно для соединения даже очень тонких деталей. Чтобы варить таким способом, могут использоваться автоматические или ручные аппараты. В первом случае применяется сварочная проволока, которая в зону сварки подается автоматически, во втором — неплавящиеся электроды для формирования дуги и присадочный материал из алюминия. Сварка по данной технологии может выполняться и на трехфазном токе, для этого должна использоваться погружаемая и импульсная дуга.
Виды электродов
Для сварки алюминия, а также сплавов на его основе применяется несколько видов электродов. В частности, к ним относятся следующие.
Электроды щелочно-солевой группы (ОК: 96.10, 96.20, 96.50)Оптимальнее всего использовать такие электроды, чтобы варить сплавы, основу которых составляет алюминий, магний и марганец, а также детали из технического алюминия. Такие электроды очень критично относятся к условиям хранения по причине высокой гигроскопичности, поэтому они нуждаются в надежной защите от повышенной влажности.
Электроды ОК 96.20
Электроды по алюминию популярной торговой марки «ОЗАНА»Существует две модификации электродов данной марки, одна из которых («ОЗАНА-1») применяется для соединения или наплавки деталей, изготовленных из сплавов марки А0-А3, а вторая («ОЗАНА-2») — для работы с марками АЛ4, АЛ9, АЛ11 и др.
Такими электродами сваривают детали из чистого алюминия, а также изделия из сплава на основе алюминия с кремнием.
Электроды марки «УАНА»Эти электроды используют для соединения деталей из сплавов алюминия, относящихся к литейной и деформируемой группе.
Электроды, изготавливаемые из вольфрама, которыми оснащают аппараты для сварки в среде защитных газов.Вольфрамовые электроды Elitech WP
Электроды для сваривания алюминия выпускаются современной промышленностью в большом ассортименте и в достаточном количестве, но их стоимость находится на высоком уровне. Однако можно серьезно сэкономить на их приобретении, если изготовить такие электроды своими руками. Сделать это совсем несложно, если придерживаться следующего алгоритма действий:
Однако можно серьезно сэкономить на их приобретении, если изготовить такие электроды своими руками. Сделать это совсем несложно, если придерживаться следующего алгоритма действий:
- алюминиевую проволоку диаметром 3–4 мм порезать на куски длиной 250–350 мм;
- подготовить обмазку для электродов, в которую войдет сильно измельченный мел, смешанный с силикатным клеем;
- доведенную до пастообразного состояния смесь следует равномерным слоем (1–2 мм) нанести на подготовленную проволоку и просушить готовые электроды до полного затвердевания их обмазки.
С помощью электродов легко выполнять сварку деталей из алюминия. Значительно сэкономить на этом технологическом процессе позволит изготовление электродов своими руками.
электроды для сварки алюминия : Электроды по алюминию UTP 48
Минималный заказ – 1 шт. (один электрод).
(один электрод).
Производитель: UTP Maintenance, Германия.
Стандарт: UTP 48
DIN 1732: S – AlSi12
Алюминиевые электроды UTP 48 со специальным покрытием для ковких и литых сплавов.
Ø 2,5 мм
Ø 3,2 мм
Ø 4,0 мм
Упаковка: герметичный металлический тубус 2 кг.
Описание и применение.
Сварка алюминия электродами – это реально !!! UTP 48 – специальные электроды для сварки и наплавки алюминия и его сплавов. Электроды для алюминия UTP 48 имеют исключительные сварочные характеристики. Гладкий ровный шов. Плотный наплавленный металл без пор. Возможна соединительная сварка пластин толщиной более 2 мм. Покрытие несколько гигроскопично и при надлежащем хранении хорошо сохраняется.
Область применения: идентична электродам AlSi-12 Lincoln Electric. (блоки и поршни двигателей, кузова и картеры автомобилей, коробки передач, корпуса, насосы, баки, литейные формы, лопасти, оконные рамы, лестницы, устранение дефектов литья и т.п.)
(блоки и поршни двигателей, кузова и картеры автомобилей, коробки передач, корпуса, насосы, баки, литейные формы, лопасти, оконные рамы, лестницы, устранение дефектов литья и т.п.)
Химический состав наплавленного металла, %
Al Si
Основа 12
Особенности сварки.
Электроды UTP 48 позволяют производить сварку во всех пространственных положениях, кроме сверху-вниз, обратная полярность (электрод +). Массивные детали нагреть до 100-250°С. Перед сваркой необходимо тщательно подготовить свариваемые кромки, очистив их от загрязнения и оксидной пленки. Для очистки и обезжиривания применяют ацетон, авиационный бензин, уайт-спирит или иной подходящий растворитель.
При необходимости разделываются кромки. Для сварки деталей толщинами до 4 мм, как правило, разделку кромок не производят; при больших толщинах изделия разделка необходима.
Для удаления оксидной пленки кромку детали на ширину 25 – 30 мм нужно зачистить наждачкой, напильником либо щеткой из нержавейки, имеющую проволоку диаметром не более 0,15 мм.
Сварка алюминия алюминиевым электродом имеет некоторые особенности. Плавление электрода по алюминию происходит в 2 – 3 раза быстрее, чем плавление электрода по сталям. Сварка, исходя из этого, должна производиться с существенно большей скоростью. Также, необходимо избегать поперечных движений электрода, которые применяют при сварке сталей. Сварочную дугу стараться выдерживать максимально короткой, при этом алюминиевый электрод держать перпендикулярно свариваемой поверхности.
После сварки шов обрабатывается металлической щеткой для удаления шлака, остатки которого в зазорах могут вызвать коррозионные процессы.
Электрод, ф х длина (мм) 2,5 х 350 3,2 х 350 4,0 х 350
Ток, А 50-70 80-100 90-130
Свариваемые материалы:
Алюминиевые сплавы с содержанием кремния, магния, меди.
G- AlSi12 № 3. 2581
2581
G- AlSi12(Cu) № 3.2583
G- AlSi10Mg (Cu) № 3.2383
G- AlSi10Mg № 3.2381
G- AlSi9Mg № 3.2373
УЗНАТЬ СТОИМОСТЬ: под ценой и надписью «Доступные варианты» находится окошко с диаметром электрода (в данный момент Ø 2,5 мм по цене 18,00 грн за 1 шт).
Нажимаете курсором мышки на значок «» справа от стрелки —-> и выбираете “кликом” необходимый Вам диаметр. Сверху автоматически появится цена.
Благодарим за покупку !
Купить электроды по алюминию UTP 48 Вы можете в сети магазинов “ЗВАРЮВАННЯ”.
Электроды для сварки алюминия UTP 48 купить в г. Кривой Рог Вы можете в сети магазинов “ЗВАРЮВАННЯ”:
• магазин ЗВАРЮВАННЯ – ул. В. Матусевича (22-го партсъезда), д. 55, р-он ГосЦирка;
Тел. :(067) 379-07-77, (067) 569-35-66, (099) 047-64-46, (093) 610-90-26. Низкие цены. Гарантия от ведущих производителей. Доставка во все регионы Украины.
:(067) 379-07-77, (067) 569-35-66, (099) 047-64-46, (093) 610-90-26. Низкие цены. Гарантия от ведущих производителей. Доставка во все регионы Украины.
Покупка у официального дилера – гарантированный способ получить высокое качество и конкурентоспособные цены на сварочное оборудование, а также качественное гарантийное и послегарантийное обслуживание.
Электроды по алюминию купить. Электроды для сварки алюминия UTP 48 цена. Электроды по алюминию Кривой Рог. Электроды для алюминия Кривой Рог.
Ваше имя:
Ваш відкуг: Примітка: HTML разметка не поддерживается! Используйте обычный текст.
Оцінка: Погано Хорошо
Введіть код, вказаний на зображенні:
Продовжити
Алюминиевые стержневые электроды Harris Alloy 26 1/8 дюйма 1 фунт
Количество:
Добавление в корзину… Товар добавлен
- Описание
- Характеристики
Электрод из алюминиевого сплава HARRIS®26 представляет собой точное сочетание сплава сердцевины и покрытия, обеспечивающее высокоскоростное наплавление плотных, поддающихся механической обработке сварных швов. Он широко используется на листах, трубах и профилях. Также подходит для горелок. Удобная упаковка для демонстрации на месте покупки.
Он широко используется на листах, трубах и профилях. Также подходит для горелок. Удобная упаковка для демонстрации на месте покупки.
Особенности
- Обеспечивает прочный сварной шов без пористости без чрезмерного разбрызгивания или дымления
- Точное сочетание порошковой проволоки и покрытия, обеспечивающее высокоскоростную наплавку плотных сварных швов
- Хорошая коррозионная стойкость
- Хорошая электропроводность
- Хорошее соответствие цвета
- Широко используется для листов, труб и профилей толщиной 1/8 дюйма и более
- Прочность на растяжение – 34 000 фунтов на кв. дюйм
- Предварительный нагрев до 500°F рекомендуется для сечений более 1/8 дюйма
Общие сплавы
| Сплав типа | Специальность |
| Химический состав | Остаток алюминия% Фторид алюминия 1-11%, магний 0,05% макс.  , медь 0,40%
макс., марганец макс. 0,05%, фторид лития 1-11%, кремний
1-11%, цинк 0,10% макс., фторид магния 1-11%, железо 0,80%
макс., хлорид калия 1-11%, фторид калия 2-12%, натрий
Хлорид 1-11% , медь 0,40%
макс., марганец макс. 0,05%, фторид лития 1-11%, кремний
1-11%, цинк 0,10% макс., фторид магния 1-11%, железо 0,80%
макс., хлорид калия 1-11%, фторид калия 2-12%, натрий
Хлорид 1-11% |
| Классификация | Изготовлено в соответствии с внутренними инженерными стандартами Harris | .
| Цвет | Хороший цвет соответствует |
| Диаметр | 1/8″” (3,18 мм) |
| Электропроводность (% IACS) | Хорошо |
| Материал | Алюминий |
| Тип продукта | Электрод SMAW |
| Прочность на растяжение (PSI) | 34 000 фунтов на кв. дюйм |
Пайка
| Твердость по Бринеллю | Изготовлено в соответствии с внутренними инженерными стандартами Harris | .
Гарантия
| Гарантия | 1 год |
Пользовательское поле
Обзоры товаров
Алюминиевый электрод | AMERICAN ELEMENTS®
РАЗДЕЛ 1.
 ИДЕНТИФИКАЦИЯ
ИДЕНТИФИКАЦИЯНазвание продукта: Алюминиевый электрод
Номер продукта: Все применимые коды продукции American Elements, например АЛ-М-02-ЭЛЕК , АЛ-М-03-ЭЛЕК , АЛ-М-04-ЭЛЕК , AL-M-05-ELEC
Номер CAS: 7429-90-5
Соответствующие установленные области применения вещества: Научные исследования и разработки
Сведения о поставщике:
American Elements 108058
Los Angeles, CA
Тел.: +1 310-208-0551
Факс: +1 310-208-0351
Телефон службы экстренной помощи:
Внутренний, Северная Америка: +1 800-424-9300
Международный: +1 703-527-3887
РАЗДЕЛ 2. ИДЕНТИФИКАЦИЯ ОПАСНОСТИ
Классификация вещества или смеси
Классификация в соответствии с Регламентом (ЕС) № 1272/2008
Вещество не классифицируется как опасное для здоровья или окружающую среду в соответствии с регламентом CLP.
Классификация в соответствии с Директивой 67/548/ЕЭС или Директивой 1999/45/ЕС
Неприменимо
Информация об особых опасностях для человека и окружающей среды:
Данные отсутствуют
Опасности, не классифицированные иначе
Данные отсутствуют
Элементы маркировки
Маркировка в соответствии с Регламентом (ЕС) № 1272/2008
Н/Д
Пиктограммы опасности
Н/Д
Сигнальное слово
Н/Д
Краткая характеристика опасности
Н/Д
Не контролируется
Система классификации
Рейтинги HMIS (шкала 0–4)
(Система идентификации опасных материалов)
ЗДОРОВЬЕ
ПОЖАР
РЕАКТИВНОСТЬ
0
0
0
Здоровье (острые воздействия) = 0
0058 Пятежеспособность = 0
Физическая опасность = 0
Другие опасности
Результаты PBT и VPVB Оценки
PBT:
N/A
VPVB:
N/A
Секция 3. Состав/Информация по ингредиентам
. Вещества
CAS CAS CAS CAS №
CAS CAS. / Название вещества:
/ Название вещества:
7429-90-5 Алюминий
Идентификационный номер(а):
Номер ЕС:
231-072-3
РАЗДЕЛ 4. МЕРЫ ПЕРВОЙ ПОМОЩИ
Описание мер первой помощи
№
Общая информация
требуются специальные меры.
При вдыхании:
В случае жалоб обратиться за медицинской помощью.
При попадании на кожу:
Обычно продукт не раздражает кожу.
При попадании в глаза:
Промыть открытые глаза в течение нескольких минут под проточной водой. Если симптомы сохраняются, обратитесь к врачу.
При проглатывании:
Если симптомы сохраняются, обратитесь к врачу.
Информация для врача
Наиболее важные симптомы и эффекты, как острые, так и замедленные
Данные отсутствуют
Указание на необходимость немедленной медицинской помощи и специального лечения
Нет данных
РАЗДЕЛ 5. ПРОТИВОПОЖАРНЫЕ МЕРЫ
Средства пожаротушения
Подходящие средства тушения
Специальный порошок для пожаров металлов. Не используйте воду.
Не используйте воду.
Неподходящие средства пожаротушения по соображениям безопасности
Вода
Особые опасности, исходящие от вещества или смеси
Если этот продукт вовлечен в пожар, могут быть выделены следующие вещества:
Дым оксида металла
Рекомендации для пожарных
Защитное оборудование:
Никаких специальных мер требуется
РАЗДЕЛ 6. МЕРЫ ПРИ СЛУЧАЙНОМ ВЫБРОСЕ
Индивидуальные меры предосторожности, защитное снаряжение и чрезвычайные меры
Не требуется.
Меры предосторожности по охране окружающей среды:
Не допускать попадания материала в окружающую среду без официального разрешения.
Не допускайте попадания продукта в канализацию, канализационные системы или другие водотоки.
Не допускайте проникновения материала в землю или почву.
Методы и материалы для локализации и очистки:
Собрать механически.
Предотвращение вторичных опасностей:
Никаких специальных мер не требуется.
Ссылка на другие разделы
См. Раздел 7 для информации о безопасном обращении
Раздел 7 для информации о безопасном обращении
См. Раздел 8 для информации о средствах индивидуальной защиты.
Информацию об утилизации см. в Разделе 13.
РАЗДЕЛ 7. ОБРАЩЕНИЕ И ХРАНЕНИЕ
Обращение
Меры предосторожности для безопасного обращения
Держите контейнер плотно закрытым.
Хранить в прохладном, сухом месте в плотно закрытой таре.
Информация о защите от взрывов и пожаров:
Никаких особых мер не требуется.
Условия безопасного хранения, включая любые несовместимости
Требования, которым должны соответствовать складские помещения и емкости:
Особых требований нет.
Информация о хранении в одном общем хранилище:
Не хранить вместе с кислотами.
Хранить вдали от окислителей.
Дополнительная информация об условиях хранения:
Хранить контейнер плотно закрытым.
Хранить в прохладном сухом месте в хорошо закрытых контейнерах.
Особое конечное использование
Нет данных
РАЗДЕЛ 8.
 КОНТРОЛЬ ВОЗДЕЙСТВИЯ/СРЕДСТВА ИНДИВИДУАЛЬНОЙ ЗАЩИТЫ
КОНТРОЛЬ ВОЗДЕЙСТВИЯ/СРЕДСТВА ИНДИВИДУАЛЬНОЙ ЗАЩИТЫ Дополнительная информация о конструкции технических систем:
Нет дополнительных данных; см. раздел 7.
Параметры контроля
Компоненты с предельными значениями, требующими контроля на рабочем месте:
7429-90-5 Алюминий (100,0%)
PEL (США) Долговременное значение: 15*; 15** мг/м 3
*Общая пыль; ** Вдыхаемая фракция
REL (США) Долговременное значение: 10* 5** мг/м 3
*Общая пыль **Вдыхаемая фракция
TLV (США) Долговременное значение: 1* мг/м 3
в пересчете на Al; *в виде респирабельной фракции
EL (Канада) Долговременное значение: 1,0 мг/м 3
Металлы и нерастворимые соединения, вдыхаемые
EV (Канада) Долгосрочное значение: 5 мг/м 3
алюминийсодержащие ( как алюминий)
Дополнительная информация:
Нет данных
Средства контроля воздействия
Средства индивидуальной защиты
Соблюдайте стандартные меры защиты и гигиены при обращении с химическими веществами.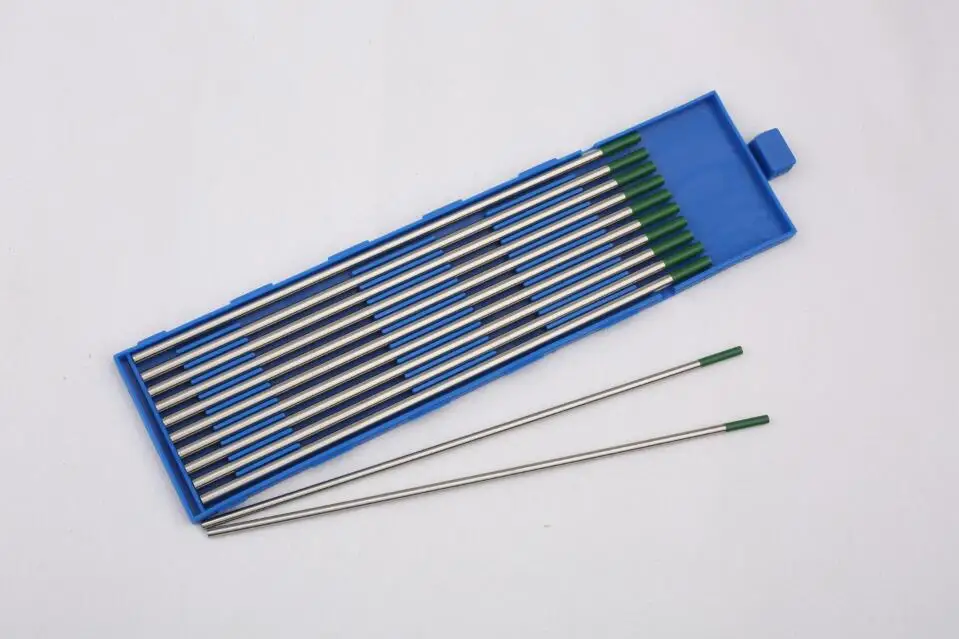
Поддерживать эргономически подходящую рабочую среду.
Дыхательное оборудование:
Не требуется.
Защита рук:
Не требуется.
Время проницаемости материала перчаток (в минутах)
Данные отсутствуют
Защита глаз:
Защитные очки
Защита тела:
Защитная рабочая одежда
РАЗДЕЛ 9. ФИЗИЧЕСКИЕ И ХИМИЧЕСКИЕ СВОЙСТВА
Информация об основных физико-химических свойствах
Внешний вид :
Форма: твердая в различных формах
Цвет: Серебристый
Запах: Без запаха
Порог восприятия запаха: Данные отсутствуют.
pH: неприменимо
Точка плавления/диапазон плавления: 660,4 °C (1221 °F)
Точка кипения/диапазон кипения: 2519 °C (4566 °F)
Температура сублимации/начало: Данные отсутствуют газ)
Нет данных.
Температура воспламенения: Данные отсутствуют
Температура разложения: Данные отсутствуют
Самовоспламенение: Данные отсутствуют.
Опасность взрыва: Данные отсутствуют.
Пределы взрываемости:
Нижний: данные отсутствуют
Верхний: данные отсутствуют
Давление пара: неприменимо
Плотность при 20 °C (68 °F): 2,7 г/см 3 (22,532 фунта/гал)
Относительный плотность
Нет данных.
Плотность пара
Н/Д
Скорость испарения
Н/Д
Растворимость в воде (H 2 O): Нерастворим
Коэффициент распределения (н-октанол/вода): Нет доступных данных.
Вязкость:
Динамическая: Н/Д
Кинематика: Н/Д
Другая информация
Нет доступных данных
РАЗДЕЛ 10. СТАБИЛЬНОСТЬ И РЕАКЦИОННАЯ СПОСОБНОСТЬ
Реакционная способность
Нет данных
Химическая стабильность
Стабилен при соблюдении рекомендуемых условий хранения.
Термическое разложение / условия, которых следует избегать:
Разложение не происходит, если используется и хранится в соответствии со спецификациями.
Возможность опасных реакций
Реагирует с сильными окислителями
Условия, которых следует избегать
Нет данных
Несовместимые материалы:
Кислоты
Окислители
Опасные продукты разложения:
Пары оксида металла
РАЗДЕЛ 11.
 ТОКСИКОЛОГИЧЕСКАЯ ИНФОРМАЦИЯ
ТОКСИКОЛОГИЧЕСКАЯ ИНФОРМАЦИЯ Информация о токсикологическом воздействии
Острая токсичность:
Воздействие не известно.
Значения LD/LC50, важные для классификации:
Нет данных
Раздражение или разъедание кожи:
Может вызывать раздражение
Раздражение или разъедание глаз:
Может вызывать раздражение
Сенсибилизация:
Сенсибилизирующие эффекты неизвестны.
Мутагенность зародышевой клетки:
Эффекты неизвестны.
Канцерогенность:
ACGIH A4: Не классифицируется как канцероген для человека: Недостаточно данных для классификации агента с точки зрения его канцерогенности для людей и/или животных.
Репродуктивная токсичность:
Реестр токсического воздействия химических веществ (RTECS) содержит репродуктивные данные для этого вещества.
Специфическая токсичность для системы органов-мишеней – повторное воздействие:
Эффекты неизвестны.
Специфическая токсичность системы органов-мишеней – однократное воздействие:
Эффекты неизвестны.
Опасность при вдыхании:
Эффекты неизвестны.
От подострой до хронической токсичности:
Реестр токсических эффектов химических веществ (RTECS) содержит данные о многократных дозах токсичности
для этого вещества.
Дополнительная токсикологическая информация:
Насколько нам известно, острая и хроническая токсичность этого вещества полностью не известна.
РАЗДЕЛ 12. ЭКОЛОГИЧЕСКАЯ ИНФОРМАЦИЯ
Токсичность
Акватоксичность:
Нет данных
Стойкость и способность к разложению
Нет данных
Способность к биоаккумуляции
Нет данных
Мобильность в почве
Нет данных
Дополнительная экологическая информация:
Не допускать попадания материала в окружающую среду без официального разрешения.
Избегайте попадания в окружающую среду.
Результаты оценки PBT и vPvB
PBT:
н/д
vPvB:
н/д
Другие неблагоприятные эффекты
Данные отсутствуют
РАЗДЕЛ 13.
 РЕКОМЕНДАЦИИ ПО УТИЛИЗАЦИИ
РЕКОМЕНДАЦИИ ПО УТИЛИЗАЦИИ Методы обработки отходов
Рекомендация
Обратитесь к официальным правилам, чтобы обеспечить надлежащую утилизацию.
Неочищенная упаковка:
Рекомендация:
Утилизация должна производиться в соответствии с официальными правилами.
РАЗДЕЛ 14. ИНФОРМАЦИЯ О ТРАНСПОРТИРОВКЕ
Номер ООН
DOT, ADN, IMDG, IATA
N/A
Надлежащее отгрузочное наименование ООН
DOT, ADN, IMDG, IATA
N/A
Класс опасности при транспортировке 058 90 DOT, ADR, ADN, IMDG, IATA
Class
N/A
Группа упаковки
DOT, IMDG, IATA
Н/Д
Опасности для окружающей среды:
Н/Д
Особые меры предосторожности для пользователя
Н/Д
Транспортировка навалом в соответствии с Приложением II к MARPOL73/78 и Кодексом IBC
Н/Д
Транспорт/Дополнительная информация:
DOT
Загрязнитель морской среды (DOT):
№
РАЗДЕЛ 15. НОРМАТИВНАЯ ИНФОРМАЦИЯ
Правила/законы по безопасности, охране здоровья и окружающей среды, относящиеся к веществу или смеси
Национальные правила
Все компоненты этого продукта перечислены в Перечне химических веществ Агентства по охране окружающей среды США.
Все компоненты этого продукта перечислены в Канадском перечне веществ для внутреннего потребления (DSL).
Раздел 313 SARA (списки конкретных токсичных химических веществ)
7429-90-5 Алюминий
Предложение штата Калифорния 65
Предложение 65 — Химические вещества, вызывающие рак
Вещество не указано в списке.
Prop 65 – Токсичность для развития
Вещество не указано.
Prop 65 – Токсичность для развития, женщины
Вещество не указано.
Prop 65 – Токсичность для развития, мужчины
Вещество не указано.
Информация об ограничении использования:
Только для использования технически квалифицированными лицами.
На этот продукт распространяются требования к отчетности в соответствии с разделом 313 Закона о планировании действий в чрезвычайных ситуациях и праве сообщества на информацию от 1986 г. и 40CFR372.
Другие правила, ограничения и запретительные положения
Вещество, вызывающее особую озабоченность (SVHC) в соответствии с Регламентом REACH (EC) № 1907/2006.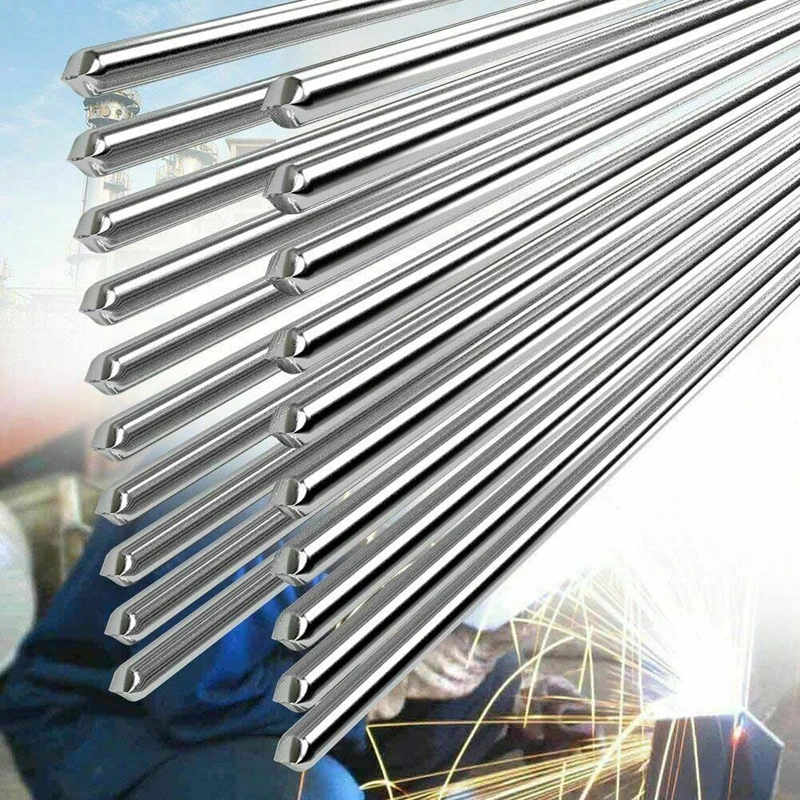
Вещество не указано.
Необходимо соблюдать условия ограничений согласно Статье 67 и Приложению XVII Регламента (ЕС) № 1907/2006 (REACH) для производства, размещения на рынке и использования.
Вещество не указано.
Приложение XIV Регламента REACH (требуется разрешение на использование)
Вещество не указано.
REACH – Предварительно зарегистрированные вещества
Вещество указано.
Оценка химической безопасности:
Оценка химической безопасности не проводилась.
РАЗДЕЛ 16. ПРОЧАЯ ИНФОРМАЦИЯ
Паспорт безопасности в соответствии с Регламентом (ЕС) № 1907/2006 (REACH). Приведенная выше информация считается верной, но не претендует на полноту и должна использоваться только в качестве руководства. Информация в этом документе основана на современном уровне наших знаний и применима к продукту с учетом соответствующих мер предосторожности. Это не является гарантией свойств продукта. American Elements не несет ответственности за любой ущерб, возникший в результате обращения или контакта с вышеуказанным продуктом.